ksiazka(024)
- o dokręceniu śrub mocujących głowice w kolejności podanej na rys. 2-16 i nakrętek śrub mocujących obudowę łożysk wałka rozrządu - w kolejności podanej na rys. 2-18.
śruby mocujące głowice cylindrów dokręcić w dwóch etapach:
- I-8zy etap - dokręcić śruby 1-10 /rys. 2-16/momentem 34-42 N.m /3,4-4,2 kG.m/;
- Il-gi etap - dokręcić śruby 1-10 momentem 98-121 N.m /9,8-12,1 kG.m/, a śrubę 11 — momentem 32-40 H.m /3,2-4,0 kG.m/.
Przy mocowaniu pokrywy głowicy nakrętki mocujące pokrywę dokręcić momentem nie większym niż 8 N.m /O,8 kG.m/, aby nie spowodować rozerwania uszczelki przy otworach mocujących oraz deformacji pokrywy. Przy remontach silnika uszczelkę pokrywy głowicy zaleca sie wymienić na nową.
DEMONTAŻ I MONTAŻ
Zamocować głowice na desce montażowej A.60335.
Odłączyć kolektor wydechowy 1 rurę ssącą z gaźnikiem od głowicy /jednocześnie usuwa sie wlot gorącego powietrza/.
Odłączyć króciec wypływu koszulki wodnej.
Odłączyć króciec odpływu cieczy chłodzącej do grzejnika nagrzewnicy.
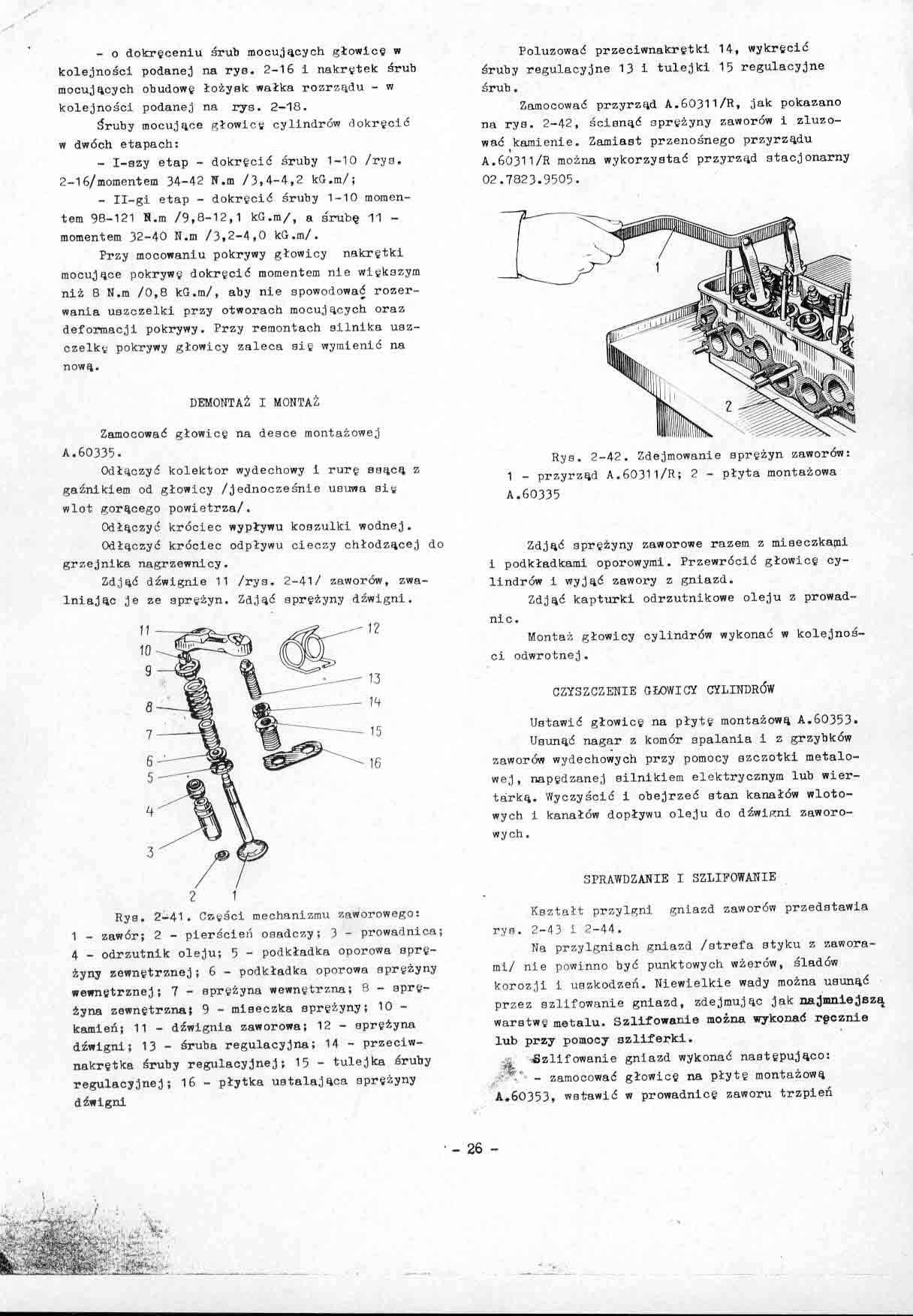
Zdjąć dźwignie 11 /rys. 2-41/ zaworów, zwalniając Je ze sprężyn. Zdjąć sprężyny dźwigni.
