1
ODLEWNICTWO
Odlewnictwo jest to dział technologii w którym wytwarzanie wyrobów polega na dopro-
wadzeniu metalu lub stopu do stanu ciekłego i wypełnieniu nim odpowiednio przygotowanej
formy odlewniczej. Wyroby takie nazywamy odlewami.
Odlewnictwo pod względem tworzywa (materiału) odlewu można podzielić na: odlewnictwo
żeliwa, staliwa i metali nieżelaznych (głównie miedzi, aluminium, cynku i magnezu).
Wytwarzanie odlewów niezależnie od metody i rodzaju tworzywa dzieli się na trzy główne
etapy:
1. Wykonanie formy odlewniczej i rdzeni,
2. Przygotowanie ciekłego metalu i wypełnienie nim formy odlewniczej,
3. Wybijanie lub usunięcie odlewu z formy, wyciąganie rdzenia, oddzielenie układu
wlewowego, oczyszczenie i wykończenie odlewu.
Proces odlewniczy rozpoczyna się w biurze konstrukcyjnym od wykonania rysunku
surowego odlewu, który zawiera wymiary odlewu po wyjęciu go z formy. Posiada on wiele
informacji umożliwiających wykonanie oprzyrządowania odlewniczego.
Oprócz niektórych danych, które podaje się na rysunku konstrukcyjnym odlewu,
powinien on posiadać następujące oznaczenia:
a - płaszczyznę podziału formy,
b - naddatki na obróbkę skrawaniem,
c - naddatki technologiczne,
d - układ wlewowy i nadlewy,
e - bazy obróbkowe do wyjściowych operacji obróbki skrawaniem.
Płaszczyzna podziału formy
dzieli fikcyjnie odlew na dwie części: tę którą w trakcie
odlewania znajduje się w górnej połowie formy i tę która znajduje się w dolnej połowie
formy.
2
Podczas wyboru płaszczyzny podziału formy należy kierować się następującymi
wskazówkami:
- płaszczyzna podziału formy powinna umożliwiać łatwe wyjęcie przedmiotu z formy,
dlatego powinna przechodzić przez największy przekrój odlewu.
- jeśli jest to możliwe, przedmiot powinien znajdować się w jednej połówce formy.
- odpowiedzialne powierzchnie odlewu powinny być usytuowane w dolnej połówce formy
(zanieczyszczenie żużlem i masą formierską.
Na wszystkich powierzchniach odlewu, które mogą być poddane obróbce mechanicznej
należy przewidzieć
naddatek na obróbkę skrawaniem
. Naddatki te zależne są od klasy
odlewu (od I do V), od największego wymiaru gabarytowego i wymiaru mierzonego - dla
żeliwa szarego, odlewanego w formach piaskowych, mieszczą się w granicach 2-10 mm.
Do
naddatków technologicznych
zaliczamy:
- wypełnienie wnęk i otworów odlewanych jako pełne i dopiero później wykonywanych
obróbką skrawaniem,
- naddatki
wynikające z pochyleń ścian odlewu,
- dodatkowe nadlewki służące do uchwycenia przedmiotu podczas obróbki,
- żebra zapobiegające odkształceniu lub pękaniu przedmiotu.
Nie jest ściśle określone kiedy otwory mają być odlane z odpowiednim nadddatkiem na
obróbkę skrawaniem, a kiedy wykonywane są jako pełne i dopiero później obrabia się je
mechanicznie. Jednak na podstawie doświadczeń przyjęto pewne ogólne zależności; dla
odlewów żeliwnych wykonanych w formach piaskowych zależą one od grubości ścianki
odlewu.
Grubość ścianki odlewu [mm] 6–10 20–30 10-50
Min. średnica odlewanego otworu [mm] 6- 10 10-15 12-18
Pochylenie ścian jest niezbędne, aby było możliwe wyjęcie odlewu z formy. Kąt tego
pochylenia zależy od wysokości odlewu i waha się w granicach od 30’ do 3
°.
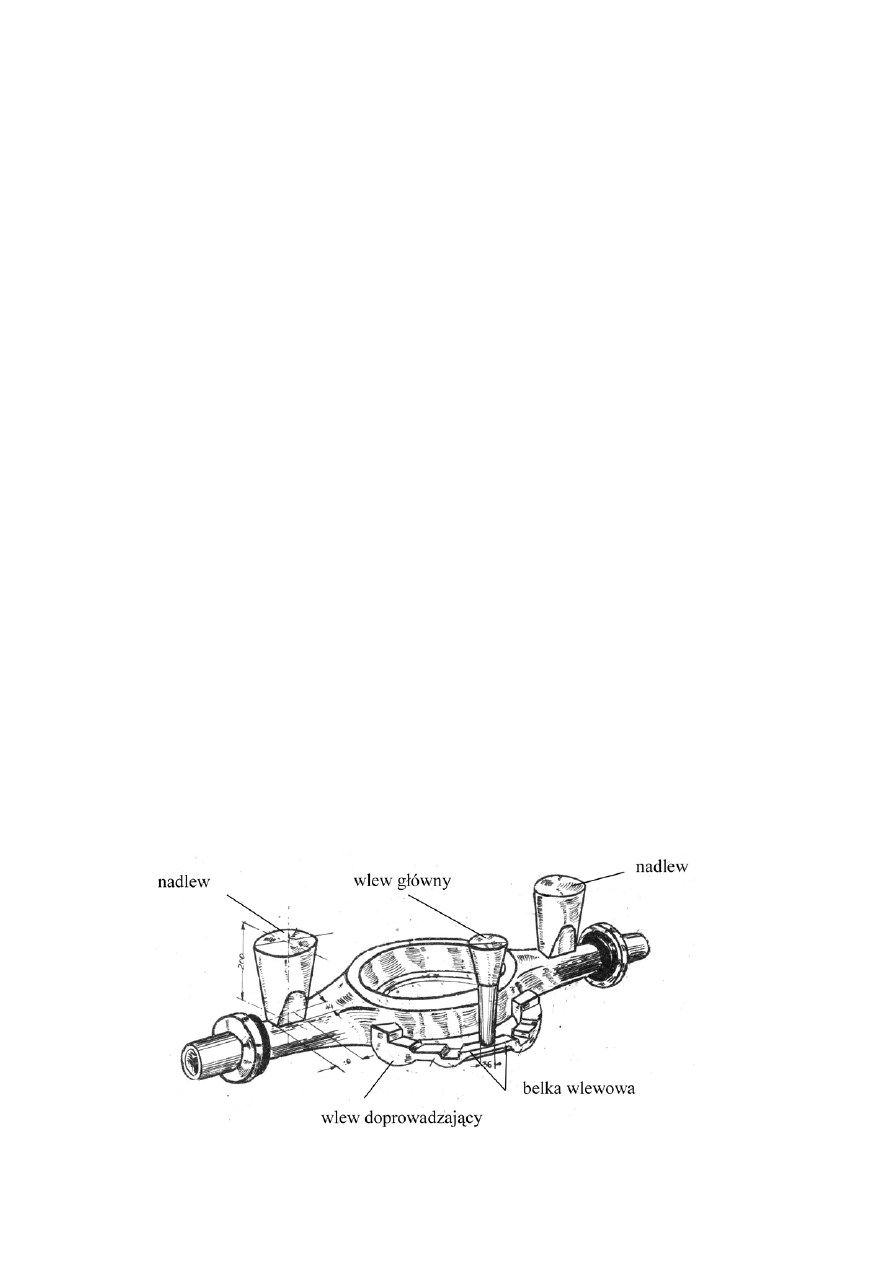
Układ wlewowy
doprowadza ciekły metal do wnęki formierskiej. Na rysunku oznacza się
go za pomocą linii dwukropkowej. Układ wlewowy składa się zazwyczaj z wlewu głównego
ze zbiornikiem wlewowym, belki wlewowej, wlewów doprowadzających
i przelewów lub nadlewów.

3
Do zadań układu wlewowego należy:
1. ciągłe i równomierne doprowadzanie metalu do formy,
2. zabezpieczenie przed przedostaniem się żużla i zanieczyszczeń do formy,
3. zasilanie odlewu podczas krzepnięcia i kompensacja skurczu.
Przy projektowaniu układu odlewowego należy kierować się następującymi zasadami:
a) F
g
> F
b
> F
d
gdzie:
F
g
-suma powierzchni przekrojów wlewu głównego,
F
b
- suma powierzchni przekrojów belki wlewowej,
F
d
- suma powierzchni przekrojów wlewów doprowadzających.
Różnice pomiędzy tymi przekrojami powinny wynosić od 10 – 20%; zapobiega to zasysaniu
żużla i zanieczyszczeń.
b) aby przepływ metalu był spokojny zamiast jednego grubego wlewu głównego należy
zastosować kilka wlewów o mniejszym przekroju,
c) metal wpływając do formy powinien być kierowany możliwie stycznie do ścian i rdzenia
odlewu a nie prostopadle do nich.
Zadaniem
nadlewów
jest zapobieganie tworzeniu się jam i rzadzizn skurczowych w
odlewach. W trakcie krzepnięcia metali nadlewy zasilają odlew ciekłym metalem,
kompensując wpływ skurczu metalu. Nadlew jest zaprojektowany prawidłowo, jeśli krzepnie
dopiero po całkowitym zakrzepnięciu odlewu lub jego części zasilanej przez nadlew. Wtedy
w nim tworzy się jama skurczowa. Często nadlewy służą jednocześnie jako przelewy lub do
wprowadzania ciekłego metalu do formy.
Bazy obróbkowe o wyjściowych operacji obróbki mechanicznej
służą do ustalenia
przedmiotu w przyrządach i uchwytach w pierwszych operacjach obróbki skrawaniem.
Najczęściej są to powierzchnie, które w gotowym wyrobie pozostaną nieobrobione, a jeżeli
jest to niemożliwe powinny być to powierzchnie o najmniejszym naddatku na obróbkę
skrawaniem, najlepiej znajdujące się w czasie zalewania w dolnej połówce formy.
Modele i rdzenie
Zadaniem modelu jest odwzorowanie kształtów i wymiarów zewnętrznych odlewu w formie.
Modele mogą być:
- drewniane - przy produkcji jednostkowej i małoseryjnej,
- ze stopów metali i tworzyw sztucznych - przy produkcji seryjnej i masowej,
- kombinowane – z drewna, metalu i tworzyw sztucznych.
Wymiary modelu muszą być powiększone w stosunku do wymiarów surowego odlewu,
ponieważ powinny uwzględnić skurcz metalu w trakcie procesu odlewania. Powinny również
posiadać odpowiedni kształt umożliwiający usunięcie modelu z formy po jej wykonaniu
(pochylenia odlewnicze, płaszczyznę podziału formy).
Rdzennice
Rdzennice lub skrzynki rdzeniowe służą jako formy do wykonywania rdzeni.
Ich wewnętrzne kształty odpowiadają kształtom i wymiarom tych części odlewu, które będą
odtwarzały rdzenie.
Rdzenie mogą być wykonywane ręcznie lub maszynowo.
4
Czynności przy ręcznym wykonywaniu rdzeni:
1. oczyszczenie rdzennicy,
2. złożenie połówek rdzennicy,
3. napełnienie rdzennicy masą rdzeniową i zagęszczenia z jednoczesnym wstawieniem drutu
stalowego,
4. wykonanie kanału odpowietrzającego,
5. ostukanie odlewnicy i rozłożenie połówek rdzennicy,
6. suszenie rdzenia.
