Mleko i śmietana (9)
(1.2)
IH = ——— • 100
fp
gdzie:
tą - zawartość tłuszczu w górnej warstwie produktu (1/10 obj, opakowania), /d - zawartość tłuszczu w dolnej warstwie produktu (9/10 obj. opakowania). Dla mleka spożywczego indeks homogenizacji wynosi MO w zależności od zastosowanych parametrów procesu.
Metody homogenizacji
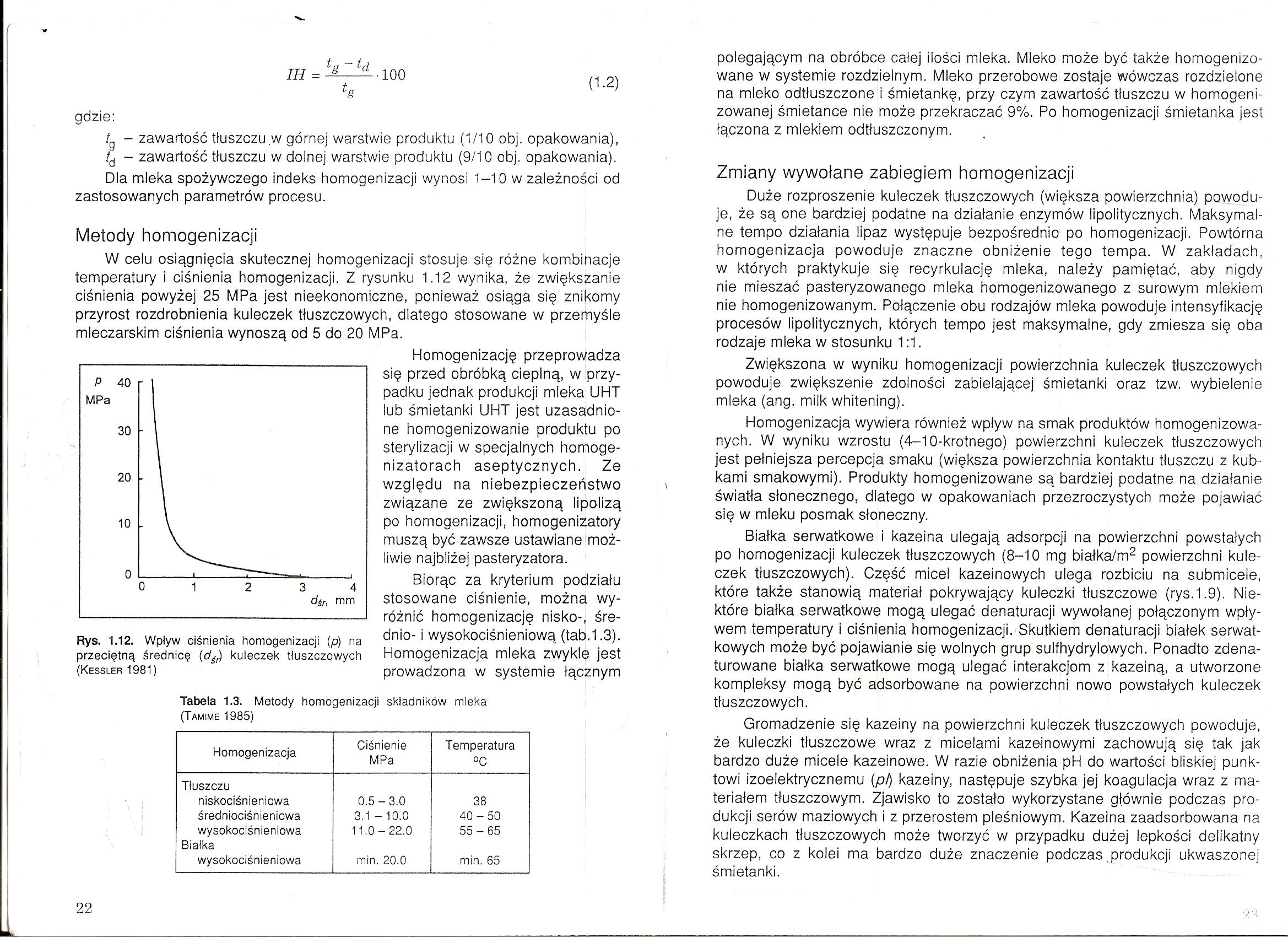
W celu osiągnięcia skutecznej homogenizacji stosuje się różne kombinacje temperatury i ciśnienia homogenizacji. Z rysunku 1.12 wynika* że zwiększanie ciśnienia powyżej 25 MPa jest nieekonomiczne, ponieważ osiąga się znikomy przyrost rozdrobnienia kuleczek tłuszczowych, dlatego stosowane w przemyśle mleczarskim ciśnienia wynoszą od 5 do 20 MPa.
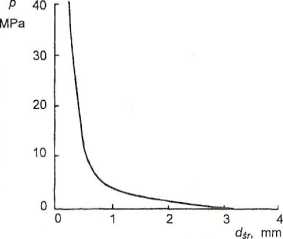
Rys. 1.12. Wpływ ciśnienia homogenizacji (p) na przeciętną średnicę Mm kuleczek tłuszczowych (Kessler 1981)
Homogenizację przeprowadza się przed obróbką cieplną, w przypadku jednak produkcji mleka UHT lub śmietanki UHT jest uzasadnione homogenizowanie produktu po sterylizacji w specjalnych homoge-nizatorach aseptycznych. Ze względu na niebezpieczeństwo związane ze zwiększoną lipolizą po homogenizacji, homogenizatory muszą być zawsze ustawiane'możliwie najbliżej pasteryzatora.
