Scan10171
|
15HN |
STAL DO NAWĘGLANIA |
PN-72/H-84030 | |||||||||
|
1. Skład chemiczny, % i punkt)' przełomowe, ‘C | |||||||||||
|
C |
Mn |
Si |
Cr |
Ni |
Aci |
Acj |
Ms | ||||
|
0,12-5-0,18 |
0,405-0,60 |
0,17-5-0,37 |
1,40-5-1,70 |
1,40-5-1,70 |
720 |
830 |
420 | ||||
|
2. Własności mechaniczne próbek kwalifikacyjnych (tnin.) | |||||||||||
|
R„, MPa |
Re MPa |
As % |
Z % |
U J/cm2 | |||||||
|
1000 |
850 |
12 |
45 |
80 | |||||||
3. Zalecane warunki obróbki cieplnej
Nawęglanie: 870-s-930°C - chłodzenie po nawęglaniu w powietrzu lub w przedsionku (studzience) Wysokie odpuszczanie w temp. ok. 650”C i hartowanie jednokrotne: 820s-840°C - olej. Węgloazotowanie: S00*900°C - hartowanie bezpośrednie lub z podchładzaniem do 820”C. Odpuszczanie: l60-5-200°C.
Twardość rdzenia: 23-5-42 HRC.
Ze względu na zwiększoną ilość austenitu szczątkowego w warstwie nawęglonej nie jest zalecane stosowanie po nawęglaniu hartowania bezpośredniego.
4. Ogólna charakterystyka i wytyczne stosowania
Stal do nawęglaniu o średniej hartowności stosowana jest na części o średnich przekrojach (do <j> 30 przy hartowaniu w oleju i do <j> 50 przy hartowaniu w wodzie), i dużej wytrzymałości (Rm > 1000 MPa) oraz ciągliwości rdzenia; przy większych przekrojach własności rdzenia ulegają obniżeniu. Stosuje się ją na kola zębate, wały, czopy, sworznie, wałki, dźwignic itp. części konstrukcyjne pracujące przy zmiennych obciążeniach.
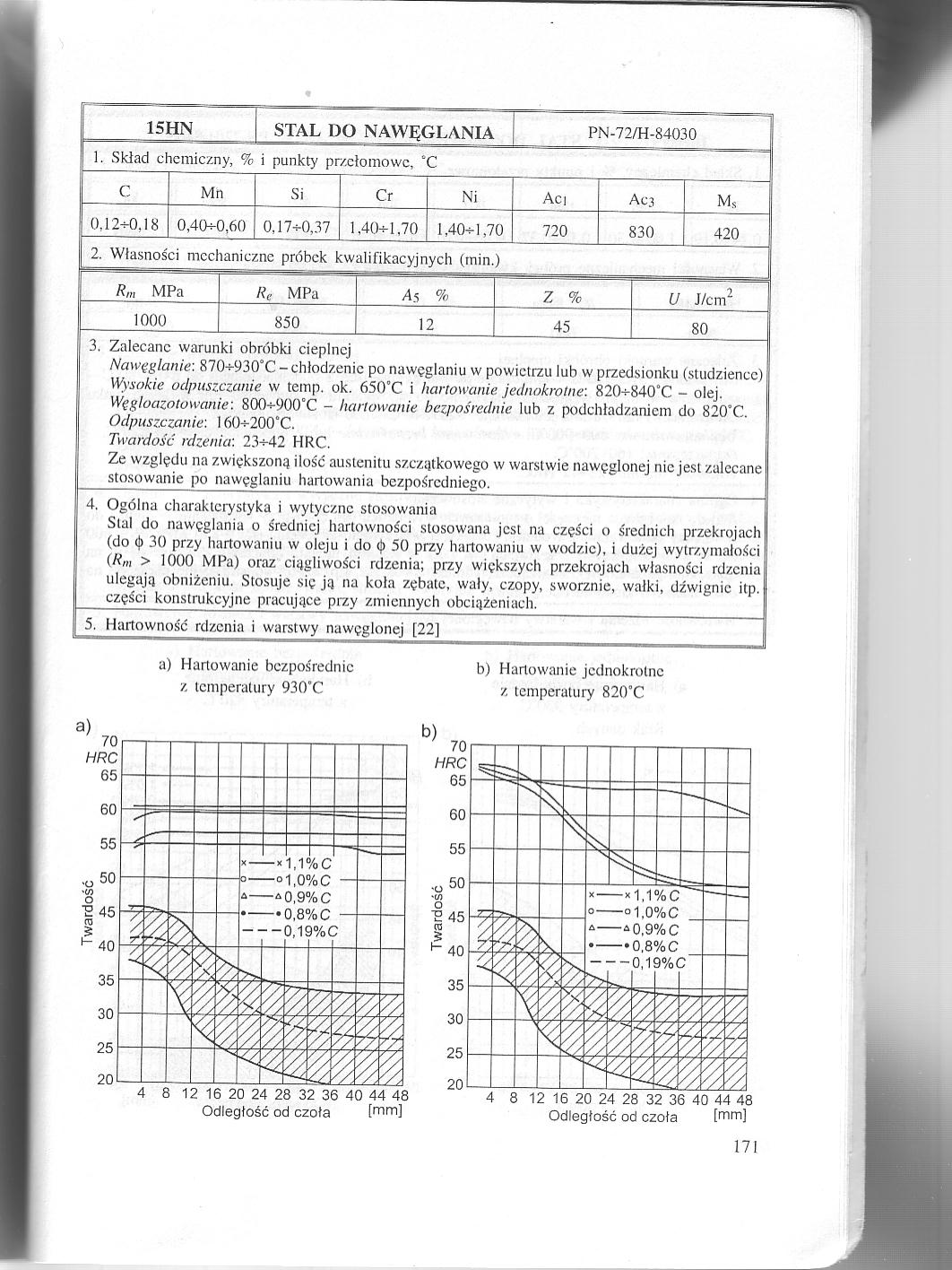
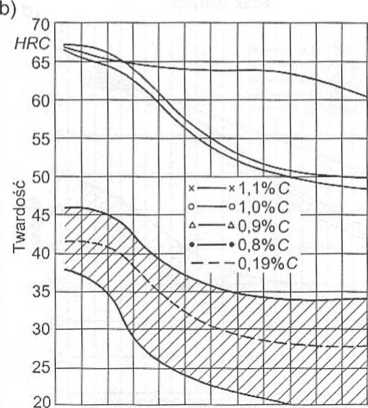
| 5. Hartowność rdzenia i warstwy nawęglonej [22]
a) Hartowanie bezpośrednie b) Hartowanie jednokrotne
z temperatury 930"C z temperatury 820°C
