Przekładnie Zębate053
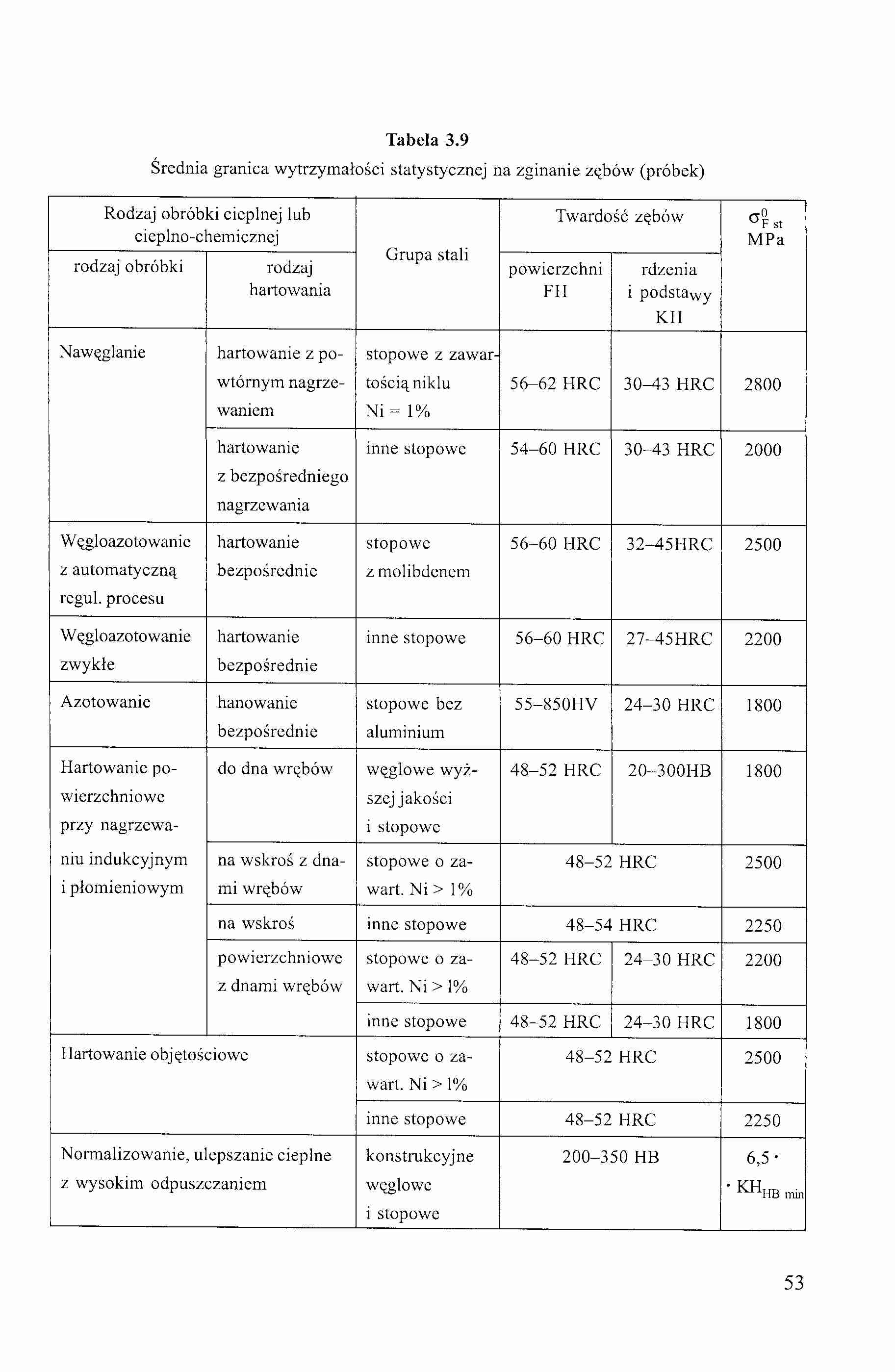
Tabela 3.9
Średnia granica wytrzymałości statystycznej na zginanie zębów (próbek)
|
Rodzaj obróbki cieplnej lub cieplno-chemicznej |
Grupa stali |
Twardość zębów |
ryO °F st MPa | ||
|
rodzaj obróbki |
rodzaj hartowania |
powierzchni FH |
rdzenia i podstaWy KH | ||
|
Nawęglanie |
hartowanie z powtórnym nagrzewaniem |
stopowe z zawartością niklu Ni = 1% |
56-62 HRC |
30—43 HRC |
2800 |
|
hartowanie z bezpośredniego nagrzewania |
inne stopowe |
54-60 HRC |
30-43 HRC |
2000 | |
|
Węgloazotowanic z automatyczną reguł, procesu |
hartowanie bezpośrednie |
stopowe z molibdenem |
56-60 HRC |
32-45HRC |
2500 |
|
W ęgloazoto wanie zwykłe |
hartowanie bezpośrednie |
inne stopowe |
56-60 HRC |
27-45HRC |
2200 |
|
Azotowanie |
hanowanie bezpośrednie |
stopowe bez aluminium |
55-850HV |
24-30 HRC |
1800 |
|
Hartowanie powierzchniowe przy nagrzewaniu indukcyjnym i płomieniowym |
do dna wrębów |
węglowe wyższej jakości i stopowe |
48-52 HRC |
20 300HB |
1800 |
|
na wskroś z dnami wrębów |
stopowe o za-wart. Ni > 1% |
48-52 HRC |
2500 | ||
|
na wskroś |
inne stopowe |
48-54 HRC |
2250 | ||
|
powierzchniowe z dnami wrębów |
stopowe o za-wart. Ni > 1% |
48-52 HRC |
24-30 HRC |
2200 | |
|
inne stopowe |
48-52 HRC |
24-30 HRC |
1800 | ||
|
Hartowanie objętościowe |
stopowe o za-wart. Ni > 1% |
48-52 HRC |
2500 | ||
|
inne stopowe |
48-52 HRC |
2250 | |||
|
Normalizowanie, ulepszanie cieplne z wysokim odpuszczaniem |
konstrukcyjne węglowe i stopowe |
200-350 HB |
6,5- •KHmnrfn | ||
53
Wyszukiwarka
Podobne podstrony:
Przekładnie Zębate028a Tabela 3.1. Średnia wytrzymałość zmęczeniowa stykowa materiałów na koła zębat
