5 (1341)
98
1 - przygotovDUoze - do kształtowania przadkuwki, 2 - wykrój 'wstępni, kształtujący i 3 - wykończający. Kucie wielowykro Jowe Jest znacznie łu>,u towniojaze i trudni*jozo w opanowaniu technologii, dlatego ta metoda j*», ekonomiczni o uzasadniona, przy produkcji seryjnej i wleloseryjne j.
■ Kuoi. kombinowane polega na kształtowaniu za Jednym nagrzaniem w kllh kolejnych matrycach JednowytcroJowych zamocowanych na kilku maszynach, która twórz* jedno gniazdo produkcyjna. łloZna równi a* kuć tym sposobsa w kilku matrycach na jednej maezyni* w przypadku mniejszych odkuwek..
2.1. Kucie odkuwek osiowosynottycznych
Odkuwki osiowoaymetryczne, które posiadają proste kształty, kuj* się w matrycy JednowykroJowoJ. Zalotnie od wymiarów materiału wsadowego ort* od głównych wymiarów odkuwki wsad ooZ* być bezpośrednio kuty w wykroją wykańczającym matrycy lub mole być poddawany wstępnemu apęczaniu.
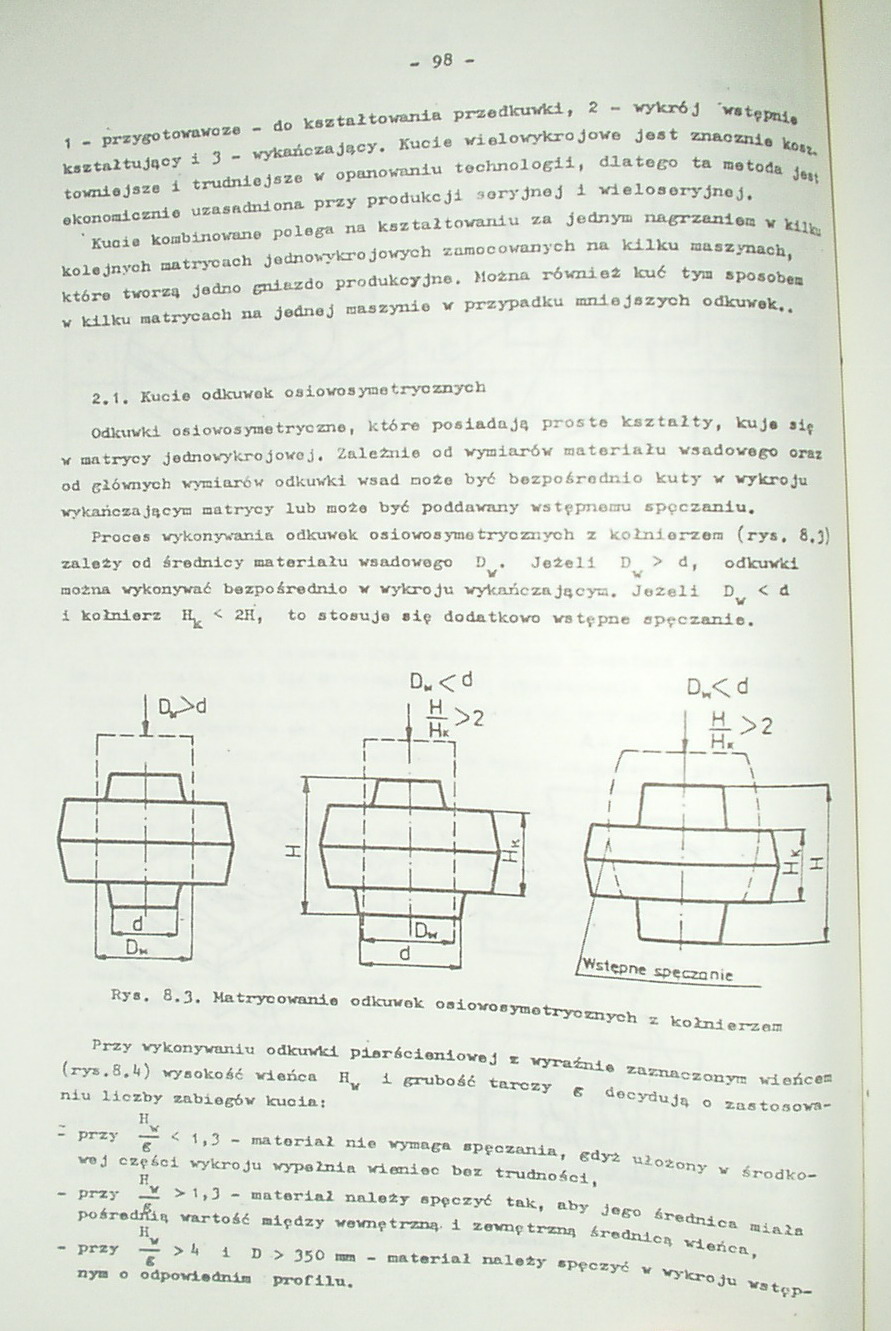
Proces wykonywania odkuwek osiowosyinetryoznyoh z kołnierzem (rys. 8.J) zalaZy od średnicy materiału wsadowego D . JeZell D > d, odkuwki motni wykonywać bezpośrednio w wykroju wykańczającym. Jeżeli °v < d i kołnierz < 2H, to atoauje się dodatkowo wstępne spęczanie.
