„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ryszard Gruca
Użytkowanie
maszyn
i
urządzeń
do
transportu
i zwałowania 711[03].Z1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Józef Augustynowicz
dr inż. Jerzy Alenowicz
Opracowanie redakcyjne:
mgr Janusz Górny
Konsultacja:
mgr inż. Teresa Myszor
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 711[03].Z1.02
„Użytkowanie maszyn i urządzeń do transportu i zwałowania”, zawartego w modułowym
programie nauczania dla zawodu górnik odkrywkowej eksploatacji złóż.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Działanie taśmociągowego układu transportowego
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
33
4.1.3. Ćwiczenia
33
4.1.4. Sprawdzian postępów
35
4.2. Maszyny i urządzenia do załadunku
36
4.2.1. Materiał nauczania
36
4.2.2. Pytania sprawdzające
42
4.2.3. Ćwiczenia
43
4.2.4. Sprawdzian postępów
44
4.3. Ładowarki czerpakowe
45
4.3.1. Materiał nauczania
45
4.3.2. Pytania sprawdzające
47
4.3.3. Ćwiczenia
47
4.3.4. Sprawdzian postępów
48
5. Sprawdzian osiągnięć
49
6. Literatura
54
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Niniejszy Poradnik ma na celu pomóc Ci przyswoić wiedzę o użytkowaniu maszyn
i urządzeń do transportu i zwałowania stosowanych w odkrywkowej eksploatacji złóż.
Poradnik zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych wiadomości i umiejętności, które
powinieneś mieć opanowane, aby przejść do realizacji tej jednostki modułowej.
2. Cele kształcenia, wykaz umiejętności, jakie ukształtujesz podczas pracy z Poradnikiem.
3. Materiał nauczania (rozdział 4) – podstawowe wiadomości teoretyczne niezbędne
do opanowania treści jednostki modułowej,
4. Zestaw pytań przydatny do sprawdzenia, czy już opanowałeś podane treści,
5. Ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
6. Sprawdzian osiągnięć, przykładowy zestaw zadań i pytań. Pozytywny wynik
sprawdzianu potwierdzi, że dobrze pracowałeś podczas lekcji i że nabyłeś wiedzę
i umiejętności z zakresu tej jednostki modułowej. W przypadku trudności ze
zrozumieniem tematu lub ćwiczenia, poproś o pomoc nauczyciela.
Z rozdziałem Pytania sprawdzające możesz zapoznać się:
−
przed przystąpieniem do rozdziału Materiał nauczania – poznając przy tej okazji
wymagania wynikające z zawodu, a po przyswojeniu wskazanych treści
i odpowiedzeniu na pytania sprawdzisz stan swojej gotowości do wykonania ćwiczeń,
−
po zapoznaniu się z rozdziałem Materiał nauczania, by sprawdzić stan swojej wiedzy,
która będzie potrzebna do wykonania ćwiczeń.
Kolejny etap to wykonanie ćwiczeń, których celem jest uzupełnienie i utrwalenie
wiadomości z zakresu określonego w tytule jednostki modułowej. Po wykonaniu
zaplanowanych ćwiczeń, sprawdź poziom swoich postępów wykonując Sprawdzian
postępów. W tym celu:
−
przeczytaj uważnie pytania i odpowiedz na nie,
−
podaj odpowiedź wstawiając X w podane miejsce,
−
wpisz TAK, jeżeli Twoja odpowiedź na pytanie jest prawidłowa,
−
wpisz NIE, jeżeli Twoja odpowiedź na pytanie jest niepoprawna
Odpowiedź NIE wskazuje na luki w Twojej wiedzy, informuje Cię, jakich zagadnień
jeszcze dobrze nie poznałeś. Oznacza to także powrót do treści, które nie są jeszcze przez
Ciebie dostatecznie opanowane.
Poznanie przez Ciebie wszystkich lub tylko określonych części wiadomości będzie
stanowiło dla nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych
wiadomości i ukształtowanych umiejętności. W tym celu nauczyciel posłuży się zadaniami
testowymi. W rozdziale 5 tego poradnika jest zamieszczony przykład takiego testu, który
zawiera:
−
instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
−
przykładową kartę odpowiedzi, w której, w wolnych miejscach wpisz odpowiedzi
na pytania.
Aby zdobyć więcej interesujących Cię informacji, musisz sięgnąć do przedstawionych
pozycji literatury, czasopism i – najszybciej aktualizowanych – fachowych stron
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
internetowych. Pamiętaj, że przedstawiony tu wykaz literatury nie jest czymś stałym
i w każdej chwili mogą pojawić się na rynku nowe pozycje.
Jednostka modułowa:
„
Użytkowanie maszyn i urządzeń do transportu i zwałowania”,
której treść za moment poznasz, jest jednym z modułów koniecznych do zapoznania się
z problematyką stosowania maszyn do eksploatacji i przeróbki kopalin w górnictwie
odkrywkowym, co ilustruje schemat układu jednostek modułowych.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy, instrukcji przeciwpożarowych i zasad ochrony środowiska
naturalnego, wynikających z charakteru wykonywanych prac. Przepisy te poznasz podczas
trwania nauki.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
