choroszy!8
218 wanie nieekonomicznych prędkości skrawania lub posuwów, duża zawodność i ograniczony przede wszystkim do zabiegów prostych zakres zastosow'ania.
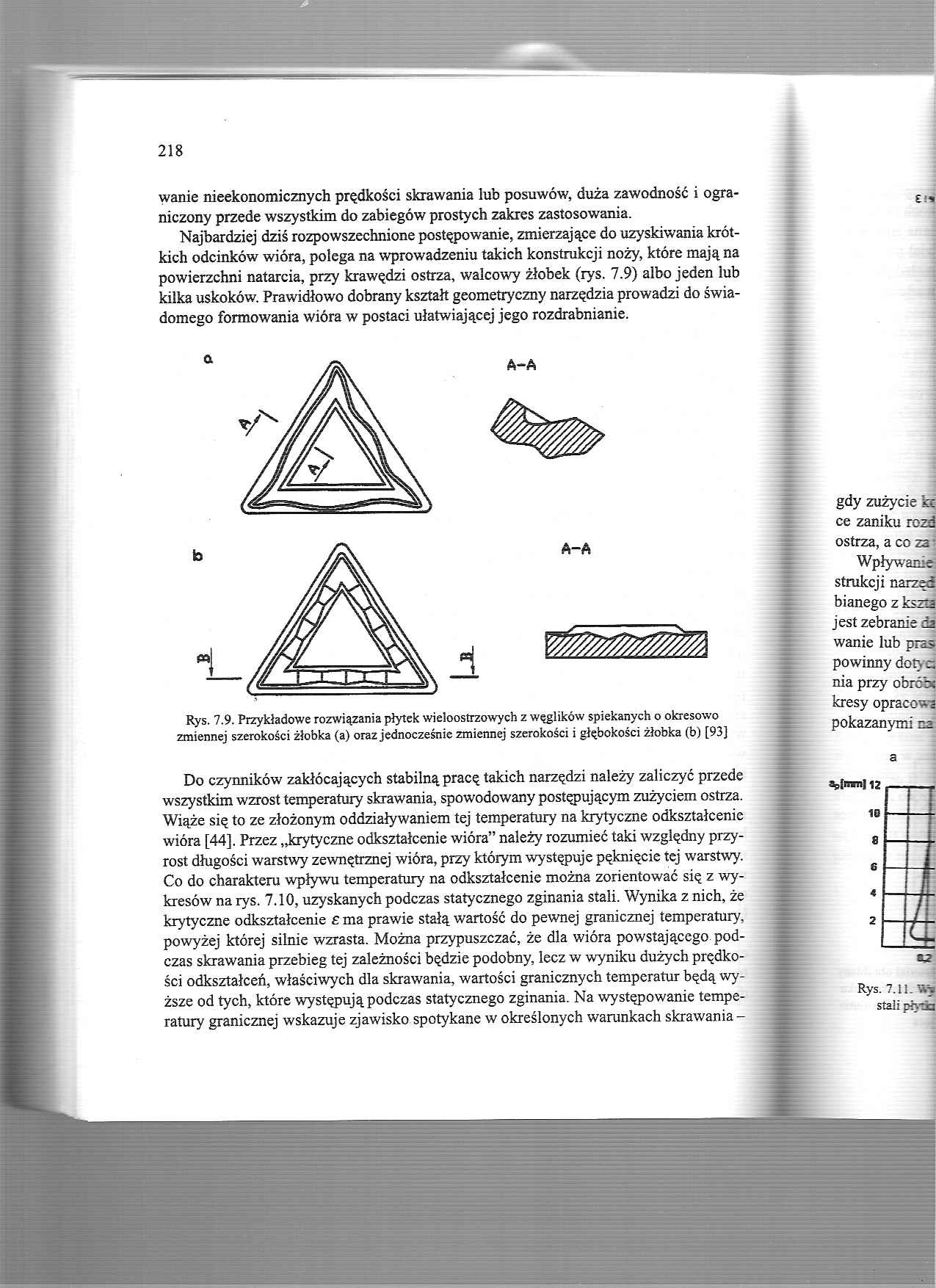
Najbardziej dziś rozpowszechnione postępowanie, zmierzające do uzyskiwania krótkich odcinków wióra, polega na wprowadzeniu takich konstrukcji noży, które mają na powierzchni natarcia, przy krawędzi ostrza, walcowy żłobek (rys. 7.9) albo jeden lub kilka uskoków. Prawidłowo dobrany kształt geometryczny narzędzia prowadzi do świadomego formowania wióra w postaci ułatwiającej jego rozdrabnianie.
