Przekładnie Zębate163
16HG STAL DO NAWĘGLAMA PN-72/H-84030
1. Skład chemiczny, % i punkty przełomowe, °C
|
c |
Mn |
Si |
Cr |
Ni |
Ac, |
AC2 |
MS |
|
0,14-1-0,19 |
1,00-1-1,30 |
0,17-1-0,37 |
0,80-1,10 |
max 0,30 |
735 |
820 |
380 |
2. Własności mechaniczne próbek kwalifikacyjnych (min.)
|
Rm MPa |
Re MPa |
A5 % |
Z % |
U J/cm2 |
|
850 |
600 |
12 |
45 |
80 |
3. Zalecane warunki obróbki cieplnej
Nawęglanie: 870h-930°C - chłodzenie po nawęglaniu lub z podchładzaniem do 840-780°C -oziębianie w oleju, względnie chłodzenie po nawęglaniu w powietrzu lub w przedsionku (studzience) i hartowanie jednokrotne-. 820-840°C woda (roztwory wodne).
Węgloazotowanie: 800-=-900oC - hartowanie bezpośrednie lub z podchładzaniem do 820°C. Odpuszczanie: 160-i-200oC.
Twardość rdzenia: 23-1-42 HRC.
4. Ogólna charakterystyka i wytyczne stosowania
Stal do nawęglania na części o mniejszych wymiarach (do 0 25 przy hartowaniu w oleju i do 0 40 przy hartowaniu w wodzie), i większej wytrzymałości rdzenia (Rm > 850 MPa, Re > 600 MPa). Przy większych przekrojach Rm i Re w rdzeniu ulegają obniżeniu. Stosuje się ją na małe koła zębate, wałki rozrządcze, ślimaki, sworznie, itp. części konstrukcyjne narażone na duże naciski i zmienne obciążenia.
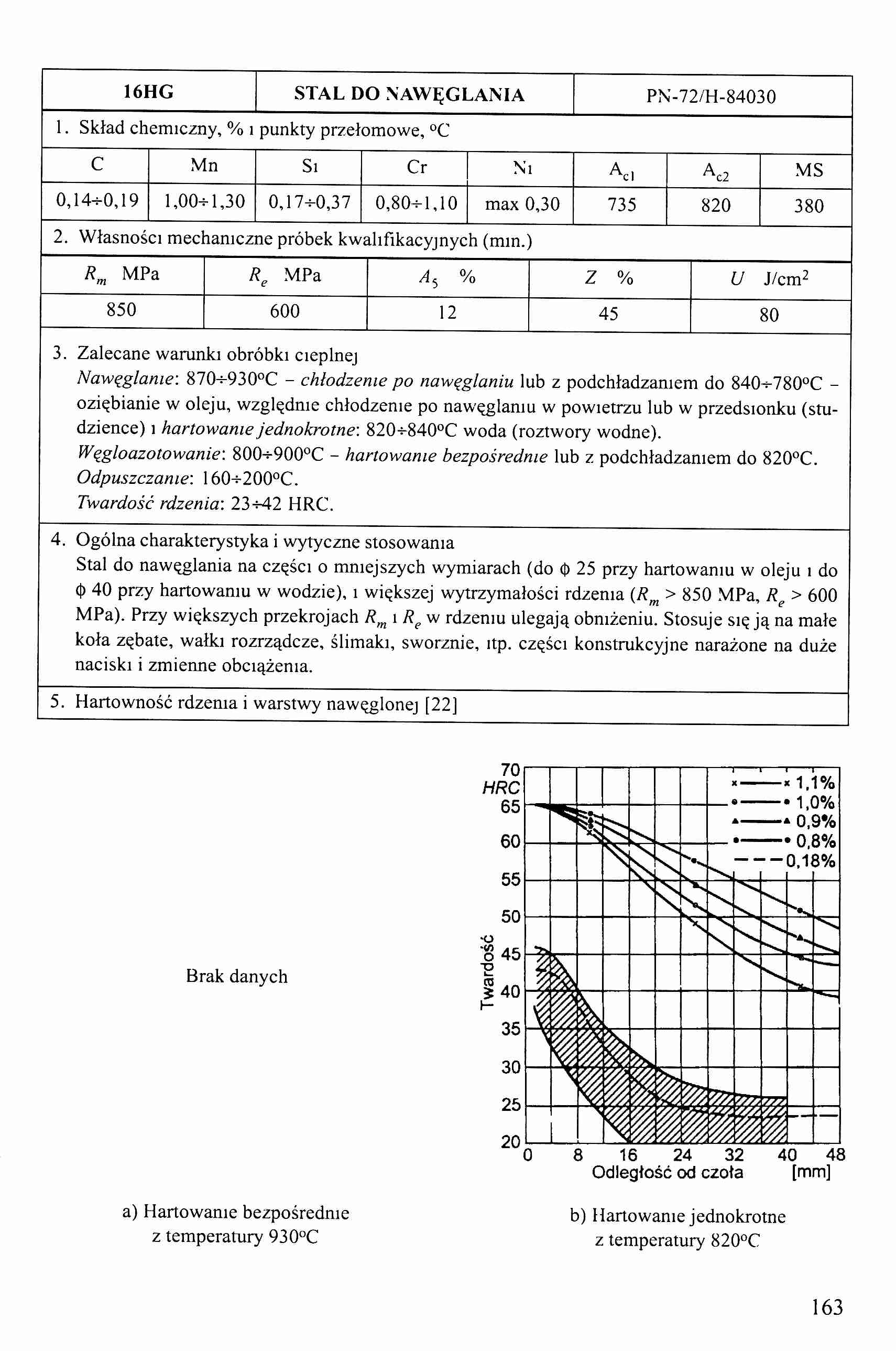
5. Hartowność rdzenia i warstwy nawęglonej [22]
Brak danych

a) Hartowanie bezpośrednie z temperatury 930°C
b) Hartowanie jednokrotne z temperatury 820°C
163
Wyszukiwarka
Podobne podstrony:
