
1
UWAGA!!!
Materiał zawarty w poniższym konspekcie nie zawiera całego
materiału przedstawionego na wykładach z przedmiotu
„Inżynieria wytwarzania”.
2
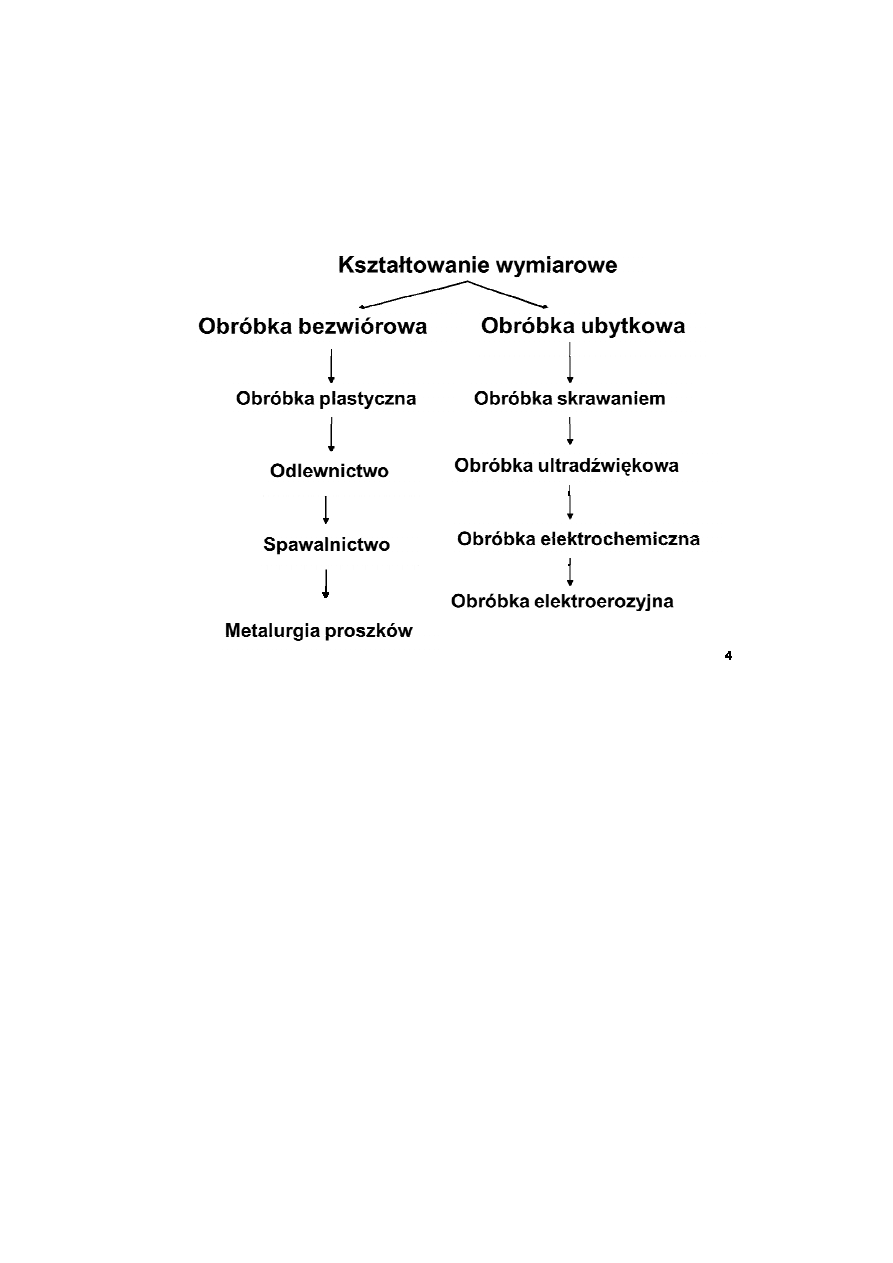
PODSTAWOWE WIADOMOŚCI DOTYCZĄCE PROCESU
SKRAWANIA
Obróbką skrawaniem nazywamy proces technologiczny, który polega na usunięciu przez
narzędzie określonej objętości materiału w celu uzyskania wymaganych wymiarów i kształtu
obrabianego elementu, a w niektórych przypadkach także określonych właściwości
fizycznych i mechanicznych powierzchni i warstwy podpowierzchniowej.
Obróbkę skrawaniem przeprowadza się za pomocą narzędzi jedno- i wieloostrzowych.
Jednak znamienną cechą narzędzi skrawających jest klinowy kształt ostrza. Ostrze to zostaje
wciskane w materiał, oddzielając jego część, tzn. naddatek.
3
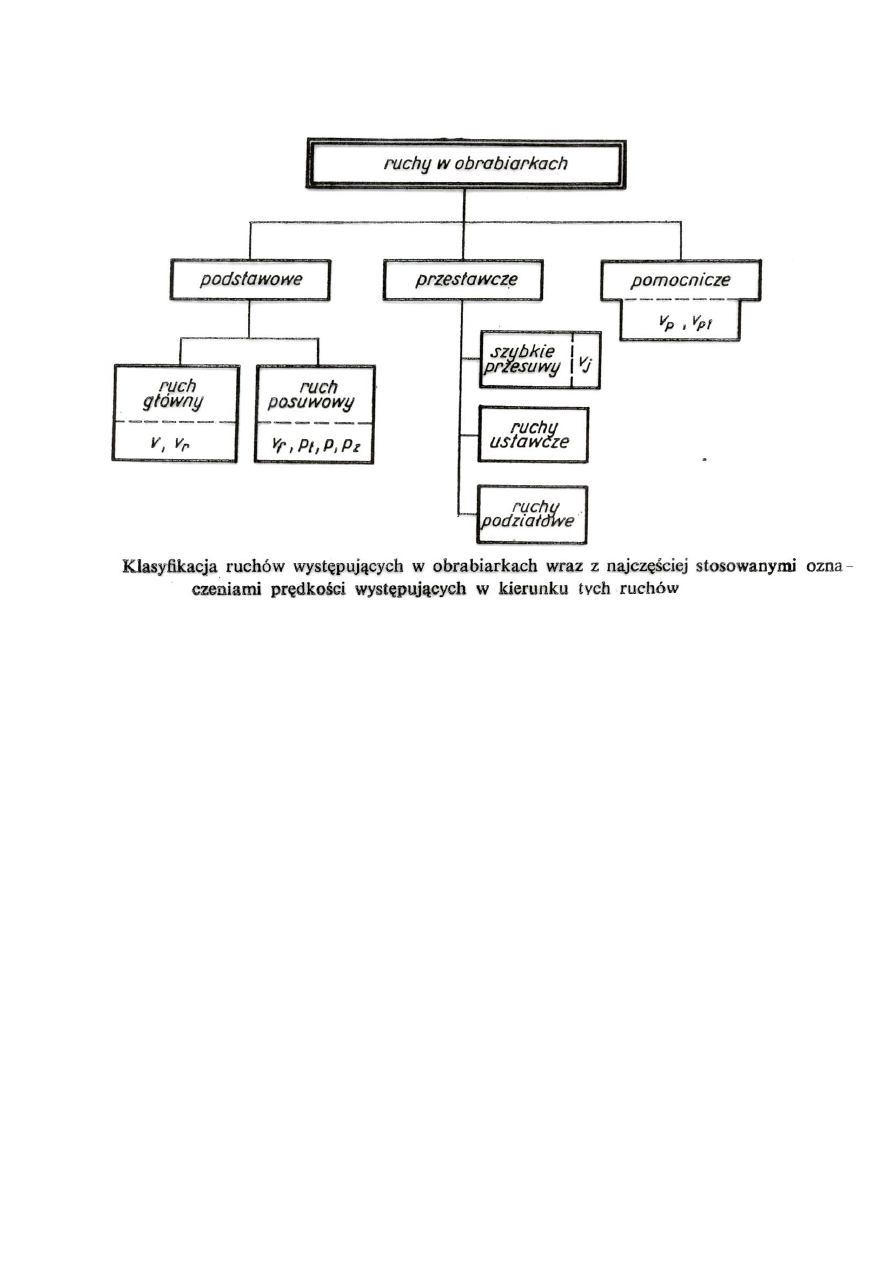
Ruchy procesu skrawania
Ruchy kształtowania są torami narzędzia względem przedmiotu zapewniającymi odpowiedni
kształt i wymiary obrabianego przedmiotu.
Ruchy skrawania są to ruchy umożliwiające usuwanie naddatku z powierzchni.
Ruch główny (roboczy) - jest ruchem dostarczającym wymaganej procesem energii
potrzebnej do oddzielenia naddatku obróbkowego.
Ruch posuwowy – umożliwia wraz z ruchem roboczym zdjęcie naddatku z całej powierzchni.
Ruchem roboczym jest najczęściej ruch narzędzia lub przedmiotu o większej szybkości.
Rodzaje procesów obróbki skrawaniem charakteryzuje powiązanie kinematyki ruchu
narzędzia i przedmiotu obrabianego tzn. kierunku i rodzaju ruchów głównych i posuwowych.
Rodzaje obróbki
1. Obróbka wstępna – obejmuje pierwsze przejście narzędzia – usuwa się tutaj warstwy
wierzchnie z przedmiotu obrabianego, czyli tzw. naskórek, który zawiera wady powstałe
w procesie produkcji surówki (walcowanie, odlewanie). Potocznie tą obróbkę nazywamy
skórowaniem lub zdzieraniem.
2. Obróbka kształtująca – obróbka, która nadaje właściwy kształt przedmiotowi
obrabianemu przez zdjęcie warstw materiału po oskórowaniu.
3. Obróbka wykańczająca – ostatnie przejścia, które nadają ostateczny kształt wymiary
i gładkość powierzchni przedmiotu obrabianego.
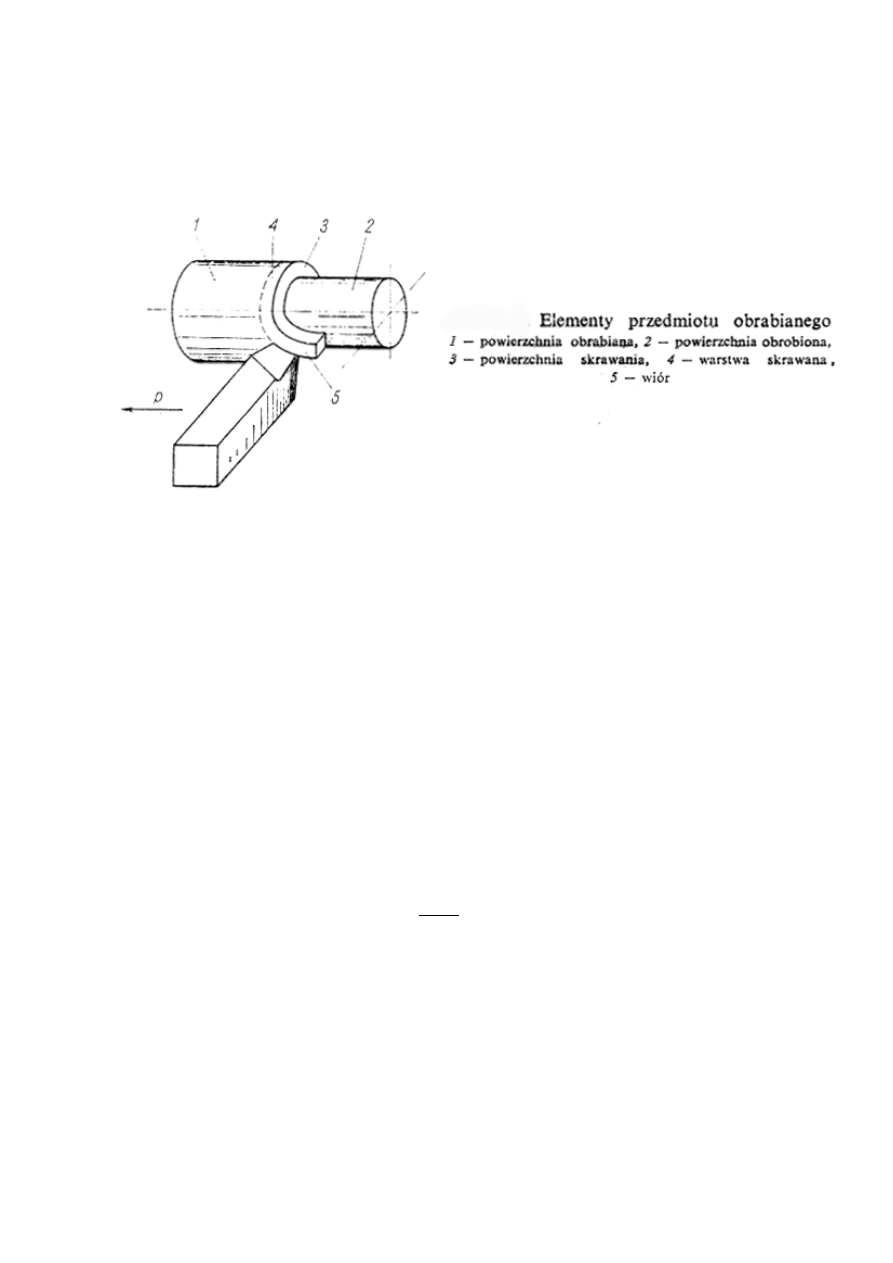
Elementy przedmiotu obrabianego i parametry skrawania
W procesach obróbki mamy następujące elementy przedmiotu obrabianego:
4
- powierzchnię obrabianą – powierzchnia, która w danym procesie podlega obróbce;
- powierzchnie
obrobioną – utworzoną na przedmiocie obrabianym po przejściu narzędzia
(ukształtowaną w wyniku przejścia narzędzia);
- powierzchnię skrawania – jest to powierzchnia chwilowo odwzorowywana przez
narzędzie skrawające.
W procesie obróbki skrawaniem powstaje produkt uboczny, nazywany wiórem. Ta część
materiału obrabianego, którą narzędzie przekształca w wiór nazywa się warstwą skrawaną.
Parametry skrawania określają podstawowe ruchy narzędzia i przedmiotu obrabianego (PO),
wymiary naddatku usuwanego podczas obróbki, geometrię warstwy skrawanej oraz geometrię
ostrza.
Dzielimy je na technologiczne i geometryczne.
Parametry technologiczne - to wielkości określające ruchy narzędzi i PO oraz głębokość
skrawania.
Parametry geometryczne – to wielkości charakteryzujące kształt, wymiary oraz pole
przekroju poprzecznego warstwy skrawanej.
Parametry technologiczne
Prędkość obrotowa n[obr/min] – jest to wielkość określająca najczęściej ruch główny
i wyrażona jest liczbą obrotów PO lub narzędzia wykonanych w ciągu minuty.
Prędkość skrawania V – jest prędkością ruchu głównego (roboczego) – jest to chwilowa
największa prędkość punktu krawędzi skrawającej wzgl. P.O. Wyraża się ją najczęściej w
m/min (tylko w przypadku szlifowania w m/s)
1000
Dn
V
π
=
m/min
n – prędkość obrotowa wrzeciona,
D – średnica powierzchni obrabianej (dla toczenia zewnętrznego) lub powierzchni obrobionej
(np. średnica narzędzia dla wiercenia).
W definicji prędkości skrawania pomija się prędkość ruchu posuwowego ze względu na jego
bardzo małą wartość w porównaniu z prędkością ruchu roboczego.
Posuwem na obrót
p[mm/obr] nazywamy wartość liniową przemieszczenia narzędzia lub
P.O. odpowiadającą jednemu obrotowi ruchu roboczego.
5
Posuwem minutowym
p
t
lub prędkością posuwu jest chwilowa prędkość ruchu posuwowego
czyli stosunek drogi jaką przebywa w tym ruchu PO lub narzędzia do czasu. Wyraża się go
[mm/min].
