DSCN0447 (2)
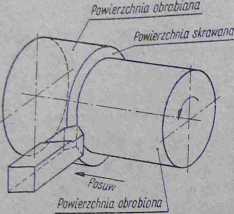
Rys. 143. Ostrze noża tokarskiego
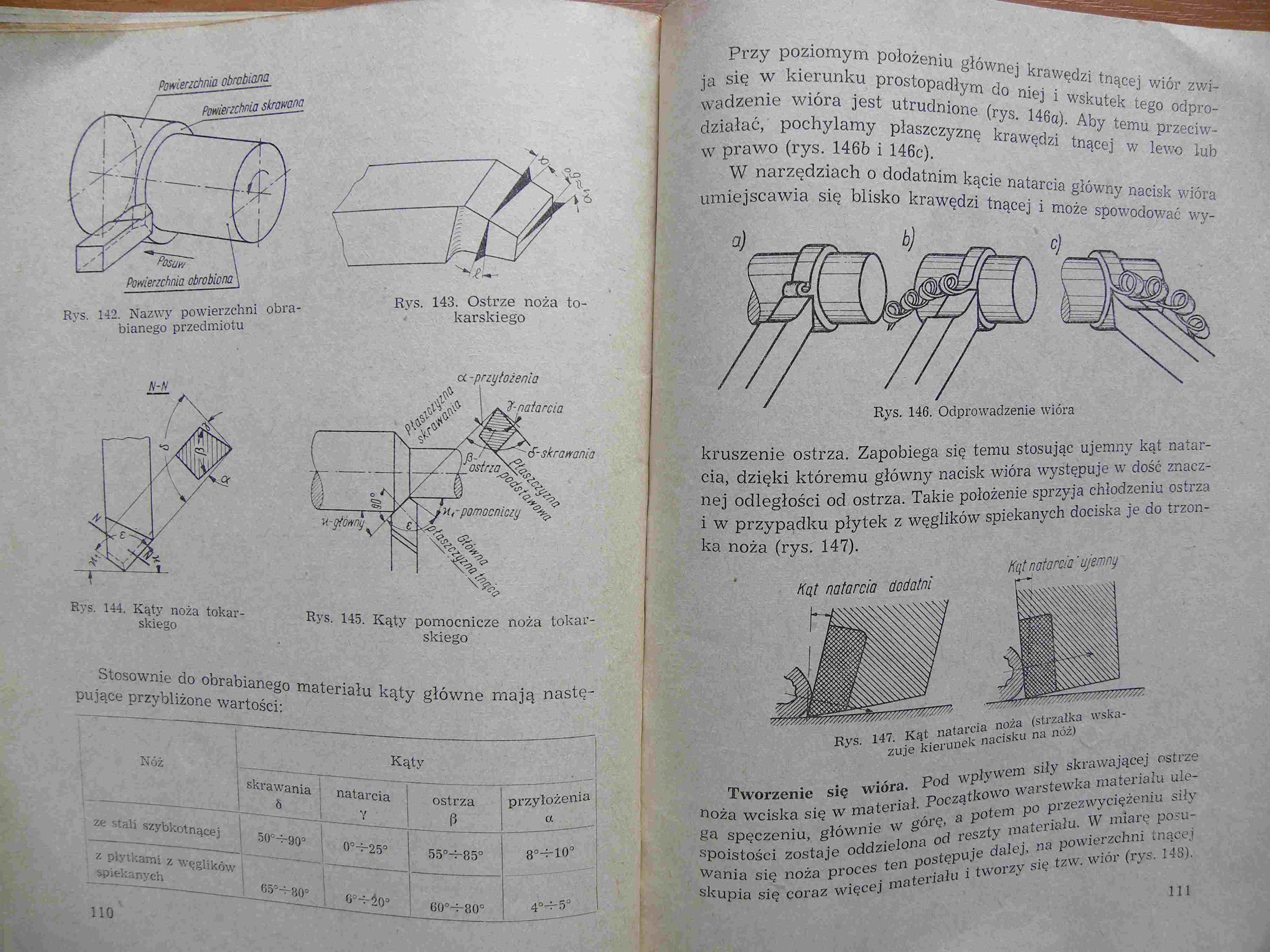
Rys, 142. Nazwy powierzchni obrabianego przedmiotu
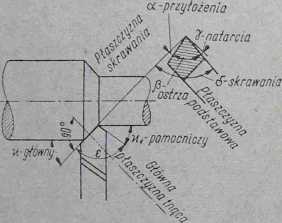
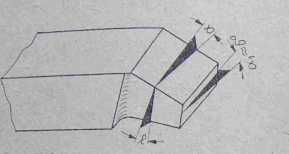
Rys. 144. Kąty noża tokar-. skiego
Rys. 145. Kąty pomocnicze fioża tokar-; skiego
Stosownie do obrabianego materiału kąty główne mają następujące przybliżone wartości:
|
Neź ' |
1 • Kąty . | |||
|
skrawania 5 |
natarcia I bmI |
ostrza i i |
przyłożenia ' 1 .a, :J | |
|
1 ze stali szybkotnącej |
\ 50°-r-90° | |
' • 0°4-25° |
55p-j-85° |
as-^io° 1 . 7 ,.t.- ^ilitflUirltg |
|
l z płytkami z wąglików |
piSN | |||
|
i ‘Spiekanych . |
\ 65°-i-80o |
j 60o<-r-8Ó° |
r | | |
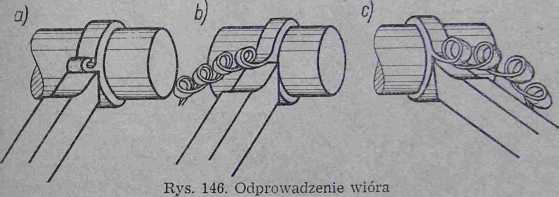
• Przy poziomym położeniu głównej krawędzi tnącej wiór zwija się w kierunku prostopadłym do niej i wskutek tego odprowadzenie wióra jest utrudnione (rys. 146a). Aby temu przeciwdziałać,' pochylamy płaszczyznę krawędzi tnącej w lewo lub w prawo (rys. 146b i 146c).