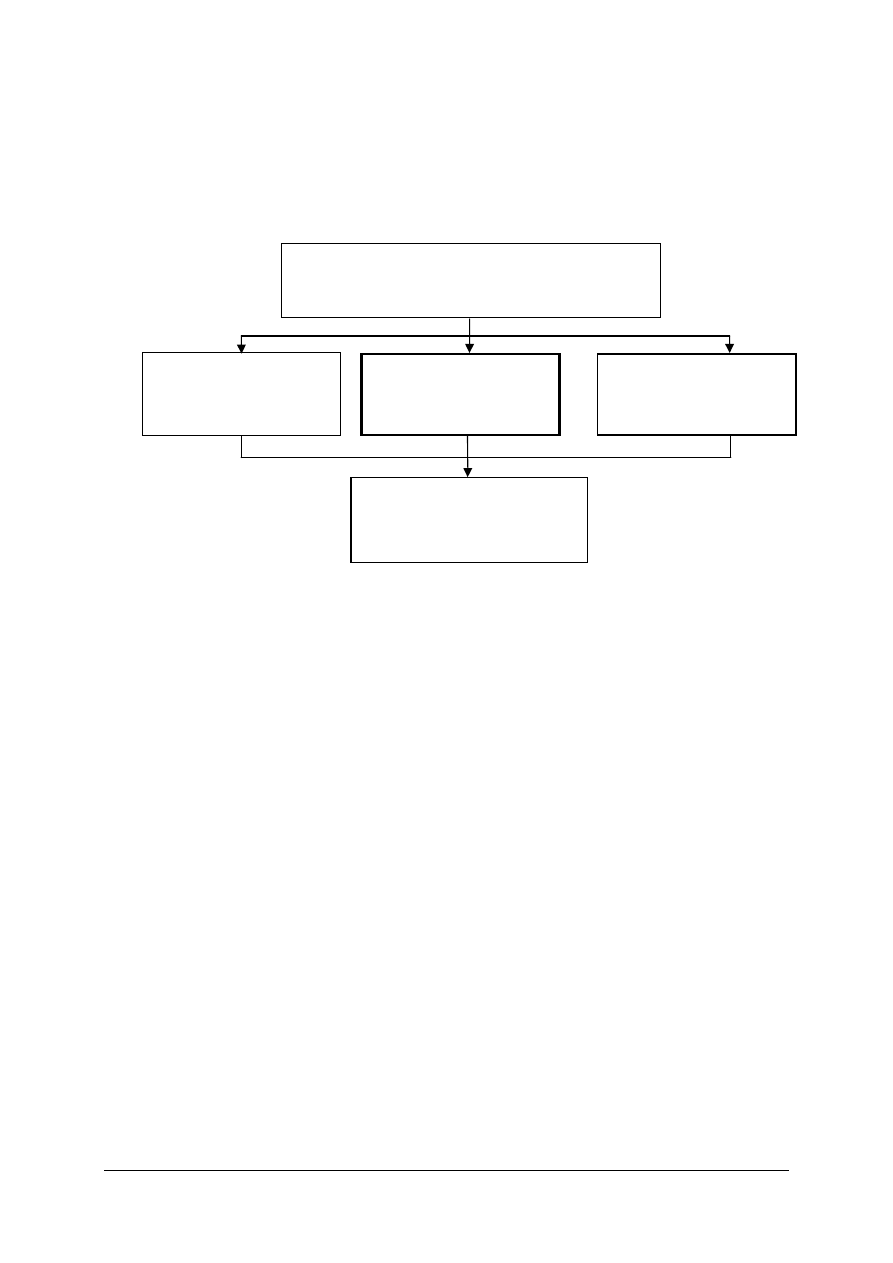
Schemat układu jednostek modułowych
711[03].Z1
Eksploatacja maszyn i urządzeń stosowanych w górnictwie
odkrywkowym
711[03].Z1.02
Użytkowanie maszyn
i urządzeń do transportu
i zwałowania
711[03].Z1.04
Wykonywanie konserwacji oraz
naprawy maszyn i urządzeń
górnictwa odkrywkowego
711[03].Z1.01
Użytkowanie maszyn
i urządzeń do urabiania
kopalin
711[03].Z1.03
Użytkowanie maszyn
i urządzeń do obróbki
kamienia

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować układ jednostek SI,
−
dobierać narzędzia, przyrządy i materiały w zależności od wykonywanej pracy,
−
rozróżniać rodzaje połączeń, osie, wały, łożyska, sprzęgła, hamulce i mechanizmy
oraz określać ich zastosowanie w budowie maszyn,
−
posłużyć się pojęciami: prędkość obwodowa, prędkość obrotowa, praca mechaniczna,
moc, energia i sprawność,
−
określać na podstawie dokumentacji technicznej elementy składowe maszyny
lub urządzenia,
−
posługiwać się dokumentacją konstrukcyjną i technologiczną oraz normami
technicznymi,
−
korzystać z różnych źródeł informacji,
−
selekcjonować, porządkować i przechowywać informacje,
−
interpretować związki wyrażone za pomocą wzorów, wykresów, schematów, diagramów,
tabel,
−
dostrzegać i opisywać związki miedzy naturalnymi składnikami środowiska, człowiekiem
i jego działalnością,
−
zorganizować własne stanowisko pracy zgodnie z wymaganiami ergonomii,
−
udzielać pierwszej pomocy poszkodowanym w wypadkach przy pracy,
−
przestrzegać przepisy BHP.

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
objaśnić budowę i działanie taśmociągowego układu pobierającego zwałowarki,
−
sklasyfikować taśmy przenośnikowe,
−
scharakteryzować własności eksploatacyjne taśm,
−
przedstawić sposoby ułożenia różnych taśm przenośnikowych i dokonać analizy
ich pracy,
−
objaśnić budowę, zastosowanie i wymianę krążników,
−
objaśnić działanie czerpakowego układu pobierającego zwałowarki,
−
wyjaśnić budowę i zasady działania zwałowarek jedno i dwuzespołowych, określić
ich parametry robocze,
−
określić warunki prawidłowej pracy maszyn i urządzeń do zwałowania,
−
wyjaśnić funkcjonowanie stacji zwrotnej i jej zadanie,
−
wyjaśnić funkcjonowanie stacji napędowej, w tym napinającej,
−
scharakteryzować urządzenia do przesuwania torów,
−
uzasadnić zabezpieczenie kabiny kierowcy przed wsypywanym urobkiem,
−
określić warunki bezpiecznej pracy maszyn i urządzeń transportowych.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Działanie taśmociągowego układu transportowego
4.1.1. Materiał nauczania
Rozwój górnictwa odkrywkowego jest integralnie związany z rozwojem produkcji
maszyn urabiających i transportujących urobek. W odkrywkowej eksploatacji złóż w zasadzie
wykorzystuje się trzy podstawowe technologie wydobycia:
−
stosującą do urabiania złóż koparki wielonaczyniowe i inne maszyny o ciągłym
charakterze pracy (kopalnie węgla brunatnego, niektóre kopalnie kruszyw naturalnych,
glin ogniotrwałych, iłów ceramiki budowlanej, siarki, torfu),
−
polegającą na zastosowaniu do urabiania skał techniki strzelniczej, a do ładowania
urobku koparek jednonaczyniowych lub ładowarek (prawie wszystkie kopalnie zwięzłych
surowców skalnych i niektórych kopalnie kruszyw naturalnych i iłów ceramicznych,
−
stosującą
bezpośrednie
mechaniczne
urabianie
skał
za
pomocą
koparek
jednonaczyniowych (małe kopalnie kruszyw, glin, iłów oraz do urabiania mechanicznego
nadkładu).
Ponieważ koparki wielonaczyniowe cechują się ciągłym sposobem urabiania, najbardziej
odpowiednim systemem transportu w tym przypadku są również urządzenia o pracy ciągłej,
a zatem transport taśmowy. Stąd też przenośniki taśmowe stały się podstawowym środkiem
transportu przy eksploatacji kopalin i skał płonnych łatwourabialnych (miękkich i sypkich),
takich jak węgiel brunatny, różnego rodzaju iły i gliny, kruszywa naturalne, piaski itp.
Doskonalenie konstrukcji taśm elastycznych, napędów oraz całych przenośników, a także
metod projektowania i monitoringu przemysłowego (zastosowanie technik komputerowych,
mikroprocesorów i telewizji przemysłowej), umożliwiające efektywną i niezawodną pracę
przenośników taśmowych również w bardzo trudnych warunkach górniczych przyczyniło się
do tego, że transport taśmowy coraz częściej znajduje zastosowanie także do odstawy urobku
rozdrobnionego techniką strzelniczą (surowce rudne i skalne), zwłaszcza w kopalniach
o dużym wydobyciu (powyżej 1 mln ton). W tym przypadku skały zwięzłe urabiane
materiałami wybuchowymi, przed podaniem na przenośniki taśmowe, są wstępnie kruszone
w kruszarkach stacjonarnych lub przejezdnych, tak aby wymiary maksymalnych brył urobku
nie przekraczały 0,4 m (wyjątkowo do 0,8 m).