W przypadku narzędzi wieloostrzowych mamy do czynienia z posuwem na ząb p
z
[mm/ząb]–
jest to długość drogi przebytej przez PO lub narzędzia w czasie obrotu narzędzia o kąt
zawarty między dwoma sąsiednimi ostrzami lub zębami.
Między tymi rodzajami posuwów zachodzą następujące zależności:
p
t
= p
⋅ n = p
z
⋅ z ⋅ n
Głębokością skrawania
g[mm] nazywamy odległość pomiędzy powierzchnią obrabianą
a powierzchnią obrobioną .
Dla toczenia wzdłużnego można ją określić wzorem:
2
d
D
g
−
=
D – średnica powierzchni obrabianej,
d– średnica powierzchni obrobionej.
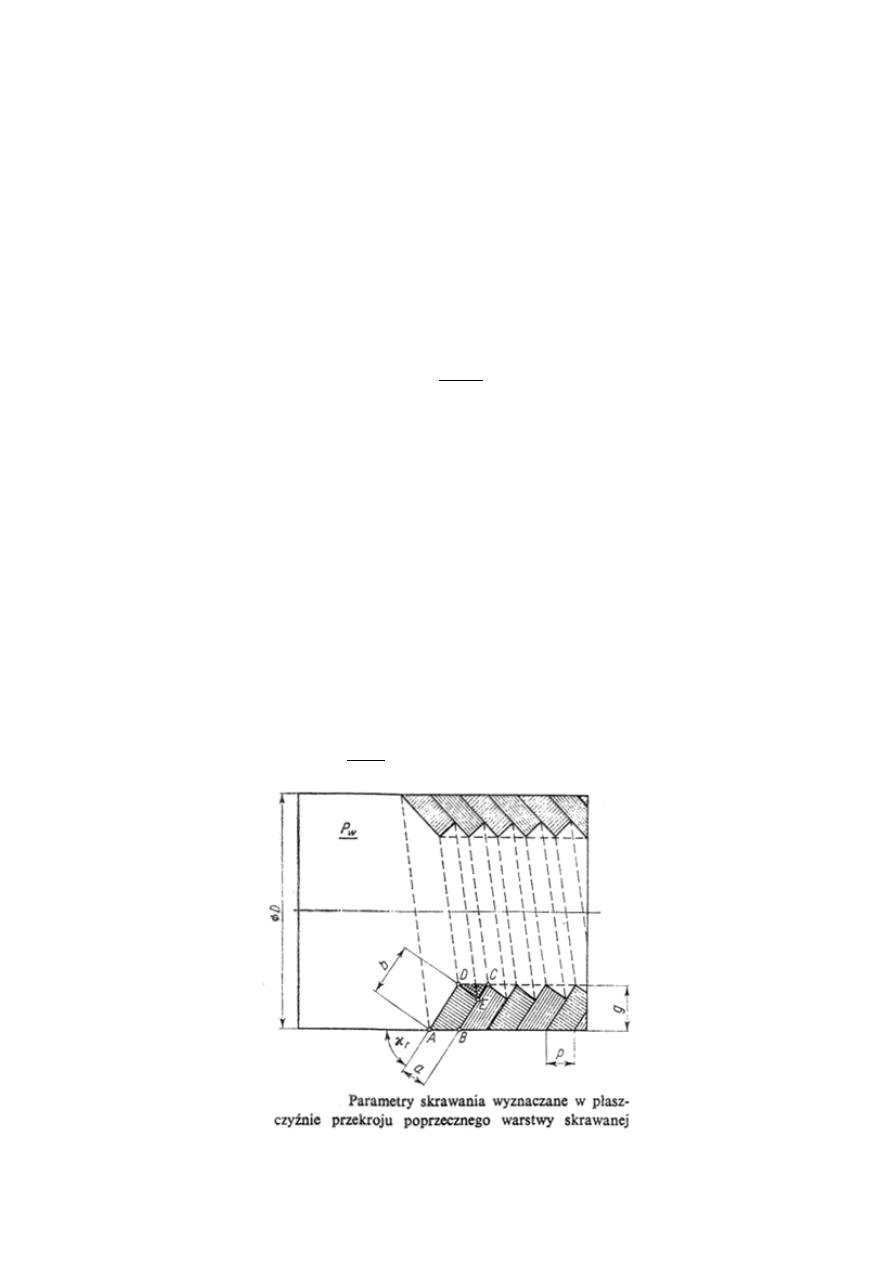
Parametry geometryczne
Geometrię warstwy skrawanej określamy w tzw. płaszczyźnie przekroju poprzecznego
warstwy skrawanej. Płaszczyzna ta jest prostopadła do prędkości ruchu głównego, a w
przypadku toczenia przechodzi przez oś przedmiotu obrabianego.
Pole przekroju poprzecznego warstwy skrawanej – pole równoległoboku ABCD
f = a
⋅ b [mm
2
]
Resztowe pole przekroju poprzecznego warstwy skrawanej – pole nierówności pozostawionej
na powierzchni obrobionej po jednym obrocie PO, wyznaczone w płaszczyźnie przekroju
poprzecznego warstwy skrawanej.
f
r
= pole
ΔCDE
Rzeczywiste pole przekroju poprzecznego warstwy skrawanej f
rz
= f – f
r
≈ f , gdyż f
r
<= 1%f
χ
sin
g
b
=
a = psin
χ ⇒ f = g ⋅ p
6
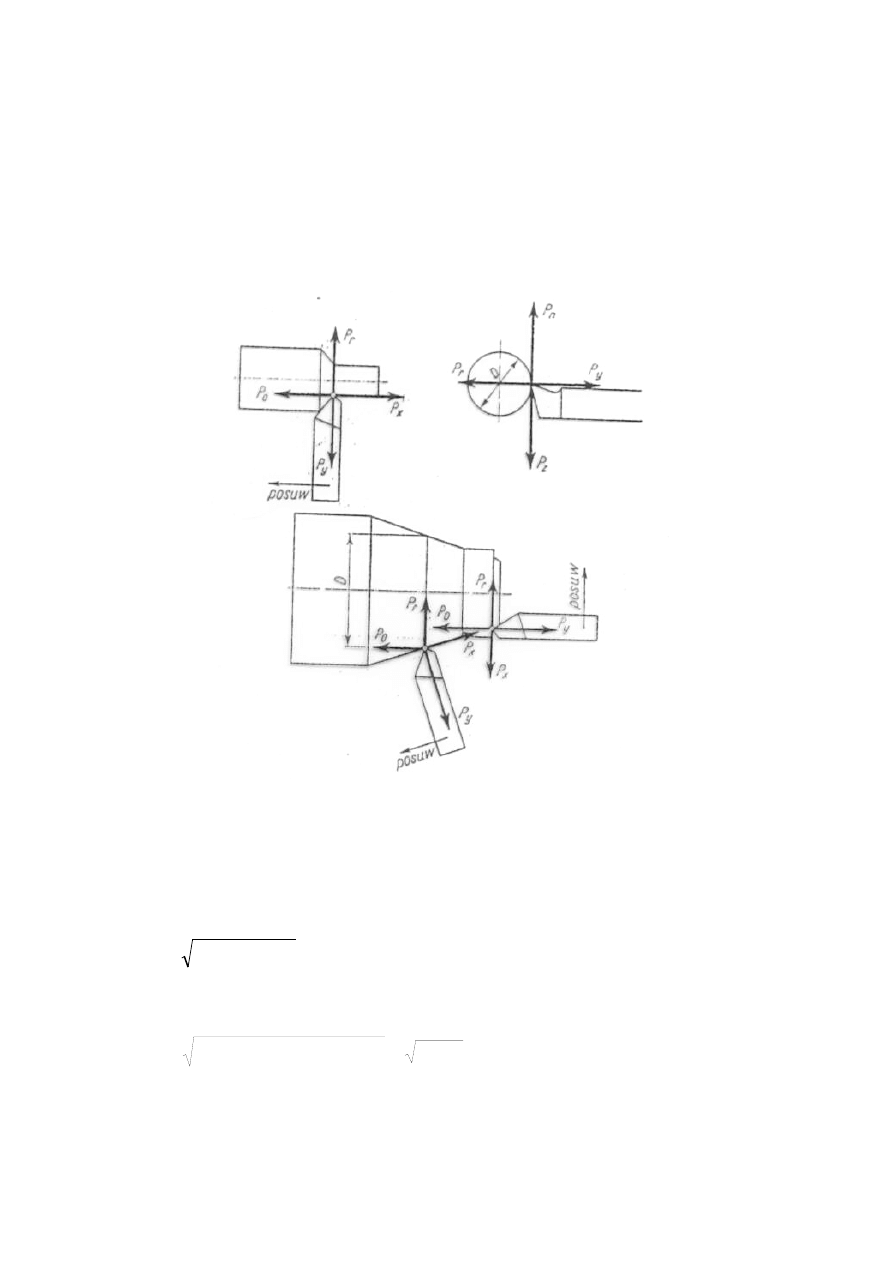
Siły występujące podczas skrawania
Siły podczas skrawania wykonują pracę zużywaną na:
- odkształcenie i oddzielenie warstwy skrawanej,
- odkształcenie wióra,
- tarcie
między wiórem a narzędziem,
- tarcie
wewnętrzne w materiale.
Siła P
z
działa równolegle do wektora prędkości obwodowej w punkcie styczności
wierzchołkowej N z P.O. i nazywana jest
składową obwodową
.
Siła P
x
jest równoległa do posuwu narzędzia i nosi nazwę
składowej posuwowej
.
Siła P
y
jest prostopadła do powierzchni obrobionej i dwóch pozostałych składowych i nosi
nazwę
składowej odporowej
.
2
2
2
z
y
x
P
P
P
P
+
+
=
- wypadkowa siła skrawania
P
z
: P
x
: P
y
= 1 : 0,25 : 0,4 – dla toczenia wzdłużnego stali P
y
= 0,4 P
z
P
x
= 0,25P
z
(
) (
)
z
z
z
z
z
P
P
P
P
P
P
1
,
1
22
,
1
4
,
0
25
,
0
2
2
2
≈
≈
+
+
=
Z tego powodu w praktyce często przyjmuje się, że P
≅ P
z
.
7
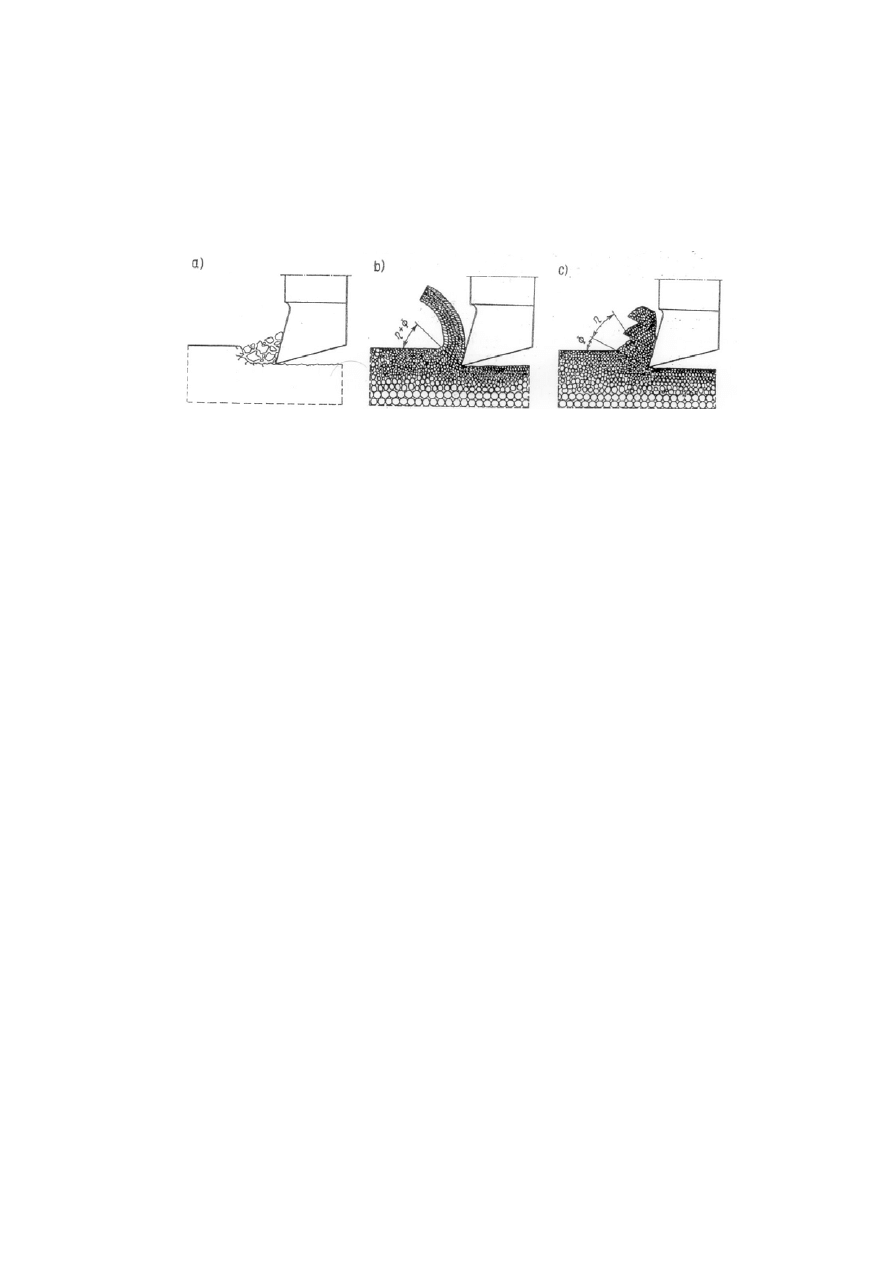
Rodzaje wiórów
Wygląd i kształt warstwy skrawanej, która zostaje przekształcona w wiór, zależy
w znacznym stopniu od własności materiału obrabianego, a także od stanu naprężeń
i odkształceń w warstwie skrawanej, wywołanych procesem skrawania. W zależności od tych
warunków możemy otrzymać następujące rodzaje wiórów:
a) odłamkowy (odpryskowy, odrywany),
b) wstęgowy,
c) schodkowy.
Oprócz tych podstawowych odmian istnieją również odmiany pośrednie.
Wiór odłamkowy
powstaje podczas skrawania metali twardych i kruchych (np. twardego
żeliwa, twardych brązów i mosiądzów). Składa się z oddzielnych cząstek różnej wielkości,
nie powiązanych ze sobą. Wióry te powstają w wyniku przekroczenia wytrzymałości
rozdzielczej materiału skrawanego.
Wiór wstęgowy
przyjmuje najczęściej postać spirali lub zwiniętej taśmy; powstaje np. przy
skrawaniu stali z dużymi prędkościami skrawania, przy małych przekrojach warstwy
skrawanej. Powierzchnia wióra od strony ostrza jest gładka, o lustrzanym połysku.
Wiór schodkowy
powstaje w wyniku przekroczenia wytrzymałości na ścinanie.
Występują tu granice podziału wióra na segmenty tam, gdzie nastąpiło częściowe naruszenie
spójności materiału.
Rodzaj wygląd wióra mówi nam o chropowatości powierzchni obrobionej, zmienności sił
skrawania i wielu innych elementach procesu skrawania.
Np. najmniejsza chropowatość powierzchni obrobionej jest obserwowana przy powstawaniu
wióra wstęgowego, największa - przy wiórze odłamkowym.
Każda z odmian wióra wskazuje na wielkość parametrów skrawania, przy jakich obróbka się
odbywała. Doświadczenia wskazują, że przy skrawaniu tego samego materiału można
uzyskać często wszystkie rodzaje wiórów, należy tylko stosować odpowiednie parametry
skrawania.
Ciecze chłodząco – smarujące
Funkcje:
1. Zmniejszają tarcie narzędzia o materiał obrabiany, co zmniejsza ilość wydzielanego
ciepła, zużycie ostrza, opory skrawania.
