73421 P1080260
6. Pftjgranx>\\ anie robolów przemysłów-\ch
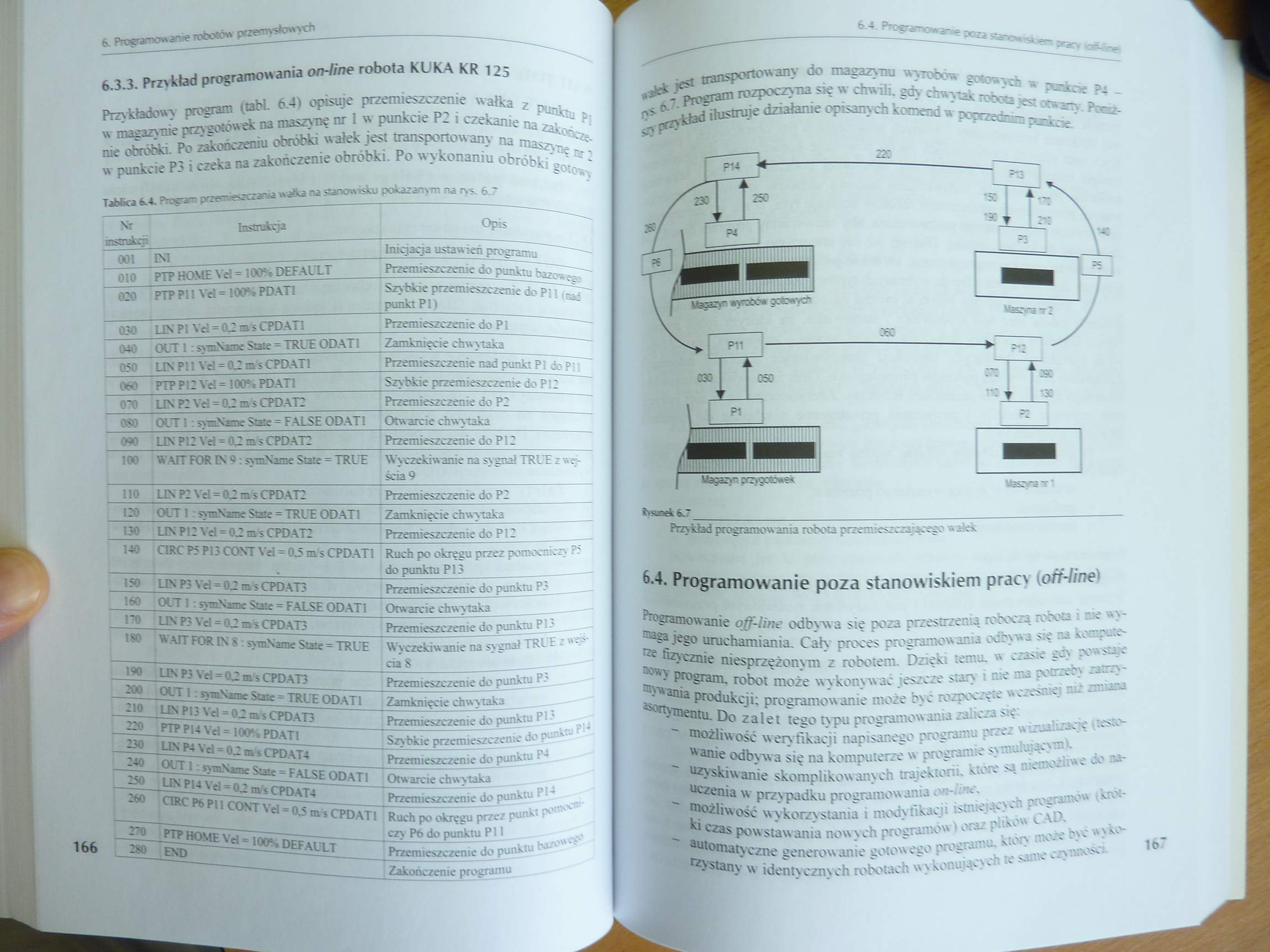
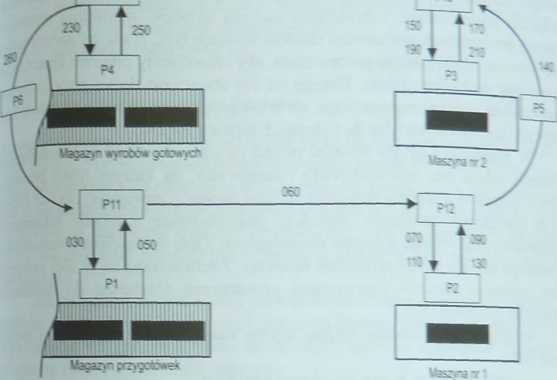
6.3,3. Przykład programowania on-Jine robota KUKA KR 125
Przykładowy program (tabl. 6.4) opisuje przemieszczenie wałka z punkiu pi w magazynie pczygotówek na maszynę nr 1 w punkcie P2 i czekanie na zakończę, nie obróbki Po zakończeniu obróbki wałek jest transportowany na maszynę m-w punkcie P3 i czeka na zakończenie obróbki. Po wykonaniu obróbki gotowy
Tabfica fc.4. Pragom przemieszczania wa&a na stanowisku pokazanym na rys. 6.7
|
Nr instrukcji |
Instrukcja |
OjHS |
|
001 |
INI |
Inicjacja ustawień programu |
|
010 , |
PIP HOME Vd= 100% DEFAULT |
1 Przemieszczenie do punktu bazowego |
|
020 |
FTP PI 1 Vd = 100% PDAT1 |
Szybkie przemieszczenie do PI 1 irai punkt PI) |
|
030 |
UNPI Vd= ?J ms CPDAT1 |
Przemieszczenie do PI |
|
040 |
OUT l: symNaae State = TRUE OD ATI |
Zamknięcie chwytaka |
|
030 |
UN PI 1 Vd-0I nrsCPDATl |
Przemieszczenie nad punkt PI do ?'. 1 |
|
060 |
PIP P12 Vd=100% PDAT1 |
1 Szybkie przemieszczenie do P12 |
|
070 |
UN P2 Vd = 02 ms CPDAT2 |
1 Przemieszczenie do P2 |
|
080 |
OUT 1: symName State=FALSE ODAT1 |
Otwarcie chwytaka |
|
090 |
UN P12 Vd =02 ms CPDAT2 |
1 Przemieszczenie do P12 |
|
100 |
WAIT FOR IN 9: symName Stale=TRUE |
Wyczekiwanie na sygnał TRUE z wę-|śda9 |__1 |
|
, 110 |
UN P2 Veł = 02 ms CPDAT2 |
1 Przemieszczenie do P2 __j |
|
120 |
OUT 1: symName State=TRUE ODAT1 |
Zamkniecie chwvtaka —1 |
|
130 |
UN PI2 Vd=02 ms CPDAT2 |
! Przemieszczenie do P12 ___4 |
|
140 |
CIRC PS PIS GONT Vd=05 ms CPDAT1 |
Ruch po okręgu przez pomocniczy r-1 do punłou P13 ■ "*[ __——ł |
|
ISO |
UN P3 Vd=02 ms CPDAT3 |
1 Przemieszczenie do punktu P3 fi |
|
160 |
OUT I: symName State = FALSE ODAT1 |
• Otwarcie chwytaka |
|
170 |
UN P3 Vd=02 mś CPDATS |
| Przemieszczenie do punktu PU..- — - |
|
180 |
WAIT FOR IN 8: symName State=TRUE |
Wyczekiwanie na sygnał TRUE z da S - I |
|
190 |
UN P3 Yeł=02 ms CPDATS |
I Przemieszczenie do punktu —" |
|
200 |
■ OUT 1: symName State = TRUE ODAT1 |
i Zamknięcie chwytaka |
|
, 210 |
UN PIS Vd=02 mś CPDATS |
' Przemieszczenie do punktu PjjL - i |
|
220 |
PIP P14 Vd = 100% PDAT1 |
1 Szybkie przemieszczenie do p^‘2 |
|
230 |
UN P4 Veł = 02 nvs CPDAT4 |
| Przemieszczenie do punktu P^_ |
|
240 |
OUT 1: symName State = FALSE ODAT1 |
| Otwarcie chwytaka |
|
250 |
UN P14 Vel=02 m;s CPDAT4 |