Poza wymienionymi technologiami transport taśmowy jest stosowany również przy
współpracy z innymi urządzeniami i środkami przewozu, w systemach transportu
kombinowanego, do odstawy urobku na pochylniach, na powierzchni kopalń ewentualnie
w wyrobisku.
Przenośniki taśmowe są urządzeniami transportowymi o wyjątkowo dużej ilości zalet.
Do najważniejszych z nich należą:
−
osiąganie bardzo dużych (praktycznie nieograniczonych) wydajności,
−
możliwość pokonywania dużych wzniosów (15 do 23°) a w specjalnych konstrukcjach
również więcej,
−
lekka konstrukcja nośna i łatwość przekraczania przeszkód terenowych (drogi, rzeki),
−
małe zużycie energii i równomierny jej pobór,
−
mała pracochłonność i ilość obsługi,
−
możliwość centralnego sterowania i automatyzacji całego systemu,
−
bezpieczeństwo pracy i korzystne warunki ochrony środowiska,
−
małe zużycie części zamiennych i smarów,

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
możliwość szybszego udostępnienia złóż i mała objętość wkopu.
Z wad transportu taśmowego należy wymienić:
−
małą elastyczność szeregowych układów transportowych oraz ich awaryjność,
−
małą trwałość taśmy (najdroższy element) i jej wrażliwość na obecność w nosiwie
większych brył o ostrych krawędziach,
−
wydłużenie dróg transportowych (w systemach transportu okrężnego).
Na dużą efektywność transportu wpływa między innymi fakt, że o ile w transporcie
samochodowym tylko 40% paliwa zużywane jest na przewóz ładunku, a pozostałe 60%
pochłania przemieszczanie masy samochodu, to w transporcie taśmowym zużycie energii
na przemieszczanie urobku wynosi 80%, a tylko 20% przeznaczane jest na ruch taśmy,
krążników i innych elementów obrotowych przenośników. Relacje te powodują, że
w porównywalnych warunkach transportu przenośnik taśmowy potrzebuje tylko 25 do 50%
energii koniecznej do zużycia przez samochód technologiczny.
Dla zobrazowania zakres wskaźników eksploatacyjnych dużych przenośników
taśmowych projektowanych i produkowanych w Polsce przedstawia się następująco:
−
uziarnienie nosiwa do 400 mm,
−
gęstość usypowa nosiwa do 3 t/m
3
,
−
szerokość taśmy do 2750 mm,
−
prędkość biegu taśmy do 7,0 m/s,
−
długość pojedynczego przenośnika do 6000 m,
−
wydajność jednostkowa do 14 000 m
3
/godz (22 000 t/godz).
Podział przenośników taśmowych
Przenośniki taśmowe należą do dużej i ważnej grupy środków transportu o zasięgu
ograniczonym i ruchu ciągłym, przenoszących nosiwo na powierzchni jednej taśmy, między
dwiema taśmami, ewentualnie wewnątrz zamkniętej taśmy. Taśma tworzy cięgno zamknięte
napędzane bezpośrednio bębnem lub bębnami napędowymi, ewentualnie pośrednio
dodatkowym cięgnem lub cięgnami napędowymi, stąd też przenośniki taśmowe zalicza się do
grupy przenośników cięgnowych.
W kopalniach odkrywkowych jak również w całym krajowym przemyśle niemal
wyłącznie stosuje się przenośniki z taśmą elastyczną gumową. W tym przypadku taśma służy
zarówno do podtrzymywania urobku (nosiwa), jak i przenoszenia sił wzdłużnych,
niezbędnych do pokonania oporów ruchu. W przenośnikach taśmowych z dodatkowym
cięgnem pędnym taśma elastyczna jedynie podtrzymuje nosiwo, siły wzdłużne natomiast
przenoszone są całkowicie lub częściowo przez dodatkowe cięgna napędowe, którymi mogą
być liny ewentualnie łańcuchy, taśmy itp. Ważną zaletą tego rozwiązania jest możliwość
wykorzystania znacznie większych długości przenośników w porównaniu do konstrukcji
tradycyjnych.
Aby zwiększyć wysokość transportu urobku i równocześnie skrócić drogę transportową
konieczne jest zastosowanie specjalnych przenośników o podwyższonym kącie nachylenia.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Tabela 1. Podział przenośników taśmowych stosowanych w górnictwie odkrywkowym [6, s. 121]
Lp.
Podstawa podziału
PODZIAŁ I NAZWA
1 Rodzaj cięgna
a) przenośniki z taśmą elastyczną
b) przenośniki z taśmą i cięgnami pędnymi
c) przenośniki o podwyższonym kącie nachylenia
2 Profil poprzeczny taśmy
a) taśma płaska
b) taśma nieckowa
c) taśma korytowa
– taśma rurowa
3
Kąt nachylenia
przenośnika do poziomu
a) przenośniki wznoszące z gładką taśmą dla nachyleń do 18°,
wyjątkowo 23°
b) przenośniki opadające dla nachyleń do 20°
c) przenośniki o podwyższonym kącie nachylenia (specjalne
konstrukcje):
−
z taśmą o okładce profilowanej – do 25°
−
z nawulkanizowanymi występami – do 30°
−
z taśmą korytową z progami – do 45°
−
z taśmą gładką i dodatkową taśmą dociskową – do 60°
−
z taśmą gładką i przymocowanymi kubełkami specjalnymi
progami – do 90°
4 Kształt trasy
a) przenośniki prostoliniowe lub nachylone
b) przenośniki krzywoliniowe w płaszczyźnie pionowej
z łukami wklęsłymi i wypukłymi
c) przenośniki krzywoliniowe w płaszczyźnie poziomej (specjalne
konstrukcje)
5
Możliwość i sposób
przemieszczania
przenośnika
a) przenośniki stacjonarne:
–
ze stacją czołową stałą
–
ze stacją czołową przejezdną
b) przenośniki przesuwne
c) przenośniki przejezdne:
–
wzdłużne
–
samojezdne
–
przewoźne
–
mostowe
–
przenośniki obrotowe
6 Kierunek ruchu taśmy
a) przenośniki o jednym kierunku ruchu
b) przenośniki rewersyjne
7
Położenie i funkcja
przenośnika w kopalni
a) przenośniki poziome
b) przenośniki łączące
c) przenośniki zwałowe
d) przenośniki pomocnicze
e) przenośniki pochylniane
8
Sposób transportu
nosiwa
a) przenośniki z górnym cięgnem pędnym
b) przenośniki z dolnym cięgnem pędnym
c) przenośniki z górnym i dolnym cięgnem pędnym
9
Liczba bębnów
napędowych
a) przenośniki jednobębnowe
b) przenośniki wielobębnowe
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
10
Rodzaj konstrukcji
nośnej
a) przenośniki z konstrukcją nośną sztywną oraz zestawami
krążnikowymi sztywnymi
b) przenośniki z konstrukcją nośną sztywną oraz zestawami
krążnikowymi przegubowymi
c) przenośniki z konstrukcją nośną elastyczną i zestawami krążnikowymi
sztywnymi
d) przenośniki z konstrukcją nośną elastyczną i zestawami krążnikowymi
przegubowymi
Z technologicznego punktu widzenia w górnictwie odkrywkowym ważny jest podział
przenośników taśmowych ze względu na możliwość i sposób przemieszczania konstrukcji
oraz funkcje przenośnika w kopalni, zaprezentowany w tabeli 1, poz. 5.