2. Zmniejszają moc skrawania, na skutek działania dodatków powierzchniowo aktywnych.
8
3. Powodują zwiększenie prędkości odprowadzania ciepła, poprzez zwiększenie różnicy
temperatury między miejscem najwyższej temperatury a powierzchnią wióra lub ostrza
narzędzia.
4. Ułatwiają usuwanie drobnych wiórów, produktów ścierania ostrza, pochłaniają pył.
5. Zwiększają gładkość powierzchni obrobionej.
W zależności od rodzaju obróbki oraz właściwości cieczy może ona spełniać zadanie
chłodzące, smarujące lub chłodząco-smarujące.
Do cieczy chłodzących należą wodne roztwory mineralnych elektrolitów, które chłodząc,
chronią jednocześnie P.O. i obrabiarkę przed korozją. Stosujemy je przede wszystkim, gdy w
czasie obróbki wydziela się dużo ciepła, przy dużych obciążeniach ostrza narzędzia.
Do cieczy smarujących należą przede wszystkim różnego rodzaju oleje, które tworzą na
powierzchni materiału obrabianego cienkie i trwałe warstewki, oddzielające współtrące
powierzchnie i zmniejszające tarcie w układzie N – PO. Stosuje się je przy niewielkich
obciążeniach ostrza, szczególnie przy obróbce dokładnej. Mają niewielkie działanie
chłodzące.
Ciecze chłodząco – smarujące to przede wszystkim emulsje, tworzące zawiesinę cząstek oleju
w wodzie. Tworzą cienkie warstewki na powierzchni P.O., zapewniając dobre smarowanie,
jednocześnie chłodzą strefę skrawania. Stosuje się je w przypadku występowania dużych
temperatur przy jednoczesnym istnieniu dużych oporów skrawania, np. przy wierceniu.
Zjawiska mechaniczne
Tworzenie się narostu na ostrzu
Narost
Na powierzchni ostrza tworzy się narost, który złożony jest z silnie odkształconych
warstewek metalu, mających budowę włóknistą. Twardość narostu jest większa niż twardość
materiału obrabianego, a przy powierzchni narzędzia zbliżona do twardości stali
zahartowanej, nieco mniejsza przy wierzchołku narostu. Powstaje zatem jakby drugie ostrze
skrawające, o nieco zmienionej geometrii, które bierze udział w procesie skrawania.
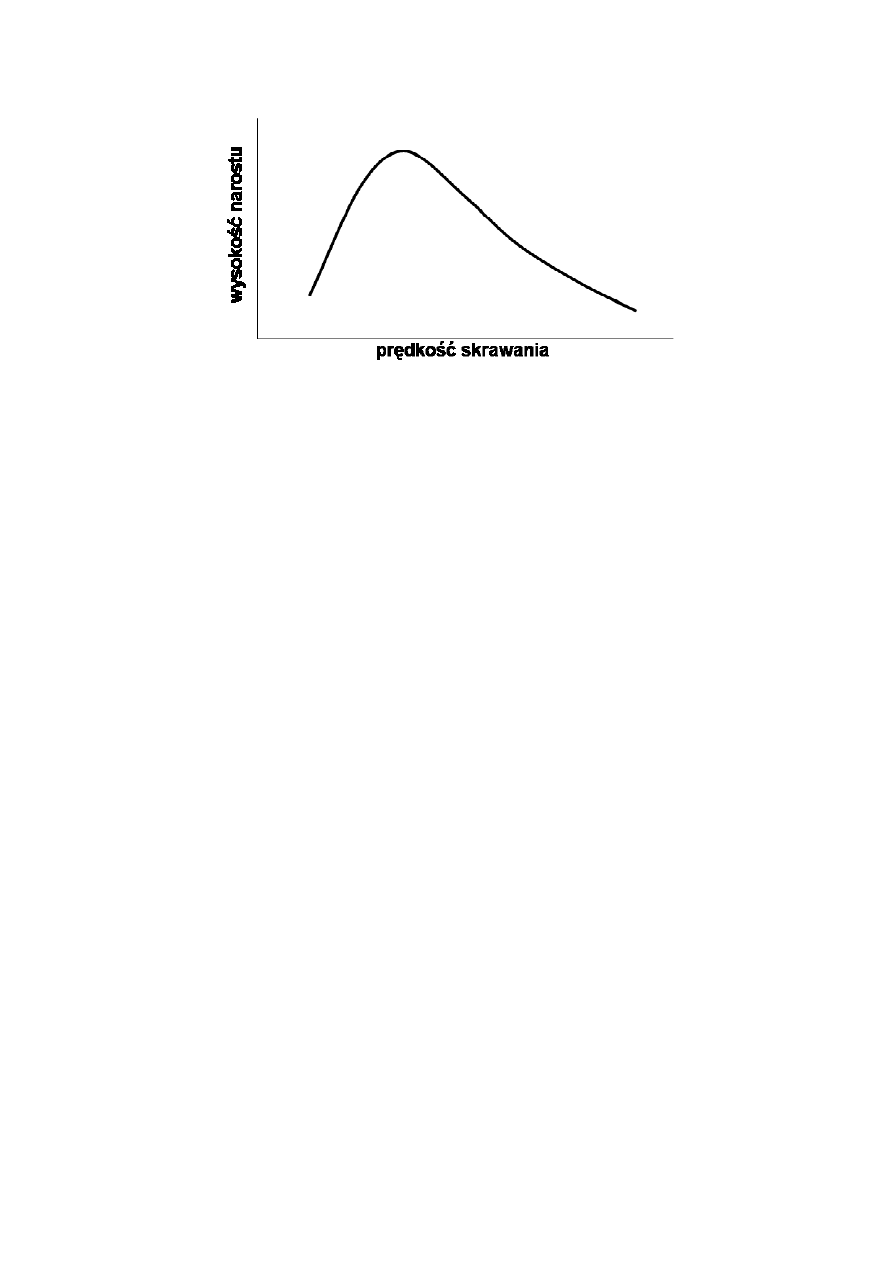
Powstawanie narostu na ostrzu wiąże się ściśle z prędkością skrawania.
9
Narost jest zjawiskiem cyklicznym; w wyniku wzrostu wysokości narostu w pewnym
momencie następuje jego ścięcie i proces odbywa się od początku.
Korzystny wpływ narostu: chroni powierzchnię ostrza od styku z wiórem i przez to zmniejsza
zużycie ostrza.
Narost zmienia parametry ostrza, pogarsza gładkość powierzchni obrabianej i dlatego jest
bardzo niekorzystnym zjawiskiem, szczególnie przy obróbce dokładnej.
Zużycie ostrza
Zużycie ostrza określa się jako geometryczne zmiany ostrza, związane najczęściej z ubytkiem
materiału. Często związane jest to ze zmianami właściwości ostrza pod wpływem obciążeń
i działania temperatury.
Zużycie mechaniczne może mieć charakter
ścierny lub wytrzymałościowy
.
Zużycie ścierne
polega na wycieraniu się ostrza pod wpływem tarcia wiórów o ostrze i ostrza
o materiał skrawany.
Zużycie wytrzymałościowe
uwidaczniające się w postaci pęknięć, wyszczerbień i
wykruszeń. Jest wynikiem przekroczenia wytrzymałości doraźnej lub zmęczeniowej
elementów ostrza.
W zależności od parametrów skrawania zużyciu może ulegać powierzchnia natarcia,
powierzchnia przyłożenia lub obie jednocześnie.
Powierzchnia natarcia
jest to powierzchnia po której spływa wiór.
Powierzchnia
przyłożenia
jest to powierzchnia noża od strony warstwy skrawanej, tworząca w przecięciu z
powierzchnią natarcia krawędź skrawającą.
Zużycie powierzchni przyłożenia przejawia się w postaci równoległych rys
o nierównomiernej długości. Wierzchołek noża cofa się i przez to zmniejsza się głębokość
skrawania, zwiększa się chropowatość, a w konsekwencji może to doprowadzić do
zniszczenia ostrza.
Wskaźnikiem zużycia powierzchni przyłożenia h
p
jest wysokość starcia powierzchni
przyłożenia od punktu pierwotnej krawędzi ostrza do dolnej granicy zużycia powierzchni
przyłożenia.
Wartość maksymalną wskaźnika h
p max
obserwuje się najczęściej w miejscu występowania
maksymalnej prędkości skrawania.
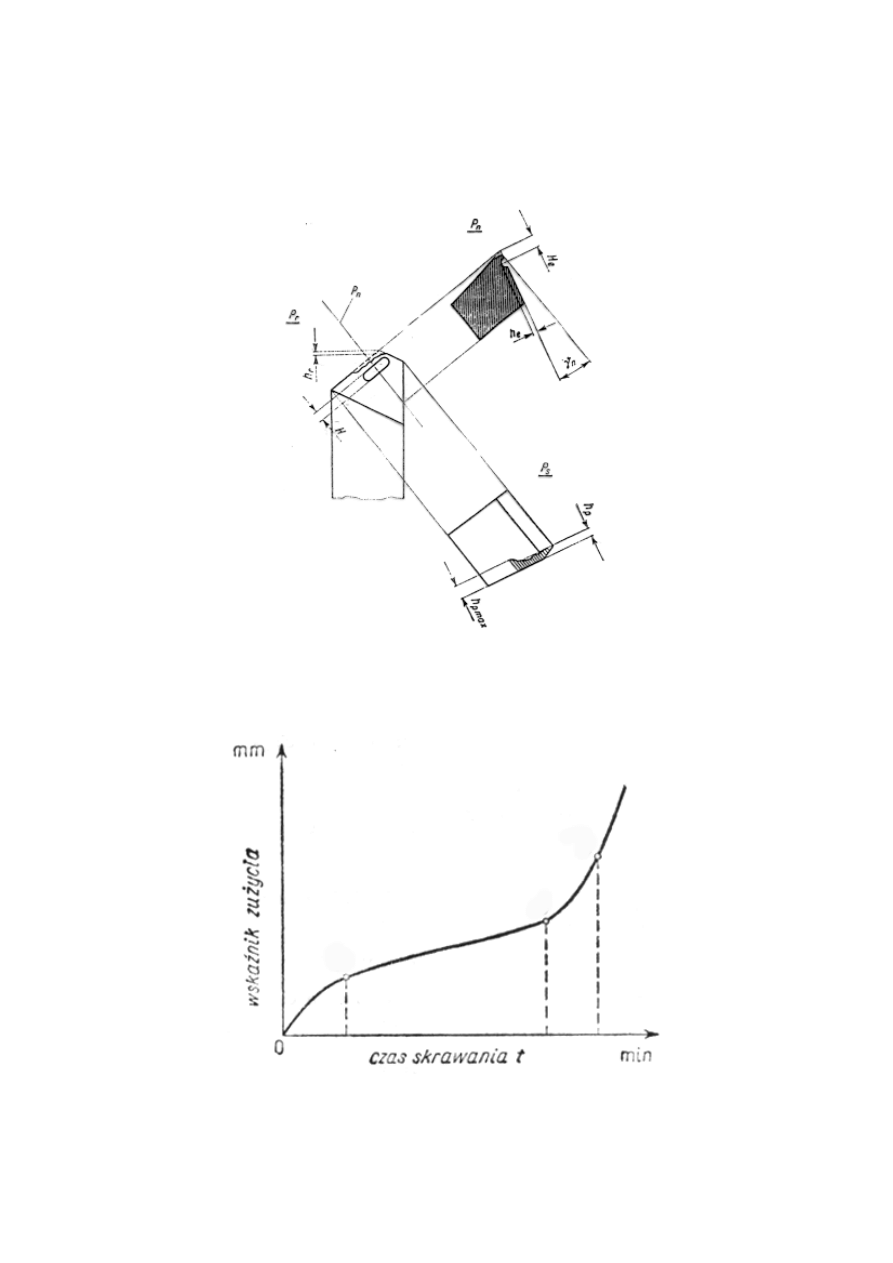
10
Zużycie powierzchni natarcia przejawia się w postaci powstawania rowka, w pewnej
odległości od krawędzi skrawającej, co wywołane jest tarciem wióra o powierzchnię natarcia.
Powoduje to zmniejszenie przekroju ostrza noża, co może w konsekwencji spowodować jego
zniszczenie.
Wskaźnikiem zużycia powierzchni natarcia jest głębokość rowka h
e
– odległość maksymalna
dna rowka od powierzchni natarcia oraz szerokość rowka H.
Wartość wskaźników zużycia rośnie z różną szybkością w zależności od czasu pracy ostrza.
W okresie pierwszym zużycie przebiega szybko, co wiąże się z docieraniem ostrza, li-
kwidowaniem nierówności na powierzchni ostrza. Drugi okres to okres niewielkiego, równo-
miernego zużycia. W okresie trzecim następuje gwałtowny wzrost szybkości zużycia narzę-
I
II
III

11
dzia. Tutaj skrawanie staje się nieopłacalne, gdyż znacznie pogarsza się stan powierzchni ob-
robionej, poza tym skrawanie na tym odcinku może doprowadzić do zniszczenia narzędzia i
obrabiarki.
Stępienie
Stępieniem
nazywamy utratę właściwości skrawnych narzędzia, które wymagane są
do wykonania określonej operacji obróbki skrawaniem.
Przywrócenie zdolności skrawnych stępionemu ostrzu nazywamy ostrzeniem ostrza.
Okresem trwałości (trwałością) ostrza nazywamy czas pracy ostrza, w okresie pomiędzy
dwoma kolejnymi stępieniami, przy niezmienionych warunkach obróbki. Oznaczamy go literą
T i określamy w minutach.
Żywotnością narzędzia
nazywamy sumę okresów trwałości narzędzia liczonych od początku
do końca eksploatacji, po którym nie można już narzędziu przywrócić właściwości skrawnych
przez ostrzenie.
Istnieje kilka kryteriów stępienia ostrza; są to kryteria: fizykalne, ekonomiczne i technolo-
giczne.
Wg
kryterium fizykalnego
ostrze jest stępione, gdy wchodzimy w III etap zużycia. Możemy
to określić na podstawie wskaźników (h
p
, h
e
, H), wzrostu oporów i mocy skrawania, wzrostu
temperatury i drgań.
Wg
kryterium ekonomicznego
należy tak dobrać T, aby suma okresów trwałości osiągnęła
wartość maksymalną. Gdy T=const, można przyjąć:
i
⋅ T = max, gdzie: i- ilość przeostrzeń.
Uzyskamy dzięki temu maksymalną żywotność narzędzia.
Kryterium technologiczne
uwzględnia zmianę wymiaru przedmiotu, który podlega obróbce,
poza dopuszczalną tolerancję, co spowodowane jest starciem ostrza lub zmniejszeniem
gładkości powierzchni.
12
TECHNOLOGIA OBRÓBKI WIÓROWEJ I ŚCIERNEJ
Toczenie
Odmiany toczenia.