Przekładnie Zębate042a Tabela 3.5. Średnia wytrzymałość zmęczeniowa na złamanie zębów (próbek) ljm
Przekładnie Zębate132c Tabela 9.2 Konstrukcja kół zębatych z nakładanymi wieńcami na korpusy żeliwne
Przekładnie Zębate044 °Flim Rys. 3.15. Wytrzymałość stopy zęba na zginanie standardowych kół badanyc
Przekładnie Zębate045 Rys. 3.17. Wytrzymałość zmęczeniowa na zginanie nawęglanych i hartowanych kół
Przekładnie Zębate106 Tabela 6.6 cd. Wzory na podstawowe wielkości geometryczne (przekładnie walcowe
Przekładnie Zębate141 Tabela 10.1 cd. 11. Średnica śrub pokrywy zwornika dA dĄ = (0,3i-0,4) df 12
Przekładnie Zębate170 Tabela własności wytrzymałościowych materiałów konstrukcyjnych Własności wytrz
DSCN0488 12 Wykaz oznaczeń 12 Wykaz oznaczeń — granica wytrzymałości zmęczeniowej na naprężenia styk
Naprężenia graniczne Wytrzymałość zmęczeniowa na naciski jest w dużym stopniu związana z twardością
Naprężenia graniczne Wytrzymałość zmęczeniowa na naciski: linie 1 - powierzchnie hartowane, linie 2
Przekładnie Zębate011 1. Fizyczne podstawy obliczeń wytrzymałościowych Stanisław Kuliński, Michał Ma
Przekładnie Zębate016 1.2. Wskazówki wyboru warunków wytrzymałościowych Opisane wyżej uszkodzenia po
Przekładnie Zębate038 Tabela 3.3 Nazwa oleju Klasyfi kacja SAE Lep kinem w rr 50°C kość
Przekładnie Zębate066 Tabela 5.1 Wartość współczynnika przeciążenia KA* dla reduktorów
Przekładnie Zębate071 Tabela 5.6 Błędy podziałki kół zębatych f b Klasa dokładności Błąd podziałki
Przekładnie Zębate074 Tabela 5.8 Współczynnik dotarcia Prędkość obwodowa ńm/s Twardość powierzchni
Przekładnie Zębate078 Tabela 5.11 Współczynnik sprężystości Z£ dla różnych par materiałów koła li 2
Przekładnie Zębate101 Tabela 6.4 Wartości funkcji ewolwentowej inv
więcej podobnych podstron