Podział ten wyróżnia:
−
przenośniki stacjonarne (stałe) – o konstrukcji nośnej nie dostosowanej do zmian
położenia w czasie ich eksploatacji. Mogą być budowane na fundamentach betonowych,
pontonach lub podkładach.
Przenośniki te wchodzą w skład tras odstawczych kopaliny podstawowej i tras stałych
zwałowych, często stosuje się je również na pochylniach w odkrywkach i na zwałach.
−
przenośniki przesuwne – są dostosowane do przesuwania poprzecznego za pomocą
ciągników w różnych warunkach terenowych. Stosowane są do transportu urobku
na poziomach roboczych kopalń i na zwałach. Stacje napędowe wyposażone
są w mechanizmy jazdy (gąsienicowe, kroczące, kołowe) względnie budowane są na
pontonach.
−
przenośniki przejezdne – przystosowane są do przejazdu (przesuwania) w całości
w czasie eksploatacji. Budowane są na podwoziach: gąsienicowych, kołowych,
szynowych lub kroczących. Wśród nich wyróżnia się przenośniki wzdłużnie przejezdne
stosowane w węzłach rewersji, samojezdne – coraz częściej wykorzystywane jako
pomocnicze lub podstawowe środki transportu poprzecznego oraz mostowe stosowane
w mostach przerzutowych lub skarpowych
Ogólna budowa przenośników taśmowych z taśmą elastyczną
Przenośniki taśmowe stosowane w górnictwie odkrywkowym składają się z zespołów
głównych i pomocniczych oraz różnego rodzaju podzespołów. Do zespołów głównych
i pomocniczych zazwyczaj zalicza się następujące ogniwa konstrukcyjne:
a) zespoły główne:
−
taśma,
−
zestawy krążnikowe wraz z konstrukcją nośną,
−
stacja czołowa (zwykle napędowa),
−
stacja zwrotna.
b) zespoły pomocnicze:
−
urządzenia załadowcze (kosz zasypowy, stół załadowczy, wózek załadowczy),
−
urządzenia rozładowcze (wózek zrzutowy, pług zrzutowy).
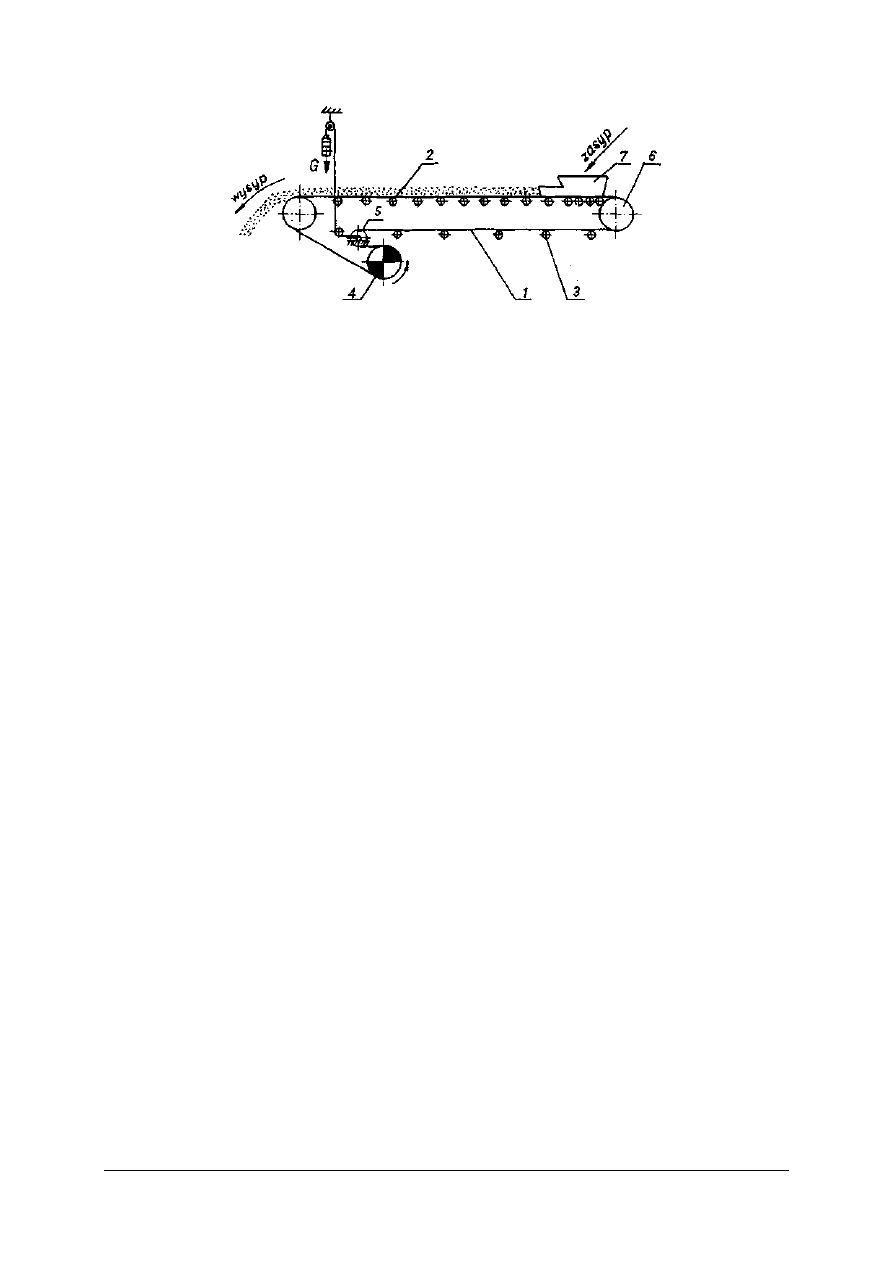
Uproszczony schemat przenośnika taśmowego przedstawiono na rys. 1. Poniżej krótko
omówiono dwa najważniejsze elementy przenośnika: taśmę i zestawy krążnikowe.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 1. Schemat przenośnika taśmowego: 1 – taśma, 2 i 3 – zestawy krążnikowe, 4 – bęben napędowy,
5 – bęben napinający taśmę; 6 – bęben zwrotny i 7 – urządzenie zasypowe [6, s. 128]
Taśma
Taśma służy do przenoszenia wzdłuż przenośnika nosiwa. W przenośnikach, w których
nie stosuje się odrębnego cięgna pędnego, taśma przenosi również siły wzdłużne, niezbędne
do pokonania oporów ruchu.