1. Toczenie zewnętrzne – obtaczanie (toczenie powierzchni zewnętrznych),
2. Toczenie wewnętrzne – roztaczanie lub wytaczanie – toczenie powierzchni wewnętrznych.
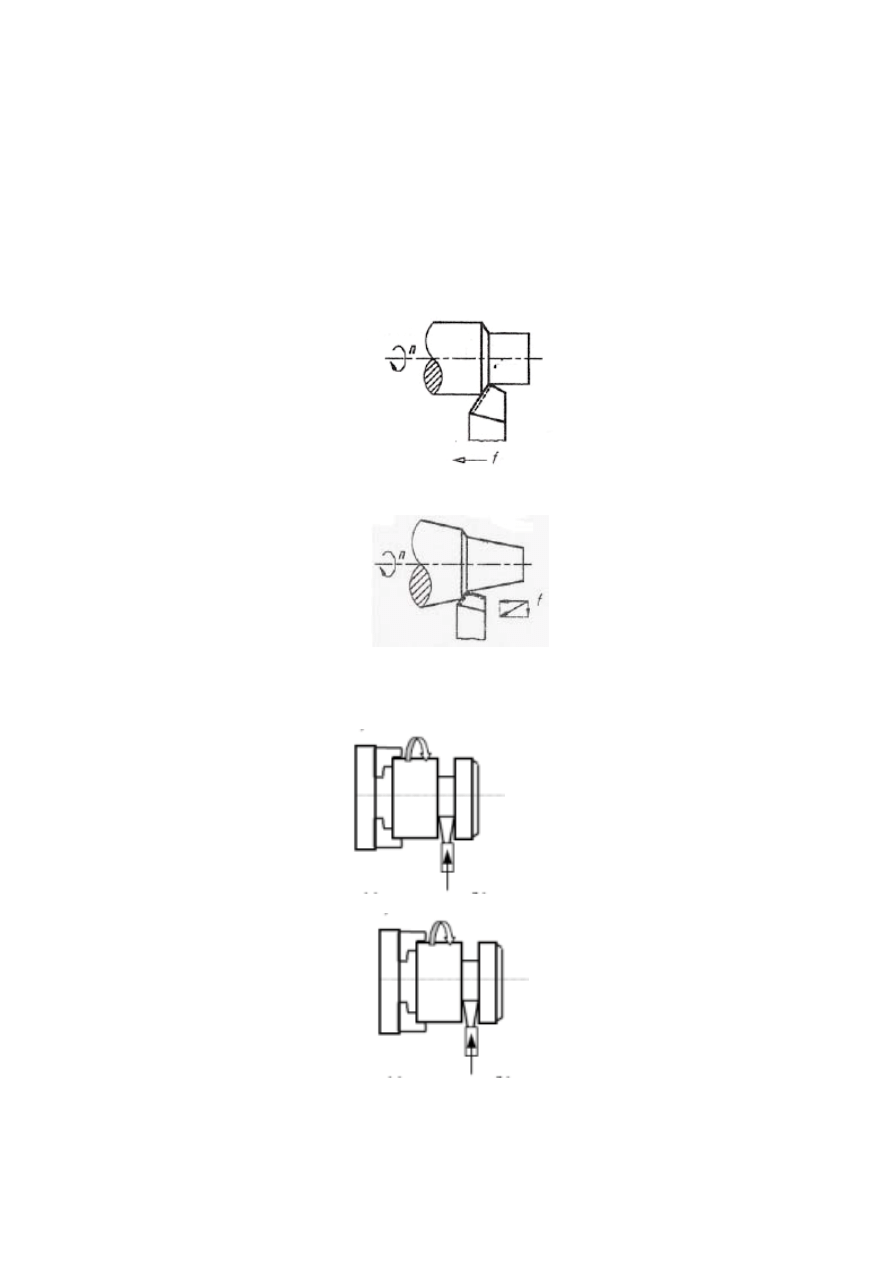
Ze względu na usytuowanie ruchów podstawowych, toczenie dzielimy na:
1. toczenie wzdłużne – kierunek ruchu posuwowego jest równoległy do osi obrotu przed-
miotu,
2.
toczenie
ukośne – kierunek ruchu posuwowego jest ustawiony do osi P.O pod kątem
0
0
<
α <90
0
3. toczenie poprzeczne – kierunek ruchu posuwowego jest prostopadły do osi obrotu
przedmiotu. Można tu wyróżnić:
a) toczenie czołowe – obróbka płaszczyzn czołowych,
b) przecinanie.
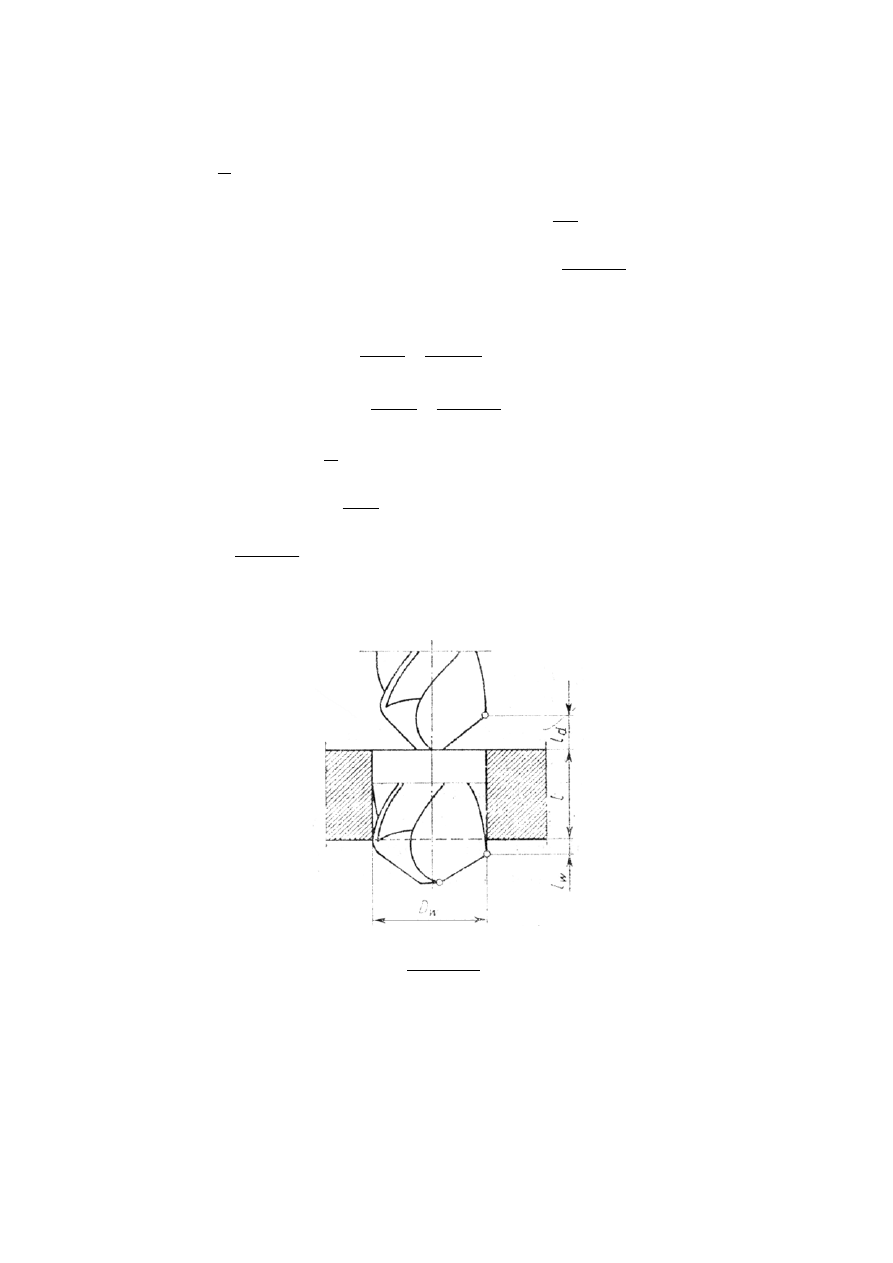
Czas maszynowy
jest to czas potrzebny na zdjęcie naddatku z powierzchni PO.
Zakładamy, że należy zdjąć naddatek o grubości całkowitej q
c
. Zdejmujemy go w „i”
przejściach i jeśli głębokość warstwy skrawanej ma być stała to q
c
=g i,
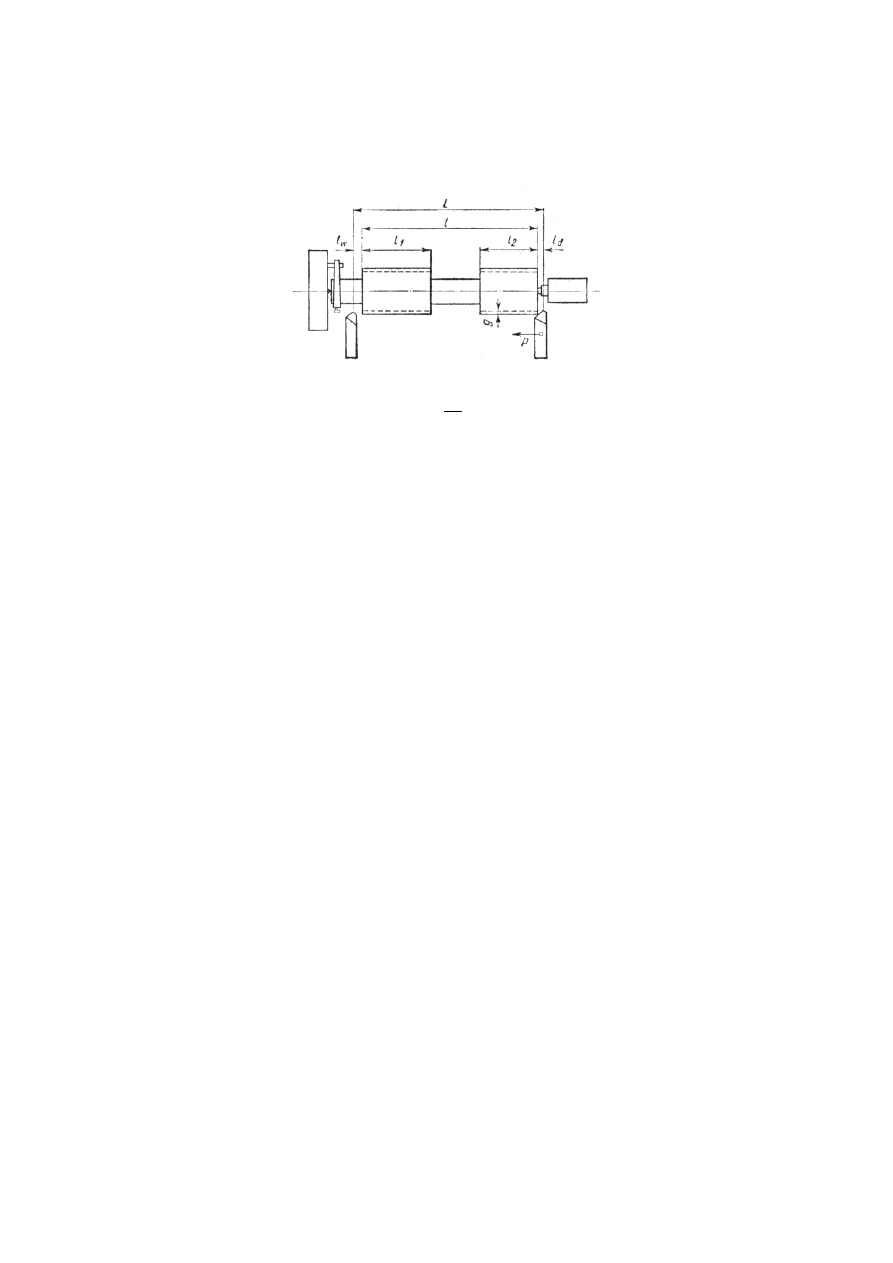
13
gdzie g – głębokość warstwy skrawanej zdjętej w każdym przejściu.
Droga narzędzia w ruchu posuwowym L
= l
d
+ l +l
w
i nazywamy ją długością przejścia.
Czas maszynowy t
m
odpowiada czasowi trwania ruchu posuwowego i określany jest stosun-
kiem długości przejścia L w ruchu posuwowym do prędkości ruchu posuwowego.
[ ]
min
p
L
i
t
t
m
=
Materiały stosowane na narzędzia skrawające
1. Stale
a) stale narzędziowe węglowe,
b) stale stopowe,
c) stale szybkotnące.
2. Materiały spiekane
a) węgliki spiekane metali trudnotopliwych,
b) tlenki spiekane,
c) cermetale,
d) inne.
Ad 1.
a) są to stale o zwiększonej zawartości węgla oraz niewielkiej ilości dodatków : Mn, Si, Cr,
Ni. Stale te poddaje się hartowaniu i odpuszczaniu niskiemu, w wyniku czego otrzymuje
się twardość około 60HRC.
Przykłady oznaczeń:
N9, N10, N11, N12 - stale głęboko hartujące,
N9E, N10E, N11E, N12E - stale płytko hartujące.
Temperatura pracy do 200
0
, zastosowane: na narzędzia ręczne – pilniki, brzeszczoty,
gwintowniki, pracujące przy małych prędkościach skrawania.
b) stale zawierające większą ilość składników stopowych: chrom, wolfram, wanad, mangan;
mają lepsze właściwości technologiczne i użytkowe niż stale narzędziowe węglowe.
Przykłady oznaczeń:
NC5, NC6, NW1, NWC
Wykonuje się z nich gwintowniki, narzynki, rozwiertaki i inne narzędzia do obróbki
ręcznej i maszynowej, pracujące w niezbyt ciężkich warunkach skrawania.
c) zawierają składniki stopowe: W, Cr, V a czasami Co i Mo, są to materiały narzędziowe
o bardzo dobrej hartowności, mogące pracować niezależnie od gatunku nawet do temp.
650
0
- 700
0
C przy dużych obciążeniach.
Przykłady oznaczeń:
SW18, SW12C, SK5M, SK10V.
Stosowane do obróbki różnych materiałów, w większość narzędzi do obróbki
mechanicznej.
14
Ad 2.
Materiały spiekane wytwarza się technologią metalurgii proszków.
Podstawowym składnikiem jest WC, a w niektórych przypadkach także TiC, węglik tantalu i
węglik niobu. Spoiwem które łączy twarde ziarna węglików jest zazwyczaj kobalt.
Rozróżnia się dwie grupy węglików spiekanych: wolframową (H) i wolframowo-tytanową (S
i U).
Twardość węglików spiekanych wynosi 87 – 92 HRA i jest wyższa niż stali szybkotnących.
Posiadają przez to wyższą odporność na ścieranie niż SS, dużą wytrzymałość na ściskanie,
natomiast mniejszą udarność. Z tego względu, chociaż bardziej niż SS nadają się do skrawa-
nia materiałów twardych, jednak są czułe na uderzenia i obciążenia udarowe wywołane np.
drganiami spowodowanymi nierównomiernym naddatkiem na obróbkę.
Wiercenie i procesy pokrewne (pogłębianie, rozwiercanie, nawiercanie)
Wszystkie te metody służą do obróbki otworów. Proces
wiercenia umożliwia zgrubne wyko-
nywanie wiercenia w materiale pełnym tzw. „wiercenie pełne” oraz powiększanie średnicy
już istniejących otworów „
wiercenie wtórne
” lub
powiercanie
.
