„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ryszard Gruca
Wykonywanie
konserwacji
oraz
naprawy
maszyn
i urządzeń górnictwa odkrywkowego 711[03].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Józef Augustynowicz
dr inż. Jerzy Alenowicz
Opracowanie redakcyjne:
mgr Janusz Górny
Konsultacja:
mgr inż. Teresa Myszor
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 711[03].Z1.04
„Wykonywanie konserwacji oraz naprawy maszyn i urządzeń górnictwa odkrywkowego”,
zawartego w modułowym programie nauczania dla zawodu górnik odkrywkowej eksploatacji
złóż.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Główne zagrożenia, zasady bezpiecznej pracy i zachowania się
w warsztacie remontowym
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2. Dokumentacja montażowa
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
14
4.2.3. Ćwiczenia
15
4.2.4. Sprawdzian postępów
16
4.3. Odbiór techniczny zmontowanych części urządzeń
17
4.3.1. Materiał nauczania
17
4.3.2. Pytania sprawdzające
18
4.3.3. Ćwiczenia
19
4.3.4. Sprawdzian postępów
19
4.4. Niezawodność i trwałość maszyn i urządzeń
20
4.4.1. Materiał nauczania
20
4.4.2. Pytania sprawdzające
21
4.4.3. Ćwiczenia
21
4.4.4. Sprawdzian postępów
22
4.5. Diagnostyka techniczna i badanie konstrukcji nośnych maszyn górnictwa
odkrywkowego
23
4.5.1. Materiał nauczania
23
4.5.2. Pytania sprawdzające
28
4.5.3. Ćwiczenia
28
4.5.4. Sprawdzian postępów
30
4.6. Użytkowanie maszyn i urządzeń
31
4.6.1. Materiał nauczania
31
4.6.2. Pytania sprawdzające
35
4.6.3. Ćwiczenia
35
4.6.4. Sprawdzian postępów
38
4.7. Obsługa techniczna
39
4.7.1. Materiał nauczania
39
4.7.2. Pytania sprawdzające
46
4.7.3. Ćwiczenia
46
4.7.4. Sprawdzian postępów
47
4.8. Technologia i organizacja napraw
48
4.8.1. Materiał nauczania
48
4.8.2. Pytania sprawdzające
53
4.8.3. Ćwiczenia
53
4.8.4. Sprawdzian postępów
54
5. Sprawdzian osiągnięć
55
6. Literatura
60

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Niniejszy poradnik ma na celu pomóc Ci przyswoić wiedzę z zakresu konserwowania
oraz naprawy maszyn i urządzeń górnictwa odkrywkowego.
Poradnik zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych wiadomości i umiejętności, które
powinieneś mieć opanowane, aby przejść do realizacji tej jednostki modułowej.
2. Cele kształcenia, wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem.
3. Materiał nauczania (rozdział 4) – podstawowe wiadomości teoretyczne niezbędne do
opanowania treści jednostki modułowej,
4. Zestaw pytań przydatny do sprawdzenia, czy już opanowałeś podane treści,
5. Ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
6. Sprawdzian osiągnięć, przykładowy zestaw zadań i pytań. Pozytywny wynik
sprawdzianu potwierdzi, że dobrze pracowałeś podczas lekcji i że nabyłeś wiedzę
i umiejętności z zakresu tej jednostki modułowej. W przypadku trudności ze
zrozumieniem tematu lub ćwiczenia, poproś o pomoc nauczyciela.
Z rozdziałem „Pytania sprawdzające” możesz zapoznać się:
1) przed przystąpieniem do rozdziału „Materiał nauczania” – poznając przy tej okazji
wymagania wynikające z zawodu, a po przyswojeniu wskazanych treści i odpowiedzeniu
na pytania sprawdzisz stan swojej gotowości do wykonania ćwiczeń,
2) po zapoznaniu się z rozdziałem „Materiał nauczania”, by sprawdzić stan swojej wiedzy,
która będzie potrzebna do wykonania ćwiczeń.
Kolejny etap to wykonanie ćwiczeń, których celem jest uzupełnienie i utrwalenie
wiadomości z zakresu określonego w tytule jednostki modułowej. Po wykonaniu
zaplanowanych ćwiczeń, sprawdź poziom swoich postępów wykonując „Sprawdzian
postępów”. W tym celu:
−
przeczytaj uważnie pytania i odpowiedz na nie,
−
podaj odpowiedź wstawiając X w podane miejsce,
−
wpisz TAK, jeżeli Twoja odpowiedź na pytanie jest prawidłowa,
−
wpisz NIE, jeżeli Twoja odpowiedź na pytanie jest niepoprawna.
Odpowiedź NIE wskazuje na luki w Twojej wiedzy, informuje Cię, jakich zagadnień
jeszcze dobrze nie poznałeś. Oznacza to także powrót do treści, które nie są jeszcze przez
Ciebie dostatecznie opanowane.
Poznanie przez Ciebie wszystkich lub tylko określonych części wiadomości będzie
stanowiło dla nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych
wiadomości i ukształtowanych umiejętności. W tym celu nauczyciel posłuży się zadaniami
testowymi. W rozdziale 5 tego poradnika jest zamieszczony przykład takiego testu, który
zawiera:
1. instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
2. przykładową kartę odpowiedzi, w której, w wolnych miejscach wpisz odpowiedzi na
pytania.
Aby zdobyć więcej interesujących Cię informacji, musisz sięgnąć do przedstawionych
pozycji literatury, czasopism i – najszybciej aktualizowanych – fachowych stron
internetowych. Pamiętaj, że przedstawiony tu wykaz literatury nie jest czymś stałym
i w każdej chwili mogą pojawić się na rynku nowe pozycje.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Jednostka modułowa:
„
Wykonywanie konserwacji oraz naprawy maszyn i urządzeń
górnictwa odkrywkowego”, której treści za moment poznasz, jest jednym z modułów
koniecznych do zapoznania się z problematyką stosowania maszyn do eksploatacji i przeróbki
kopalin w górnictwie odkrywkowym, co ilustruje schemat.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy, instrukcji przeciwpożarowych i zasad ochrony środowiska
naturalnego, wynikających z charakteru wykonywanych prac. Przepisy te poznasz podczas
trwania nauki.
Schemat układu jednostek modułowych
711[03].Z1
Eksploatacja maszyn i urządzeń stosowanych
w górnictwie odkrywkowym
711[03].Z1.02
Użytkowanie maszyn
i urządzeń do transportu
i zwałowania
711[03].Z1.04
Wykonywanie konserwacji oraz
naprawy maszyn i urządzeń
górnictwa odkrywkowego
711[03].Z1.01
Użytkowanie maszyn
i urządzeń do urabiania
kopalin
711[03].Z1.03
Użytkowanie maszyn
i urządzeń do obróbki
kamienia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Wykonywanie konserwacji
oraz naprawy maszyn i urządzeń górnictwa odkrywkowego” powinieneś umieć:
−
stosować układ jednostek SI,
−
dobierać narzędzia, przyrządy i materiały w zależności od wykonywanej pracy,
−
czytać schematy układów elektrycznych, elektronicznych i automatyki przemysłowej,
−
rozróżniać rodzaje połączeń, osie, wały, łożyska, sprzęgła, hamulce i mechanizmy oraz
określać ich zastosowanie w budowie maszyn,
−
określać na podstawie dokumentacji technicznej elementy składowe maszyny lub
urządzenia,
−
posługiwać się dokumentacją konstrukcyjną i technologiczną oraz normami
technicznymi,
−
korzystać z różnych źródeł informacji,
−
selekcjonować, porządkować i przechowywać informacje,
−
dokumentować i notować informacje,
−
interpretować związki wyrażone za pomocą wzorów, wykresów, schematów, diagramów,
tabel,
−
zorganizować własne stanowisko pracy zgodnie z wymaganiami ergonomii,
−
udzielać pierwszej pomocy poszkodowanym w wypadkach przy pracy,
−
przestrzegać przepisy BHP.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić rodzaje tarcia, wykazać ich wpływ na zużycie elementów maszyn i urządzeń
mechanicznych,
−
określić przyczyny powodujące zużywanie urządzeń technicznych,
−
określić sposoby zapobiegania nadmiernemu zużyciu podczas eksploatacji urządzeń
mechanicznych,
−
rozpoznać stan techniczny maszyn i urządzeń,
−
ocenić prawidłowość użytkowania maszyn i urządzeń,
−
określić cel badań diagnostycznych w eksploatacji maszyn i urządzeń,
−
określić rodzaje badań diagnostycznych,
−
zinterpretować zapisy w Dokumentacji Techniczno-Ruchowej dotyczące prawidłowej
eksploatacji maszyn i urządzeń,
−
scharakteryzować warunki techniczne naprawy maszyn górniczych,
−
określić zasady naprawy, przygotować stanowisko do naprawy,
−
scharakteryzować szczególnie niebezpieczne zagrożenia w toku wykonywania prac
naprawczych,
−
dobrać i posłużyć się przyrządami pomiarowymi,
−
scharakteryzować uszkodzenia części, powodujące ich wycofanie z użytku,
−
scharakteryzować warunki techniczne konserwacji przeglądów maszyn i urządzeń
górniczych,
−
dobrać sposoby smarowania,
−
wykonać konserwację maszyn,
−
uzasadnić konieczność stosowania przepisów bezpieczeństwa i higieny pracy podczas
naprawy maszyn górniczych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Główne zagrożenia, zasady bezpiecznej pracy i zachowania
się w warsztacie remontowym
4.1.1. Materiał nauczania
Wprowadzenie
Obowiązkiem każdego pracownika, w warsztacie remontowym jest przestrzeganie
ogólnych zasad bezpieczeństwa pracy oraz szczegółowych wskazówek bezpiecznego
wykonywania prac, podanych w instrukcjach stanowiskowych oraz w instrukcji bezpiecznego
użytkowania maszyn i urządzeń.
Przed przystąpieniem do pracy należy włożyć ubranie robocze. Ubranie robocze nie
może mieć zwisających części, które mogłyby być pochwycone przez maszyny. Mankiety
rękawów należy ściśle opiąć wokół nadgarstka. Na głowie należy nosić beret lub kask
ochronny – w zależności od rodzaju i miejsca pracy.
Wszystkie ruchome części maszyn musza być osłonięte. Zdejmowanie osłon w czasie
ruchu jest niedozwolone. Niedozwolone jest również czyszczenie, smarowanie i naprawianie
maszyny będącej w ruchu.
Wolno używać tylko pełnosprawnych narzędzi, bez wyszczerbień i rozklepań, dobrze
osadzonych na niepopękanych trzonkach. Narzędziami należy posługiwać się tylko zgodnie
z ich przeznaczeniem.
Narzędzia i materiały powinny być starannie poukładane oraz przechowywane
w przeznaczonych dla nich szafkach, szufladach i skrzyniach narzędziowych. Podłoga
w miejscu wykonywania pracy nie może być śliska. Rozlane oleje lub smary należy wytrzeć
szmatą lub czyściwem. Na stanowisku pracy ma być ład i porządek Nie wolno tarasować
przejść materiałami lub urządzeniami. Opiłki lub wióry należy zmiatać miotełką. Wszelkie
prace, przy których mogą powstać odpryski, należy wykonywać w okularach ochronnych.
Prace porządkowe i transportowe należy wykonywać w rękawicach ochronnych.
Obróbka ręczna
W czasie obróbki ręcznej należy zwrócić szczególną uwagę na staranne zamocowanie
oraz przenoszenie ciężkich przedmiotów. Ważne jest prawidłowe oświetlenie stanowiska
roboczego. Porządek na stanowisku a zwłaszcza sposób rozmieszczenia i przechowywania
narzędzi traserskich chroni przed skaleczeniami.
Cięcie metali
W czasie cięcia metali nożycami i na piłach często zdarzają się okaleczenia rąk
o zadziory na krawędziach blach, w związku z tym należy je usuwać specjalnym skrobakiem
lub pilnikiem. Do pracy należy używać nożyc naostrzonych.
Nożyce gilotynowe powinny być wyposażone w listwę ochronną.
Nożyce powinny być wyposażone w specjalne osłony.
Korpusy nożyc o napędzie elektrycznym muszą być uziemione.
Gięcie, prostowanie, piłowanie
Podczas gięcia i prostowania należy zwrócić uwagę na właściwe zamocowanie
przedmiotu w imadle. Podczas gięcia i prostowania należy zwrócić uwagę na skaleczenie rąk.
Podczas piłowania nie należy używać pilników z pękniętą rękojeścią, lub bez niej. Przed
rozpoczęciem piłowania należy sprawdzić czy przedmiot jest dobrze zamocowany w imadle.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Wiercenie
Wszystkie obracające się części napędowe wiertarki podczas wiercenia powinny być
zabezpieczone osłonami a wiertarka uziemiona.
Nie wolno trzymać przedmiotu wierconego rękami.
Ubiór pracownika nie powinien mięć żadnych zwisających części, mankiety powinny być
obcisłe a głowa nakryta.
Wióry należy usuwać tylko szczotką.
Do wiercenia i gwintowania nie wolno używać uszkodzonych narzędzi.
Po zakończeniu pracy należy wyłączyć silnik wiertarki.
Praca na obrabiarkach
Podczas pracy na obrabiarkach ubiór powinien być obcisły, a pracownik odpowiednio
przeszkolony.
Należy sprawdzić czy przedmiot obrabiany i narzędzie zamocowane są prawidłowo.
W czasie pracy obrabiarki części wirujące powinny być osłonięte.
W czasie pracy obrabiarki nie wolno dokonywać pomiarów, usuwać wiórów, zostawiać
bez nadzoru pracującej obrabiarki.
Stosować się do instrukcji obsługi danej obrabiarki.
Metody bezpiecznej pracy na tokarce
Tokarki automatyczne i półautomatyczne należy osłonić ekranem chroniącym przed
rozpryskiem smarów i zaopatrzyć w urządzenie do zbierania cieczy ściekających z narzędzi.
Bezpieczne metody pracy na tokarkach.
Tokarki rewolwerowe i automaty tokarskie, które nie zostały wyposażone w magazyn
obrabianego przedmiotu, powinny być wyposażone w osłonę przedmiotu wystającego poza
obrys tokarki. Osłona ta powinna być wyposażona w urządzenie blokujące jej otwarcie
podczas pracy obrabiarek i być oznakowana barwami i znakami bezpieczeństwa, zgodnie
z Polskimi Normami.
Przed uruchomieniem centrum obróbkowego obsługujący powinien sprawdzić
w szczególności:
1) czystość gniazda wrzeciona i szczęk uchwytu,
2) prawidłowość rozmieszczenia narzędzi skrawających w magazynie i ich stan techniczny
oraz stopień zużycia ostrzy,
3) stan wypełnienia zbiornika wiórami,
4) stan wypełnienia magazynu przedmiotami przeznaczonymi do obróbki przed i po jej
wykonaniu,
5) poziom cieczy chłodzącej w zbiorniku i ciśnienie w układzie hydraulicznym bądź
pneumatycznym,
6) stan pozycji wyjściowych do pracy zespołu roboczego centrum.
Podczas pracy na tokarce należy używać wyłącznie narzędzi skrawających i przyrządów
dostosowanych do określonych procesów skrawania.
Przed uruchomieniem wrzeciona tokarki należy sprawdzić, czy nie pozostawiono klucza
do zaciskania przedmiotu w uchwycie tokarki.
Podczas regulacji siły zacisku przedmiotu obrabianego w uchwycie tokarki należy
uwzględniać w szczególności:
−
działanie siły skrawania,
−
prędkość obrotową,
−
moment bezwładności uchwytu i przedmiotu obrabianego,
−
nie wyważenie przedmiotu obrabianego.
Prędkość obrotową podczas procesu skrawania nie wyważonych przedmiotów należy tak
dobierać, aby nie spowodować drgań obrabiarki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Metody bezpiecznej pracy na frezarce
Mechanizmy napędu głównego i posuwowego wystające poza obrys frezarki oraz
wystający koniec śruby służący do mocowania narzędzia lub jego oprawki powinny być
osłonięte kołpakiem oraz oznakowane zgodnie z Polskimi Normami.
Frezarki sterowane numerycznie powinny być wyposażone w automatyczny mechanizm
mocowania narzędzi i przyrządów we wrzecionie.
Metody bezpiecznej pracy na wiertarkach
Przed uruchomieniem wiertarki należy sprawdzić stan zamocowania przedmiotu
poddanego wierceniu oraz usunąć ze stołu zbędne przedmioty lub narzędzia pomocnicze.
Przedmiot poddawany wierceniu powinien być tak zamocowany na stole lub w imadle
wiertarki, aby jego obrót lub przemieszczenie pod wpływem działania siły skrawania był
niemożliwy.
Elementy stosowane do zamocowania narzędzi w uchwycie wiertarki nie powinny
wystawać poza obrys uchwytu lub wrzeciona tej wiertarki. Jeżeli jest to niemożliwe do
wykonania, wystający element należy zabezpieczyć osłonami.
Czynności związane z mocowaniem, wymianą narzędzi skrawających lub ustawianiem
przedmiotów na wiertarce oraz dokonywaniem niezbędnych pomiarów powinny być
wykonywane po uprzednim unieruchomieniu wrzeciona obrabiarki.
Podczas wiercenia otworów przy użyciu wiertarek niedopuszczalne jest trzymanie
w dłoni przedmiotu poddawanego wierceniu.
Wiertarki pracujące w układzie zespołowym z indywidualnymi napędami wrzeciona,
zainstalowane szeregowo, powinny być wyposażone w awaryjne wyłączniki do
unieruchomienia napędu wszystkich wiertarek z każdego stanowiska ich obsługi.
Metody bezpiecznej pracy na szlifierkach
Tarcze ścierne szlifierek powinny być osłonięte w sposób zabezpieczający obsługujących
przed zagrożeniami powstającymi podczas szlifowania, w szczególności w wyniku
rozerwania się tarczy. Nie dotyczy to szlifierek do szlifowania wałków wyposażonych
również we wrzeciono szlifierskie do szlifowania otworów.
Taśma ścierna szlifierek taśmowych powinna być osłonięta na całej długości,
z wyjątkiem przestrzeni roboczej taśmy.
Tarcza ścierna przed założeniem na szlifierkę powinna być sprawdzona, czy nie posiada
pęknięć, ubytków miejscowych i innych uszkodzeń.
Tarcze ścierne należy umocować na trzpieniu wrzeciona za pomocą stalowych tarczy
oporowej i dociskowej o średnicach zewnętrznych wynoszących co najmniej 1/3 średnicy
tarczy ściernej. W miarę zużywania się tarczy ściernej, tarcze stalowe powinny być
odpowiednio zmieniane na mniejsze.
W celu prawidłowego i bezpiecznego zamocowania tarczy ściernej na trzpieniu
mocującym, pomiędzy tarczą ścierną a tarczami: oporową i dociskową umieszcza się
podkładki z elastycznego materiału o grubości od 1 do 1,5 mm.
Bezpieczeństwo i higiena pracy podczas spawania metali
Podczas spawania metali obowiązują:
−
uziemienie, zerowanie, izolowanie maszyn,
−
ubrania ochronne, przyłbice, okulary,
−
parawany,
−
wentylacja.
Wszystkie prace spawalnicze wymagają specjalnych kwalifikacji i uprawnień, a sprzęt
spawalniczy musi spełniać wiele szczegółowych wymagań. Butle na gazy i wytwornice
acetylenu podlegają ponadto kontroli Urzędu Dozoru Technicznego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Zagrożenie życia i zdrowia ludzkiego podczas spawania
W spawalnictwie występują zagrożenia:
−
związane z wytwarzaniem i przechowywaniem gazów stosowanych,
−
spowodowane prądem elektrycznym,
−
związane z samym procesem spawania (tj. wysoka temperatura, iskry, promieniowanie).
Obowiązują bardzo szczegółowe przepisy dotyczące obchodzenia się z butlami gazów
(zarówno pustymi, jak i napełnionymi) oraz ich transportu. Butle muszą np. być chronione
przed upadkiem
i uderzeniami,
nagrzewaniem (np. promieniami słonecznymi),
zanieczyszczeniem smarami. Butle można napełniać tylko tym gazem, do którego są
przeznaczone. Butle z acetylenem należy w czasie pracy ustawiać zawsze zaworem ku górze.
Gazy stosowane w spawalnictwie nie są zasadniczo trujące, ale grożą eksplozją. z tego
powodu nie wolno np. oliwić zaworów tlenowych. Butle są co 5 lat kontrolowane przez
Urząd Dozoru Technicznego. Wytwornice acetylenowe mogą być obsługiwane jedynie przez
odpowiednio przeszkolony personel. Pomieszczenia, w których znajdują się wytwornice,
muszą odpowiadać wielu szczegółowym przepisom dotyczącym wentylacji i bezpieczeństwa.
przeciwpożarowego.
Prąd elektryczny jest głównym źródłem zagrożenia przy spawaniu łukiem, a także
(chociaż w mniejszym stopniu) przy elektrycznym zgrzewaniu oporowym. Obowiązują tu
więc przede wszystkim ogólne przepisy dotyczące budowy i eksploatacji aparatury
elektrycznej wysokiego napięcia. W szczególności wszelkie naprawy i przeglądy urządzeń
zasilających (transformatorów, przetwornic i prostowników) mogą być wykonywane jedynie
przez wykwalifikowanych elektryków. Napięcie na zaciskach źródeł prądu może sięgać
100 V, co wymaga odpowiedniej ostrożności w czasie spawania. Przedmiot spawany
powinien być uziemiony, a uchwyt elektrody musi mieć izolowaną rękojeść. W niektórych
przypadkach sama konstrukcja uchwytu powinna uniemożliwić wymianę elektrody bez
wyłączenia prądu.
Spawanie łukowe jest bardzo niebezpieczne ze względu na promieniowanie łuku, grożące
uszkodzeniem oczu i ciężkimi oparzeniami skóry.
Spawacz musi być zabezpieczony fartuchem, ręce mieć osłonięte rękawicami, a twarz
(nie tylko oczy) chronioną tarczą trzymaną w ręku lub przyłbicą umocowaną na głowie.
W tarczy lub przyłbicy znajduje się niewielkie okienko z filtrem ochronnym.
Stanowisko do spawania łukowego musi być osłonięte stałymi ścianami lub przenośnymi
parawanami aby uchronić od poparzeń ludzi pracujących obok.
Mniejsze niebezpieczeństwo dla pracownika stwarza spawanie gazowe, ale i tu spawacz
jest zagrożony iskrami i odpryskami ciekłego metalu, a także płomieniem palnika. Dlatego
spawać gazowo można jedynie w specjalnych okularach ochronnych, szczelnym ubraniu
ochronnym czapce i rękawicach.
Przy wielu pracach montażowych występują zagrożenia o charakterze chemicznym.
Musimy tu wspomnieć o lutowaniu, gdzie używa się różnych topników szkodliwych dla
zdrowia. Szczególnie duże niebezpieczeństwo zagraża przy klejeniu, gdyż wiele klejów
lub ich składników to silne trucizny i praca z nimi musi odbywać się z najwyższą
ostrożnością, przy zapewnieniu odpowiedniej wentylacji i innych środków ochronnych.
Podczas nitowania należy pamiętać, aby narzędzia używane nie miały pęknięć
oraz uszkodzeń. Używając nitownika pneumatycznego nie wolno włączyć dopływu powietrza
przed zetknięciem bijaka- nagłownika z trzonem nitu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zasady bezpiecznej pracy obowiązują pracownika w warsztacie remontowym?
