M Feld TBM356
356
8. Projektowanie procesu technologicznego części klasy wał
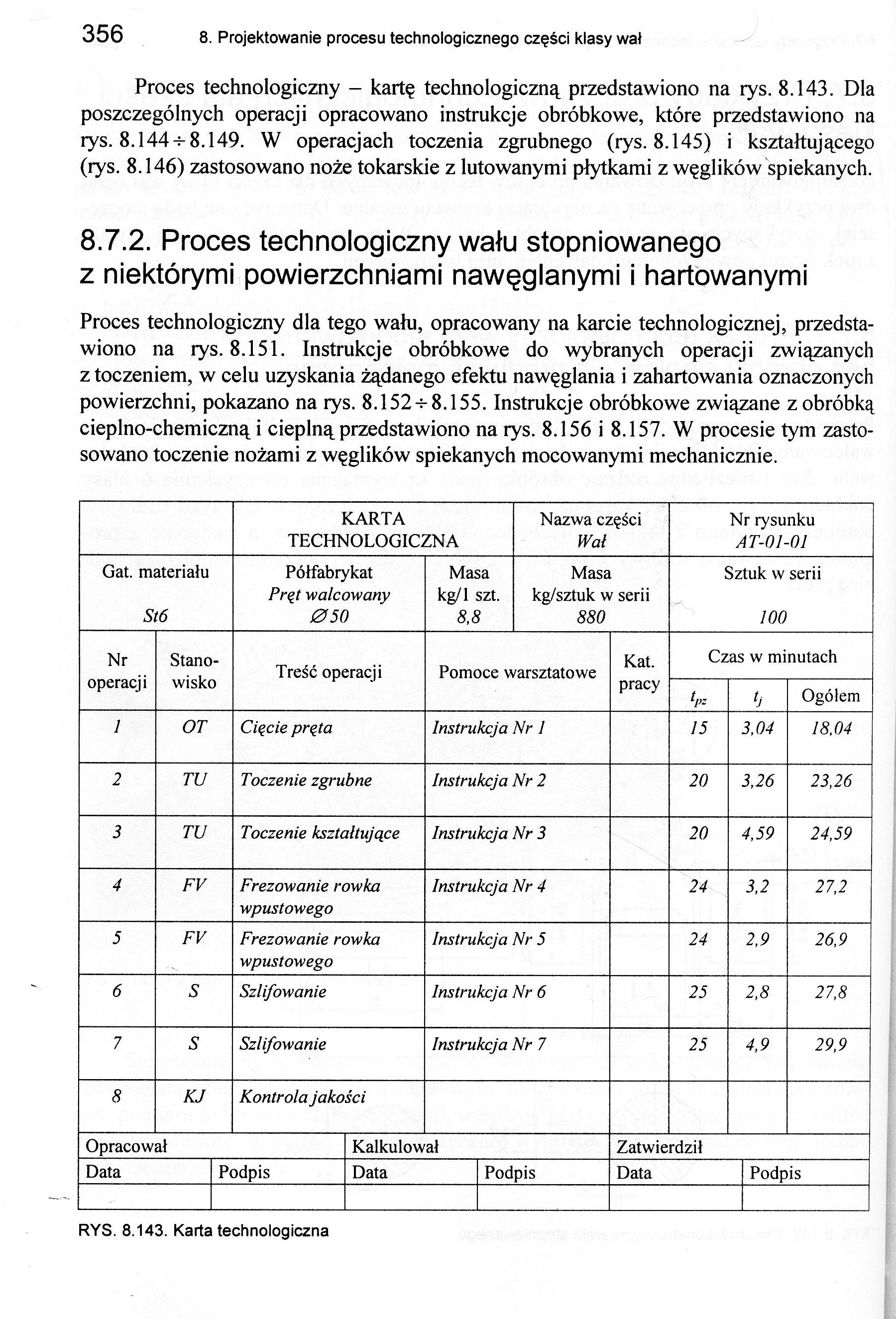
Proces technologiczny - kartę technologiczną przedstawiono na rys. 8.143. Dla poszczególnych operacji opracowano instrukcje obróbkowe, które przedstawiono na rys. 8.144 + 8.149. W operacjach toczenia zgrubnego (rys. 8.145) i kształtującego (rys. 8.146) zastosowano noże tokarskie z lutowanymi płytkami z węglików spiekanych.
8.7.2. Proces technologiczny wału stopniowanego z niektórymi powierzchniami nawęglanymi i hartowanymi
Proces technologiczny dla tego wału, opracowany na karcie technologicznej, przedstawiono na rys. 8.151. Instrukcje obróbkowe do wybranych operacji związanych z toczeniem, w celu uzyskania żądanego efektu nawęglania i zahartowania oznaczonych powierzchni, pokazano na rys. 8.152 + 8.155. Instrukcje obróbkowe związane z obróbką cieplno-chemiczną i cieplną przedstawiono na rys. 8.156 i 8.157. W procesie tym zastosowano toczenie nożami z węglików spiekanych mocowanymi mechanicznie.
|
KARTA TECHNOLOGICZNA |
Nazwa części Wał |
Nr rysunku AT-01-01 | ||||||
|
Gat. materiału St6 |
Półfabrykat Pręt walcowany 050 |
Masa kg/1 szt. 8,8 |
Masa kg/sztuk w serii 880 |
Sztuk w serii 100 | ||||
|
Nr operacji |
Stano wisko |
Treść operacji |
Pomoce warsztatowe |
Kat. pracy |
Czas w minutach | |||
|
h”. |
h |
Ogółem | ||||||
|
i |
OT |
Cięcie pręta |
Instrukcja Nr I |
15 |
3,04 |
18,04 | ||
|
2 |
TU |
Toczenie zgrubne |
Instrukcja Nr 2 |
20 |
3,26 |
23,26 | ||
|
3 |
TU |
Toczenie kształtujące |
Instrukcja Nr 3 |
20 |
4,59 |
24,59 | ||
|
4 |
FV |
Frezowanie rowka wpustowego |
Instrukcja Nr 4 |
24 |
3,2 |
27,2 | ||
|
5 |
FV |
Frezowanie rowka wpustowego |
Instrukcja Nr 5 |
24 |
2,9 |
26,9 | ||
|
6 |
S |
Szlifowanie |
Instrukcja Nr 6 |
25 |
2,8 |
27,8 | ||
|
7 |
s |
Szlifowanie |
Instrukcja Nr 7 |
25 |
4,9 |
29,9 | ||
|
8 |
KJ |
Kontrola jakości | ||||||
Opracował
Data
Podpis
Kalkulował
Data
Podpis
Zatwierdził
Data
Podpis
RYS. 8.143. Karta technologiczna
Wyszukiwarka
Podobne podstrony:
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM290 290 8. Projektowanie procesu technologicznego części klasy wałObróbka bardzo dokładna
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
więcej podobnych podstron