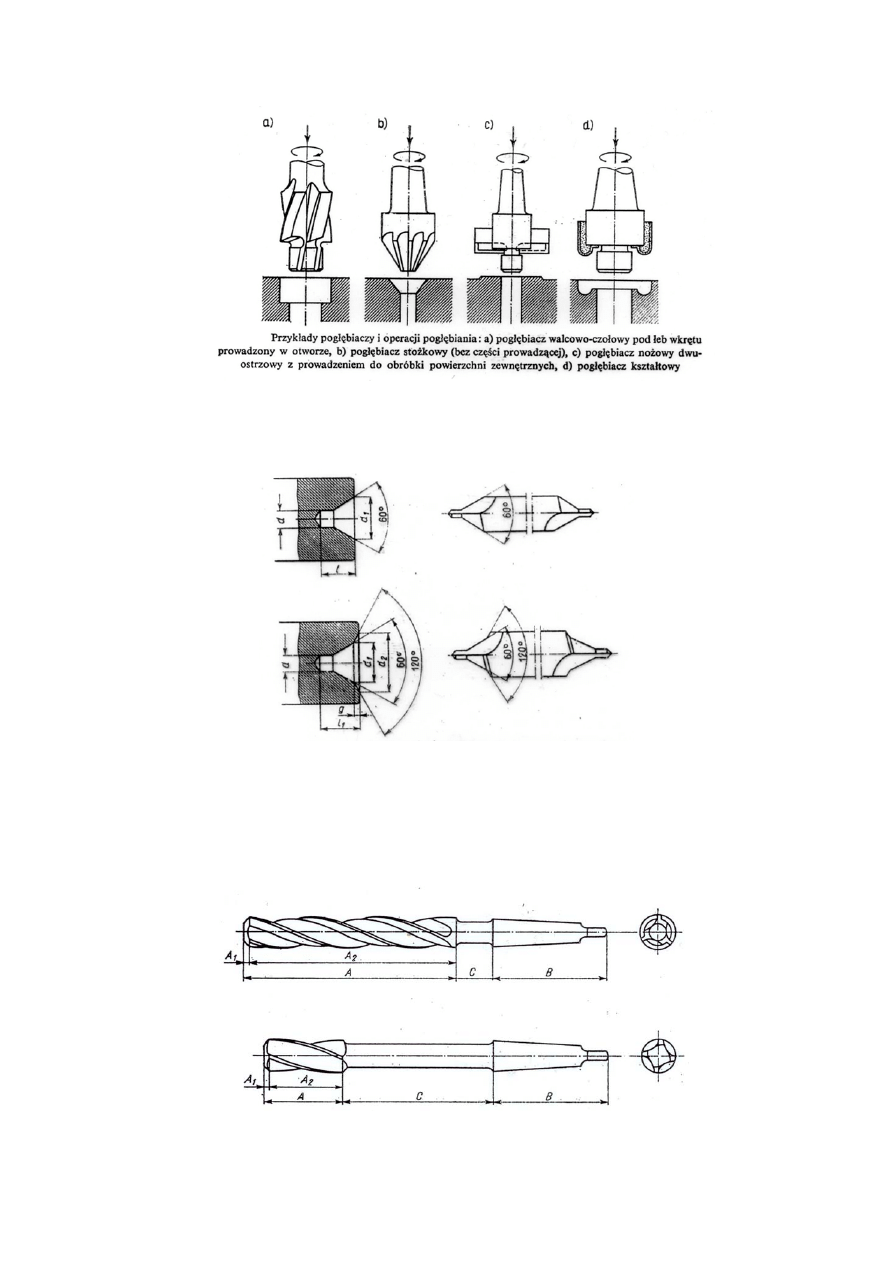
Pogłębiani
e
stosuje się w celu wykonania pogłębień walcowych lub stożkowych np. pod łby
śrub i wkrętów.
Nawiercanie
wykonuje się w celu wykonania tzw. nakiełków – czyli otworów przeznaczo-
nych do ustalenia położenia wałków podczas obróbki w kłach.
Rozwiercanie
umożliwia dokładną obróbkę wykonanych już otworów.
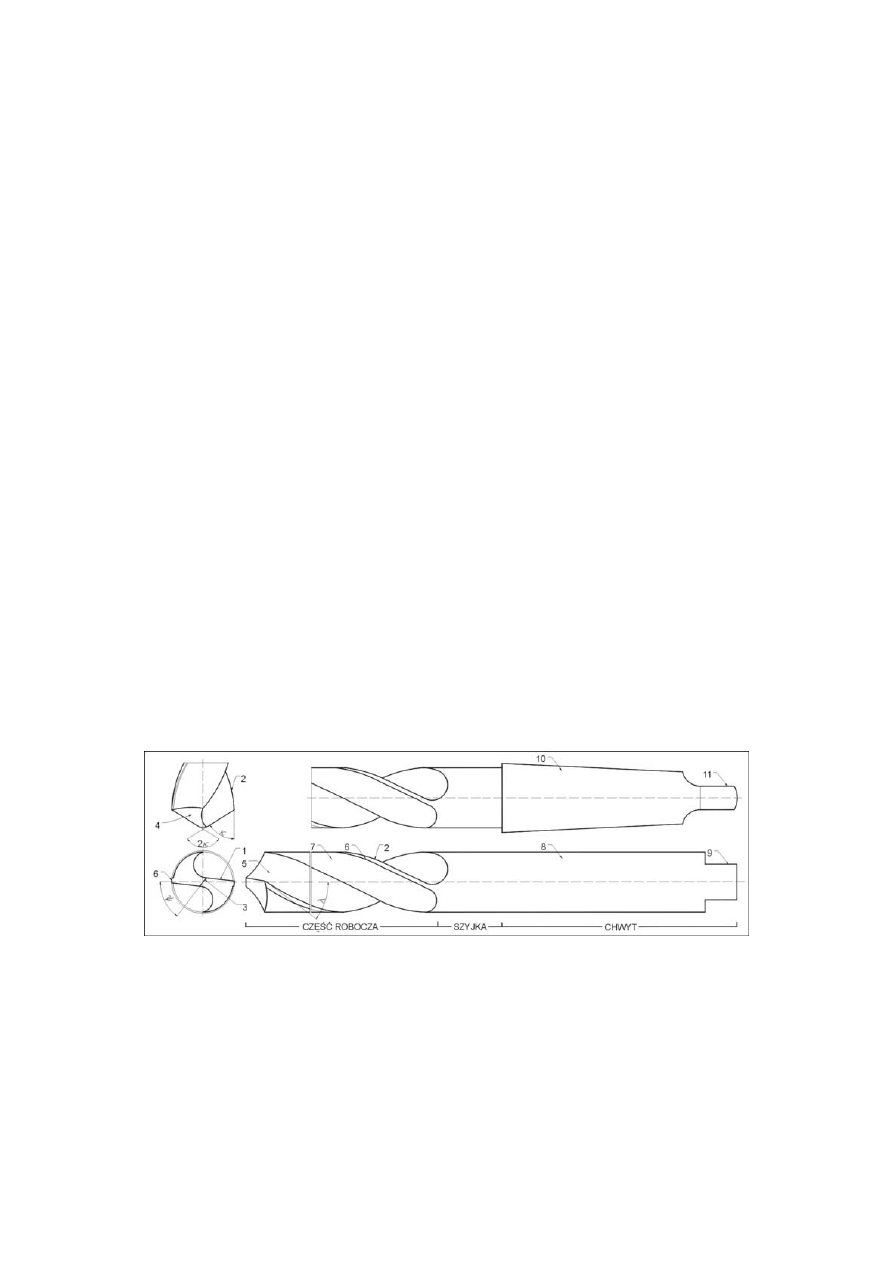
Wiercenie
Geometria wiertła krętego:
1. Główna krawędź skrawająca, 2. Pomocnicza krawędź skrawająca, 3. Krawędź poprzeczna (ścin), 4.
Powierzchnia przyłożenia, 5. Rowek wiórowy, 6. Pomocnicza powierzchnia przyłożenia (łysinka),
7. Rdzeń, 8. Chwyt walcowy 9. Zabierak, 10. Chwyt stożkowy Morse’a, 11. Płetwa
Najczęściej używanym wiertłem jest wiertło kręte. Wyróżniamy w nim część roboczą, część
chwytowa i część łączącą.
W celu zmniejszenia tarcia narzędzia o powierzchnię otworu część prowadząca jest lekko
zbieżna w kierunku chwytu (0,04 – 0,1mm/na 100mm długości).
15
Dla wierteł o małej średnicy uchwyt jest walcowy, dla dużej - stożkowy (stożek Morse’a).
Od części skrawanej do uchwytu prowadza dwa rowki, służące do odprowadzania wiórów.
Oprócz wierteł krętych istnieje jeszcze wiele rodzajów wierteł np. wiertła piórowe, trepana-
cyjne i działowe.
Wiertła piórowe
mają najprostszą konstrukcję, ale posiadają szereg wad: złe prowadzenie
wiertła, duże opory skrawania, skłonność do wpadania w drgania, brak możliwości usuwania
wiórów.
Dla wiercenia pełnych otworów o większych średnicach (od 40mm) często stosuje się
wiertła rdzeniowe lub trepanacyjne. Wiercenie to polega na usunięciu tylko części materiału
w postaci pierścienia. Jest ono bardzo wydajne, ponieważ kilkakrotnie mniej materiału zostaje
zamienione w wióry niż przy innych metodach wiercenia. Tą metodą się nie wykonuje
otworów o mniejszych średnicach ze względu na trudności konstrukcyjne (mała sztywność
i wytrzymałość wiertła).
Do wykonania długich otworów stosuje się tzw. wiertła działowe. Maja one kształt
wydłużonego walca ściętego mniej więcej na połowie średnicy. Jest to wiertło tzw.
jednostronnego działania, tzn. skrawa jedną krawędzią. Nadaje się do wiercenia długich
otworów, ponieważ bardzo dobrze się prowadzi i nie wykazuje zejść z osi wierconego
otworu. Jednak nie zapewnia nieprzerwanego procesu skrawania i odpowiedniej wydajności.
Parametry skrawania dla procesu wiercenia
wiercenie pełne
wiercenie wtórne
Ciecz obróbkowa z wiórami
Ciecz obróbkowa
wiertło trepanacyjne
16
- prędkość skrawania – prędkość obwodowa narzędzia
V =
π ⋅ D
w
⋅ n/1000
-
2
p
p
z
= dla wierteł krętych
- głębokość skrawania - dla wiercenia pełnego -
2
w
D
g
=
- głębokość skrawania – dla wiercenia wtórnego -
2
o
w
D
D
g
−
=
Geometryczne parametry skrawania określa się podobnie, jak przy toczeniu, w płaszczyźnie
przekroju poprzecznego warstwy skrawanej:
wiercenie pełne -
r
w
r
D
g
b
χ
χ
sin
2
sin
=
=
wiercenie wtórne -
r
o
w
r
D
D
g
b
χ
χ
sin
2
sin
−
=
=
r
r
z
p
p
a
χ
χ
sin
2
sin
=
⋅
=
4
2
p
D
p
g
a
b
f
w
=
⋅
=
⋅
=
- wiercenie pełne
p
D
D
f
o
w
4
−
=
- wiercenie wtórne
Określenie czasu maszynowego dla wiercenia
[ ]
min
pn
l
l
l
t
w
d
m
+
+
=
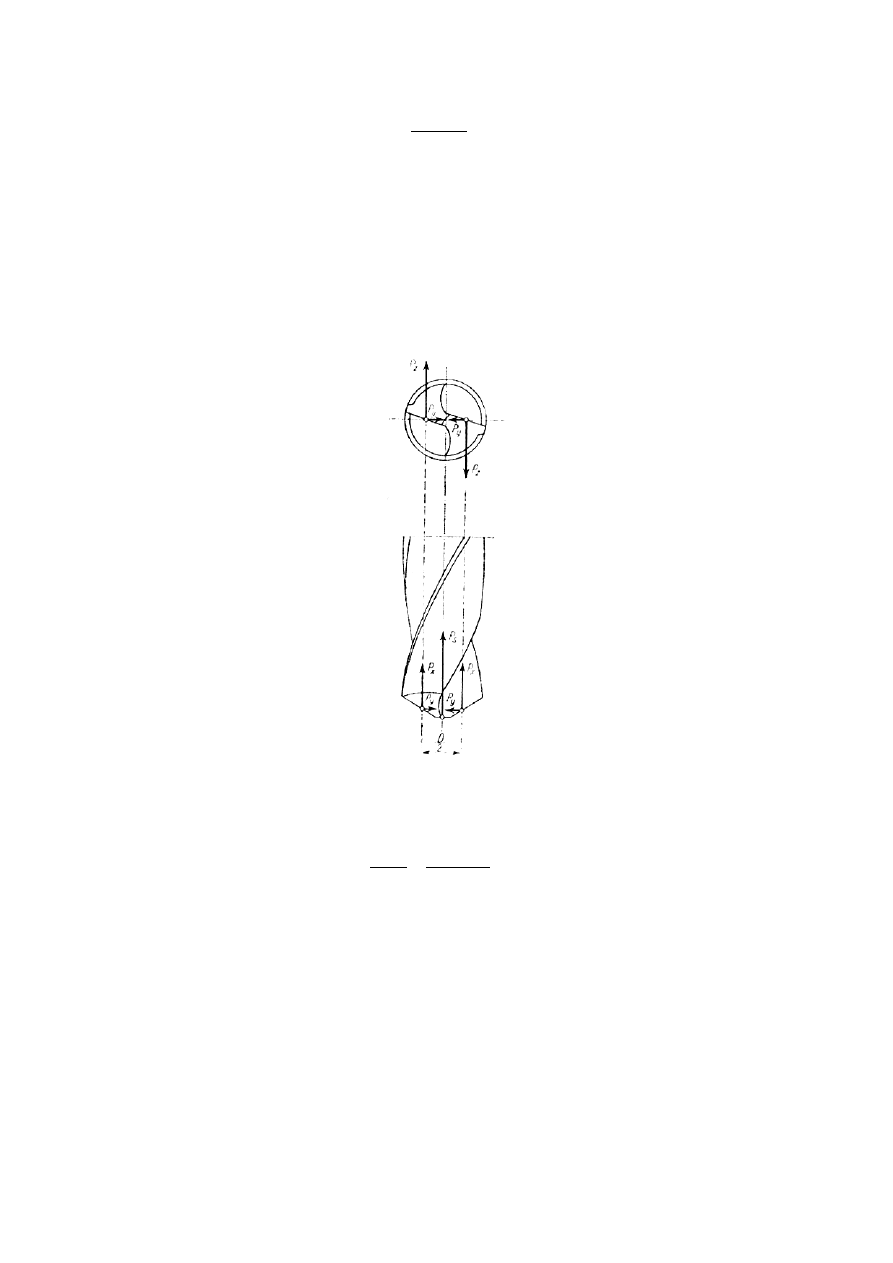
Siły przy wierceniu
Siły składowe podczas wiercenia przyłożone są w środku krawędzi skrawających oraz
w środku ścina. Składowa obwodowa P
z
, podobnie jak przy toczeniu, jest równoległa do
wektora prędkości obwodowej w punkcie przyczepienia siły. Te składowe tworzą moment:
17
m]
[N
1000
2
D
P
M
w
z
⋅
⋅
=
Składowa P
x
(posuwowa) jest równoległa do posuwu i wraz z siłą P
s
działają na ścin i tworzą
wypadkową siły posuwowej.
x
s
P
2
P
+
=
P
Dla wiertła prawidłowo zaostrzonego wypadkowa sił
0
P
y
=
∑
.
Moc skrawania:
[ ]
kW
n
M
1000
60
2
1000
M
N
e
⋅
⋅
=
=
π
ω
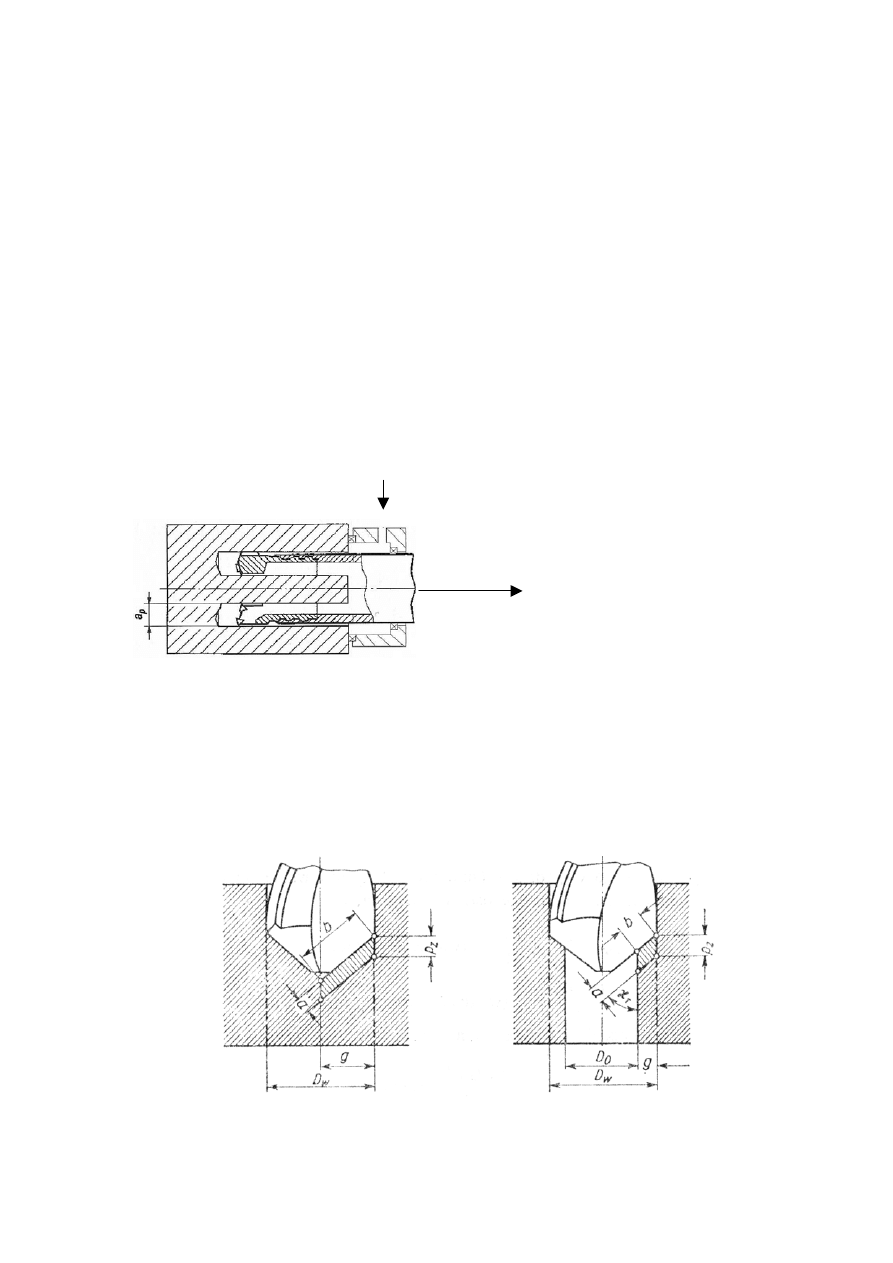
Różnice pomiędzy wierceniem a pogłębianiem i rozwiercaniem polegają na odmiennej
konstrukcji narzędzi skrawających, a także na mniejszych naddatkach na obróbkę. Przez to
uzyskuje się większą dokładność obróbki.