Wymagania stawiane taśmom przenośników taśmowych:
−
muszą posiadać dostateczną wytrzymałość wzdłużną i poprzeczną, aby przejąć bez
uszkodzeń obciążenia powstające przy spadku urobku oraz przy przemieszczaniu nosiwa
przez zestawy krążnikowe, a także przenieść siły przekazywane na nią poprzez bębny
napędowe przenośnika,
−
muszą być dostatecznie elastyczne, ażeby poprawnie układać się w nieckę i umożliwić
stosowanie bębnów o niezbyt dużych średnicach.
−
muszą posiadać powierzchnię charakteryzującą się jak najmniejszą przyczepnością
urobku i równocześnie odpowiednio dużym współczynnikiem tarcia na powierzchni
bębna napędowego,
−
muszą być odporne na wszelkie uszkodzenia mechaniczne i ścieranie oraz wpływy
atmosferyczne.
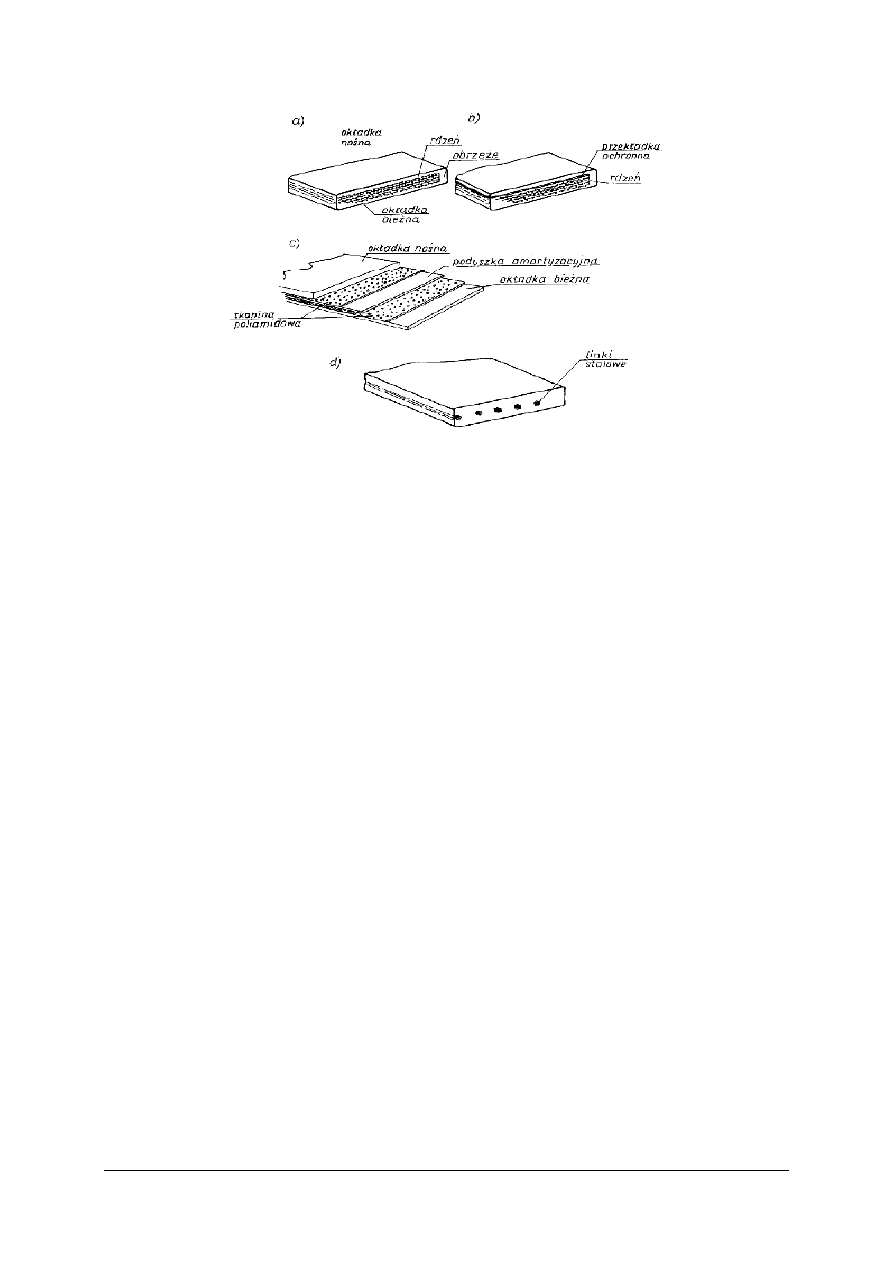
Te wygórowane wymagania najlepiej spełniają taśmy gumowe o specjalnie
przygotowanych do ich zadań konstrukcjach. Stosowane w górnictwie odkrywkowym taśmy
zbudowane są w postaci rdzenia osłoniętego okładkami i obrzeżami (rys. 2). Rdzeń może być
wzmocniony dodatkowymi warstwami ochronnymi, których zadaniem jest zwiększenie
odporności taśmy na przebicie. Doświadczenia eksploatacyjne dowodzą, że taśma ulega
zniszczeniu często nie na skutek starcia okładek, lecz w wyniku uszkodzeń mechanicznych.
W związku z tym dobiera się możliwie jak najmniejszą grubość okładki bieżnej, aby
ograniczyć opory powstające na skutek wgniotu krążnika w taśmę.
Optymalną grubość okładki górnej taśmy określa się w zależności od wielkości
uziarnienia nosiwa i jej czasu obiegu. Ze względu na trudności w wulkanizacji, różnica
między grubością okładziny nośnej i bieżnej nie powinna być zbyt duża.
W górnictwie odkrywkowym stosuje się dwa podstawowe typy rdzeni taśm:
−
rdzenie złożone z kilku tkaninowych przekładek (jedno, dwu lub wieloprzekładkowe)
połączonych ze sobą warstewką tworzywa (taśmy tkaninowe),
−
rdzenie złożone z warstwy równolegle ułożonych linek stalowych (taśmy z linkami
stalowymi).
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 2.
Rodzaje stosowanych taśm elastycznych: (a, b) taśmy tkaninowe wieloprzekładkowe, (c) taśma
dwuprzekładkowa, (d) taśma z linkami stalowymi [6, s. 168]
Zakresy szerokości poszczególnych rodzajów taśm wynoszą,:
−
taśmy wieloprzekładkowe – 800–2200 mm,
−
taśmy jedno– i dwuprzekładkowe – 600–1400 mm,
−
taśmy z linkami stalowymi – 600–3200 mm.