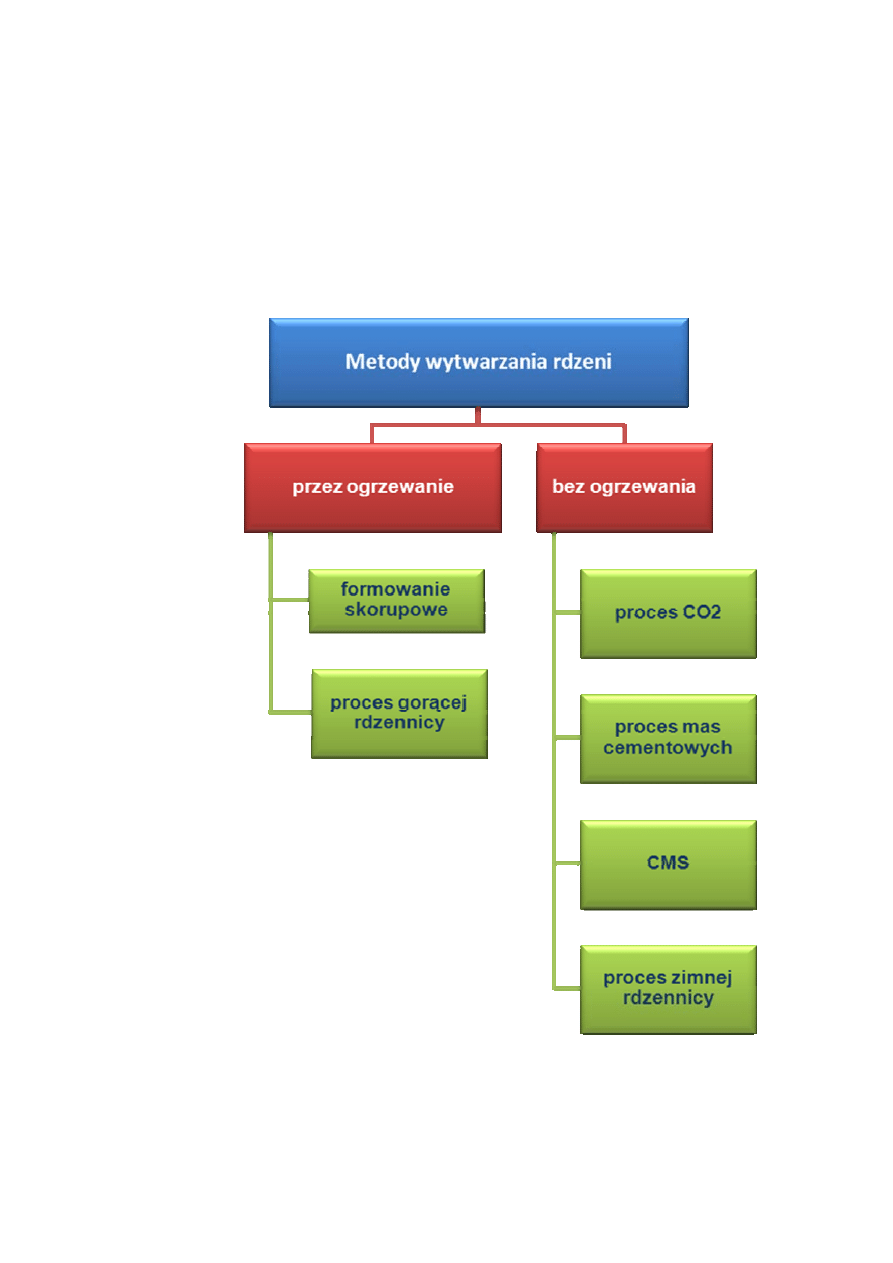
5
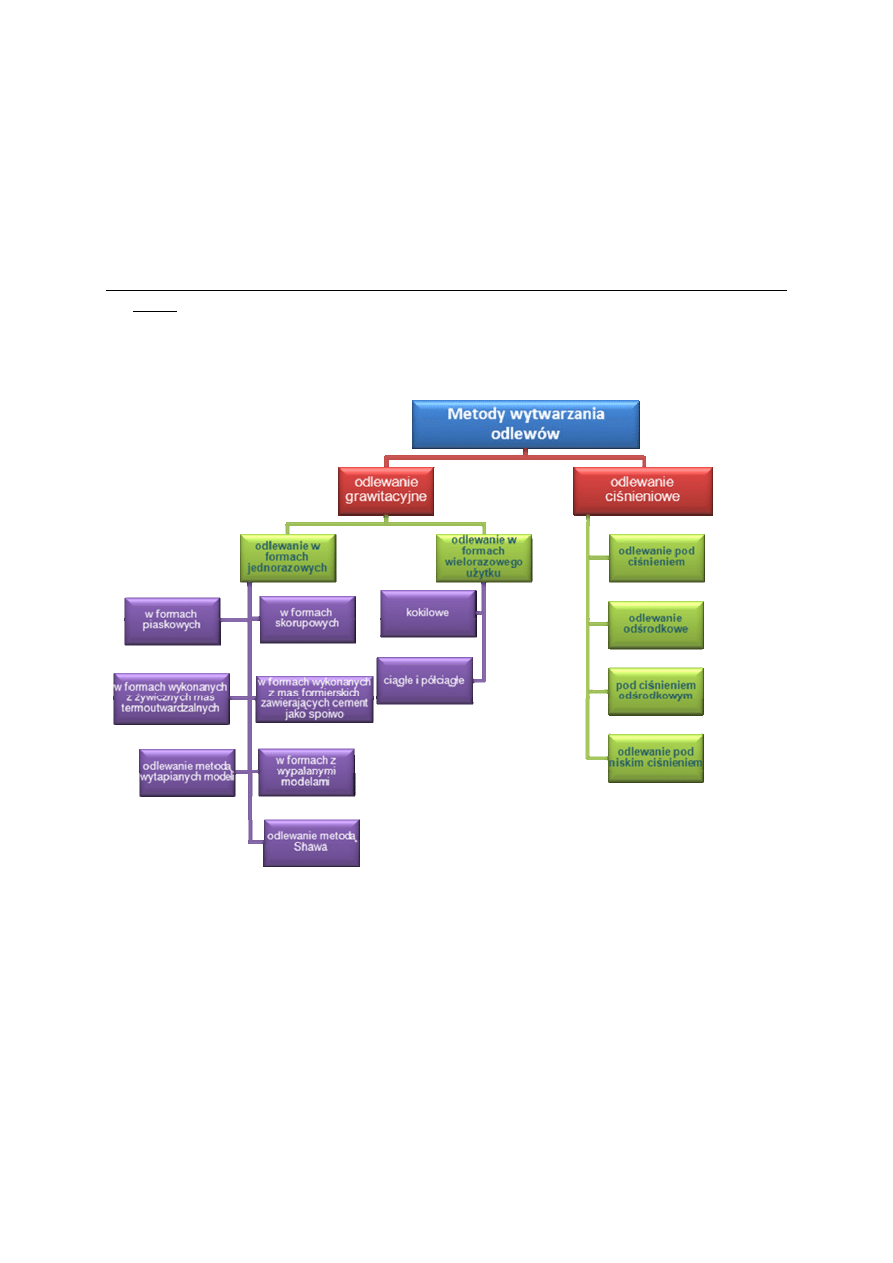
Metody wykonywania odlewów
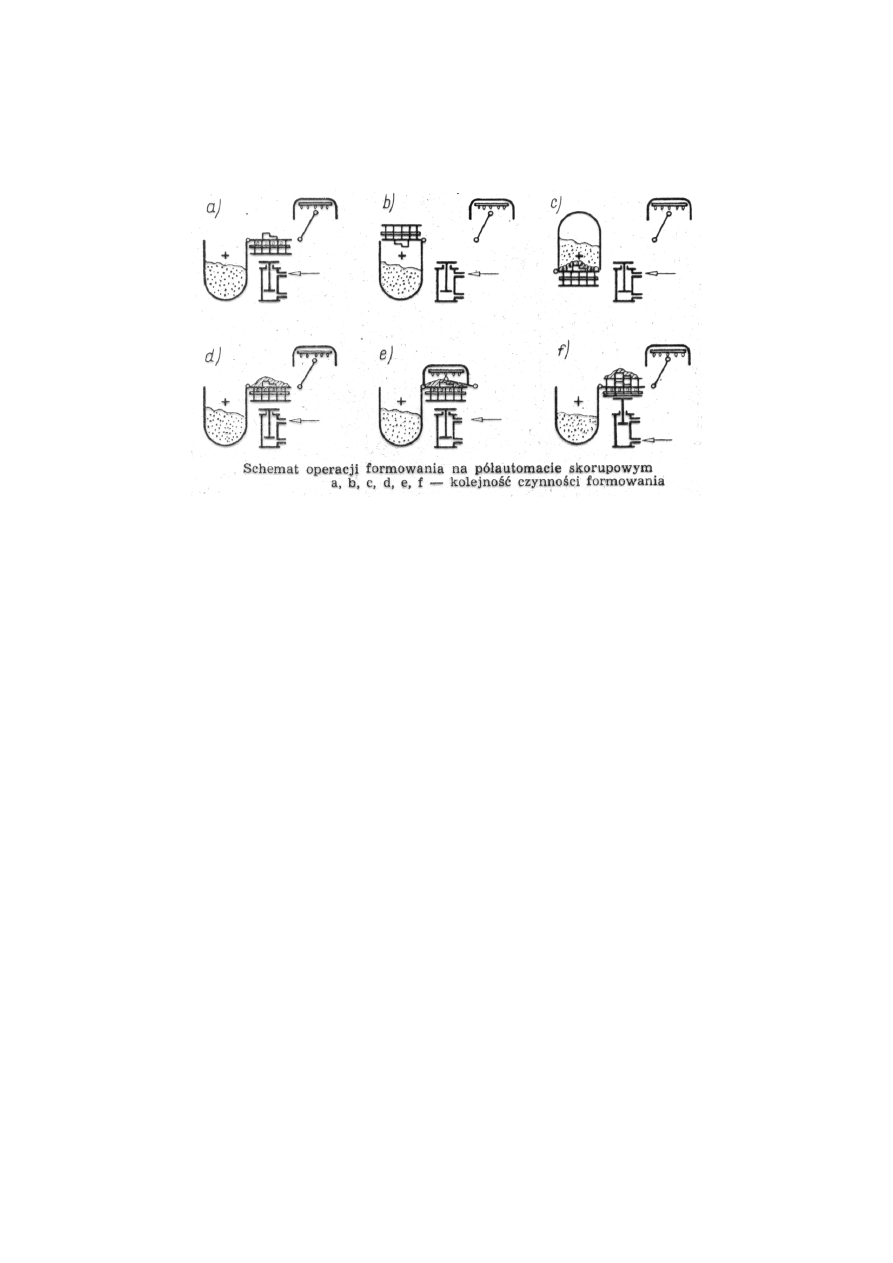
Proces formowania skorupowego metodą C (Croninga)
Płytę modelową, która połączona jest z płytą wypychaczy, pokrywa się olejem silikono-
wym, który zabezpiecza płytę przed przywarciem doń masy formierskiej. Płytę tę podgrzewa
się elektrycznie lub gazem do temp. 220-300
0
C. Płytę modelową obraca się o 180
0
C i dołącza
się do niej zasobnik z masą skorupową. Po powrocie do położenia początkowego masa
skorupowa opada na gorącą płytę, gdzie następuje proces jej twardnienia. Po kilkudziesięciu
sekundach, gdy grubość skorupy wynosi 4 – 10 mm, płytę obraca się o 180
0
C, a nie związana
masa opada na dno zasobnika i może być wykorzystana do dalszych operacji. Formę poddaje
się jeszcze obróbce cieplnej w temp. 300-400
0
C, aby osiągnęła odpowiednią wytrzymałość,
po czym płyta wypychaczy zdejmuje skorupę z modelu. Połówki form są sklejane, łączone w
zespoły, a formy o dużych rozmiarach układane są do skrzynek formierskich i zasypywane
piaskiem.
Odlewanie kokilowe
Odlewanie kokilowe jest to proces wytwarzania odlewów w formach metalowych zwanych
kokilami. Ciekły metal może wypełniać formę bez udziału dodatkowego ciśnienia lub pod
niewielkim ciśnieniem (0,01-0,05 MPa). Kokile wykonane są najczęściej z żeliwa szarego
perlitycznego. Stosuje się je odlewania wszystkich stopów metali nieżelaznych (aluminium,
magnezu i miedzi) oraz cienkościennych wyrobów z żeliwa. Poprzez odlewanie kokilowe
można osiągnąć podwyższenie dokładności wymiarów i gładkości powierzchni. Zwykle
odlewy dają się łatwo wyjąć.
Niekiedy jednak odlewy zakleszczają się w kokili. Dla ułatwienia wybicia odlewów z kokil
stosuje się w nich często specjalne wypychacze w postaci kołków z główką cylindryczną lub
stożkową. Własności mechaniczne odlewów odlanych w kokilach są znacznie lepsze niż
odlanych w formach piaskowych.
W najprostszym wykonaniu kokila składa się z dwóch połówek. Jej powierzchnia wewnętrzna
odtwarza kształt zewnętrzny odlewu, natomiast powierzchnie wewnętrzne odlewu są
odtwarzane przez rdzenie.
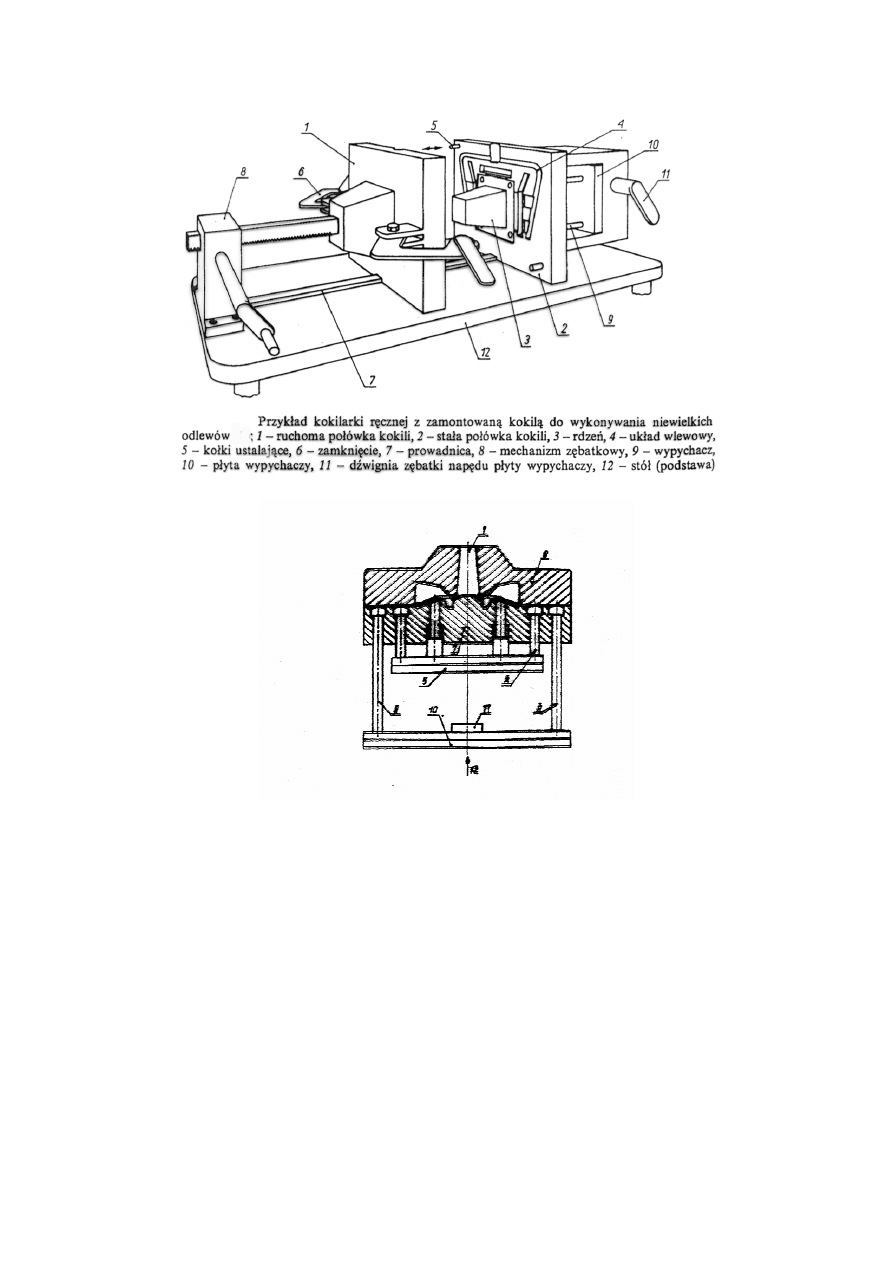
6
Kokila z poziomą powierzchnią podziału
Przebieg procesu technologicznego odlewania kokilowego:
1. Oczyszczenie powierzchni roboczej kokili :
-
usunięcie zużytej powłoki ochronnej,
-
udrożnienie kanałów odpowietrzających.
2. Naniesienie na powierzchnię roboczą kokili powłoki ochronnej:
Zadania powłoki ochronnej :
- ochrona kokili przed oddziaływaniem wysokiej temperatury,
-
ułatwia wyjęcie odlewu z formy,
- reguluje szybkość odprowadzania ciepła,

7
-
możliwość wprowadzenie przez pokrycie pierwiastka do powierzchni
3. Podgrzanie kokili do temperatury pracy
Cel :
- regulacja szybkości krzepnięcia odlewu,
- zapobieganie zjawisku powstawania niedolewów, pęknięć i jam skurczowych
4. Zalewanie form kokilowych
Czynności związane z tym etapem :
-sprawdzenie temperatury kokili
-zamontowanie rdzeni, złożenie kokili i jej zamknięcie
-kontrola temperatury ciekłego metalu
-zalanie kokili ciekłym metalem
-wyjęcie rdzeni bocznych
-demontaż kokili i usunięcie odlewu
Zalety odlewania kokilowego :
- wyeliminowanie wielu operacji w porównaniu z odlewaniem w formach piaskowych
- spadek kosztów wytwarzania w przypadku produkcji wielkoseryjnej
- łatwa mechanizacja i automatyzacja procesu (obniżenie kwalifikacji personelu)
- duża dokładność wymiarowa (pole tolerancji ±0.3mm na odcinku pomiarowym 50 mm )
- dobra jakość powierzchni ( Ra≤30mm )
- duża wydajność procesy ,zwiększenie uzysku metalu,
Wady :
- technologia stosowana tylko w przypadku produkcji wielkoseryjnej i masowej
( wysoki koszt oprzyrządowania – kokili ),
- materiał kokili musi być dostosowany do rodzaju metalu zalewanego do formy
- dużą prędkość studzenia metalu w formie może być źródłem wystąpienia
niepożądanej struktury lub naprężeń w odlewie,
-występują ograniczenia w kształcie odlewu (minimalna grubość ścianki odlewu)
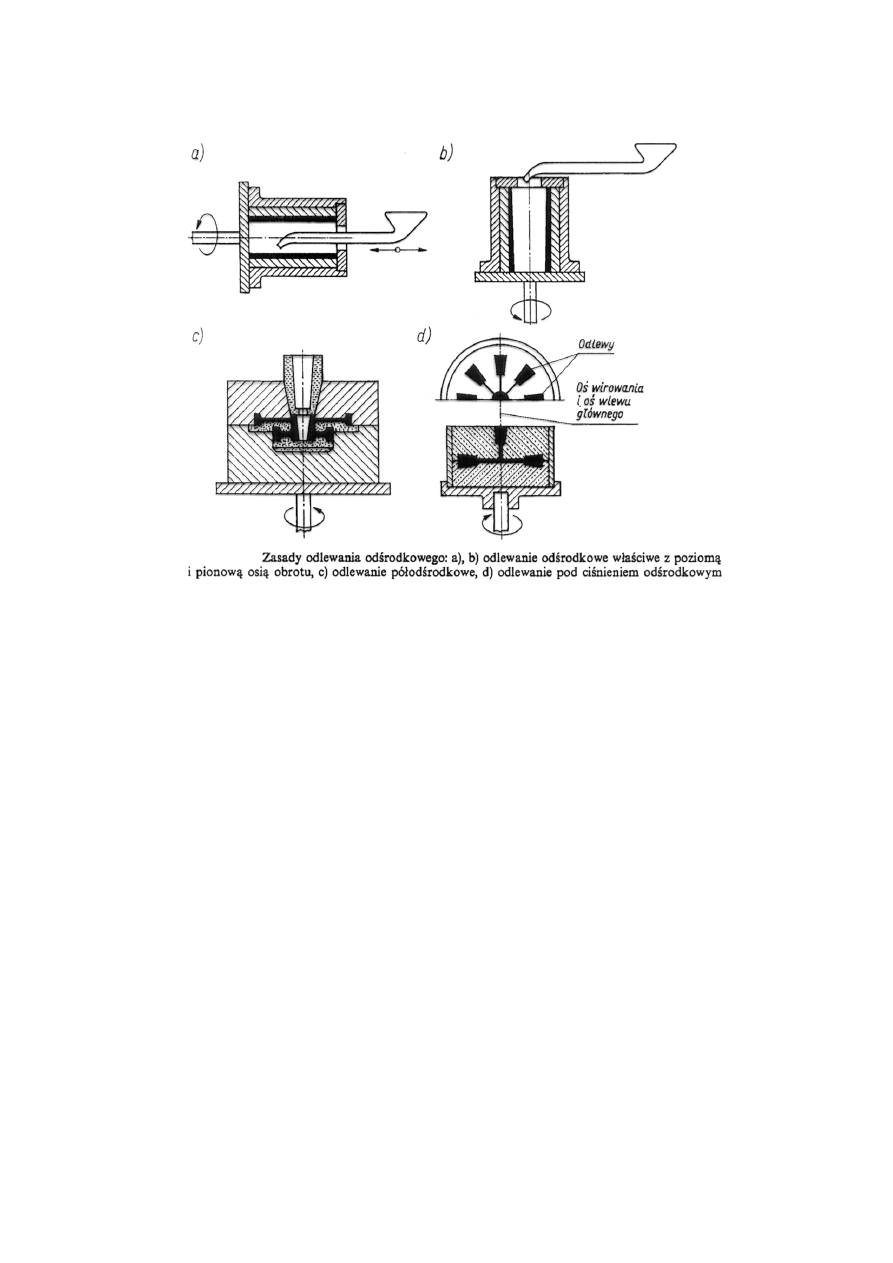
Odlewanie odśrodkowe
Odlewanie odśrodkowe polega na odlewaniu w formach wirujących. Wyróżniamy tutaj dwa
procesy:
- odlewanie odśrodkowe, w którym oś odlewu pokrywa się z osią wirującą formy,
- odlewanie, w którym płynny metal wtłaczany jest do formy pod wpływem ciśnienia
powstałego w wyniku działania siły odśrodkowej.