Pogłębianie
stosuje się do obróbki już istniejących otworów uprzednio wierconych,
odlewanych lub wykonanych metodą obróbki plastycznej. Służy to kształtowaniu dna otworu,
wykonania otworów stożkowych, powiększania średnicy otworu lub obróbki czół otworów.
18
Nawiercanie
stosuje się w celu wykonania nakiełków pod kły.
Rozwiercanie
dzielimy na zgrubne i wykańczające. W obu tych procesach stosuje się narzę-
dzia o nieco innej konstrukcji.
Rozwiertak do rozwiercania zgrubnego (rozwiertak zdzierak) przypomina budową wiertło
kręte, ale brak tu ścina i występuje większa liczba ostrzy.
Ze względu na sposób mocowania rozwiertaki dzielimy na trzpieniowe i nasadzane; oprócz
tego mogą być ręczne i maszynowe.
19
Rozwiertaki wykańczaki w porównaniu ze zdzierakami większa liczbą ostrzy (6 –18) zawsze
parzystą oraz nierównomierną podziałką międzyostrzową, co zwiększa dokładność obróbki.
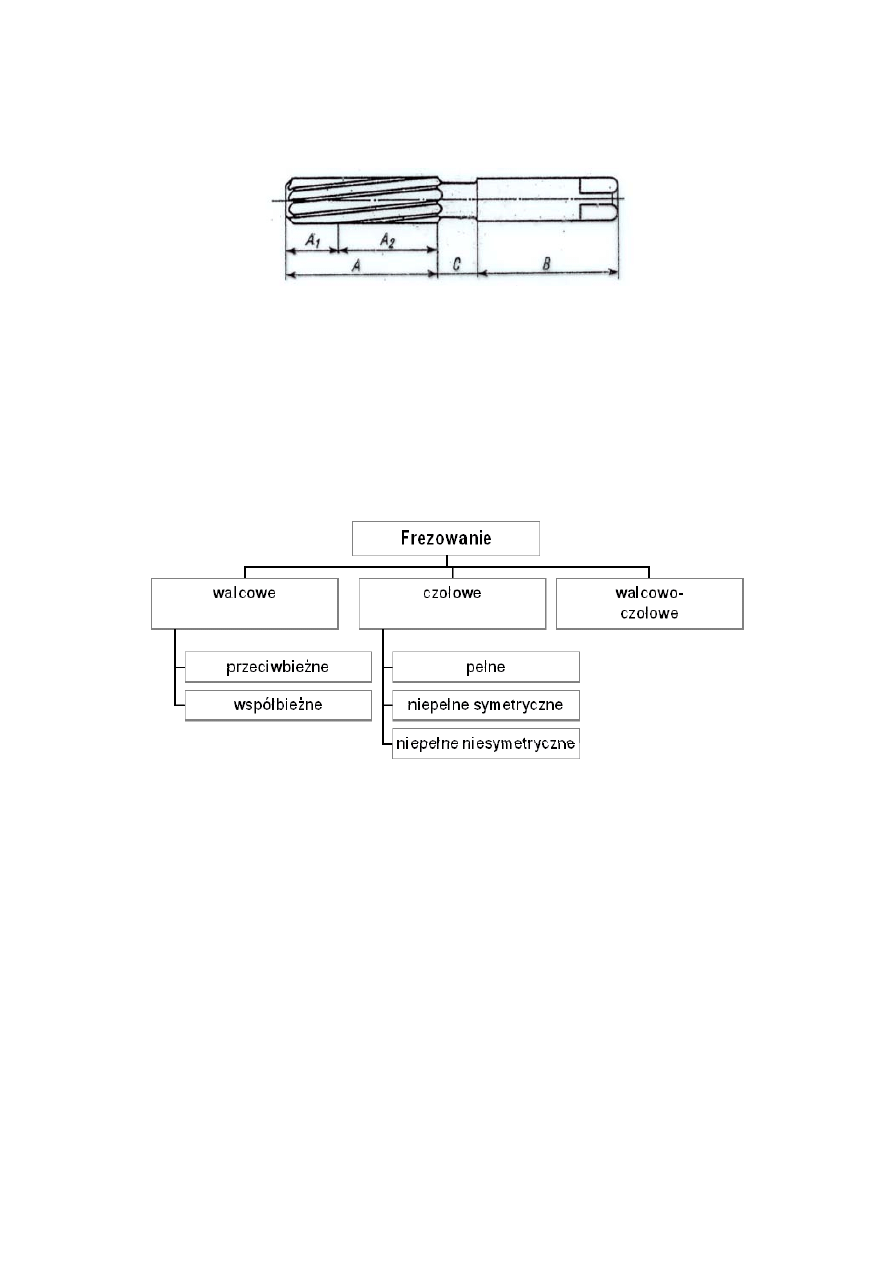
Frezowanie
Frezowanie jest to sposób skrawania, w którym ruchem głównym jest ruch obrotowy narzę-
dzia; ruch posuwowy wykonuje P.O.
Frezowanie służy przede wszystkim do obróbki płaszczyzn i powierzchni krzywoliniowych.
Jest to poza toczeniem najczęściej stosowany sposób skrawania.
Stosuje się tutaj narzędzia wielowarstwowe nazywane frezami.
Odmiany frezowania
Frezowanie walcowe
jest to odmiana frezowanie, gdy frez styka się głównie swoją
powierzchnią walcową z powierzchnią obrabianą (oś frezu jest najczęściej równoległa do
powierzchni obrobionej).
Frezowanie czołowe
jest to odmiana frezowania, gdy frez styka się z powierzchnią obrobioną
w sposób przeważający swą powierzchnię czołową (oś frezu jest zazwyczaj prostopadła do
powierzchni obrobionej).
Frezowanie walcowo-czołowe
jest odmianą pośrednią – frez styka się z powierzchnią obro-
bioną swoją powierzchnią czołową i walcową.
Frezowanie przeciwbieżne
występuje wtedy, gdy wektor prędkości obwodowej w najniżej
położonym punkcie freza ma kierunek przeciwny do wektora posuwu; gdy zwroty tych
wektorów są jednakowe – mamy do czynienia z
frezowaniem współbieżnym
.
Odmiany frezowania czołowego
1. pełne – gdy szerokość frezowania odpowiada średnicy freza.
20
2. niepełne symetryczne – gdy szerokość frezowania jest mniejsza od średnicy freza, przy
symetrycznym położeniu freza względem przedmiotu obrabianego.
3. niepełne niesymetryczne - gdy szerokość frezowania jest mniejsza od średnicy freza a
jego położenie względem przedmiotu obrabianego jest niesymetryczne.
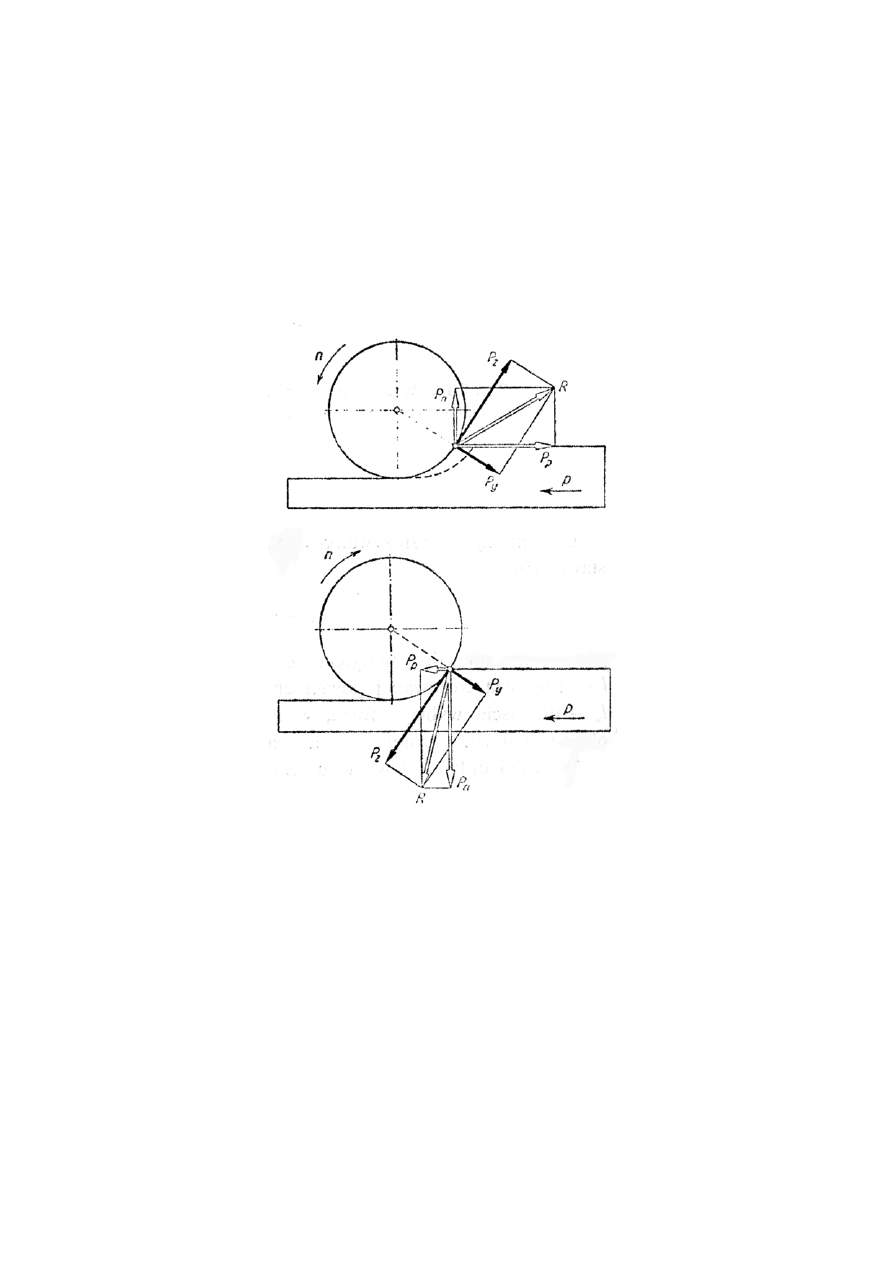
Frezowanie przeciwbieżne i współbieżne
Przy
frezowaniu przeciwbieżnym
ostrze skrawa warstwę materiału o grubości zmieniającej
się od zera do wartości maksymalnej.
Rozpatrując siły działające na ostrze, można umieścić początek ich układu w rozpatrywanym
punkcie ostrza i w ten sposób otrzymujemy składową obwodową P
z
, równoległą do
kierunku
prędkości obrotowej i składową odporową P
y
- równoległą do promienia freza. Trzecia
składowa osiowa P
x
jest równoległa do osi freza i dla frezów o zębach prostych P
x
= 0
Możemy również rozpatrzyć układ sił związany z P.O i dla frezów o zębach prostych
narysować siłę P
p
, równoległą do kierunku posuwu, oraz silę P
n
, prostopadłą do powierzchni
obrobionej i skierowaną w górę.
Przy frezowaniu przeciwbieżnym na początku swego ruchu do P.O. ostrze ślizga się
po powierzchni P.O. (zanim nastąpi wcięcie w materiał) i wywołuje zgniot warstwy
wierzchniej, co przyspiesza zużycie następnego ostrza, zmniejsza trwałość narzędzia i
wydajność obróbki. Dla materiałów twardych, niepodatnych na zgniot to zjawisko nie
występuje.
frezowanie
przeciwbieżne
frezowanie
współbieżne
21
Składowa pozioma P
p
przy frezowaniu przeciwbieżnym jest skierowana przeciwnie do
kierunku posuwu, co zapewnia stabilną pracę na elementach obrabiarki nadających posuw
P.O. poprzez kasowanie luzów na tych elementach.
Natomiast składowa P
n
usiłuje podnieść P.O. do góry, co przy występowaniu luzów w
elementach obrabiarki może być przyczyną drgań i gorszej gładkości powierzchni.
Podczas frezowania współbieżnego ostrze skrawa warstwę materiału o grubości zmieniającej
się od wartości maksymalnej do zera.
Tutaj zjawisko poślizgu ostrza nie występuje, natomiast ostrze gwałtownie wcina się w
materiał, przez co jest obciążane dynamicznie. Dlatego przy obróbce materiałów twardych
istnieje niebezpieczeństwo mechanicznego zużycia ostrza, natomiast zużycie przez tarcie jest
o wiele mniejsze niż przy frezowaniu przeciwbieżnym.
Składowa P
n
dodatkowo dociska P.O. do elementów obrabiarki, natomiast siła P
p
działająca w
kierunku posuwu może spowodować dodatkowe pociągnięcie P.O. w kierunku działania
posuwu, przez co może zwiększyć się grubość warstwy skrawanej, co z kolei prowadzi do
przeciążenia ostrza i uszkodzenia narzędzia.
Dlatego obrabiarki przystosowane do tej metody frezowania mają urządzenie do kasowania
luzów na elementach pociągowych.
Ogólnie można powiedzieć, że frezowanie współbieżne stali zapewnia kilkukrotnie wyższą
trwałość narzędzia, większą gładkość powierzchni obrabianej niż frezowanie przeciwbieżne,
ale nie nadaje się do obróbki materiałów twardych i kruchych (np. żeliwa).
Wykonywanie gwintów obróbką skrawaniem
Obróbka gwintów można podzielić na obróbkę gwintów zewnętrznych i wewnętrznych.
Obróbkę gwintów zewnętrznych wykonuje się za pomocą:
- noży tokarskich,
- narzynek,
- głowic gwinciarskich,
- frezów.
Obróbkę gwintów wewnętrznych wykonuje się za pomocą:
- noży tokarskich,
- gwintowników,
- frezów.
Oprócz tego, gdy wymagana jest duża dokładność wykonania gwintu – szlifuje się je.
Za pomocą noży tokarskich można obrabiać gwinty wewnętrzne i zewnętrzne. Nóż do
gwintów jest narzędziem kształtowym, tzw. zarys krawędzi skrawającej odtwarza zarys
powierzchni obrobionej.
22
Ruch główny – ruch obrotowy przedmiotu i ruch posuwowy narzędzia są ze sobą sprzężone –
obrotowi przedmiotu odpowiada przesunięcie noża o wartość skoku gwintu.