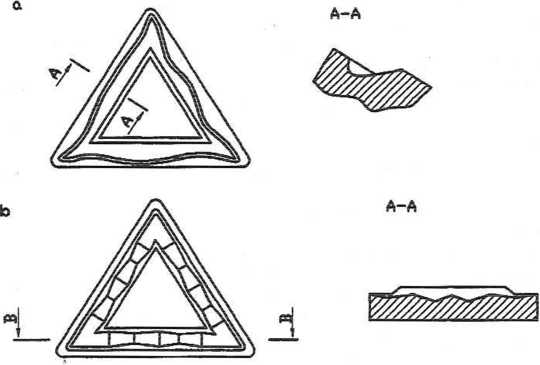
Rys. 7.9. Przykładowe rozwiązania płytek wieloostrzowych z węglików spiekanych o okresowo zmiennej szerokości żłobka (a) oraz jednocześnie zmiennej szerokości i głębokości żłobka (b) [93]
Do czynników zakłócających stabilną pracę takich narzędzi należy zaliczyć przede wszystkim wzrost temperatury skrawania, spowodowany postępującym zużyciem ostrza. Wiąże się to ze złożonym oddziaływaniem tej temperatury na krytyczne odkształcenie wióra [44], Przez „krytyczne odkształcenie wióra” należy rozumieć taki względny przyrost długości warstwy zewnętrznej wióra, przy którym występuje pęknięcie tej warstwy. Co do charakteru wpływu temperatury na odkształcenie można zorientować się z wykresów na rys. 7.10, uzyskanych podczas statycznego zginania stali. Wynika z nich, że krytyczne odkształcenie £ ma prawie stałą wartość do pewnej granicznej temperatury, powyżej której silnie wzrasta. Można przypuszczać, że dla wióra powstającego podczas skrawania przebieg tej zależności będzie podobny, lecz w wyniku dużych prędkości odkształceń, właściwych dla skrawania, wartości granicznych temperatur będą wyższe od tych, które występują podczas statycznego zginania. Na występowanie temperatury granicznej wskazuje zjawisko spotykane w określonych warunkach skrawania -
Wyszukiwarka
Podobne podstrony:
DSCF2131 (2) Hys. 4.15. Zależność chropowatości powierzchni obrobionej R od prędkości obwodowej lub
39836 ScannedImage 39 lub odrzucenia Boga wyraża się przede wszystkim w perspektywie zbawienia lub p
choroszy 0 220 r£ i głębokości skrawania ap wyznaczyć zakres posuwów f w którym wystali korzystny ks
choroszy28 w przedziale od 0,005 do 0,10 mm/obr. Obróbka odbywa się z dużymi prędkościami skrawania,
choroszy61 361 Operacja Prędkość m skrawania vc / min Posu turni 1 laiwz: w f, mm/obr Wiercenie
skanuj0006 (94) Przy założonym posuwie na ostrze (0,3-r 0,8 mm) i znanej prędkości skrawania, prędko
skanuj0011 (260) powierzchni, radełkowania, docierania, dogładzania oscylacyjnego, laserowego wspoma
IMG891 Technologiczność konstrukcji BO przyjmuje p-0,3mm/oAr B PRĘDKOŚĆ SKRAWANIA V = 200 w/min Ku =
Slajd166 WIERCENIE RDZENIOWE Wiercenia rdzeniowe polegają na skrawaniu lub ścieraniu narzędziem urab
więcej podobnych podstron