„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
i NAUKI
Anna Solska
Opracowywanie dokumentacji procesu produkcyjnego
311[34].Z4.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2005

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Barbara Dudzińska
mgr Wiesława Paciorek
Opracowanie redakcyjne:
Marcin Olifirowicz
Konsultacja:
dr inż. Janusz Figurski
Korekta:
Magdalena Niezgoda, Jacek Pacholec
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[34].Z4.05
Opracowywanie dokumentacji procesu produkcyjnego, zawartego w modułowym programie
nauczania dla zawodu technik technologii odzieży.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2005

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
1
2.Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Dokumentacja procesu wytwarzania odzieży
7
4.1.1.Materiał nauczania
7
4.1.2.Pytania sprawdzające
11
4.1.3. Ćwiczenia sprawdzające
11
4.1.4.Sprawdzian postępów
15
4.2.Dokumentacja norm zużycia surowca
16
4.2.1.Materiał nauczania
16
4.2.2.Pytania sprawdzające
22
4.2.3.Ćwiczenia sprawdzające
22
4.2.4.Sprawdzian postępów
26
4.3.Dokumentacja organizacyjno-produkcyjna w przemysłowym zakładzie
odzieżowym
27
4.3.1.Materiał nauczania
27
4.3.2.Pytania sprawdzające
49
4.3.3.Ćwiczenia sprawdzające
49
4.3.4.Sprawdzian postępów
52
5.Sprawdzian osiągnięć
53
6. Literatura
57

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy dotyczącej dokumentowania
procesu wytwarzania odzieży, stosowania norm, opracowywania nowych wzorów,
wykonywania układów szablonów, obliczania zużycia materiałów i dodatków, opracowania
harmonogramu prac związanych z wykonywaniem pracy oraz organizacji pracy w procesie
produkcji.
W poradniku zamieszczono:
−
wymagania wstępne czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej,
−
cele kształcenia tej jednostki modułowej,
−
materiał nauczania (rozdział 4) umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy wskazaną
literaturę oraz inne źródła informacji,
−
ćwiczenia, które zawierają:
−
wykaz materiałów, narzędzi i sprzętu niezbędnych do realizacji ćwiczenia,
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
−
sprawdzian teoretyczny,
−
sprawdzian umiejętności praktycznych.
−
przykład zadania/ćwiczenia oraz zestaw pytań sprawdzających Twoje opanowanie wiedzy
i umiejętności z zakresu całej jednostki. Zaliczenie tego ćwiczenia jest dowodem
osiągnięcia umiejętności praktycznych określonych w tej jednostce modułowej.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytanie tak lub nie, co
oznacza, że albo opanowałeś materiał albo nie.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz określoną
czynność. Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki
modułowej. Jednostka modułowa „Opracowanie dokumentacji procesu produkcyjnego”,
której treści teraz poznasz jest jednym z modułów koniecznych do zapoznania się
z wytwarzaniem wyrobów odzieżowych metodami przemysłowymi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni technologii odzieży musisz przestrzegać regulaminów,
przepisów bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających
z rodzaju wykonywanych prac. Przepisy te poznasz podczas trwania nauki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Opracowywanie dokumentacji
procesu produkcyjnego” powinieneś umieć:
− określać właściwości użytkowe materiałów i dodatków krawieckich,
− wykonywać rysunki odręczne,
− wykonywać rysunki techniczne,
− czytać rysunki techniczne,
− charakteryzować metody organizacji procesu produkcyjnego,
− charakteryzować stanowiska pracy w szwalni,
− posługiwać się wiedzą z zakresu technologii wytwarzania wyrobów odzieżowych,
− dobierać maszyny i urządzenia do wytwarzania wyrobów odzieżowych,
− posługiwać się wiedzą z zakresu rodzaju obróbki termicznej odzieży,
− stosować normy ściegów i szwów,
− rozpoznawać rodzaje układów szablonów,
− przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
− posługiwać się literaturą zawodową.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
− określić rodzaje dokumentacji procesu produkcyjnego,
− rozróżnić elementy składowe dokumentacji procesu produkcyjnego,
− sporządzić dokumentację techniczno-technologiczną gotowego wyrobu odzieżowego,
− wykonać rysunek projektu plastycznego modelu odzieży,
− wykonać rysunek wyrobu odzieżowego,
− sporządzić opis modelu odzieżowego,
− określić etapy wykonania modelu wzoru wyrobu odzieżowego,
− opracować szablony wzorcowe,
− opracować komplet szablonów podstawowych,
− określić metody stopniowania szablonów,
− określić metody wykonania układów szablonów w przemysłowym wytwarzaniu odzieży,
− sporządzić rysunek układu szablonów odzieżowych na materiale odzieżowym,
− zastosować normy ściegów i szwów,
− sporządzić tabelę wielkości odzieży,
− wykonać schemat strukturalny wyrobu odzieżowego,
− zastosować normowanie zużycia surowca,
− obliczyć zużycie materiałów odzieżowych i dodatków krawieckich,
− wykonać układy szablonów zgodnie z planem produkcji wyrobów,
− obliczyć wskaźnik odpadów wewnętrznych,
− sporządzić opis technologii wyrobu,
− wykonać dokumentację konstrukcji wyrobu odzieżowego,
− obliczyć koszty produkcji określonych wyrobów odzieży,
− opracować dokumentację organizacyjno-produkcyjną,
− opracować zakresy prac na poszczególnych stanowiskach pracy,
− zastosować metody mierzenia czasu pracy,
− udokumentować wyniki pomiaru czasu pracy,
− opracować harmonogram prac związanych z wykonywaniem asortymentów odzieży,
− zaplanować wyposażenie stanowisk pracy,
− zaprojektować organizację pracy zespołów pracowniczych,
− sporządzić wykres równomiernego obciążenia stanowisk pracy,
− opracować plan rozmieszczenia stanowisk pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Dokumentacja procesu wytwarzania odzieży
4.1.1. Materiał nauczania
Rodzaje dokumentacji procesu produkcyjnego
Dokumentacja procesu produkcyjnego jest podstawą do wykonania odzieży w warunkach
przemysłowych. Dokumentacje procesu technologicznego można opracowywać w zakładzie
produkującym wyroby odzieżowe lub zlecać opracowanie innym instytucjom.
Produkcja długoseryjna i masowa wymaga opracowania całej dokumentacji procesu
produkcyjnego. Produkcja odzieży w krótkich seriach może opierać się na uproszczonych
opracowaniach z wykorzystaniem dokumentacji dla analogicznych wzorów odzieży
z poprzedniego okresu. Dokumentacja procesu produkcyjnego opracowywana jest przez
specjalistów wydziału przygotowania produkcji zgodnie z procedurą przyjętą w zakładzie.
Proces opracowania wzoru wyrobu
Projektowaniem i wykonywaniem nowych wzorów odzieży we wzorcowni zajmują się
artyści plastycy, konstruktorzy oraz krawcy specjaliści.
Do zadań wzorcowni w zakresie projektowania nowych wzorów odzieży należy:
−
Opracowanie planu wzornictwa w którym określa się: liczbę modeli odzieży z podziałem
na asortymenty, grupy modelowe, rodzaje tkanin, terminy wykonania,
−
Przygotowanie kolekcji modeli odzieży zgodnie z ustalonymi wymaganiami, które są
zawarte w opracowanym zakładowym systemie zarządzania jakością. Wymagania te
dotyczą m.in. opiniowania projektowanych wzorów odzieży pod względem wymagań
mody, cech użytkowych, parametrów technologicznych. Aby zapewnić właściwą jakość
projektowanych wzorów projektanci współpracują z technologami z działu
przygotowania produkcji, ustalają parametry technologiczne, np. dodatki na szwy
podwinięcia oraz ustalają granice tolerancji w stosunku do tych wartości.
Etapy wykonania wzoru wyrobu odzieżowego:
−
Opracowanie założeń projektowych wzoru odzieży, które określają: rodzaj tkaniny
z której będzie uszyty wzór, przeznaczenie wyrobu odzieżowego oraz warunki
techniczno-organizacyjne (maszyny i urządzenia odzieżowe, systemy organizacji
produkcji),
−
Wykonywanie projektów wzorów odzieży. Technika wykonania projektu dowolna.
Ważne, by ogólna linia modelu i linie modelowe różnych cięć były czytelne.
−
Ocenianie przydatności projektów wzorów. Projekt wzoru ocenia komisja rysunkowa,
którą powołuje dyrektor. W jej skład wchodzą specjaliści zgodnie z procedurą przyjętą
w zakładzie,
−
Opracowanie szablonów wzoru odzieży na wymiary modelki lub modela, które
odpowiadają wymiarom reprezentanta danej grupy modelowej/wymiary podane
w tabelach wymiarów figur ludzkich,
−
Wykonywanie elementów wzoru wyrobu odzieżowego z materiału przeznaczonego na ten
model. Technikę wykonywania wzorów odzieży dobiera konstruktor,
−
Wykonywanie wzoru odbywa się etapami, podobnie jak odzież na miarę. Podczas szycia
przeprowadza się miary na modelce lub na modelu i w zależności od potrzeb projektant
lub konstruktor wprowadzają zmiany i nanoszą na szablony.
−
Ocenianie uszytego wzoru odzieży pod kątem prawidłowości konstrukcji i technologii oraz
jakości wykonania wzoru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Analizę wzoru przeprowadza komisja techniczna, którą powołuje dyrektor.
−
Przyjęcie wzoru odzieży przez komisję ocen. Komisja ocen bada i ocenia wzór pod
względem:
− estetycznym,
− zgodności z ustaloną linią mody i kolorystyką,
− cech użytkowych,
− prawidłowości konstrukcji technologii,
− właściwego zastosowania tkaniny zasadniczej i dodatków.
Komisję ocen powołuje dyrektor według procedury postępowania zgodnej z systemem
zarządzania jakością.
−
Prowadzenie rejestru zatwierdzonych wzorów odzieży:
− data zatwierdzenia modelu,
− nazwa asortymentu,
− numer kolejny modelu,
− numer przemysłowy modelu,
− nazwisko plastyka projektanta,
− nazwisko konstruktora.
− Wykonanie skróconej dokumentacji technicznej na którą składa się:
− rysunek modelowy wzoru odzieży,
− krótki opis wzoru odzieży,
− plansza z próbkami tkanin zasadniczych,
− proponowane procentowe udziały poszczególnych wielkości danego wzoru wyrobu
odzieżowego w serii produkcyjnej.
Dokumentacja techniczna wyrobów odzieżowych
Dokumentacja techniczna dzieli się na:
− konstrukcyjną,
− technologiczną.
W części konstrukcyjnej określa się cechy wyrobu, takie jak: kształt i wielkość elementów
konstrukcyjnych wyrobów (tyły, przody, rękawy) oraz ilość i rodzaj materiałów odzieżowych
niezbędnych do wykonania danego wyrobu. W części technologicznej określa się metody
pracy. Opisuje się sposoby krojenia, obróbki technologicznej elementów konstrukcyjnych,
wymienia się maszyny i urządzenia niezbędne do produkcji określonego wyrobu
odzieżowego. W praktyce dokumentacja techniczna często nazywana jest dokumentacją
techniczno-technologiczną (DTT).
Schematy strukturalne wyrobu odzieżowego
W przemysłowych zakładach odzieżowych zamiast słownego opisu obróbki
technologicznej proponuje się graficzne przedstawienie operacji technologicznych.
Graficzny sposób przedstawiania operacji technologicznych ułatwia zrozumienie
sposobu wykonania operacji i skraca czas przepływu informacji.
Schemat strukturalny wyrobu – wyjaśnia w sposób graficzny budowę wyrobu
odzieżowego, tj. węzły technologiczne i sposób ich łączenia.
Węzeł technologiczny – miejsce połączenia dwóch lub więcej wykrojów elementów
odzieżowych lub elementów montażowych za pomocą połączeń nitkowych lub innych
połączeń.
Rysunek dyspozycyjny – zawiera informacje dotyczące wykonania określonej operacji na
stanowisku roboczym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Do graficznego zapisu operacji stosuje się:
− rzut prostokątny węzła lub elementu,
− przekrój,
− rzut aksonometryczny.
Przekrój powstaje przez przecięcie wyrobu tzw. płaszczyzną przekroju i odrzucenie tej
części przedmiotu, która znajduje się przed płaszczyzną przekroju.
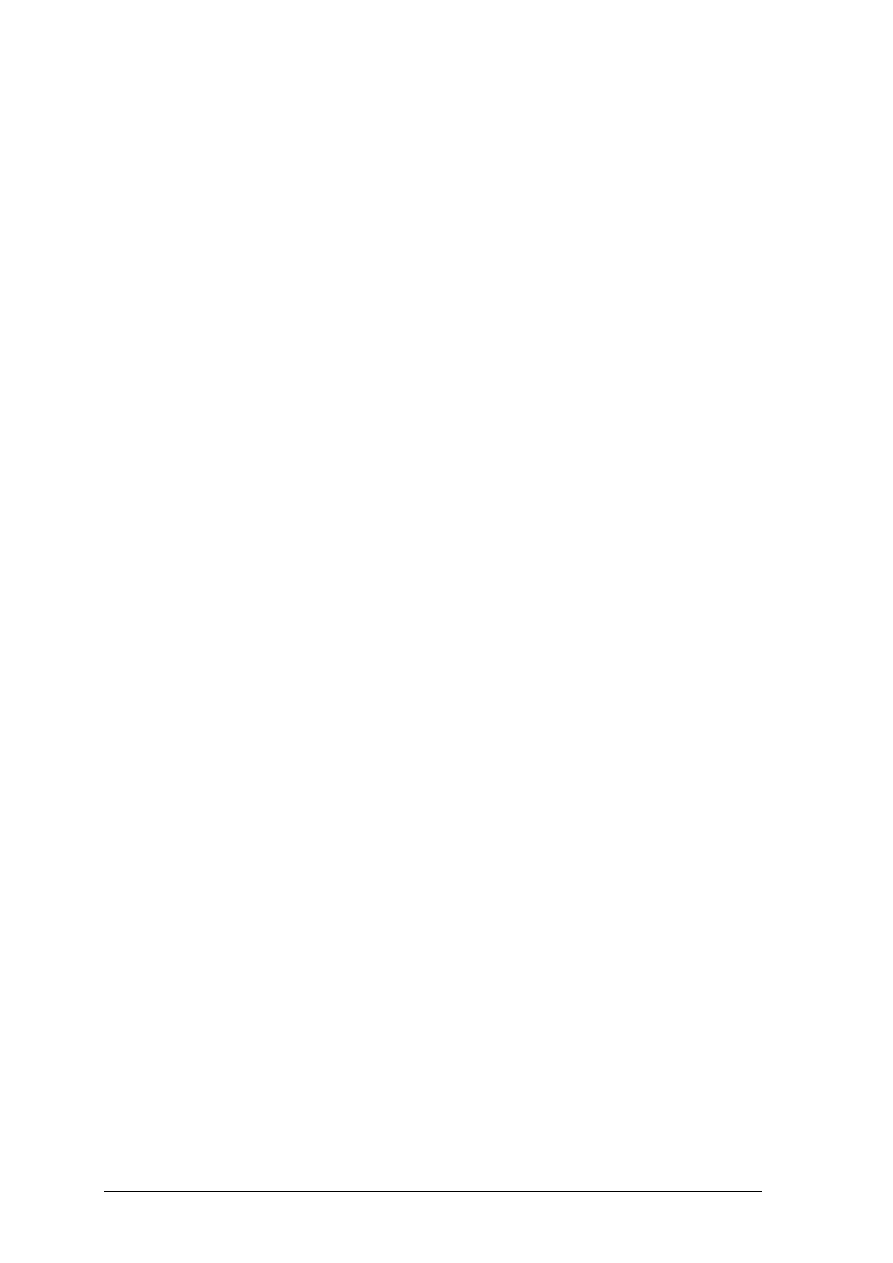
Rys. 1. Przykład schematów strukturalnych wyrobu odzieżowego
Źródło: Woźniczka B., Technologia wytwarzania odzieży, SOP w Toruniu, Toruń 1998.
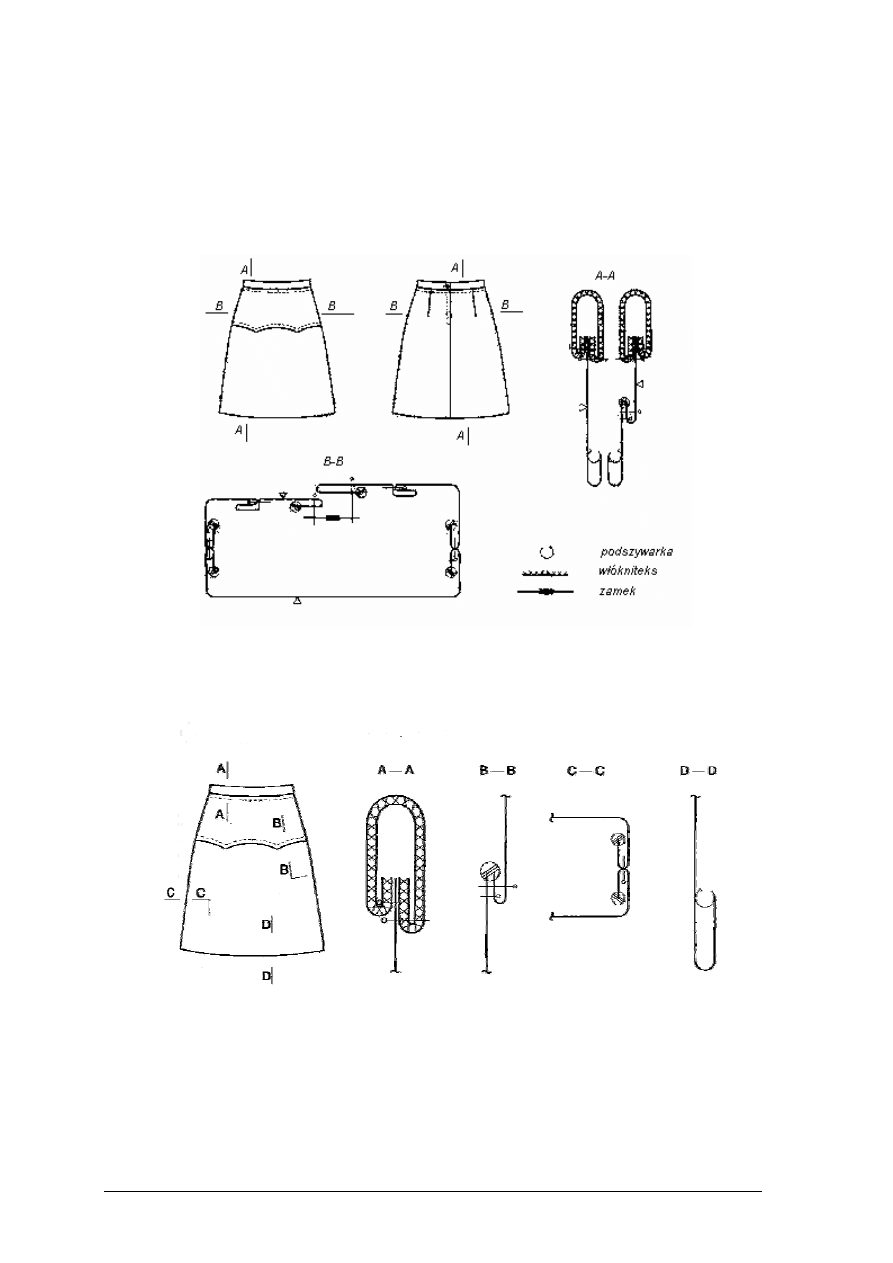
Rys. 2. Przykład węzłów technologicznych wyrobu odzieżowego
Źródło: Woźniczka B., Technologia wytwarzania odzieży, SOP w Toruniu, Toruń 1998.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Dokumentacja procesu produkcyjnego
Dokumentacja procesu technologicznego zawiera m.in.:
− dokumentację planowania produkcji i realizacji planu produkcji opracowywaną na
okresy miesięczne dla zespołów szwalni i krojowni. Zadania zespołów podawane są
w jednostkach naturalnych (w sztukach).