Gwint obrabia się w kilku przejściach, za każdym przejściem coraz bardziej dosuwając nóż
do osi przedmiotu.
Gwintowniki są to narzędzia przeznaczone do obróbki otworów wewnętrznych wykonanych
wstępnie wierceniem lub rozwiercaniem.
Podobnie jak inne narzędzia skrawające posiadają część roboczą oraz część chwytową
zakończoną czopem kwadratowym.
Gwintowniki mogą być przeznaczone do obróbki ręcznej lub maszynowej. Można nimi
wykonać gwint w jednym przejściu lub w kilku i w tym drugim przypadku stosuje się
komplety gwintowników.
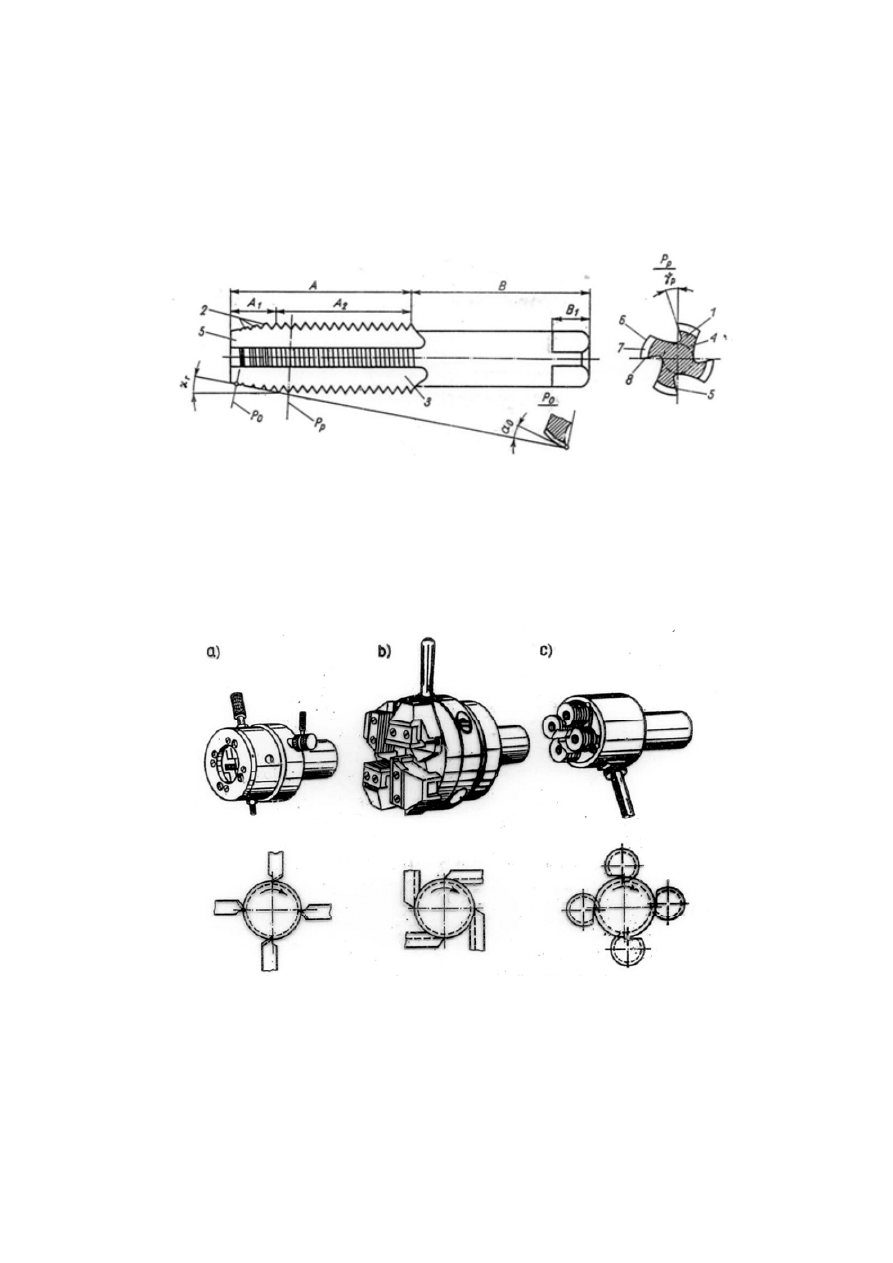
Narzynki i głowice gwinciarskie przeznaczone są do obróbki gwintów zewnętrznych.
Głowica gwinciarska posiada kilka noży, które można dosuwać lub odsuwać od osi
obrabianego przedmiotu.
Zalety pracy głowica gwinciarską
w porównaniu do narzynki - po nacięciu gwintu można
odsunąć nóż, co umożliwia szybkie wycofanie głowicy, możliwość obróbki gwintów w
dwóch przejściach, możliwość obróbki gwintów o różnych średnicach.
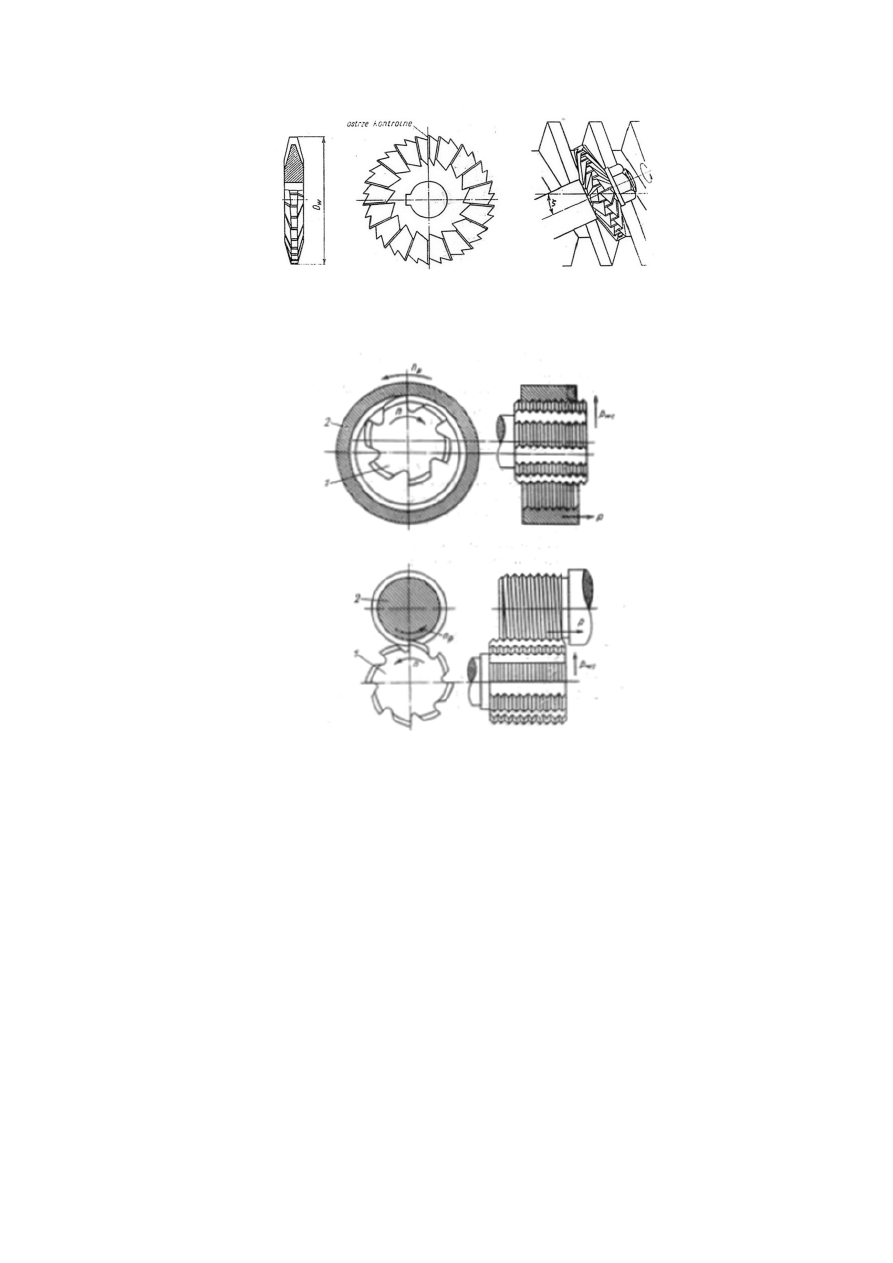
Obróbkę gwintów frezowaniem można realizować za pomocą frezów krążkowych,
frezów grzebieniowych i głowicami frezowymi. Można frezować gwinty zewnętrzne i
wewnętrzne.
23
Frez krążkowy
Frezy wielokrotne
Przy wykonywaniu gwintów frezem krążkowym ruchem głównym jest ruch obrotowy
freza, a ruchem posuwowym – obrót przedmiotu obrabianego i podłużny przesuw freza.
Wydajniejszą metodą frezowania gwintów jest metoda frezowania frezami
wielokrotnymi (grzebieniowymi). Osie PO i N są do siebie równoległe. Ruchem głównym
jest ruch obrotowy freza zależny od prędkości skrawania i średnicy freza.
Do ruchów posuwowych w tym przypadku należą:
1. ruch obrotowy P O,
2. przesuw wzdłużny N lub PO,
3. posuw poprzeczny (wcinanie freza).
PRZECIAGANIE
Przeciąganie należy do bardzo wydajnych sposobów skrawania, jest typowym procesem
obróbki seryjnej i masowej otworów o różnych kształtach oraz powierzchni zewnętrznych
płaskich i kształtowych. W przeciąganiu możemy uzyskać duże dokładności (6, 7 klasa
dokładności wg PN) oraz duża gładkość powierzchni w zakresie wysokości chropowatości
R
z
=40-6
μm, a w szczególnych przypadkach nawet do ok. 1,7 μm. Przeciąganie jak i
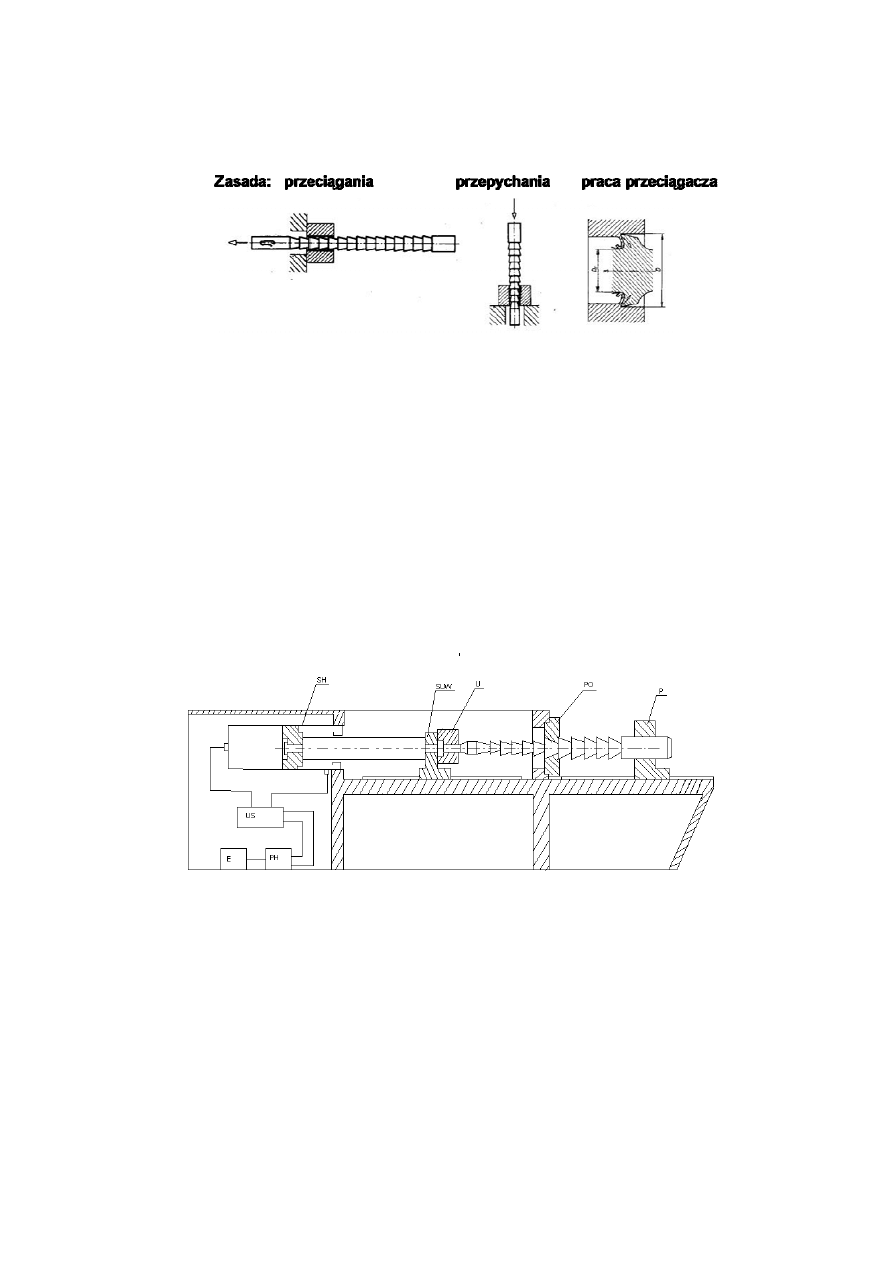
24
przepychanie polega na skrawaniu materiału narzędziami wieloostrzowymi zwanymi
przeciągaczami lub przepychaczami.
W większości przypadków przeciąganie jest końcową fazą obróbki powierzchni. Wysoka
wydajność przeciągania wynika z konstrukcji narzędzia, które ma jednocześnie ostrza
przystosowane do skrawania zgrubnego, wykańczającego i wygładzającego. Mimo małych
prędkości ruchu głównego (2-9 m/min) wydajność skrawania jest bardzo duża dzięki dużemu
czynnemu udziałowi krawędzi skrawających. Jedna operacja przeciągania może zastąpić trzy
operacje obróbki otworu innymi narzędziami (rozwiercanie zgrubne, rozwiercanie
wykańczające wstępne i ostateczne) lub dwie operacje obróbki powierzchni zewnętrznych
(frezowanie, szlifowanie). Otwór przeciągany może być surowy lub wstępnie obrobiony przez
wiercenie, wytaczanie albo rozwiercanie zgrubne.
Naddatki materiału usuwane w przeciąganiu zależą od kształtu i wymiarów otworu.
Przeciągarki zieli się na poziome i pionowe. Do grupy przeciągarek zaliczane są także
przepychanki, stosowane głównie do wykańczającej obróbki otworów za pomocą narzędzi do
przepychania. Najbardziej są rozpowszechnione przeciągarki poziome do powierzchni
wewnętrznych.
Przeciągarka pozioma do powierzchni wewnętrznych
Przeciągaczami nazywa się narzędzia wieloostrzowe, pracujące bez ruchu posuwowego.
Materiał przewidziany do usunięcia w operacji przeciągania jest zbierany przez umieszczone
szeregowo ostrza o stopniowo wzrastającym wymiarze wysokości lub szerokości. Narzędzie –
przeciągacz, którego kształt będzie odwzorowany na przedmiocie obrabianym przeciąga się
przez uprzednio przygotowany otwór w efekcie czego jest on kształtowany zgodnie z
kształtem narzędzia. Przeciągacz jest narzędziem długim. Jego całkowita długość oscyluje
między 1000 a 2000 mm, przy czym zależy głównie od długości części roboczej przeciągacza
(a więc tej która wykonuje właściwą pracę skrawania). Im większa, przykładowo głębokość
wykonywanych rowków, tym większa musi być ilość zębów przeciągacza. Jest on
zbudowany bowiem w ten sposób, że każdy kolejny ząb przeciągacza skrawa warstwę
25
materiału położoną głębiej w stosunku do warstwy skrawanej przez ząb poprzedzający
(rys.9.19); liczba zębów przeciągacza oscyluje na ogół między 50 a 60. Taki sposób obróbki
umożliwia wykonanie np. wielowypustu w otworze w jednym przejściu narzędzia.