W taśmach tkaninowych wieloprzekładkowych (rys. 2 a, b) o wysokiej wytrzymałości
wymaganej w górnictwie odkrywkowym stosuje się najczęściej przekładki poliestrowo –
poliamidowe (nici osnowy wykonane z poliestru a nici wątku z poliamidu). W zakresie
małych i średnich wytrzymałości wzdłużnych tradycyjne taśmy wieloprzekładkowe są
skutecznie
wypierane
przez
nową
konstrukcję
taśm:
taśmę
dwuprzekładkową
i jednoprzekładkową. Taśmy dwuprzekładkowe (rys. 2c) składają się z dwóch przekładek
specjalnie tkanych z tworzyw syntetycznych w połączeniu z bawełną lub włóknem
wiskozowym. Przekładki rozdzielone są warstwą gumy lub PCW. Mieszane sploty
przekładek pozwalają na uzyskiwanie różnorodnych specjalnych własności. W wyniku tego
taśmy te charakteryzują się niższą ceną, większą trwałością i odpornością na przebicie niż
taśmy tkaninowe wieloprzekładkowe, lepszym układaniem się w nieckę, możliwością
zastosowania mniejszych średnic bębnów, wysoką trwałością i łatwością wykonania złącz
mechanicznych lub klejonych, prostotą produkcji.
W taśmach jednoprzekładkowych rdzeń taśmy tkany jest w podobny sposób jak
w taśmach dwuprzekładkowych. Rdzeń taśmy składa się z kilku równolegle ułożonych
warstw połączonych ze sobą nićmi bawełnianymi. Zaletami tych taśm są: duża odporność na
przebicia i przecięcia, mała wrażliwość na niewłaściwą eksploatację, duża elastyczność
i wysoka trwałość złączy mechanicznych.
W taśmach z linkami stalowymi rdzeń taśmy stanowią równolegle ułożone linki stalowe
zawulkanizowane w gumie. Wytrzymałość taśmy zależy od wytrzymałości użytych linek i ich
podziałki. Wielkości te są znormalizowane, a liczba linek uzależniona jest od szerokości
taśmy. Niezbędną wytrzymałość poprzeczną zapewnia sama guma.
Główne zalety taśm z linkami stalowymi w stosunku do taśm tkaninowych
są następujące:
-
wyższa wytrzymałość przy mniejszych dopuszczalnych średnicach bębnów,
-
około pięciokrotnie mniejsze wydłużenia sprężyste, a tym samym możliwość budowy
długich przenośników ze stosunkowo krótką drogą napinania,
-
znacznie mniejsze wydłużenia trwałe,

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
-
możliwość stosowania głębokiej niecki,
-
wytrzymałość złącza bliska wytrzymałości nominalnej taśmy,
-
niższe koszty konserwacji i napraw,
-
większa trwałość taśm,
-
stosunkowo łatwa i opłacalna regeneracja jeżeli linki nie są uszkodzone,
-
brak rozwarstwiania się taśm charakerystycznego dla taśm tkaninowych.
Wymienione zalety sprawiają, że taśmy z linkami stalowymi zyskują duże zastosowanie,
zwłaszcza w przenośnikach o większych wydajnościach, zaś w przenośnikach o bardzo
dużych wydajnościach i dużych długościach są one niezastąpione. Wytrzymałość na
rozerwanie taśm z linkami stalowymi wynosi ponad 7000 kN/m
2
.
Żywotność taśm
Bardzo istotny wpływ na wielkość kosztów transportu taśmowego ma żywotność taśm
przenośnikowych. O trwałości taśm decydują następujące czynniki:
-
warunki eksploatacyjne,
-
konstrukcja przenośnika,
-
konstrukcja taśmy,
-
jakość konserwacji i napraw taśm oraz przenośników.
Najczęstszymi uszkodzeniami taśmy są:
-
przecięcia poprzeczne (przerwanie na złączach),
-
przecięcia wzdłużne powstałe przez dostanie się do lejów zasypowych ostrego i twardego