2. Na co należy zwrócić szczególną uwagę zatrudniając pracowników przy poszczególnych
rodzajach robót ślusarskich (obróbce ręcznej)?
3. Jakie zasady bezpieczeństwa obowiązują podczas pracach na tokarkach?
4. Jakie zasady bezpieczeństwa obowiązują podczas prac spawalniczych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj zagrożenia występujące podczas prac remontowych maszyn górniczych
z wykorzystaniem techniki spajania metali łukiem elektrycznym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) określić technikę wykonywania naprawy,
3) określić zagrożenia występujące podczas spawania elektrycznego,
4) określić zagrożenia występujące na stanowisku remontowym maszyn górniczych,
5) zapisać zagrożenia w zeszycie,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Przygotuj stanowisko do naprawy maszyny górniczej z wykorzystaniem szlifierki
tarczowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) określić zagrożenia występujące podczas prac remontowych z wykorzystaniem szlifierki
3) określić zasady bezpiecznej pracy z wykorzystaniem szlifierki,
4) sprawdzić stan tarczy szlifierki,
5) sprawdzić mocowanie tarczy,
6) przygotować stanowisko zgodnie z zasadami bezpieczeństwa i higieny pracy,
7) sprawdzić poprawność wykonania zadania,
8) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa szlifierki,
−
szlifierka tarczowa,
−
literatura zgodna z punktem 6 Poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić zagrożenia występujące podczas prac naprawczych maszyn
górniczych?
2) określić zagrożenia występujące podczas robót spawalniczych?
3) sprawdzić stan urządzenia przed przystąpieniem do naprawy?
4) określić zasady bezpiecznej pracy na szlifierkach?
5) zorganizować stanowisko do wykonywania prac remontowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Dokumentacja montażowa
4.2.1. Materiał nauczania
Dokumentacja techniczno-ruchowa (DTR), jest opracowywana dla każdego urządzenia
lub maszyny i powinna zawierać: charakterystykę techniczną i dane ewidencyjne, rysunek
złożeniowy, wykaz wyposażenia normalnego i specjalnego, schematy kinematyczne,
elektryczne i pneumatyczne, schemat funkcjonowania, instrukcję obsługi, instrukcję
użytkowania instrukcję konserwacji i smarowania, instrukcję bhp normatywy remontowe
wykaz części zamiennych, wykaz faktycznie posiadanego wyposażenia, wykaz załączonych
rysunków, wykaz części zapasowych.
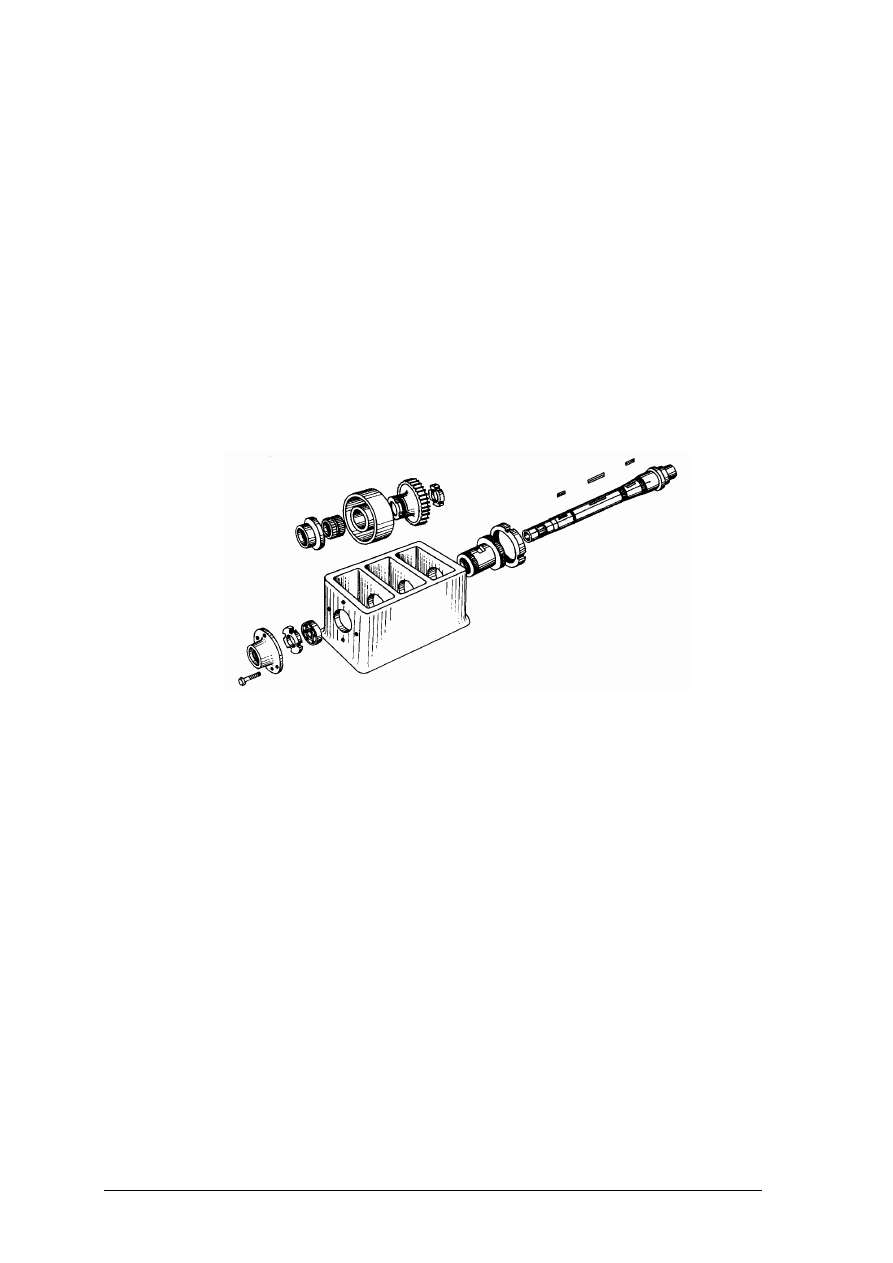
Przygotowanie dokumentacji technologicznej montażu
W produkcji jednostkowej dokumentacja technologiczna montażu ogranicza się
przeważnie do rysunków zestawieniowych poszczególnych zespołów oraz całej maszyny
(lub innego urządzenia). Niekiedy zamiast rysunków montażowych stosuje się poglądowe
rysunki montażowe (rys. 1), często używane w dokumentacji techniczno-ruchowej (DTR).
Rys.1. Rysunek montażowy
[3, s. 233]
W produkcji seryjnej stosuje się dokumentację technologiczną montażu w postaci kart
technologicznych montażu poszczególnych zespołów lub jednostek montażowych
oraz całego wyrobu. Karta technologiczna powinna zawierać:
−
oznaczenie montowanego zespołu i poszczególnych części,
−
określenie stanowiska pracy,
−
wyszczególnienie operacji z podziałem na zabiegi,
−
wyszczególnienie narzędzi i przyrządów używanych w danej operacji,
−
normy czasowe poszczególnych operacji,
−
określenie wymaganej dokładności montażu,
−
szkic montowanego zespołu zawierający numery poszczególnych części oraz tolerancję
wymiarów montażowych, a także oznaczenia chropowatości powierzchni, jeżeli podczas
montażu występuje jeszcze obróbka.
Do szczególnie trudnych operacji montażowych stosuje się jeszcze jako załączniki karty
instrukcyjne, np. karty instrukcyjne spawania lub karty instrukcyjne kontroli.
Duży wpływ na przejrzystość dokumentacji montażu ma właściwa numeracja części
i zespołów. Prawidłowe oznaczenie powinno składać się z trzech części. Część pierwsza
zawiera symbol wyrobu gotowego, część druga – numer zespołu, a trzecia – numer części.
Niekiedy symbol zawiera również liczbę części wchodzących w zespół wyższego rzędu.
Takie oznakowanie bardzo ułatwia ustalenie przynależności części do danego zespołu
i wyrobu głównego, szczególnie jeżeli dana fabryka produkuje parę typów obrabiarek lub
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
innych urządzeń. Ułatwia to również zamawianie części zamiennych. Nie wszystkie jednak
fabryki stosują ten system znakowania części. Części znormalizowane, jak śruby, łożyska
toczne, powinno się oznaczać umieszczając przed numerem części numer PN lub umowny
symbol, np. N, a przy łożyskach podawać numer katalogowy łożyska.
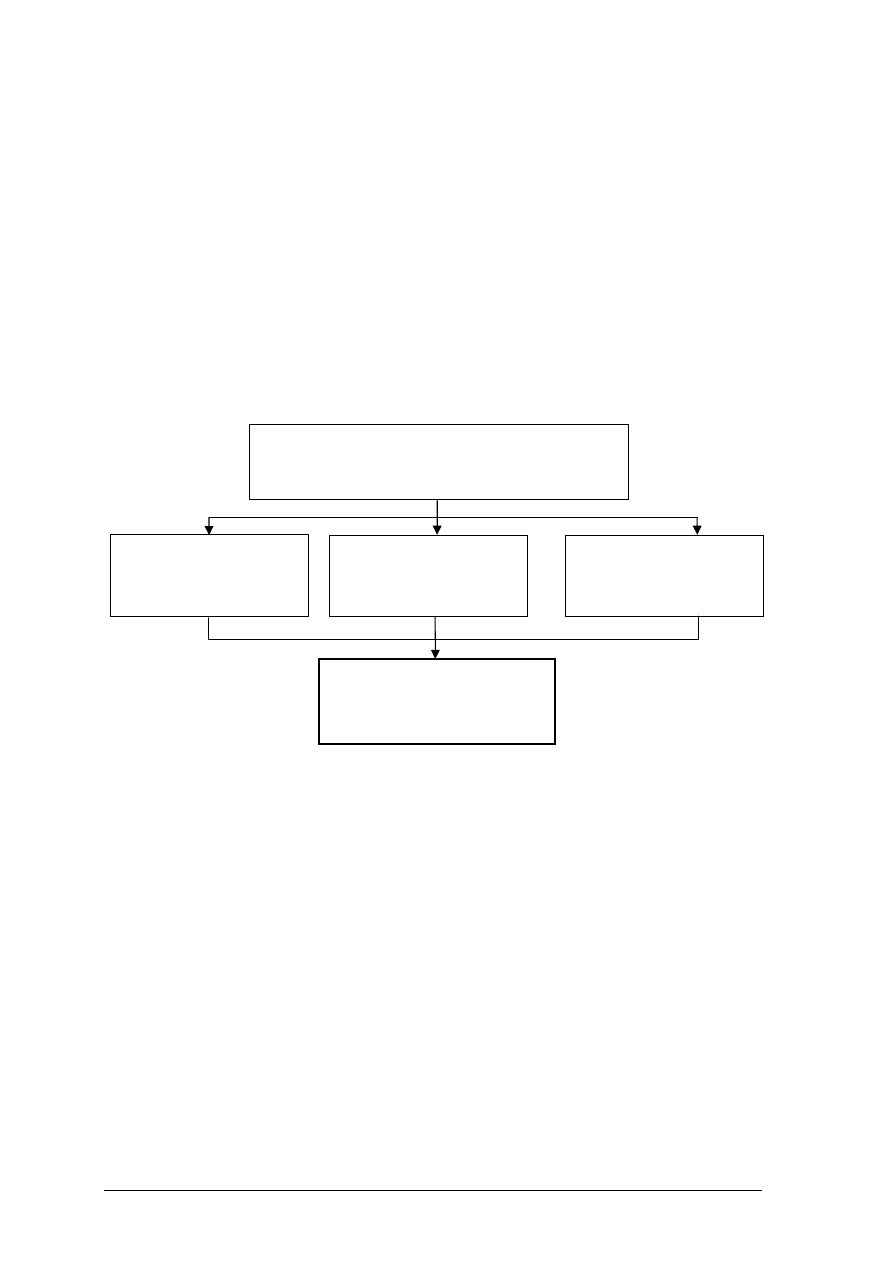
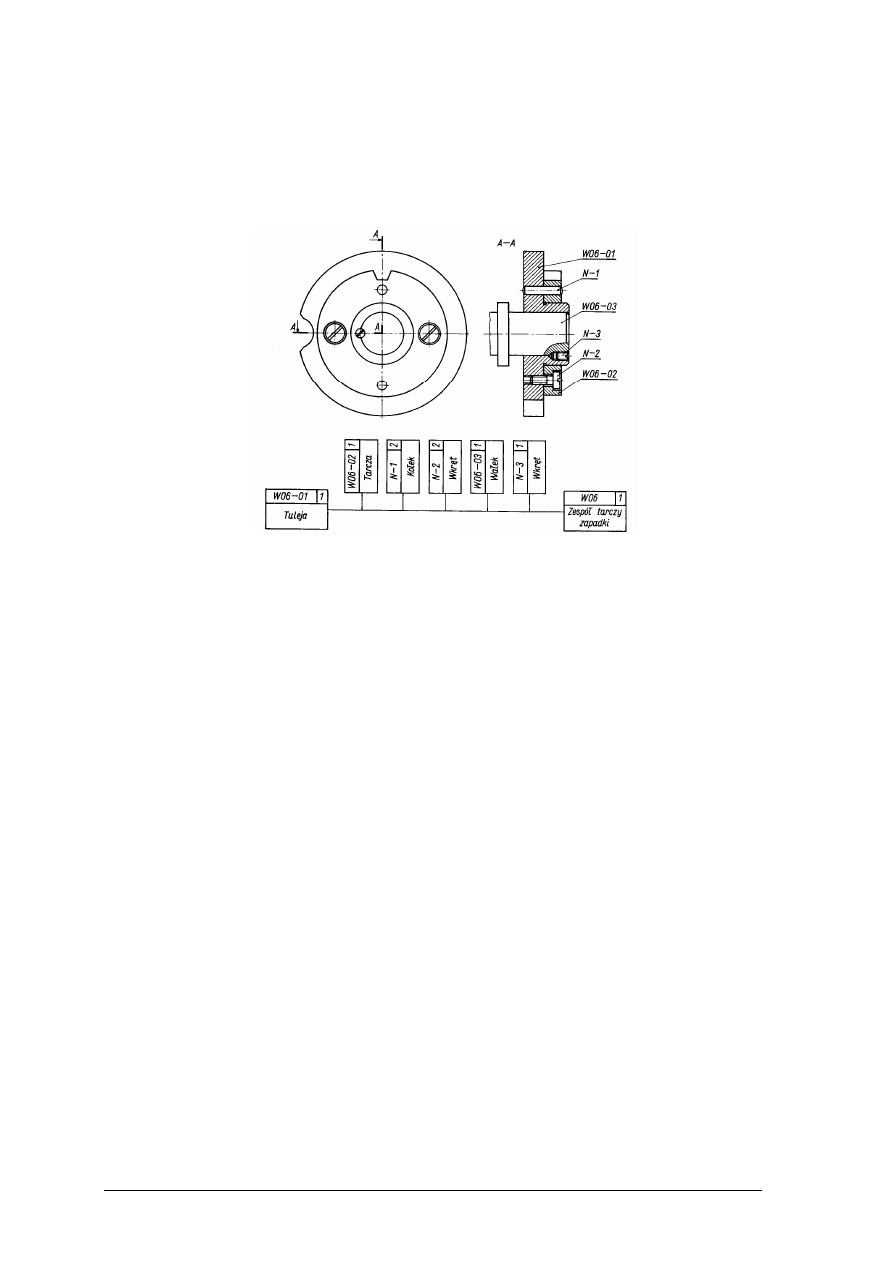
W celu bardziej poglądowego przedstawienia procesu montażu opracowuje się plany
montażu.
Rys. 2. Zespół tarczy zapadki i plan jego montażu [3, s. 120]
Dla poszczególnych zespołów wykonuje się odrębne plany montażu. Przed
przystąpieniem do opracowania planu montażu zespołu należy określić część bazową, od
której rozpocznie się montaż zespołu. Podobnie należy określić zespół niższego rzędu, od
którego rozpocznie się montaż zespołu wyższego rzędu lub gotowego wyrobu. Plan montażu
układa się następująco: należy wykreślić linię poziomą lub pionową. Na jednym końcu linii
wykreśla się prostokąt, który oznacza część bazową lub bazowy zespół niższego rzędu.
Na drugim końcu linii wykreśla się drugi prostokąt, który oznacza gotowy zmontowany
zespół lub końcowy wyrób. Z jednej strony linii w kierunku postępu montażu wykreśla się
prostokąty oznaczające poszczególne części wchodzące w skład montowanego zespołu;
w prostokącie oprócz nazwy części wpisuje się jej numer oraz liczbę sztuk w zespole.
Z drugiej strony linii umieszcza się zespoły niższego rzędu, wchodzące w skład
montowanego zespołu. Na rys. 2 pokazano zespół tarczy zapadki i plan jego montażu.
Przygotowując dokumentację technologiczną montażu należy uwzględnić formę
organizacyjną montażu.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest dokumentacja montażu?
2. Co to jest rysunek złożeniowy?
3. Jakie informacje można odczytać z rysunku montażowego?
4. Jak układa się plan montażu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie dokumentacji techniczno-ruchowej określ przebieg demontażu układu
napędowego młota pneumatycznego
.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z dokumentacją techniczno-ruchową młota pneumatycznego,
3) określić etapy demontażu układu napędowego młota pneumatycznego,
4) zapisać do notatnika etapy demontażu,
5) zaprezentować wykonane ćwiczenie,
6) sprawdzić poprawność wykonanego zadania.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa młota pneumatycznego,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Na podstawie dokumentacji techniczno-ruchowej sporządź plan montażu elementów
części maszyny górniczej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z dokumentacją techniczno-ruchową maszyny,
4) określić etapy montażu części,
5) określić cześć bazową montażu,
6) określić zespół niższego rzędu,
7) sporządzić plan montażu części maszyny górniczej według załączonego rysunku,
8) zaprezentować wykonane ćwiczenie,
9) sprawdzić poprawność wykonanego zadania.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa maszyny,
−
literatura zgodna z punktem 6 Poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie dokumentacji montażowej?
2) wyjaśnić, co to jest rysunek złożeniowy?
3) odczytać dokumentację technologiczną montażu?
4) wykonać plan montażu części maszyny?
5) odczytać potrzebne informacje zawarte w dokumentacji techniczno-
-ruchowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.3. Odbiór techniczny zmontowanych części urządzeń
4.3.1. Materiał nauczania
Warunki i przebieg odbioru technicznego
Odbiór techniczny zmontowanych maszyn i urządzeń odbywa się według warunków
odbioru technicznego (WOT) opracowanych specjalnie i szczegółowo dla każdego rodzaju
i typu produkowanych maszyn i urządzeń. Oprócz warunków odbioru technicznego, istnieje
wiele ogólnych wymagań i wytycznych odbioru wydanych w postaci norm państwowych
lub europejskich. Wszystkie wymienione dokumenty precyzują szczegółowo sposób odbioru
i wymagania stawiane maszynom i urządzeniom. Odbiór techniczny wykonany zgodnie
z warunkami odbioru technicznego, zapewnia dobrą jakość gotowego wyrobu.
Warunki odbioru technicznego (WOT) powinny zawierać:
–
dokładną nazwę, symbol i typ maszyny lub urządzenia, dla którego zostały opracowane,
–
wykaz norm mających zastosowanie przy odbiorze, łącznie z warunkami odbioru
technicznego,
–
opis techniczny maszyny lub urządzenia,
–
główne dane techniczne charakteryzujące maszynę lub urządzenie,
–
wykaz i wzory protokołów odbioru, kart pomiarów i karty gwarancyjne,
–
dopuszczalne wady odlewów stosowanych w budowie maszyny lub urządzenia,
–
wykaz odpowiedzialnych części wykonanych z materiałów atestowanych i sposób ich
cechowania,
–
wytyczne przygotowania maszyny lub urządzenia do badań odbiorczych,
–
określenie miejsca odbioru i rodzaju odbioru,
–
określenie rodzajów i zakresu badań odbiorczych,
–
wykaz i charakterystykę przyrządów i urządzeń do przeprowadzania badań,
–
zakres wymagań technicznych stawianych maszynie lub urządzeniu oraz dopuszczalne
odchyłki od założonych danych,
–
wytyczne sprawdzania wyglądu zewnętrznego,
–
wytyczne sprawdzania elementów sterowania i obsługi,
–
wytyczne sprawdzania maszyny lub urządzenia nie obciążonego, czyli na biegu luzem,
–
wytyczne sprawdzania maszyny lub urządzenia przy pełnym obciążeniu,
–
wytyczne sprawdzania wydajności,
–
wytyczne sprawdzania przeciążenia,
–
wytyczne sprawdzania poziomu hałaśliwości pracy,
–
wytyczne sprawdzania dokładności,
–
wytyczne sprawdzania szczelności układów ciśnieniowych,
–
wytyczne sprawdzania wyposażenia dodatkowego,
–
wytyczne konserwacji, opakowania i transportu,
–
wykaz dokumentacji, którą producent jest zobowiązany dostarczyć łącznie z wyrobem;
dokumentację tę stanowią przeważnie:
–
protokół stwierdzający wykonanie wyrobu zgodnie z warunkami odbioru
technicznego,
–
karty pomiarów prób i badań,
–
dokumentacja techniczno-ruchowa (DTR),
–
instrukcja obsługi maszyny lub urządzenia,
–
karta gwarancyjna.
W zależności od rodzaju maszyny lub urządzenia warunki odbioru technicznego mogą
zawierać jeszcze inne wytyczne wynikające ze specyfiki wyrobu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Odbioru dokonuje się zgodnie z wytycznymi zawartymi w WOT i rozpoczyna się od
kontroli wyglądu zewnętrznego wyrobu. Ocenia się wizualnie stan powierzchni
poszczególnych elementów, jakość wykonania powłok malarskich, prawidłowość
zabezpieczenia poszczególnych śrub i nakrętek i założenia tabliczek informacyjnych
i znamionowych, prawidłowość wykonania podziałek i napisów, łatwość przesuwania
dźwigni, korb i kółek do sterowania ręcznego, oznaczenie miejsc smarowania.
Sprawdza się stan zabezpieczenia maszyny lub urządzenia przed wypadkami, a więc czy
są zamontowane osłony na wszystkich zewnętrznych elementach napędowych oraz
zabezpieczenia przed porażeniem prądem elektrycznym. Następnie dokonuje się pomiaru
oporności uziemienia ochronnego i sprawdza skuteczność działania zerowania oraz działania
wyłączników ochronnych.
Dokładność geometryczna maszyn i urządzeń sprawdza się na podstawie WOT lub norm.
Dla większości obrabiarek do metali są opracowane szczegółowe normy sprawdzania
dokładności. Normy te określają dopuszczalne odchyłki wymiarowe wzajemnego położenia
poszczególnych części lub zespołów i podają wytyczne sprawdzania i dokonywania
pomiarów dokładności geometrycznej obrabiarek. Normy określają również rodzaj
i dokładność przyrządów pomiarowych stosowanych podczas wykonania poszczególnych
pomiarów. WOT lub normy ustalają również bazę do sprawdzania dokładności. Bazą może
być powierzchnia, płaszczyzna lub oś, zależnie od zespołu pracy danej maszyny lub
urządzenia.
Badanie maszyn i urządzeń bez obciążenia, czyli na biegu luzem, ma na celu sprawdzenie
prawidłowości działania poszczególnych mechanizmów i ich współdziałanie oraz wstępne
dotarcie współpracujących części. Zakres sprawdzania maszyny lub urządzenia podczas pracy
bez obciążenia określają dokładnie WOT, zależnie od konstrukcji maszyny, jej rodzaju
i przeznaczenia.
