CCF20091019�013
162
Wprawni spawacze trzymają spoiwo w sposób umożliwiający ciągłe wywoływanie nacisku (rys.14). Przy spawaniu należy wykonywać pistoletem ruchy wahadłowe, jak to zaznaczono na rys. 13.
Z tej przyczyny taki sposób spawania gorącym powietrzem zwany jest czasem spawaniem wahliwym.
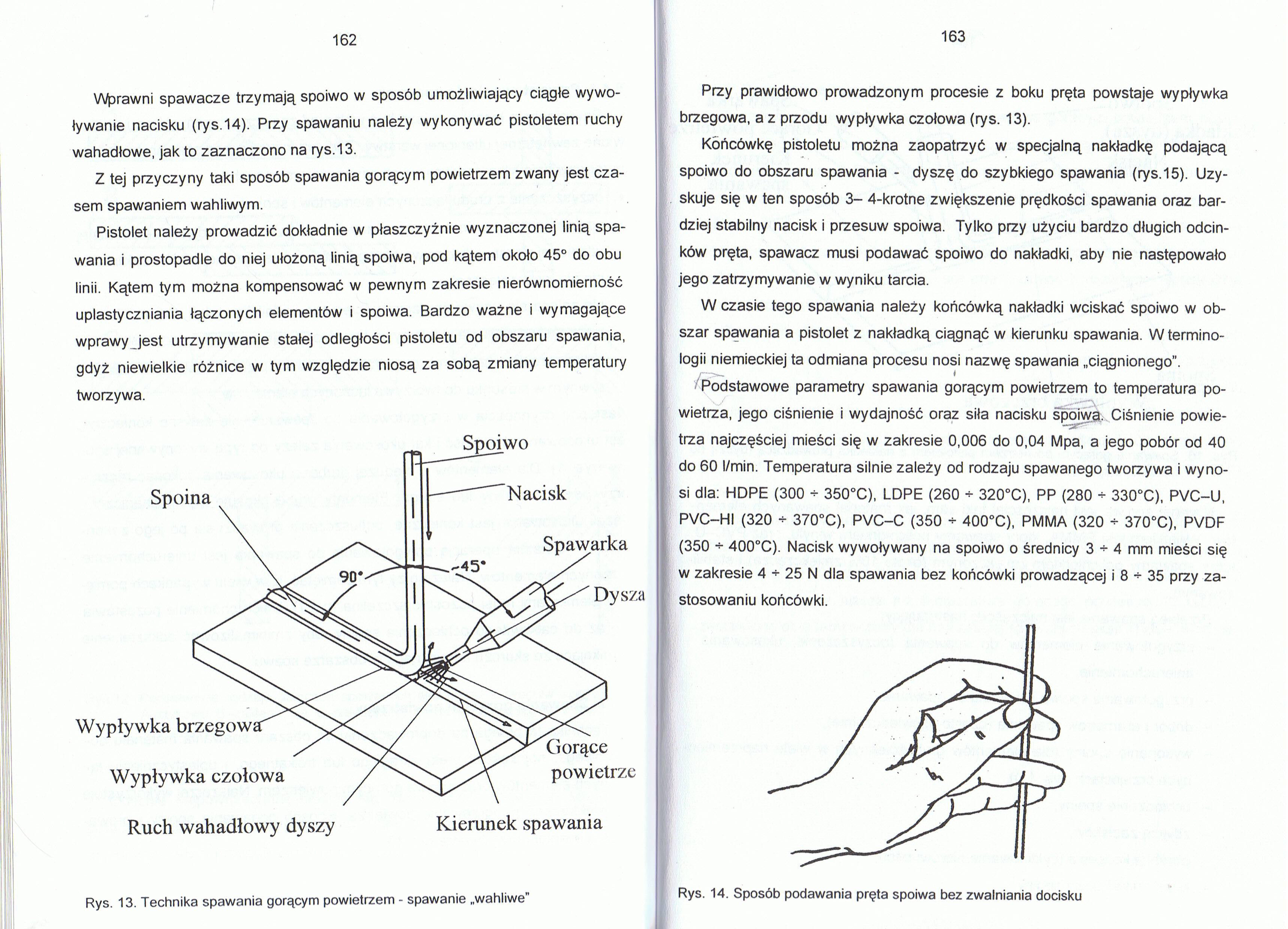
Pistolet należy prowadzić dokładnie w płaszczyźnie wyznaczonej linią spawania i prostopadle do niej ułożoną linią spoiwa, pod kątem około 45° do obu linii. Kątem tym można kompensować w pewnym zakresie nierównomierność uplastyczniania łączonych elementów i spoiwa. Bardzo ważne i wymagające wprawy jest utrzymywanie stałej odległości pistoletu od obszaru spawania, gdyż niewielkie różnice w tym względzie niosą za sobą zmiany temperatury tworzywa.