przedmiotu,
−
miejscowe zdarcia bieżnika,
-
zdarcia obrzeża.
Dysponując informacjami o trwałości taśm i o warunkach eksploatacji można oszacować
średnie trwałości, które mogą być użyteczne przy projektowaniu magazynów i warsztatów,
organizacji gospodarki taśmami, składaniu zamówień na taśmy itp. Na podstawie
dotychczasowych doświadczeń przemysłowych żywotność taśmy tkaninowo – stylonowej
określa się na około 3 lata w kopalniach węgla brunatnego i do 2
lat w kopalniach surowców
skalnych. Dla taśm z linkami stalowymi stosowanych w kopalniach odkrywkowych węgla
brunatnego przyjmuje się jako średnią trwałość okres 5 do 6 lat. Żywotność taśm
przenośników węglowych jest znacznie wyższa i wynosi od 5 do 10 lat.
Zespoły podtrzymujące taśmę
Do zespołów podtrzymujących taśmę na trasie zalicza się zestawy krążnikowe, w skład
których wchodzą krążniki wraz z konstrukcją nośną (trasa przenośnika). Ze względu
na funkcję rozróżnia się krążniki:
−
nośne, służące do podtrzymywania taśmy obciążonej nosiwem,
−
dolne, których zadaniem jest podtrzymywanie powracającej, nie obciążonej nosiwem
taśmy (ponieważ zazwyczaj umieszczone są w cięgnie dolnym stąd ich nazwa),
−
nadawowe. służące do podtrzymania i amortyzacji taśmy w miejscu, w którym nosiwo
podawane jest na przenośnik.
Przez zestaw krążnikowy rozumie się zespół krążników oraz elementów łączących
i podtrzymujących. Ze względu na sposób podparcia krążników w zestawie rozróżnia się:
−
zestawy krążnikowe sztywne, w których krążniki są wsparte na sztywnej konstrukcji
zwanej kozłem,
−
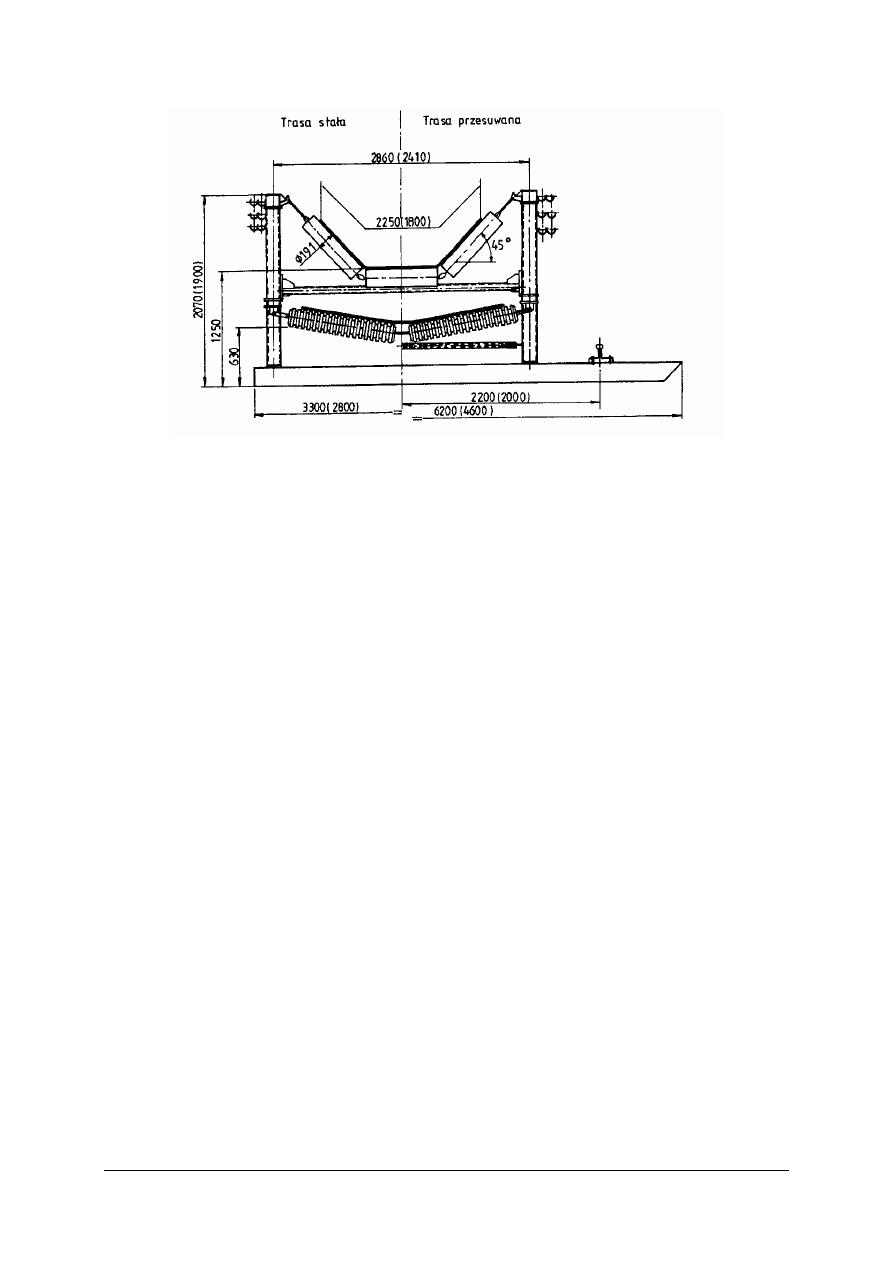
zestawy krążnikowe elastyczne, w których krążniki podparte są elastycznie; w tej grupie
rozróżnia się zestawy z krążnikami o osiach sztywnych połączonych ze sobą przegubowo
(rys. 3) oraz zestawy krążnikowe z osią elastyczną, która może być obrotowa
lub nieobrotowa.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 3. Powtarzalny człon trasy stałej i przesuwnej z przegubowymi zestawami przenośników [6, s. 191]
Elastyczne podwieszenie jest korzystniejsze, ponieważ pozwala na dostosowanie kąta
niecki do obciążenia taśmy. Produkowane obecnie taśmy umożliwiają zastosowanie dużych
kątów załamania i uzyskanie głębokiej niecki. Z tej przyczyny do podtrzymania taśmy
przenoszącej nosiwo stosuje się najczęściej zestawy trojkrążnikowe. Sztywne zestawy
krążnikowe zazwyczaj stosowane są w cięgnie górnym.
Krążniki są elementem występującym w przenośnikach masowo. Średnio na każdy
kilometr taśmociągu przypada 3000 do 4000 krążników przy zestawach górnych (nośnych)
trójkrążnikowych i dolnych dwukrążnikowych. W dużych kopalniach z transportem
taśmowym pracuje więc od 100 000 do 400 000 krążników. Stąd też przestrzeganą
w górnictwie odkrywkowym zasadą jest unifikacja i typizacja krążników oraz całych
zestawów nośnych, dolnych i nadawowych. Dąży się także do stosowania krążników
niezawodnych, odznaczających się dużą trwałością i małymi oporami ruchu. Z tego również
powodu zakłada się ograniczenie do minimum czynności związanych z konserwacją
i smarowaniem krążników. Około 60% krążników w Polsce po zdjęciu z trasy podlega
regeneracji.
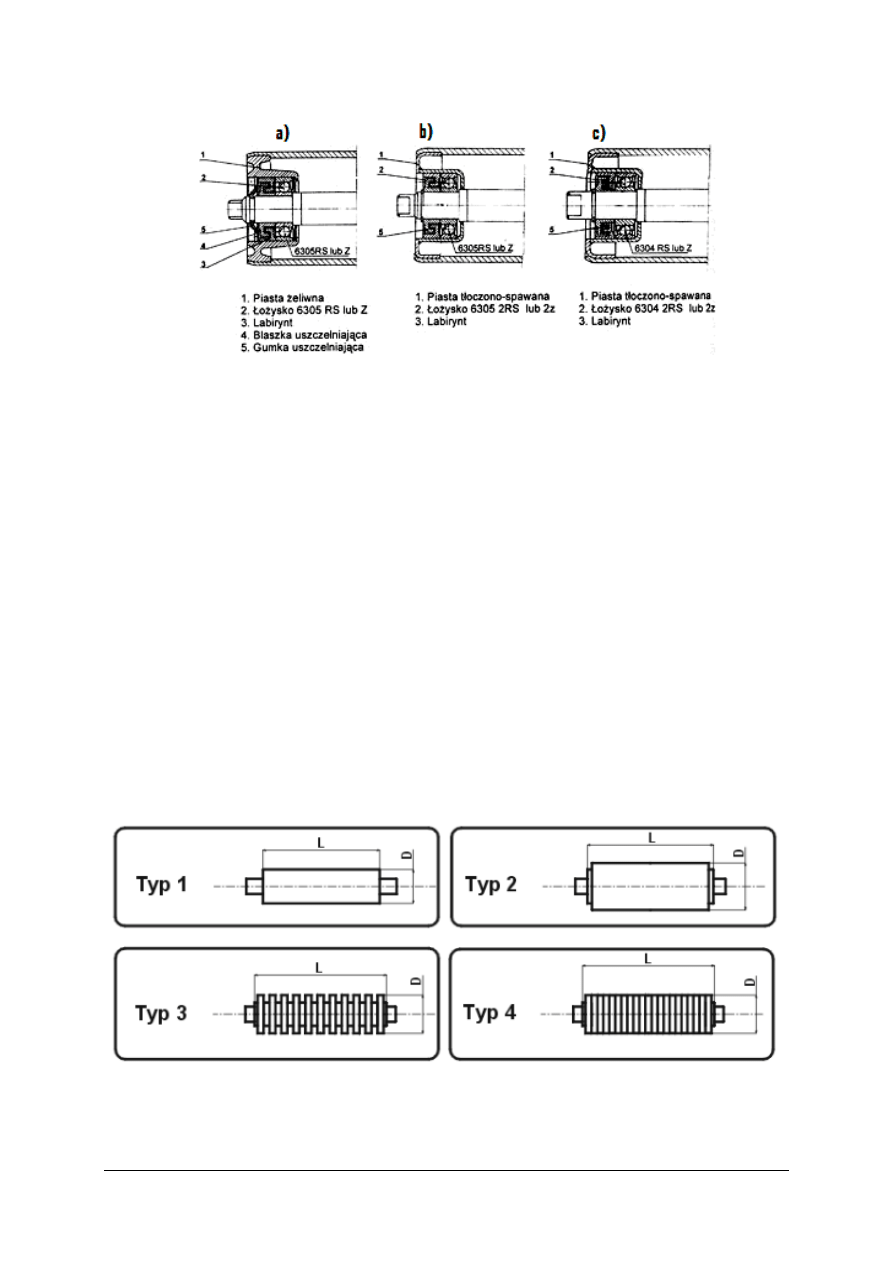
Budowa krążników (rys. 4).