Ruch główny podczas przeciągania wykonuje narzędzie napędzane najczęściej
siłownikiem hydraulicznym, który stanowi podstawowy zespół przeciągarki hydraulicznej
Prędkość ruchu głównego jest niewielka i oscyluje między 2 a 12 m/min, natomiast w
obróbce tej nie istnieje w ogóle ruch posuwowy. Wynika to z konstrukcji narzędzia i zasady
jego pracy.
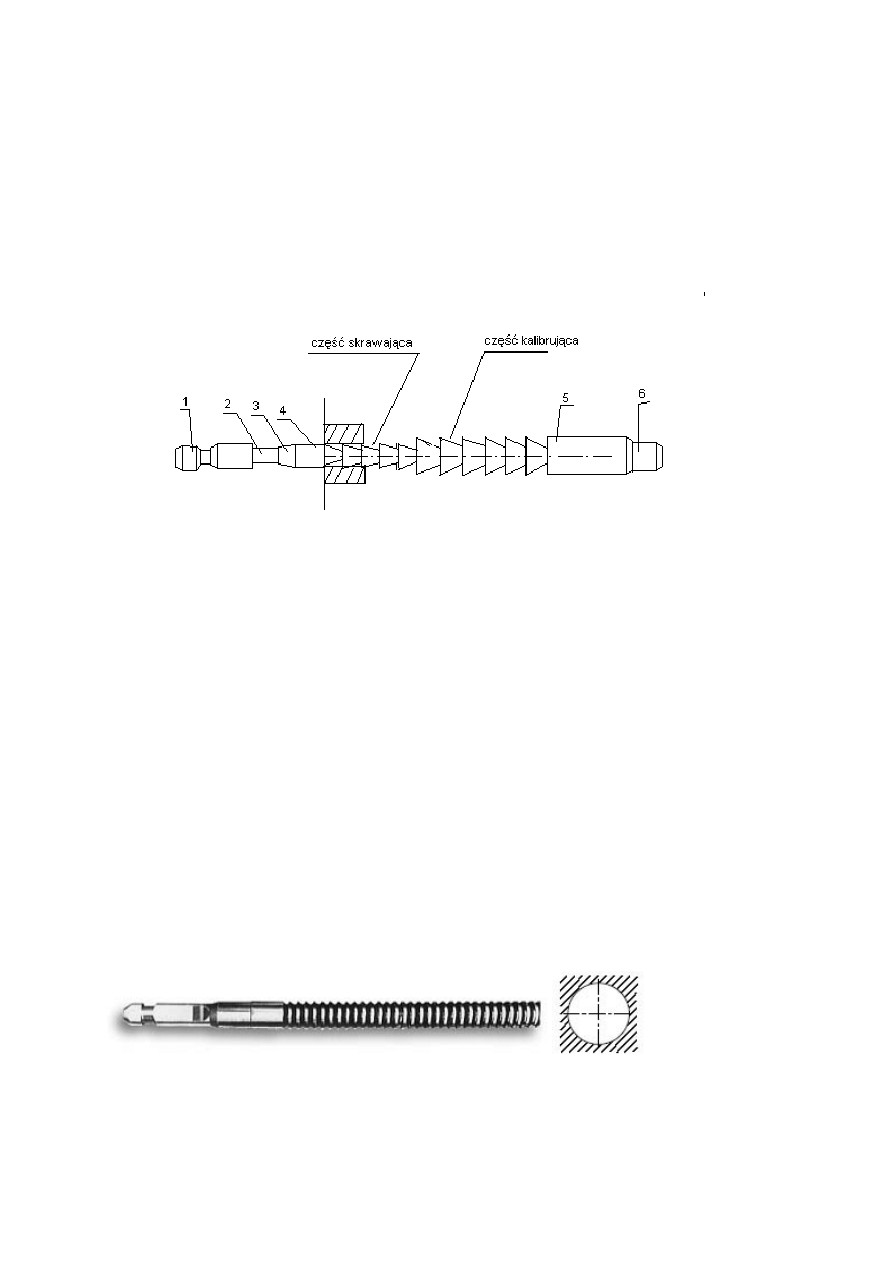
Przeciągacz do otworów 1-chwyt, 2- szyjka, 3- stożek wprowadzający, 4- część prowadząca
przednia, 5- część prowadząca tylna, 6- tylne podparcie
W zależności od spełnianej funkcji rozróżnia się kilka rodzajów ostrzy przeciągacza.
Rodzaj ostrza zależy od jego usytuowania w obszarze części roboczej przeciągacza. Część
robocza przeciągacza dzieli się na część, skrawającą i część kalibrującą.
Kilka ostatnich ostrzy skrawających skrawa materiał warstwami o stopniowo malejącej
grubości, co zapewnia łagodne przejście w obszar części kalibrującej, a tym samym polepsza
gładkość powierzchni obrobionej. Ostrza te noszą nazwę ostrzy wykańczających.
W części kalibrującej rozróżnia się dwa rodzaje ostrzy, a mianowicie: ostrza zapasowe i
ostrza wygładzające. Podczas eksploatacji przeciągacza i kolejnych jego ostrzeń ostrza
skrawające tracą stopniowo swój wymiar. W związku z tym całą część skrawającą
przemieszcza się w głąb części kalibrującej. Te ostrza, więc, które w przeciągaczu nowym
należą do części kalibrującej, a które będą w późniejszym okresie spełniały rolę ostatnich
ostrzy skrawających, noszą nazwę ostrzy zapasowych. Ostrza zapasowe mają taką samą lub
bardzo zbliżoną geometrię do ostrzy skrawających. Wymiar tych ostrzy jest stały, tzn. a = 0.
Przeciągacz do otworów cylindrycznych- zakres średnic 10-80 mm
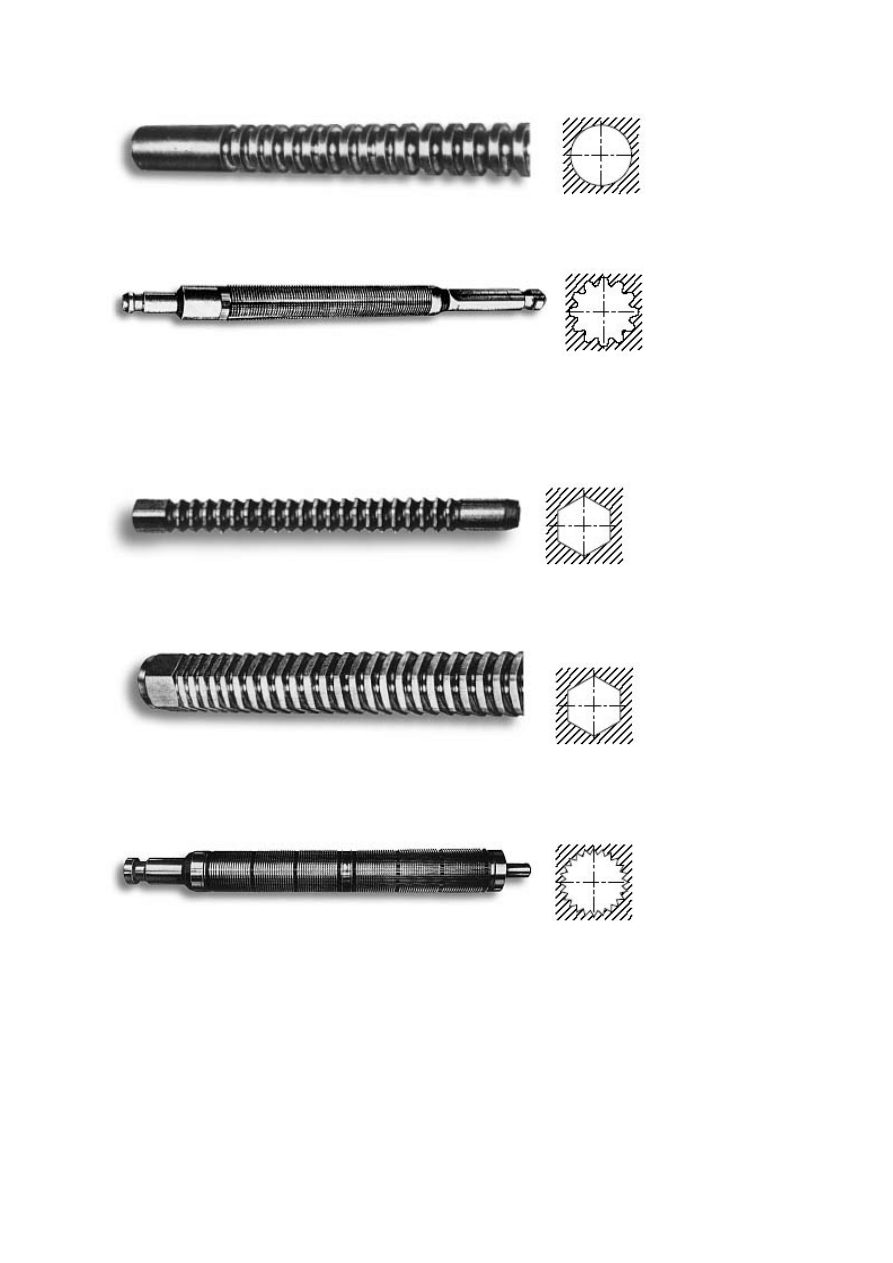
26
Przeciągacz do otworów cylindrycznych- Zakres średnic: 6-40 mm
Przeciągacz do otworów ewolwentowych - zakres średnic: 10-120 mm
Zakres modułów: 0,5-5 mm
Liczba karbów: do 78
Przeciągacz do otworów sześciokątnych- Zakres: 8-36 mm
Przeciągacz do otworów sześciokątnych- Zakres: 6-25 mm
Przeciągacz do otworów wielokarbowych- Zakres średnic: 10-120 mm
Ostrza wygładzające (wykańczające), w liczbie 2 lub 3, mają jednakową średnice i nie
skrawają. Czasem przy przeciąganiu takich materiałów, jak stal, Al., brąz, stopy łożyskowe
stosuje się ostrza nagniatające (rys), które wygładzają i utwardzają powierzchnię.
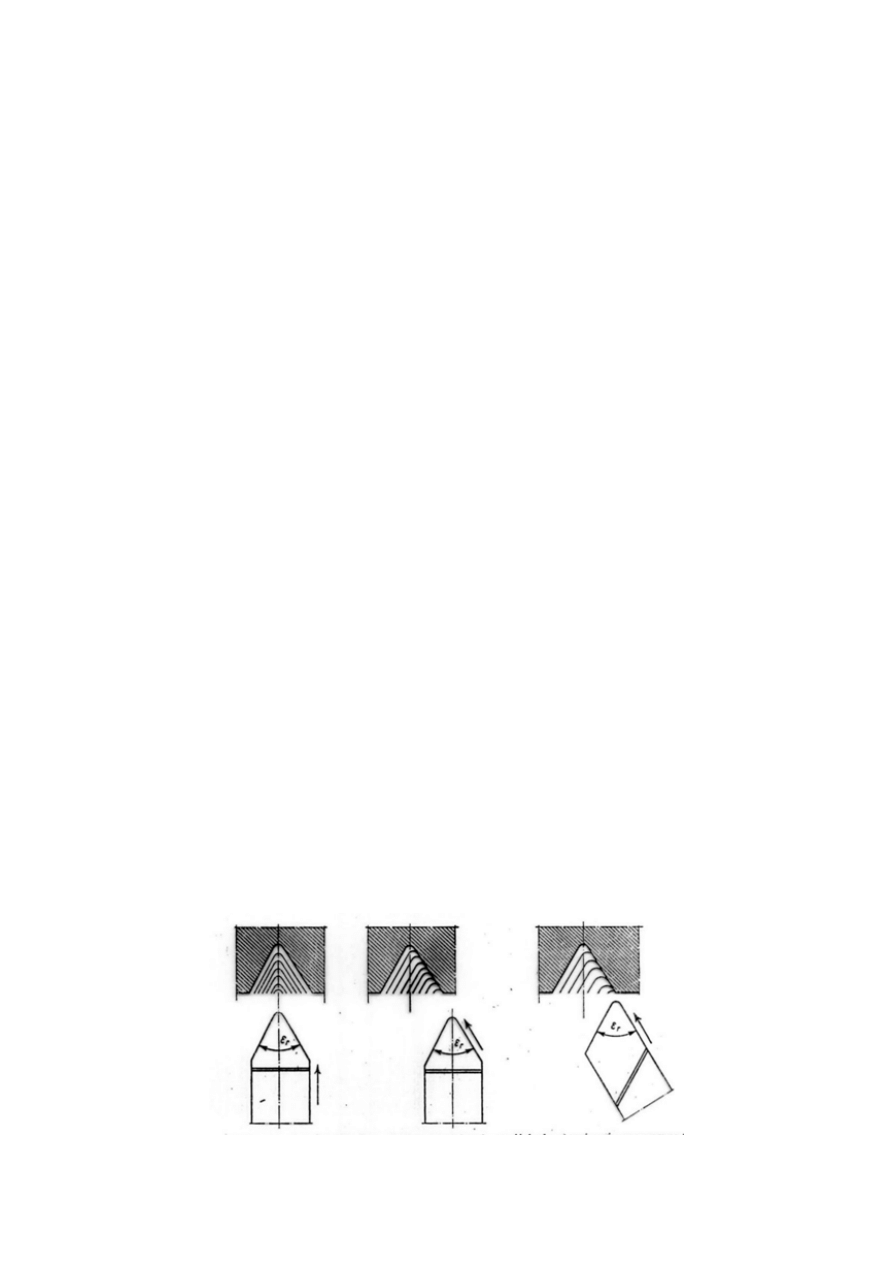
Zależnie kształtu i wymiarów rowka oraz warunków przeciągania można spotkać 3
charakterystyczne warunki zwijania wiórów: swobodne, wymuszone i utrudnione. Gdy
pomiędzy promieniami krzywizny wióra i rowka wiórowego zachodzi nierówność
RO
< r,

27
wówczas zwijanie wióra nazywamy swobodnym. W przypadku równości promieni krzywizny
(
RO
= r) zwijanie wióra nazywane wymuszonym jest najkorzystniejsze, zapewnia gęste
upakowanie wiórów w rowku, pozwala zmniejszyć jego wymiary i podziałkę. Gdy promień
wióra jest większy od promienia rowka (ro > r), zwijanie przebiega w utrudnionych
warunkach, wiór opiera się o sąsiednie ostrze, lamie się, występuje duże niebezpieczeństwo
zakleszczenia wiórów i uszkodzenia narzędzia.
Wyszukiwarka
Podobne podstrony:
białucki,technologia materialów inżynierskich,WYTWARZANIE STALI
inzynieria wytwarzania sprawozdanie 2
Inżynieria wytwarzania metody łączenia
Inzynieria wytwarzania
Inzyniera Wytwarzania w opracowanie w doc i sciaga
Inzynieria wytwarzania wyklady 2
2 Czynniki warunkujące rozwój inżynierii wytwarzania metali
techniki wytwarzania, Studia, Odlewnictwo spawalnictwo inżynieria wytwarzania
Inżynieria wytwarzania
Inżynieria wytwarzania egzamin2
INZYNIERIA WYTWARZANIA.Przerobka Plastyczna.2013 email nr 2, Materiały polibuda, semestr V, Przeróbk
Spawanie TIG, Studia, Odlewnictwo spawalnictwo inżynieria wytwarzania
INZYNIERIA WYTWARZANIA.Przerobka Plastyczna.2013 email nr 2
inzynieria wytwarzania sprawozdanie 1
frezowanie, INŻYNIERIA WYTWARZANIA
Inzynieria wytwarzania 4
projekt Inżynieria Wytwarzania
więcej podobnych podstron