8
Odlewy wykonane w formach wirujących wykazują lepsze właściwości mechaniczne niż
sporządzone w formach piaskowych. Ponadto są pozbawione porowatości wewnętrznej i
wtrąceń niemetalicznych. Oprócz odlewania półodśrodkowego dokładność wymiarowa,
czystość i gładkość powierzchni odlewów zależą rodzaju i staranności wykonania form
odlewniczych
Formy do odlewania odśrodkowego sporządza się najczęściej z żeliwa szarego
zwykłego i stopowego oraz ze stali węglowej i stopowej w postaci tulei jedno-, dwu- lub
nawet trójwarstwowych. Do chłodzenia form stosuje się głównie natrysk wodny.
Temperatura form (kokil) zależy od rodzaju odlewanego w nich metalu oraz kształtu i
grubości ścianek odlewów. Przy odlewaniu cienkościennych odlewów z żeliwa szarego (rury
żeliwne) Temperatura formy powinna wynosić 400-500 stopni Celsjusza. Formy tzw. zimne,
pracujące w temperaturze ok. 200 stopni Celsjusza, są przeznaczone do odlewów
grubościennych. Są one przeważnie chłodzone wodą. Dla zwiększenia trwałości form (kokil)
oraz dla zapobieżenia zabielaniu odlewów żeliwnych wewnętrznie powierzchnie form
pokrywa warstwa izolacyjną. W tym celu stosuje się różne powłoki ochronne i pasty oraz
suche pokrycie w postaci pyłowych materiałów ogniotrwałych, niekiedy z dodatkiem
modyfikatorów( np. Fe-Si).
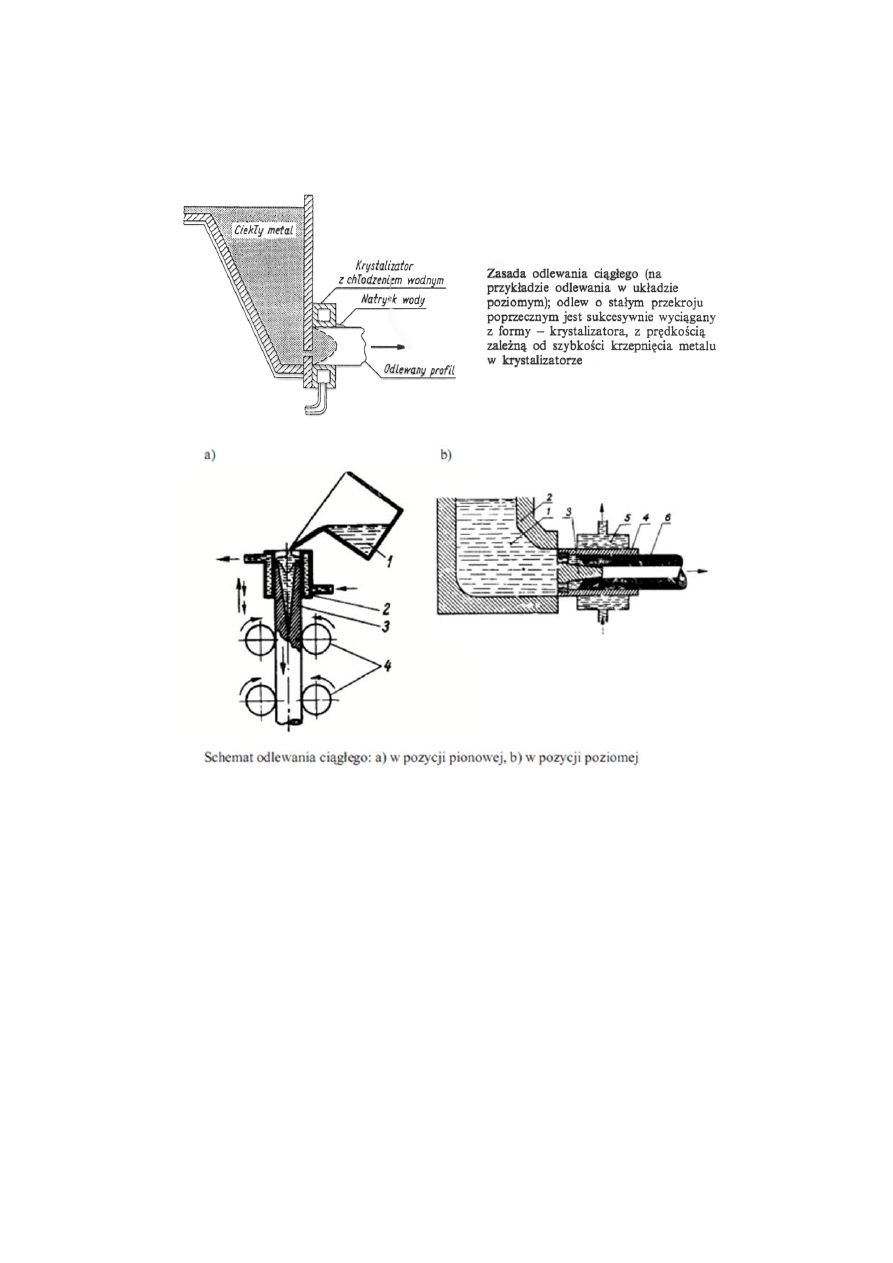
Odlewanie ciągłe i półciągłe
Odlewanie to polega na wlewaniu ciekłego metalu do formy trwałej zwanej, podobnie jak
przy odlewaniu kokilowym, kokilą. Po ostygnięciu odlew usuwany jest z drugiej strony formy
w sposób ciągły lub skokowy. Można w ten sposób uzyskać odlew, który jest wielokrotnie
dłuższy od formy. Odlew taki jest później cięty na odcinki określonej długości. Odlewanie
9
półciągłe tym różni się od ciągłego że długość odlewu jest ściśle określona i nie trzeba go już
ciąć na odcinki. Za pomocą odlewania ciągłego można wytwarzać pręty i profile o różnych
kształtach, oraz rury a także wlewki jako półwyroby do przeróbki plastycznej.
Zalety odlewania ciągłego:
- oszczędności energii, zmniejszenie emisji i zmniejszenie zużycia wody ze względu na
wyeliminowanie walcowni kęsów płaskich i walcowni kęsów
- polepszenie warunków pracy
- wysokie wartości uzysków, przekraczające 95%
- wysoka wydajność
Odlewanie pod ciśnieniem
Odlewanie pod ciśnieniem jest stosowane do masowego wytwarzania odlewów
cienkościennych z różnych materiałów odlewniczych głównie ze stopów metali nieżelaznych.
Polega ono na wtłaczaniu ciekłego materiału do form metalowych pod ciśnieniem
wynoszącym 2÷350 MPa. Formy metalowe przeznaczone do tego rodzaju odlewów
10
charakteryzują się większą dokładnością wymiarową i większą gładkością powierzchni niż
formy służące do odlewania grawitacyjnego. Rdzenie wykonane są wyłącznie z materiałów
metalowych. Odlewanie pod ciśnieniem wymaga użycia specjalnych maszyn odlewniczych.
Maszyny te dzielimy na :
−
maszyny z gorącą komorą ciśnieniową tłokowe lub powietrzne
−
maszyny z zimną komorą ciśnieniową poziomą lub pionową wykonane tylko jako
tłokowe
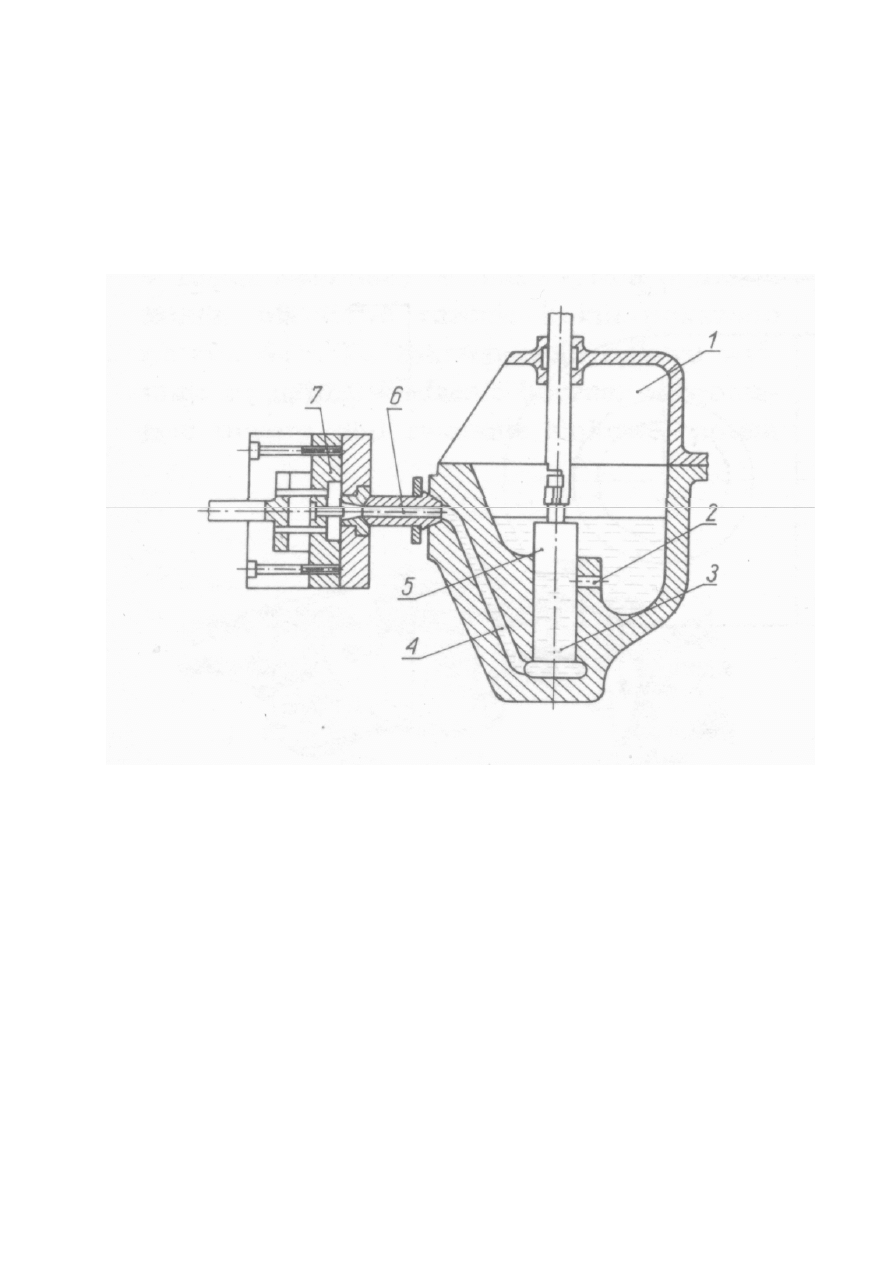
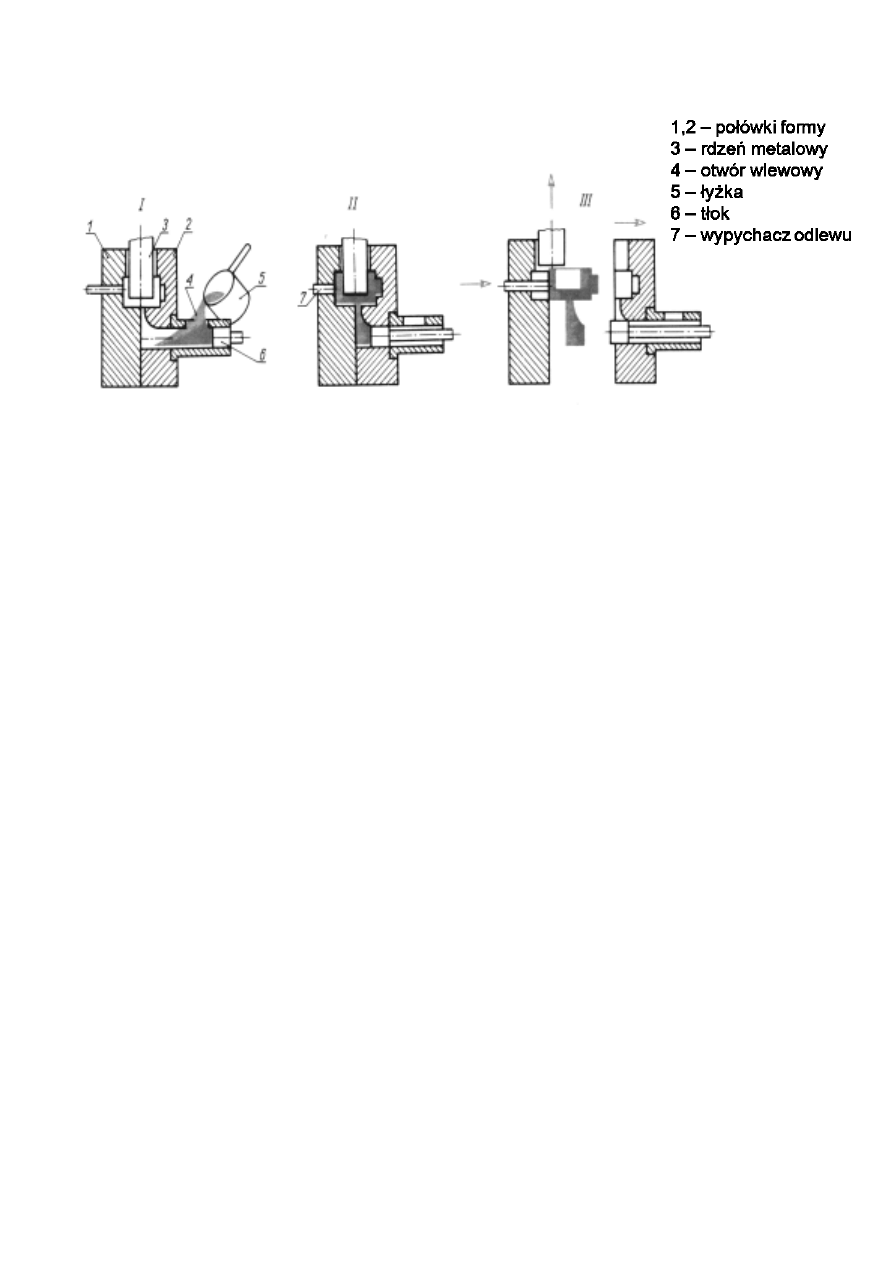
Schemat tłokowej maszyny odlewniczej z gorącą komorą ciśnieniową
W maszynach z gorącą komorą ciśnieniową na ciekły materiał odlewniczy działa ciśnienie
2÷20 MPa. Ciekły metal wypełnia zbiornik 1 mający stałą i dokładnie określoną
temperaturę. Przez kanał doprowadzający 2 ciekły metal dostaje się do komory
ciśnieniowej 3. Przy ruchu tłoka 5 w dół ciekły metal jest wtłaczany przez kanał 4 i dyszę
6 do formy 7. Po napełnieniu formy i zakrzepnięciu odlewu tłok przesuwa się do góry,
forma otwiera się i następuje wypchnięcie z niej odlewu. Tłok najczęściej jest napędzany
siłownikiem pneumatycznym.
