M Feld TBM316

316
8. Projektowanie procesu technologicznego części klasy wat
w zależności od średnicy walcowanego wielowypustu. Z prawej strony na łożu jest usytuowany wrzeciennik przedmiotowy. Wrzeciennik ten jest wyposażony w uchwyt mocujący specjalnej konstrukcji, w którym jest osadzony kieł. Kieł znajduje się również w korpusie walców i służy do podparcia przedmiotu. Tak więc wał ustalony w kłach i zamocowany w uchwycie ma zapewniony przesuw oraz odpowiedni podział. Obróbka wielowypustu na pełnej długości następuje w jednym przejściu.
Tak jak we wszystkich metodach obróbki plastycznej, zarówno średnicę, jak i kształt przedmiotu przed walcowaniem dobiera się doświadczalnie. Na rysunku 8.85 przedstawiono ten sam przedmiot przygotowany do frezowania wielowypustu (rys. 8.85a) i walcowania (rys. 8.85b). Jak widać na rysunku, średnica pod walcowanie jest znacznie mniejsza, ponadto na początku i końcu są przewidziane występy, które zapewniają uzyskanie pełnego zarysu wielowypustu na całej długości.
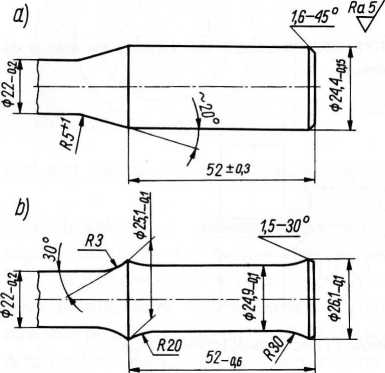
RYS. 8.85. Wal przystosowany do: a) frezowania wielowypustu, b) walcowania wielowypustu
Na walcarkach planetarnych można wykonywać profile: ewolwentowe, prostokątne, trapezowe i trójkątne. Konieczny jest wybieg ok. 8 mm, co stanowi pewne ograniczenie w stosowaniu tej metody. Produkuje się kilka wielkości maszyn. Największe przedmioty obrabiane mają maksymalną średnicę 120 mm i długość 1350 mm. Walcarki te znajdują już zastosowanie w przemyśle krajowym.
Walcowanie wielowypustu dwiema przeciwbieżnymi szczękami. Proces odbywa się na walcarkach szczękowych, przy czym obydwie szczęki ukształtowane w postaci listew są ruchome, dzięki czemu przedmiot obrabiany wykonuje wyłącznie ruch obrotowy wokół nieruchomej osi (rys. 8.86). Aby to osiągnąć, przedmiot jest ustalony w kłach, w których musi się swobodnie obracać, gdy obie szczęki przesuwają się w przeciwnych kierunkach i kształtują wielowypust. Szczęki mają część wprowadzającą i kształtującą wielowypust. Na pewnej części swej długości są równoległe i na tym odcinku następuje proces kalibrowania. Zarówno kształtowanie wielowypustu, jak i jego kalibrowanie jest wykonywane w jednym suwie roboczym szczęk. Narzędzia mają szerokość równą długości wielowypustu. Czas trwania operacji wynosi od kilku do kilkunastu sekund.
Wyszukiwarka
Podobne podstrony:
M Feld TBM310 310 8. Projektowanie procesu technologicznego części klasy wat RYS. 8.74. Frezowanie w
M Feld TBM332 332 8. Projektowanie procesu technologicznego części klasy wat Jednym z najważniejszyc
M Feld TBM342 342 8. Projektowanie procesu technologicznego części klasy wat odprowadzenie wiórów je
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM290 290 8. Projektowanie procesu technologicznego części klasy wałObróbka bardzo dokładna
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
więcej podobnych podstron