Wzory dokumentów planowania wewnętrznego zakłady odzieżowe opracowują na
podstawie własnych ustaleń.
− Dokumentację materiałową, która obejmuje normy materiałowe, ewidencję przychodów
oraz zużycia materiałów w krojowni według zlecenia produkcyjnego. Charakterystykę
dokumentacji materiałowej podano w rozdziale 4.2 omawianej jednostki modułowej.
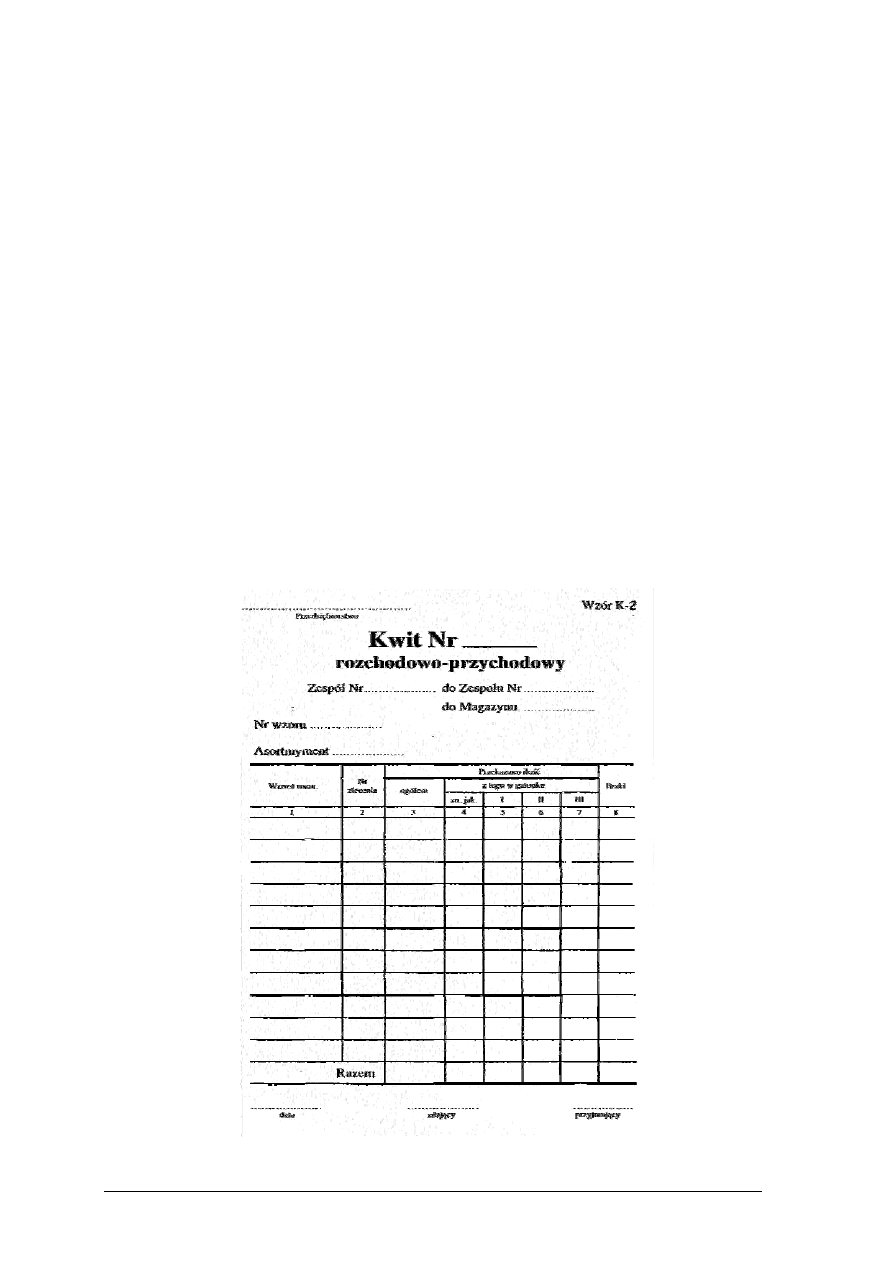
− Dokumentacja przebiegu produkcji obejmuje:
− metryczkę obiegową, która w krojowni załączona jest do paczki wykrojów
przekazywanej do szwalni:
Metryczka
Zlecenie…………………………
Model…………………………...
Rozmiar…………………………
Sztuk…………………………….
− kwit rozchodowo-przychodowy, który służy do przekazywania wykrojów do szwalni
i gotowych wyrobów do magazynu (Wzór K-2):
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
− kartę kontrolną przepływu robót w toku w zespole, w której pracownik wytypowanego
stanowiska w grupie obróbkowej przekreśla numery w okienkach zawierających liczby
od 1 do 1000. Przekreślone numery odpowiadają numerom wykonanych operacji. Istnieją
na świecie nowoczesne rozwiązania organizacyjne. Podczas zastosowania przenośników,
które sterowane są numerycznie za pomocą komputera. Komputer rejestruje wszystkie
dane od chwili dostarczenia materiałów, wykrojów i
półproduktów do linii
produkcyjnych. Po wykonaniu pracy na danym stanowisku komputer automatycznie
rejestruje narastającą liczbę operacji.
− Dokumentację klasyfikacji jakościowej gotowych wyrobów odzieżowych
przekazywanych do magazynu.
− Dokumentacja zarobkowa obejmuje:
− cennik robocizny bezpośredniej, opracowany na podstawie podziału technologicznego
zabiegów dla danego wzoru odzieży,
− kartę pracy, która jest podstawowym dokumentem płacowym w systemie akordu
indywidualnego.
− dokumentację kosztów wytwarzania odzieży, która służy do oceny rentowności
danego wyrobu.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1) Jaki jest cel opracowywania dokumentacji procesu produkcyjnego w zakładach
odzieżowych ?
2) Wymień elementy dokumentacji procesu produkcyjnego.
3) Scharakteryzuj etapy wykonywania modelu wzoru odzieży.
4) Z jakich elementów składa się dokumentacja techniczna?
5) Wyjaśnij pojęcie „schemat strukturalny wyrobu”.
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj rysunek modelowy wyrobu odzieżowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodne z wymogami bhp i organizowania pracy,
3) wykonać rysunek projektu plastycznego modelu odzieży z przodu i tyłu,
4) dokonać analizy pracy,
5) zaprezentować rysunek modelowy zaprojektowanego wyrobu odzieżowego.
Wyposażenie stanowiska pracy:
−
arkusz papieru formatu A-4,
−
przybory kreślarskie: ołówek, gumka,
−
schemat sylwetki kobiecej,
−
żurnale.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Ćwiczenie 2
Wykonaj rysunek techniczny wybranego wyrobu odzieżowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodne z wymogami bhp i ergonomii pracy,
3) wykonać rysunek techniczny wybranego wyrobu odzieżowego,
4) narysować linie wymiarowe poszczególnych odcinków konstrukcyjnych elementów
wyrobu odzieżowego na rysunkach,
5) oznaczyć linie wymiarowe odzieży na rysunku za pomocą cyfr i liter odpowiadających
rzeczywistym wymiarom dla poszczególnych wielkości podanych w tabeli wymiarów
gotowego wyrobu,
6) dokonać analizy ćwiczenia,
7) zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
arkusz papieru formatu A-4,
−
przybory kreślarskie: ołówek, linijka, gumka, krzywik,
−
komplet szablonów wykonanego modelu odzieży w skali 1:5,
−
uszyty model odzieży.
Ćwiczenie 3
Wykonaj opis ogólny wybranego modelu odzieży.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodne z wymaganiami bhp i ergonomii pracy,
3) wykonać opis ogólny modelu odzieży do ćwiczenia 1,
4) dokonać analizy pracy,
5) zaprezentować opis ogólny wybranego modelu odzieży.
Wyposażenie stanowiska pracy:
−
arkusz papieru,
−
przybory do pisania,
−
model wybranego modelu odzieżowego,
−
rysunek modelowy wybranego wyrobu odzieżowego.
Ćwiczenie 4
Opracuj wymagania techniczne dla wybranego modelu wyrobu odzieżowego, które
stanowią składnik dokumentacji techniczno-technologicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować materiały i przybory niezbędne do wykonania ćwiczenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) sporządzić tabelę klasyfikacji wielkości dla wybranego modelu odzieży według
wzoru podanego w rozdziale 4.1. w „Poradniku dla ucznia”,
4) sporządzić wykaz materiałów zasadniczych i dodatków dla wybranego modelu odzieży,
5) ustalić warunki wykonania (wybrać: maszyny podstawowe i specjalne, ściegi
maszynowe, szwy),
6) sporządzić zestawienie konstrukcyjnych części składowych,
7) dokonać analizy ćwiczenia,
8) zaprezentować pracę.
Wyposażenie stanowiska pracy:
− arkusze papieru, przybory do pisania i przybory kreślarskie,
− tabela szczegółowych wymiarów np. kobiet i dziewcząt,
− katalogi tkanin,
− prospekty maszyn i urządzeń szwalniczych i prasowalniczych,
− czasopisma zawodowe np. Odzież,
− model wyrobu odzieżowego.
Ćwiczenie 5
Wykonaj opis obróbki technologicznej wyrobu odzieżowego zaprojektowanego
w ćwiczeniu 1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) sporządzić opis obróbki technologicznej wybranego wyrobu odzieżowego,
4) dokonać analizy pracy,
5) zaprezentować pracę.
Wyposażenie stanowiska pracy:
− arkusz papieru, przybory do pisania,
− katalogi maszyn szwalniczych i prasowalniczych,
− przykładowy komplet dokumentacji techniczno– technologicznej ,
− model wyrobu odzieżowego.
Ćwiczenie 6
Opracuj tabelę wymiarów wyrobu gotowego na podstawie rysunku technicznego
i modelu wyrobu odzieżowego.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) opracować tabelę według wzoru podanego w rozdziale 4.1. w „Poradniku dla ucznia”,
4)
wykonać pomiary poszczególnych odcinków konstrukcyjnych wyrobu odzieżowego,
5)
wypełnić tabelę – wpisać nazwy odcinków konstrukcyjnych, symbole odcinków
konstrukcyjnych oraz wyniki pomiarów odcinków konstrukcyjnych wyrobu odzieżowego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
6) dokonać analizy ćwiczenia,
7) zaprezentować pracę.
Wyposażenie stanowiska pracy:
− arkusz papieru, przybory do pisania, taśma centymetrowa,
− linijka, ołówek, gumka,
− dokumenty opracowane w ćwiczeniach 2–4,
− model wyrobu odzieżowego,
Ćwiczenie 7
Wykonaj schemat strukturalny wybranego wyrobu odzieżowego.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) wykonać rysunek technologiczny wyrobu odzieżowego z przodu i z tyłu,
4) wykonać schemat strukturalny wyrobu odzieżowego,
5) dokonać analizy pracy,
6) zaprezentować pracę.
Wyposażenie stanowiska pracy:
− arkusz papieru formatu A-4, przybory kreślarskie,
− linijka, ołówek, gumka,
− model wyrobu odzieżowego,
− normy dotyczące ściegów i szwów.
Ćwiczenie 8
Scharakteryzuj składniki skróconej dokumentacji technicznej. W ćwiczeniu należy
wykorzystać dokumenty opracowane w ćwiczeniach 1–4.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodne z wymogami bhp i ergonomii pracy,
3) scharakteryzować składniki skróconej dokumentacji technicznej,
4) dokonać analizy pracy,
5) zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
arkusz papieru, przybory do pisania,
−
katalog tkanin,
−
rysunek modelowy wybranego wyrobu odzieżowego,
−
opis ogólny modelu,
−
tabelę klasyfikacji wielkości.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Ćwiczenie 9
Opracuj dokument przebiegu produkcji Wzór K-2-kwit rozchodowo-przychodowy.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) zaproponować dane do dokumentu Wzór K-2, korzystając z dokumentów
opracowanych w ćwiczeniach 1-6,
4) dokonać analizy ćwiczenia,
5) zaprezentować pracę.
Wyposażenie stanowiska pracy:
− arkusz papieru, przybory do pisania,
− tabela klasyfikacji wielkości,
− wzór K-2 kwit rozchodowo-przychodowy.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać rysunek modelowy?
2) wykonać rysunek techniczny?
3) wykonać opis ogólny wybranego modelu odzieży?
4) wykonać zestawienie konstrukcyjnych części wyrobu?
5) odczytać dane z rysunku technicznego wybranego wyrobu
odzieżowego?
6) wykonać schemat strukturalny wyrobu?
7) zorganizować stanowisko pracy do wykonania dokumentacji
techniczno-technologicznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2. Dokumentacja norm zużycia surowca
4.2.1. Materiał nauczania
Technika wykonywania układu szablonów
Układy szablonów opracowuje się w celu:
−
wykonania wzorca, według którego sporządza się rysunki kroju w krojowni,
−
ustalenia norm zużycia materiału,
Wyróżnia się dwie techniki wykonywania układów szablonów.
Automatyczne sporządzanie układów szablonów sterowane komputerem coraz częściej
stosowane jest w zakładach odzieżowych.
W pierwszym etapie przeprowadza się stopniowanie szablonów na wszystkie wielkości
przewidziane w danym zamówieniu. Stopnie zasadnicze – różnice występujące między
poszczególnymi wielkościami wprowadza się do komputera, który automatycznie wylicza
potrzebne wielkości. Wynik obliczeń przez komputer dla poszczególnych części wyrobu
odzieżowego można wywołać na ekranie w postaci rysunku jednego elementu we wszystkich
wielkościach jednocześnie. Na tym etapie można wydrukować na ploterze siatkę
wystopniowanych szablonów.
W drugim etapie komputer przetwarza elementy konstrukcyjne wyrobu odzieżowego na
monitorze na układ szablonów. Opracowany układ szablonów wprowadzany jest do pamięci
komputera, a następnie na ploterze może być drukowany w skali 1:1. Wydrukowany układ
szablonów w skali 1:1 stosowany jest do ręcznego rozkroju materiałów w krojowni.
Natomiast układy szablonów w skali 1:5 (miniaturowe) wydrukowane na drukarce służą jako
wzorzec do wykonywania układów szablonów na materiale.
Sporządzanie układów szablonów metodą tradycyjną najczęściej odbywa się w małych
i średnich zakładach odzieżowych. Na stole lub papierze układa się szablony zgodnie
z zasadami sporządzania układów szablonów. Najpierw układa się duże elementy
konstrukcyjne, tj. tyły, przody, rękawy, a następnie między nimi mniejsze elementy.
Zaprojektowany układ szablonów ( tzw. miniaturowy) utrwala się sposobem
fotograficznym lub rysunkowym. Otrzymana karta układu szablonów stanowi wzorzec, na
podstawie którego w krojowni wykonuje się układy szablonów na materiale odzieżowym.
Zasady stopniowania szablonów odzieżowych
Stopniowanie szablonów polega na stopniowym zwiększaniu lub zmniejszaniu szablonu
podstawowego opracowanego na wymiary reprezentanta określonej grupy typologicznej.
Szablonem podstawowym nazywamy wzornik opracowany na podstawie rysunku
konstrukcyjnego. Szablon odzieżowy uwzględnia dodatki na szwy i podwinięcia.
Na szablonie podstawowym oznacza się:
− podstawowe linie konstrukcyjne (pachy, talii, bioder, pachę tylną i przednią, środka
przodu),
− szerokość szwów i podwinięć,
− kierunki nitek osnowy,
− punkty montażowe,
− nazwę rodzaju wyrobu odzieżowego,
− nazwę elementu wyrobu odzieżowego,
− wielkość odzieży i grupę typologiczną,
− ostemplowane krawędzie i naroża.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
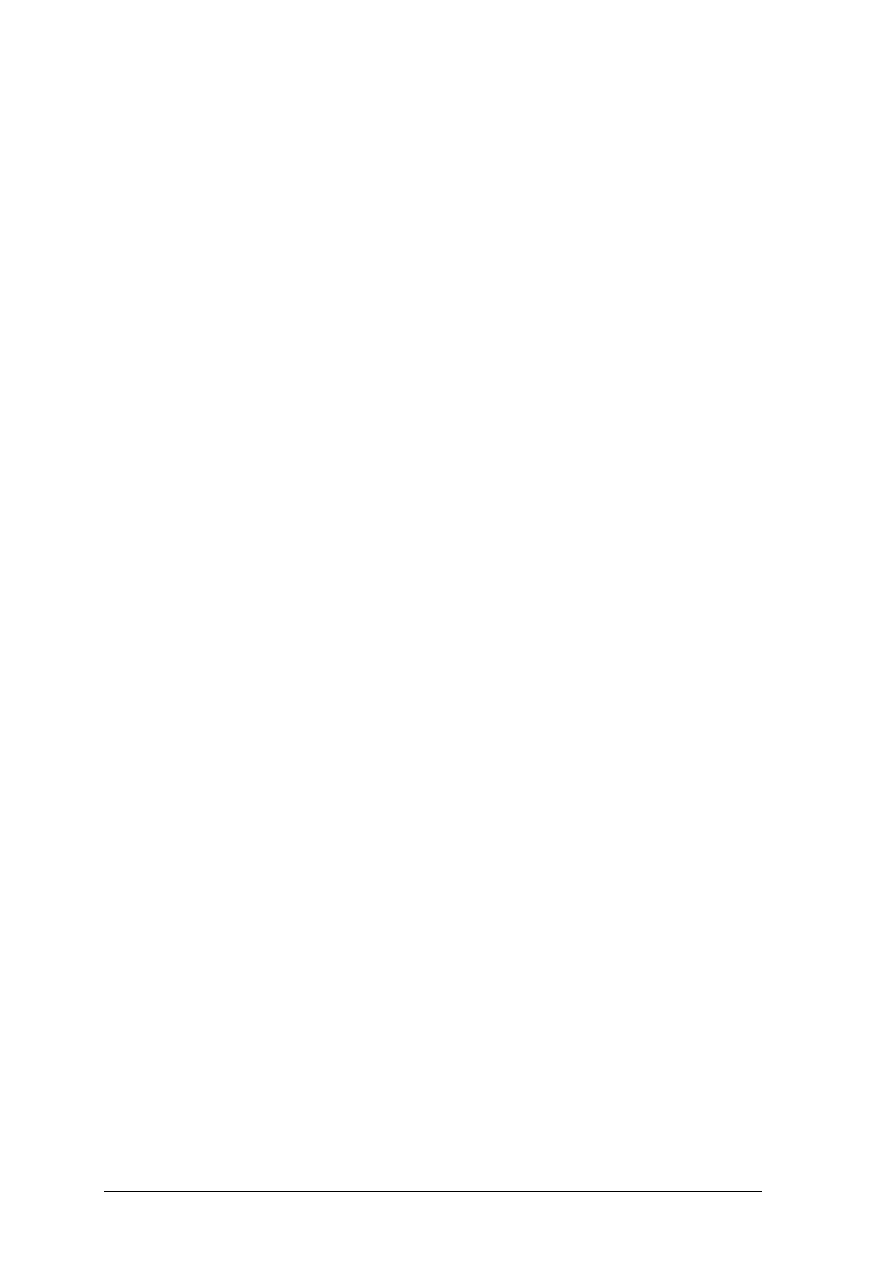
Rys. 3. Szablon podstawowy
Źródło: Parafianowicz Z., Słownik odzieżowy, WSiP, Warszawa 1995.