11
Schemat maszyny odlewniczej z zimną komorą ciśnieniową
Maszyny z zimną komorą ciśnieniową wytwarzają ciśnienie 20÷350 MPa. Cykl pracy
maszyny można podzielić na trzy fazy. W fazie I komora ciśnieniowa jest napełniana ciekłym
metalem. W fazie II tłok wywiera nacisk na ciekły metal powodując wypełnienie nim formy
ciśnieniowej. Po zakrzepnięciu odlewu w fazie III forma ciśnieniowa otwiera się i wypychacz
usuwa z niej odlew.
Odlewanie metodą wytapianych modeli
Odlewanie metodą wytapianych modeli nazywane było dawniej metodą traconego wosku.
Polega ono na tym że model, który wykonany jest z substancji łatwotopliwej, pokrywany jest
powłoką z masy ceramicznej, a następnie wytapiany. Otrzymana w ten sposób skorupa po
wysuszeniu i wypaleniu stanowi formę odlewniczą.
Pierwszą operacją jest wykonanie modelu. Wytwarza się go w matrycach, które są
najczęściej dzieloną formą metalową. Jako materiał modelu stosuje się wosk, stearynę lub
parafinę z dodatkiem wosku pszczelego, cerezyny lub kalafonii. Modele odlewa się do
matrycy pod ciśnieniem 0,05 – 1 MPa.
Z tego samego materiału wykonuje się wlew główny do którego dołącza się model wraz z
wlewami doprowadzającymi, tworząc konstrukcję przypominającą „grono”.
Następnie taki zespół zanurza się na kilka sekund w płynnej masie ceramicznej. Masę
ceramiczną sporządza się ze sproszkowanych materiałów takich, jak: mączka kwarcowa
i mączka cyrkonowa. Jako spoiwa używa się roztworów na bazie krzemianu etylu lub szkła
wodnego sodowego.
Po zanurzeniu posypuje się zespól modelowy suchym piaskiem kwarcowym, co przyspiesza
utwardzenie masy. Proces zanurzenia powtarza się 3-6 razy, aż do uzyskania powłoki o
grubości 2-6mm. Następnie proces może być realizowany dwojako; jako proces powłok
zasypywanych piaskiem i proces powłok samonośnych. W pierwszym przypadku zespół
modelowy umieszcza się w skrzyni i napełnia masą formierską, wypełniając dokładnie
przestrzenie między modelami. Stosuje się te metody w przypadku form o mniejszej
wytrzymałości mechanicznej. Forma samonośna ma nieco większą grubość 5-15mm i więcej.
Po wstępnym osuszeniu i stwardnieniu powłoki następuje wytopienie modeli w temp. 90-
110
°C, po czym wnętrze powłoki oczyszcza się wodą lub sprężonym powietrzem. Potem

12
formę wypraża się w temperaturze 900-1100
°C w celu nadania jej odpowiedniej trwałości i
wytrzymałości.
Po odlaniu i ostygnięciu odlewu wybija się go na urządzeniach wibracyjnych i oczyszcza z
resztek masy, a następnie przeprowadza operację wykańczania odlewu.
Tę metodą wykonuje się przeważnie niewielkie odlewy (o masie do 2 kg), głównie ze staliwa.
Osiąga się duże dokładności wymiarowe i gładkości powierzchni, a także duże oszczędności
materiałowe i czasami wyeliminowanie obróbki skrawaniem odlewów.
Jest to jednak metoda bardzo kosztowna, pracochłonna, wymagająca dużych kwalifikacji
obsługi i drogich materiałów.
Technologia procesu odlewania metodą wytapianych modeli :
1. Wytwarzanie modeli woskowych lub z tworzyw sztucznych w matrycach. Matryce
wykonane są z duraluminium lub z mosiądzu. Model wykonany jest z materiału o niskiej
temperaturze topnienia (wosk , mieszanka parafinowo- stearynowa )
2. Dołączenie wykonanych modeli do przygotowanego układu wlewowego (pnia)
wykonanego z wosku ( np. metodą lutowania )
3. Zanurzenie zestawu modelowego (grona) w masie ceramicznej o konsystencji śmietany,
złożonej z mączki kwarcowej (lub cyrkonowej, szamotowej)
i spoiwa(najczęściej krzemianu etylu), lub w roztworze ciekłej żywicy
4. Posypanie zestawu modelowego materiałem ceramicznym ( np. piaskiem kwarcowym )
5. Powtórzenie czynności z punktu 3 i 4 – kilkakrotnie ( trzy do pięć razy )
6. Wytopienie modeli woskowych w temperaturze około 100
o
C,
7. Wypalenie form ceramicznych w temperaturze ok.1000
o
C,
8. Zalewanie ciekłego metalu do form nagrzanych po procesie wypalania,
9 Po zakrzepnięciu metalu w formie następuje rozbicie formy skorupowej i proces
oczyszczania odlewu.
Korzyści z procesu odlewania metodą wytapianych modeli:
- stwarza możliwość odzwierciedlenia skomplikowanych konturów zewnętrznych i
wewnętrznych odlewu
- pozwala na wykonanie w trakcie jednej operacji precyzyjnego odlewu przy dużym
uzysku metalu i małym nakładzie energii na proces
- ograniczenie do minimum zabiegu obróbki mechanicznej wykańczającej
- cechuje się największą wszechstronnością ze znanych metod odlewania
-brak ograniczeń kształtu wykonywanego odlewu
-wykonywanie odlewów z prawie wszystkich stosowanych w technice stopów metali,
-obecnie przy zastosowaniu tej technologii są już wykonywane odlewy o masie
13
dochodzącej do 250 kg
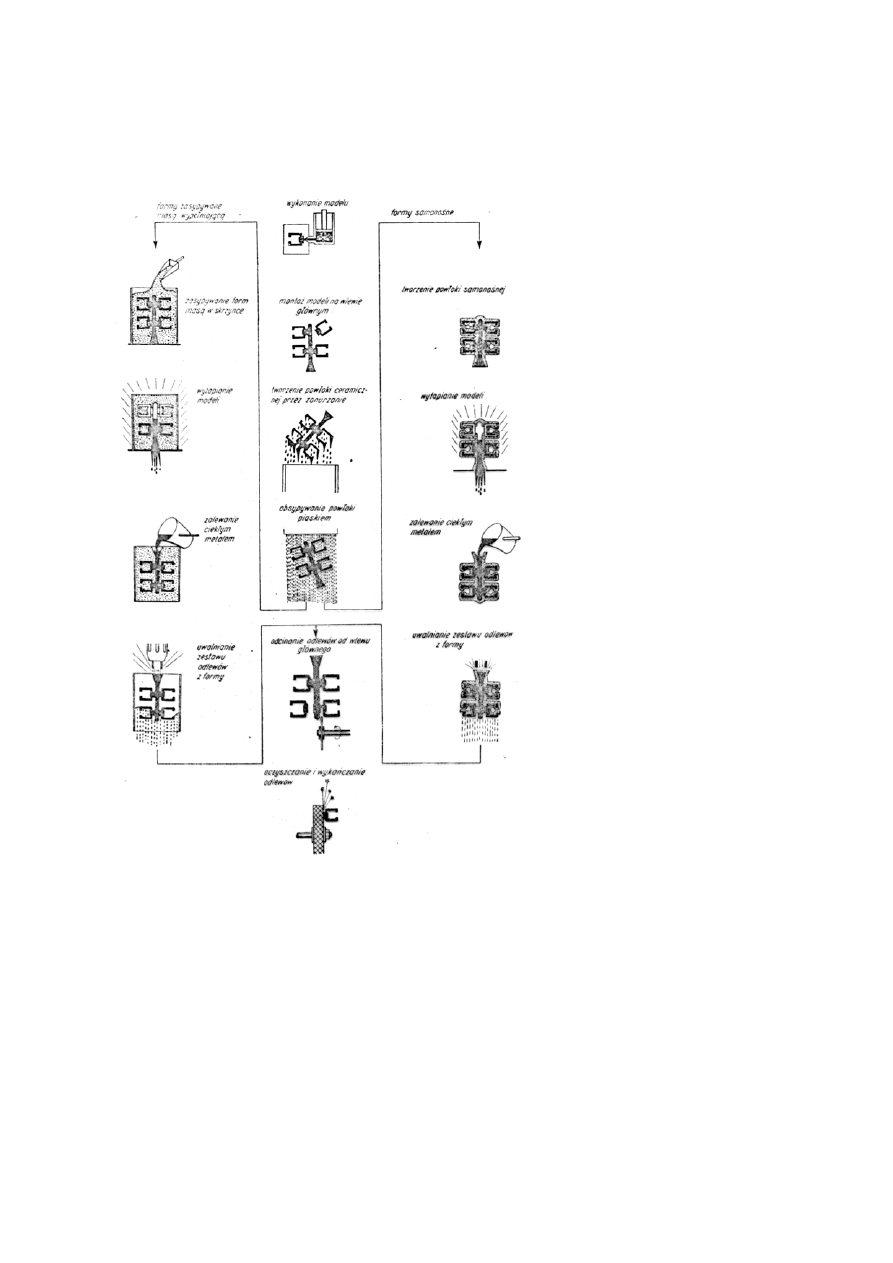
Technologia odlewania metodą wytapianych modeli
14
PRZERÓBKA PLASTYCZNA
Przeróbka plastyczna jest to proces technologiczny kształtowania części maszyn poprzez
plastyczne odkształcanie materiału wyjściowego.
Przez odkształcenie plastyczne należy rozumieć odkształcenie trwałe, powstałe w materiale
w czasie jego obciążenia i pozostałe w nim po całkowitym usunięciu obciążenia, które
spowodowało to odkształcenie, bez naruszenia spójności materiału.
Oznacza to, że stan naprężeń w materiale musi spełniać dwa warunki:
- materiał musi osiągnąć granicę plastyczności,
- materiał musi zachować spójność.
Jedną z cech odkształcenia plastycznego jest duża zmiana struktury odkształcanego materiału,
przez co ulegają zmianie niektóre własności mechaniczne, fizyczna i chemiczne.
Za
miarę wartości odkształcenia przyjmuje się procentowe zmniejszenie przekroju
przedmiotu odkształconego, które określa się jako zgniot.
%
100
⋅
−
=
o
o
A
A
A
Z
A
o
– przekrój przedmiotu przed odkształceniem,
A – przekrój przedmiotu po odkształceniu.
W trakcie odkształcenia ziarna materiału wyciągają się w kierunku działania obróbki
plastycznej np. walcowania. Tworzy się w nich w ten sposób tzw. tekstura zgniotu. Materiał
ma budowę włóknistą, wykazuje właściwości anizotropowe. Właściwości materiału w miarę
wzrostu odkształcenia ulegają znacznym zmianom. Można to przedstawić na następującym
wykresie:
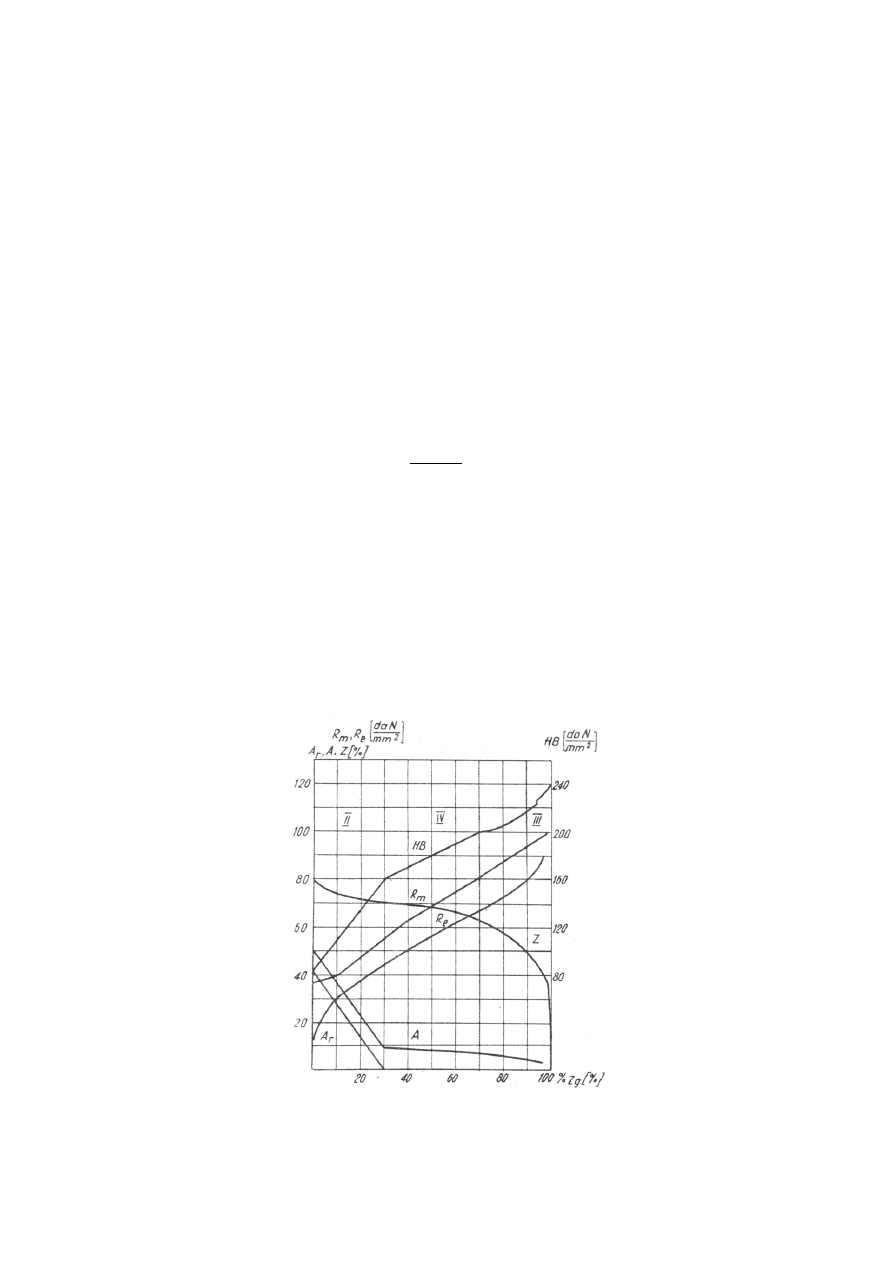
Wpływ zgniotu na właściwości mechaniczne mosiądzu M68

15
W wyniku zachodzącego umocnienia (zgniotu)
wzrasta:
¾
wytrzymałość na rozciąganie R
m
¾
granica plastyczności R
e
¾
granica sprężystości R
0,05
¾
granica proporcjonalności R
H
¾
twardość HB
natomiast maleje:
¾
wydłużenie A
¾
przewężenie Z
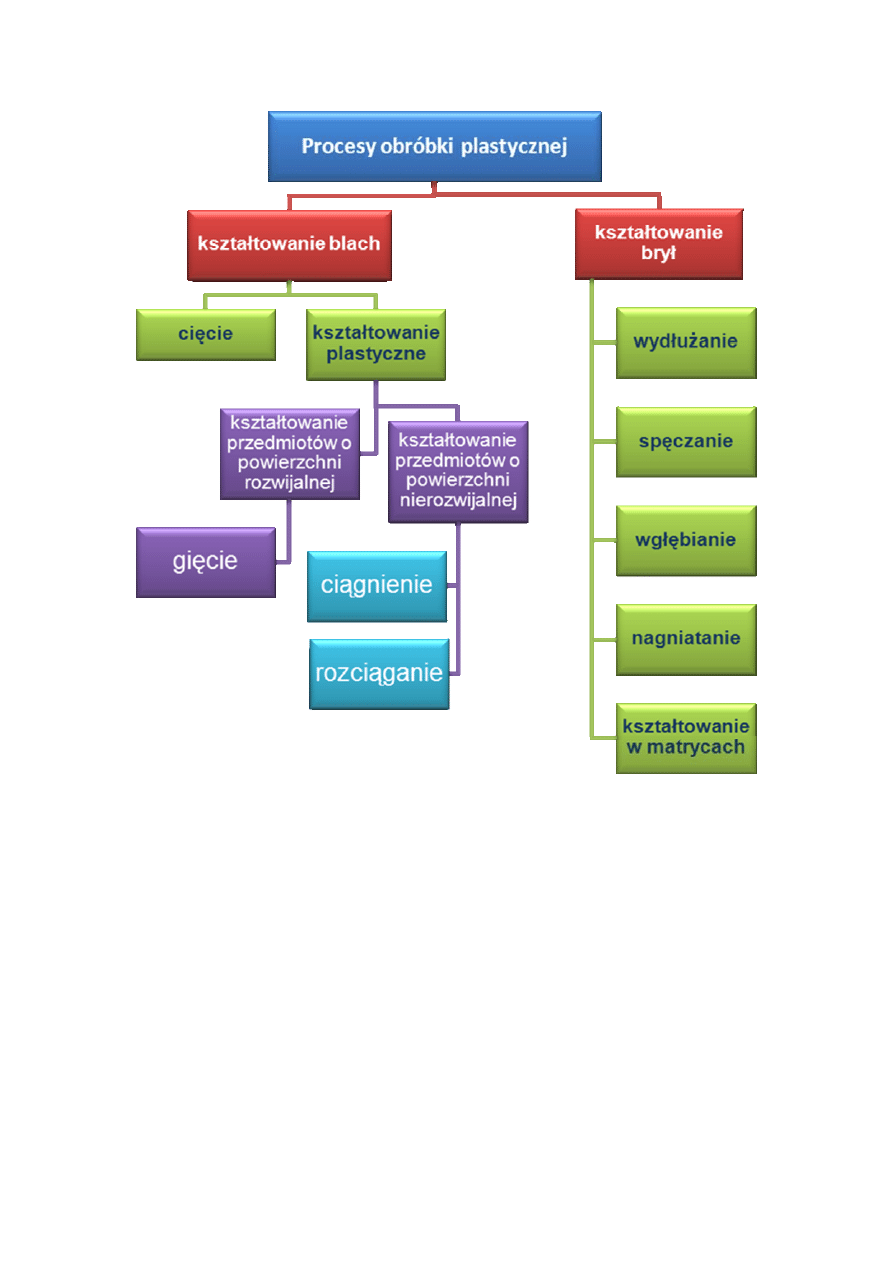
Klasyfikacja przeróbki plastycznej
W zależności od warunków w jakich wykonywana jest przeróbka plastyczna dzielimy ją na:
1. przeróbkę plastyczną na zimno,
2. przeróbkę plastyczną na gorąco.
