pkm osinski�47
J. Konstruowanie mnszyn
o* ‘nblicy
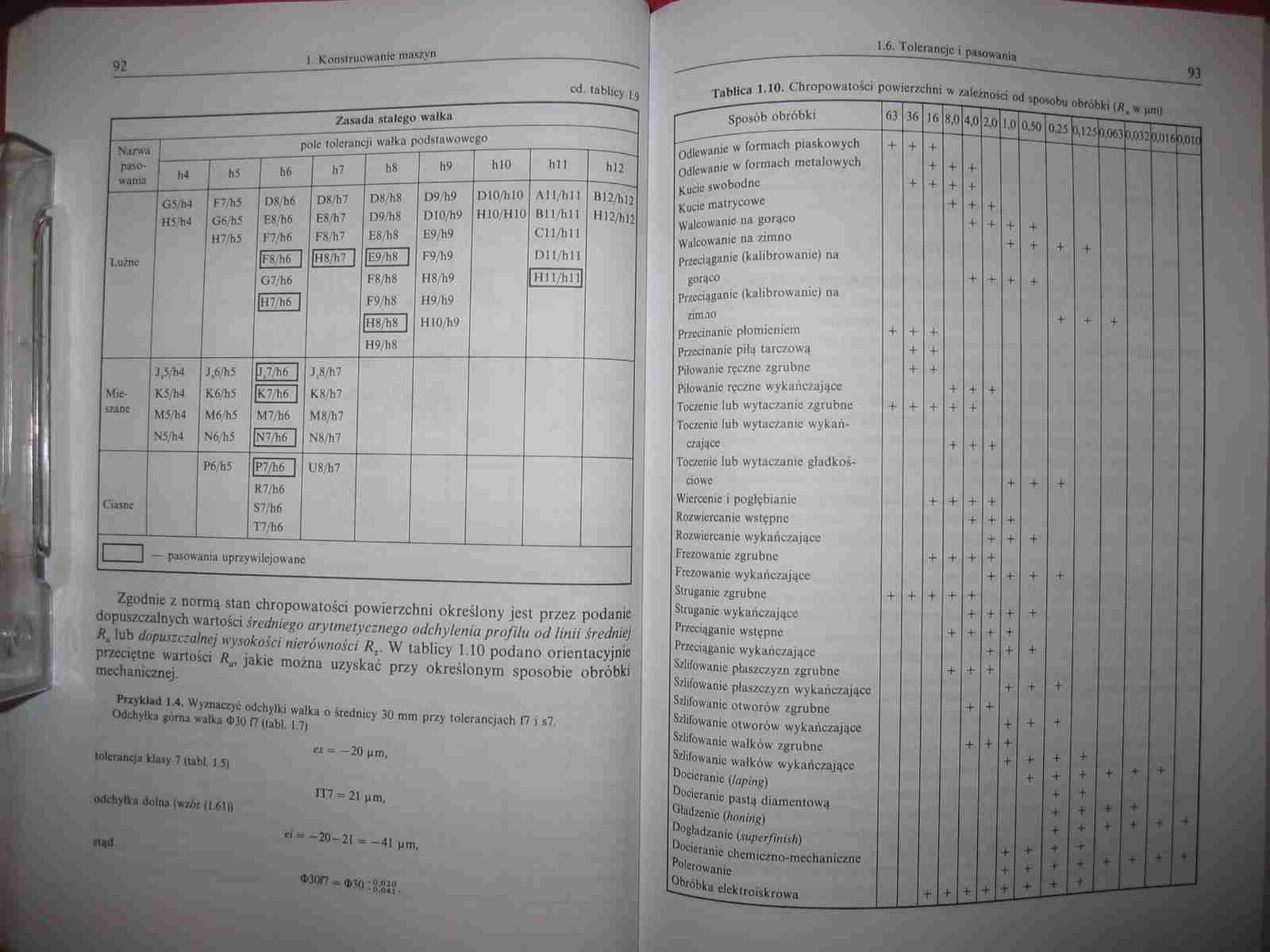
Zgodnie z normą stan chropowatości powierzchni określony jest przez podanie dopuszczalnych wartości średniego arytmetycznego odchylenia profilu od linii Średniej Ru lub dopuszczalnej wysokości nierówności Rt. W tablicy 1.10 podano orientacyjnie przeciętne wartości Ra, jakie można uzyskać przy określonym sposobie obróbki mechanicznej-
Przykład 1.4. Wyznaczyć odchyłki walka o średnicy 30 mm przy tolerancjach 17 i b7.