Badanie maszyn i urządzeń pod obciążeniem ma na celu określenie rzeczywistej
charakterystyki eksploatacyjnej, jak np. sprawdzenie rzeczywistej mocy użytecznej,
wydajności, prędkości obrotowej, dokładności pracy, zużycia paliwa.
Na stanowiskach próbnych sprawdza się nie tylko gotowe wyroby, ale również niektóre
zespoły maszyn i urządzeń, jak np. pompy olejowe układu smarowania lub układów
hydraulicznych, skrzynie przekładniowe. Badania pomp polegają na pomiarze ich wydajności
i wytwarzanego ciśnienia, a przy badaniu skrzyń przekładniowych zwraca się uwagę na
hałaśliwość pracy oraz działanie mechanizmów do uzyskania zmian przełożenia.
Po dokonaniu wszystkich pomiarów, prób i badań przewidzianych w WOT danej
maszyny następuje odbiór ostateczny. Podstawą do uznania maszyny za wykonaną zgodnie
z dokumentacją konstrukcyjną jest dodatni i zgodny z warunkami odbioru technicznego
wynik pomiarów i badań poszczególnych zespołów i zmontowanej maszyny uwidoczniony
w kartach pomiarów i protokółach badań. Protokół odbioru ostatecznego wraz z kartami
pomiarów i badań oraz świadectw kontroli technicznej i gwarancją zostaje przekazany wraz
z maszyną użytkownikowi.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co oznacza skrót WOT?
2. Co zwierają warunki odbioru technicznego?
3. Jakie są etapy odbioru technicznego?
4. Co to jest odbiór ostateczny?
5. Jakie znaczenie ma badanie maszyn i urządzeń bez obciążenia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.3.3. Ćwiczenia
Ćwiczenie 1
Posługując się dokumentem „Warunki odbioru technicznego” (WOT) dokonaj odbioru
technicznego przekładni zębatej maszyny górniczej po naprawie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zorganizować stanowisko pracy,
3) przygotować potrzebną dokumentację
4) przeprowadzić dostępnymi metodami wymagane przez WOT badania,
5) zapisać wyniki badan przekładni w notatniku,
6) zaprezentować wykonane ćwiczenie,
7) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
przyrządy pomiarowe,
−
przekładnia zębata,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Określ kolejne etapy wykonywania odbioru technicznego młota udarowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zapoznać się z WOT młota udarowego,
3) określić kolejne etapy odbioru technicznego,
4) zapisać informacje w notatniku,
5) zaprezentować wykonane ćwiczenie,
6) sprawdzić poprawność wykonanego zadania,
Wyposażenie stanowiska pracy:
−
literatura zgodna z 6 Poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić co to jest odbiór techniczny?
2) posłużyć się dokumentem WOT?
3) wykonać odbiór techniczny?
4) określić etapy odbioru technicznego?
5) określić na czym polega odbiór ostateczny maszyny?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.4. Niezawodność i trwałość maszyn i urządzeń
4.4.1. Materiał nauczania
Niezawodnością
urządzenia
nazywamy
właściwość
określoną
przez
prawdopodobieństwo spełnienia przez urządzenie postawionych mu wymagań w ciągu
określonego czasu i w określonych warunkach pracy. Ogólnie przez niezawodność rozumie
się zdolność urządzenia do zrealizowania postawionych mu zadań. Tak więc kryteriami
określającymi
niezawodność
urządzenia
są:
duża
trwałość,
pewność
działania,
bezawaryjność, zdolność do długotrwałej pracy bez pogorszenia parametrów wyjściowych,
tzw. stabilność działania, mały zakres i łatwość obsługi, długie okresy międzynaprawcze
i mała pracochłonność napraw i obsług.
Przez trwałość maszyny lub urządzenia rozumiemy własność, która charakteryzuje
proces zużywania się urządzenia podczas jego eksploatacji. Tak więc z pewnym
uproszczeniem niezawodność maszyny lub urządzenia możemy określić podając
częstotliwość przerw w działaniu z powodu uszkodzeń lub czas nieprzerwanej pracy między
wymuszonymi przerwami itp.
Przymusowe zatrzymanie się urządzenia może być spowodowane usterkami
konstrukcyjnymi lub technologicznymi, nieprawidłową eksploatacją lub przyczynami
przypadkowymi.
Rozróżniamy trzy rodzaje zatrzymywania się urządzeń:
1. lekkie, gdy usunięcie usterki może wykonać obsługa urządzenia z użyciem podręcznych
narzędzi,
2. średnie, gdy usunięcie usterki wymaga częściowego demontażu i wymiany uszkodzonych
części lub zespołów przy współpracy pracowników służb naprawczych,
3. ciężkie, gdy naprawie podlegają ważne zespoły i w celu usunięcia uszkodzeń należy
odstawić urządzenie do naprawy.
Teoria niezawodności obejmuje wszystkie zagadnienia związane z niezawodnością
urządzeń, badanie wszystkich zjawisk z tym związanych oraz formułowanie teoretycznych
i praktycznych wniosków. Teoria niezawodności opiera się na teorii prawdopodobieństwa
i na zasadach statystyki matematycznej.
Wskaźnikiem
niezawodności
urządzenia
jest
prawdopodobny
średni
czas
bezzakłóceniowej pracy.
Teoria niezawodności daje konstruktorom i technologom informacje dotyczące ustalania
i eliminowania słabych miejsc maszyn i urządzenia.
Trwałość
Teoria trwałości maszyn i urządzeń obejmuje:
−
ustalanie granic trwałości, racjonalnych ze względów technicznych i ekonomicznych,
−
opracowywanie metod badań eksploatacji maszyn i urządzeń,
−
badanie warunków eksploatacji,
−
określenie stopnia wykorzystania, określenie zależności między trwałością a okresem
użytkowania,
−
opracowywanie sposobów rozpoznawania przyczyn uszkodzeń,
−
opracowywanie metod badań w zakresie trwałości maszyn,
−
opracowywanie obiektywnych wskaźników trwałości produkowanych urządzeń.
Trwałość i niezawodność są pojęciami różnymi, ale istnieje między nimi zależność.
W miarę zużywania się elementów urządzenia, jego prawidłowe działanie jest coraz bardziej
zawodne. Trwałość i niezawodność zależą od rozwiązania konstrukcyjnego, jakości
wykonania i warunków użytkowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Wskaźnikami trwałości mogą być:
1. czas pracy, określony w godzinach lub latach pracy aż do całkowitego zużycia,
2. czas użytkowania – czas pracy aż do całkowitego zużycia bez uwzględnienia przestojów
nieuzasadnionych i uzasadnionych.
Dla obrabiarek rozróżnia się trwałość absolutną, międzynaprawową i ekonomiczną.
Przez trwałość absolutną rozumie się czas fizycznego istnienia obrabiarki i jej
użyteczność, nawet do prac o znaczeniu drugorzędnym.
Trwałość międzynaprawowa jest określona czasem cyklu naprawczego, tj. czasem
zdatności obrabiarki do wykonywania prac zgodnie z jej przeznaczeniem między kolejnymi
naprawami głównymi.
Trwałość ekonomiczną określa czas ekonomicznego użytkowania do czasu zużycia
ekonomicznego. W obrabiarkach wyróżnia się również trwałość dokładności. W czasie
użytkowania obrabiarka traci swą początkową dokładność. Aby zapewnić wymaganą
dokładność obróbki w ciągu przewidywanego okresu użytkowania, każda nowa
lub naprawiona obrabiarka powinna mieć „zapas dokładności”. Wskaźnik zapasu dokładności
może być określony przez stosunek dokładności początkowej wyrażonej średnią wartością
błędów obróbki do dokładności nominalnej. Dla nowej lub naprawionej obrabiarki wskaźnik
ten jest większy od jedności.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest trwałość ekonomiczna?
2. Co to jest trwałość dokładności?
3. Co to jest trwałość miedzynaprawowa?
4. Co to jest trwałość absolutna?
5. Co to są wskaźniki trwałości?
4.4.3. Ćwiczenia
Ćwiczenie 1
W tabeli poniżej zestawiono pojęcia i ich wyjaśnienia, połącz je z sobą tak aby
objaśnienia pasowały do nazw pojęć.
Nazwa
Objaśnienie
Trwałość miedzynaprawowa
czas ekonomicznego użytkowania do czasu zużycia
ekonomicznego.
Trwałość ekonomiczna
czas cyklu naprawczego, tj. czasem zdatności obrabiarki
do wykonywania prac zgodnie z jej przeznaczeniem
między kolejnymi naprawami głównymi.
Trwałość absolutna
czas fizycznego istnienia obrabiarki i jej użyteczność,
nawet do prac o znaczeniu drugorzędnym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) przeanalizować informacje znajdujące się w tabeli,
3) przy pomocy linii połączyć ze sobą nazwy i objaśnienia pojęć,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić, co to jest trwałość ekonomiczna?
2) określić, co to jest trwałość dokładności?
3) określić, co to jest trwałość miedzynaprawowa?
4) określić, co to jest trwałość absolutna?
5) określić, co to są wskaźniki trwałości?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.5. Diagnostyka techniczna i badanie konstrukcji nośnych
maszyn górnictwa odkrywkowego
4.5.1. Materiał nauczania
Maszyny podstawowe górnictwa odkrywkowego ze względu na specyfikę swojej pracy
(występowanie znacznych i długotrwałych obciążeń dynamicznych, często o charakterze
losowym) i budowy (duże wysięgi zespołów roboczych i związana z tym duża masa własna)
narażone są na częste awarie do całkowitego zniszczenia włącznie. Ponadto większość z nich
eksploatowana jest ponad 25 lat (producenci określają normatywny czas pracy dla tego typu
maszyn w granicach 20–25 lat) niejednokrotnie w warunkach geologiczno-górniczych
znacznie trudniejszych niż te, dla których maszyny te były projektowane. Obecna sytuacja
finansowa kopalń, jak i wejście w życie zasad gospodarki wolnorynkowej, skłaniają
użytkowników maszyn podstawowych do przedłużenia czasu ich użytkowania, często
znacznie poza okres normatywny, określony przez producenta. Wyżej przytoczone fakty
powodują, że wzrasta zapotrzebowanie na badania diagnostyczne stanu technicznego tych
maszyn jako czynnika mającego istotny wpływ na przedłużenie okresu ich eksploatacji.
Badania konstrukcji nośnych
W poniższym rozdziale przedstawiono badania w skróconej formie, z wyszczególnieniem
najistotniejszych zagadnień:
Konstrukcja nośna, z uwagi na poddawanie jej znacznym i długotrwałym obciążeniom
zmęczeniowym oraz praktyczną niewymienialność podczas całego okresu eksploatacji,
stanowi najbardziej newralgiczny zespół decydujący o dalszej przydatności eksploatacyjnej
każdej maszyny podstawowej. Dlatego też jest ona z reguły poddawana najbardziej
różnorodnym i złożonym badaniom mającym za zadanie określenie jej stanu technicznego.
Do badań tych należą: badania wizualne, defektoskopowe, badania naprężeń od obciążeń
statycznych i naprężeń od obciążeń dynamicznych a także badania drgań.
Badania wizualne. Badania te należą do najprostszych, ale równocześnie bardzo
skutecznych sposobów oceny stanu technicznego konstrukcji nośnej. Polegają na obserwacji
okiem nieuzbrojonym lub uzbrojonym (lupa, lornetka) stanu połączeń: sworzniowych,
nitowych, śrubowych, spawanych, stanu węzłów, poszczególnych prętów oraz powłok
antykorozyjnych, a także kontroli przy pomocy młotka i szczelinomierza stanu wszystkich
połączeń. Badania te pozwalają na wykrycie początkowych pęknięć blach, prętów, połączeń
oraz powstałych luzów śrub i nitów. Stwierdzone w trakcie badań nieprawidłowości stanowią
podstawę do zastosowania dokładniejszych metod oceny, np. badań defektoskopowych.
Badania defektoskopowe. Badania defektoskopowe należą do grupy badań
nieniszczących i mają za zadanie wykrycie i ocenę wad mających charakter nieciągłości
materiału (pęcherze, wtrącenia, rozwarstwienia, pęknięcia itp.). W praktyce do oceny stanu
konstrukcji nośnych, spośród kilku różnorodnych metod powyższych badań, stosowane są
najczęściej dwie tj. badania ultradźwiękowe i magnetyczno-proszkowe. Obie metody
używane są głównie do oceny stanu połączeń węzłów konstrukcji nośnych. W konstrukcjach
spawanych o zamkniętej budowie badania spoin oraz najważniejszych przekrojów prowadzi
się
metodą
magnetyczno-proszkową
(wykrycie
pęknięć
powierzchniowych
i podpowierzchniowych), a następnie metodą ultradźwiękową. W wielu węzłach można je
wykonać podczas pracy maszyny.
Badania ultradźwiękowe umożliwiają ocenę stanu powierzchni niedostępnych do badań
magnetycznych, wykrycie ewentualnych wad na większej głębokości, a także pomiar grubości
elementów dostępnych jednostronnie w celu stwierdzenia ubytków (głównie o charakterze

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
korozyjnym). Węzły, w których występują połączenia nitowe lub śrubowe bada się metodą
magnetyczno-proszkową (materiał w okolicach otworów na nity i śruby) oraz ultradźwiękową.
Metoda magnetyczno-proszkową pozwala wykryć wady na dostępnych powierzchniach,
metoda ultradźwiękowa natomiast – w nakładce na powierzchni styku z blachą przykrytą.
Wykrycie pęknięć w blachach przykrytych nakładkami uzależnione jest od możliwości
wprowadzenia fali ultradźwiękowej spoza nakładki. Pęknięcia samych nitów i śrub stwierdzić
można za pomocą fali podłużnej. Badania osi i sworzni, w większości dostępnych tylko od
czoła, umożliwia jedynie metoda ultradźwiękowa. Przykładem kompleksowych badań
defektoskopowych przeprowadzonych przez IGO Poltegor-Instytut mogą być badania
ładowarko-zwałowarek w Elektrowni Kozienice.
Badania naprężeń od obciążeń statycznych. Badania obejmują zarówno maszyny
nowe, jak i poddane już długoletniej eksploatacji. Polegają one na pomiarze przyrostów
naprężeń od obciążeń wywołanych ciężarem własnym maszyny. Badania prowadzone są
w dwóch stanach: odciążonym i obciążonym.
Badania te umożliwiają ocenę poprawności montażu i zgodności rzeczywistego stanu
wytężenia konstrukcji ze stanem przyjętym w obliczeniach. Ponadto w praktyce
eksploatacyjnej często występują sytuacje, w których zachodzi potrzeba doświadczalnego
stwierdzenia faktycznych naprężeń w konstrukcji nośnej wywołanych ciężarem własnym.
Przede wszystkim zachodzi to przy usuwaniu skutków awarii, modernizacji czy przebudowie,
jak również przy nieprzewidzianych zmianach warunków pracy maszyn.
Badania naprężeń od obciążeń dynamicznych. Badania te, tak jak w przypadku badań
naprężeń od obciążeń statycznych, dotyczą maszyn nowych, jak i już eksploatowanych.
Prowadzone są one w czasie normalnej eksploatacji i obejmują pomiary przebiegów
i przyrostów naprężeń w wybranych elementach konstrukcji nośnej, w określonych
warunkach pracy. Pomiary powinny odbywać się w warunkach reprezentatywnych dla dalszej
eksploatacji maszyny. Pożądane jest więc, by uwzględniały również najtrudniejsze warunki
(w przypadku koparek – skały najtrudniej urabialne, głazy narzutowe itp.). Pomiary naprężeń
prowadzone są z wykorzystaniem tensometrii oporowej. Badania umożliwiają porównanie
rzeczywiście występujących obciążeń zewnętrznych z normatywnymi stosowanymi
w obliczeniach wytrzymałościowych oraz określenie naprężeń dynamicznych i wypadkowych
(wraz z wartościami naprężeń statycznych od ciężaru własnego). Określenie rzeczywistych
naprężeń wypadkowych pozwala na dokonanie oceny trwałości zmęczeniowej elementów
konstrukcji nośnej, co jest szczególnie istotne dla prognozowania trwałości konstrukcji oraz
wyselekcjonowania elementów narażonych na utratę własności wytrzymałościowych.
IGO Poltegor-Instytut wykonał dotychczas wiele tego typu badań m.in. na czterech nowo
wybudowanych koparkach typu KWK 1500 w KWB „Turów” i KWB „Adamów”,
zwałowarkach typu ZGOT 6300, ZGOT 5500 i ZGOT 15400 w KWB „Turów” i KWB
„Bełchatów” oraz na zmodernizowanej koparce typu KWK 800 i koparce SRs-1200 w KWB
„Konin”.
Badania drgań. Badania te obejmują pomiary częstości drgań własnych wywołanych
obciążeniami impulsowymi oraz pomiary drgań wymuszonych pracą koparki. Pozwala to na
oszacowanie konstrukcyjnego zabezpieczenia przed drganiami rezonansowymi oraz
określenia maksymalnych naprężeń wywołanych drganiami (co jest tylko w bardzo
przybliżony sposób ustalane w obliczeniach wytrzymałościowych) dla różnych warunków
urabiania. Do prowadzenia badań wykorzystywane są indukcyjne czujniki przyspieszeń.
Badania pozostałych zespołów i elementów
Liny i zblocza linowe. Badania stanu lin przeprowadza się w oparciu o normę: PN-90/M-
80255 będącą tłumaczeniem normy ISO 4309-1990. Norma ta podaje szczegółowe sposoby
i kryteria oceny stanu zużycia lin wykorzystując metodę kontroli wzrokowej. Metoda ta nie
pozwala jednak na wykrycie wszystkich uszkodzeń, takich jak ubytki korozyjne czy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
pęknięcia drutów wewnątrz liny. Dlatego do oceny stanu lin poza metodami wzrokowymi
wykorzystuje się metody badań nieniszczących. Pełną informację o stanie lin można uzyskać
np. za pomocą defektoskopii magnetycznej. Do badań używana jest aparatura produkcji AGH
Kraków. Badania polegają na przesuwaniu liny wewnątrz głowicy magnetycznej i rejestracji
przebiegu sygnałów z czujników, na podstawie których ocenia się stopień zużycia liny.
Badaniami objęte są wszystkie liny (stałe i ruchome) znajdujące się na maszynie.
W celu określenia stanu technicznego zbloczy opracowano metodę polegającą na
pomiarze sił w linach przed i za zbloczem w celu uzyskania sprawności zblocza, a następnie
porównaniu otrzymanych wartości ze sprawnością obliczeniową. Otrzymane wielkości
współczynników sprawności zbloczy wykazują, jaki jest stopień zużycia ułożyskowania
krążków linowych i czy nie zachodzi konieczność wymiany ułożyskowania.
Przekładnie zębate. Do prowadzenia badań wykorzystywana jest metoda diagnostyki
wibroakustycznej pozwalająca na podstawie analizy drgań generowanych przez przekładnie
określić ich stan techniczny oraz prognozować zmiany tego stanu. Badaniom poddane są
najczęściej koła zębate i łożyska jako elementy decydujące o stanie technicznym przekładni.
Zaletą tej metody jest możliwość dokonywania pomiarów bez konieczności demontażu
przekładni oraz stosunkowo prosty sposób prowadzenia pomiarów. Polegają one na
zmierzeniu impulsów drgań np. za pomocą czujników przyspieszeń, ich rejestracji w sposób
cyfrowy, a następnie analizie widmowej zarejestrowanych przebiegów. Do analizy widmowej
wykorzystywane jest specjalistyczne oprogramowanie komputerowe.
Badaniami objęte są głównie przekładnie mechanizmów napędów urabiania, obrotu
i przenośników na maszynach.
Wały i osie. Badania prowadzone są głównie za pomocą metody ultradźwiękowej
i w mniejszym stopniu metody magnetyczno-proszkowej.
Badaniami objęte są najczęściej: wał koła czerpakowego, wały przekładni mechanizmów
zwodzenia wysięgników i kabin operatorów, wały przekładni napędów przenośników
taśmowych, osie zbloczy i bębnów linowych mechanizmów zwodzenia wysięgników i kabin
operatorów.
Układy hydrauliczne. Badania prowadzone są w oparciu o normy PN-88/M-73006, PN -
83/M-73005 oraz normy przedmiotowe na poszczególne elementy.
Badania polegają na ocenie stanu przewodów giętkich, szczelności instalacji, poziomu
oleju w zbiornikach, stanu powierzchni (w tym powłok antykorozyjnych), stanu filtrów
i zaworów, oraz sprawdzeniu prawidłowości działania. Sprawdzenia dokonuje się poprzez
kontrolę prawidłowości działania elementów i zespołów sterujących, pomp, zakresów
i czasów wykonywania ruchów roboczych, a także w miarę potrzeby pomiarów wielkości
charakterystycznych. Do najczęściej wykonywanych pomiarów wielkości charakterystycznych
należą pomiary ciśnienia (pomiar wykonywany praktycznie przy badaniu każdego układu
hydraulicznego), natężenia przepływu i temperatury.
Badaniom podlegają najczęściej układy hydrauliczne mechanizmów obrotu i stabilizacji
nadwozia, sterowania skrętu pojazdów gąsienicowych, przestawiania odbojnic.
Zabezpieczenia stabilizacji pionowej i poziomej nadwozi. Badania polegają na ocenie
stanu kół centrujących, haków podchwytnych, wieńca zębatego obrotnicy, zębatek
wyjściowych przekładni, wózków, szyn jezdnych, rolek centrujących oraz kontroli luzów
obrotnicy głównej. Kontrola obejmuje ustalenie wielkości luzów ustawienia: kół centrujących
w stosunku do bieżni centrującej, zębników napędowych w stosunku do wieńca zębatego,
haków podchwytnych z uwzględnieniem luzu pionowego i promieniowego.
Sprzęgła przeciążeniowe. Najczęściej spotykanymi typami sprzęgieł w napędach
maszyn podstawowych są sprzęgła cierne wielopłytkowe i sprzęgła hydrokinetyczne.
Badaniom podlegają głównie sprzęgła przeciążeniowe napędów mechanizmu obrotu
i urabiania. Badania polegają na ocenie stanu obudów, sprężyn i płytek dociskowych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
szczelności (w przypadku sprzęgieł hydrokinetycznych), kontroli obwodów elektrycznych
sterowania oraz kontroli skuteczności działania. Kontrola skuteczności działania sprawdzana
jest poprzez pomiar maksymalnej wartości momentu, przy którym następuje wyłączenie
sprzęgła i porównanie go z wartością dopuszczalną określoną w dokumentacji techniczno-
ruchowej. W praktyce przyjmowane są wartości wynoszące od 1,4 do 1,7 wartości momentu
nominalnego. Pomiar wartości momentu odbywa się zwykle w sposób pośredni poprzez
pomiar pobieranej mocy i natężenia prądu silnika napędu. W przypadku sprzęgieł
hydrokinetycznych poza sprawdzeniem skuteczności działania w podany powyżej sposób,
wykonuje się pomiary mające na celu wyznaczenie charakterystyk statycznych
i dynamicznych sprzęgła służących do określenia: nominalnego napełnienia dla nominalnej
mocy i prędkości obrotowej, własności sprzęgła przy obciążeniach dynamicznych (zwłaszcza
typu udarowego), wpływu rodzaju i temperatury cieczy roboczej na pracę sprzęgła. Pomiary
obejmują następujące wielkości: wartość momentów i prędkości obrotowych na wałach
napędowych i napędzanych, moc i prąd silnika napędowego, temperaturę i lepkość oleju
w sprzęgle.
