DSCN0437
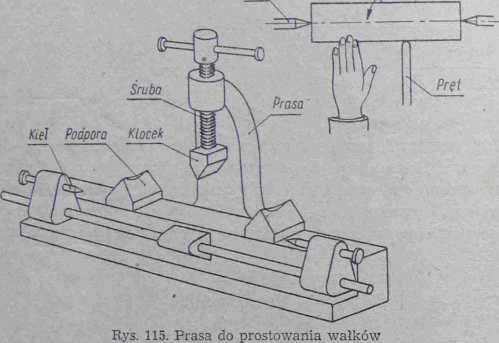
się klocek do wałka, który stopniowo się prostuje. Prostoliniowość osi wałka sprawdza się w kłach osadzonych w dwóch krańcowych podstawach, których wzajemna odległość jest regulowana w zależności od długości wałka (rys. 115).
Kieł
W warsztatach naprawy samochodów często ulegają skrzywieniom oś przednia, główny wał napędowy (Cardana ff* czytaj Kar-dana), tvał wykorbiony silnika i rozrządu, półosie, drążki hamulcowe itp. Przy ich prostowaniu należy przestrzegać wielkiej dokładności, gdyż wobec znacznej prędkości obrotowej tych części powstają w razie skrzywienia znaczne nie zrównoważone odśrodkowe siły bezwładności, które powodują nadmierne zużycie łożysk i wprowadzają w drganie pojazd mechaniczny. Wyprostowane części powinny być wyrównoważone.
Stanowisko pracy do prostowania znajduje się zwykle przy pracowni ślusarskiej i powinno być zaopatrzone w odpowiednie prasy i płyty, imadła zawiasowe itp. Dłuższe wałki można również prostować na tokarkach. Obracając ręcznie wałek zamocowany w kłach, łatwo konstatować rodzaj, miejsce i wielkość skrzywienia. Do miejsca tego doprowadza się suport tokarki i za pomocą dźwigni systematycznie prostuje się wałek. Dokładność wykonania pracy sprawdza się przeważnie czujnikiem.
Do prostowania w imadle zawiasowym przedmiot musi być należycie zamocowany, a młotki dobrze osadzone na trzonkach. Przy prostowaniu na płytach i w prasach należy zachować należytą ostrożność, a przy prostowaniu na tokarce bardzo dokładnie zamocować wałek, żeby nie wypadł z kłów. Na ogół i tu obowiązują przepisy bhp odnoszące się do pracowni ślusarskiej.
9. Gięcie
Przy nadawaniu kształtów różnym przedmiotom często zachodzi potrzeba zginania materiału. Długość materiału należy tak obliczyć, żeby po wygięciu otrzymać żądane wymiary przedmiotu. Materiały kruche zginać się nie dają. Gięcie materiału grubości do 5 mm można wykonywać na zimno, a powyżej tej grubości — na gorąco, gdyż materiał ogrzany do właściwej temperatury staje się plastyczny. Wskutek zginania cząsteczki znajdujące się po stronie wklęsłej ulegają zgnieceniu, a po stronie wypukłej -—rozciągnięciu. Dla zapobieżenia pękaniu materiału linia gięcia powinna być zgodna z kierunkiem włókien (rys. 116).
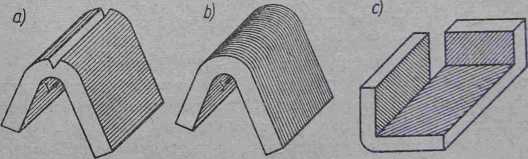
Rys. 116. Gięcie blachy: a) wzdłuż włókien (pęknięcie), b) prostopadle do Włókien, c) w dwóch kierunkach
Do jednostkowego wyginania prętów używa się imadła, młotka, szczypców itp. narzędzi, ale już do gięcia kilku lub kilkunastu sztuk używa się specjalnie wykonanych do tego celu przyrządów, jak wzorniki, rolki itp. Naprawę głównego pióra resorów samochodowych wraz z uchami należy wykonać na gorąco, a pozostałe pióra resorów naprawiać tylko z lekkim nagrzaniem.
91
Wyszukiwarka
Podobne podstrony:
34 O ORLE KLEJNOCIE na pewnem miejscu zdobycz, obrócili się do Krakowa, który gdy należli bez obrony
page0187 POGLĄD POLITYCZNY. 185 podobny jest do człowieka, który dostał się między dzikie zwie-rzęta
page0229 R. LXX. O dziele upiększenia odnośnie do czwartego dnia 221 się do wzroku, który kieruje w
page0251 241 Zdaje mi się, że jest to zarzut analogiczny do tego, który tu z mniejszą finezyą
scandjvutmp163�01 346 niej staje się bożkiem; do jakiego/, to stopnia dochodzi wtedy złudzenie i sza
IMG3 DNA bliskiej śmierci dodała mu odwagi, zgłosił się więc na ochotnika do eksperymentu, który, ja
IMGt94 Maria zastosowała się do porad Agaty. Stopniowo, w przeciągu kilku tygodni, Marek stawał się
czesc I cze 10 wX (11) Zadanie 38. Zespół ratownictwa medycznego został wezwany do mężczyzny, który
P1090080 odwracają się tyłem do człowieka, który być może jak nigdy dotąd potrzebuje ich obecności,
ogłoszenia upadłości 9Upadłość ogłasza się w stosunku do dłużnika, który stał się niewypłacalny,
PAWLUCZUK ŻYWIOŁ I FORMA (117) kach staje się „dodatkiem" do towaru, który żyje swoim własnym ż
Gimnastyka nie może się sprowadzać do wyuczenia i oceniania stopnia opanowania wąsko pojmowanych ćwi
o neutralny (przyczynia się do zmniejszenia w jednakowym stopniu nakładu kapitału i pracy potrzebnyc
więcej podobnych podstron