W narzędziach o dodatnim kącie natarcia główny nacisk wióra umiejscawia się blisko krawędzi tnącej i może spowodować wy
kruszenie ostrza. Zapobiega się temu stosując ujemny kąt natarcia, dzięki któremu główny nacisk Wióra występuje w dość znaczonej odległości od ostrza. Takie położenie sprzyja chłodzeniu ostrza i w przypadku płytek z węglików spiekanych dociska je do trzonka noża (rys: 147).
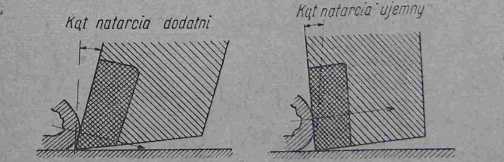
Rys. 147. Kąt natarcia noża (strzałka wskazują kierunek nacisku na nóż)
Tworzenie się wióra. Pod wpływem siły skrawającej ostrze noża wciska się w materiał. Początkowo warstewka materiału ulega spęczeniu,. głównie w górę, a potem po przezwyciężeniu siły spoistości zostaje oddzielona od reszty materiału. W miarę posuwania się noża proces ten postępuje dalej, na powierzchni tnącej skupia się coraz więcej materiału i tworzy się tzw. wiór (rys 148)
Wyszukiwarka
Podobne podstrony:
DSCN0447 Rys. 142. Nazwy powierzchni Obra bianego przedmiotu Rys. 143. Ostrze noża tokarskiego Rys.
DSCN0464 ilość wiórów. Ostrzenie zębów polega na szlifowaniu zewnętrznej powierzchni freza. Frez o z
DSCN0456 Rys. 179. Różne kierunki posuwu noża przy nacinaniu gwintu Rys. 180. Sposoby nacinania gwin
DSCN0411 Rys. 30. Kątomierze stale (kątowniki) pomia/wo Powierzchnie pomiarowe, Rys. 31. Kątomierz
DSCN0415 Rys. 43. Podstawy traserskie a) dwie krawędzie do siebie prostopadłe (rys
DSCN0422 o Rys. 71. Pilniki igiełkowe Rys. 72. Zakładanie i zdejmowanie trzonka pracach przyjąć post
DSCN0425 Rys. 80. Przyrządy do zamocowywania wierteł: a) tulejki redukcyjne, b) uchwyt dwuszczękowy,
DSCN0438 (rys. 118). Rurki z metali nieżelaznych o małej średnicy i dużym Hvs. 117. Gięcie rury w im
DSCN0469 r Rys. 227. Płyta elektromagnetyczna ■RysJŚZp. Szlifowanie otworów: a) przed-miotwykonuje r
DSCN0411 Rys. 31. Kątomierz uniwersalny 1 — korpus z tarczą główną, 2 — liniał, 3 — tarcza z nonius
DSCN0422 Rys. 71. Pilniki igiełkowe Rys. 72. Zakładanie i zdejmowanie trzonka pracach przyjąć postaw
DSCN0425 (2) Rys. 80. Przyrządy do zamocowywania wierteł: a) tulejki redukcyjne, b) uchwyt dwuszczęk
DSCN0452 (2) Rys. 161. Schemat gitary z kolami zmianowymi rego typu wyposażono w tym celu w tzw. koł
DSCN0457 (2) (rys. 183). Powierzchnie kształtowe mogą być toczone nożami kształtowymi lub z użyciem
DSCN0468 Rys. 224. Schemat typowych operacji wykonywanych na wiertarko--frezarce 1 — wytaczadło, 2**
Image183 Struktura logiczna układów FPLA Schemat logiczny typowego układu FPLA przedstawiono na rys.
więcej podobnych podstron