De < d D„< d

Rys. 8.3. Matrycowanie odkuwek oelowosymotryoznyoh z kołnierzem
Przy wykonywaniu odkuwki pierścieniowej z wyraźni, za znęconym wieńca (ryz. 8.1.) wysokość wieńca i grubość tarczy g decydują o zastosowa
niu liozby zabiegów kuoiai
»v
- przy — < 1.3 - materiał nie wymaga epęozania, gdyż ułożony w środkowej części wykroju wypełnia wieniec bez trudności,
D
_ przy — > 1»3 — materiał naloty apęozyć tak, aby Jego średnice mteła poćrsdAt wartość między wewnętrzaoą. i zewnętrzną średnicą wieńca
_ przy —- > 4 i D > 350 ima - materiał naloty spęczyć w wykroju v.tv nys o odpowiednim profilu.
Wyszukiwarka
Podobne podstrony:
Manikowska (3) Znajomość pisma w XV w. przygotowany do kształcenia ludzi świeckich — służyć miał prz
EFEKTY KSZTAŁCENIA W wyniku praktyki zawodowej Student jest przygotowany do podjęcia profesjonalnej
WCZESNE WSPOMAGANIE ROZWOJU DZIECKA OPIS STUDIÓW: Celem kształcenia jest przygotowanie do profesjona
str 98 Pełne przygotowanie do matury z fizykiZadanie 39.4 (0-7). Manewry na orbicie Na rysunku zazna
ZSE ZŁOTÓWTECHNIK FOTOGRAFII.I MULTIMEDIÓWCEL KSZTAŁCENIA: Przygotowanie do pracy w zakresie
3. PRZYGOTOWANIE DO UCZESTNICTWA W RUCHU DROGOWYM - TREŚCI KSZTAŁCENIA. Program zawiera treści i zad
WCZESNE WSPOMAGANIE ROZWOJU DZIECKA OPIS STUDIÓW: Celem kształcenia jest przygotowanie do profesjona
kształcenia i Szkolnictwa Wyższego z dnia 17 stycznia 2012 r., w spra przygotowującego do wykonywani
@ CENTRUM KSZTAŁCENIA ZAWODOWEGO W WYSOKIEM MAZOWIECKIEMHARMONOGRAM KONSULTACJI PRZYGOTOWUJĄCYCH DO
Jak kształtować otaczającą nas rzeczywistość. W służbie społecznej. Zaplanowanie i przygotowanie do
Charakterystyka praktyk zawodowych stanowiących integralną część kształcenia przygotowującego do
Charakterystyka praktyk zawodowych stanowiących integralną część kształcenia przygotowującego do
Charakterystyka praktyk zawodowych stanowiących integralną część kształcenia przygotowującego do
Charakterystyka praktyk zawodowych stanowiących integralną część kształcenia przygotowującego do
Charakterystyka praktyk zawodowych stanowiących integralną część kształcenia przygotowującego do
więcej podobnych podstron