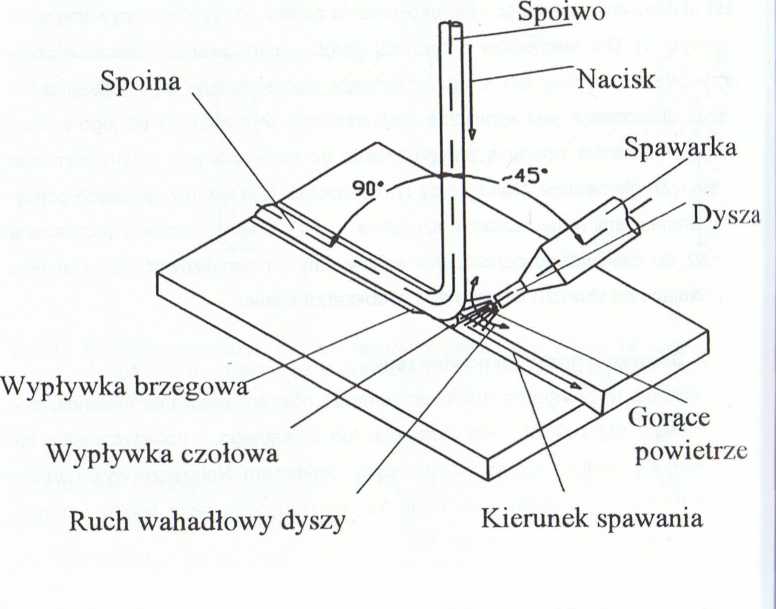
Rys. 13. Technika spawania gorącym powietrzem - spawanie „wahliwe”
Przy prawidłowo prowadzonym procesie z boku pręta powstaje wy pływka brzegowa, a z przodu wy pływka czołowa (rys. 13).
Końcówkę pistoletu można zaopatrzyć w specjalną nakładkę podającą spoiwo do obszaru spawania - dyszę do szybkiego spawania (rys. 15). Uzyskuje się w ten sposób 3- 4-krotne zwiększenie prędkości spawania oraz bardziej stabilny nacisk i przesuw spoiwa. Tylko przy użyciu bardzo długich odcinków pręta, spawacz musi podawać spoiwo do nakładki, aby nie następowało jego zatrzymywanie w wyniku tarcia.
W czasie tego spawania należy końcówką nakładki wciskać spoiwo w obszar spawania a pistolet z nakładką ciągnąć w kierunku spawania. W terminologii niemieckiej ta odmiana procesu nosi nazwę spawania „ciągnionego”.
Podstawowe parametry spawania gorącym powietrzem to temperatura powietrza, jego ciśnienie i wydajność oraz siła nacisku spoiwa. Ciśnienie powietrza najczęściej mieści się w zakresie 0,006 do 0,04 Mpa, a jego pobór od 40 do 60 l/min. Temperatura silnie zależy od rodzaju spawanego tworzywa i wynosi dla: HDPE (300 + 350°C), LDPE (260 + 320°C), PP (280 + 330°C), PVC-U, PVC-HI (320 + 370°C), PVC-C (350 + 400°C), PMMA (320 + 370°C), PVDF (350 + 400°C). Nacisk wywoływany na spoiwo o średnicy 3 + 4 mm mieści się w zakresie 4 + 25 N dla spawania bez końcówki prowadzącej i 8 + 35 przy zastosowaniu końcówki.
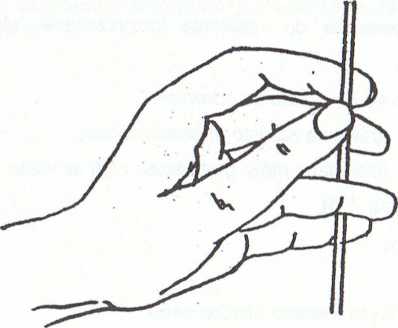
Rys. 14. Sposób podawania pręta spoiwa bez zwalniania docisku
Wyszukiwarka
Podobne podstrony:
P1090467 Wprawni spawacze trzymają spoiwo w sposób umożliwiający ciągle wywoływanie nacisku (rys. 14
4-2. Określenie zasad podziału. Prowadzenie ewidencji księgowej w sposób umożliwiający
Są dwa możliwe sposoby wyświetlenia kalendarza rejestracji. Pierwszy sposób umożliwia wyświetlenie
2. Członkowie komisji powinni wypełnić arkusze spisu w sposób umożliwiający
IMG 33 (3) emocjami, umiejętność spędzania wolnego czasu w sposób umożliwiający obniżenie poziomu
podana Jednak w sposób umożliwiający studentom dokonanie wyboru specjalizacji psychologicznej w spos
Analiza i przetwarzanie obrazów cyfrowych Wyktady mr. /s Prosty sposób umożliwiający tworzenie
81735 IMG 33 (3) emocjami, umiejętność spędzania wolnego czasu w sposób umożliwiający obniżenie pozi
CCF20071025�005 wolno nam zadać pytanie, w jaki sposób poczynania socjologii w tym kraju (która sama
CCF20090702�081 162 Idea Boga wszelką transcendencję. Nie można dać się zastąpić w zastępowaniu, pod
CCF20090811�072 162 S0ren Kierkegaard, Modlitwy. Nowa interpretacja jego życia i myśli aktywna współ
CCF20090831�093 162 Świadomość również same w sobie jako różnice treści i jormy, że to, co po strome
CCF20081011�002 (3) b/ W obecności ługu jod reaguje w następujący sposób: I2 + 2 NaOH NalO + Nal + H
CCF20081104�009 162 VII. Postać literacka 1. wykorzystanie określeń stosowanych pr
CCF20081129�093 bliskich formom poprzedzającym. Wyprowadzając w ten sposób sprzeczność między dwiema
więcej podobnych podstron