Przekładnie Zębate031
riału, obróbki cieplno-chemicznej i metod wytwarzania półwyrobu (odlew, odkuwka itp.). Jeśli to jest możliwe, to konstruktor powinien przyjąć wiarygodne wartości tych własności mechanicznych otrzymanych najlepiej na podstawie badań laboratoryjnych lub eksploatacyjnych, jeśli są one dostępne w odniesieniu do danego przypadku zastosowania.
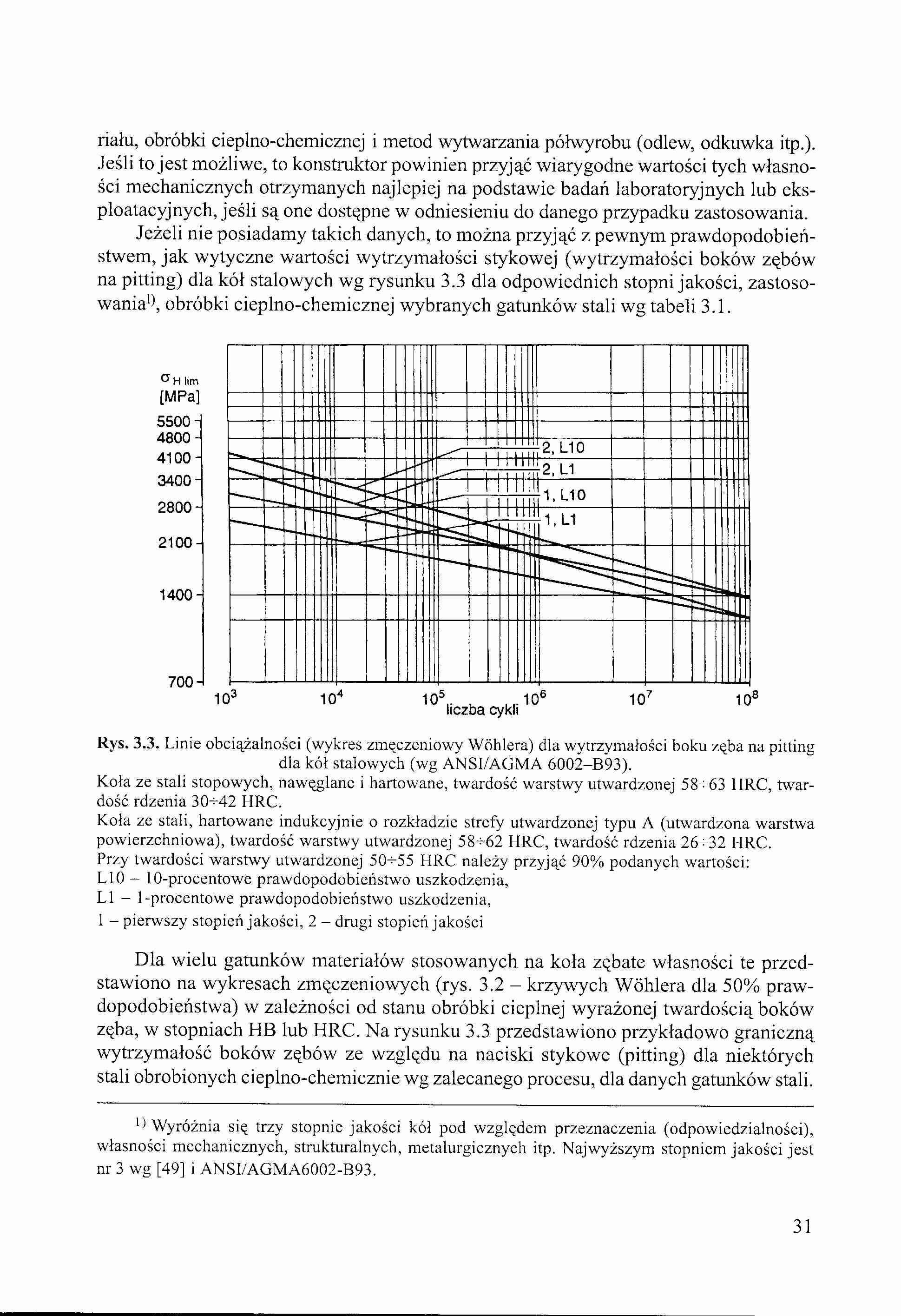
Jeżeli nie posiadamy takich danych, to można przyjąć z pewnym prawdopodobieństwem, jak wytyczne wartości wytrzymałości stykowej (wytrzymałości boków zębów na pitting) dla kół stalowych wg rysunku 3.3 dla odpowiednich stopni jakości, zastosowania1!, obróbki cieplno-chemicznej wybranych gatunków stali wg tabeli 3.1.