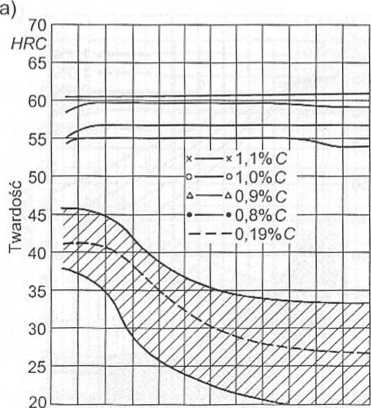
4 8 12 16 20 24 28 32 36 40 44 48 Odległość od czoła [mm]
J____ / A /
4 8 12 16 20 24 28 32 36 40 44 48
Odległość od czoła [mrn]
171
Wyszukiwarka
Podobne podstrony:
Scan10173 17HGN STAL DO NAWĘGLANIA PN-72/H-84030 1. Skład chemiczny, % i punkty przełomowe,
Przekładnie Zębate162 15HN STAL DO NAWĘGLAMA PN-72/H-84030 1. Skład chemiczny, % i punkty przeł
Przekładnie Zębate163 16HG STAL DO NAWĘGLAMA PN-72/H-84030 1. Skład chemiczny, % i punkty przeł
Przekładnie Zębate165 18HGM STAL DO NAWĘGLANIA PN-72/H-84030 1. Skład chemiczny, % i punkty prz
Scan10172 16HGSTAL DO NAWĘGLANIA PN-72/H-84030 Skład chemiczny, % i punkty przełomowe,
Przekładnie Zębate164 I7HGN STAL DO N AWĘGLANIA PN-72/H-84030 1. Skład chemiczny, % i punkty pr
Scan10174 18HGMSTAL PO NAWĘGLANIA PN-72/H-84030 1. Skład chemiczny, % i punkty przełomowe,
Scan10162 PN-72/H-84030 Stal do ulepszania cieplnego 50H 1. Skład chemiczny, % i punkty przełomowe,
Scan10167 PN-72/H-84030 Stal do ulepszania cieplnego 35SG 1. Skład chemiczny, % i punkty przełomowe,
Scan10163 5. Pasmo hartowności 6. Zależność własności mechanicz. od temp. odpuszczania [22J PN-72/H-
IMG053
Nawozy do nawożenia pod osłonami [skład ] Nawozy do nawożenia pod osłonami Nawóz Skład chemiczny
Scan10048 1 2 3 4 5 15 Stale stopowe do nawęglania np. I5H, 20H. 30H, 15HN, 15HNM, 161IG mn <
stale0017 Informacje dodatkowe do PN-89/H-84030/04 I? Tablica 1-1 Znak gatunku stali Wytrzymałość
Scan10164 7 4. Wytyczne zastosowania: Stal do ulepszania cieplnego o dużej hartowności i odporności
IMAG0381 PN-EN 1990:2004 zmiana do normy: PN-EN 1990:2004/ A1:2006
więcej podobnych podstron