M Feld TBM248

7. Podział części maszyn dla racjonalnego przeprowadzenia ich obróbki
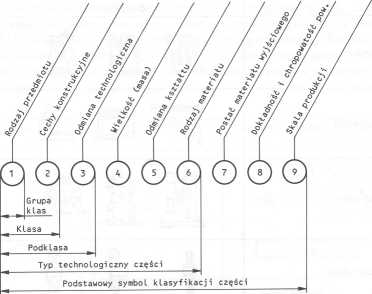
RYS. 7.2. Układ i znaczenie poszczególnych kryteriów klasyfikatora
248
Budowę symbolu klasyfikacyjnego podano w tabl. 7.1. Człon I symbolu charakteryzuje przedmiot produkcji po przejściu przez wszystkie fazy procesu technologicznego. Ma on budowę stałą i składa się z dziewięciu znaków cyfrowych, obejmujących następujące cechy:
- rodzaj przedmiotu - jeden znak,
- cechy kształtu - trzy znaki,
- wymiary gabarytowe - trzy znaki,
- materiał - dwa znaki.
Przedmioty produkcji wchodzące w zakres klasyfikacji podzielono na 10 rodzajów, przy czym 7 z nich ma swoje nazwy (tabl. 7.2), 3 zaś przewidziano jako rezerwę do adaptacji przez określone branże czy też zakłady produkcyjne.
W jednolitej klasyfikacji przyjęto trzystopniowy podział kształtu przedmiotów na: typ kształtu,.rodzaj kształtu i odmianę kształtu.
Wymiary gabarytowe podlegają kodowaniu w zależności od kształtu przedmiotu. Dla przedmiotów w kształcie brył nieobrotowych wymiarami charakterystycznymi są: długość L, szerokość B, wysokość H, przy zachowaniu warunku, że L > B > H. Dla przedmiotów w kształcie brył obrotowych wymiarami charakterystycznymi są: długość L, maksymalna średnica zewnętrzna Dz, maksymalna średnica wewnętrzna Dw. Podział na zakresy wymiarowe jest wspólny dla wszystkich przedmiotów i wszystkich wymiarów.
Wyszukiwarka
Podobne podstrony:
M Feld TBM258 7. Podział części maszyn dla racjonalnego przeprowadzenia ich obróbki258 RYS. 7.6. Prz
M Feld TBM254 254 7. Podział części maszyn dla racjonalnego przeprowadzenia ich obróbki RYS. 7.4. In
M Feld TBM256 256 7. Podział części maszyn dla racjonalnego przeprowadzenia ich ob
M Feld TBM008 8 Spis treści 7. Podział części maszyn dla racjonalnego przeprowadzenia ich obróbki
M Feld TBM246 246 7. Podział części maszyn dla racjonalnego przeprowadzenia ich obróbki kładność obr
M Feld TBM250 250 7. Podział części maszyn dla racjonalnego przeprowadzenia ich obróbki TABLICA 7.2.
M Feld TBM252 252 7. Podział części maszyn dla racjonalnego przeprowadzenia ich obróbki Typowy proce
M Feld TBM245 7Podział części maszyn dla racjonalnego przeprowadzenia ich obróbki Dążeniem technolog
M Feld TBM263 8.4. Podział części klasy wał 263RFS # - -> RYS. 8.8. Wał z rowkami wpustowym
M Feld TBM230 230 6. Rodzaje naddatków i czynniki wpływające na ich wielkość RYS. 6.5. Wyjaśnienie b
M Feld TBM255 255 7.3. Obróbka grupowa części maszyn Dokumentacja technologiczna dla obróbki grupowe
M Feld TBM585 585 13.4. Podział części klasy koło zębate13.3. Półfabrykaty dla części klasy koło zęb
176 6. TECHNIKI I METODY WYTWARZANIA CZĘŚCI MASZYN Wyżarzanie zupełne. Stosowane dla stali stopowych
Mieczysław Feld Projektowanie procesów technologicznych typowych części maszyn
M Feld TBM099 99 3.1. Rodzaje półfabrykatów Dla odkuwek swobodnych, dla części o kształtach geometry
M Feld TBM259 8Projektowanie procesu technologicznegoczęści klasy wał Części maszyn klasy wał występ
M Feld TBM371 8.7. Przykłady procesów technologicznych dla części klasy wał 371 S P a fcjEJ b
M Feld TBM379 379 9.4. Podział części klasy tuleja i tarcza RYS. 9.11. Walcowanie (wyoblanie) koła p
M Feld TBM449 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza
więcej podobnych podstron