Hamulce. Badania polegają na ocenie stanu okładzin, bębnów i mechanizmu docisku,
zgodności regulacji mechanizmu docisku z dokumentacją techniczno-ruchową, oraz kontroli
skuteczności działania. Skuteczność działania sprawdzana jest poprzez pomiar drogi wybiegu
danego ruchu (z początkową prędkością maksymalną, bez urabiania i zwałowania):
normalnym urządzeniem sterującym, wyłącznikiem awaryjnym (wszystko stop) i porównanie
ich z wartościami dopuszczalnymi.
Badaniom podlegają hamulce wszystkich napędów na maszynach podstawowych
ze szczególnym
uwzględnieniem
napędów
mechanizmów
zwodzenia
wysięgników
i mechanizmu obrotu nadwozia.
Urządzenia zabezpieczające przed nadmiernym pochyleniem i wiatrem. Badania
polegają na wizualnej kontroli działania i wskazań urządzeń, połączeń na zaciskach, miejsc
zamocowania urządzeń, stanu i jakości połączeń elektrycznych oraz prób zadziałania układów
kontrolnych przy przekroczeniu stanów granicznych.
Wyłączniki krańcowe i obwody bezpieczeństwa. Badania polegają na ocenie stanu
części zewnętrznych wyłączników, części współpracujących z wyłącznikami (krzywki, linki,
dźwignie, elementy sond itp.), sprawdzeniu stanu przewodów elektrycznych, oraz kontroli
prawidłowości działania. Kontrolę prawidłowości działania wyłączników krańcowych
dokonuje się poprzez najeżdżanie na wyłączniki za pomocą normalnych urządzeń sterujących
i sprawdzenie czy zgodne są z wymogami dokumentacji techniczno-ruchowej: sygnalizacja
ostrzegawcza o zbliżaniu się do ograniczenia, ostateczne położenie zatrzymanego elementu
maszyny.
Kontrola obwodów bezpieczeństwa polega na sprawdzeniu skuteczności działania
poprzez naciśnięcie odpowiednich przycisków (wszystko stop). Badaniami objęte są
wszystkie wyłączniki krańcowe i obwody bezpieczeństwa na maszynach podstawowych a ich
szczegółowy wykaz zawarty jest w dokumentacji techniczno-ruchowej każdej maszyny
(Instrukcja Kontroli Stanu Technicznego).
Badania stateczności
Badania prowadzone są zarówno na maszynach nowych jak i poddanych długoletniej
eksploatacji.
Maszyny w czasie eksploatacji poddawane są często modernizacji, przebudowie itp.
W wyniku czego dochodzi do zmiany wartości i rozkładów mas na nadwoziu. Stan ten może
powodować naruszenie warunków równowagi statycznej, a w konsekwencji prowadzić do
zniszczenia całej maszyny. Ponadto zmiana rozkładu i wartości mas nadwozia powoduje
wzrost nierównomierności obciążenia bieżni obrotnicy, co pociąga za sobą jej deformację
i szybsze zużycie. Dlatego też badania te mają bardzo duże znaczenie dla zachowania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
bezpieczeństwa i wymaganej trwałości maszyn podstawowych. Badania prowadzone są
w oparciu o rzeczywiste współrzędne środka ciężkości nadwozi, które można uzyskać jedynie
w wyniku pomiarów. Stateczność określana jest na podstawie normy ISO 5049/1 oraz PrPN-
G-47002.
Powyższe badania pozwalają na przeprowadzenie korekty stateczności w przypadku nie
spełnienia wymagań norm, oraz korekty położenia środka ciężkości nadwozia do położenia
wykazanego w dokumentacji. IGO Poltegor-Instytut wykonał badania stateczności wszystkich
typów maszyn podstawowych eksploatowanych w KWB Konin, KWB Turów i KWB
Adamów.
Kierunki oraz możliwości rozszerzenia badań diagnostycznych maszyn podstawowych
Ze względów przytoczonych w powyższych rozdziałach można przypuszczać, że
dominującym kierunkiem badań będą badania związane z oceną stanu technicznego
konstrukcji nośnych, szczególnie pod kątem określenia ich przewidywanej trwałości.
Ponieważ trwałość konstrukcji związana jest z jej stanem zmęczenia, dlatego też
możliwości i dokładność oceny tego stanu determinują możliwości i dokładność dokonania
prognozy trwałości. Jak wiadomo nie istnieje dotychczas metoda określenia aktualnego stanu
zmęczenia. Możliwe jest natomiast jego przybliżone oszacowanie na podstawie znajomości
rzeczywistych widm obciążeń i dotychczasowego czasu pracy maszyny.
Widma te można uzyskać wyłącznie w wyniku długotrwałych pomiarów obciążeń,
w rzeczywistych warunkach eksploatacyjnych. Dlatego też należałoby upowszechnić ten
rodzaj pomiarów stosując go na jak największej liczbie maszyn w warunkach
uwzględniających eksploatację w utworach trudno urabialnych.
Coraz częstsza konieczność eksploatacji koparek w utworach trudno urabialnych z dużą
ilością wtrąceń w postaci skał zwięzłych, wymusza konieczność identyfikacji i prognozy
wielkości obciążeń udarowych, które nie są uwzględniane w normach i przepisach
obliczeniowych. Ze względu na impulsowy charakter obciążeń pomiary tych wielkości należy
prowadzić wykorzystując metodę tensometrii oporowej, na prętach usytuowanych jak
najbliżej koła czerpakowego. Ponieważ wspomniane wyżej utwory charakteryzują się
znacznym zróżnicowaniem wartości jednostkowych oporów urabiania, dlatego też dla
określenia aktualnej i prognozowanej klasy urabialności należałoby częściej, niż dotychczas,
wykonywać pomiary tych wielkości (określanie aktualnej i przewidywanej klasy urabialności
pomocne jest do ustalania technologii pracy koparek). Pomiary wielkości jednostkowych
oporów urabiania prowadzone są w sposób pośredni za pomocą pomiarów mocy napędu koła
czerpakowego, wydajności i geometrycznych wymiarów wióra powstającego w procesie
skrawania.
Przy badaniach konstrukcji nośnych należy również wspomnieć o zastosowaniu metody
elastooptycznej. Metoda ta oparta jest na zjawisku dwójłomności wymuszanej i służy
do doświadczalnego określenia pól naprężeń statycznych i dynamicznych. Jej główną zaletą
jest możliwość dokładnego określenia rozkładu, wartości i kierunków naprężeń praktycznie
w każdym miejscu na powierzchni konstrukcji zwłaszcza w miejscach zmiany kształtu,
w których występuje koncentracja naprężeń.
Metoda ta powinna obecnie znaleźć szersze zastosowanie, szczególnie do badań węzłów
niebezpiecznych konstrukcji gdzie występuje koncentracja naprężeń (np. w wyniku
oddziaływania karbu).
Jeżeli chodzi o pozostałe zespoły i elementy koparek oraz zwałowarek to należałoby:
−
W stosunku do badań przekładni zębatych i łożysk zastosować metodę ferrografii
analitycznej jako uzupełniającą do metody wibroakustycznej. Metoda ferrografii
analitycznej polega na oddzieleniu produktów zużycia (cząsteczek) elementów maszyny
z oleju, rozłożeniu ich w zależności od wielkości w wyniku oddziaływania silnego pola
elektromagnetycznego, a następnie obserwacji za pomocą mikroskopu i porównaniu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
otrzymanych obrazów ze znanymi obrazami, które przedstawione są w formie katalogu
możliwych form zużycia. Poszczególnym formom zużycia przypisany jest stopień
niebezpieczeństwa wystąpienia awarii. Poza oceną stanu technicznego maszyny (w tym
przypadku przekładni zębatych i łożysk) na podstawie obserwacji produktów zużycia,
metoda ferrograficzna umożliwia również ocenę stopnia zanieczyszczenia samego środka
smarnego i jego ewentualną wymianę, co ma duże znaczenie dla zachowania wymaganej
trwałości przekładni a szczególnie łożysk tocznych.
−
W stosunku do badań układów hydraulicznych również zastosować metodę ferrografii
analitycznej szczególnie do układów mechanizmów pracujących w sposób ciągły.
−
W stosunku do badań sprzęgieł hydrokinetycznych, ze względu na specyficzne warunki
pracy koparek (występowanie znacznych obciążeń dynamicznych często o charakterze
udarowym) należy upowszechnić wymienione już w rozdz. 3 pomiary związane
z wyznaczeniem charakterystyk statycznych i dynamicznych sprzęgieł w celu
optymalizacji ich parametrów pracy (wielkość poślizgu, dobór sprzęgieł elastycznych
i wartość momentu wyłączeń itp.). Pomiary te należałoby wykonywać każdorazowo po
montażu sprzęgieł na maszynie, oraz przy wyraźnej zmianie warunków urabiania.
−
W stosunku do badań stateczności zastosować badania uzupełniające stanu konstrukcji
nośnych. Ponieważ korekta stateczności nadwozia związana jest zwykle z koniecznością
zwiększenia masy przeciwwagi, nie można tego dokonać bez określenia rzeczywistych
współczynników bezpieczeństwa i zapasu wytrzymałości konstrukcji nośnej oraz
przeprowadzenia analizy statycznej i dynamicznej nadwozia.
Zespołem decydującym w głównej mierze o przydatności eksploatacyjnej każdej
maszyny podstawowej jest konstrukcja nośna. Dlatego badania związane z oceną jej stanu
technicznego (szczególnie pod kątem określenia przewidywanej trwałości) stanowią
najistotniejszą część i wytyczają w pewnym sensie główny kierunek rozwoju badań
diagnostycznych maszyn podstawowych. Badania pozostałych zespołów i elementów maszyn
podstawowych umożliwiają przede wszystkim ocenę prawidłowości działania i stopnia
zużycia, co w konsekwencji pozwala na prognozowanie ich stanu technicznego i dokonywanie
ewentualnych wcześniejszych wymian czy remontów. Niejednokrotnie można w ten sposób
zapobiec poważnym awariom, a nawet katastrofom, co jest bardzo istotne w zestawieniu
z ograniczonymi środkami finansowymi kopalń oraz bardzo wysokimi kosztami remontów czy
budowy maszyn podstawowych górnictwa odkrywkowego.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak wykonuje się badania konstrukcji nośnych?
2. Jak wykonuje się badania lin i zbloczy?
3. Jak wykonuje się badania przekładni
zębatych?
4. Jak wykonuje się badania układów hydraulicznych?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wykonaj badanie diagnostyczne metodą organoleptyczną stanu przewodów giętkich,
szczelności instalacji oraz poziomu oleju w zbiorniku w układzie hydraulicznym młota
udarowego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przeanalizować dokumentację techniczno-ruchową młota udarowego,
4) dokonać badania stanu przewodów giętkich,
5) dokonać badania szczelności instalacji,
6) dokonać badania poziomu oleju w zbiorniku,
7) zapisać informacje w zeszycie,
8) zaprezentować wykonane ćwiczenie,
9) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa młota udarowego,
−
młot udarowy.
Ćwiczenie 2
Wykonaj badanie diagnostyczne wizualne stanu technicznego konstrukcji nośnej koparki.
Badany element
Ocena stanu
Połączenia śrubowe
Połączenia sworzniowe
Połączenia spawane
Powłoka antykorozyjna
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś :
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przeanalizować dokumentację techniczno-ruchową koparki,
4) wykonać badania diagnostyczne wizualne połączeń śrubowych,
5) wykonać badania diagnostyczne wizualne połączeń sworzniowych,
6) wykonać badania diagnostyczne wizualne połączeń spawanych,
7) zbadać stan powłoki antykorozyjnej,
8) zapisać informacje w tabeli,
9) zaprezentować wyniki ćwiczenia,
10) uporządkować miejsce pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa koparki,
−
koparka,
−
lupa, młotek, szczelinomierz.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać badanie diagnostyczne konstrukcji nośnej maszyny?
2) wykonać badanie organoleptyczne stanu połączeń konstrukcji nośnej?
3) wykonać badanie stanu powierzchni antykorozyjnej?
4) wykonać badanie diagnostyczne układów hydraulicznych?
5) zbadać stan przewodów giętkich w układzie hydraulicznym?
6) zbadać szczelność układu hydraulicznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.6. Użytkowanie maszyn i urządzeń
4.6.1. Materiał nauczania
Prawidłowa praca maszyn
Prawidłowość działania maszyny ocenia się na podstawie jej charakterystyki roboczej.
Dla silnika spalinowego będzie to np. zmiana mocy w funkcji prędkości obrotowej albo
jednostkowe zużycie paliwa. Dla przekładni mechanicznej najważniejsza jest sprawność
mechaniczna, której spadek w czasie eksploatacji objawia się wzrostem szumów i głośną
pracą. Dla roboczych części maszyn i narzędzi rolniczych głównym wskaźnikiem jest jakość
wykonywanej pracy. Tak więc odchylenia charakterystyk teoretycznych i rzeczywiście
uzyskiwanych parametrów mogą świadczyć o istnieniu jakiejś nieprawidłowości w maszynie.
Nieprawidłowości te mogą występować z powodu złego wyregulowania maszyny do
określonej pracy, bądź też z powodu zmian w maszynie niezależnych od regulacji.
Każda maszyna składa się z wielu połączeń - ruchowych i spoczynkowych. W wyniku
zmian, jakie występują w tych połączeniach następuje zmiana charakterystyki pracy. Dlatego
też na trwałość połączeń decydujący wpływ mają: prawidłowa regulacja poszczególnych
elementów maszyny oraz przestrzeganie warunków eksploatacji określonych w DTR
(Dokumentacji Techniczno-Ruchowej). Niezależnie od warunków eksploatacji, już na etapie
konstruowania i wykonywania maszyny lub urządzenia należy eliminować możliwości
szybkiego zużywania się połączeń.
Zużywanie części maszyn zależy między innymi od:
−
rodzaju konstrukcji części i zespołów użytych do budowy maszyny lub urządzenia,
jakości użytych materiałów oraz jakości i dokładności obróbki (nierówności na
powierzchniach współpracujących osiowo utrudniają ich smarowanie i powodują szybsze
zużycie),
−
doboru luzów między współpracującymi częściami (za mały luz powoduje szybsze
zużycie wskutek złego dopływu oleju, a za duży luz powoduje wypływanie oleju),
−
doboru pasowań spoczynkowych (zbyt ciasne pasowanie powoduje powstawanie
naprężeń wstępnych),
−
rodzaju stosowanych olejów i smarów.
Zagadnieniami teoretycznymi i praktycznymi związanymi z eksploatacją zajmuje się
dziedzina wiedzy zwana nauką eksploatacyjną, przy czym osobnym działem jest
trybologia, czyli nauka o tarciu i procesach towarzyszących tarciu (trybologia pochodzi od
greckich słów tribos – tarcie i logos – nauka).
Podstawowe pojęcia i definicje
Powszechnie mamy do czynienia z różnymi maszynami i urządzeniami, które – zależnie
od swej wielkości i przeznaczenia – są różnie nazywane. Będą to: maszyna, urządzenie,
przyrząd, narzędzie, obiekt techniczny itp.
Niezależnie od tego, jakie jest przeznaczenie poszczególnych urządzeń, ich
wykorzystanie (eksploatacja) musi charakteryzować się jedną wspólną cechą, a mianowicie
optymalnym wykorzystaniem, zarówno pod względem technicznym jak i eksploatacyjnym.
Gdy ta cecha jest spełniona, wtedy mówimy o racjonalnej eksploatacji.
Nieprzestrzeganie wymagań racjonalnej eksploatacji maszyn i urządzeń powoduje wzrost
kosztów eksploatacji, a tym samym wzrost kosztów produkcji realizowanych za ich pomocą.
Dlatego też prowadzone są kompleksowe badania nad usprawnieniem procesu eksploatacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Celem tych badań jest sformułowanie wniosków dla praktyki eksploatacyjnej poprzez
odpowiedzi na pytania, np.:
−
jakie przedsięwzięcia muszą być podjęte, aby przedłużyć trwałość maszyny
lub urządzenia?
−
kiedy powinna być wycofana maszyna lub urządzenie z eksploatacji?
−
jaka powinna być intensywność użytkowania maszyny lub urządzenia w konkretnych
warunkach eksploatacji?
−
jakie cechy techniczne danej grupy i rodzaju maszyn lub urządzeń decydują o ocenie
stanu eksploatacyjnego i jak zbierać te dane?
−
jak planować obsługi techniczne i naprawy?
−
jakie powinny być obsługi techniczne i ich zakres?
Eksploatacja maszyn lub urządzeń jest to zespół czynności obejmujący swym zakresem
planowanie, użytkowanie, obsługiwanie i przechowywanie maszyn i urządzeń. Użytkowanie
maszyn jest to etap lub etapy eksploatacji, w czasie których odbywa się praca sprawnej
maszyny oraz bieżąca kontrola jej stanu technicznego. Obsługiwanie jest to zespół działań,
które są wykonywane między etapami użytkowania maszyny i mają na celu przywrócenie jej
pierwotnego stanu technicznego. Jest to czas przeznaczony na obsługę techniczną
oraz naprawy urządzenia. Przechowywanie jest to oczekiwanie maszyny lub urządzenia
(najczęściej w magazynach) na przekazanie do użytkowania, obsługi lub naprawy.
W praktyce przez eksploatację rozumie się tylko użytkowanie i obsługiwanie maszyn
lub urządzeń.
Eksploatacyjna klasyfikacja maszyn i urządzeń
Najczęściej mamy do czynienia z podziałem pod względem funkcjonalnym, tzn. według
funkcji, jakie spełniają maszyny i urządzenia, lub pod względem przeznaczenia, czyli jakiemu
celowi mają one służyć. Ponadto maszyny i urządzenia można podzielić w zależności od:
−
ważności spełnianej funkcji na: podstawowe i pomocnicze, np. maszynami
podstawowymi w wydziałach obróbki wiórowej są obrabiarki, a pomocniczymi –
wentylatory, sprężarki, instalacje w budynku i sam budynek,
−
krotności użycia na: jednokrotnego i wielokrotnego użycia,
−
zmiany miejsca użytkowania na: stacjonarne lub przemieszczalne, np. maszynami
stacjonarnymi są obrabiarki, kotły centralnego ogrzewania, a przemieszczalnymi –
samochody, suwnice itp.,
−
możliwości naprawialności na: nienaprawialne i naprawialne, np. urządzeniami
nienaprawialnymi są żarówki elektryczne,
−
zasilanie w energię elektryczną na: produkujące energię elektryczną, np. turbiny
elektrowni wodnej i pobierające energię elektryczną, np. silniki elektryczne.
Jeszcze inny podział obejmuje maszyny i urządzenia pobierające energię elektryczną
(odbiorniki) i przetwarzające energię elektryczną, np. silniki elektryczne.
Każdą maszynę lub urządzenie w zależności od eksploatacji można scharakteryzować
elementami układu eksploatacji, które stanowią:
−
rodzaj maszyny lub urządzenia i ich funkcja, a mianowicie: przeznaczenie, zestawienie
głównych zespołów funkcjonalnych i zestawienie zespołów i części mających główny
wpływ na trwałość maszyny czy urządzenia,
−
eksploatacyjna charakterystyka maszyny lub urządzenia, zawierająca informacje
o ważności maszyny lub urządzenia, krotności użycia, możliwości zmiany miejsca
użytkowania, naprawialności skutkach poboru energii,
−
załoga,
−
przedmiot pracy określający rodzaj przedmiotów, na które oddziałuje pracownik za
pomocą maszyny lub urządzenia,
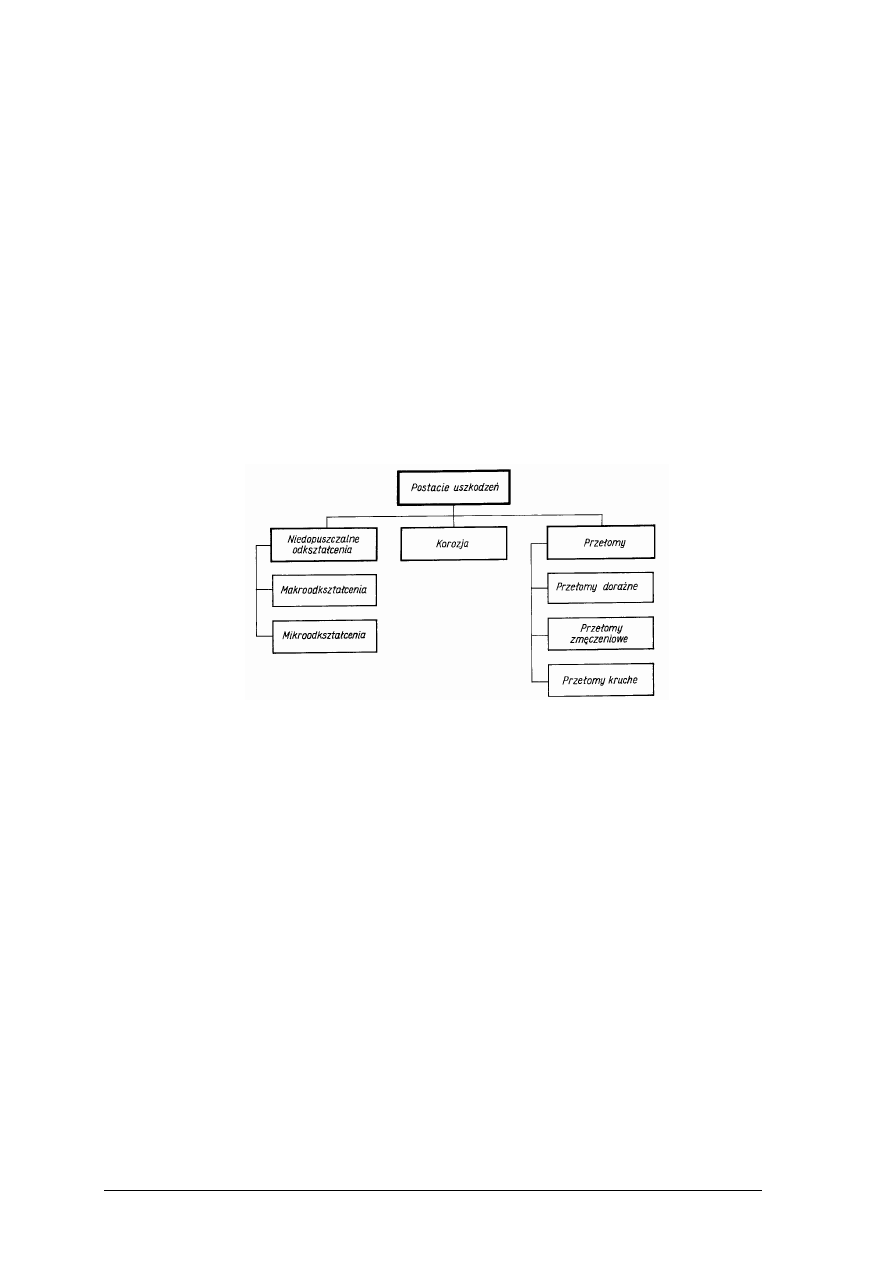
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
−
stanowisko pracy, charakteryzujące miejsce użytkowania maszyny lub urządzenia,
−
otoczenie stanowiska pracy określające otoczenie maszyny lub urządzenia,
np. wentylację, klimatyzację, temperaturę, wilgotność, oświetlenie,
−
rodzaj zasilania eksploatacyjnego zawierający charakterystykę materiałów, narzędzi
i części niezbędnych w trakcie użytkowania i obsługi,
−
stanowisko obsługi zawierające charakterystykę miejsca, na którym dokonuje się napraw,
−
środki obsługi zawierające charakterystykę narzędzi, przyrządów, sprawdzianów
niezbędnych do wykonania naprawy urządzenia
Powstawanie uszkodzeń maszyn
Na rys. 3 przedstawiono klasyfikację postaci uszkodzeń w makro- i mikrostrukturze
części maszyn. Ze względu na makroskopowy charakter pęknięć rozróżniamy przełomy
kruche i zmęczeniowe, a ze względu na mikrostrukturę – przełomy międzyziarniste
i śródziarniste. Przełomy zmęczeniowe charakteryzują się wyraźnymi odkształceniami
plastycznymi w części przełomu, czego nie ma w przełomach kruchych.