Biorąc za kryterium podziału stosowane ciśnienie, możną wyróżnić homogenizację nisko-j średnio- i wysokociśnieniową (tab.1.3). Homogenizacja mleka zwykle jest prowadzona w systemie łącznym
Tabela 1.3. Metody homogenizacji składników mleka (Tamime 1985}
|
Homogenizacja |
Ciśnienie MPa |
Temperatura °C |
|
Tłuszczu | ||
|
niskociśnieniowa |
0.5 - 3.0 |
38 |
|
średniociśnieniowa |
3.1-10.0 |
40-50 |
|
wysokociśnieniowa Białka |
11.0-22.0 |
55-65 |
|
wysokociśnieniowa |
min. 20.0 |
min. 65 |
polegającym na obróbce całej ilości mleka. Mleko może być także homogenizowane w systemie rozdzielnym. Mleko przerobowe zostaje wówczas rozdzielone na mleko odtłuszczonej śmietankę, przy czym zawartość tłuszczu w homogenizowanej śmietance nie może przekraczać 9%. Po homogenizacji śmietanka jest łączona z mlekiem odtłuszczonym.
Zmiany wywołane zabiegiem homogenizacji
Duże rozproszenie kuleczek tłuszczowych (większa powierzchnia) powoduje, że są one bardziej podatne na działanie enzymów lipolitycznych. Maksymalne tempo działania lipaz występuje bezpośrednio; po homogenizacji. Powtórna homogenizacja powoduje znaczne obniżenie tego tempa. W zakładach, w których praktykuje się recyrkulację mleka, należy pamiętać, aby nigdy nie mieszać pasteryzowanego mleka homogenizowanego z surowym mlekiem nie homogenizowanym. Połączenie obu rodzajów mleka powoduje intensyfikację procesów lipolitycznych, których tempo jest maksymalne:, gdy zmiesza się oba rodzaje mleka w stosunku 1:1.
Zwiększona w wyniku homogenizacji powierzchnia kuleczek tłuszczowych powoduje zwiększenie zdolności zabielającej śmietanki oraz tzw. wybielenie mleka (ang. milk whitening).
Homogenizacja wywiera również wpływ na smak produktów homogenizowanych. W wyniku wzrostu (4-10-krotnego) powierzchni kuleczek tłuszczowych jest pełniejsza percepcją smaku (większa powierzchnia kontaktu tłuszczu z kubkami smakowymi). Produkty homogenizowane są bardziej podatne na działanie światła słonecznego, dlatego w opakowaniach przezroczystych może pojawiać się w mleku posmak słoneczny.
Białka serwatkowe i kazeina ulegają adsorpcji na powierzchni powstałych po homogenizacji kuleczek tłuszczowych (8-10 mg białka/m2 powierzchni kuleczek tłuszczowych). Część micel kazeinowych ulega rozbiciu na submicele, które także stanowią materiał pokrywający kuleczki tłuszczowe (rys. 1.9). Niektóre białka serwatkowe mogą ulegać denaturacji wywołanej połączonym wpływem temperatury i ciśnienia homogenizacji. Skutkiem denaturacji białek serwatkowych może być pojawianie się wolnych grup sulfhydrylowych. Ponadto zdena-turowane białka serwatkowe mogą ulegać interakcjom z kazeiną, a utworzone kompleksy mogą być adsorbowane na powierzchni nowo powstałych kuleczek tłuszczowych.
Gromadzenie się kazeiny na powierzchni kuleczek tłuszczowych powoduje, że kuleczki tłuszczowe wraz z micelami kazeinowymi zachowują się tak jak bardzo duże micele kazeinowe. W razie obniżenia pH do wartości bliskiej punktowi izoelektrycznemu (pi) kazeiny, następuje szybka jej koagulacja wraz z materiałem tłuszczowym. Zjawisko to zostało wykorzystane głównie podczas produkcji serów maziowych i z przerostem pleśniowym. Kazeina zaadsorbowana na kuleczkach tłuszczowych może tworzyć w przypadku dużej lepkości delikatny skrzep, co z kolei ma bardzo duże znaczenie podczas,produkcji ukwaszonej śmietanki.
Wyszukiwarka
Podobne podstrony:
cwiczenie40017 Tablica wydajności masła xe śmietany Zawartość tłuszczu w śmietanie Ze 100 1 ś
ŚCIEKI MLECZARSKIE głównym zanieczyszczeniem jest mleko wysoka zawartość tłuszczów w formie
salatka grecka z?tą (1) Przygotowanie: 20 min Kcal: 180 Zawartość tłuszczu: 14 gCO 4 jędrne, dojrzał
mleko1�3 43. Śmietanę otrzymujemy w wyniku: uakwaszenia śmietanki 44. Zawartość tłuszczu w śmietance
Mleko i śmietana (19) leczek tłuszczowych, które w czasie przechowywania produktu finalnego tworzą z
Mleko i śmietana (22) uprzemysłowionych od kilku lat jest produkowana na niewielką skalę śmietanka U
Mleko i śmietana (24) wtedy, gdy stosuje się opakowania przepuszczające tlen i światło. W szczelnym
79074 SL274761 Jaki i renifery Jak - żyje w Tybecie, daje mleko z 20% zawartością tłuszczu Renifer -
DSC05260 Zawartość tłuszczów w Produkt Ilość Mleko tłuste 3,2
Kwas zas1283 NerhowR fOgUllfljl równowagi kwaaowo-zasadowej
SL274730 Wędliny końskie Mięso końskie ze względu na swoje walory, szczególnie niską zawartość tłusz
img214 gdzie ta oznacza i-ty element na głównej przekątnej macierzy T = S~l. Jeśli chcemy po elimina
więcej podobnych podstron