Przeróbka plastyczna na zimno jest to proces który odbywa się poniżej temperatury
rekrystalizacji (T
r)
. Występują tu wszystkie zjawiska związane z umocnieniem materiału,
zmianą jego właściwości mechanicznych, fizycznych i chemicznych.
Odkształcenia, jakich doznaje materiał nie mogą przekroczyć pewnych wartości ze względu
na utratę stateczności i pękanie.
Przeróbka plastyczna na gorąco zachodzi w temperaturze przekraczającej T
r
. Stosuje się ją w
celu:
1. zmniejszenia nacisków potrzebnych do kształtowania,
2. zwiększenia wartości odkształcenia, które doprowadza do pęknięcia materiału. Musi być
ona przeprowadzona w odpowiednio dobranym zakresie temperatury. Orientacyjnie
przyjmuje się 0,6 – 0,9 T
topn.
Temperatura ta powinna być możliwie najwyższa, a
ograniczenie jej wynika z takich przyczyn jak: utlenienie, odwęglenie, rozrost ziaren.
Do czynników, które wpływają na podatność materiału na odkształcenie plastyczne należą
przede wszystkim:
1. temperatura,
2. stopień odkształcenia plastycznego materiału.
16
Cięcie
Cięcie jest procesem kształtowania przedmiotów polegającym na oddzieleniu jednej części
materiału od drugiej. Towarzyszą temu duże odkształcenia plastyczne, które doprowadzają do
utraty spójności materiału.
Cięcie może być realizowane za pomocą dwóch elementów tnących lub za pomocą jednego
elementu.
17
Różne sposoby cięcia
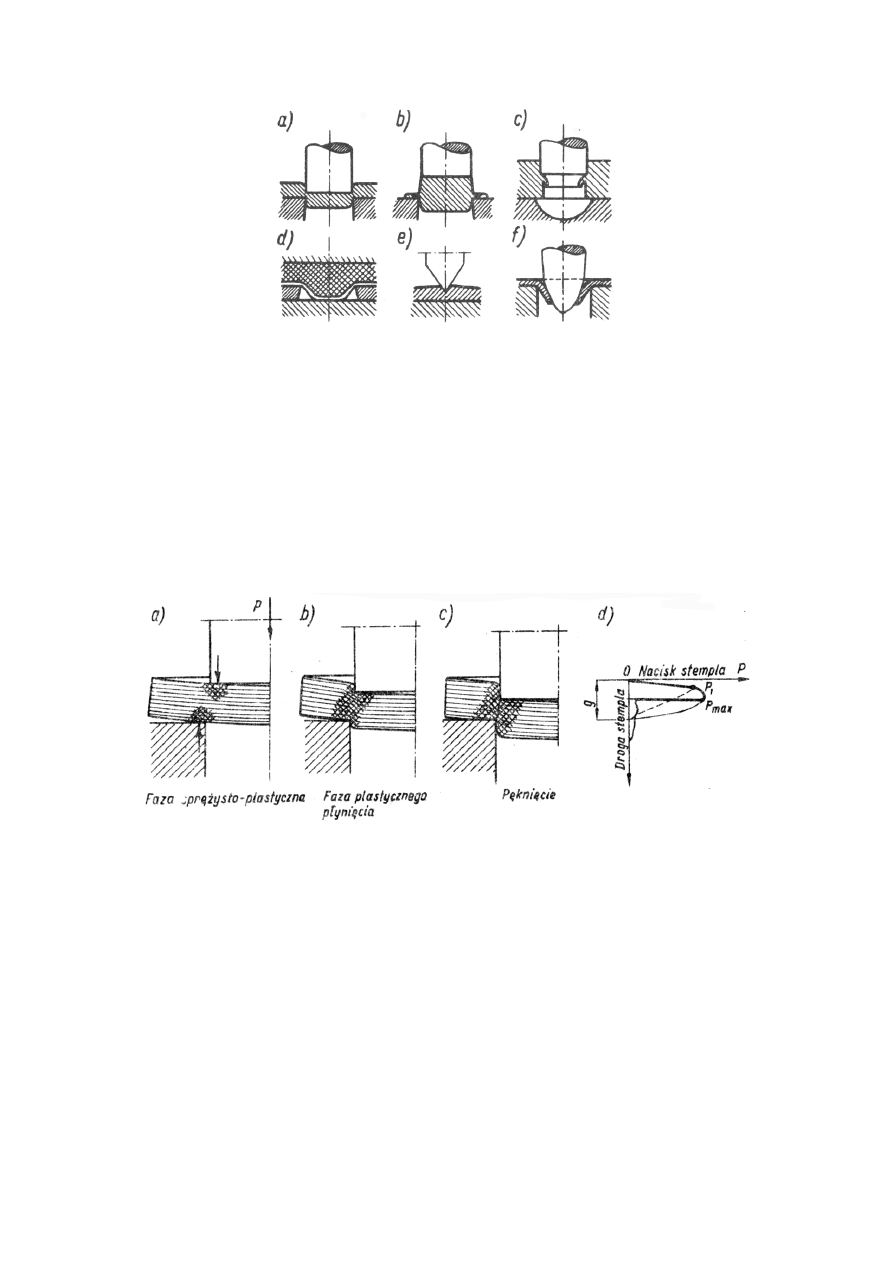
Przebieg procesu cięcia
Proces cięcia można podzielić na 5 faz. Wszystkie występują tylko w przypadku cięcia za
pomocą dwóch elementów tnących wzdłuż linii zamkniętej.
Fazy procesu cięcia:
1. odkształcenie sprężyste,
2. odkształcenie sprężysto-plastyczne,
3. plastyczne płynięcie,
4. pękanie,
5. rozdzielenie wyciętego przedmiotu od blachy.
Siły i praca cięcia
W trakcie cięcia materiał odkształca się i siła nacisku zwiększa się osiągając na początku
fazy plastycznego płynięcia punkt P
1
. Gdyby materiał nie ulegał umocnieniu (np. cięcie
ołowiu) to w wyniku doznanych odkształceń siła P zaczęłaby maleć w miarę zmniejszania
przekroju ciętej blachy (linia przerywana). Gdy materiał umacnia się, to pomimo
zmniejszenia się przekroju, siła P rośnie do wielkości P
max
. Gdyby teraz nie następowało
pękanie, to dalszy przebieg siły P byłby taki, jak pokazuje cienka linia.
Gdy materiał wykazuje skłonność do pękania, to siła P maleje, tak ja pokazuje linia gruba.
Pękanie następuje zwykle wtedy gdy P zbliża się do P
max
. W chwili pęknięcia siła P nie spada
do zera, gdyż należy ściąć nierówności na powierzchni cięcia oraz pokonać siłę tarcia krążka
o płytę tnącą P
w
i stempla o materiał P
s
.
Siły te powstają w wyniku pojawienia się sił promieniowych: T
s
obciskającej materiał cięty
na stemplu i siły T
w
którą krążek rozpycha płytę tnącą.
Zwiększenie luzu powoduje spadek tych sił.

18
Maksymalną siłę cięcia oblicza się ze wzoru:
P
max
= k
⋅ l ⋅ g ⋅ R
T
Gdzie: l – długość linii cięcia [mm];
g – grubość ciętego materiału [mm];
R
T
– wytrzymałość materiału na cięcie [MPa];
k – współczynnik uwzględnia stępienie krawędzi tnących, niewłaściwy luz
(k = 1,1 – 1,25).
Praca cięcia – pole pod krzywą przebiegu siły P:
∫
=
g
c
Pdg
L
0
L
c
=
λ ⋅ P
max
⋅ g
λ - współczynnik wypełnienia wykresu – stosunek pola pod krzywą do pola prostokąta o
bokach P
max
i g
λ - przyjmuje tym mniejszą wartość, im materiał jest grubszy i im ma większą skłonność do
pękania. Dla stali miękkiej
λ = 0,45 – 0,65
Gięcie
W zależności od ruchu narzędzia można wyróżnić następujące metody gięcia:
1. na prasach - narzędzie wykonuje ruch prostoliniowy,
2. za pomocą walców – narzędzie wykonuje ruch obrotowy,
3. przez przeciąganie.
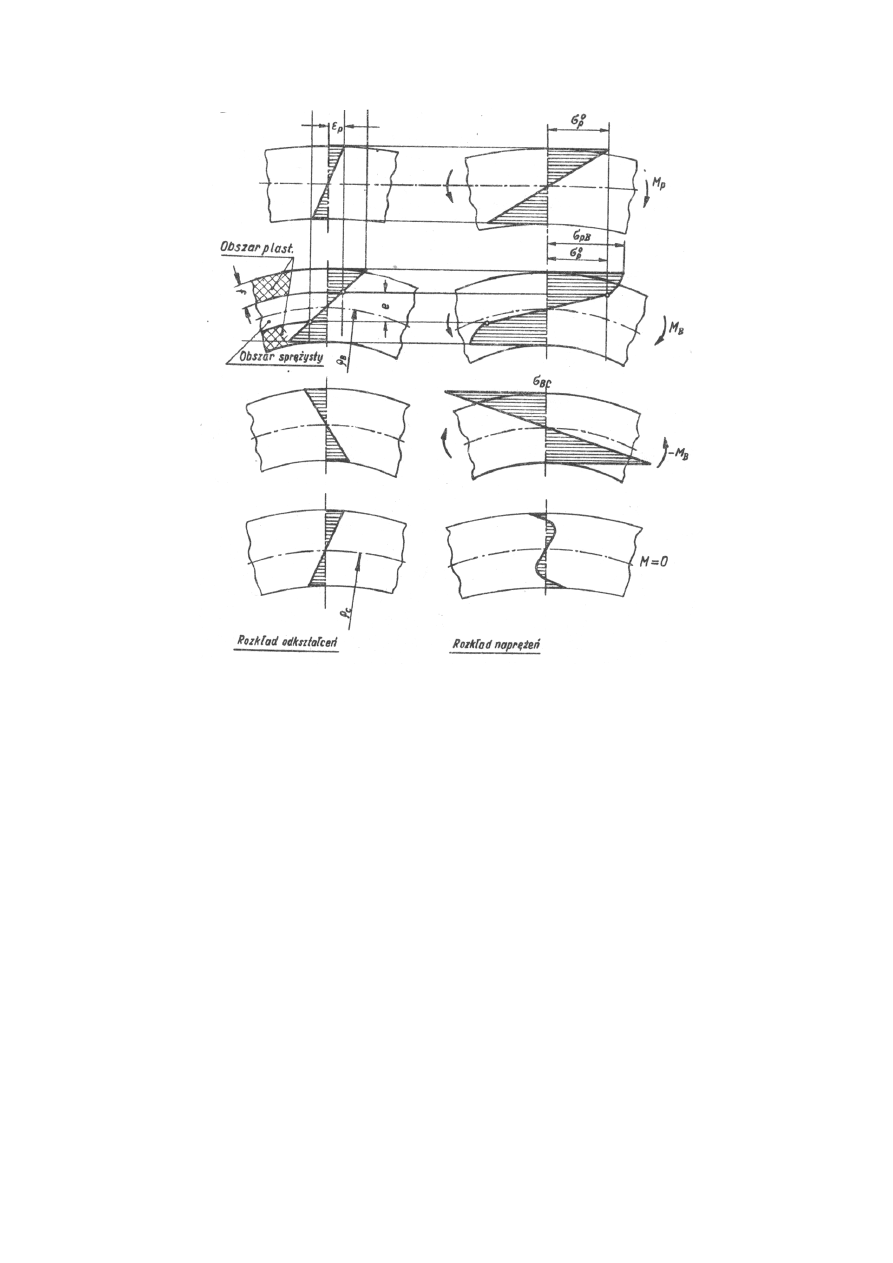
Przebieg gięcia
W procesie gięcia można wyróżnić 3 fazy
1. odkształcenia sprężyste,
2. odkształcenia sprężysto-plastyczne,
3. odciążenie.