Metody stopniowania szablonów odzieżowych
Metoda grupowa polega na ułożeniu dwóch skrajnych wielkości szablonów na siebie
względem obranych osi współrzędnych x i y, następnie połączeniu liniami prostymi
jednoimiennych węzłów konstrukcyjnych i podzieleniu odległości między węzłami przez
liczbę wielkości pośrednich.
Metoda promieniowa polega na wykreśleniu na szablonie podstawowym układu osi
współrzędnych x i y, a następnie na wyprowadzeniu z początku układu linii prostych
promieni przechodzących poprzez punkty węzłów konstrukcyjnych szablonów. Na
promieniach tych od każdego punktu odmierza się elementarne odcinki odpowiadające danej
wielkości odzieży.
Metoda proporcjonalno-obliczeniowa polega na stopniowaniu szablonów według
obwodów przy stałym wzroście i według wzrostów przy stałych obwodach, na podstawie
elementarnych stopni otrzymywanych ze stopni zasadniczych (przyrostów) z tabeli wymiarów
ciała. Na pomocniczych układach współrzędnych osi x i y zbudowanych w punktach węzłów
konstrukcyjnych odmierza się elementarne stopnie poszerzenia i wydłużenia szablonu.
Na podstawie rysunku siatki stopniowania szablonów podstawowych otrzymuje się
szablon wzorcowy (przemysłowy).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
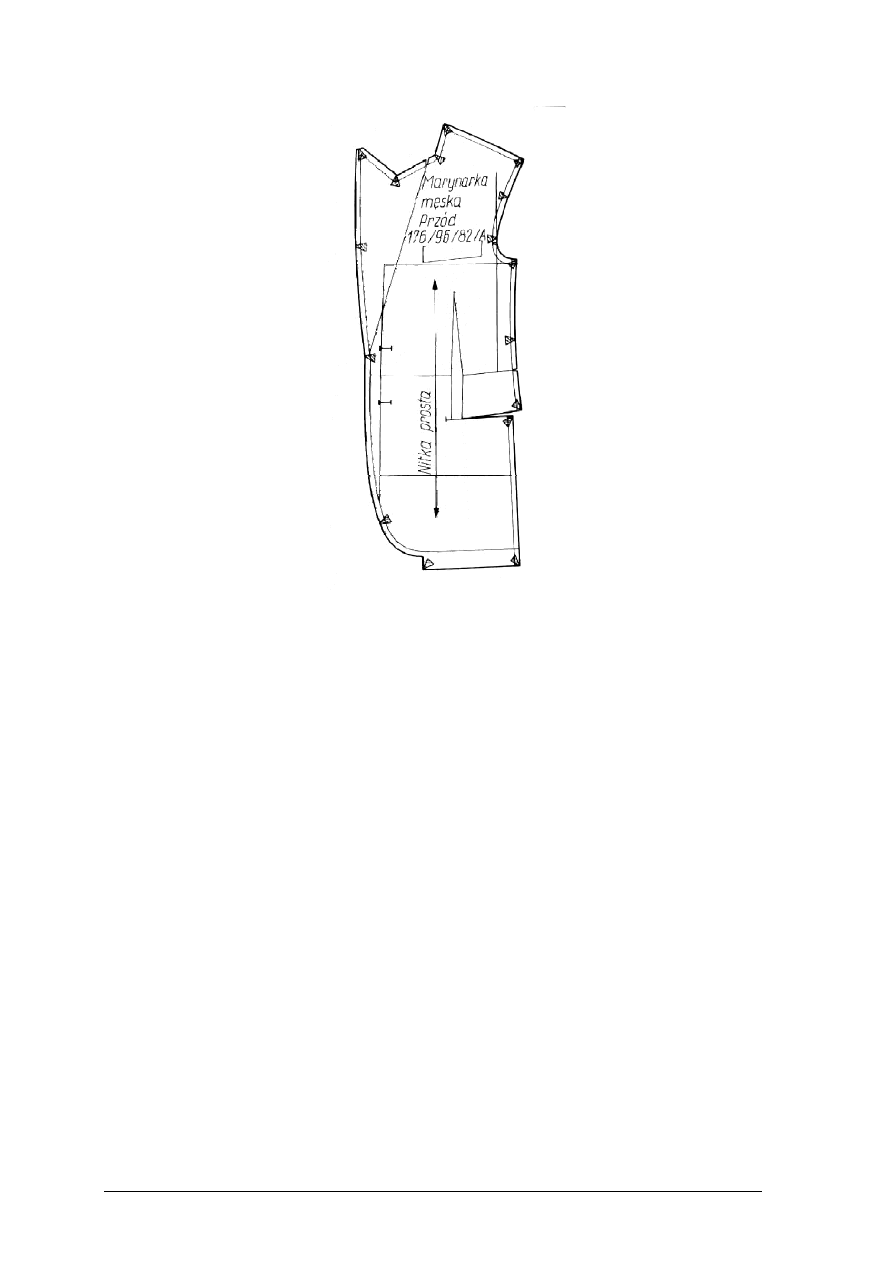
Rys. 4. Siatka stopniowania szablonu odzieżowego
Źródło: Parafianowicz Z.: Słownik odzieżowy, WSiP, Warszawa 1995.
Opracowywanie szablonów wzorcowych
Rysunek siatki stopniowania szablonów podstawowych przedstawia wystopniowane
szablony dla określonej liczby wielkości odzieży. Technika wykonywania szablonów
odzieżowych wymaga dużej dokładności przy ich rysowaniu i wycinaniu. Wystopniowane
linie konturowe szablonów planowanych wielkości odbija się za pomocą przyrządu, zwanego
radełkiem na arkuszu papieru, a następnie wycina szablony według naznaczonych linii.
Po wycięciu szablonów ostemplowuje się ich krawędzie i naroża oraz naznacza nitki
wątku i osnowy. Poza tym każdy element szablonów opisuje się:
−
nazwę rodzaju wyrobu odzieżowego,
−
nazwę elementu odzieżowego,
−
wielkość odzieży i grupę typologiczną.
Tak opracowane szablony, po dokładnym ich sprawdzeniu pod względem konstrukcyjnym
nazywane są szablonami wzorcowymi.
W zależności od potrzeb na podstawie szablonów wzorcowych wykonuje się kilka
egzemplarzy kompletów szablonów zwanych szablonami przemysłowymi. Są one
wykonywane z różnych materiałów: tektury, papieru, preszpanu itp. Rodzaj materiału użytego
do wykonania szablonów zależy od ich przeznaczenia np. szablony używane przez krojownię
przez dłuższy czas, powinny by wykonane z trwalszego materiału. Szablony przemysłowe
stosowane są przy krojeniu materiałów, projektowaniu układów szablonów oraz kontroli
międzyoperacyjnej. Oprócz szablonów wzorcowych elementów konstrukcyjnych odzieży
wykonywane są szablony pomocnicze. Szablon pomocniczy stanowi wycinek szablonu
wzorcowego i służy do nanoszenia pomocniczych linii i oznaczeń (np. linii krawędzi wyłogu,
punktów montażowych, położenia kieszeni, zaszewek, rozmieszczenia zapięć itp.) na
elementach odzieży w procesach przygotowania i produkcji odzieży.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
a)
b)
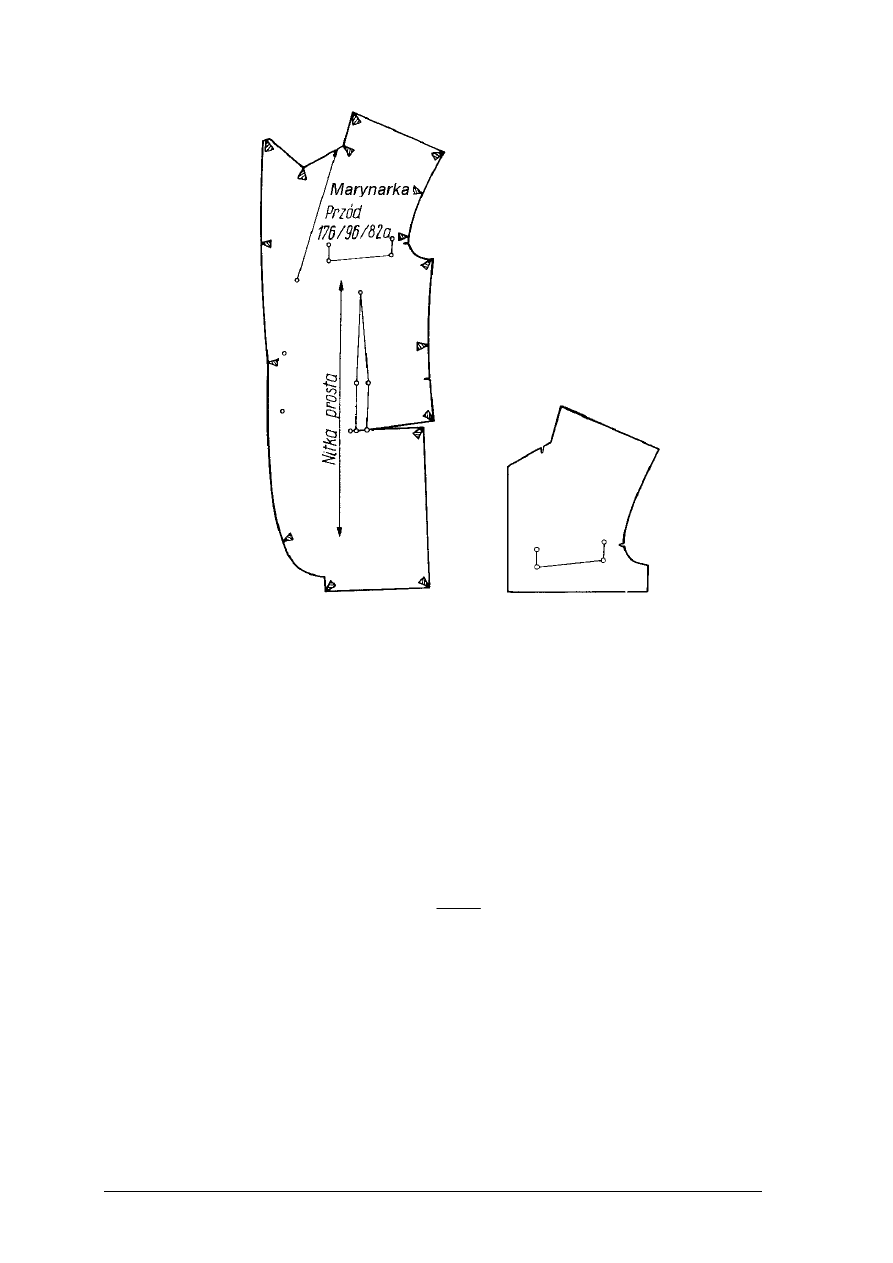
Rys. 5. Szablony odzieżowe: a) szablon przemysłowy, b) szablon pomocniczy
Źródło: Parafianowicz Z.: Słownik odzieżowy, WSiP, Warszawa 1995
Obliczanie powierzchni szablonów
Do pomiaru powierzchni szablonów stosowane są między innymi maszyny
fotoelektronowe. Maszyny te są wyposażone w głowicę liczącą, licznik elektronowy
i mechanizm przesuwu szablonów. Szablon przeznaczony do pomiaru przesuwa się pod
głowicą maszyny, a licznik elektronowy podaje bezpośrednio wynik pomiaru.
W małych zakładach odzieżowych do obliczania powierzchni szablonów może być stosowana
metoda wagowa. Polega ona na porównaniu masy szablonów z masą 1 m
2
papieru, z którego
szablony zostały wykonane.
Powierzchnię szablonów (S) można ustalić:
p
p
s
C
S
C
S
⋅
=
w którym:
S
–
powierzchnia szablonów [m
2
],
C
s
–
masa szablonów jednej sztuki odzieży w [g],
S
p
–
powierzchnia papieru, na którym odrysowano szablony [m
2
],
C
p
– masa papieru, na którym odrysowano szablony [g].
Zasady normowania materiałów
Normowanie zużycia materiałów służy do sporządzania planów zaopatrzenia, określania
stanowisk pracy w stosunku do zaplanowanej produkcji oraz rozliczania i kontroli zużycia
materiałów odzieżowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Normy zużycia materiałów odzieżowych opracowuje się na podstawie:
−
dokumentacji techniczno-technologicznej wyrobu odzieżowego,
−
szablonów wyrobów przewidzianych do produkcji,
−
procentowego udziału poszczególnych wielkości wyrobu odzieżowego w serii
produkcyjnej (procentówkę),
−
branżowych i zakładowych wskaźników wypadów wewnętrznych,
−
instrukcji dotyczącej układania szablonów dla określonych materiałów odzieżowych
(np. dla tkaniny z wzorem jednokierunkowym szablony elementu odzieżowego układa się
w jednym kierunku).
Normy materiałowe ustala się w celu opracowania kosztu wyrobu odzieżowego
w oparciu o który kalkulowana jest cena wyrobu.
Rozróżnia się następujące normy materiałowe:
−
teoretyczne,
−
techniczne,
−
faktyczne,
−
kalkulacyjne.
Norma materiałowa teoretyczna służy do wstępnego określania zapotrzebowania
materiału na jednostkę wyrobu. Wylicza się ją według wzoru:
−
dla jednego kompletu szablonów:
b
W
S
N
w
tr
⋅
−
⋅
=
)
100
(
100
w którym:
N
tr
– norma materiałowa teoretyczna [m],
S
– powierzchnia kompletu szablonów dla wielkości wytypowanej do układu
teoretycznego[m
2
],
W
w
– branżowy wskaźnik wypadów wewnętrznych dla danego asortymentu [%],
b –
szerokość materiału [m].
−
dla dwu lub więcej sztuk odzieży połączonych w jednym układzie:
b
W
S
S
S
N
w
n
tr
⋅
−
⋅
+
+
+
=
)
100
(
100
)
...
(
2
1
w którym:
tr
N – norma materiałowa teoretyczna [m],
S
1
,S
2
,S
n
– powierzchnia kolejnych szablonów w układzie [m
2
]
w
W – branżowy wskaźnik wypadów wewnętrznych dla danego asortymentu [%],
b – szerokość materiału [m].
Norma techniczna materiałowa (zakładowa) ustalana jest na podstawie układu
szablonów.
Faktyczny wskaźnik wypadów wewnętrznych wylicza się według wzoru:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
100
⋅
−
=
tech
tech
wf
N
S
N
W
wf
W
– faktyczny wskaźnik wypadów wewnętrznych [%],
tech
N
– powierzchnia danego układu szablonów [m
2
],
S
– powierzchnia szablonów danego wyrobu odzieżowego [m
2
].
Średnioważoną normą teoretyczną wylicza się na podstawie wzoru:
n
k
N
k
N
k
N
N
n
trn
tr
tr
trśr
⋅
⋅
+
+
⋅
+
⋅
=
100
...
2
2
1
1
w którym:
trśr
N
–
średnioważona norma teoretyczna [m],
1
1
k
N
tr
⋅ – iloczyn teoretycznej długości układu i procentowego udziału danego układu,
n
– liczba sztuk odzieży w układzie,
Średnioważoną normę teoretyczną wyznacza się w celu ustalenia w sposób teoretyczny
zużycia materiału odzieżowego, przypadającego średnio na jednostkę wyrobu w całej serii
produkcyjnej.
Średnioważoną normę techniczną wylicza się na podstawie tego samego wzoru, jak
średnioważoną normę teoretyczną:
n
k
N
...
k
N
k
N
N
n
n
tech
tech
tech
śr
.
tech
⋅
⋅
+
+
⋅
+
⋅
=
100
2
2
1
1
w którym:
śr
tech
N
.
– średnioważona norma techniczna [m],
1
tech
N
· k
n
– iloczyn technicznej długości układu i procentowego udziału układu,
n-
– liczba sztuk odzieży w układzie.
Norma faktyczna wynika z praktycznego rozkroju materiałów w zespołach potokowych
krojowni. Wielkość normy faktycznej znana jest po dokonaniu rozkroju materiału.
Normę kalkulacyjną (katalogową) wylicza się na podstawie jednostkowej technicznej
normy materiałowej, zwiększonej o straty powstałe w wyniku resztek (0,6%) dla wszystkich
materiałów oraz straty z powodu kurczliwości (0,7%) tylko dla materiałów wełnianych
i wełnianych z udziałem poniżej 50% włókien syntetycznych.
Oblicza się według wzoru:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
100
100
)
W
W
(
N
N
s
r
j
k
+
+
⋅
=
w którym:
k
N – norma kalkulacyjna [m],
j
N
– jednostkowe zużycie [m],
r
W – wskaźnik strat na resztki [%],
s
W – wskaźnik strat z powodu kurczliwości [%].
Kalkulacyjna norma materiałowa jest podstawą do wyliczenia kosztu wyrobu odzieżowego.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczenia.
1) Wymień rodzaje układów szablonów.
2) Jakie są techniki wykonywania układów szablonów?
3) Jakie znasz metody stopniowania szablonów ?
4) Wymień rodzaje norm materiałowych.
5) Wymień etapy wyznaczania norm materiałowych.
4.2.3. Ćwiczenia
Ćwiczenie 1
Opracuj komplet szablonów podstawowych dla wybranego wyrobu odzieżowego
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wytwarzania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) zaplanować kolejność postępowania,
4) opracować komplet szablonów podstawowych wybranego wyrobu odzieżowego,
5) dokonać analizy poprawności ćwiczenia i opracować wnioski,
6) zaprezentować pracę.
Wyposażenia stanowiska pracy:
−
arkusz papieru,
−
przybory do pisania i kreślenia
−
rysunek konstrukcyjno-modelowy przedstawiający zmodelowane elementy form
modelowych dla określonego modelu odzieży.
Ćwiczenie 2
Opracuj szablony wzorcowe dla wybranego wyrobu odzieżowego
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wytwarzania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
3) zaplanować kolejność postępowania,
4) opracować szablony wzorcowe wybranego wyrobu odzieżowego,
5) dokonać analizy poprawności ćwiczenia i opracować wnioski,
6) zaprezentować pracę.
Wyposażenia stanowiska pracy:
−
arkusz papieru,
−
przybory do pisania i kreślenia
−
komplet szablonów podstawowych wybranego wyrobu odzieżowego.