Odchyłka górna walka <P3017 (Ub). 1.7)
ex » —20 lim,
tolerancja klaty 7 (taft)) 1*5)
.13*7 = 21 jim,
odchyłka dolna (wzdr (14)1))
«j — —20—21 = —41 pnt.
m
4>3«7 -
1.6. Tolerancje i pasowani!
93
Tablica 1.10. Chropowatości powierzchni » zależności od sposobu obróbki (S.« umi
|
Sposób obróbki |
63 |
36 |
16 |
t,0 |
wn |
-0 i ,( |
0,50 |
|
Odlewanie w formach piaskowych |
+ |
+ |
+ | ||||
|
Odlewanie w formach metalowych |
+ |
4- |
4- | ||||
|
Rude swobodne |
+ |
+ |
4- |
4- | |||
|
Kucie matrycowe |
4- |
+ | |||||
|
Walcowanie na gorąco |
4- |
+ 4 |
4- | ||||
|
Wakowanie na zimno Fraedąganie (kalibrowanie) na |
4 |
fh | |||||
|
gorąco Pr/.cęiijganie (kalibrowanie) na |
4- |
4t: 4 |
f] ^ | ||||
|
zimno | |||||||
|
Przcdnanic płomieniem |
4- |
+' | |||||
|
Przecinanie pilg tarczowa |
4- |
4- | |||||
|
Piłowanie ręczne zgrubne Piłowanie ręczne wykańczające |
sk |
i+'i |
4- |
4- | |||
|
Toczenie lub wytaczanie zgrubne Toczenie lub wytaczanie wyklin- |
4- |
4- |
+: |
+ |
4- | ||
|
czające Toczenie lub wytaczanie glndkoś- |
4- | ||||||
|
tiowe |
4 -fc | ||||||
|
Wiercenie i pogłębianie |
+ |
4- |
4* | ||||
|
Rozwicrcanie wstępne |
+ |
4* | |||||
|
Rozwieranie wykańczające Frezowanie zgrubne |
t |
+ |
4- |
+ 4 | |||
|
Frezowanie wykańczające Struganie zgrubne |
+ |
+ |
+ |
+ |
4* |
4- 4- | |
|
Struganie wykańczające |
4- |
4- |
-f + | ||||
|
Przeciąganie wstępne |
4- |
4 |
+ | ||||
|
Przeciąganie wykańczające |
4-- |
-f + | |||||
|
Szlifowanie płaszczyzn zgrubne Szlifowanie płaszczyzn wykańczające |
4- |
,4- |
+ |
4- + | |||
|
Szlifowanie otworów zgrubne Szlifowanie otworów wykańczające |
4- |
4- |
4- 4- | ||||
|
Szlifowanie wałków zgrubne Szlifowanie wałków wykańczające Docieranie (laping) Docieranie pastą diamentową Gładzenie (honing) Dogładzanie (supcrfińisłt) Docieranie chcmiczno-mechaniczne |
4- |
+ |
tł* + 4* 4- | | ||||
|
Polerowanie Obróbka elektroiskrowa |
4- |
+ |
4- |
•f, f |
025
