choroszy16

316
kich otworów na wiertarkach ogólnego przeznaczenia. Dla wyniku obróbki nie jest bowiem obojętne co się obraca: wiertło czy przedmiot obrabiany. Najmniejsze nawet odchylenie kierunku posuwu od osi obrotu wiertła lub niewielka niesymetryczność zaostrzenia wiertła bądź niejednakowe zużycie się krawędzi skrawających wpływa bardziej na prostoliniowość otworu wtedy, gdy nieruchomy jest przedmiot obróbki niż wtedy, gdy nieruchome pozostaje wiertło. Mało sztywne narzędzie po zagłębieniu się w materiale ulega bowiem wygięciu, w wyniku czego przy nieruchomym przedmiocie otrzymuje się otwór z osią skrzywioną (rys. 15.68a). Przy nieruchomym wiertle natomiast
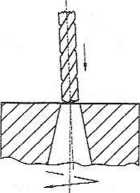
Rys. 15.68. Wpływ na wynik wiercenia odchyłek pomiędzy kierunkiem posuwu i osią obrotu wiertła
skrzywienie jego wpływa głównie na dokładność kształtu (rys. 15.68b), gdyż otrzyma się rozszerzający się otwór, którego tworzącą jest jakaś krzywa, lecz kierunek posuwu pokrywa się z osią wiertła. W tym ostatnim wypadku opór skrawania oddziałuje w taki sposób, że oś narzędzia dąży do zajęcia położenia zgodnego z osią obrotu obrabianego przedmiotu. Przedmiot zatem wiercony na wiertarce do głębokich otworów obraca się, wiertło zaś wykonuje albo posuw, albo też posuw i ruch obrotowy w kierunku przeciwnym do ruchu obrotowego przedmiotu.
Głębokie wiercenie wiertłami krętymi ma wiele wad, z których najważniejszą jest zbaczanie końca wiertła z osi obrabianego wałka i trudność usuwania wiórów z obszaru skrawania. Z tego względu do obróbki głębokich otworów przewidziano oddzielną grupę narzędzi. Ich budowa powinna być przystosowana do odmiennych warunków pracy, jakie pociąga za sobą głębokie wiercenie. W porównaniu ze zwyczajnymi wiertłami są to:
a) zmniejszona wytrzymałość,
b) gorsze odprowadzanie wiórów,
c) gorsze odprowadzanie ciepła,
d) większe zboczenie wiertła z osi otworu.
Konstrukcja wierteł do głębokich otworów' wymaga większej dokładności wymiarów' i kształtu oraz chropowatości ścian, jakie stawia się zazwyczaj głębokim otworom.
Zmniejszeniu wytrzymałości zapobiega się przede wszystkim przez zwiększenie poprzecznego przekroju. Gorszemu odprowadzeniu wiórów przeciwciała się przez częste wyjmowane narzędzia z wderconego otworu oraz podwyższenie ciśnienia cieczy smarująco-chłodząccj. Wpływ;a to rówmież na poprawę odprowadzenia ciepła. Aby uniknąć zboczenia wiertła w czasie pracy, nadajemy ruch roboczy przedmiotowi, a także zapewnia się należyte prowadzenie wiertła na początku jego pracy. W tym celu stosuje się albo tulejki wiertarskie, albo wstępne wiercenie otworu na głębokość około 1 średnicy i wytoczenie dokładne na wymiar średnicy wiertła.
Wyszukiwarka
Podobne podstrony:
22257 IMG152 (3) Przy bliższej analizie można ją rozłożyć na części składowe, ale dla naszych celów
49 Występujące na powierzchni w Daszynie głazowisko podobnie jak glina nie jest jednolite, lecz skła
tego trudności polegają jeszcze na tym, że poziom moralny społeczeństwa też nie jest zbyt wysoki. Mi
Grupę tokarek można podzielić na 3 podgrupy: ogólnego przeznaczenia, specjalizowane sjycialne
M Feld TBM469 469 10.8. Przykłady obróbki części klasy dźwignia pozostałych zaś otworów na wiertarkę
116 go w seminarium przy kollegijum Ś. Jana w Warszawie, na funduszu Psłrokońskiego, przeznaczonym d
16. Panorama literatury na obczyźnie: opracowanie przeznaczone dla uczniów sz
skanuj0030 (23) 130 ŁUpmska Ze względu na bogaty skład chemiczny melasy jego poznawanie nie jest rze
skanuj0057a pełnej relacji Ja-Ty usiłuje zatrzymać na stałe jej kopię, stracił już widzenie. Nie jes
page0244 240 bijając nogą liczby, ale to tresura, a tresura nie jest to samo co rozumne wychowanie.
więcej podobnych podstron