Ćwiczenie 3
Oblicz normę teoretyczną zużycia tkaniny na bluzkę damską o wielkości 164/96/104,
której powierzchnia szablonów wynosi 1,64 m
2
. Wskaźnik wypadów wewnętrznych wynosi
12%, a szerokość tkaniny 1,40 m.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wytwarzania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) obliczyć normę teoretyczną zużycia tkaniny według wzoru podanego w rozdziale 4.2
w omawianej jednostce modułowej w Poradniku dla ucznia,
4) opisać kolejności postępowania,
5) dokonać analizy ćwiczenia i opracować wnioski,
6) zaprezentować pracę.
Wyposażenia stanowiska pracy:
−
arkusz papieru,
−
przybory do pisania, kalkulator
Ćwiczenie 4
Oblicz średnioważoną normę teoretyczną zużycia surowca na bluzkę damską na
podstawie przykładowo przyjętych teoretycznych długości układów i procentowego udziału
poszczególnych układów szablonów dla danej serii produkcyjnej
N
tr1
=2,52m
k
1
=10%
N
tr2
=2,60m
k
2
=20%
N
tr3
=2,62m
k
3
=30%
N
tr4
=2,64m
k
4
=20%
N
tr5
=2,56m
k
5
=20%
n= 2 szt.
Sposób wykonywania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) obliczyć średnioważoną normę teoretyczną zużycia surowca według wzoru podanego
w rozdziale 4.2 omawianej jednostki modułowej,
4) opisać analizy ćwiczenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
5) dokonać analizy ćwiczenia,
6) opracować wnioski,
7) zaprezentować pracę.
Wyposażenia stanowiska pracy:
−
arkusz papieru,
−
przybory do pisania, kalkulator.
Ćwiczenie 5
Wykonaj układ szablonów pojedynczy, jednokierunkowy, symetryczny dla wybranego
wyrobu odzieżowego w skali 1:5. Szerokość tkaniny wynosi 1,40m.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) zaplanować kolejność postępowania,
4) opracować układ szablonów pojedynczy, jednokierunkowy, symetryczny w skali 1:5 dla
tkaniny o szerokości 1,40 m,
5) opisać szablony wyrobu odzieżowego w układzie szablonów,
6) ustalić techniczną normę zużycia materiału
7) dokonać analizy pracy,
8) zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
arkusze papieru milimetrowego,
−
przybory do pisania, przybory kreślarskie (linijka, ekierka, ołówek, gumka, klej
biurowy),
−
komplet szablonów wybranego modelu odzieży w skali 1:5,
Ćwiczenie 6
Wylicz normę kalkulacyjną mając dane:
N
j
=1,42m (jednostkowe zużycie surowca)
W
r
=0,6% (wskaźnik strat na resztki)
W
s
=0,7% (wskaźnik strat z powodu kurczliwości)
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) wyliczyć normę kalkulacyjną według wzoru podanego w rozdziale 4.2 omawianej
jednostki modułowej,
4) opisać kolejność postępowania,
5) dokonać analizy pracy,
6) zaprezentować pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wyposażenie stanowiska pracy
−
arkusz papieru,
−
przybory do pisania, kalkulator.
Ćwiczenie 7
Oblicz wskaźnik wypadów wewnętrznych dla pojedynczej sztuki wyrobu odzieżowego
mając dane:
N
tech
=1,82 m
2
(powierzchnia danego układu szablonów),
S
k
=1,64 m
2
(powierzchnia kompletu szablonów).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) obliczyć wskaźnik wypadów wewnętrznych dla pojedynczej sztuki wyrobu odzieżowego,
według wzoru podanego w rozdziale 4.2 omawianej jednostki modułowej w Poradniku
dla ucznia,
4) opisać kolejność postępowania,
5) dokonać analizy poprawności wykonania ćwiczenia i opracować wnioski,
6) zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
arkusz papieru,
−
przybory do pisania, kalkulator.
Ćwiczenie 8
Wykonaj układ szablonów łączony, dwukierunkowy symetryczny dla wybranych
wyrobów odzieżowych w pomniejszeniu metodą z zastosowaniem programu komputerowego.
Szerokość tkaniny wynosi 1,40 m.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) wprowadzić dane do komputera,
4) wykonać układ szablonów łączony, dwukierunkowy symetryczny,
5) zwymiarować wykonany układ szablonów,
6) ustalić normę techniczną zużycia tkaniny na podstawie układu szablonów,
7) wydrukować układ szablonów,
8) opisać kolejność postępowania,
9) dokonać analizy ćwiczenia,
10) opracować wnioski,
11) zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
papier,
−
przybory do pisania,
−
program z komputerowym wspomaganiem normowania zużycia materiałów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.2.4 Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) obliczyć normę teoretyczną zużycia tkaniny ?
2) obliczyć średnioważoną normę teoretyczną zużycia surowca ?
3) mając daną szerokość tkaniny ustalić szerokość układu?
4) wykonać układ szablonów pojedynczy ?
5) wykonać układ szablonów jednokierunkowy ?
6) wykonać układ szablonów symetryczny ?
7) ustalić normę techniczną zużycia tkaniny ?
8) wyliczyć normę kalkulacyjną ?
9) ustalić etapy wyznaczania norm materiałowych ?
10) obliczyć wskaźnik wypadów wewnętrznych ?
11) wykonać układ szablonów z zastosowaniem programu
komputerowego ?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3. Dokumentacja organizacyjno-produkcyjna w przemysłowym
zakładzie odzieżowym
4.3.1. Materiał nauczania
Dokumentacja organizacyjno-produkcyjna
Dokumentacja organizacyjno-produkcyjna wyrobu odzieżowego określa następujące
elementy:
−
liczbę osób uczestniczących bezpośrednio w realizacji procesu technologicznego,
−
zakres prac na każdym stanowisku pracy,
−
czas niezbędny na wykonanie danej pracy,
−
kolejność wykonywanych prac w zespole produkcyjnym,
−
wyposażenie stanowisk pracy w maszyny i urządzenia,
−
rozmieszczenie stanowisk pracy na salach produkcyjnych.
Dokumentację organizacyjno-produkcyjną wykonują pracownicy zespołu sekcji
projektowania organizacji produkcji w wydziale przygotowania produkcji.
Do opracowania dokumentacji niezbędne są:
−
dokumentacja techniczna,
−
normatywy czasu pracy zabiegów technologicznych niezbędnych do wykonania danego
wzoru odzieży,
−
znajomość istniejących w zakładzie warunków techniczno-organizacyjnych,
−
uszyty wzór odzieży,
−
ustalony system organizacji produkcji.
W skład dokumentacji organizacyjno-produkcyjnej wchodzą:
−
chronologiczne zestawienie zabiegów i czynności,
−
podział procesu technologicznego i wyposażenia stanowisk pracy,
−
wykres równomiernego obciążenia stanowisk pracy,
−
plan rozmieszczenia stanowisk pracy,
−
karta operacji.
Etapy wykonywania dokumentacji organizacyjno-produkcyjnej
Chronologiczne zestawienie zabiegów i czynności wykonuje się dla krojowni, szwalni,
prasowalni i wykończalni. W dokumencie tym wpisuje się wszystkie zabiegi niezbędne do
wykonania danego wyrobu odzieżowego.
Chronologiczne zestawienie zabiegów i czynności wykonuje się dwiema metodami:
− w systemach organizacji produkcji, w których występują zespoły obróbkowe,
montażowe i wykończeniowe, chronologiczne zestawienie sporządza się oddzielnie dla
każdego elementu odzieży np. dla przodów, tyłu.
− w systemie taśmowym chronologiczne zestawienie zabiegów i czynności sporządza się
bez podziału na elementy składowe, wyszczególnia się wszystkie zabiegi niezbędne do
wykonania danej sztuki odzieży.
Po opracowaniu chronologicznego zestawienia zabiegów technolodzy ustalają normy
czasowe na wykonanie wszystkich zabiegów technologicznych danego wyrobu odzieżowego.
Przykład chronologicznego zestawienia zabiegów technologicznych dla trzech zespołów
obróbkowych przedstawia tabela 1.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Tabela 1. Chronologiczne zestawienie zabiegów
Źródło: Kazik R., Krawczyk J.: Technologia odzieży, WSiP, Warszawa 1998
Pieczęć zakładu
Chronologiczne zestawienie zabiegów
Asortyment:.................Płaszczyk dziecięcy.......................................
Oznaczenie:
:.................2112-222-06...............................................
Dokumentacja techniczno-technologiczna Nr ewid. ........1........ oddział produkcyjny ......1/7...
Data...............................................................................................................................................
Nr
zabiegów
Wyszczególnienie zabiegów dla elementów składowych wyrobu
Norma czasu min 100
Uwagi
ręczne
masz
1
2
3
4
5
1
1. Przody
Przyfastrygowanie tasiemki do wkładów
1.1
2
Przyszycie karetka W przodach i jego stębnowanie
2.4
3
Przyfastrygowanie wkładów do wykroju przodów
1.6
4
Przyszycie tasiemki do pachy
0.9
5
Przyszycie patki i listewki do kieszeni
1.4
6
Przycięcie i wywrócenie kieszeni
2,7
7
Przyszycie worka kieszeniowego do wypustek i stębnowanie w
2.3
8
Zeszycie worków kieszeniowych
1.3
9
Zamocowanie kieszeni w końcach
1,1
I zespól razem
2.7
12.1
10
II. Tyły i rękawy
Przyszycie karczka w tyłach
2 2
11
Przyszycie tasiemki do wykroju pachy
0.5
12
Zeszycie szwów przednich w rękawach
1,3
13
Zeszycie szwów tylnych w rękawach
1.3
14
Rozpracowanie szwów i uprasowanie rękawów
2 8
II zespól razem
2.8
5.3
15
III. Kołnierz i drobne elementy
Zeszycie spodniego kołnierza
0.4
16
Pikowanie wkładu do podkołnierza
2.4
17
Odszycie kołnierza
U
IS
Odszycie patek
U
19
Wywrócenie kołnierza
0.5
20
Wywrócenie patek
0.5
21
Stębnowanie patek i kołnierza
2.4
22
Wszycie patki do pleców za pomocą przyrządów
1.4
III zespół razem
1.0
9.0

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
W tabeli wpisuje się w oddzielnych kolumnach normy czasowe zabiegów
technologicznych ręcznych i maszynowych. Suma czasów wszystkich zabiegów
technologicznych określa normowany czas wykonania (techniczna norma czasu) danego
wyrobu odzieżowego.
Podział procesu technologicznego i wyposażenia stanowisk pracy
Podział procesu technologicznego przedstawia zadania produkcyjne dla każdego
stanowiska pracy. Zadania dla stanowisk pracy powinny być przydzielone zgodnie z zasadami
przyjętej metody organizacji pracy np. operacje jednorodne, czas ich wykonania zgodny
z rytmem pracy zespołu, odchylenia czasu wykonania operacji od planowanego rytmu
zespołu nie powinny przekraczać 20%.
Podział procesu produkcyjnego opracowuje się na podstawie chronologicznego
zestawienia zabiegów.
Kolejność czynności podczas wykonania karty „Podział procesu technologicznego
i wyposażenia stanowisk pracy”:
−
Obliczanie planowanego rytmu pracy zespołu według wzoru
N
T
R
n
p
=
w którym:
R
p
- planowany rytm pracy zespołu [min],
T
n
- normowany czas wykonania wszystkich zabiegów,
N- planowana liczba osób w zespole (na danej zmianie roboczej).
−
Wyliczanie liczby pracowników w poszczególnych grupach obróbkowych. Mając dane:
czas wykonania elementu wyrobu odzieżowego i rytm pracy zespołu, według wzoru:
p
nI
I
R
T
N
=
w którym:
N
I
– liczba pracowników I grupy obróbkowej,
T
nI
– czas wykonania I elementu wyrobu odzieżowego,
R
p
– planowany rytm zespołu.
Podobnie postępujemy podczas wyliczania liczby pracowników w pozostałych grupach
obróbkowych, montażowych i wykończeniowych.
−
Wyliczanie dopuszczalnego odchylenia od rytmu czasu planowanego dla zespołu
wielosekcyjnego według wzorów:
Przykład: odchylenie od rytmu wynosi ±15%
R
min
= R
p
- t
R
min
= R
p
- (R
p
· 0,15)
R
max
= R
p
+ t R
max
= R
p
+ (R
p
· 0,15)
przy czym:
R
min
- rytm minimalny,
R
max
- rytm maksymalny,
R
p
- rytm planowany,
t - dopuszczalne odchylenie czasu trwania operacji technologicznej od rytmu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Wyznaczenie liczby osób na stanowiskach równoległych (pracownicy wykonują tę samą
operację np. wszywanie rękawów)
p
R
t
N
=
gdzie:
N
r
– liczba pracowników, którzy wykonują operację organizacyjną na stanowiskach
równoległych,
t
– czas wykonania danej operacji organizacyjnej,
R
p
– rytm planowany.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
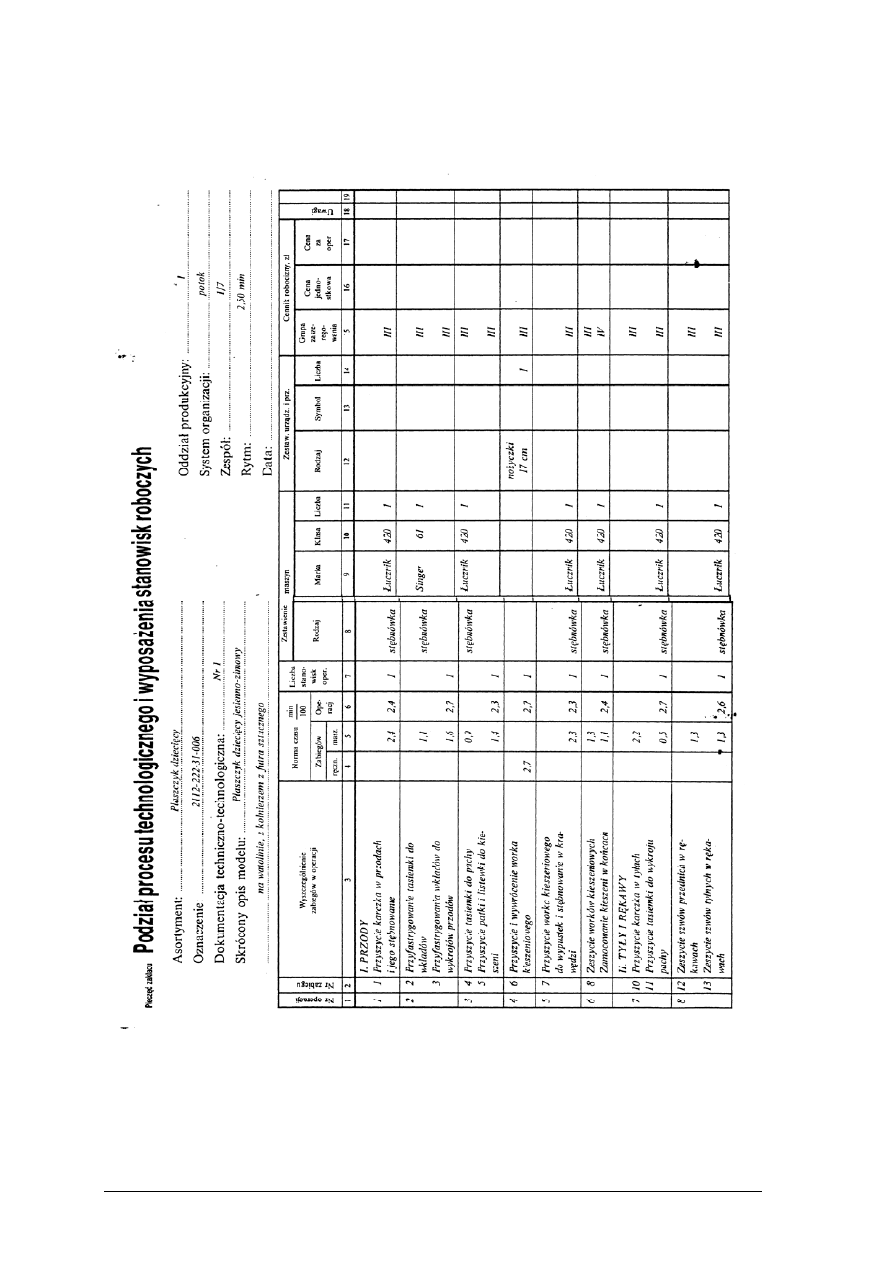
Tabela 2. Podział procesu technologicznego i wyposażenia stanowisk roboczych
Źródło: Kazik R., Krawczyk J.: Technologia odzieży, WSiP, Warszawa 1998
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
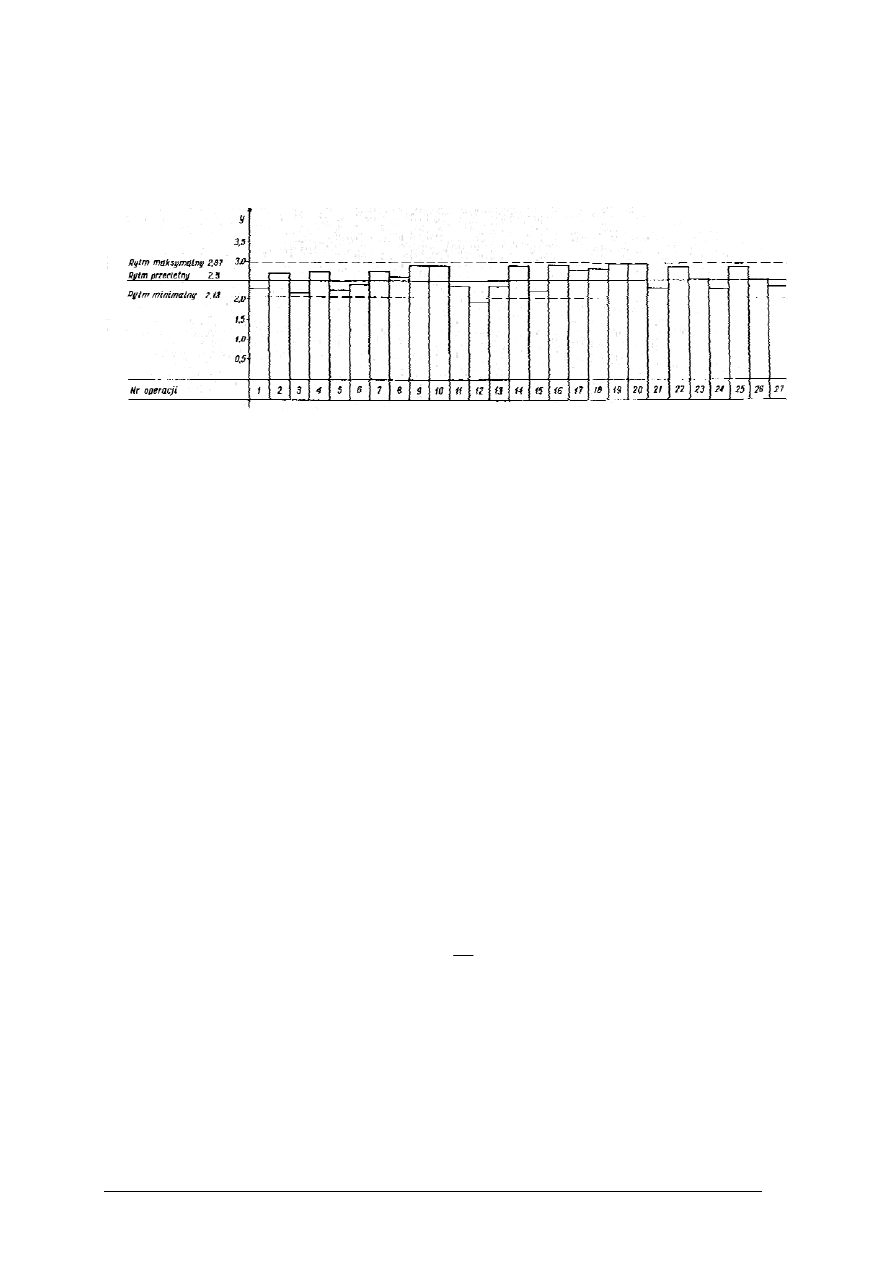
Wykres równomiernego obciążenia stanowisk pracy pozwala szybko dokonać oceny
prawidłowości sporządzonego podziału procesu technologicznego.
