4544140430
Napęd główny
Łańcuch kinematyczny napędu wrzeciona stanowią: silnik prądu przemiennego, przekładnia pasowa z pasem zębatym, oraz wrzeciono robocze ułożyskowane w precyzyjnych łożyskach tocznych w tulei wrzecionowej zamocowanej w korpusie wrzeciennika. We wrzecionie znajduje się gniazdo stożkowe typu SK40, niesamohamowne o zbieżności 7:24, w którym mocowane są oprawki narzędziowe za pomocą systemu mechaniczno - pneumatycznego, schematycznie przedstawionego na rys. 12. Mocowanie odbywa się układem sprężyn talerzowych zaś odmocowanie siłownikiem pneumatycznym.
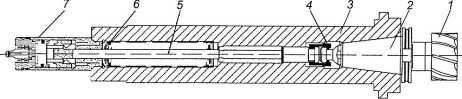
Rys. 12. Układ mocowania narzędzia w gnieździe wrzeciona: 1 - narzędzie, 2 - oprawka narzędziowa, 3 - wrzeciono, 4 - szczęki mocujące, 5 - popychacz, 6 - sprężyny talerzowe, 7 - siłownik pneumatyczny (lub hydrauliczny)
Narzędzia i magazyn narzędziowy
Połączenie obrabiarka - narzędzie jest bardzo ważnym połączeniem i dlatego stawiane są mu wysokie wymagania dotyczące: sztywności i pewności połączenia, efektywności przenoszenia momentu obrotowego, jednoznacznej orientacji położenia ostrza, współosiowości narzędzia i wrzeciona, dokładności ustalenia osiowego, łatwości wymiany narzędzi, ewentualne dostarczenie cieczy obróbkowej bezpośrednio do narzędzia.
Obecnie w centrach frezarskich są rozpowszechnione dwie konstrukcje chwytów. Chwyt SK ze stożkiem o zbieżności 7:24, oraz chwyt HSK ze stożkiem o zbieżności 1:10. Dla danego typu obrabiarki wszystkie narzędzia połączone są z tym samym rodzajem oprawki o wymiarach identycznych jak końcówka wrzeciona.
Omawiana obrabiarka wyposażona jest w 10 - narzędziowy magazyn konstrukcji tarczowej z narzędziami usytuowanymi równolegle do osi obrotu wrzeciona. Zmiana narzędzi odbywa się metodą „pickup” (bez zmieniacza - co jest rozwiązaniem prostszym) głównie automatycznie, ale może być również ręczna przez pracownika obsługi. Stosowane narzędzia nie posiadają identyfikatorów i są sztywno przyporządkowane do miejsca w magazynie. Zatem numer miejsca w magazynie jest równocześnie numerem identyfikującym narzędzie w programie obróbki. Narzędzie wyjęte z gniazda, po obróbce musi być do niego ponownie włożone.
Wymiana odbywa się wg następującej kolejności
• wrzeciennik zajmuje współrzędną Z w pozycji „wymiana”,
• obrót magazynu w położenie „wymiana” (wolne gniazdo narzędziowe),
Wyszukiwarka
Podobne podstrony:
P1080281 7. Napędy robotów przemysłowych - wirniki silników prądu przemiennego maj
ELEKTROWRZECIOJA Efektrowrzeciona to silniki prądu przemiennego asynchroniczne lub synchroniczne, w
K 255a Falownik - sterowanie obrotów silników prądu przemiennego Nowy Elektronik 255-K
10.2. UKŁADY NAPĘDOWE Z SILNIKAMI PRĄDU PRZEMIENNEGO 429 Rys. 10.7. Układy sterowania silników prądu
10.2. UKŁADY NAPĘDOWE Z SILNIKAMI PRĄDU PRZEMIENNEGO 431 Oznaczając przez E2 — napięcie wirnika siln
10.2. UKŁADY NAPĘDOWE Z SILNIKAMI PRĄDU PRZEMIENNEGO 433 Sygnały bramkowe Sygnał bramkowy
10.2. UKŁADY NAPĘDOWE Z SILNIKAMI PRĄDU PRZEMIENNEGO 435 tyrystorowego i falownika npięcia z tyrysto
10.2. UKŁADY NAPĘDOWE Z SILNIKAMI PRĄDU PRZEMIENNEGO 437 zminimalizowanie strat w silniku w procesie
10.2. UKŁADY NAPĘDOWE Z SILNIKAMI PRĄDU PRZEMIENNEGO 439a) UlIN U/N
10.2. UKŁADY NAPĘDOWE Z SILNIKAMI PRĄDU PRZEMIENNEGO 441 Do sterowników tyrystorów GTOb) Szyna
10.2. UKŁADY NAPĘDOWE Z SILNIKAMI PRĄDU PRZEMIENNEGO 443 Rys. 10.24. Przebiegi prędkości i momentu
10.2. UKŁADY NAPĘDOWE Z SILNIKAMI PRĄDU PRZEMIENNEGO 445 Zarówno w przekształtniku prądu przemienneg
3tom290 9. INSTALACJE ELEKTRYCZNE 582 Tablica 9.20. Zabezpieczenia silników prądu przemiennego o nap
więcej podobnych podstron