7581047675
WYBRAA® zagadnienia obróbki
_STRUMIEN10WO-Sr//'.'ft\7':/
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004
Tablica 3
Warunki obróbki cieplej próbek i ich twardość wg Skali Yickersa.
|
OPIS |
OBRÓBKA CIEPLNA |
TWARDOŚĆ VICKERS |
|
Normalizacja |
930°C/3h. chłodzenie w piecu |
HV 230 |
|
T 650 |
850°C/20min —* olei 25 °C +650 °C/2h. chłodzenie w piecu |
HV 295 |
|
T 450 |
850°C/20min olei 25 °C +450 °C/2h. chłodzenie w piecu |
HV 430 |
|
T 300 |
850°C/20min, olei 25 °C +300 °C/2h. chłodzenie w piecu |
HV 525 |
|
T 180 |
850°C/20min —* olei 25 °C +180°C/2h. chłodzenie w piecu |
HV 600 |
|
Szybkie chłodzenie |
850°C/20 min —»chłodzenie w piecu |
HV 660 |
Wszystkie próbki poddane zostały dwustronnemu kulowaniu metodą pneumatyczną. Średnica dyszy wyrzutowej śrutu wynosiła 8 mm, odległość pomiędzy dyszą, a obrabianą powierzchnią była stała i wynosiła 80 mm, kąt padania śrutu na obrabianą powierzchnię był stały i wynosił 90°. Dla parametrów zmiennych ciśnienie powietrza zostało nastawione pomiędzy 0,16 a 0,6 MPa, a masowy przepływ śrutu pomiędzy 1,5 a 10 kg/min. Do prób zastosowano różne typy i wielkości śrutu. Pomiary naprężeń szczątkowych i połowy szerokości przy warstwie podpowierzchniowej zostały dokonane po usunięciu czterech warstw przy pomocy polerowania elektrolitycznego do głębokości 0,4 mm.
Wpływ twardości obrabianego przedmiotu na wielkość chropowatości
Do badań: użyto śrutu S 170 46 HRC , ustawiono ciśnienie powietrza na wartość p = 0,16 MPa, ustawiono masowe natężenie przepływu śrutu m = 1,5 kg/min. Próbki kulowano do uzyskania ugięcia płytek Almena 0,3 mm. Wynik prób przedstawia poniższy rysunek:
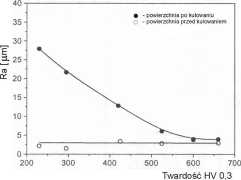
Rys. 10. Chropowatość powierzchni przed kulowaniem i po kulowaniu uzyskana dla różnych twardości obrabianego przedmiotu
Jak widać w miarę wzrostu twardości obrabianego przedmiotu maleje chropowatość powierzchni przy twardości 650 HV zbliża się do chropowatości wyjściowej.
Wpływ twardości przedmiotu na rozkład naprężeń szczątkowych warstwy wierzchniej
Badania przeprowadzono przy następujących parametrach obróbki: zastosowano śrut S 170 46 HRC, ciśnienie powietrza wynosiło p = 0,16 MPa, masowe natężenie przepływu śrutu wynosiło m = 1,5 kg/min. Uzyskane wyniki przedstawione są na poniższym rysunku.
Wyszukiwarka
Podobne podstrony:
WYBRAA® zagadnienia obróbki _STRUMIEN10WO-Sr// . ft7 :/ VII KONFERENCJA ODLEWNICZA TECHNICAL
WYBRAA® zagadnienia obróbki _STRUMIEN10WO-Sr// . ft7 :/ VII KONFERENCJA ODLEWNICZA TECHNICAL
WYBRAA® zagadnienia obróbki _STRUMIEN10WO-Sr// . ft7 :/ VII KONFERENCJA ODLEWNICZA TECHNICAL
WYBRAYE ZAGADNIENIA OBRÓBKI STRUMIENIOWO-.Sr/EEAE/ VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 Znaczen
WYBRAYE ZAGADNIENIA OBRÓBKI STRUMIENIOWO-.Sr/EEAE/ VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 •
WYBRAYE ZAGADNIENIA OBRÓBKI STRUMIENIOWO-.Sr/EEAE/ VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 -
WIBRANE ZAGADNIENIA OBRÓBKI _STRUMIENIOWO-.S C/£ffA fi/ VII KONFERENCJA ODLEWNICZA TECHNICAL
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 WYBRAA® zagadnienia obróbki _STRUMIENIOWO-.se/LRVK/ Rys. 1
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 WYBRAAłE zagadnienia
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 Odlewnictwo XXI wieku technologie, maszyny i urządzenia
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 Odlewnictwo XXI wieku technologie, maszyny i urządzenia
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 Odlewnictwo XXI wieku technologie, maszyny i urządzenia
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 Odlewnictwo XXI wieku technologie, maszyny i urządzenia
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 Odlewnictwo XXI wieku technologie, maszyny i urządzenia
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 Odlewnictwo XXI wieku technologie, maszyny i urządzenia
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 Odlewnictwo XXI wieku technologie, maszyny i urządzenia
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 Odlewnictwo XXI wieku technologie, maszyny i urządzenia
VII KONFERENCJA ODLEWNICZA TECHNICAL 2004 Odlewnictwo XXI wieku technologie, maszyny i urządzenia
LOGITRANS - VII KONFERENCJA NAUKOWO-TECHNICZNA LOGISTYKA, SYSTEMY TRANSPORTOWE, BEZPIECZEŃSTWO W
więcej podobnych podstron