Przykład wykresu równomiernego obciążenia stanowisk pracy przedstawia rysunek 5.
Rys. 6. Wykres równomiernego obciążenia stanowisk pracy
Źródło: Parafianowicz Z., Słownik odzieżowy, WSiP, Warszawa 1995.
Każde odchylenie obciążenia stanowiska pracy przekraczające dopuszczalną granicę jest
dokładnie badane i analizowane.
Plan rozmieszczenia stanowisk pracy
Plan rozmieszczenia stanowisk pracy wykonuje się w skali 1:50 lub 1:100 na podstawie
planu podziału procesu technologicznego i wyposażenia stanowisk roboczych.
Wielkość powierzchni użytkowej pomieszczeń produkcyjnych ustala się na podstawie
wskaźników normatywnych lub średnich dla poszczególnych stanowisk. Średnie wskaźniki
powierzchni użytkowej, wymaganej dla jednego stanowiska pracy:
Szwalnia odzieży lekkiej
4,5÷8m
2
Szwalnia odzieży ciężkiej
4,5÷12m
2
Prasowalnia odzieży lekkiej
10÷15m
2
Prasowalnia odzieży ciężkiej 15÷20m
2
Powierzchnię sali produkcyjnej S
s
wylicza się według wzoru:
f
N
S
s
⋅
=
w którym:
S
s
– powierzchnia użytkowa szwalni [m
2
],
N
– liczba pracowników zatrudnionych w zespole szwalni na pierwszej zmianie,
F
– wskaźnik powierzchni użytkowej na jedno stanowisko w szwalni [m
2
].
f
S
N
s
=
w którym:
N
– liczba pracowników zatrudnionych w szwalni na pierwszej zmianie,
S
s
– powierzchnia użytkowa szwalni [m
2
],
f
– wskaźnik powierzchni użytkowej na jedno stanowisko w szwalni [m
2
].
Kolejność czynności podczas projektowania schematów ustawienia stanowisk:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
−
Narysowanie planu sali produkcyjnej i zaznaczenie wszystkich przedmiotów na stałe
umiejscowionych, tj. filary, okna, drzwi, gniazda wtykowe.
−
Zaplanowanie dróg transportu przedmiotów pracy (wykrojów, półfabrykatów, wyrobów
gotowych) i ustalenie odpowiedniego rodzaju przenośnika i wieszako-wózków oraz
typowego sprzętu do transportu międzyoperacyjnego; wybranie kierunków przebiegu
dróg transportowych między grupami obróbkowymi.
−
Ustalenie wymiarów maszyn i urządzeń, stołów przenośnikowych, stołów pomocniczych
i innego sprzętu.
−
Rozmieszczenie maszyn i urządzeń szwalniczych, prasowalniczych oraz stołów zgodnie
z zasadami międzyoperacyjnego przekazywania elementów, które są charakterystyczne
dla poszczególnych systemów organizacji produkcji w szwalni. Najpierw ustawia się
stoły taśmowe (w systemach organizacji produkcji, w których one występują), następnie
rozmieszcza się maszyny, stoły do prac ręcznych, stoły do prasowania.
−
Sprawdzanie poprawności wykonanego projektu:
•
zachowanie właściwych dróg transportowych między grupami (1,2 m); głównego
traktu komunikacyjnego w szerokości 1,5÷2,2 m wzdłuż lub wszerz sali,
•
zachowanie odstępów od słupów (ok. 0,5 m); od ścian (1,0÷1,2 m),
•
prawidłowości przebiegu procesu technologicznego na stanowiskach, w grupach
i w całym zespole.
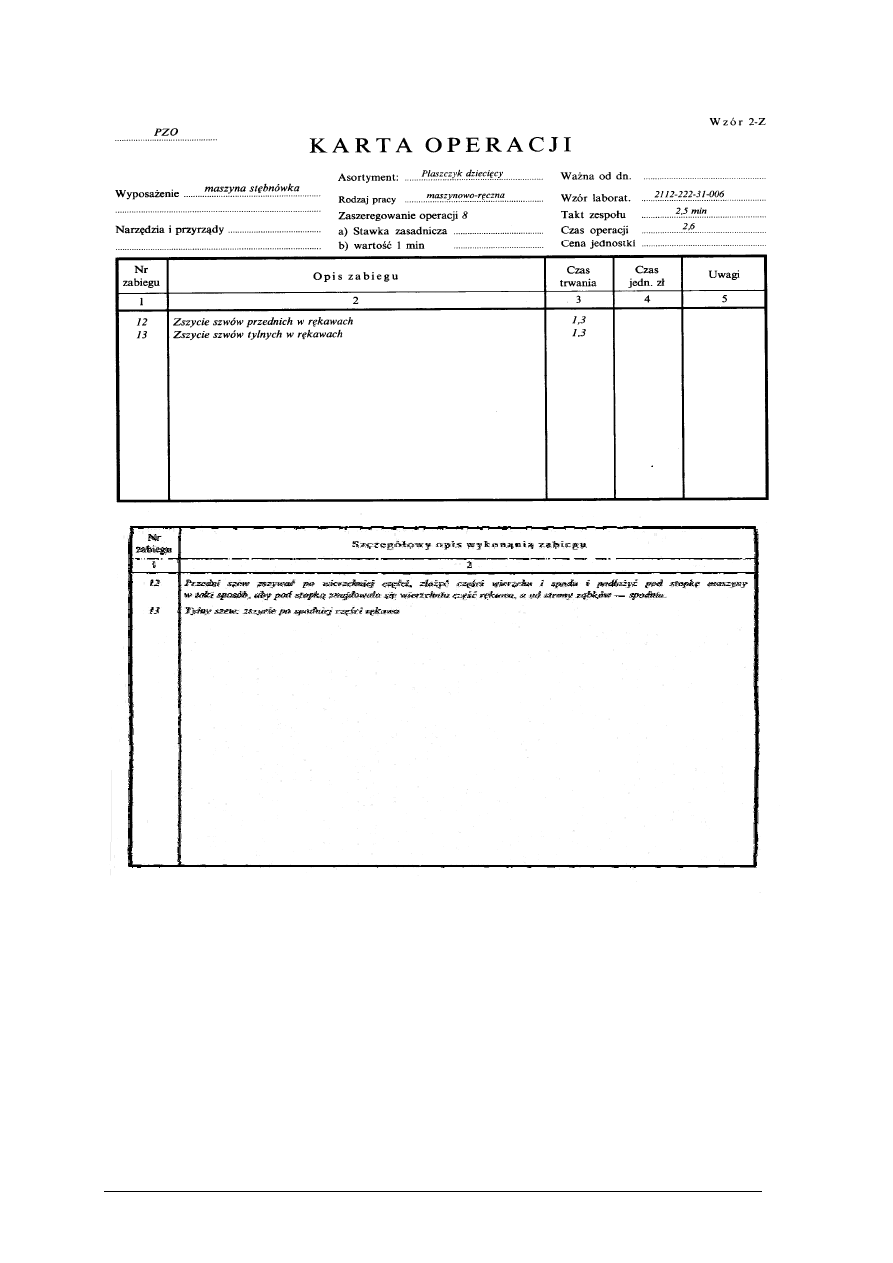
Karta operacji
Karta operacji jest dokumentem, który zawiera niezbędne informacje dotyczące zadań
produkcyjnych. Karta operacji jest wycinkiem podziału procesu technologicznego i spełnia
funkcję informacyjną i instruktażową dla pracownika.
W dokumencie (Wzór 2-Z) oprócz opisu wykonania zabiegów technologicznych przedstawia
się dodatkowo na rysunkach instruktażowych przekroje szwów lub węzłów
technologicznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wyposażenie stanowisk pracy
Stanowisko pracy jest to wydzielona część powierzchni użytkowej w sali produkcyjnej,
zagospodarowana maszynami i urządzeniami pomocniczymi.
Stanowiska maszynowe
Maszyny i urządzenia powinny być rozmieszczone na stanowisku z uwzględnieniem
kolejności ich stosowania i w zasięgu rąk pracownika. Sprzęt pomocniczy na stanowisku
powinien być dobierany indywidualnie do poszczególnych stanowisk, w zależności od
asortymentu odzieży, kształtu obrabianych elementów i kierunku ich przekazywania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
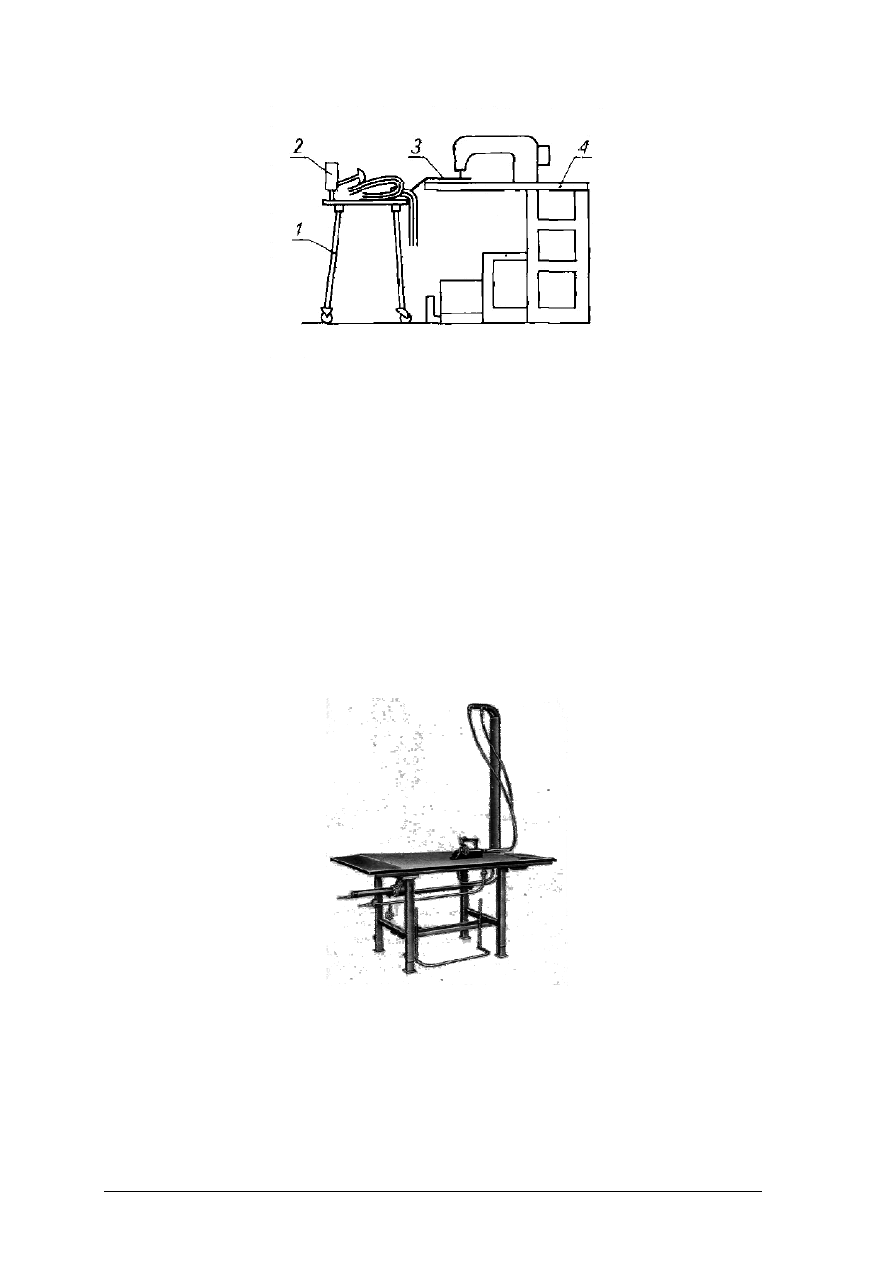
35
Rys. 7. Organizacja stanowiska maszynowego z zastosowaniem wózka do wykrojów
1 – wózek z uchwytem na paczki wykrojów, 2 – urządzenie zaciskowe, 3 – wykroje, 4 – płyta stołu maszyny
Źródło: Czyżewski H.: Krawiectwo, WSiP, Warszawa 1996
Stanowiska powinny być wyposażone w wygodne krzesła i podpórki pod stopy.
Stanowisko maszynowe musi mieć osłony i przyrządy chroniące pracownika przed
zetknięciem się z ruchomymi częściami roboczymi maszyny.
W zakładach odzieżowych stosuje się ogólne oświetlenie sztuczne oraz przy niektórych
maszynach specjalnych – oświetlenie indywidualne. Natężenie hałasu w salach
produkcyjnych nie powinno przekraczać 90dB.
Stanowiska prasowania ręcznego
Stanowisko do prasowania ręcznego (prasowania międzyoperacyjnego) wyposażone są w :
−
stoły do prasowania (wymiary dostosowane do rodzaju obróbki prasowalniczej i wzrostu
pracownika),
Rys. 8. Nowoczesny stół do prasowania ręcznego z żelazkiem parowo-elektrycznym
Źródło: Kazik R., Krawczyk J.: Technologia odzieży, WSiP, Warszawa 1998
−
deski do prasowania
−
żelazka elektryczne z termostatem, żelazka parowe lub parowo-elektryczne,
−
przybory do prasowania: nawilżacze, zaparzaczki i inne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Stanowiska do pracy ręcznej
Stanowiska do pracy ręcznej wyposażone są w:
−
stoły (wymiary których dostosowane są do rodzaju obróbki technologicznej),
−
odpowiednie krzesła,
−
narzędzia i przybory do pracy ręcznej, igły do szycia ręcznego, nożyce, szpilki, kreda,
szablony pomocnicze, taśmy centymetrowe, itp.
Klasyfikacja czasu pracy pracowników
Normowanie pracy jest to zagadnienie ściśle związane z racjonalną organizacją pracy
w przedsiębiorstwie. Zadaniem normowania pracy jest ustalenie właściwego i niezbędnego
zużycia czasu na jednostkę produkcji np. wyrobu odzieżowego w określonych warunkach
wytwarzania.
Służy do:
−
ulepszania istniejącej organizacji pracy, ujawnia wszelkie niedociągnięcia w postaci strat,
pozwala zwiększyć wydajność pracy,
−
ustalenia właściwej wielkości zespołu produkcyjnego (liczby pracowników, niezbędnej
ilości maszyn, określenia czasu cyklu produkcyjnego),
−
określenia zdolności produkcyjnej,
−
planowania kosztów (robocizny bezpośredniej) co pozwala określić fundusz płac,
−
oceny pracy poszczególnych pracowników.
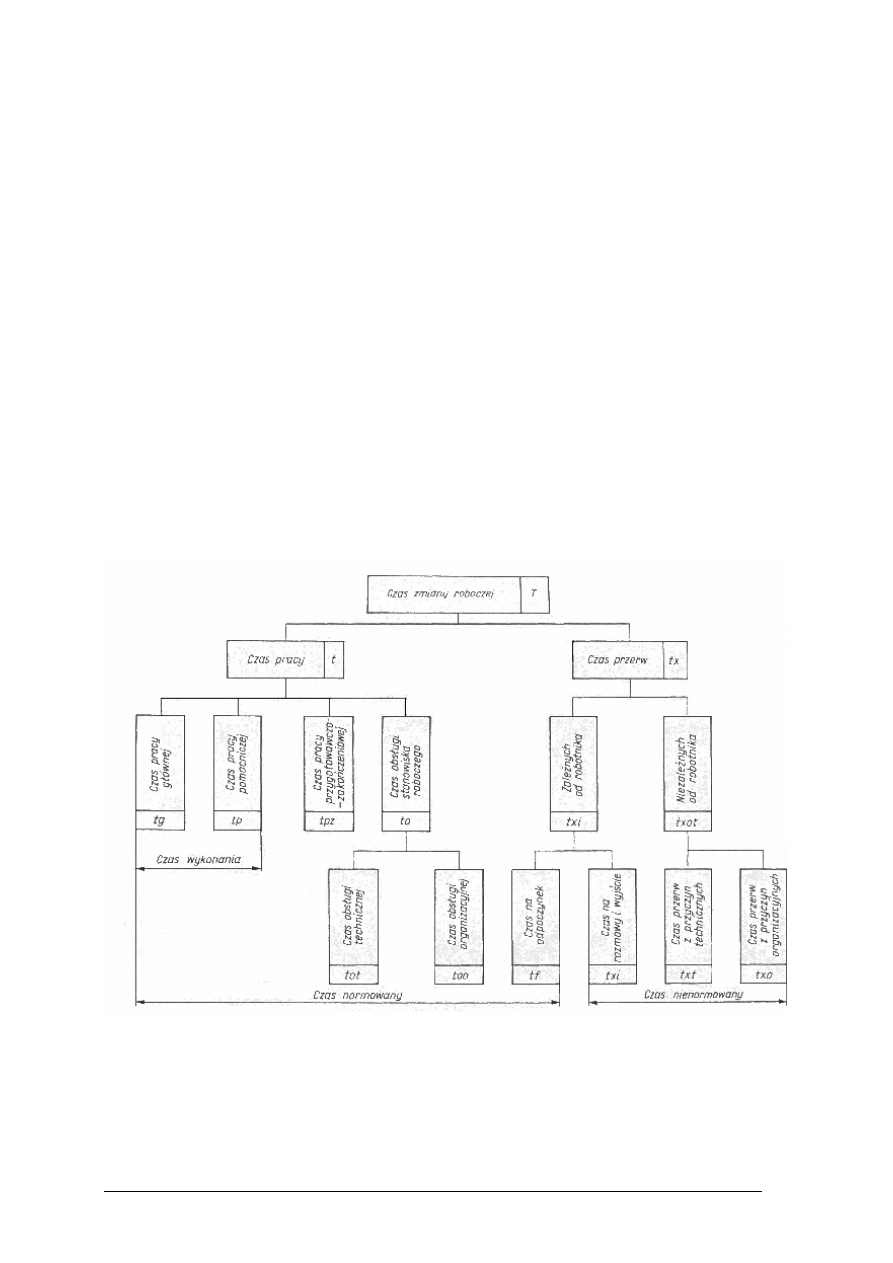
Czas pracy liczy się od momentu jej rozpoczęcia do zakończenia i dzielimy go na czas
pracy normowany i nienormowany.
Rys. 9 . Klasyfikacja czasu pracy pracowników
Źródło: Woźniczka B., Technologia wytwarzania odzieży, SOP w Toruniu, Toruń 1998.