11 10 9
8
7
6
5
9 3
2 1
Rys. 2-41. Części mechanizmu zaworowego:
1 - zawór; 2 - pierścień osadczy: 3 - prowadnica; 4 - odrzutnik oleju; 5 - podkładka oporowa sprężyny zewnętrznej; 6 - podkładka oporowa sprężyny wewnętrznej; 7 - sprężyna wewnętrzna; 8 - sprężyna zewnętrzna; 9 - miseczka sprężyny; 10 -kamień; 11 - dźwignia zaworowa; 12 - sprężyna dźwigni; 13 - śruba regulacyjna; 14 - przeciw-nakretka śruby regulacyjnej; 15 - tulejka śruby regulacyjnej; 16 - płytka ustalająca sprężyny dźwigni
Poluzować przeciwnakretki 14, wykręcić śruby regulacyjne 131 tulejki 15 regulacyjne śrub.
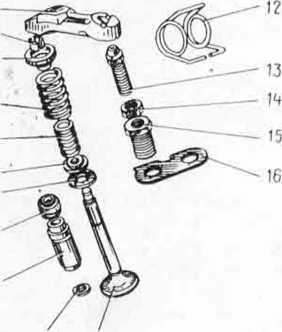
Zamocować przyrząd A.60311/R, jak pokazano na rys. 2-42, ścisnąć sprężyny zaworów i zluzować kamienie. Zamiast przenośnego przyrządu A.60311/R można wykorzystać przyrząd stacjonarny 02.7823.9505.
Rys. 2-42. Zdejmowanie sprężyn zaworów: 1 - przyrząd A.60311/R; 2 - płyta montażowa A.60335
Zdjąć sprężyny zaworowe razem z miseczkami i podkładkami oporowymi. Przewrócić głowice cylindrów i wyjąć zawory z gniazd.
Zdjąć kapturki odrzutnikowe oleju z prowadnic.
Montaż głowicy cylindrów wykonać w kolejności odwrotnej.
CZYSZCZENIE GŁOWICY CYLINDRÓW
Ustawić głowice na płytę montażową A.60353.
Usunąć nagar z komór spalania i z grzybków zaworów wydechowych przy pomocy szczotki metalowej, napędzanej silnikiem elektrycznym lub wiertarką. Wyczyśció 1 obejrzeó stan kanałów wlotowych i kanałów dopływu oleju do dźwigni zaworowych .
SPRAWDZANIE I SZLIFOWANIE
Kształt przylgni gniazd zaworów przedstawia rys. 2-43 i 2-44.
Ha przylgniach gniazd /strefa styku z zaworami/ nie powinno byó punktowych wżerów, śladów korozji i uszkodzeń. Niewielkie wady można usunąó przez szlifowanie gniazd, zdejmując jak najmniejszą warstwę metalu. Szlifowanie można wykonać ręcznie lub przy pomocy szliferki.
Szlifowanie gniazd wykonać następująco: v - zamocować głowice na płytę montażową A.60353, wstawić w prowadnice zaworu trzpień

■ - 26 -
Wyszukiwarka
Podobne podstrony:
046 etz250 Rys. 79. Części rozrusznika nożnego ". ałek rozrusznika złożyć w kolejności podanej
Kolejnosci dokrecania 2 Rys.14.22 Rysunek 14.20 KOLEJNOŚĆ ODKRĘCANIA (a) I DOKRĘCANIA (b) ŚRUB MOCUJ
Obsługa i naprawa Audi (50) /r *> m —^- © 9 V/- t © © -•) Rys. 2.37. KOLEJNOŚĆ DOKRĘCANIA ŚRUB
Obsługa i naprawa Audi (63) ■ Dokręcać śruby mocujące głowicę stopniowo i według k
23981 scanP7 Rys. 31 Kolejność dokręcenia śrub aoeujaeyeh głowice cylindrowe. lęcie naprężeń aogęcyc
SAVE1513 [] (w trzech etapach) w kolejności podanej na rysunku 12. W pierwszym, etapie należy dokręc
SAVE1513 [] (w trzech etapach) w kolejności podanej na rysunku 12. W pierwszym, etapie należy dokręc
30589 SAVE1513 [] (w trzech etapach) w kolejności podanej na rysunku 12. W pierwszym, etapie należy
skanuj0011 406 Przykład 14.10 Dla linii stratnej obciążonej impedancją Z2, podanej na rys. 14.11, na
1czw łańcuchowej A czwórnika podanego na rys. 8.27 dopasowany. Należy wyznaczyć zesDolnna mnr
20076 skanuj0160 (11) 300 6. Cieślar 300 6. Cieślar 7.18. [WM-15] Dla układu statycznego podanego na
72713 img024 (8) 8 Patrz Wittgenstein 1953. Pozostałe podane na rys. 1 znaczenia to odejścia od prot
1czw łańcuchowej A czwórnika podanego na rys. 8.27 dopasowany. Należy wyznaczyć zesDolnna mnr
więcej podobnych podstron