19
Rozpatrzymy odcinek pręta, który zginany jest momentem M przyłożonym na jego
końcach. Poszczególne warstwy materiału ulegają tylko odkształceniom sprężystym, rozkład
naprężeń i odkształceń jest liniowy. Faza ta trwa do momentu, gdy naprężenia w skrajnych
warstwach osiągną granicę plastyczności.
Przy dalszym zginaniu wierzchnie warstwy pręta ulegają odkształceniom plastycznym.
Jednak warstwa w pobliżu osi pręta, na której brzegach odkształcenie mają wartości graniczne
dla rozciągania sprężystego, pozostaje nadal poddana odkształceniom sprężystym.
Rozkład odkształceń w całym przekroju pręta jest liniowy, natomiast rozkład naprężeń
można wyznaczyć wg wykresu rozciągania.
Zakładamy teraz, że pręt ulegnie odciążeniu – moment będzie malał do zera. Nastąpi
częściowe wyprostowanie pręta. Po zdjęciu odciążenia w pręcie pozostaną pewne naprężenia,
których rozkład można wyznaczyć dodając rzeczywisty układ naprężeń w pręcie i rozkład,
jaki powstałby w pręcie pod wpływem przeciwnie skierowanego momentu, przy założeniu, że
cały pręt pozostanie w stanie sprężystym.
Spowodowane jest to faktem, że rdzeń pręta, który przez cały czas pozostawał w stanie
sprężystym, będzie starał się wyprostować pręt do stanu początkowego, czemu będą
przeciwstawiać się wierzchnie warstwy odkształcone plastycznie.
Zjawisko to powoduje, że promień maksymalny krzywizny w czasie gięcia jest większy
od promienia krzywizny po odciążeniu przedmiotu. Dlatego projektując proces gięcia musimy
wyznaczyć większą krzywiznę, którą należy osiągnąć pod obciążeniem, by po zdjęciu
obciążenia oś zgiętego przedmiotu miała krzywiznę żądaną. Wyznacza się ją wg wzoru:
faza odkształceń
sprężystych
faza odkształceń
sprężysto-plastycznych
faza odciążania
stan napręż. i odkszt.
po odciążeniu
20
EJ
M
=
−
2
1
1
1
ρ
ρ
ρ
1
– krzywizny pod obciążeniem
ρ
2
– żądany promień krzywizny po odciążeniu,
M – moment gnący,
E – moduł Younga,
J – osiowy moment bezwładności przekroju poprzecznego.
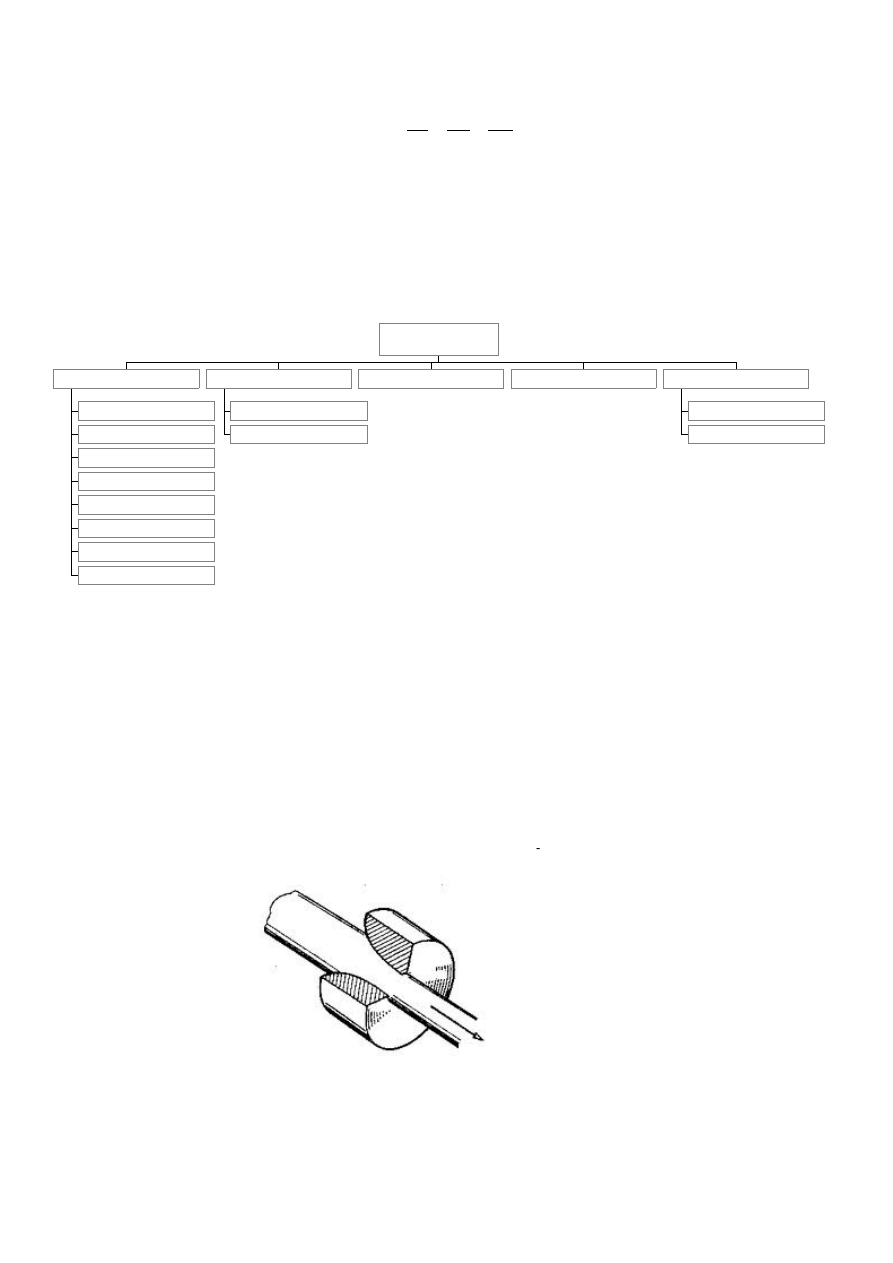
Procesy kształtowania brył
Według rodzaju zmian kształtu, jakim może podlegać materiał procesy kształtowania brył
dzielimy na wydłużanie, spęczanie, wgłębianie i nagniatanie.
Wydłużanie
polega na zwiększeniu długości przedmiotu kosztem jednego lub dwóch
pozostałych wymiarów.
Do najczęściej występujących metod wydłużania można zaliczyć wyprężanie, ciągnienie,
wyciąganie, przepychanie, wyciskanie współbieżne i przeciwbieżne, walcowanie i kucie.
Ciągnienie – polega na przeciąganiu materiału w postaci pręta przez zwężający się otwór
w narzędziu zwanym ciągadłem. W materiale oprócz rozciągania przy przejściu przez otwór
występuje dwuosiowe ściskanie.
Wyciąganie
– polega na zwiększeniu wysokości wytłoczki kosztem pocienienia jej
ścianki.
wyprężanie
ciągnienie
wyciąganie
przepychanie
wyciskanie współbieżne
wyciskanie przeciwbieżne
walcowanie
kucie
Wydłużanie
swobodne
matrycowe
Spęczanie
Wgłębianie
Nagniatanie
na zimno
na gorąco
Kształtowanie w matrycach
Procesy kształtowania
brył
21
Przepychanie
tym się różni od wyciągania, że siła nacisku wywierana jest na
nieodkształcony odcinek pręta. Jej wielkość ograniczona jest niebezpieczeństwem
wyboczenia pręta znajdującego się przed narzędziem.
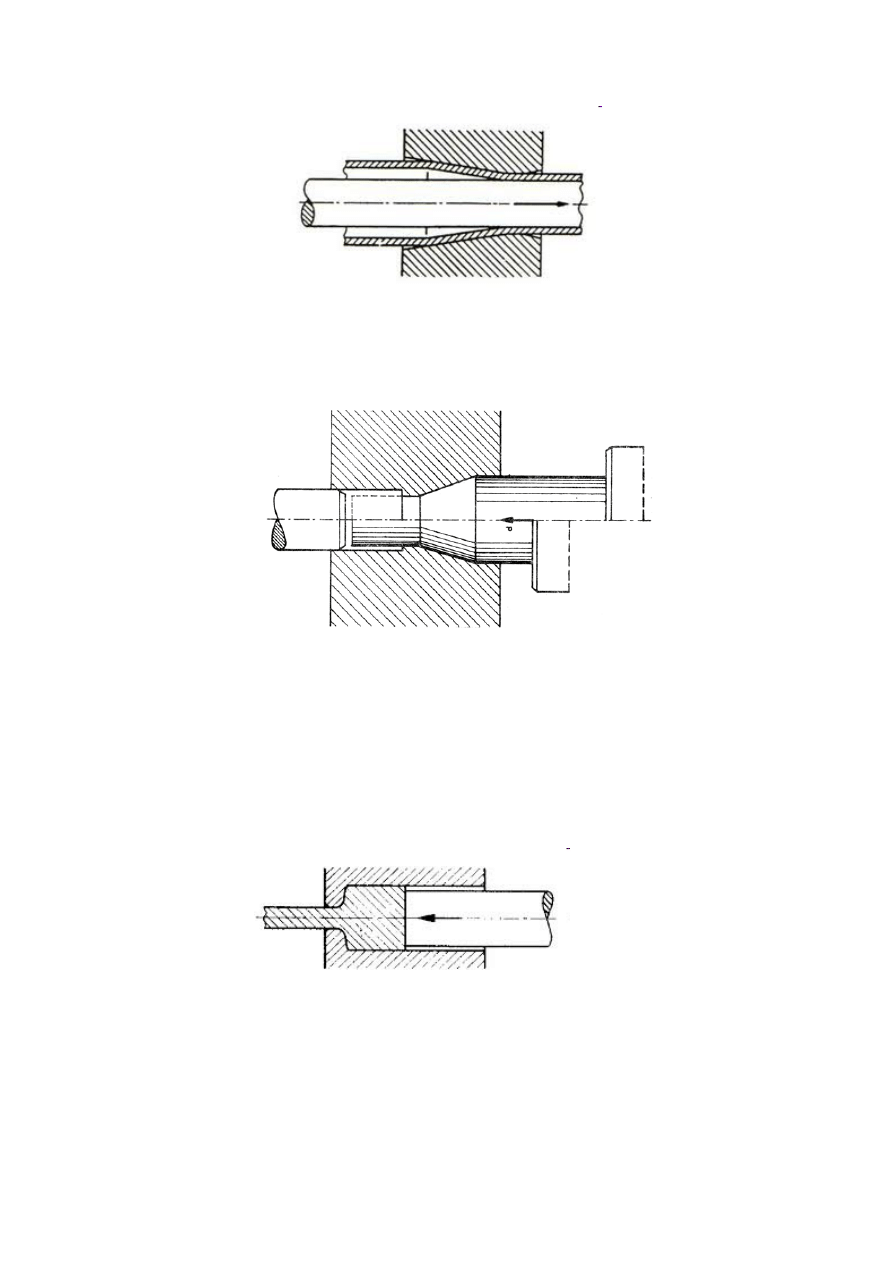
Wyciskanie
polega na kształtowaniu wyrobu w otworze matrycy, przez który wypływa
materiał pod naciskiem tłoka. Proces wyciskania stosuje się głównie do wyrobu prętów,
kształtowników i rur, głównie z miedzi, mosiądzu, aluminium oraz magnezu. Wyciskanie
można, zależnie od kierunku wypływu produktu w stosunku do kierunku ruchu tłoka,
podzielić na
współbieżne, przeciwbieżne i złożone
. Przy wyciskaniu współbieżnym ruch
wyrobu jest zgodny z kierunkiem ruchu tłoka. W przypadku wyciskania przeciwbieżnego
materiał wyrobu ma kierunek ruchu przeciwny kierunkowi ruchu tłoka
Wyciskanie współbieżnie pręta
22
Wyciskanie przeciwbieżne
Spęczanie
Proces spęczania polega na zgniataniu materiału między dwiema płytami płaskimi lub
kształtowymi. W wyniku zgniatania następuje zwiększenie wymiarów przekroju
poprzecznego, kosztem wysokości odkształcanego materiału lub jego długości.
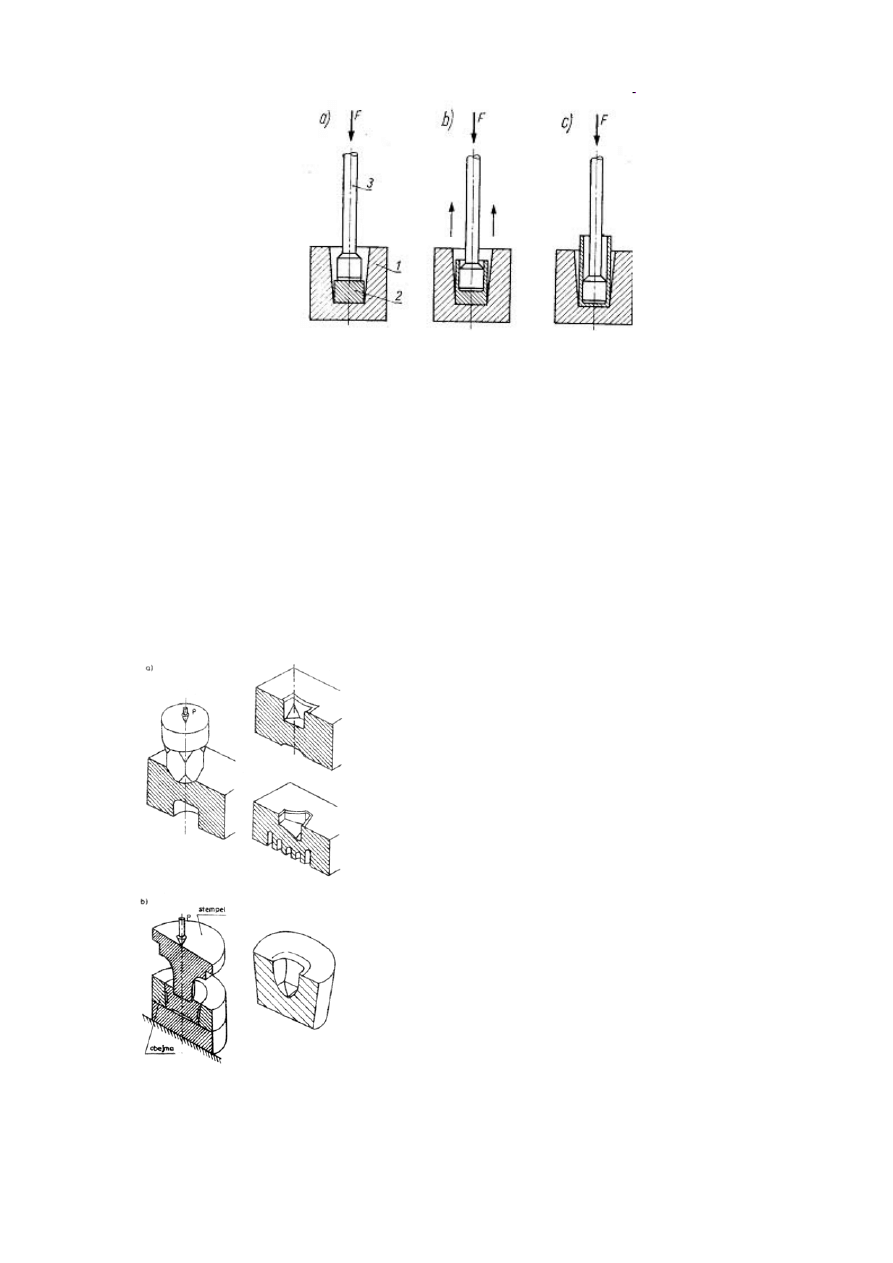
Wgłebianie
Wgłebianie polega na kształtowaniu w materiale różnego rodzaju wgłębień. Wyróżniamy
wgłębianie swobodne i wgłębianie w matrycy.
Przy wgłębianiu swobodnym materiał płynie prostopadle do ruchu stempla; w tym
przypadku materiał musi mieć duży przekrój poprzeczny.