Czas normowany obejmuje:
−
czas pracy głównej np. zszycie po linii szwu bocznego bluzki damskiej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
−
czas pracy pomocniczej np. podłożenie przodu i tyłu bluzki pod stopkę maszyny,
−
czas pracy przygotowawczo-zakończeniowy np. przygotowanie stanowiska pracy do
podjęcia pracy, sprzątnięcie stanowiska pracy po zakończeniu pracy,
−
czas obsługi stanowiska roboczego np. założenie nici, zapisanie wykonanej pracy,
−
czas przerw na odpoczynek np. czas na posiłek oraz inne potrzeby fizjologiczne.
Czas nienormowany obejmuje przerwy nieplanowane:
−
czas przerw zależnych od pracownika np. opuszczenie stanowiska pracy,
−
czas przerw niezależnych od pracownika np. z przyczyn technicznych (braku energii,
awarii maszyny) i organizacyjnych, np. braku surowca.
Techniczna norma pracy (TN) – czas niezbędny do wykonania określonego wyrobu lub
jego elementu w danych warunkach organizacyjno-technicznych.
Techniczna norma pracy jest sumą czasu wykonania t
w
i czasu uzupełniającego t
u
u
w
t
t
TN
+
=
w którym:
TN – techniczna norma pracy,
t
w
– norma czasu wykonania zabiegu technologicznego lub wyrobu odzieżowego,
t
u
– norma czasu uzupełniającego.
Czas uzupełniający jest sumą czasu pracy przygotowawczo-zakończeniowego, czasu
obsługi stanowiska roboczego oraz czasu przerw przeznaczonego na odpoczynek.
Metody normowania pracy
Metoda sumaryczna polega na ustalaniu normy czasu na daną operację sumarycznie
(globalnie) bez podziału pracy na elementy składowe np. na czynności główne i pomocnicze
z pominięciem analizy warunków techniczno-organizacyjnych, w których ma być
wykonywany wyrób odzieżowy w jakich praca się odbywa.
Wyróżnia się następujące odmiany:
−
metoda statystyczna – wykorzystanie danych z obowiązującej sprawozdawczości
(z wykonania norm pracy) lub z planów podziału procesu technologicznego z ubiegłych
lat,
−
metoda szacunkowa (doświadczalna) – normę czasu pracy na wykonanie operacji ustala
się na podstawie trwania danej pracy w latach ubiegłych, według danych
z doświadczenia technika normowania lub mistrza produkcyjnego,
−
metoda porównawcza – ustalenie normy czasu na daną operację w porównaniu z czasem
trwania analogicznej pracy na innym stanowisku, dla którego normę już ustalono.
Metodę analityczną stosuje się do ustalenia technicznej normy czasu trwania operacji.
Podstawą ustalenia normy czasu jest szczegółowa analiza czynników decydujących
o wielkości normy czasu wykonania operacji technologicznej danego wyrobu odzieżowego,
np. są to wyposażenie stanowisk w maszyny, urządzenia i przyrządy, szyty asortyment
produkcji, prawidłowość ruchów roboczych, stosowane technologie i parametry obróbki,
długość serii, stosowany surowiec, organizacja pracy (metody organizacji pracy na
stanowisku pracy).
Wyróżnia się następujące odmiany:
−
metoda analityczno-obliczeniowa polega na ustaleniu norm czasu na poszczególne
operacje technologiczne w warunkach laboratoryjnych, jeszcze przed uruchomieniem
produkcji,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
−
metoda analityczno-doświadczalna opiera się na pomiarach czasu trwania pracy
bezpośrednio na stanowisku roboczym w zespole produkcyjnym.
Metody obserwacji i pomiaru czasu pracy
Obserwacje i pomiary czasu pracy mogą być prowadzone na miejscu pracy i dotyczą
pracownika np. wykonującego operacje technologiczną, urządzenia technicznego, stębnówki
z oprzyrządowaniem lub procesu technologicznego np. szycie wyrobu odzieżowego.
Chronometraż
Chronometraż jest to obserwacja, pomiar i analiza czasu wykonania operacji
technologicznej na stanowisku pracy pracownika. Wskutek analizy wyników badań
przeprowadzonych za pomocą chronometrażu możemy:
−
ustalić normę czasu pracy dla nowej operacji technologicznej,
−
zbadać normę czasu pracy dla określonego zabiegu technologicznego,
−
zmienić metody pracy i ustalić nową normę czasu pracy dla zabiegu technologicznego.
Kolejność czynności podczas chronometrażu:
– przygotowanie
się do przeprowadzenia chronometrażu
−
opracowanie karty chronometrażowej na podstawie dokumentacji technicznej
i organizacyjno-produkcyjnej.
−
wybór pracownika na stanowisku realizującego badane zadanie,
−
ustalenie liczby pomiarów,
−
opracowanie karty chronometrażowej, przygotowanie urządzenia do pomiaru czasu –
sekundomierza z podwójnym mechanizmem lub deski chronometrażowej z czteroma
sekundomierzami.
Przeprowadzenie pomiarów na stanowisku pracy.
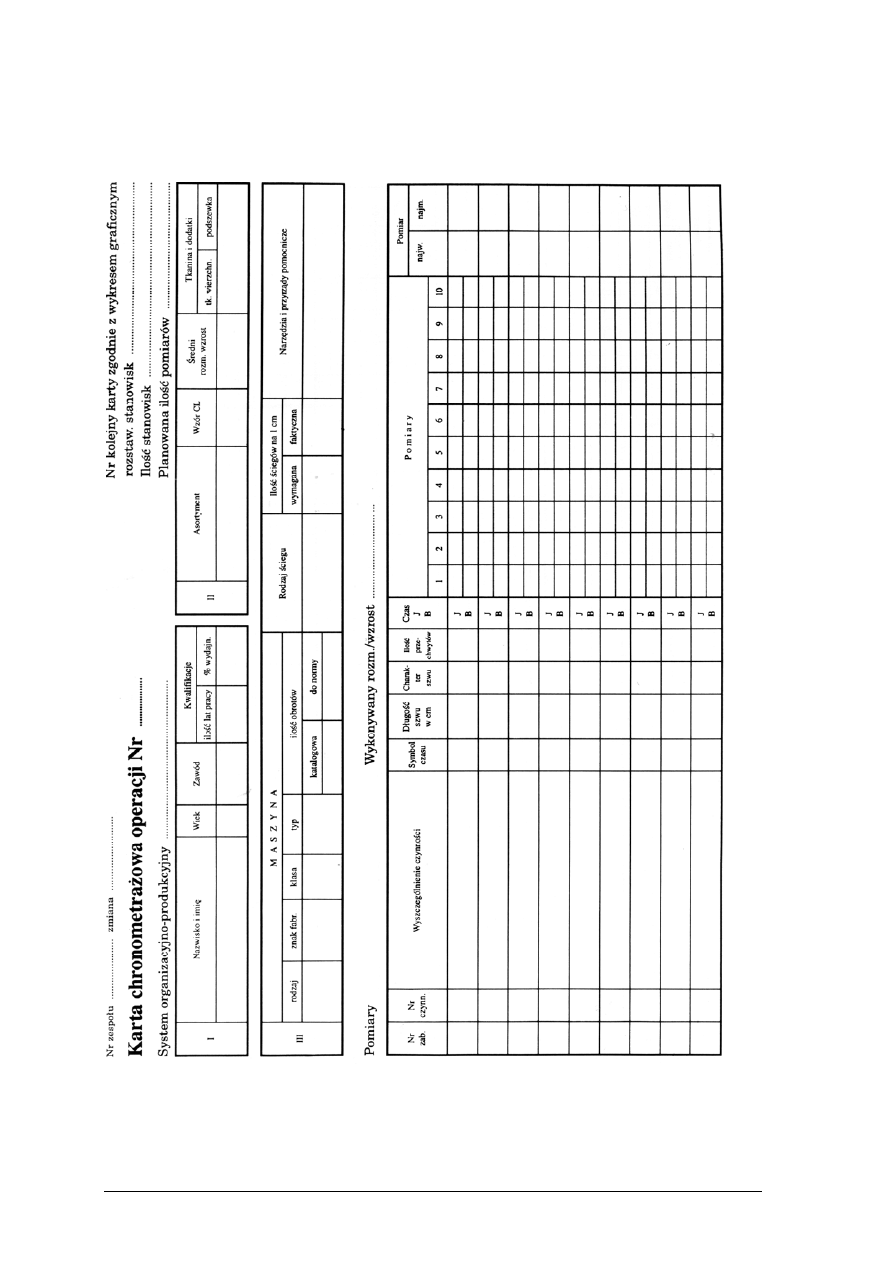
Wyniki chronometrażu wpisuje się do karty chronometrażowej w rubrykach „Pomiary”.
Zapis pionowy stosuje się wtedy, gdy pracownik wykonuje czynności w kolejności
technologicznej najpierw w jednym wyrobie odzieżowym i odkłada go, a następnie takie
same czynności wykonuje w następnym elemencie wyrobu odzieżowego.
Opracowanie wyników pomiarów:
−
obliczanie współczynnika zwartości chronoszeregu statystycznego według wzoru:
min
max
t
t
K
=
w którym:
K – współczynnik zwartości chronoszeregu,
t
max
– maksymalny wynik pomiaru,
t
min
– minimalny wynik pomiaru.
Wartość współczynnika zwartości chronoszeregu uzależnia się od typu produkcji, czasu
trwania badanej czynności i rodzaju operacji.
Wyniki pomiarów przyjmuje się za prawidłowe jeżeli:
dop
K
K
≤
K
– współczynnik zwartości chronoszeregu,
K
dop
– dopuszczalny współczynnik zwartości chronoszeregu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
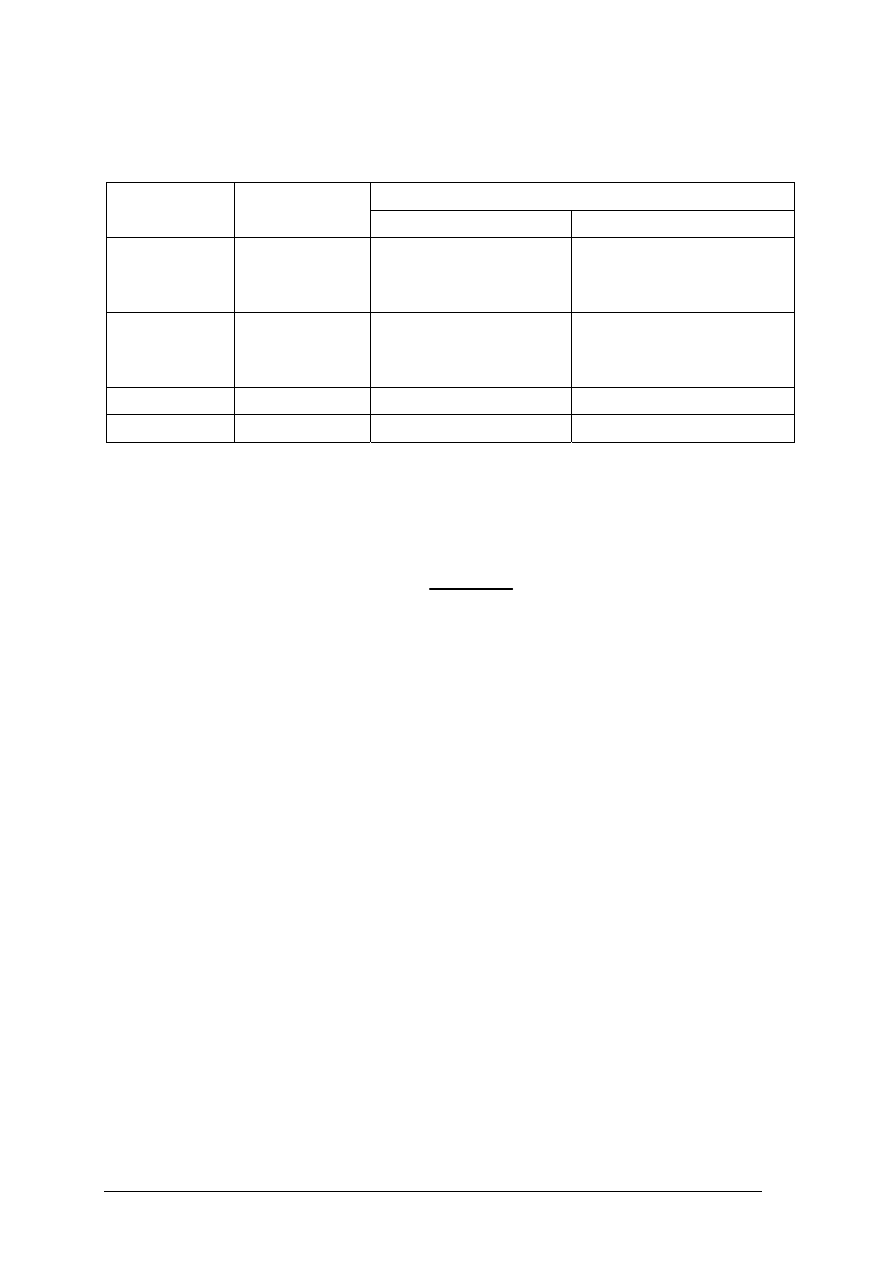
39
Tabela 4. Dopuszczalne wartości współczynników zwartości chronoszeregów
Źródło: Kazik R., Krawczyk J.: Technologia odzieży, WSiP, Warszawa 1998
Współczynnik zwartości szeregu (K
dop
)
Typ produkcji
Czas trwania
czynności
Prace maszynowo-ręczne
Prace ręczne
Masowa
do 0,10 min
0,11 – 0,30 min
ponad 0,30
1,5
1,3
1,2
2,0
1,7
1,5
Wielkoseryjna
do 0,10 min
0,11 – 0,30 min
ponad 0,30
1,8
1,5
1,3
2,5
2,0
1,8
Średnioseryjna
–
1,7
2,5
Małoseryjna
–
2,0
3,0
Jeżeli współczynnik K przekracza dopuszczalne granice, należy chronoszereg oczyścić, tzn.
nie uwzględniać przy dalszych wyliczeniach czasu pomiaru największego i najmniejszego.
Wyliczanie wartości średniej arytmetycznej wielkości według wzoru:
n
t
t
t
śr
n
t
+
⋅⋅
⋅
+
+
=
2
1
gdzie:
t
śr –
średnia arytmetyczna czasu wykonania czynności, zapisuje się w rubryce „średnie”,
t
1
, t
2
...t
n
– jednostkowe czasy wykonania poszczególnych czynności zapisanych poziomo
w karcie chronometrażu,
n – liczba wykonanych pomiarów.
Wyliczone średnie czasy należy wpisać do odpowiedniej rubryki na pierwszej stronie
karty chronometrażowej.
Jeżeli badania przeprowadza się na kilku stanowiskach wykonujących takie same
operacje, to wszystkie te średnie wielkości pomiarów czasu sumuje się i wylicza dla nich
średnią arytmetyczną,
Średnie czasy wykonania są podstawą do opracowania technicznej normy pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Tabela 5.Karta chronometrażowa operacji
Źródło: Woźniczka B., Technologia wytwarzania odzieży, SOP w Toruniu, Toruń 1998.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Fotografia czasu pracy
Fotografia czasu pracy jest to obserwacja i rejestracja przebiegu pracy w wyniku
pomiarów wszystkich zjawisk zachodzących na stanowisku pracy i w kolejności ich
wykonania.
Cel fotografii czasu pracy:
−
zebranie danych do opracowania norm czasu uzupełniającego (t
pz
, t
o
, t
f
),
−
zbadanie wielkości strat czasu pracy i ich przyczyn,
−
zbadanie wykorzystania czasu pracy,
−
ustalenie przyczyn i likwidacja niedociągnięć w organizacji pracy na stanowiskach.
Fotografia może być prowadzona na jednym stanowisku pracy tzw. indywidualna lub
zespołowa.
Kolejność czynności podczas fotografii czasu pracy:
−
Przygotowanie do przeprowadzenia obserwacji i pomiarów:
−
wybór obiektu badawczego (jedno stanowisko lub grupa stanowisk),
−
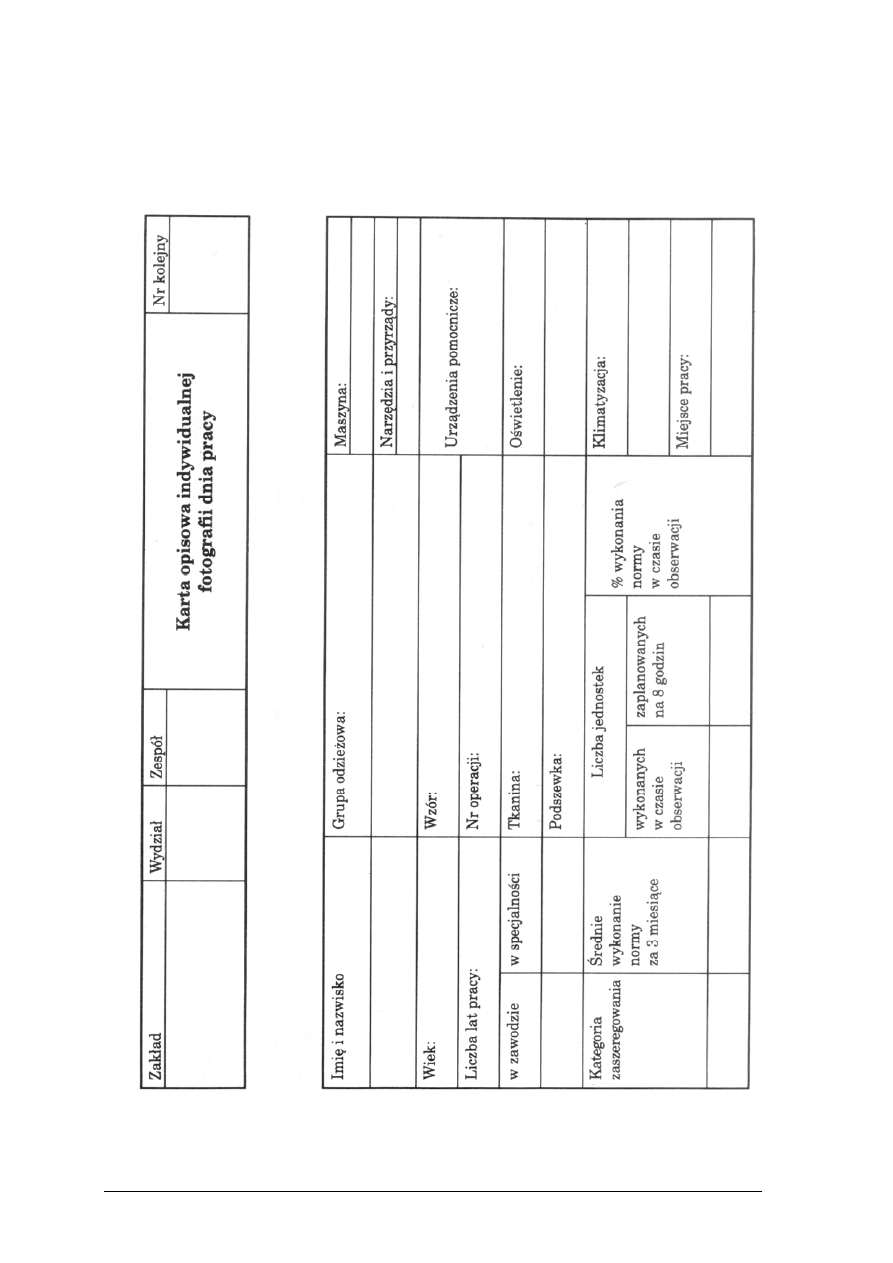
przygotowanie dokumentacji, tj. karty opisowej indywidualnej fotografii dnia pracy.