Przełomy międzyziarniste (tzn. międzykrystaliczne) są to rozwarstwienia tworzywa
przechodzące na granicy ziarn krystalicznych, a przełomy śródziarniste – przechodzące
przez ziarna krystaliczne.
Rys. 3. Podział uszkodzeń z względu na postać [2, s. 343]
Diagnostyka niezawodnościowa
Diagnostyka techniczna jest to określenie stanu technicznego maszyny lub urządzenia
wraz z lokalizacją ewentualnych niedomagań bez demontażu zespołów.
Diagnostyka niezawodnościowa jest to rozpoznawanie i przewidywanie przyczyn uszkodzeń
oraz ocena poprawności działania urządzenia. Obejmuje ona, między innymi, obserwację
i rejestrację (w trakcie badań niezawodnościowych), zewnętrznych objawów towarzyszących
procesom fizycznym, analizę i ocenę rejestrowanych danych oraz stawianie diagnozy. Przez
diagnostykę niezawodnościową rozumie się więc hipotezę wysuwaną w celu wyjaśnienia
przyczyn uszkodzeń na podstawie obserwacji zewnętrznych zmian. Ponieważ w urządzeniach
występuje jednocześnie wiele procesów uszkadzających, można wysunąć określaną liczbę
hipotez, którymi można opisać trwałość urządzenia. W zależności od rodzaju maszyn i ich
części istnieją różne sposoby określania wskaźników niezawodnościowych. Wskaźniki te są
ustalane na podstawie statystyki matematycznej, przy czym bierze się pod uwagę:
−
dla części urządzeń o szczególnie wysokiej dokładności – największą intensywność
strumienia uszkodzeń, maksymalne ryzyko ich powstania, określone ilością pracy przez
nie wykonanej; przez pojęcie strumienia uszkodzeń rozumie się zależność między liczbą
uszkodzeń a czasem pracy, w którym one występują;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
−
dla części wymienianych po pierwszym uszkodzeniu, których odnowa w danych
warunkach eksploatacyjnych jest technicznie niemożliwa – średnią ilość pracy wykonaną
za ich pomocą;
−
dla prostych części odnawialnych – średnią ilość pracy wykonaną za ich pomocą;
−
dla złożonych części i zespołów odnawialnych – średnią ilość pracy wykonaną
do pierwszej naprawy oraz pomiędzy naprawami.
Prawdopodobieństwo poprawnego działania ustala się według wzorów statystyki
matematycznej. W ujęciu teorii niezawodności to prawdopodobieństwo jest określone przez
współczynnik gotowości, który oznacza prawdopodobieństwo, że w danej chwili urządzenie
znajduje się w stanie gotowości do użytkowania.
Badania diagnostyczne maszyn i urządzeń przeprowadza się na specjalnie
skonstruowanych stanowiskach badawczych, zwanych diagnostycznymi. W trakcie badań
określa się stopień zużycia maszyny poprzez pomiar charakterystycznych parametrów
technicznych badanej maszyny. Przykładem specjalnie skonstruowanych stanowisk są np.
stanowisko do badania silników spalinowych, tzw. hamownia silników i stanowisko do
badania pojazdów samochodowych, tzw. hamownia podwoziowa.
Obsługa maszyn i urządzeń
Bezpośredni nadzór i odpowiedzialność za stan techniczny oraz prawidłowe
wykorzystanie maszyn i urządzeń należą do kierownika wydziału. Kierownik odpowiada za
właściwe dysponowanie i wykorzystanie maszyn i urządzeń pod względem mocy
i przeznaczenia. Nadzoruje i odpowiada również za prawidłową obsługę, tzn. za zgodne
z instrukcją użytkowanie. Kierownik zgłasza do Działu Głównego Mechanika wszelkie
usterki, uszkodzenia i awarie zauważone przez obsługę w czasie pracy maszyny.
Bezpośrednią odpowiedzialność za użytkowane maszyny ponoszą kierownicy
oddziałów, mistrzowie i brygadziści. Każdy pracownik jest również odpowiedzialny za stan
powierzonej mu maszyny. Dlatego też należy ściśle przestrzegać instrukcji użytkowania,
a szczególnie instrukcji smarowania, i utrzymać porządek na stanowisku pracy. O wszelkich
usterkach, awariach i nieprawidłowościach w pracy należy natychmiast meldować swoim
przełożonym.
Dla bardziej operatywnego obsługiwania maszyn i urządzeń, szczególnie w zakresie
konserwacji, przeglądów i usuwania drobnych awarii, przy poszczególnych wydziałach
produkcyjnych są zorganizowane agendy Działu Głównego Mechanika. Są to brygady
mechanika wydziałowego, noszące również nazwę brygad utrzymania ruchu. Do ich
obowiązków należy m.in. wykonywanie czynności smarowniczych. Od pracy codziennej tych
brygad zależy w dużym stopniu stan maszyn, ich gotowość techniczna oraz wykorzystanie
czasu pracy maszyn. Straty normalne powinny być tak planowane, aby główne prace
konserwacyjne i naprawcze były przeprowadzane w czasie wolnym od pracy np. na
III zmianie, gdy zakład pracuje na dwie zmiany lub w wolne dni.
Czynności konserwacyjne wykonywane w wydziale eksploatującym maszyny
i urządzenia polegają na właściwym smarowaniu, utrzymywaniu czystości i zabezpieczaniu
powierzchni przed korozją. Czynności te mają zasadniczy wpływ na zużycie i trwałość części
i mechanizmów maszyn i urządzeń. Niekiedy w zakres konserwacji wchodzą również
czynności związane z regulacją (ustawieniem) maszyn i urządzeń. Ma to miejsce
m.in. w przemyśle spożywczym i włókienniczym. W przemyśle maszynowym czynności
regulacyjne i ustawienie obrabiarek szczególnie skomplikowanych, jak: automaty, obrabiarki
zespołowe itp. są wykonywane przez wysokokwalifikowanych pracowników, zwanych
ustawiaczami. W przypadku obsługi konkretnego urządzenia lub grupy urządzeń zależności
od celu jej dokonywania rozróżnia się:
1. obsługę jednokrotną i wielokrotną,
2. obsługę techniczną,
3. obsługę organizacyjną.
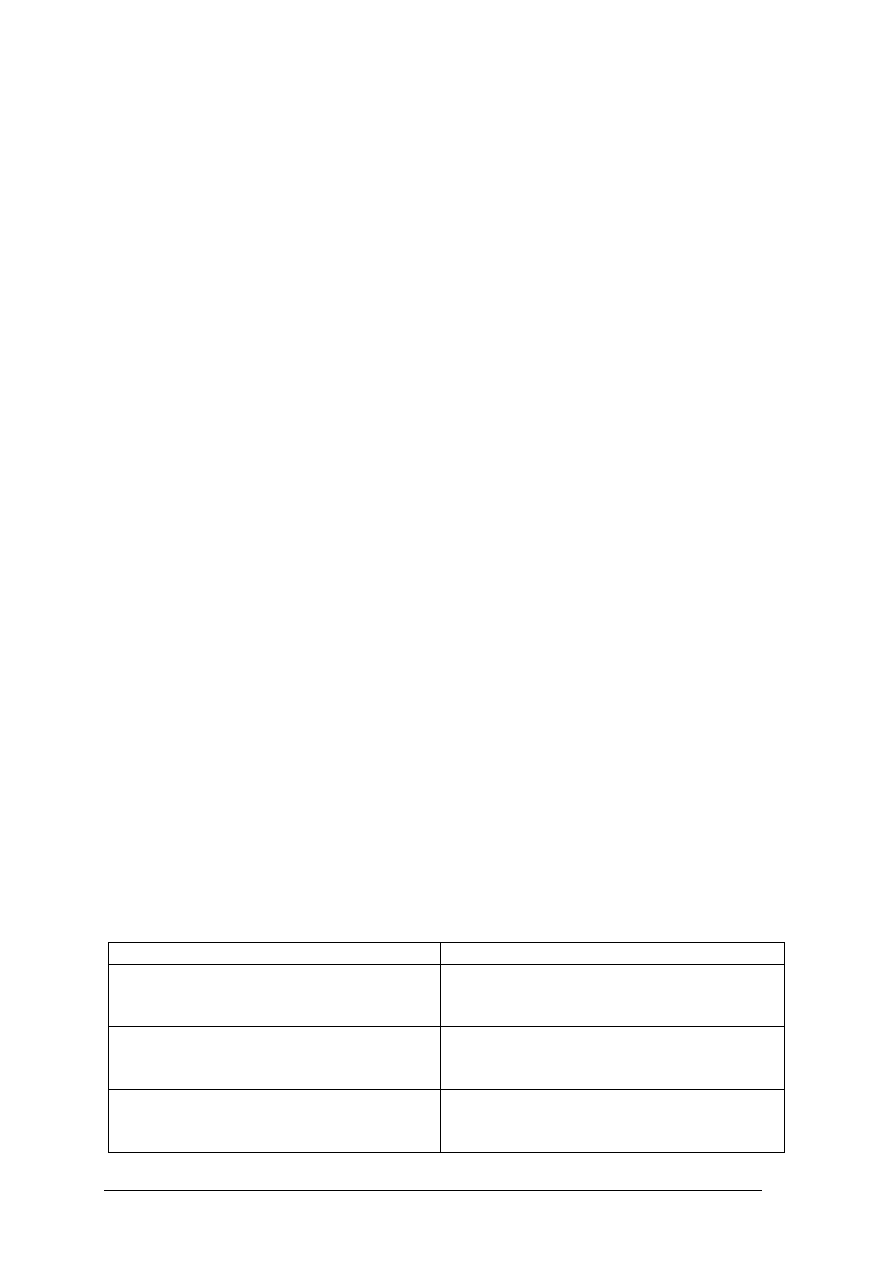
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Obsługę jednokrotną nazywa się taką, która występuje tylko jeden raz w całym procesie
eksploatacji urządzenia, np. tzw. docieranie i wycofanie z eksploatacji.
Obsługą wielokrotną nazywa się taką, która występuje wiele razy w całym okresie
eksploatacji. Będzie to np. obsługa bieżąca, techniczna, przegląd techniczny, naprawa,
przechowywanie.
Obsługą techniczną nazywa się taką, której celem jest odtworzenie stanu zdatności
urządzenia do przewidzianych zdań, np. obsługa bieżąca, przegląd techniczny, konserwacja,
naprawa. W węższym zakresie obsługa techniczna nie obejmuje naprawy urządzenia.
Obsługą organizacyjną nazywa się taką, której celem jest stworzenie warunków
organizacyjnych do wykorzystania urządzenia zgodnie z
jego przeznaczeniem,
np. przechowywanie i przewożenie urządzeń.
Służba eksploatacyjna
Pojęcie służby eksploatacyjnej jest używane od niedawna i oznacza system kierowania
i realizowania eksploatacji urządzeń. W systemie kierowania zakładem, z eksploatacyjnego
punktu widzenia, można wyróżnić trzy podstawowe procesy działania:
−
wykorzystanie posiadanych zasobów,
−
utrzymanie posiadanych zasobów,
−
odnowienie posiadanych zasobów.
Realizatorem procesu wykorzystania posiadanych zasobów w zakładzie są dyrekcja,
służby ekonomiczne, służby zbytu, służba konstrukcyjna i służba technologiczna.
Realizatorem procesu utrzymania posiadanych zasobów w zakładzie jest służba
eksploatacyjna, a realizatorem odnowienia posiadanych zasobów - służba inwestycyjna
i służba zaopatrzenia.
Każdą z wyróżnionych służb kieruje odpowiedni kierownik, zwany niekiedy szefem
lub głównym specjalistą. Całością służb eksploatacyjnych zakładu kieruje główny inżynier
pełniący jednocześnie funkcję zastępcy dyrektora ds. technicznych. Jest to więc właściwie
dyrektor eksploatacji zakładu.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest służba eksploatacyjna?
2. Co nazywamy obsługą wielokrotną?
3. Co to jest przełom zmęczeniowy?
4. W jakim celu stosuje się diagnostykę techniczną?
5. Co to jest trybologia?
4.6.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj uszkodzenia części maszyn zestawione w tabeli.
Nazwa uszkodzenia
Charakterystyka uszkodzenia
Przełomy zmęczeniowe
Przełomy międzyziarniste
Przełomy śródziarniste

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zapoznać się dokładnie z treścią ćwiczenia,
3) rozróżnić rodzaje uszkodzeń,
4) wpisać do tabeli charakterystyki uszkodzeń,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia,
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Rozróżnij rodzaje obsług łącząc liniami nazwę obsługi z jej określeniem.
Nazwa obsługi
Określenie obsługi
Obsługa jednokrotna
jej celem jest stworzenie warunków
organizacyjnych
do
wykorzystania
urządzenia
zgodnie
z
jego
przeznaczeniem.
Obsługa wielokrotna
jej celem jest odtworzenie stanu
zdatności
urządzenia
do
przewidzianych zdań
Obsługa organizacyjna
występuje tylko jeden raz w całym
procesie eksploatacji urządzenia, np.
tzw.
docieranie
i
wycofanie
z eksploatacji.
Obsługa techniczna
występuje wiele razy w całym okresie
eksploatacji. Będzie to np. obsługa
bieżąca,
techniczna,
przegląd
techniczny, naprawa, przechowywanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zapoznać się dokładnie z treścią ćwiczenia,
3) rozpoznać rodzaje obsług,
4) połączyć liniami nazwę obsługi z jej określeniem,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia,
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 3
Uzupełnij poniższy diagram wpisując w puste miejsca nazwy postaci uszkodzeń.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się dokładnie z treścią ćwiczenia,
4) rozróżnić postacie uszkodzeń,
5) wpisać w puste miejsca w diagramie nazwy postaci uszkodzeń,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić zadania służby eksploatacyjnej?
2) scharakteryzować obsługę jednokrotną?
3) scharakteryzować obsługę wielokrotną?
4) wyjaśnić pojęcie przełomu zmęczeniowego?
5) określić postacie uszkodzeń?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.7.
Obsługa techniczna
4.7.1. Materiał nauczania
Konserwacja maszyn i urządzeń polega na właściwym ich smarowaniu, utrzymaniu
w czystości i zabezpieczeniu powierzchni przed korozją. Czynniki te mają bardzo duży
wpływ na stan techniczny maszyn i urządzeń, ich zużycie oraz trwałość części
i mechanizmów. Do czynności konserwacyjnych zalicza się również drobną regulację,
dociąganie zluzowanych śrub i nakrętek itp. Instrukcje czynności konserwacyjnych
i regulacyjnych zawiera DTR danej maszyny lub urządzenia. Do czyszczenia maszyn
i urządzeń używa się szmat, szczotek włosianych i szczotek stalowych, a do usuwania wiórów
– stalowych haczyków. Do mycia części maszyn i urządzeń używa się najczęściej oleju
napędowego, a niekiedy benzyny.
W zakresie obsługi codziennej pracownik obsługujący maszynę powinien, oprócz
czyszczenia, nasmarować te punkty, które wymagają codziennego smarowania, oraz
wyregulować maszynę i sprawdzić, czy nie ma ona usterek lub uszkodzeń. O wszystkich
zauważonych usterkach i uszkodzeniach maszyny pracownik obsługujący powinien
zawiadomić bezpośredniego przełożonego. Niektóre drobne usterki w maszynach
i obrabiarkach specjalnych obsługiwanych przez pracowników niewykwalifikowanych
usuwają brygadziści lub dyżurni monterzy. Wysoko wykwalifikowani tokarze, frezerzy itd.
przeważnie sami usuwają drobne usterki i dokonują regulacji obrabiarek uniwersalnych, które
obsługują.
Bardzo ważnym zagadnieniem jest właściwe zabezpieczenie maszyn i urządzeń przed
korozją. Zewnętrzne powierzchnie maszyn i urządzeń są zabezpieczone przed korozją przez
malowanie. Podczas użytkowania powierzchnie lakiernicze ulegają często obtłuczeniu lub
zadrapaniu, a miejsca te pokrywają się rdzą. Należy je dokładnie oczyścić ze śladów rdzy
i pomalować. Powierzchnie współpracujące maszyn i urządzeń konserwuje się przez pokrycie
ich olejem lub smarem konserwacyjnym. Powierzchnie części metalowych maszyn i urządzeń
konserwuje się na czas dłuższego postoju maszyny, magazynowania i transportu.
Do smarowania maszyn i urządzeń używa się różnych gatunków olejów maszynowych
i smarów stałych przewidzianych w instrukcji smarowania danej maszyny lub urządzenia.
Wszystkie maszyny i urządzenia muszą być wyposażone w instrukcję smarowania, która
określa wszystkie punkty smarowania, częstotliwość i sposób smarowania poszczególnych
punktów oraz rodzaj oleju i smaru do smarowania danego punktu. W instrukcji smarowania
oznacza się umownie punkty, które są smarowane mechanicznie pod ciśnieniem, punkty
smarowane ręcznie olejem za pomocą olejarki i punkty smarowane ręcznie smarem stałym.
Maszyny i urządzenia powinny być smarowane ściśle według instrukcji smarowania.
Instrukcja smarowania łącznie z instrukcją obsługi danej maszyny lub urządzenia, powinna
się znajdować na danym stanowisku pracy.
W większości zakładów smarowanie maszyn i urządzeń wykonują specjalnie
przeszkoleni smarownicy. W przypadku dużej liczby maszyn i urządzeń obsługiwanych przez
smarowników konieczne jest opracowanie szczegółowych harmonogramów prawidłowego
smarowania. W harmonogramach tych powinny być wyszczególnione wszystkie maszyny
i urządzenia, terminy zmiany olejów, terminy smarowania poszczególnych punktów, rodzaje
olejów i ilości olejów podlegające uzupełnieniu lub wymianie. Smarownik wykonuje w
zasadzie czynności smarownicze okresowe, natomiast smarowanie tych punktów, które
wymagają codziennej obsługi wykonują pracownicy obsługujący daną maszynę lub
urządzenie w ramach codziennej obsługi. W małych zakładach pracy często wszystkie
czynności smarownicze są wykonywane przez pracowników obsługujących maszyny.
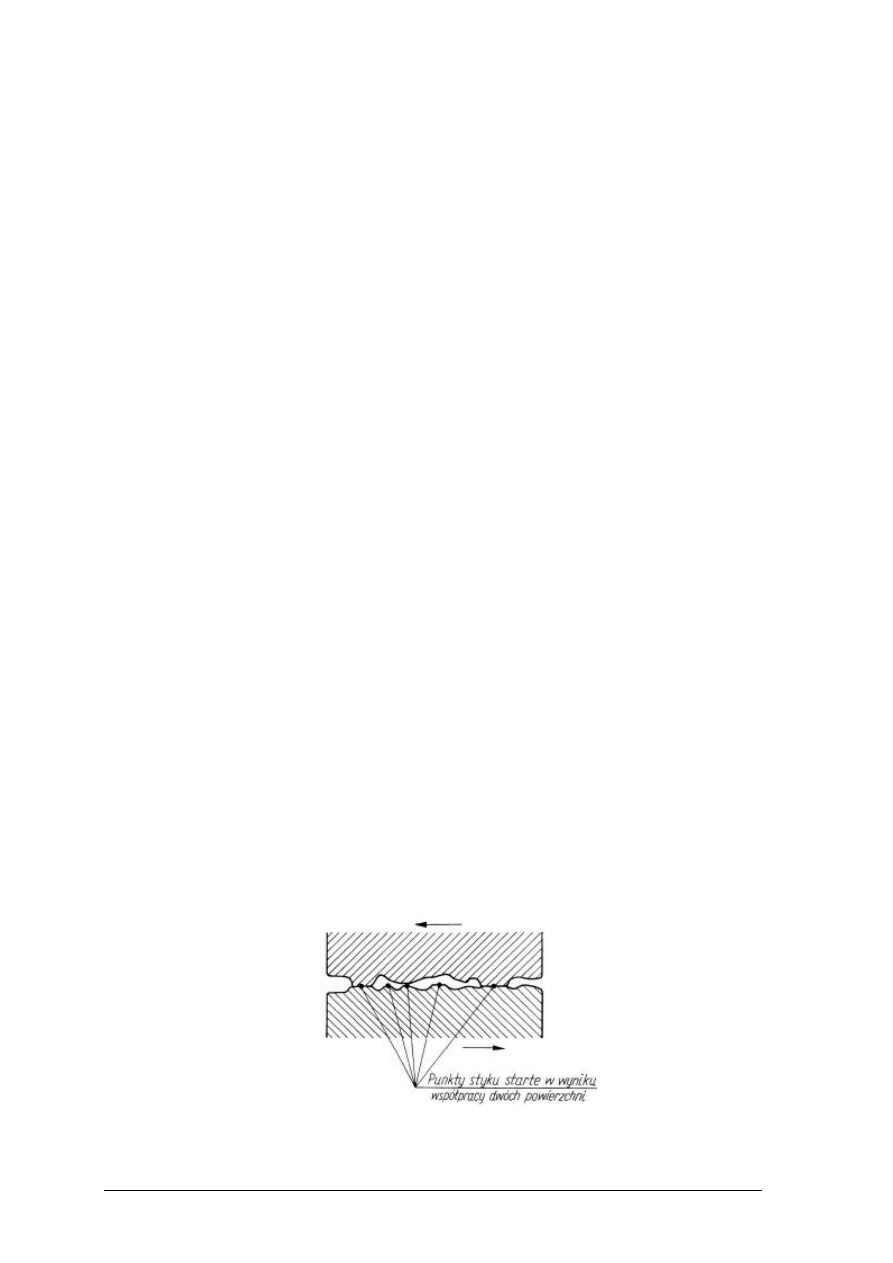
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Obowiązki głównego mechanika zakładu
Dział głównego mechanika jest samodzielną komórką organizacyjną zakładu kierowaną
przez głównego mechanika, który podlega bezpośrednio głównemu inżynierowi zakładu.
Wszystkie wydane przez głównego mechanika wytyczne i zarządzenia dotyczące
konserwacji, eksploatacji i naprawy maszyn i urządzeń są obowiązujące dla kierowników
poszczególnych oddziałów produkcyjnych. Główny mechanik jest uprawniony do wyłączania
z ruchu maszyn nieprawidłowo eksploatowanych lub wymagających napraw. Główny
mechanik ponosi odpowiedzialność za całokształt spraw związanych z naprawą maszyn
i urządzeń oraz za ewidencję maszyn i urządzeń zakładu.