! Przemieszczenie do punktu P jj. |
|
260 |
'L1KC P6PI 1 CONTVd = OlSnysCPDAT1 |
Ruch po okręgu przez punkt p1"1 | czy P6 do punktu P11 |
|
T 270 |
Płr HOME Vd= 10Q% DEFAin.T |
I Przemieszczenie do punktu |
|
280 |
J0® |
| Zakończenie programu |
M. hogampianieoonaaBtMkł^-.
^----—---
^ jest transportowali) do magazynu wyrobów gotowych « ^
fp. Program rozpoczyna się w chwili. gdy chwytak robota jest prr,--— p_T ^ j*?vkład ilustruje działanie opisanych komend w poprzednan prafcie;
r-1 220
P14 -M-—
ttsaack^_
Przykład programowania robota przemieszczającego «akk
6.4. Programowanie poza stanowiskiem pracy (ofNine)
Programowanie off-łine odbywa się poza przestrzenią roboczą robota i nie wymaga jego (Buchamiania. Cały proces programowania odbywa się na komputerze fizycznie niesprzężonytn z robotem. Dzięki temu. w czasie gdy jvwsfięe nowy program, robot może wykonywać jeszcze stary i nie ma potrzeby zatrzymywania produkcji; programowanie może być rozpoczęte wcześniej niż zmiana asortymentu. Do zalet tego typu programowania zalicza się:
- możliwość wery fikacji napisanego programu przez wizualizację refowanie odbywa się na komputerze w programie symulującymi.
- uzyskiwanie skomplikowanych trajektorii, które są niemożliwe ćo nauczenia w przypadku programów ania ottJmt,
- możliwość wykorzystania i mody tikacji istniejącymi programów (krotki czas powstawania nowych programów) oraz plików CAD.
- automaty czne generowanie gotowego programu, który może byc wykorzystany w identytsmych robotach wykonujących te same czy nności. 16
Wyszukiwarka
Podobne podstrony:
15107 P1080295 B. Efektory robotów przemysłowych Tablica 8.t. Przykładowe kształty obiektów manipula
36005 P1080258 6. Programowanie robolów przemysłowych Elementy służące do obsługi KCP: 1.
P1080200 3. Budowa robolów przemysłowych Rysunek 3.6_ PnwiiOT robocza manipnlainra sferycznego [115]
P1080254 6. Programow anie robotów przemysłowych malowanej powierzchni. W przypadku lekkich robotów
P1080287 7. Napędy robolów przemysłowych (/). Pochylenie korpusu kiści R( następuje od silnika (S2)
IMGP1166 Systemy baz aanyc Zbiory wartości - tworzone są za pomocą predykatów ednomeacowy ch. Przykł
P1080222 4. Wprowadzenie do kinematyki robotów dalej przykłady będą częściej dotyczyć tej konfigurac
HPIM0765 3.1. Podstawowe zespoły i układy robolów przemysłowychBudowa robotów przemysłowych3.1. Pods
więcej podobnych podstron