−
Rejestrowanie w arkuszu obserwacyjnym wzór RO-2 w układzie chronologicznym
wszystkich zjawisk zachodzących w ciągu całej zmiany roboczej na stanowisku pracy od
czasu rozpoczęcia do czasu zakończenia zachodzącego zjawiska (czas zakończenia
pewnego zdarzenia jest jednocześnie czasem rozpoczęcia następnego).
−
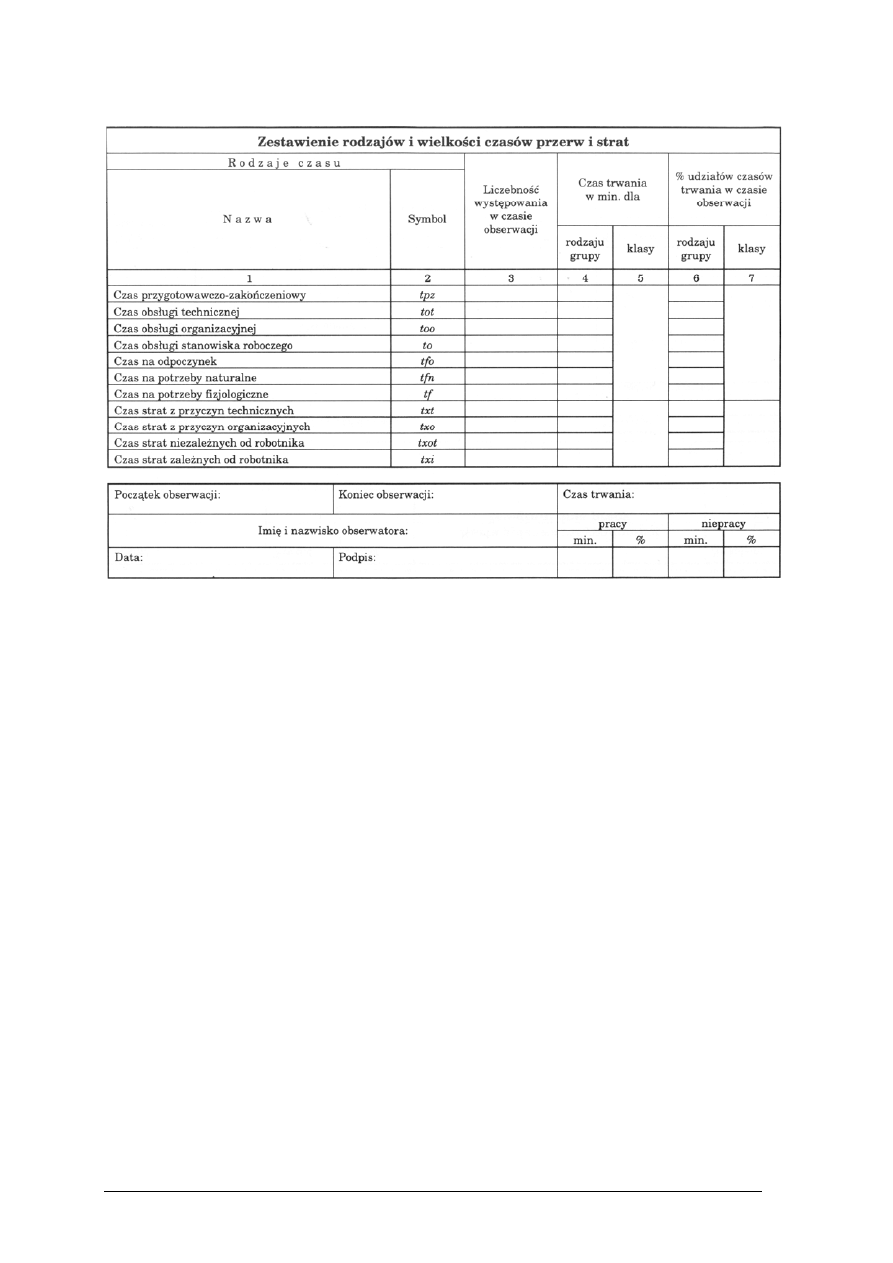
Zestawienie wyników i opracowanie wniosków
W zestawieniu wyników pomija się czas wykonania (czas główny i czas pomocniczy).
Pozostały czas należy podzielić na klasę przerw (czas normowany) i klasę strat (przerwy
w pracy, które nie są normowane).
Po wyliczeniu czasu trwania zjawisk w każdej klasie i grupie zapisuje się wyniki
w odpowiedniej kolumnie i wierszu w arkuszu RO-1.
Następnie dokonuje się analizy wyników z przeprowadzonych badań, opracowuje się
spostrzeżenia i ustala wnioski oraz przedkłada kierownictwu zakładu w celu ulepszenia
istniejącej organizacji pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Tabela 6. Karta opisowa indywidualnej fotografii dnia pracy
Źródło: Woźniczka B., Technologia wytwarzania odzieży, SOP w Toruniu, Toruń 1998.
Strona 1
Wzór R0-1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Strona 2
Wzór R0-1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Tabela 7. Arkusz obserwacyjny indywidualnej fotografii dnia pracy.
Źródło: Woźniczka B., Technologia wytwarzania odzieży, SOP w Toruniu, Toruń 1998.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
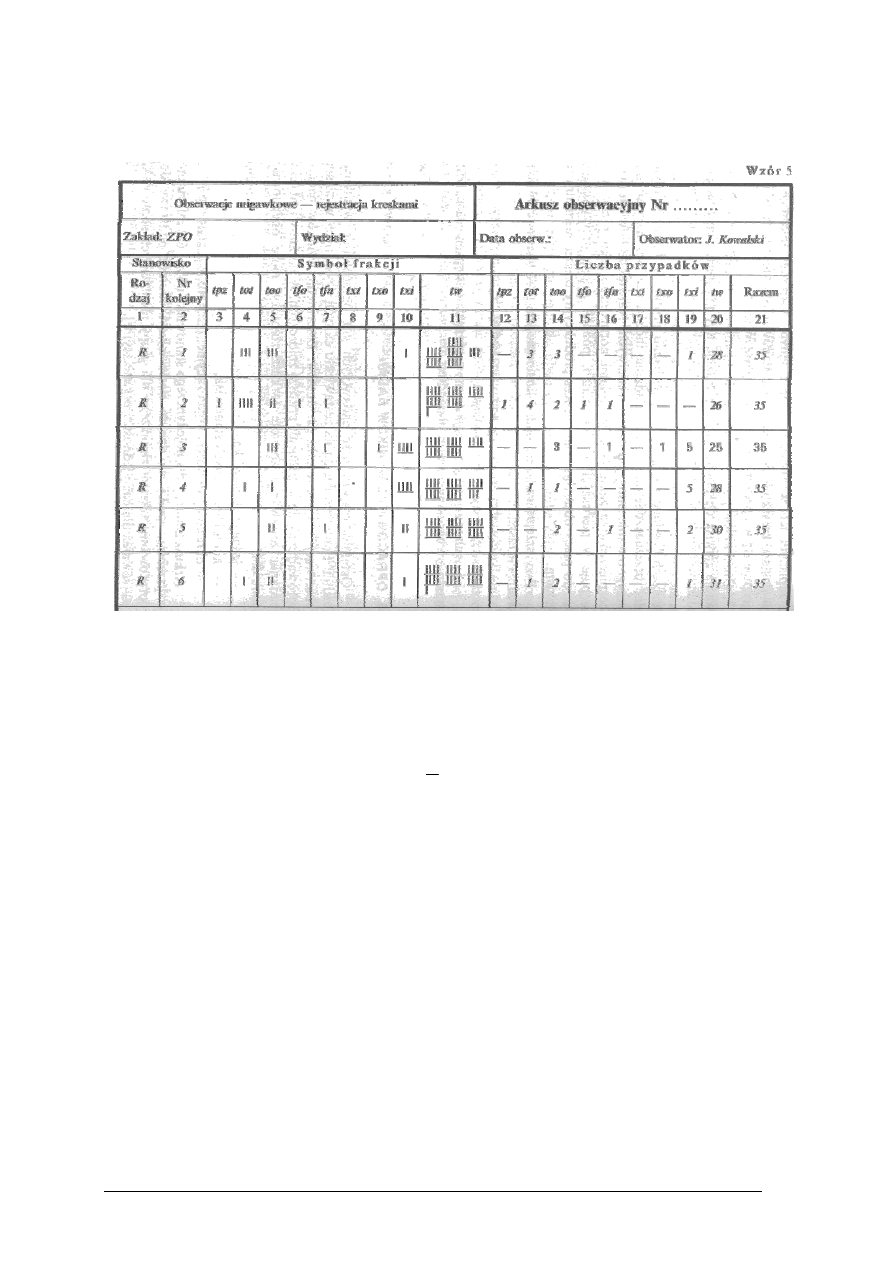
Obserwacje migawkowe
Obserwacje migawkowe są to krótkie obserwacje poszczególnych stanowisk pracy,
rejestrowanie spostrzeżeń i określanie na ich podstawie proporcji czasu przerw w stosunku do
czasu pracy.
Cel obserwacji migawkowych:
−
w jakim czasie dnia pracownicy najlepiej pracują, a kiedy ich tempo pracy słabnie,
−
w jakim stopniu są wykorzystane maszyny i urządzenia,
−
jak duże są przerwy w pracy i z jakich przyczyn one powstają.
Czynności podczas obserwacji migawkowych:
−
przygotowania do badań:
−
ustalenie celu i przedmiotu badań,
−
ustalenie liczby frakcji do badań,
−
ustalenie liczby obserwacji,
−
ustalenie okresu badań,
−
ustalenie trasy obchodów,
−
ustalenie godzin obchodów,
−
zaznajomienie załogi z planem badań,
−
przygotowanie dokumentacji.
Arkusz obserwacyjny (Wzór 5) jest dokumentem, na którym dokonuje się zapisów
w czasie obserwacji. W układzie pionowym są wyszczególnione kolejne numery stanowisk,
a poziomo rodzaje frakcji.
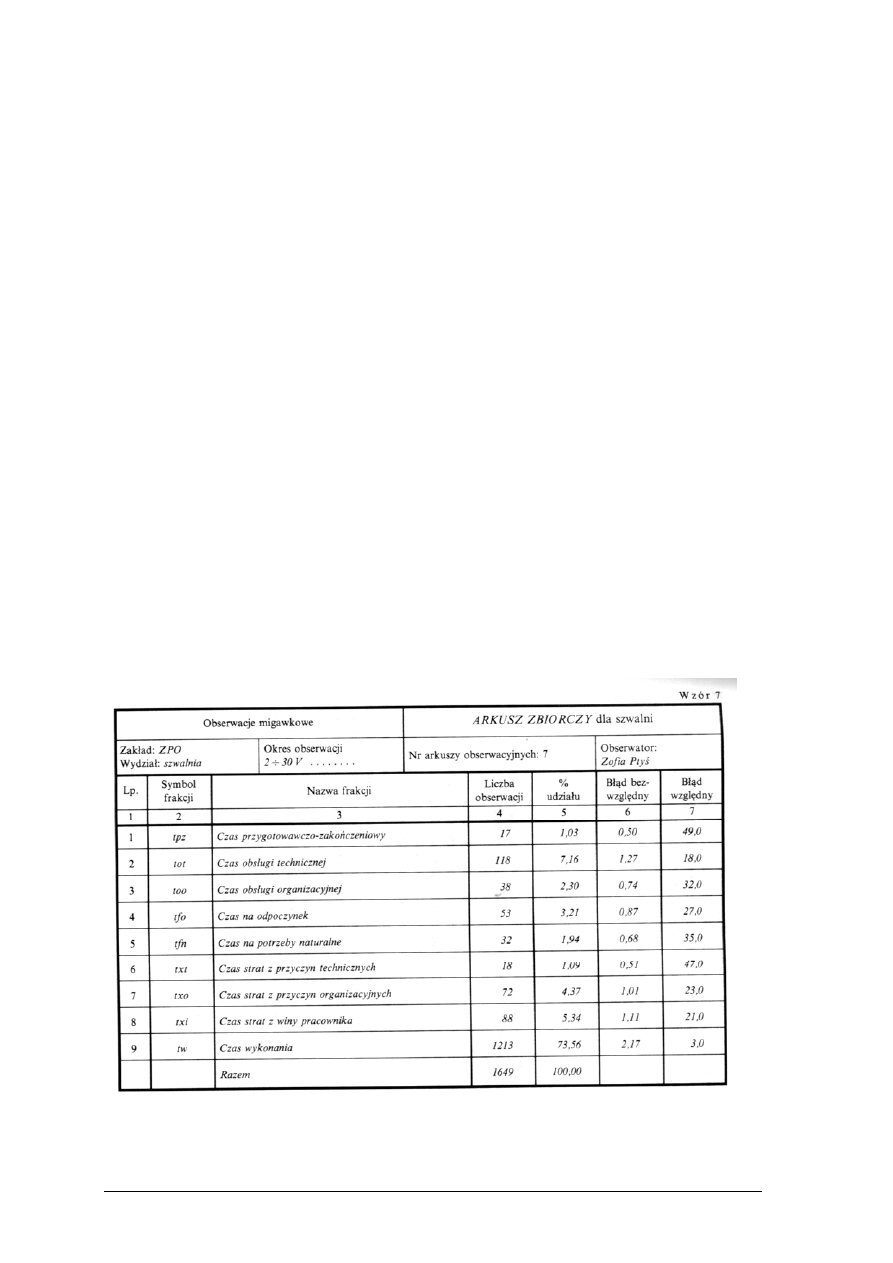
Arkusz zbiorczy (Wzór 7) wyników obserwacji sporządza się na podstawie danych
zawartych w arkuszach obserwacyjnych.
Tabela 8. Arkusz zbiorczy wyników obserwacji
Źródło: Kazik R., Krawczyk J.: Technologia odzieży, WSiP, Warszawa 1998
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
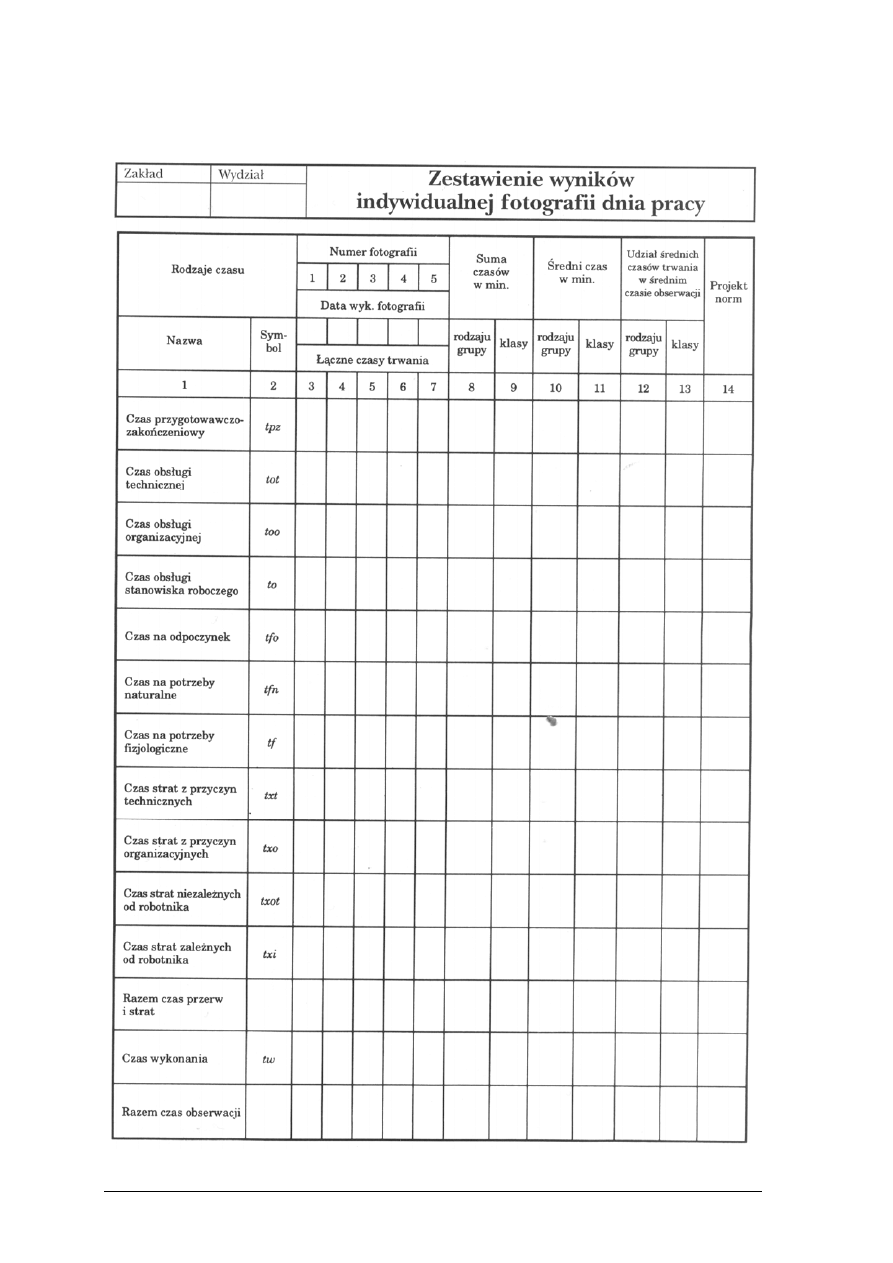
Tabela 9. Zestawienie indywidualnej fotografii dnia pracy
Źródło: Kazik R., Krawczyk J.: Technologia odzieży, WSiP, Warszawa 1998
−
Przeprowadzenie badań polega na zaobserwowaniu, zachodzących na wyznaczonych
stanowiskach pracy w zespole produkcyjnym i zapisaniu ich w arkuszu obserwacyjnym
−
Opracowanie wyników badań – wypełnienie arkusza.
Wyliczenie udziału procentowego zarejestrowanych zjawisk dla poszczególnych frakcji
w stosunku do ogółu przeprowadzonych obserwacji według wzoru:
%
p
n
a
100
⋅
=
w którym:
p – wielkość frakcji w %
a – liczba obserwacji danej frakcji,
n – ogólna liczba obserwacji.
Po wyliczeniu procentowego udziału poszczególnych frakcji w ogólnej liczbie obserwacji
przeprowadza się analizę pracy na danym stanowisku.
Koszty konfekcjonowania
Koszt konfekcjonowania wynika z czasu konfekcjonowania ustalonego dla danego wzoru
odzieżowego – technicznej normy pracy. Czas konfekcjonowania wyrobów odzieżowych
obejmuje wszystkie fazy procesu technologicznego tj.: krojenie, szycie, prasowanie,
pakowanie. Koszt konfekcjonowania wylicza się na podstawie wzoru.:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
c
T
K
k
⋅
=
w którym:
K – koszt konfekcjonowania wyrobu odzieżowego [zł/ szt],
T
k
– czas konfekcjonowania wyrobu odzieżowego [min/szt],
c – koszt jednej normominuty [zł/min],
Koszt konfekcjonowania służy do obliczania stawek płacowych i do określenia ceny
wyrobu odzieżowego.