Dział głównego mechanika wykonuje następujące prace:
1) prowadzi ewidencję wszystkich maszyn i urządzeń zakładu,
2) sporządza plan wykonania napraw i kontroluje ich wykonanie,
3) nadzoruje eksploatację i konserwację maszyn i urządzeń,
4) prowadzi ewidencję wszystkich awarii i uszkodzeń maszyn oraz ustala ich przyczyny
oraz podejmuje środki zaradcze,
5) sporządza karty maszynowe dla wszystkich nowo zainstalowanych maszyn
oraz aktualizuje je,
6) opracowuje warunki techniczne odbioru maszyn po naprawie,
7) opracowuje projekty modernizacji maszyn i urządzeń,
8) opracowuje procesy technologiczne naprawy maszyn i wykonywania oraz regeneracji
części,
9) sporządza zapotrzebowanie na części zamienne z zakupu oraz materiały potrzebne
do napraw,
10) zawiera umowy z innymi zakładami na wykonanie napraw maszyn,
11) ustala protokolarnie stan maszyn przed oddaniem ich do naprawy,
12) dokonuje kontroli technicznej jakości napraw, wykonania oraz regeneracji części
zamiennych,
13) przyjmuje protokolarnie maszyny po naprawie,
14) opracowuje harmonogramy smarowania maszyn i urządzeń na podstawie instrukcji
smarowania poszczególnych maszyn i urządzeń,
15) kontroluje prace brygad smarowników i sprawdza smarowanie maszyn,
16) sporządza zapotrzebowanie na oleje i smary oraz kieruje zużyte oleje do regeneracji.
Wymienione powyżej prace są rozdzielane między poszczególne sekcje działu głównego
mechanika. Pracownicy wykonujący obsługę międzynaprawczą maszyn i urządzeń
oraz brygady smarowników są podporządkowane, zależnie od przyjętej w danym zakładzie
organizacji, działowi głównego mechanika lub energetyka lub też kierownikowi danego
działu produkcyjnego. W każdym przypadku jednak dział głównego mechanika kontroluje
jakość wykonywanych czynności obsługi międzynaprawczej i czynności smarowniczych.
Tarcie
Rys. 4. Przyleganie dwóch powierzchni płaskich przy tarciu czystym [5, s. 336]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Przez tarcie, w jego najbardziej ogólnym pojęciu, są rozumiane zjawiska występujące
w obszarze styku dwóch przemieszczających się względem siebie ciał, w wyniku których
powstają opory ruchu.
W zależności od sposobu smarowania rozróżnia się następujące rodzaje tarcia:
1) czyste, gdy z wierzchołków mikronierówności powierzchni współpracujących części
ścierają się cząsteczki złożone z tlenków metali, obnażając czyste powierzchnie
i powodując ich bezpośrednie zużycie (rys. 4),
2) suche, czyli tarcie powierzchni, na których nie ma smaru,
3) graniczne, w którym między współpracującymi powierzchniami znajduje się minimalna
warstwa smaru; na styku tych powierzchni powstaje powierzchnia nośna specjalnych
właściwościach (związek chemiczny smaru z cząsteczkami metalu),
4) półsuche, które łączy w sobie cechy tarcia suchego i tarcia granicznego,
5) płynne, w którym współpracujące powierzchnie są w pełni rozdzielone warstwą smaru
tworzącą błonkę olejową, przy czym zewnętrzne ciśnienie przejmuje warstwa ruchomego
smaru; w czasie ruchu tarcie powstaje tylko między cząsteczkami smaru,
6) półpłynne, które łączy w sobie cechy tarcia płynnego i granicznego.
We współczesnych konstrukcjach urządzeń dąży się do tego, aby wszelkie połączenia
ruchowe pracowały w warunkach tarcia płynnego, co ma decydujący wpływ na trwałość
urządzeń.
Ponadto rozróżnia się jeszcze tarcie:
1) kinetyczne – występuje wtedy, gdy występuje ruch między współpracującymi częściami,
2) statyczne – występuje podczas wprawiania w ruch współpracujących części.
W zależności od sposobu przemieszczania się dwóch przyległych do siebie płaszczyzn
rozróżnia się tarcie:
1) ślizgowe, jeżeli powierzchnia jednego ciała przesuwa się (ślizga) po powierzchni
drugiego ciała,
2) toczne, jeżeli powierzchnia jednego ciała toczy się po powierzchni drugiego ciała.
Wymienione dotychczas podziały i rodzaje tarcia są zaliczane do tarcia zewnętrznego,
ponieważ występuje ono na zewnętrznych powierzchniach ciał. Istnieje również tarcie
wewnętrzne (np. w cieczach), gdy cząsteczki ciała przemieszczają się względem siebie.
Od prawidłowych warunków smarowania zależy zmniejszenie sił tarcia, a więc zależy
trwałość połączeń ruchomych i zmniejszenie zużycia części. Dla maksymalnego zmniejszenia
tarcia ślizgowego między powierzchnie dwóch ciał wtłacza się warstwę smaru, która je
rozdziela. Takiemu tarciu ślizgowemu nie towarzyszy ścinanie wierzchołków nierówności
powierzchni ani żłobienie rys, gdyż obie powierzchnie nie stykają się ze sobą, a opór tarcia
jest znacznie mniejszy.
Smarowanie
W zależności od metody powstawania warstwy smarującej, rozróżnia się smarowanie:
1) hydrostatyczne,
2) hydrodynamiczne.
Smarowanie hydrostatyczne występuje wtedy, gdy dla uzyskania tarcia płynnego
warstwa cieczy smarnej jest dostarczana pod ciśnieniem do obszaru między
współpracującymi powierzchniami. Smarowanie hydrostatyczne jest stosowane w różnego
rodzaju łożyskach promieniowych i osiowych oraz w przesuwnych prowadnicach ciężkich
obrabiarek (rys. 5).
Smarowanie hydrodynamiczne występuje wówczas, gdy dla uzyskania tarcia płynnego
niezbędna warstwa cieczy smarnej powstaje w wyniku ruchu względnego obu
współpracujących elementów.
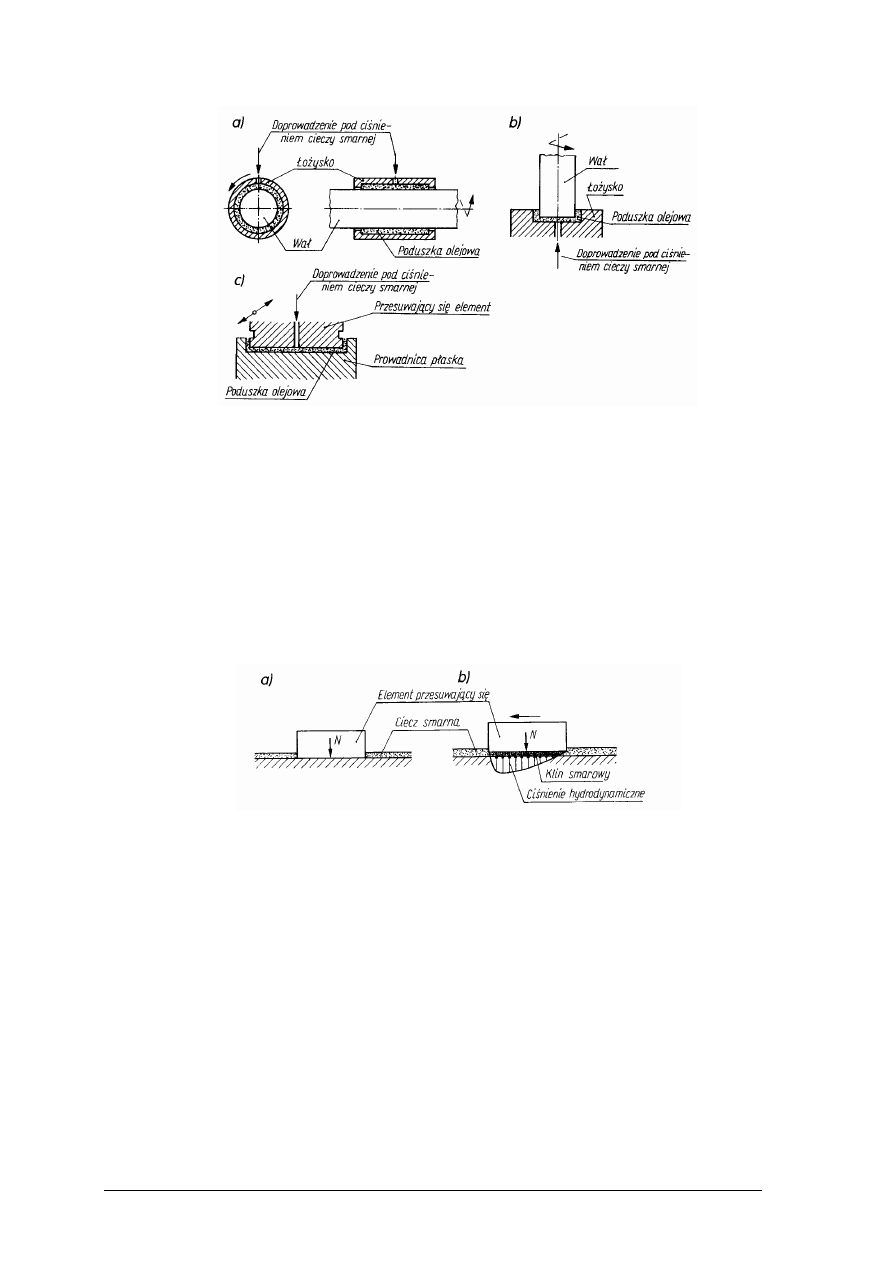
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 5. Smarowanie hydrostatyczne: a) w łożysku ślizgowym promieniowym, b) w łożysku ślizgowym osiowym,
c) w prowadnicy płaskiej [3, s. 98]
Ciecz smarna wypełnia całkowicie przestrzeń między współpracującymi elementami
i jest dostarczana okresowo lub w sposób ciągły, gdy podczas ruchu współpracujących
elementów wydziela się duża ilość ciepła. Ruch względny współpracujących elementów
wytwarza w warstwie cieczy smarnej ciśnienie hydrodynamiczne. Obciążenie zewnętrzne
działające na nieruchomy element (rys. 6a) powoduje wyciskanie cieczy smarnej spomiędzy
współpracujących powierzchni. Gdy element ruchomy rozpoczyna ruch, jego powierzchnia
porywa cząsteczki cieczy smarnej, a w wyniku tarcia wewnętrznego w cieczy powstaje
ciśnienie hydrodynamiczne wytwarzające tzw. klin smarowy (rys. 6 b).
Rys. 6. Powstawanie klina smarowego przy hydrodynamicznym smarowaniu powierzchni płaskich: a) w stanie
spoczynku, b) w ruchu, N— obciążenie zewnętrzne działające na powierzchnie styku [3, s. 99]
Klin smarowy powstaje zawsze, gdy:
1) między współpracującymi elementami istnieje dostatecznie duży luz,
2) występuje duża różnica prędkości między współpracującymi elementami,
3) zastosowana ciecz smarna o dużej lepkości wnika między współpracujące elementy.
Klin ten unosi ruchomy element zapewniając tarcie płynne. Omówiony przykład dotyczy
współpracy elementów płaskich. W podobny sposób tworzy się klin smarowy pomiędzy
elementami obrotowymi, jak to ma miejsce w łożysku ślizgowym promieniowym (rys. 7).
Z pokazanych przykładów smarowania hydrodynamicznego wynika, że stan i geometria
współpracujących powierzchni odgrywają decydującą rolę w tworzeniu się klina smarowego
i w warunkach smarowania. Im powierzchnie styku są wykonane dokładniej, tym lepsze są
warunki smarowania.
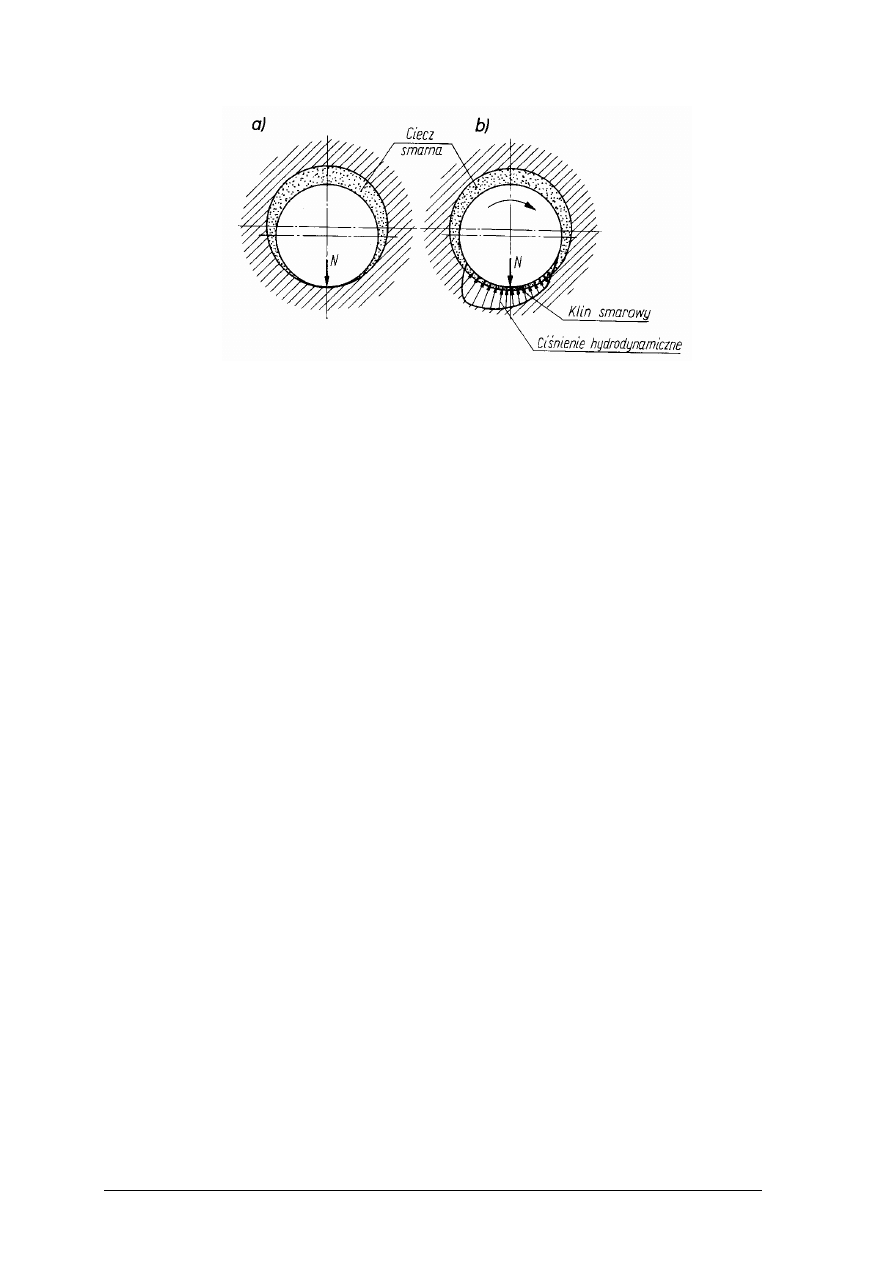
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 7. Powstawanie klina smarowego przy hydrodynamicznym smarowaniu łożyska ślizgowego
promieniowego: a) w stanie spoczynku, b) w ruchu, N- obciążenie zewnętrzne działające na powierzchnie
styku [3, s. 102]
Technika smarowania
Smarowanie jest dokonywane przez wprowadzenie między współpracujące powierzchnie
ciała trzeciego (cieczy smarnej) o bardzo małym tarciu wewnętrznym, w celu zmniejszenia
współczynnika tarcia. Smarowanie zmniejsza więc straty energii na pokonanie tarcia
i zapobiega wczesnemu zużyciu części. Smarowanie spełnia również inne zadania, do których
należą:
1) częściowe zabezpieczenie przed korozją powierzchni metalowych,
2) chłodzenie części oraz odprowadzanie ciepła spomiędzy współpracujących powierzchni,
3) przyspieszenie procesu docierania,
4) odprowadzenie z obszaru współpracy części zużytych cząstek materiałów.
Do smarowania maszyn i urządzeń używa się różnych gatunków olejów maszynowych
i smarów stałych (tabela 1).
Oleje nisko krzepnące stosuje się do smarowania maszyn i urządzeń pracujących
w niskich temperaturach otoczenia. Pozostałe oleje mają temperaturę krzepnięcia +5°C
i mogą być stosowane w maszynach pracujących w temperaturze pokojowej.
W maszynach i urządzeniach stosuje się dwa podstawowe układy smarowania:
indywidualny i centralny. Przy smarowaniu indywidualnym każdy punkt smarowania ma
swój własny zbiornik napełniany okresowo. Smarowanie centralne polega na tym, że wiele
punktów smarowania jest zasilanych ze wspólnego zbiornika.
Podstawowymi elementami układów smarowania, które znalazły zastosowanie
w maszynach i urządzeniach, są: smarownice, pompy, filtry, zawory rozdzielcze, zbiorniki,
urządzenia kontrolne oraz przewody i złącza.
Smarownice są urządzeniami, które po ręcznym napełnieniu smaru lub olejem
samoczynnie zasilają nim współpracujące części. Przykłady różnych smarownic pokazano na
rys. 8. W układach smarowania olejem pod ciśnieniem znalazły zastosowanie pompy
tłoczkowe ręczne, zębate i hydrauliczne. Do urządzeń kontrolnych układu smarowania zalicza
się wskaźniki poziomu oleju, manometry oraz wyłączniki elektryczne, które umożliwiają
pracę obrabiarki, gdy w układzie smarowania jest odpowiednie ciśnienie oleju. Na rys. 9
pokazano różne rodzaje smarowania.
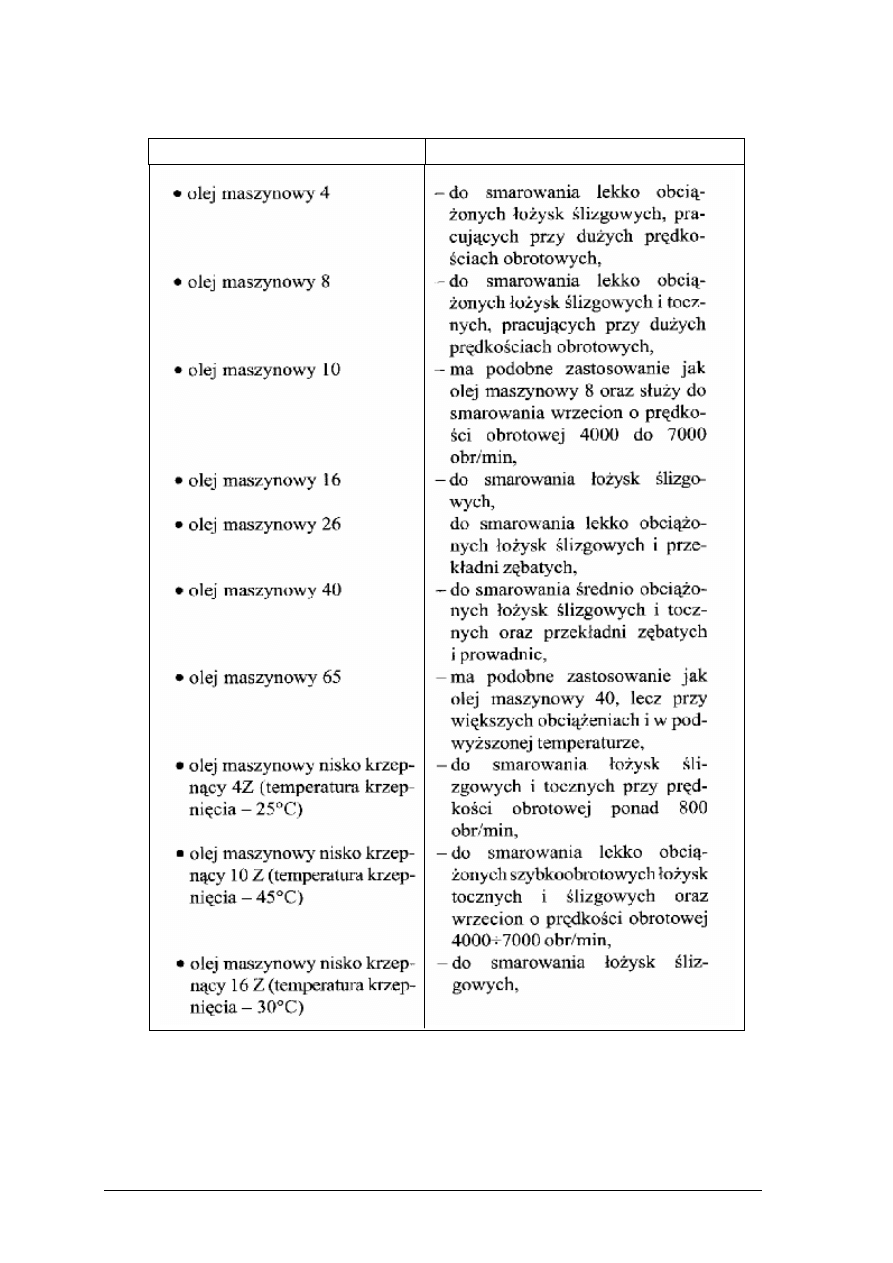
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Tabela 1. Różne gatunki olejów maszynowych oraz ich zastosowanie [3, s. 255]
Gatunek oleju
Zastosowanie
Smarowanie maszyn musi być wykonywane według instrukcji smarowania.
