M Feld TBM342
342
8. Projektowanie procesu technologicznego części klasy wat
odprowadzenie wiórów jest trudniejsze i tym wyższe musi być ciśnienie. Narzędzia te muszą więc pracować na specjalnych obrabiarkach do otworów długich, które spełniają podane warunki. Można również przystosować obrabiarki konwencjonalne, odznaczające się dużą sztywnością, wykluczającą powstawanie drgań, a także odpowiednim zakresem obrotów oraz posuwów.
Wiertła do wiercenia ejektorowego (rys. 8.120). Wiercenie ejektorowe jest najnowszą metodą wykonywania otworów długich. Wiertło do ejektorowej metody wiercenia ma dwie krawędzie tnące podzielone na trzy wzajemnie na siebie zachodzące odcinki. W ten sposób otrzymuje się wióry o małej szerokości oraz zmniejsza się siły działające na prowadzenie wiertła. Narzędzie jest mocowane w specjalnej głowicy, która w zależności od konstrukcji umożliwia zastosowanie tej metody na tokarkach, wiertarkach lub wiertarko-frezarkach, przy jednoczesnym doprowadzeniu i odprowadzeniu płynu obróbkowego podczas ruchu obrotowego wykonywanego przez wiertło.
wiercenia ejektorowego
RYS. 8.120. Wiertło do
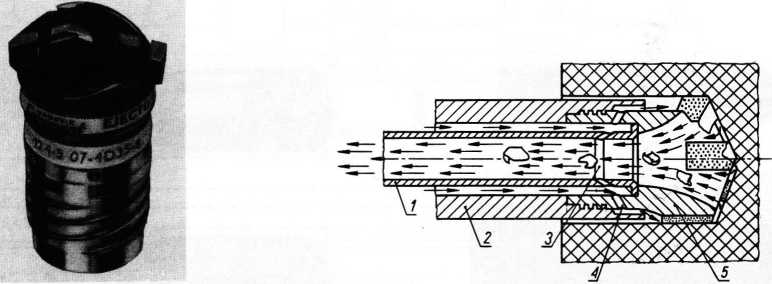
RYS. 8.121. Obieg płynu obróbkowego; 1 - rura wewnętrzna, 2 - rura zewnętrzna, 3 - dysza pierścieniowa, 4 - otwory doprowadzające płyn obróbkowy do ostrza wiertła, 5 - wiertło
Płyn obróbkowy jest doprowadzany pierścieniowym kanałem między dwiema rurami - zewnętrzną i wewnętrzną (rys. 8.121). Większa część płynu obróbkowego jest przetłaczana przez otworki na obwodzie głowicy wiertarskiej do strefy skrawania, gdzie chłodzi i smaruje ostrza skrawające. Pozostała część płynu obróbkowego jest kierowana do rury wewnętrznej przez kanałki Venturiego w kierunku przeciwnym, w celu wywołania podciśnienia w rurze wewnętrznej. Podciśnienie to zasysa płyn obróbkowy, który spełnił już swe zadanie chłodząco-smarujące i wraz z wiórami jest kierowany do wylotu układu.
Przy wierceniu ejektorowym zbędne jest jakiekolwiek nawiercenie wstępne. Wymagana jest jednak prostopadłość powierzchni czołowej na wejściu wiertła w przedmiot obrabiany i na wyjściu z niego. Prowadzenie wiertła zapewnia tulejka wiertarska o średnicy równej średnicy wiertła i o długości umożliwiającej osłonięcie końca rury zewnętrznej na długości co najmniej 5 mm (rys. 8.122). Odległość ostrej krawędzi tulejki od strony czoła przedmiotu nie może przekraczać 1 mm. Przy zachowaniu tych wymiarów po wprowadzeniu wiertła można włączyć pompę podającą płyn
Wyszukiwarka
Podobne podstrony:
M Feld TBM310 310 8. Projektowanie procesu technologicznego części klasy wat RYS. 8.74. Frezowanie w
M Feld TBM316 316 8. Projektowanie procesu technologicznego części klasy wat w zależności od średnic
M Feld TBM332 332 8. Projektowanie procesu technologicznego części klasy wat Jednym z najważniejszyc
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM290 290 8. Projektowanie procesu technologicznego części klasy wałObróbka bardzo dokładna
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
więcej podobnych podstron