3.125 W63 3,032 )J)I6 ),01(

Wyszukiwarka
Podobne podstrony:
pkm osinski�46 90 I Konstruowanie mn»yn Norma przewiduje dwie zasady kojarzenia wałków i otworów. Je
pkm osinski�33 64 I. Konstruowanie maszyn Tablica U. Wartold współczynników bezpieczeństwa
pkm osinski�08 14 I Konstruowanie miw/.yn konstrukcji dobrej, ale poszukiwanie konstrukcji możliwie
pkm osinski�18 34 I. Konstruowanie mno.yn IJ Optymalizacja konstrukcji 35 Ekran - wykreślony zostani
pkm osinski�20 38 l Konstruowanie maszyn Na skutek ograniczeń wynikających ze szczegółowych zasad ko
pkm osinski�24 46 Konstruowanie maszyn flqiłl
pkm osinski�25 4łf I Konstruowanie maszyn wych. Dużo później pojawiły się zastosowania prowadzące do
pkm osinski�26 50 I. konstruowanie maszyn Istnieje wiele różnorodnych programów służących do wspomag
pkm osinski�27 52 I. Konstruowanie maszyn poszczególne dane. Fizyczna basa danych wskazuje, w jaki s
pkm osinski�29 56 I Konstruowanie utasayn stosowań. Dlatego bardzo rzadko rozwiązuje się problemy ca
pkm osinski�34 66 Konstruowanie mauyn Pnyklłd U. WymacajC iwtatei oaprę/crt dopuszczalnych przy; zgi
pkm osinski�36 TO I konstruowanie miiwyn We wzorze tym qk jest współczynnikiem wraiłiwołci materiału
pkm osinski�37 11 1. Konstruowanie maszyn 11 1. Konstruowanie maszyn Xg trzeba obliczyć ze Jeżeli pu
pkm osinski�41 80 Konstruowanie maszyn Wtflkl TmhlU ca 1.6. Pola lolcmnuji normalne wałków i otwor
pkm osinski�42 W82 t. Konstrukcja maszyn Tablica 1.7. Odchyłki podstawowe wałków (w
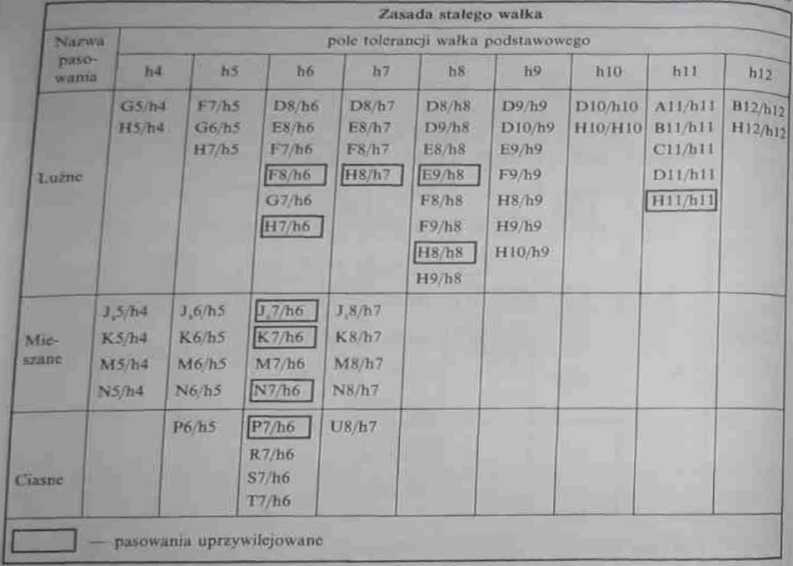
pkm osinski�45 88 I. Konstruowanie maszyn M. tablicy 1.9 Przedni wymiarów położenie pola toleran
pkm osinski�49 96 I. Konstruowanie maszyn 1.8 Be/pieCMńalwo l ochrona zdrowa w pintgaic ptojcklowanu
pkm osinski�50 98 1. Konstruowanie maszyn — typ BI — normy dotyc
DSC06883 (5) Cement zgodnie z normą PN-EN 197-1, nazywany jest CEM — jest to spoiwo hydrauliczn
więcej podobnych podstron