Organizacja pracy zespołów pracowniczych
W przemysłowej produkcji odzieży organizacja pracy zespołów pracowniczych zależy
od:
−
wielkości serii produkcji,
−
asortymentu,
−
systemu organizacji produkcji.
Zespoły pracownicze wytwarzające produkcję seryjną lub masową są podzielone na
grupy: obróbkowe poszczególnych elementów odzieży, montażowe i wykończeniowe.
Poszczególne grupy obróbkowe mogą znajdować się w jednej sali produkcyjnej w tzw.
cyklu zamkniętym lub w oddzielnych pomieszczeniach np. prasowanie lub klejenie odbywa
się w innym pomieszczeniu i wtedy produkcja wytwarzana jest w tzw. cyklu otwartym.
W nowszych rozwiązaniach organizacyjnych przewiduje się cykl zamknięty bez
wydzielania prasowalni.
Spływ wykonanych elementów z grup obróbkowych jest zsynchronizowany w czasie
z przebiegiem produkcji w grupie montażowej z zachowaniem zasady utrzymania na
stanowiskach stałego zapasu półproduktów: na stanowiskach maszynowych (przeciętnie po 2
paczki elementów); na stanowisku rozdzielczym (szykowacza) ok. 30 paczek wykrojów, na
stanowisku kompletowania 20-30 paczek elementów.
Zapas robót w toku dla danej grupy oblicza się według wzoru:
x
s
N
P
+
⋅
=
w którym: P – półprodukty w toku obróbki (szt),
N – liczba pracowników w grupie,
S – liczba elementów (wykrojów) w paczce [szt/1 osobę],
x – dodatkowy zapas technologiczny [szt].
Dla wstępnych grup obróbkowych przeciętny dodatkowy zapas technologiczny wynosi
½ planu produkcji na jedną zmianę.
Dla wszystkich grup przed montażem przeciętnie przyjmuje się dodatkowy zapas
technologiczny w wysokości ¼ planu produkcji na jedną zmianę.
Zadania dla poszczególnych grup obróbkowych , montażowych i wykończeniowych oraz
stanowisk pracy, przydziela mistrz (brygadzista) na podstawie dokumentu: „Podział procesu
technologicznego i wyposażenia stanowisk pracy”.
Każdy pracownik na stanowisku pracy otrzymuje dokument: „Karta operacji”, który
zawiera niezbędne informacje dotyczące zadań produkcyjnych.
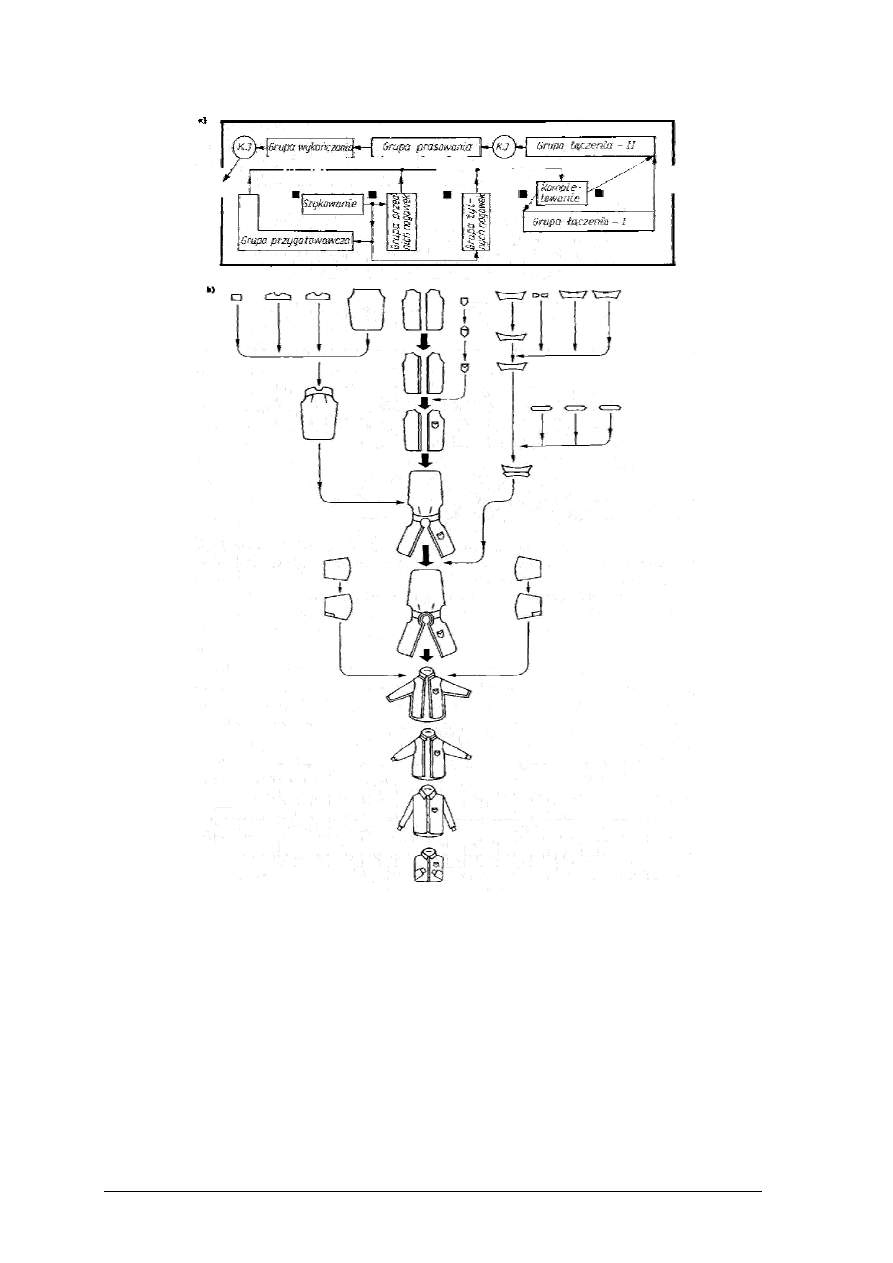
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Rys. 10. Plan rozmieszczenia grup obróbkowych w systemie wieloseryjnym potokowym lub synchro: a)
schemat blokowy (produkcja spodni), b) schemat przebiegu produkcji bluzek lub koszul
Źródło: Czyżewski H.: Krawiectwo, WSiP, Warszawa 1996

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczenia:
1) Wymień składniki dokumentacji organizacyjno-produkcyjnej.
2) Wymień etapy wykonywania dokumentacji organizacyjno-produkcynej.
3) Wyjaśnij, co to jest rytm pracy zespołu?
4) Jak dzieli się czas pracy dla potrzeb zespołu normowania?
5) Wymień metody normowania pracy.
6) Wyjaśnij, co to jest chronometraż?
7) Wyjaśnij, co to jest fotografia czasu pracy?
4.3.3. Ćwiczenia
Ćwiczenie 1
Określ przeznaczenie poszczególnych składników dokumentacji organizacyjno-
produkcyjnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) podać nazwy poszczególnych dokumentów dokumentacji organizacyjno-produkcyjnej,
4) opisać zastosowanie poszczególnych składników dokumentacji organizacyjno-
produkcyjnej w procesie produkcji wyrobów odzieżowych,
5) dokonać analizy wykonania zadania pod kątem poprawności,
6) zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
arkusz papieru,
−
przybory do pisania.
Ćwiczenie 2
Wykonaj chronologiczne zestawienie zabiegów dla wybranego wyrobu odzieżowego.
Sposób wykonania ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) wybrać model odzieży do wykonania ćwiczenia,
4) przygotować tabelę wg wzoru podanego w rozdziale 4.3. w „Poradniku dla ucznia”,
5) wykonać chronologiczne zestawienie zabiegów dla systemu potok z synchronizowanymi
zespołami obróbkowymi lub synchro,
6) dokonać analizy wykonanego zadania,
7) zaprezentować pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Wyposażenie stanowiska pracy
−
arkusz papieru,
−
przybory do pisania, linijka,
−
model wybranego wyrobu odzieżowego,
−
dokumentacja techniczno-technologiczna wybranego modelu odzieżowego.
Ćwiczenie 3
Opracuj kartę „Podział procesu technologicznego i wyposażenia stanowisk pracy” dla
wybranego wyrobu odzieżowego, mając dane: wielkość planowanego rytmu pracy
i dopuszczalne odchylenie od rytmu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) zaplanować kolejność postępowania,
4) opracować tabelę wg wzoru podanego w rozdziale 4.3. w „Poradniku dla ucznia”,
5) opracować podział procesu technologicznego, z podziałem na zespoły obróbkowe,
montażowe i wykończeniowe,
6) dobrać maszyny i urządzenia dla każdego zabiegu technologicznego,
7) dokonać analizy poprawności wykonanego zadania,
8) zapisać wnioski,
9) zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
arkusz papieru,
−
przybory do pisania, linijka,
−
chronologiczne zestawienie zabiegów dla wybranego wyrobu odzieżowego.
Ćwiczenie 4
Opracuj „Wykres równomiernego obciążenia stanowisk pracy” dla wybranego wyrobu
odzieżowego.
Oceń poprawność opracowanego „Podziału procesu technologicznego i wyposażenia
stanowisk pracy”
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) zaplanować kolejność postępowania,
4) opracować wykres równomiernego obciążenia stanowisk pracy (przykład wykonanego
równomiernego obciążenia stanowisk pracy podano w rozdziale 4.3)
5) dokonać analizy poprawności wykonania wykresu,
6) zapisać wyniki,
7) zaprezentować pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Wyposażenie stanowiska pracy:
−
arkusz papieru,
−
przybory do pisania, linijka,
−
przybory kreślarskie,
−
„Podział procesu technologicznego i wyposażenia stanowisk pracy” dla wybranego
wyrobu odzieżowego,
Ćwiczenie 5
Opracuj „Plan rozmieszczenia stanowisk pracy w szwalni” mając dane: wskaźnik
powierzchni produkcyjnej na jedno stanowisko w szwalni i liczbę pracowników
zatrudnionych w zespole na pierwszej zmianie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory niezbędne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) zaplanować kolejność postępowania,
4) ustalić odpowiednią podziałkę (np. 1:100),
5) ustalić szerokość sali produkcyjnej,
6) wykreślić na arkuszu papieru prostokąt o wymiarach długości i szerokości sali
produkcyjnej,
7) zaplanować drogi transportu przedmiotów pracy,
8) opracować plan rozmieszczenia stanowisk pracy w szwalni,
9) dokonać analizy poprawności opracowania planu rozmieszczenia stanowisk pracy
w szwalni,
10) zapisać wnioski,
11) zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
arkusz papieru milimetrowego,
−
przybory do pisania, przybory kreślarskie (linijka, ołówek, gumka, skalówka),
−
karta „Podział procesu technologicznego i wyposażenia stanowisk pracy",
−
wymiary blatów stołów, maszyn, urządzeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) zastosować poszczególne składniki dokumentacji
organizacyjno-produkcyjnej?
2) wykonać chronologiczne zestawienie zabiegów dla
określonego wyrobu odzieży?
3) opracować podział procesu technologicznego dla określonego
wyrobu odzieżowego?
4) dobrać maszyny i urządzenia do wykonania określonej
operacji technologicznej?
5) dokonać analizy poprawności wykonanego „Podziału procesu
technologicznego i wyposażenia stanowisk pracy”?
6) opracować plan rozmieszczenia stanowisk pracy w sali
produkcyjnej?
7) scharakteryzować metodę chronometrażu?
8) scharakteryzować metodę fotografii czasu roboczego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1) Przeczytaj uważnie instrukcję.
2) Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3) Zapoznaj się z zestawem pytań testowych.
4) Test zawiera 15 pytań wielokrotnego wyboru, z których:
– zadania 1, 2, 3, 4, 5, 9, 12, 14, 15 są z poziomu podstawowego
– zadania 6, 7, 8, 10, 11, 13 z poziomu ponadpodstawowego.
Do każdego pytania dołączone są 4 możliwości odpowiedzi,. Za każdą prawidłową
odpowiedź otrzymasz 1 punkt. Za złą odpowiedź lub jej brak otrzymasz 0 punktów.
5) Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6) Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7) Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8) Na rozwiązanie testu masz 30 min.
Zestaw zadań testowych
1) „Chronologiczne zestawienie zabiegów technologicznych” występuje w:
a) dokumentacji konstrukcji wyrobu,
b) dokumentacji organizacyjno-produkcyjnej,
c) dokumentacji techniczno-technologicznej,
d) dokumentacji norm zużycia materiałów.
2) We wzorcowni wykonywany jest:
a) układ szablonów,
b) szablon przemysłowy,
c) model wzoru odzieży,
d) szablon pomocniczy.
3) Schemat strukturalny wyrobu to:
a) graficzne przedstawienie rozmieszczenia stanowisk pracy w sali produkcyjnej,
b) rysunek techniczny wyrobu odzieżowego,
c) graficzny sposób przedstawienia budowy wyrobu odzieżowego,
d) rysunek modelowy wyrobu odzieżowego.
4. Norma teoretyczna zużycia materiałów wyliczana jest na podstawie:
a) szerokości materiału i wskaźnika wypadów wewnętrznych,
b) układów szablonów,
c) szerokości materiału i powierzchni kompletu szablonów,
d) powierzchni kompletu szablonów, wskaźnika wypadów wewnętrznych szerokości
materiału.
5) Pojedynczy układ szablonów to:
a) układ kompletu szablonów jednej wielkości wyrobu odzieżowego,
b) układ kompletów szablonów dwóch wielkości wyrobu odzieżowego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
c) układ kompletów szablonów trzech wielkości wyrobu odzieżowego,
d) układ szablonów dla więcej niż jednego kompletu wielkości.
6) Faktyczny wskaźnik wypadów wewnętrznych wyznaczany jest na podstawie
a) powierzchnia układu szablonów i wielkości kompletu szablonów,
b) wielkości kompletu szablonów i powierzchni kompletu szablonów,
c) powierzchni układu szablonów i powierzchni kompletu szablonów,
d) wielkości serii produkcyjnej i powierzchni układu szablonów.
7) Norma kalkulacyjna przeznaczona jest do:
a) wyliczenia ceny wyrobu,
b) wyliczenia wypadów wewnętrznych,
c) wyliczenia strat materiałowych,
d) wyliczenia wskaźnika strat z powodu kurczliwości.
8) Układ połowy elementów kompletu szablonów wyrobu odzieżowego sporządzonego na
materiałach złożonych (prawą stroną do wewnątrz) nazywamy:
a) układem symetrycznym,
b) układem sekcyjnym,
c) układem asymetrycznym,
d) układem łączonym.
9) Dokument „Podział procesu technologicznego i wyposażenia stanowisk pracy"
opracowywany jest na podstawie:
a) chronologicznego zestawienia zabiegów,
b) równomiernego obciążenia stanowisk pracy,
c) karty operacji,
d) planu rozmieszczenia stanowisk pracy.
10) W dokumencie „Chronologiczne zestawienie zabiegów technologicznych" ustala się:
a) wszystkie zabiegi technologiczne wyrobu i ich czasy wykonania,
b) czasy wykonania elementów wyrobu,
c) czasy wykonania operacji organizacyjnych,
d) wyposażenie stanowisk pracy.
11) Wielkość planowanego rytmu pracy zespołu zależy od:
a) czasu wykonania zabiegu technologicznego,
b) czasy wykonania operacji organizacyjnych,
c) rodzaju stanowisk pracy,
d) czasu wykonania wszystkich zabiegów wyrobu odzieżowego i planowanej
liczby osób w zespole (na jednej zmianie roboczej).
12) Zakres prac na każdym stanowisku w zespole określony jest w dokumencie:
a) podział procesu technologicznego i wyposażenia stanowisk pracy,
b) chronologiczne zestawienie zabiegów technologicznych,
c) plan rozmieszczania stanowisk pracy,
d) wykres równomiernego obciążenia stanowisk pracy.
13) Wyznacz dopuszczalne odchylenie od rytmu pracy zespołu, Rp=2 minuty, którego
odchylenie wynosi ±10%.
a) ± 0,10 min,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
b) ± 0,2 min,
c) ± 0,8 min,
d) ±0,02 min.
14) Czas potrzebny na wykonanie operacji w danych warunkach technicznych,
technologicznych i organizacyjnych określa:
a) norma techniczna,
b) norma ilościowa,
c) norma wydajności,
d) norma dzienna.
15) Fotografia czasu pracy służy do obserwacji, rejestracji przebiegu pracy i pomiarów oraz
ustalenia:
a) czasu wykonania operacji,
b) czasu uzupełniającego,
c) czasu głównego,
d) czasu nienormowanego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
KARTA ODPOWIEDZI
Imię i nazwisko .........................................................................................................
Opracowanie dokumentacji procesu produkcyjnego
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
Razem:
Z testu można uzyskać następujące oceny szkolne:
−
dopuszczający – za rozwiązanie co najmniej 6 zadań z poziomu podstawowego
−
dostateczny – za rozwiązanie co najmniej 9 zadań z poziomu podstawowego
−
dobry – za rozwiązanie 11 zadań, w tym co najmniej 2 z poziomu ponadpodstawowego
−
bardzo dobry – za rozwiązanie 13 zadań, w tym co najmniej 4 z poziomu
ponadpodstawowego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
6. LITERATURA
1. Czyżewski H.: Krawiectwo. WSiP, Warszawa 1996
2. Kazik R., Krawczyk J.: Technologia odzieży. WSiP, Warszawa 1998
3. Krawiectwo. Technologia. WSiP Spółka Akcyjna, Warszawa 1999 ( tłumaczenie
z j. niemieckiego: Samek P.)
4. Parafianowicz Z., Słownik odzieżowy. WSiP, Warszawa 1995
5. Woźniczka B., Technologia wytwarzania odzieży. SOP w Toruniu, Toruń 1998
Wyszukiwarka
Podobne podstrony:
24 Opracowywanie dokumentacji procesu produkcyjnego
18 Opracowywanie dokumentacji procesu produkcyjnego
Proces produkcyjny i wytwórczy, Dokumenty(2)
Procesy produkcyjne egzamin zagadnienia, opracowaie
Dokumentacja technologiczna w procesie produkcyjnym doc
Proces pielęgnowania Dokumentacja procesu
Opracowanie dokumentacji powypadkowej BHP w firmie
JHP, Informacja naukowa i bibliotekoznastwo 2 semestr, Analiza i opracowaniw dokumentów, Analiza i o
makbet opracowanie, Dokumenty(1)
Proces produkcyjny i wytworczy Nieznany
DOKUMENTACJA PROCESU PIELĘGNOWANIA, studia pielęgniarstwo, procesy pielęgnowania
IQ Wentylacja Formularz 1, Kwalifikacja urządzeń, Kwalifikacja i walidacja urzadzen procesow produkc
sprawko-badanie silnika(1), Semestr 5, Automatyzacja i robotyzacja procesu produkcji
Proces Produkcyjny
Zakłady porcelany Ćmielów proces produkcji
proces produkcji hustawki drewn Nieznany
więcej podobnych podstron