Sposoby wgłębiania:
a)wgłębianie swobodne
b)wgłębianie z obejmą
23
Nagniatanie
polega na wywołaniu odkształceń plastycznych tylko w zewnętrznej
warstwie przedmiotu.
Rozróżnia się dwa typy procesów nagniatania warstwy wierzchniej:
a) mające na celu zmianę właściwości materiału i wygładzenie powierzchni,
b) mające na celu zmianę kształtu powierzchni np. wykonanie gwintu.
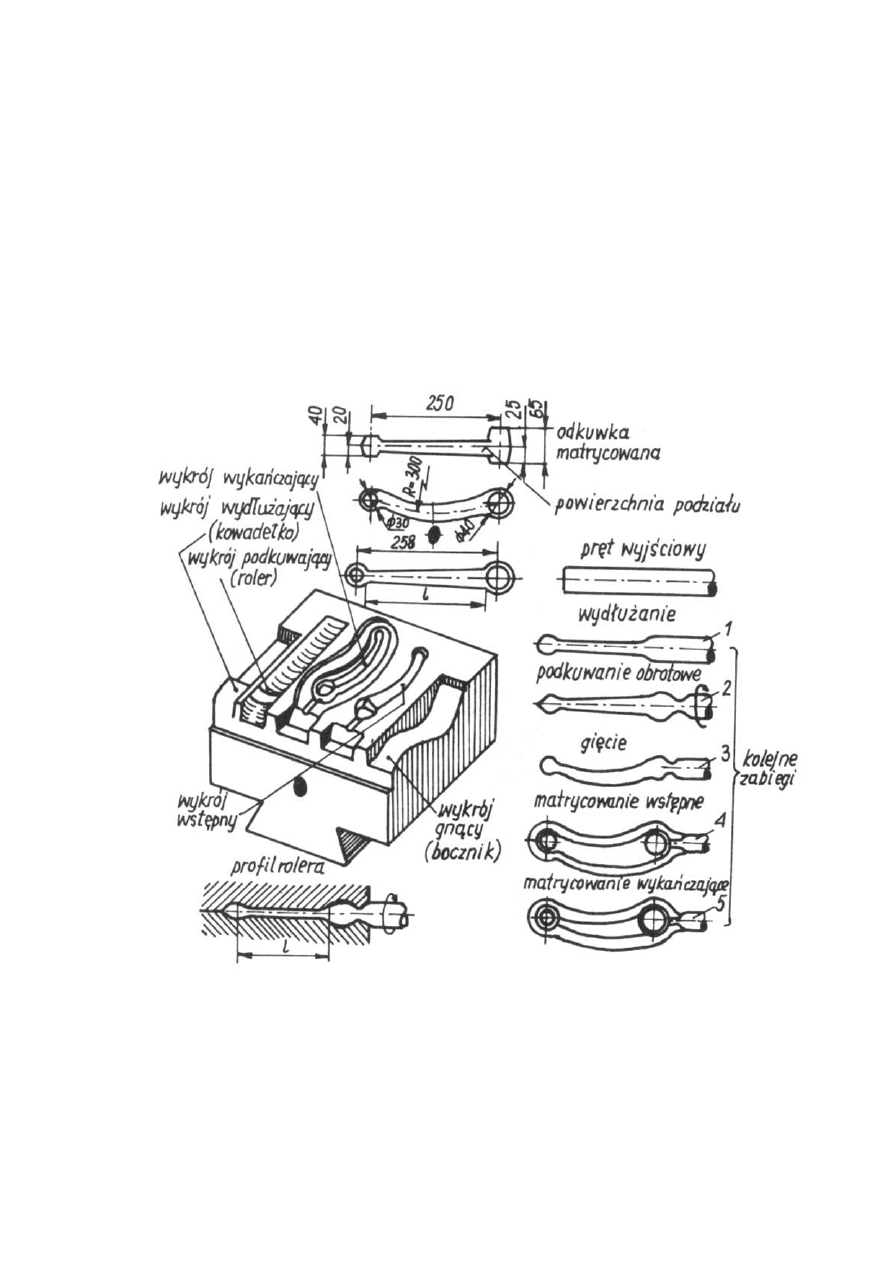
Kształtowanie w matrycach
ma na celu wytwarzanie przedmiotów o złożonych
kształtach. Występują tutaj zarówno procesy wydłużania spęczania, jak i wgłębiania.
Kształtowanie w matrycach może być przeprowadzone na zimno i na gorąco.
Proces matrycowania wielowykrojowego
24
TECHNOLOGIA MONTAŻU
Proces technologiczny montażu maszyn odgrywa dominującą rolą w ogólnym procesie
produkcyjnym. Świadczy o tym nie tylko udział pracochłonności montażu w ogólnej
pracochłonności wykonania maszyny (40-60%, a niekiedy nawet więcej), ale również
charakter tego procesu i jego miejsce w ogólnym procesie produkcyjnym. Należy bowiem
wziąć pod uwagę, że montaż łącznie z czynnościami o charakterze wykończeniowym (np.
lakierowanie, opakowanie itp.) jest ostatnim etapem produkcji maszyny. Od właściwego więc
opracowania procesu technologicznego montażu i właściwej jego realizacji, która powinna
eliminować ewentualne błędy wykonania części, będzie zależało czy maszyna wykona
postawione przez konstruktora zadania i jak długi będzie okres jej eksploatacji. Każdy proces
technologiczny montażu ma swoje właściwości zależnie od konstrukcji montowanej maszyny
lub urządzenia.
Maszyną nazywa się urządzenie techniczne zawierające mechanizm lub zespół mechanizmów
we wspólnym korpusie, służące do wykonywania określonej, użytecznej pracy — stąd
przyjęto ogólną nazwę — maszyna robocza
Rodzaje maszyn:
• energetyczne
• transportowe
• technologiczne
Urządzeniem nazywamy wszelkiego rodzaju rozwiązania konstrukcyjne służące do
wykonywania zadań pomocniczych w stosunku do maszyny głównej. Jedną z cech
wyróżniających urządzenie w stosunku do maszyny jest brak samodzielności w dokonywaniu
określonej przemiany materii technicznej (np. urządzenie manipulacyjne w linii obrabiarek,
urządzenie transportowe i inne)
Podział technologiczny wyrobu
Jednostka montażowa - taka część wyrobu, która jest montowana oddzielnie i bierze udział w
procesie montażu jako oddzielna całość. Zależnie od form organizacyjnych poszczególnych
komórek produkcyjnych (a zwłaszcza wydziału montażowego) jednostką montażową może
być część maszynowa (element konstrukcyjny maszyny lub zespołu części).
Zbiór określonej liczby części połączonych w taki sposób, że tworzą element składowy
wyrobu nazywamy zespołem montażowym
Połączeniem nazywamy część wyrobu (tj. maszyny, urządzenia lub ich zespołu dowolnego
rzędu) stanowiącą powiązanie dwóch lub więcej jednostek montażowych, ograniczające
całkowicie lub częściowo ich wzajemne przemieszczenie i umożliwiające przenoszenie siły
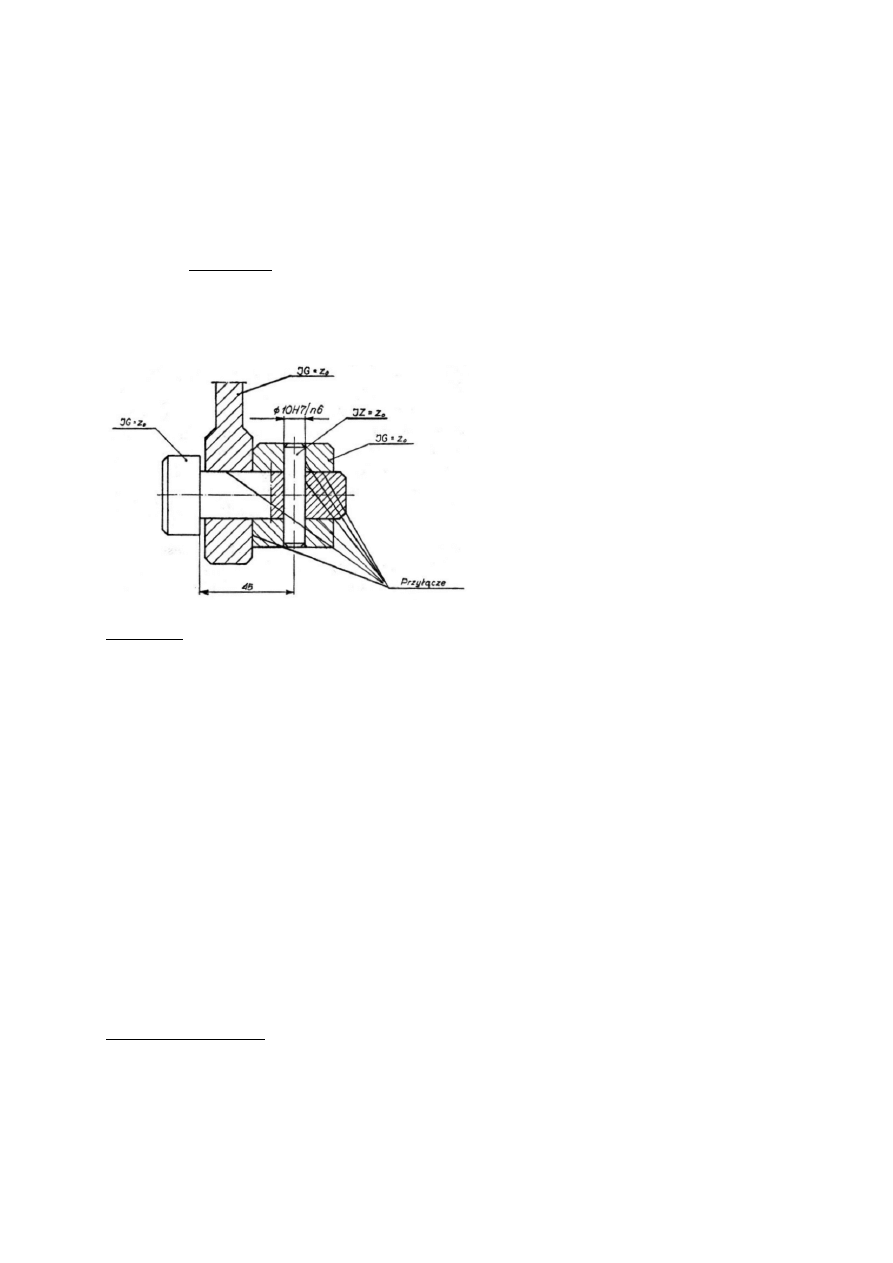
25
lub mocy z jednej jednostki na drugą. Obszar połączenia obejmuje jednostki główne oraz
jednostki złączne
Wydzieloną część jednostki przystosowaną do połączenia z odpowiednio przygotowaną
częścią innej jednostki podlegającej łączeniu (np. czop, otwór, gwint, płaszczyzna itp.)
nazywamy przyłączem
Przykład połączenia zespołu składający się z 3 jednostek głównych i jednostki złącznej ze
wskazaniem przyłączy
Montażem nazywamy szereg logicznie powiązanych ze sobą czynności potrzebnych dla
połączenia dwóch i więcej jednostek montażowych według z góry określonych warunków
technicznych, jakim powinno odpowiadać dane połączenie
Czynności montażowe:
• przenoszenie jednostek montażowych do przestrzeni roboczej
• orientowanie wzajemne jednej jednostki (lub jednostek) względem drugiej
• ustalenie jednostki przyłączanej powierzchnią ustalającą do powierzchni ustawczej
jednostki bazowej
• utrwalenia połączenia bezpośrednie lub pośrednie za pomocą jednostek złącznych lub
środków łączących — czynność możliwa, lecz nie występująca w każdym przypadku
• kontrola połączenia (czynność możliwa lecz nie zawsze konieczna)
przemieszczenie jednostki montowanej poza przestrzeń roboczą
Elementy składowe procesu technologicznego montażu
Operacją montażową nazywamy metodycznie zamkniętą część procesu technologicznego,
wykonywaną bez przerw na jednym stanowisku roboczym, przez jednego pracownika (lub
grupę pracowników) na określonych jednostkach montażowych, obejmujących logicznie
powiązane czynności mające na celu uzyskanie połączenia tych jednostek
26
Zabiegiem montażowym nazywamy zamkniętą część operacji wykonywaną w jednym, ściśle
określonym miejscu połączenia, jednym narzędziem (lub zespołem narzędzi) dwóch lub
więcej jednostek montowanych bez zmiany położenia tych ostatnich
Rodzaje operacji montażowych
• główne - część maszyny, względnie jej zespół uzyskuje własności zezwalające na
prawidłowe, zgodnie z założeniami konstruktora, działanie w maszynie
• pomocnicze - nie wpływają na własności części lub zespołów, jednak są one
nieodzowne w procesie
• kontrolne - zapobiegają przedostawaniu się jednostek nieodpowiednio zmontowanych
do dalszego etapu montażu
Metody montażu
• pełnej zamienności
• selekcyjną
• z kompensacją
• z dopasowywaniem części
W produkcji o pełnej zamienności dowolnie wybrany przedmiot może być połączony z
dowolnie wybranym przedmiotem, bez dodatkowej obróbki, dopasowywania, dobierania itp.
Zasada zamienności opiera się na wykonaniu współpracujących części w określonych, na
ogół wąskich tolerancjach wymiarów, kształtu, powierzchni i wzajemnego położenia, co
pociąga za sobą wzrost kosztów produkcji.
27
Cechy montażu o pełnej zamienności
• łatwy i tani montaż, którego czas może być ściśle ustalony, co ma duży wpływ na
koszt i organizację produkcji
• najlepsze rozwiązanie zagadnienia produkcji tzw. części zamiennych (zastępujących
części zużyte)
• wysoki koszt wykonania części ze względu na zmniejszone tolerancje
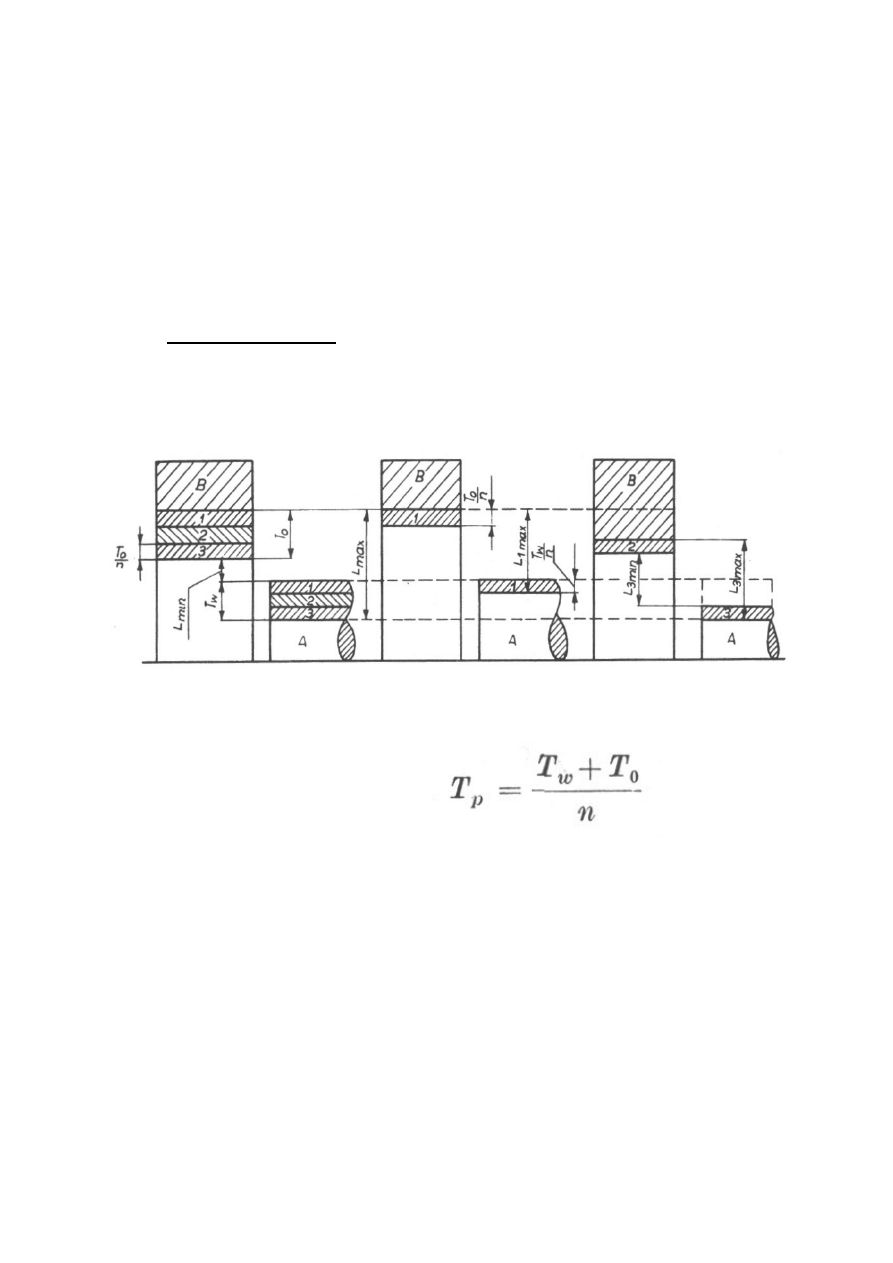
Metoda montażu selekcyjnego polega na tym, że po wykonaniu przedmiotów z tolerancjami
rozszerzonymi przed właściwym montażem następuje przy ich pomiarze podział na grupy o
węższych tolerancjach i dopiero elementy zaliczone do tych samych grup łączy się ze sobą
Tolerancja wałka w pojedynczej grupie T
w
/ n
Tolerancja pasowania
Montaż metodą kompensacji opiera się na założeniu, że żądaną dokładność ogniwa
zamykającego osiąga się przez zmianę wielkości jednego z ogniw składowych.