Duże znaczenie gospodarcze dla każdego przedsiębiorstwa ma regenerowanie oraz
odzyskiwanie olejów. Olejów przepracowanych, po dokładnym oczyszczeniu i dodaniu
specjalnych składników uszlachetniających, można ponownie używać. Ma to duże znaczenie
w gospodarce całego kraju, gdyż wszystkie oleje powstają w wyniku przeróbki ropy naftowej,
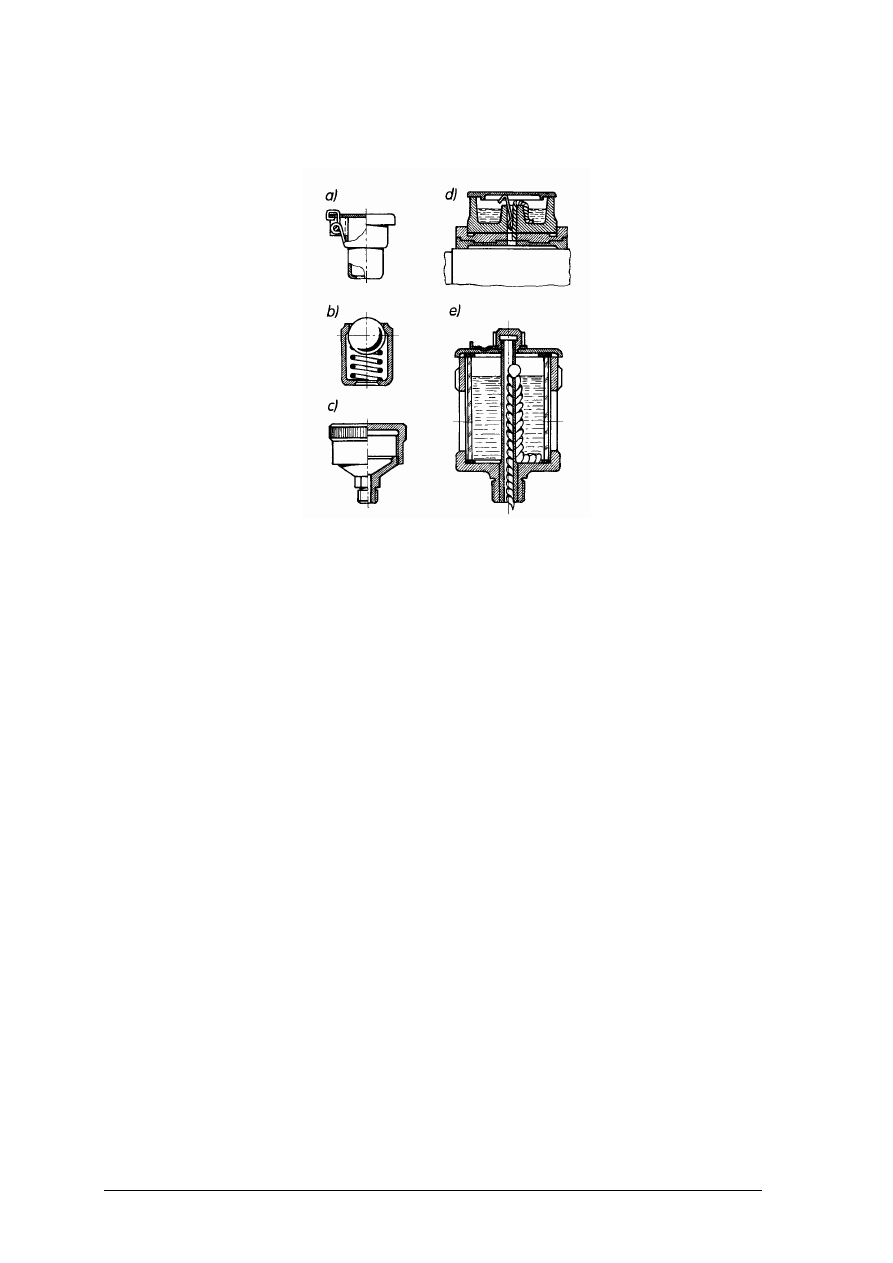
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
którą musimy importować. W zamkniętych układach smarowania obiegowego oraz
kąpielowego, tj. przy smarowaniu skrzynek przekładniowych, wrzecienników, suportów itp.
olej przepracowany odzyskuje się w czasie jego okresowej wymiany.
Rys. 8. Smarownice: a) wprasowana w korpus z odchylną samozamykającą się pokrywką, b) wpasowana
kulkowa, c) wkręcana na smar stały, d) knotowa w korpusiepokrywy łożyska ślizgowego, e) knotowa ze
zbiornikiem szklanym
[3, s. 111]
W trakcie różnych rodzajów obróbki używa się również olejów jako czynników
chłodząco-smarujących. Mogą to być oleje naturalne, używane bezpośrednio w obróbce, lub
mieszaniny wodno-olejowe, tzw. chłodziwa. Odzyskiwanie chłodziwa z obróbki jest możliwe
i dochodzi do 50%. Oleje i chłodziwa czyści się z wiórów za pomocą wirówek. W dużych
zakładach pracy w trakcie wykonywania bieżącej konserwacji oraz napraw spore ilości
olejów przedostają się do czyściwa i oczyszczenie jego daje duże korzyści ekonomiczne.
Paliwa płynne i smary są otrzymywane w wyniku rafinacji ropy naftowej. Niewielkie
ilości wydobywanej w kraju ropy naftowej nie zaspokajają potrzeb i dlatego ropa naftowa jest
importowana. Zakład produkcyjny stosujący w procesie produkcyjnym paliwa płynne i smary
musi dążyć do ich racjonalnego wykorzystania.
Paliwa płynne przechowuje się w podziemnych zbiornikach. Wydaje się je (nalewa) za
pomocą urządzeń, zwanych dystrybutorami. Dystrybutor paliwa jest to urządzenie
zawierające pompę paliwa oraz urządzenia pomiarowe dozujące ilość wydawanego paliwa.
Niewielkie ilości paliw płynnych niezbędne w procesie technologicznym (np. benzyna do
mycia części, nafta) są przechowywane w beczkach w magazynach materiałów łatwo
palnych.
W magazynach materiałów łatwo palnych przechowuje się wyroby łatwo palne, o dużej
ilości części lotnych, które w połączeniu z powietrzem (tlenem) mogą tworzyć mieszaniny
wybuchowe. Magazyny takie są lokalizowane na terenie zakładu z zachowaniem
odpowiedniej strefy ochronnej i o konstrukcji budynków zapewniających jak najmniejsze
straty w przypadku pożaru lub wybuchu.
Smary (oleje i smary stałe) są przechowywane w beczkach i pojemnikach w magazynach
olejów i smarów. W magazynach olejów i smarów przechowuje się oleje płynne i smary
dostarczone do zakładu oraz oleje zużyte.
Oleje i smary są wydawane z magazynu zgodnie z zapotrzebowaniem zgłaszanym przez
smarowników wydziałowych. Zaopatrzeniem zakładów w paliwa płynne i smary zajmują się
uprawnieni do tego dystrybutorzy.
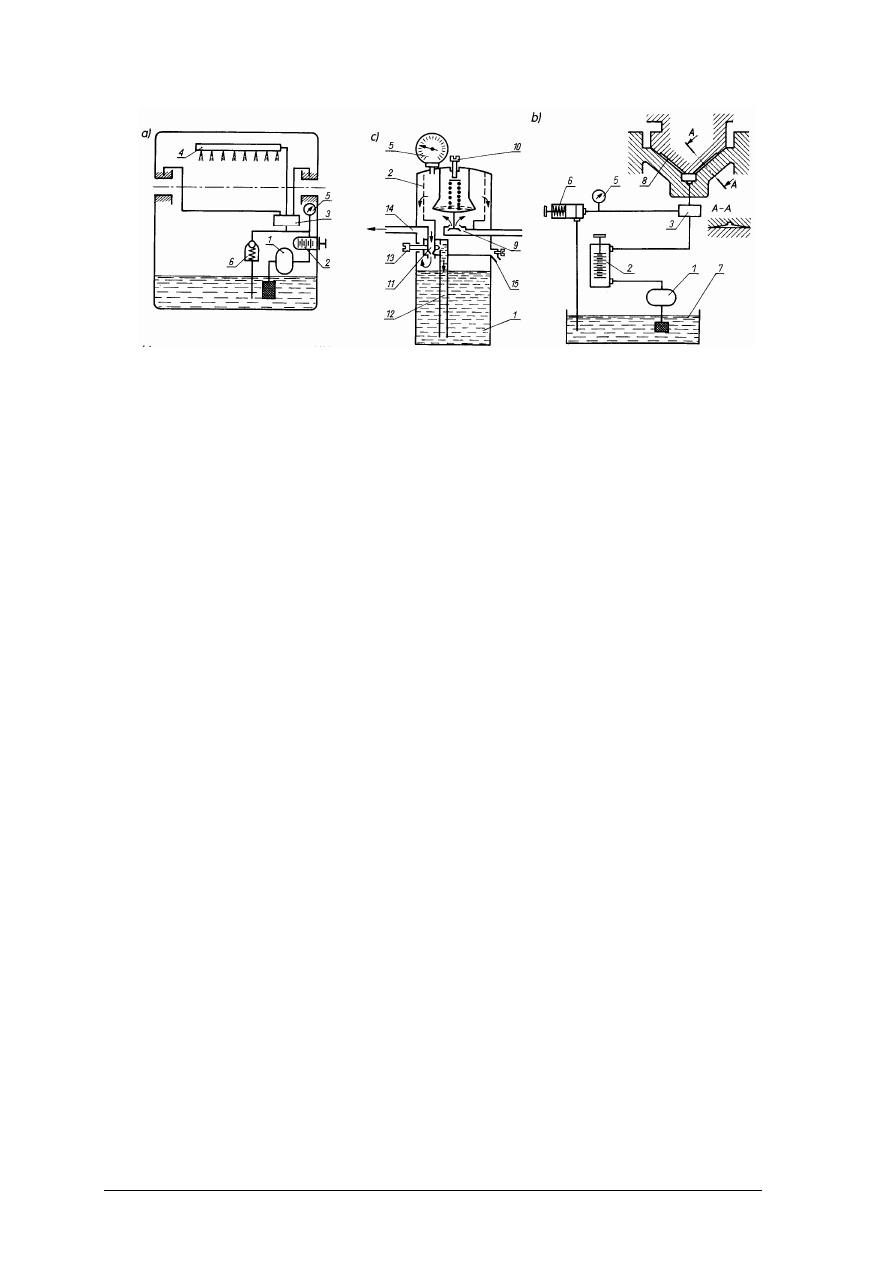
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 9. Rodzaje smarowania: a) z obiegiem oleju pod ciśnieniem, b) pod ciśnieniem prowadnic strugarki,
c) rozpylacz do wytwarzania mgły olejowej 7 – pompa, 2 – filtr, 3 – rozdzielnica, 4 – rurka
rozprowadzająca, 5 – manometr, 6 – zawór przelewowy, 7 –zbiornik, 8 – rowki smarowe, 9 – zawór
redukcyjny sprężonego powietrza, 10 – śruba regulacyjna zaworu redukcyjnego, 11 – dysza sprężonego
powietrza, 12 – rura zasysająca olej, 13 – śruba regulująca ilość zasysanego oleju, 14 – przewód
doprowadzającymgłę olejową, 15 – zawór do odprowadzania wody [3, s. 109]
Wszędzie tam, gdzie są używane paliwa płynne i smary oraz gdzie się je przechowuje
muszą być ściśle przestrzegane przepisy przeciwpożarowe. W pomieszczeniach
produkcyjnych i pomocniczych, gdzie są stosowane paliwa przed rozpoczęciem pracy musi
być włączona wentylacja, która zapobiega powstawaniu mieszanin wybuchowych. Stosowane
urządzenia muszą mieć konstrukcję przeciwwybuchową (zastosowane materiały i rozwiązania
konstrukcyjne nie mogą powodować podczas ruchu iskrzenia). Przed wejściem do
pomieszczeń magazynowych, w których odbywa się m.in. rozlewanie paliw, należy najpierw
je wywietrzyć i włączyć wentylację, aby usunąć ewentualne opary paliw. Wszędzie tam,
gdzie ma się do czynienia z materiałami łatwo palnymi nie można stosować otwartego ognia,
np. palników acetylenowo-tlenowych, palących się papierosów.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy konserwacją?
2. Co należy do obowiązków głównego mechanika zakładu?
3. Jakie znasz metody smarowania?
4. Co to jest klin smarowy?
5. Jakie znasz techniki smarowania?
4.7.3. Ćwiczenia
Ćwiczenie 1
Wykaż zależność między zużyciem a smarowaniem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zapoznać się dokładnie z treścią ćwiczenia,
3) określić przyczyny zużycia części maszyn,
4) określić znaczenie smarowania w eksploatacji maszyn,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
5) wskazać zależność miedzy zużyciem a smarowaniem,
6) zapisać informacje do notatnika,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Wykonaj smarowanie szlifierki dwutarczowej zgodnie z DTR urządzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dobrać środki smarne,
3) przygotować urządzenie i wykonać smarowanie zgodnie z instrukcją,
4) uporządkować stanowisko,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
szlifierka dwutarczowa,
−
dokumentacja techniczno-ruchowa szlifierki dwutarczowej,
−
instrukcja smarowania,
−
materiały smarne
−
literatura zgodna z punktem 6 Poradnika.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić rodzaje tarcia?
2) określić zależność pomiędzy zużyciem a smarowaniem?
3) rozróżnić metody smarowania?
4) dobrać materiały smarne?
5) wykonać smarowanie maszyny?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4.8. Technologia i organizacja napraw
4.8.1. Materiał nauczania
Naprawa obiektów technicznych ma na celu przywrócenie wartości użytkowej wskutek
zużycia. W zakładach przemysłowych obowiązuje system planowo-zapobiegawczych napraw,
który zorganizowany jest zgodnie z wcześniej przygotowanymi instrukcjami
i normami.
Zidentyfikowanie
uszkodzenia
podczas
eksploatacji
jest
podstawą
działań
przywracających obiektowi możliwości realizacji jego zadań. Zakres tych działań jest
związany z rodzajem uszkodzenia, jego lokalizacją oraz zasięgiem (tabela 2).
Tabela 2. Karta technologiczna procesu technologicznego naprawy [5, s. 118]
Cecha wyrobu 4C90i4CT90‒ I
KARTA TECHNOLOGICZNA
Nazwa zespołu
Arkusz
1
ZAKŁAD REMONTU
SILNIKÓW
Układ korbowo‒tłokowy
Nr części
Arkuszy
39
Nr rysunku
Materiał wyjściowy
10.1 i 10.2
Wielkość
partii
22
Cecha
Postać
Wymiar
Masa kg
Sztuk
na wyrób
1
30
M.
zuż
Nr op
Treść operacji
Wydz
Stanowisko
Pomoce
Kat.
t
pz
t
j
10
Mycie i czyszczenie
myjnia
20
Demontaż układu na części
składowe
stanowisko
mechanika
30
Czyszczenie i przygotowanie
części do weryfikacji
stanowisko
mechanika
40
Weryfikacja części układu
stanowisko
KJ
50
Regeneracja części
wydział
mechaniczny
60
Mycie i czyszczenie części,
przygotowanie do montażu
myjnia
70
Montaż układu
stanowisko
mechanika
80
Kontrola ostateczna
stanowisko
KJ
90
Konserwacja
Treść
Data
Podpis
Opracował
PP
Normalizował
Sprawdził
Zatwierdził
Nr zm.
Data
Z m ia n y
Podpis
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Od rodzaju uszkodzenia zależy szybkość jego usunięcia. Ma to znaczenie szczególnie
w przypadku obiektów złożonych, gdyż tam można spodziewać się równoczesnego
wystąpienia wielu uszkodzeń.
O rodzaju działań decydują takie czynniki, jak:
1) wpływ uszkodzenia na parametry użytkowe obiektu technicznego,
2) wpływ uszkodzenia na bezpieczeństwo użytkowania obiektu,
3) możliwość naprawy uszkodzonego elementu obiektu.
Typowe sposoby usuwania uszkodzeń to:
1) wyłączenie i zastąpienie uszkodzonego elementu jego sprawnym rezerwowym
odpowiednikiem; gdy uszkodzony element nie może być zastąpiony sprawnym,
dopuszcza się wyłączenie go z eksploatacji (po odpowiednim zabezpieczeniu)
i użytkowanie obiektu z ograniczoną wydajnością,
2) wyłączenie i naprawa uszkodzonego elementu obiektu.
Procedura usunięcia uszkodzenia obejmuje następujące zadania przygotowawcze:
1) identyfikację i lokalizację uszkodzenia,
2) rozpoznanie zaistniałych skutków uszkodzenia,
3) ocenę potencjalnych dalszych skutków uszkodzenia.
Realizacja wymienionych zadań umożliwia określenie zakresu prac naprawczych
oraz potrzeb związanych z:
−
personelem,
−
narzędziami,
−
materiałami i częściami zamiennymi,
−
nakładami finansowymi,
−
innymi potrzebami (np. środkami transportu, specjalistycznymi stanowiskami
remontowymi).
Organizacja stanowiska do wykonywania napraw
Stanowisko robocze naprawy to wydzielona część powierzchni produkcyjnej, obejmująca
urządzenia, przyrządy, narzędzia niezbędne do wykonania prac naprawczych oraz ludzi
obsługujących to stanowisko.
Właściwa organizacja stanowiska zależy od:
–
pełnego wyposażenia stanowiska w maszyny, urządzenia, narzędzia i przyrządy
niezbędne do wykonania pracy,
–
właściwego rozmieszczenia wyposażenia na stanowisku,
–
dobrego zorganizowania pracy na stanowisku,
–
dobrego zorganizowania obsługi zewnętrznej stanowiska, czyli terminowego
dostarczenia części do montażu, materiałów, narzędzi oraz odbioru zmontowanych
zespołów,
–
zapewnienia właściwych warunków bhp.
Stanowisko robocze musi być tak zorganizowane, aby monter wykonywał jak najmniej
zbędnych ruchów, co zapewni dużą wydajność pracy. W związku z tym wszystkie narzędzia
i przyrządy oraz części przeznaczone używane do naprawy muszą być tak umieszczone, aby
były łatwo dostępne. Wszystkie części znormalizowane, jak np. śruby, nakrętki, podkładki,
łożyska toczne, powinny być rozmieszczone według wymiarów w oddzielnych przegrodach
regału z wyraźnym oznaczeniem wymiaru na tabliczce. Części poszczególnych zespołów
powinny być umieszczone w oddzielnych skrzynkach w kolejności odpowiadającej ich
montażowi. Na każdej skrzynce powinna być umieszczona tabliczka z numerem części.
Narzędzia i przyrządy należy umieszczać na tabliczkach. Jeżeli stanowisko jest obsługiwane
przez paru monterów, to pracę ich należy tak zorganizować, aby sobie wzajemnie nie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
przeszkadzali. Bardzo ważnym zagadnieniem jest również zaopatrywanie stanowiska
w części, ażeby nie spowodować przestoju w pracy.
Zasady demontażu
Demontażu obrabiarki, maszyny, urządzenia lub zespołu dokonuje się w celu ich
przeglądu lub naprawy. Częściowego demontażu niektórych zespołów dokonuje się niekiedy
podczas przeglądu technicznego, bądź w celu wykonania regulacji. Demontaż wykonuje się w
kolejności odwrotnej niż montaż. Instrukcja montażu stanowi często instrukcję demontażu
tylko w odwrotnej kolejności.
Plan demontażu wykonuje się tylko dla bardziej skomplikowanych zespołów. Niekiedy
nawet stosuje się specjalną instrukcję demontażu, ale tylko dla skomplikowanych zespołów,
których części mogłyby ulec uszkodzeniu przy niewłaściwym demontażu. Instrukcja taka
zawiera również uwagi dotyczące stosowania ściągaczy lub innych przyrządów
do demontażu. W praktyce jednak najczęściej demontażu dokonuje się bez planu i instrukcji.
Przed przystąpieniem do demontażu urządzenia należy zapoznać się z jego konstrukcją.
Trzeba ustalić położenie poszczególnych zespołów, ich połączenia i współzależność
działania. Rozłączenie poszczególnych części i zespołów powinno być dokonywane bez
użycia nadmiernej siły, ażeby nie spowodować uszkodzenia części łączonych i łączników.
W niektórych przypadkach przed przystąpieniem do demontażu należy oznakować połączone
części, ażeby uniknąć dodatkowego ustalania ich położenia przy powtórnym montażu. W tym
celu wykonuje się rysę na obu połączonych częściach oraz widoczny znak. Przy demontażu
obrabiarki lub innego urządzenia należy najpierw zdemontować zespoły, a dopiero potem
przystąpić do demontażu zespołów na poszczególne części. Część z każdego
zdemontowanego zespołu należy włożyć do oddzielnej skrzynki i na tabliczce, z boku
skrzynki, umieścić numer zespołu lub nazwę. Przy demontażu należy posługiwać się
odpowiednimi przyrządami. Połączenia wtłaczane należy demontować z użyciem prasy
stosując odpowiednie podkładki. Łożyska, koła pasowe i zębate zdejmuje się z wałków za
pomocą ściągaczy.
Weryfikacja części maszyn ma na celu ocenę jakości używanych części maszyn
oraz podjęcie decyzji, co do dalszego użytkowania. Przed weryfikacją części maszynowe są
dokładnie myte, a jeśli zachodzi potrzeba to również czyszczone mechanicznie np. przez
piaskowanie. Dokładne czyszczenie i mycie powierzchni umożliwia precyzyjne stwierdzenie
stopnia zużycia.
Ocena poszczególnych części oparta jest na wzrokowej obserwacji oraz dokładnych
pomiarach. W związku z tym potrzebne są odpowiednie narzędzia pomiarowe, jak suwmiarki,
mikrometry, czujniki, szczelinomierze itp. Po takiej ocenie następuje segregacja części
i sporządzanie wykazu usterek. Części, które nie wymagają żadnej naprawy są gromadzone
oddzielnie i pobierane do ponownego montażu maszyny. Niektórych części nie opłaca się
naprawiać i te stanowią grupę do złomowania lub materiału, który można zużytkować
do wykonania innych części. Ostatnią grupę stanowią części wymagające naprawy,
przekazuje się je do odpowiednich oddziałów w celu przywrócenia im przydatności
do dalszego użytkowania.
Wszystkie części trzech grup oznakowuje się (cechuje się) w widoczny sposób, aby nie
zaszły pomyłki. Cech tych, np. w postaci znaków wykonanych farbami różnych kolorów na
częściach do naprawy, nie należy umieszczać na powierzchniach pracujących. Natomiast na
częściach wybrakowanych cechy umieszcza się w miejscu, które stało się przedmiotem
wyeliminowania części, jako niezdatnej do naprawy. Wyniki weryfikacji odnotowuje się na
specjalnym arkuszu weryfikacyjnym.
Części zużyte należy zastąpić nowymi i w związku z tym trzeba dysponować częściami
zamiennymi. Duża liczba części masowo używanych w budowie maszyn podlega
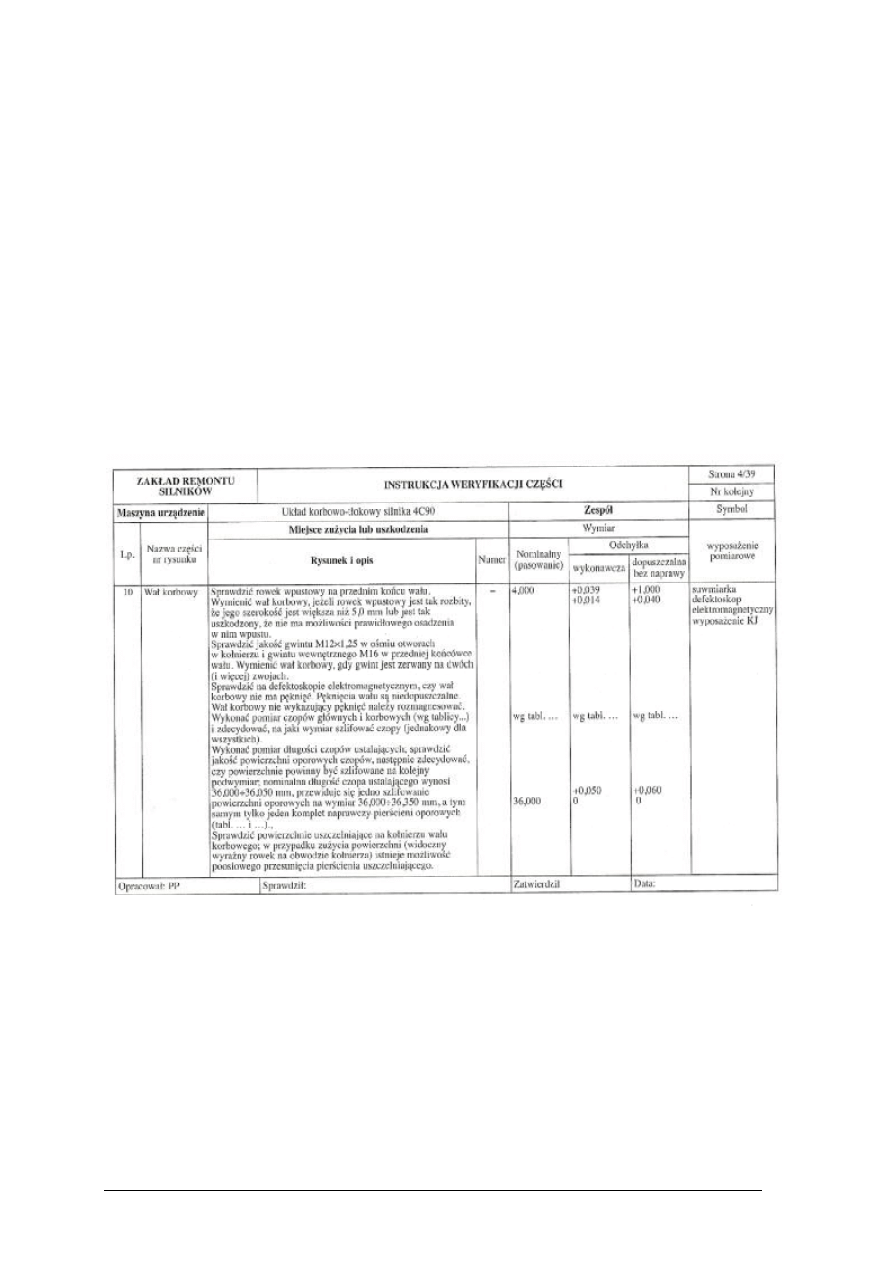
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
normalizacji. Do części znormalizowanych ogólnego zastosowania należą np. śruby, nakrętki,
wkręty. Części te przeważnie znajdują się w magazynie i nie ma kłopotów z ich otrzymaniem.