Przekładnie Zębate162 15HN STAL DO NAWĘGLAMA PN-72/H-84030 1. Skład chemiczny, % i punkty przeł
Przekładnie Zębate165 18HGM STAL DO NAWĘGLANIA PN-72/H-84030 1. Skład chemiczny, % i punkty prz
Przekładnie Zębate164 I7HGN STAL DO N AWĘGLANIA PN-72/H-84030 1. Skład chemiczny, % i punkty pr
Scan10173 17HGN STAL DO NAWĘGLANIA PN-72/H-84030 1. Skład chemiczny, % i punkty przełomowe,
Scan10171 15HN STAL DO NAWĘGLANIA PN-72/H-84030 1. Skład chemiczny, % i punkt) przełomowe,
Scan10172 16HGSTAL DO NAWĘGLANIA PN-72/H-84030 Skład chemiczny, % i punkty przełomowe,
Scan10174 18HGMSTAL PO NAWĘGLANIA PN-72/H-84030 1. Skład chemiczny, % i punkty przełomowe,
Scan10162 PN-72/H-84030 Stal do ulepszania cieplnego 50H 1. Skład chemiczny, % i punkty przełomowe,
Scan10167 PN-72/H-84030 Stal do ulepszania cieplnego 35SG 1. Skład chemiczny, % i punkty przełomowe,
Przekładnie Zębate175 Porównanie oznaczenia stali wg PN-H i PN-EN-10025:1990 STAL
DSCN0610 256 6. Przekładnie zębate stożkowe dostosowane do metod obróbki sposoby postępowania przy o
Scan10163 5. Pasmo hartowności 6. Zależność własności mechanicz. od temp. odpuszczania [22J PN-72/H-
Przekładnie Zębate029 1800 stal* stopowa naw f glona i węgloozotowon* 200 ML 40
Przekładnie Zębate099 Wartości przyjęte do dalszych obliczeń w tym sprawdzających Przyjęto najbliższ
IMG053
Nawozy do nawożenia pod osłonami [skład ] Nawozy do nawożenia pod osłonami Nawóz Skład chemiczny
Przekładnie Zębate142 Tabela 10.2 Rodzaje: A - przeznaczone do wkręcania w żeliwa i stal B - przezna
więcej podobnych podstron