Można to osiągnąć następującymi sposobami:
• przez wprowadzenie do łańcucha wymiarowego dodatkowej części (tzw.
kompensatora) wykonanej wg różnych wymiarów różniących się między sobą o
wielkość tolerancji ogniwa zamykającego; wielkość kompensatora dobieramy przy
montażu
• przez wprowadzenie do łańcucha wymiarowego kilku dodatkowych części
(kompensatorów)
28
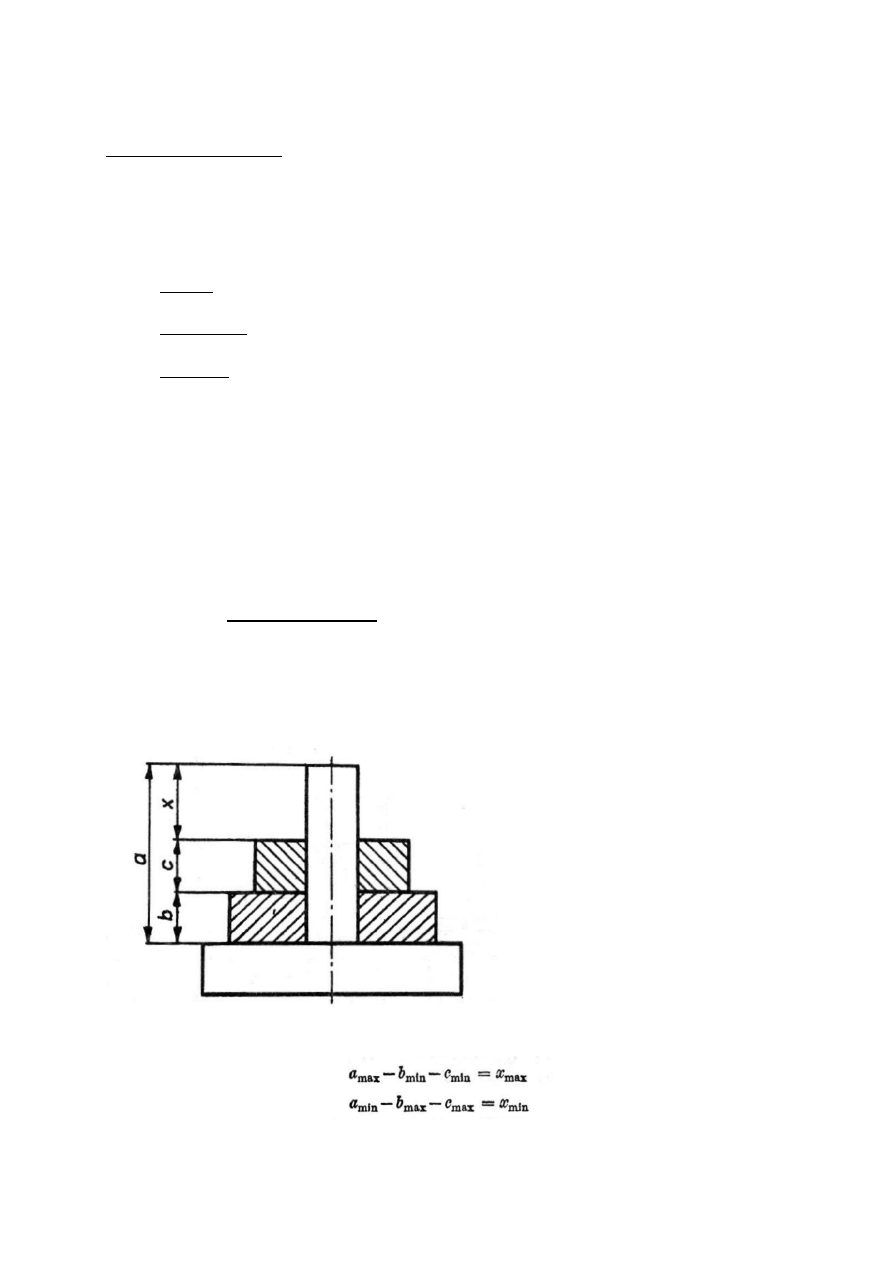
Montaż z kompensatorem stałym: b, c — wymiary części,
y — wymiary kompensatora
• przez wprowadzenie do łańcucha wymiarowego kilku dodatkowych części (kom-
pensatorów)
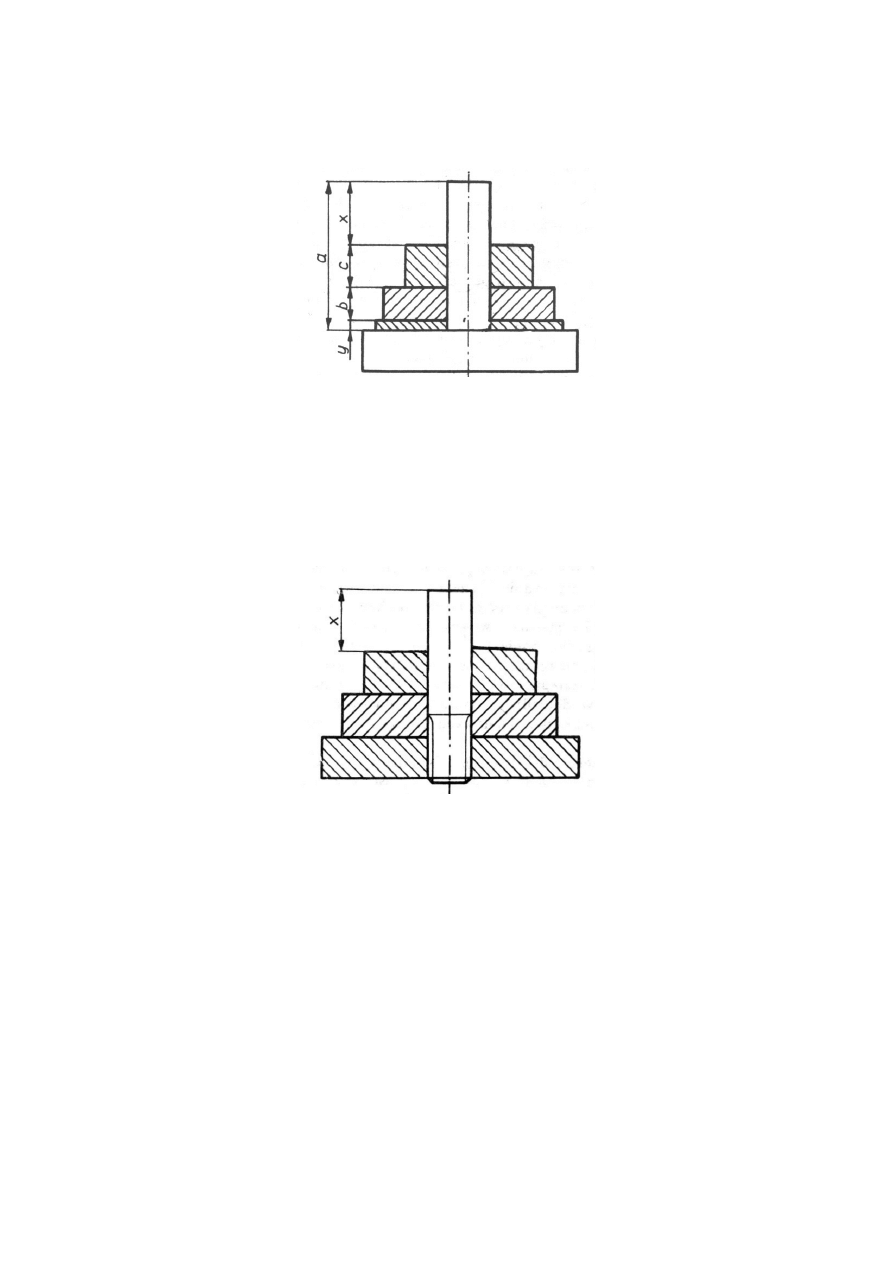
• przez zmianę położenia jednego z elementów zespołu zmontowanego
Montaż z kompensatorem zmiennym
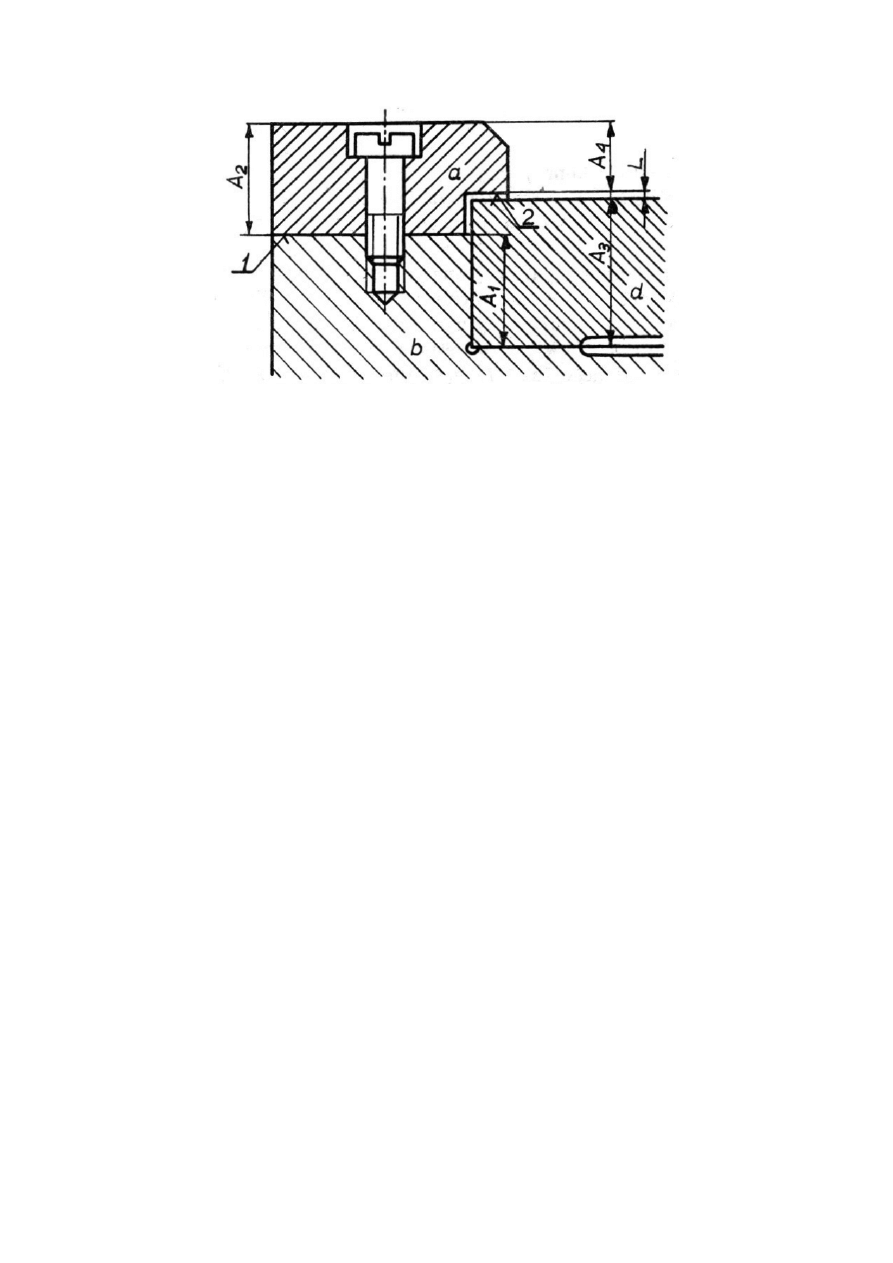
• przez zmianę wymiarów jednej z części, która w tym celu ma pozostawiony naddatek
na obróbkę. Wymiar tej części w ogólnym łańcuchu wymiarowym jest ogniwem
kompensacyjnym (tzw. kompensacja technologiczna, np. wymiary A
2
lub A
4
listwy, a
w zespole przedstawionym na rysunku, dla uzyskania żądanego luzu i, usuwamy
naddatek kompensacyjny na powierzeniach 1 lub 2)
29
Przykład montażu z kompensacją technologiczną
Metoda montażu z dopasowywaniem. Metoda montażu z dopasowywaniem jest podobna do
montażu z kompensacją, w którym następuje zmiana wymiarów części. Różnica polega na
tym, że oprócz dokładności wymiarowej następuje zmiana dokładności kształtu, wzajemnego
położenia i powierzchni. Ze względu na dużą pracochłonność czynności związanych z
dopasowywaniem montaż wg tej metody stosuje się w produkcji jednostkowej i małoseryjnej
Zalety metody montażu z kompensacją
• pozwala ona na największe rozszerzenie tolerancji wykonania elementów łączonych
(składowych łańcucha wymiarowego)
• możliwość osiągnięcia dowolnego stopnia dokładności przy montażu i utrzymanie tej
dokładności w czasie eksploatacji przez wymianę zużytych kompensatorów lub ciągłą
regulację powstających luzów
Wyszukiwarka
Podobne podstrony:
białucki,technologia materialów inżynierskich,WYTWARZANIE STALI
inzynieria wytwarzania sprawozdanie 2
Inżynieria wytwarzania metody łączenia
Inzynieria wytwarzania
Inzyniera Wytwarzania w opracowanie w doc i sciaga
Inzynieria wytwarzania wyklady 2
2 Czynniki warunkujące rozwój inżynierii wytwarzania metali
techniki wytwarzania, Studia, Odlewnictwo spawalnictwo inżynieria wytwarzania
Inżynieria wytwarzania
Inżynieria wytwarzania egzamin2
INZYNIERIA WYTWARZANIA.Przerobka Plastyczna.2013 email nr 2, Materiały polibuda, semestr V, Przeróbk
Spawanie TIG, Studia, Odlewnictwo spawalnictwo inżynieria wytwarzania
INZYNIERIA WYTWARZANIA.Przerobka Plastyczna.2013 email nr 2
inzynieria wytwarzania sprawozdanie 1
Inzynieria wytwarzania 1
frezowanie, INŻYNIERIA WYTWARZANIA
projekt Inżynieria Wytwarzania
więcej podobnych podstron