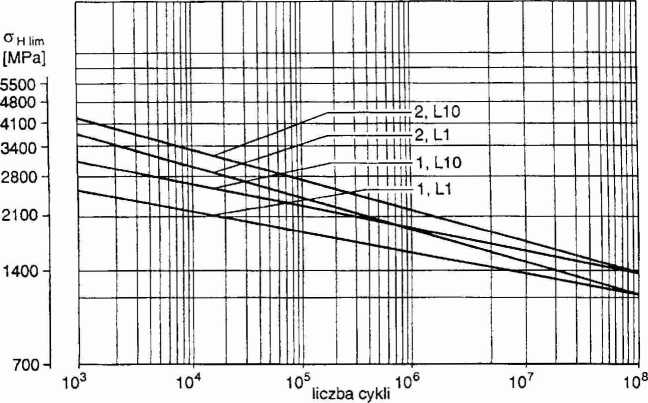
Rys. 3.3. Linie obciążalności (wykres zmęczeniowy Wóhlera) dla wytrzymałości boku zęba na pitting dla kół stalowych (wg ANSI/AGMA 6002-B93).
Koła ze stali stopowych, nawęglane i hartowane, twardość warstwy utwardzonej 58-^63 HRC, twardość rdzenia 3CH42 HRC.
Koła ze stali, hartowane indukcyjnie o rozkładzie strefy utwardzonej typu A (utwardzona warstwa powierzchniowa), twardość warstwy utwardzonej 58^62 HRC, twardość rdzenia 26N52 HRC.
Przy twardości warstwy utwardzonej 5CH-55 HRC należy przyjąć 90% podanych wartości:
L10 - 10-procentowe prawdopodobieństwo uszkodzenia,
LI - 1-procentowe prawdopodobieństwo uszkodzenia,
1 - pierwszy stopień jakości, 2 - drugi stopień jakości
Dla wielu gatunków materiałów stosowanych na koła zębate własności te przedstawiono na wykresach zmęczeniowych (rys. 3.2 - krzywych Wóhlera dla 50% prawdopodobieństwa) w zależności od stanu obróbki cieplnej wyrażonej twardością boków zęba, w stopniach HB lub HRC. Na rysunku 3.3 przedstawiono przykładowo graniczną wytrzymałość boków zębów ze względu na naciski stykowe (pitting) dla niektórych stali obrobionych cieplno-chemicznie wg zalecanego procesu, dla danych gatunków stali.
11 Wyróżnia się trzy stopnie jakości kół pod względem przeznaczenia (odpowiedzialności), własności mechanicznych, strukturalnych, metalurgicznych itp. Najwyższym stopniem jakości jest nr 3 wg [49] i ANSI/AGMA6002-B93.
31
Wyszukiwarka
Podobne podstrony:
55 (140) 61 Rozdział 2 61 Rozdział 2 pmwwmpw** nc do innych metod obróbki cieplno-chemicznej, z tym
Obróbka cieplno-chemiczna Metody obróbki deplno-chemicznej W ośrodkachl stałych 1 Podział metod
Open Access Library Yolume 5 2011 obróbki cieplno-chemicznej. jako nadal interesujące ze względów
Obróbka powierzchni materiałów inżynierskich metody obróbki cieplno-chemicznej jednoczesne
obróbka cieplno-chemiczna inne rodzaje obróbki cieplnej metali obróbka cieplno-mechaniczna [cieplno
metody obróbki cieplno-chemicznej nasycanie dyfuzyjne jednym pierwiastkiem kompleksowe nasycanie
OBROBKA CIEPLNO-CHEMICZNA Obróbka cieplno-chemiczna jest zabiegiem cieplnym lub zespołem takich zabi
Nawęglanie jest obróbką cieplno-chemiczną polegającą na dyfuzyjnym nasyceniu warstwy wierzchniej sta
Technologia i urządzenia obróbki cieplno-chemicznej Semestr Rodzaj zajęć Liczba godzin
283 (6) 224. Na czym polegają obróbki cieplno-chemiczne z udziałem siarki? Wchodzą tu siarkowanie,
Technologia obróbki cieplno - chemiczne j 1. Omówić różnicę między utwardzaniem
DYNA HARD Innowacyjna technologia obróbki cieplno-chemicznej -DYNA HARD - gwarantuje długą żywotność
l.Obróbka cieplno-chemiczna nawęglanie. Elektronika i automatyka - do 14.01.2012 r. l.Oblicz wartośc
Obróbka cieplno-chemiczna Obróbka cieplno-chemiczna jest dziedzina obróbki cieplnej obejmującą
Obróbka cieplno-chemiczna Symetrycznie rozmieszczone siły OŚRODEK migdzycząsteczkowe NASYCAJĄCY 4
Q D = D0■ exp *’r gdzie:Obróbka cieplno-chemiczna • pierwsze prawo Ficka określa strumień dyfuzji /
352 (7) ność na korozję gazową. Dalszą poprawę można osiągnąć przez obróbkę cieplno-chemiczną
azotowanie Azotowanie [edytuj] Azotowanie - obróbka cieplno-chemiczna stopów żelaza polegająca na dy
Ćw 3 Laboratorium Obróbki Cieplnej Imię i Nazwisko: Temat: Obróbka cieplno - chemiczna niskotempera
więcej podobnych podstron