Normalizacja w dużym stopniu ułatwia prace naprawcze. Części przydatne tylko
do określonej maszyny lub urządzenia, jak np. części zamienne do samochodów, motocykli,
obrabiarek, są ujęte katalogami fabrycznymi, przy czym każda z nich ma swój symbol
lub numer. Części te są produkowane w dużych seriach i można je zakupić. Części te muszą
być wykonane bardzo dokładnie, o małych tolerancjach wymiarowych, żeby gwarantowały
pełną wymienność bez dodatkowego dopasowania. Naprawa maszyn przez wymianę części
trwa przeważnie bardzo krótko i jest bardzo ekonomiczna. Nie zawsze jednak można
otrzymać części zamienne, zwłaszcza do maszyn i urządzeń starych, już nie produkowanych,
lub niektórych maszyn pochodzenia zagranicznego. Wtedy części te należy dorabiać, co jest
bardzo kosztowne.
W czasie dokonywania weryfikacji części posługujemy się specjalną instrukcją, w której
opisujemy miejsce zużycia lub uszkodzenia tej części z ewentualnym rysunkiem.
Przykład takiej karty pokazano w tabeli 3.
Tabela 3. Przykładowa instrukcja weryfikacji części [5, s. 120]
Weryfikacja zespołów może odbywać się przed demontażem lub po odłączeniu zespołu.
Badania zespołów często prowadzone są na oddzielnych stanowiskach diagnostycznych.
Regeneracja części maszyn to przywracanie właściwości użytkowych częściom
zużytym lub uszkodzonym. Regeneracja może mieć charakter obróbki kompleksowej
lub wystarczy wykonać operację regeneracyjną. Typowe operacje regeneracyjne to
tulejowanie lub obróbka fragmentu części maszynowej. W zależności od specyfiki części
metody regeneracji są następujące:
–
wymiarów remontowanych,
–
elementów dodatkowych np. kompensujących,
–
selekcji części użytkowanych,
–
odkształceń plastycznych np. spęczanie, prostowanie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
–
nakładanie powłok metalowych np. napawanie, nakładanie powłok galwanicznych,
–
nakładanie powłok z tworzyw sztucznych,
–
nakładanie powłok galwanicznych,
–
nakładanie kompozytów metalożywicznych.
Wybór metody regeneracyjnej zależy głównie od czynników charakteryzujących
części maszyn, a mianowicie:
–
rodzaju elementu,
–
rodzaju materiału,
–
sposobu obróbki cieplnej i rodzaju obróbki powierzchni,
–
rodzaju, wartości i rozkładu zużycia oraz uszkodzenia,
–
kształtu i profilu elementu,
–
rodzaju pasowania.
Natomiast na wybór sposobu regeneracji mają wpływ:
–
przyczepność warstwy regeneracyjnej do podłoża,
–
trwałość i odporność warstwy na zużycie,
–
wytrzymałość połączenia regeneracyjnego w rzeczywistych warunkach użytkowania,
–
inne cechy warstwy lub połączenia regeneracyjnego, a zwłaszcza możliwość wystąpienia
pęknięć.
Montaż stanowi końcową część procesu naprawczego i polega na łączeniu
poszczególnych części w zespoły oraz na ostatecznym złożeniu zespołów w całkowicie
sprawną maszynę lub urządzenie.
Montażu dokonuje się z części całkowicie wykończonych, a w poszczególnych
przypadkach niektóre części są wykańczane lub dopasowywane w czasie montażu.
Bezpieczeństwo i higiena pracy podczas remontów
Stanowiska remontowe powinny być zorganizowane w pomieszczeniach odpowiednio
przystosowanych, zapewniających higieniczne warunki pracy. O wielkości powierzchni
i wysokości pomieszczeń decydują wielkości remontowanych maszyn.
Na każdego pracownika zatrudnionego przy pracach remontowych powinno przypadać
nie mniej niż 13 m
3
wolnego pomieszczenia oraz co najmniej 2 m
2
wolnej przestrzeni
podłogi, na której nie ma urządzeń technicznych, maszyn, sprzętu oraz remontowanej
maszyny.
Podłogi w pomieszczeniach warsztatowych nie mogą być śliskie, muszą być szczelne,
bez wybojów i zadziorów, wykonane z materiałów niewytwarzających pyłów, łatwe do
czyszczenia, nieprzewodzące ciepła oraz wytrzymałe na obciążenia.
Okna w pomieszczeniach warsztatowych powinny zapewniać dostateczne oświetlenie
naturalne oraz należyte przewietrzenie tych pomieszczeń. Szyby w oknach muszą być zawsze
czyste, w razie potrzeby należy je zaopatrzyć w urządzenia chroniące przed promieniowaniem
słonecznym. Urządzenia mogące powodować wypadki, np. części wirujące lub przesuwające
się z dużą prędkością, znajdujące się w przejściach i miejscach łatwo dostępnych, powinny
być osłonięte odpowiednimi osłonami, barierami, zagrodami. Przejścia miedzy stanowiskami
pracy nie mogą być zastawiane ani zaśmiecane. Wszelkie podstawy i podpórki do ustawiania
ciężkich urządzeń na wysokości powyżej 0,6 m powinny być stabilne i pewne w użyciu.
Podczas prób pierwszego uruchomienia maszyny po remoncie, szczególnie prób
wytrzymałościowych części mechanicznych i przy zwiększonej prędkości obrotowej, obsługa
nadzorująca wykonanie prób powinna mieć odpowiednio zabezpieczone stanowisko
lub powinna zachować bezpieczna odległość od maszyny.
We wszystkich pomieszczeniach wydziału remontowego, w których występują czynniki
zwiększające niebezpieczeństwo porażenia prądem elektrycznym takie jak: wilgotność,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
podłogi wykonane z materiału nieizolującego, wysoka temperatura, pył przewodzący prąd itp.
należy stosować napięcie obniżone do 24 V.
Stanowiska, na których istnieje możliwość porażenia prądem, powinny być wyposażone
w odpowiedni sprzęt bhp: drążki izolacyjne, rękawice, kalosze gumowe dielektryczne,
pomosty izolacyjne, chodniki gumowe. Narzędzia montera elektryka powinny być specjalnie
izolowane. Należy bezwzględnie stosować się do przepisów przeciwpożarowych.
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy naprawą
2. Jakie są zasady wykonywania napraw?
3. Jakie są zasady demontażu?
4. Co nazywamy weryfikacją części maszyn?
5. Co nazywamy regeneracją?
6. Jakie są zasady bezpieczeństwa i higieny pracy podczas wykonywania napraw?
4.8.3. Ćwiczenia
Ćwiczenie 1
Zorganizuj prawidłowo stanowisko do demontażu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zapoznać się dokładnie z treścią ćwiczenia,
3) określić zasady prawidłowej organizacji stanowiska do montażu,
4) dobrać wyposażenie stanowiska do demontażu,
5) zorganizować stanowisko do demontażu,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
wyposażenie stanowiska do demontażu,
–
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Wykonaj demontaż mechanizmu napędowego z wrębiarki ręcznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją bhp na stanowisku demontażu,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) ustalić kolejność czynności podczas demontażu mechanizmu napędowego,
4) dokonać demontażu mechanizmu napędowego na części składowe,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny poprawności wykonania ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Wyposażenie stanowiska pracy:
–
DTR wrębiarki ręcznej,
–
stół montażowy,
–
wrębiarka ręczna,
–
komplet narzędzi do demontażu i montażu,
–
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 3
Dokonaj weryfikacji elementów mechanizmu napędowego wiertarki udarowej. Dobierz
części zamienne i zastąp uszkodzone.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) oczyścić elementy mechanizmu napędowego,
3) określić stan elementów mechanizmu układu napędowego,
4) dobrać części zamienne w miejsce uszkodzonych,
5) zaprezentować wyniki ćwiczenia
6) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
przyrządy kontrolno-pomiarowe,
–
zdemontowane elementy mechanizmu napędowego wiertarki udarowej,
–
części zamienne mechanizmu napędowego,
–
środki czyszczące,
–
literatura zgodna z punktem 6 Poradnika.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko robocze demontażu?
2) podać zasady demontażu?
3) wykonać demontaż układu napędowego wiertarki udarowej?
4) przygotować maszynę do naprawy?
5) wykonać weryfikację części maszyn i mechanizmów?
6) dobrać części zamienne i zastąpić uszkodzone?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 30 minut.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
ZESTAW ZADAŃ TESTOWYCH
1. W produkcji seryjnej stosuje się dokumentację technologiczną montażu w postaci
a) kart zestawieniowych.
b) kart technologicznych.
c) rysunków złożeniowych.
d) rysunków poglądowych.
2. Skrót WOT oznacza
a) warunki odbioru technicznego.
b) warunki odbioru technologicznego.
c) właściwe oznaczenie technologiczne.
d) warunki odczytu technologii.
3. Badanie maszyn i urządzeń pod obciążeniem ma na celu określenie
a) umownej charakterystyki eksploatacyjnej.
b) spoczynkowej charakterystyki eksploatacyjnej.
c) rzeczywistej charakterystyki eksploatacyjnej.
d) korzystnej charakterystyki eksploatacyjnej.
4. Przez niezawodność urządzenia rozumie się
a) bezobsługowe eksploatowanie.
b) bezobsługowe działanie.
c) zdolność urządzenia do zrealizowania postawionych mu zadań.
d) wodoodporność – odporność na czynniki atmosferyczne.
5. Wskaźnikiem niezawodności urządzenia jest prawdopodobny średni czas
a) napraw.
b) bezzakłóceniowej pracy.
c) konserwacji.
d) eksploatacji.
6. Do badań konstrukcji nośnych NIE stosuje się badania
a) wizualnego.
b) defektoskopowego.
c) chropowatości.
d) drgań.
7. Weryfikacja części maszyn ma na celu
a) wymianę zużytych części maszyn oraz podjęcie decyzji, co do dalszego jej
użytkowania.
b) ocenę jakości używanych części maszyn oraz podjęcie decyzji, co do dalszego
użytkowania.
c) wyzłomowanie zużytych części maszyn oraz podjęcie decyzji, co do dalszego jej
użytkowania.
d) dobranie zastępczych części maszyn w miejsce zużytych oraz podjęcie decyzji, co do
dalszego jej użytkowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
8. Codzienna obsługa maszyn nie obejmuje sprawdzenia:
a) czystości maszyn.
b) działania mechanizmów jezdnych.
c) pomiaru bicia wrzeciona.
d) stanu osłon ochronnych.
9. Badaniom polegającym na ocenie stanu okładzin, bębnów i mechanizmu docisku,
zgodności regulacji mechanizmu docisku z dokumentacją techniczno-ruchową oraz
kontroli skuteczności działania poddaje się
a) wały.
b) sprzęgła.
c) hamulce.
d) osie.
10. Prawidłowość działania maszyny ocenia się na podstawie jej charakterystyki
a) statycznej.
b) obciążeniowej.
c) dynamicznej.
d) roboczej.
11. Skrót DTR oznacza dokumentacje
a) technologiczno-ruchową.
b) techniczno-ruchową.
c) techniczno-rysunkową.
d) techniczna i rozruchową.
12. Trybologia jest nauką o
a) przekładniach pasowych.
b) przekładniach zębatych.
c) tarciu i procesach towarzyszących tarciu.
d) procesach smarowania.
13. Do zadań brygad utrzymania ruchu należy
a) rozstrzyganie przetargów na zakup nowym maszyn.
b) wykonywanie czynności smarowniczych.
c) zakup urządzeń górniczych.
d) sporządzanie dokumentacji techniczno-ruchowej.
14. Instrukcję demontażu stosuje się
a) dla prostych i skomplikowanych zespołów.
b) tylko dla prostych zespołów.
c) tylko dla skomplikowanych zespołów.
d) tylko dla silników spalinowych.
15. Klin smarowy powstaje zawsze, gdy
a) miedzy współpracującymi elementami istnieje dostatecznie mały luz.
b) jest dodatkowa pompa podająca olej smarny.
c) jest nadmiar smaru miedzy współpracującymi elementami.
d) między współpracującymi elementami istnieje dostatecznie duży luz.
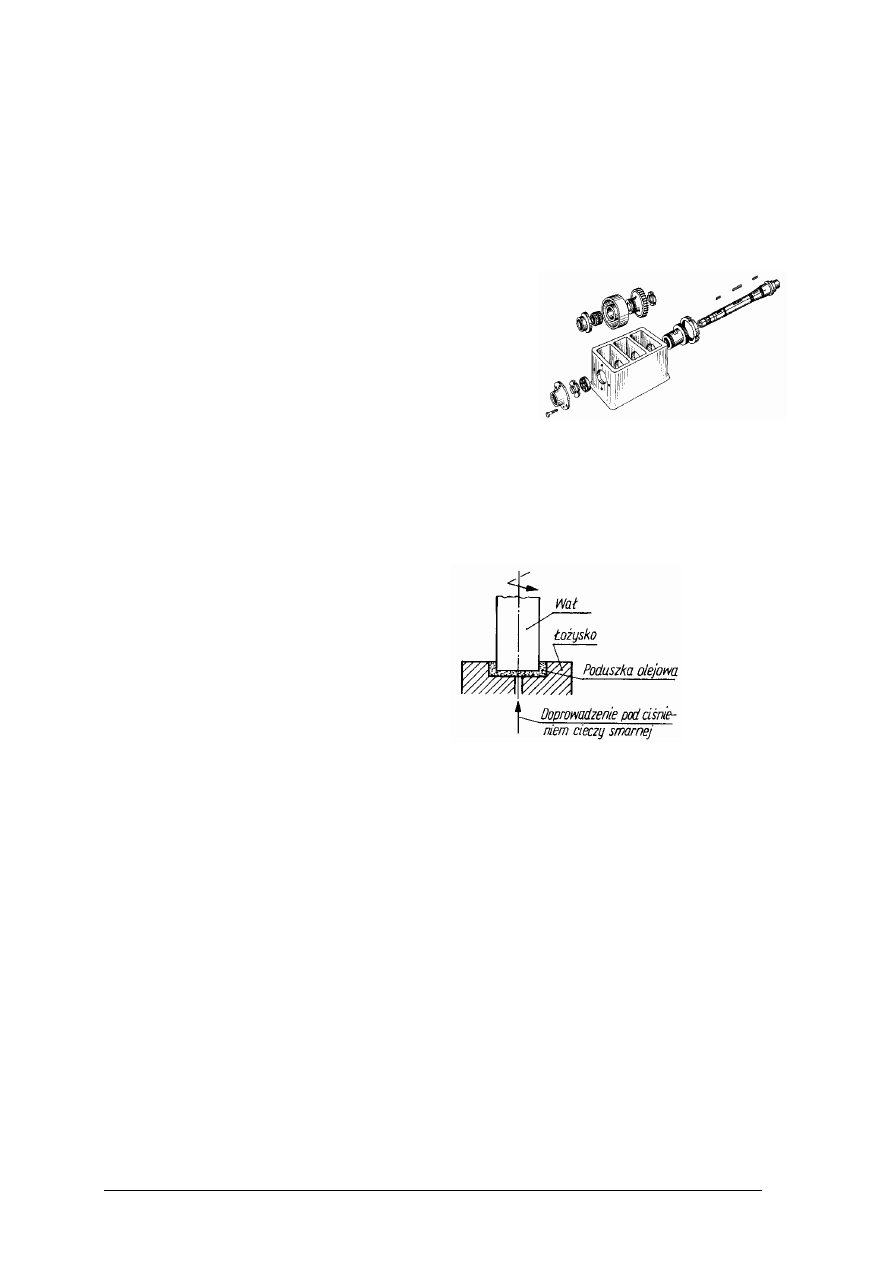
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
16. Obsługą techniczną nazywa się obsługę
a) której celem jest stworzenie warunków organizacyjnych do wykorzystania
urządzenia zgodnie z jego przeznaczeniem.
b) której celem jest odtworzenie stanu zdatności urządzenia do przewidzianych zdań.
c) polegającą na naprawie urządzenia.
d) zajmująca się montażem urządzenia.
17. Na rysunku poniżej przedstawiono
a) rysunek złożeniowy.
b) rysunek montażowy.
c) rysunekwykonawczy.
d) rysunek poglądowy.
18. Przełomy międzyziarniste są to
a) drobne wady powierzchniowe.
b) rozwarstwienia tworzywa przechodzące przez granice ziarn krystalicznych.
c) rozwarstwienia tworzywa przechodzące na granicy ziarn krystalicznych.
d) wżery powierzchniowe.
19. Na rysunku poniżej przedstawiono smarowane hydrostatyczne w
a) łożysku ślizgowym promieniowym.
b) łożysku ślizgowym osiowym.
c) prowadnicy płaskiej.
d) prowadnicy wypukłej.
20. Olej maszynowy 16 służy do smarowania
a) przekładni zębatych.
b) łożysk tocznych.
c) łożysk ślizgowych.
d) przekładni planetarnych.
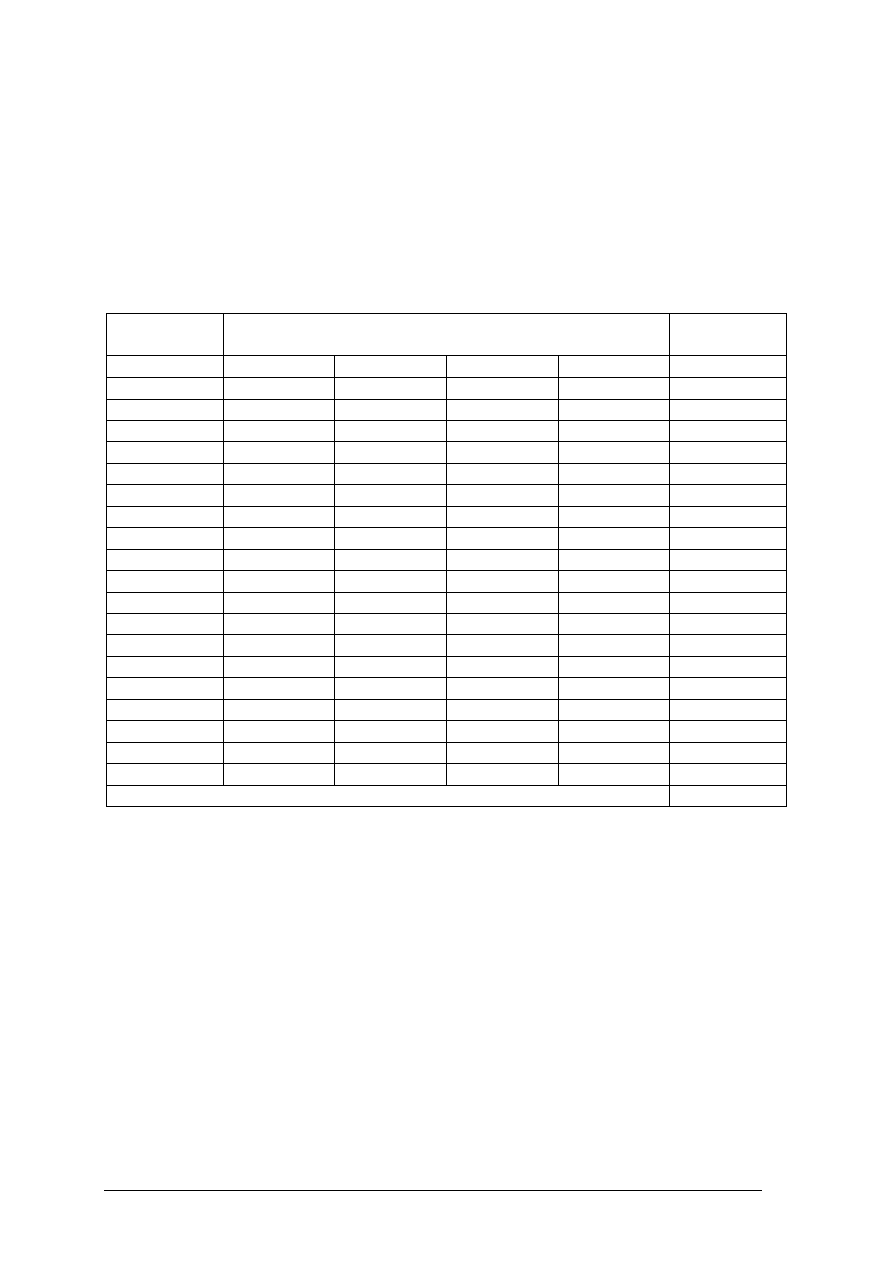
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Wykonywanie konserwacji oraz naprawy maszyn i urządzeń górnictwa
odkrywkowego
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
6. LITERATURA
1) Bartelmus W.: Diagnostyka maszyn górniczych. Wydawnictwo Śląsk, Katowice 1998
2) Bożenko L.: Maszynoznawstwo. WSiP, Warszawa 1988
3) Górecki A., Grzegórski Z.: Montaż, naprawa i eksploatacja maszyn i urządzeń
przemysłowych WSiP, Warszawa 1998
4) Kijewski J., Miller A., Pawlicki K., Szolc T.: Maszynoznawstwo. WSiP, Warszawa 1993
5) Poradnik Mechanika tom I i II. WNT, Warszawa 1984
6) Poradnik Warsztatowca Mechanika. WNT, Warszawa 1975
7) Sell L.: Maszynoznawstwo ogólne i części maszyn w pytaniach i odpowiedziach. WNT,
Warszawa 1980
8) Prace Naukowe Instytutu Górnictwa Politechniki Wrocławskiej nr 112, Konferencja
nr 44 Wrocław 2005
Czasopisma
1) Mechanik
2) Przegląd Mechaniczny
Wyszukiwarka
Podobne podstrony:
gornik odkrywkowej eksploatacji zloz 711[03] z1 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z2 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 04 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 03 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 01 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 03 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 01 u
gornik odkrywkowej eksploatacji zloz 711[03] o1 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z2 04 n
gornik odkrywkowej eksploatacji zloz 711[03] o1 04 n
gornik odkrywkowej eksploatacji zloz 711[03] z3 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z2 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 n
więcej podobnych podstron