Krążnik gładki typ ciężki składa się z następujących elementów: płaszcz, piasta, oś,
pierścień zamykający, uszczelka gumowa, uszczelnienie labiryntowe zewnętrzne,
uszczelnienie labiryntowe wewnętrzne, pierścień osadczy, blaszka uszczelniająca, łożysko.
Krążnik gładki typ lekki i średni składa się z następujących elementów: płaszcz, piasta,
oś, uszczelnienie labiryntowe zewnętrzne, uszczelnienie labiryntowe wewnętrzne, pierścień
osadczy, łożysko
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 4. Budowa krążników [13]
Krążnik typu lekkiego: przeznaczony jest do przenośników o lekkich warunkach pracy
6204 2RS lub 27. Łożysko uszczelnione od zewnątrz jednym uszczelnieniem. Zaleca się
stosowanie w przenośnikach do węgla, piasku, na budowach, w przenośnikach budowlanych,
szczególnie do prowadzeń dolnych taśm przenośników.
Krążnik typu średniego: przeznaczony jest do przenośników o średnim obciążeniu
taśmy, pracujących w średnim zapyleniu. Krążnik ten posiada piastę tłoczno-spawaną,
łożysko typu 630 RS lub Z; łożysko uszczelnione od zewnątrz jednym uszczelnieniem.
Zaleca się stosowanie w kopalniach: węgla, kruszyw, piasku, do prowadzenia dolnych taśm
przenośników.
Krążnik typu ciężkiego: przeznaczony jest do ciężkich warunków pracy
w przenośnikach pracujących w bardzo dużym zapyleniu. Krążnik ten posiada piastę żeliwną,
łożysko typu 6305 lub 6206. Łożysko uszczelnione od zewnątrz trzema uszczelkami. Zaleca
się stosowanie w kopalniach rud, kruszywa, węgla.
System oznaczeń krążników w/g PN-90/M-46601
Typy krążników (rys. 5):
1- krążniki gładkie
2- krążniki gładkie z wykładziną amortyzującą
3- krążniki tarczowe z tarczami z materiałów sprężystych i z dystansami sztywnymi
4- krążniki pierścieniowe z pierścieniami z materiałów sprężystych
Rys. 5. Typy krążników [13]
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
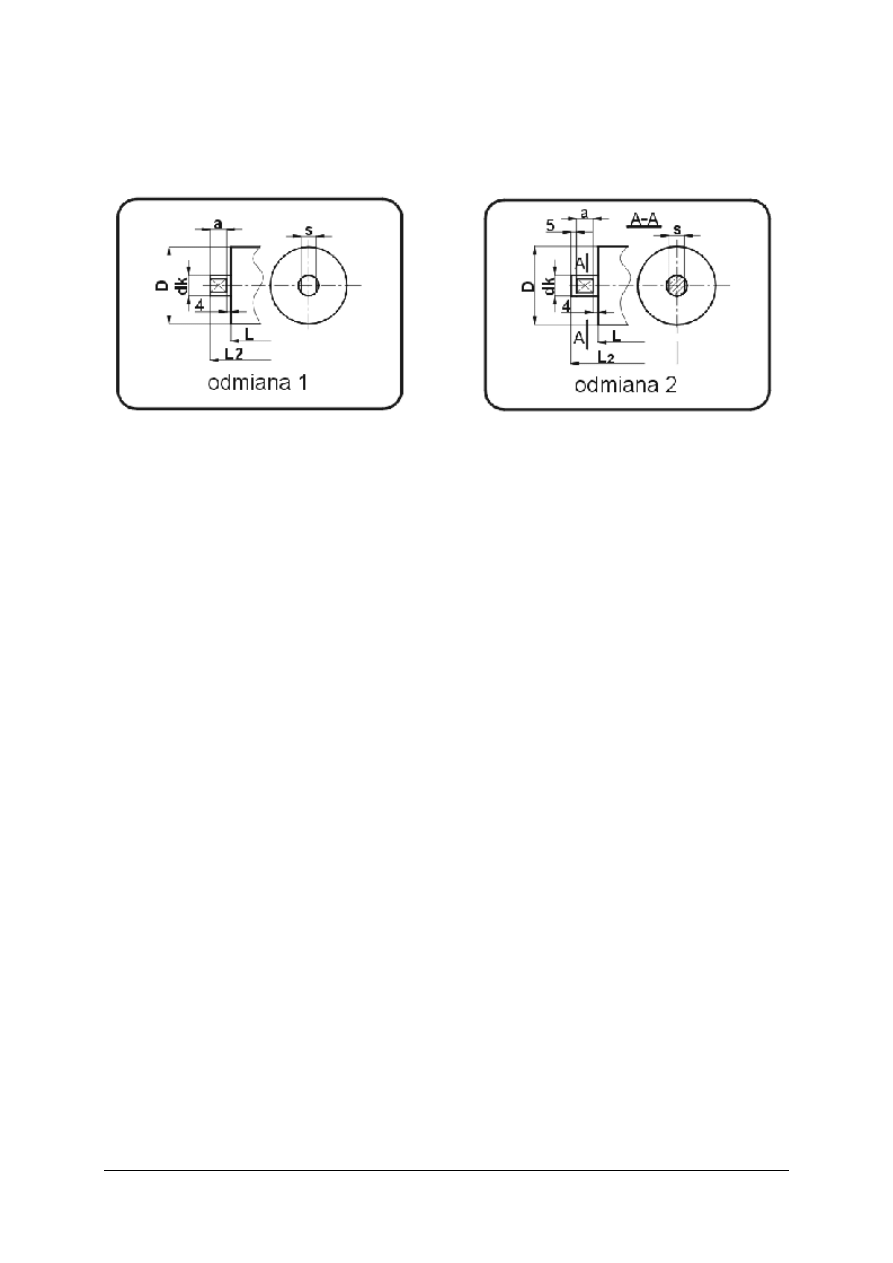
Odmiany krążników (rys. 6):
1. krążniki o osiach ze zwykłymi końcówkami,
2. krążniki o osiach z osadzeniem.
Rys. 6. Odmiany krążników [13]
Pełne oznaczenie krążnika powinno zawierać następujące dane:
−
część słowną krążnik,
−
symbol typu krążnika,
−
średnicę i długość (DX L) w mm,
−
symbol odmiany krążnika,
−
średnicę końcówki osi, długość i szerokość ścięcia,
−
(dk x A x S) w mm,
−
numer normy.
Skrócone oznaczenie krążnika nie zawiera symbolu odmiany oraz średnicy końcówki osi
i szerokości ścięcia.
Krążnik gładki(1) o średnicy D = 89 mm i długości płaszcza L = 500mm, z końcówką osi
zwykłą (1) o długości dk = 20mm, długości ścięcia A = 9mm i szerokości ścięcia S = 14mm
oznaczymy:
KRĄŻNIK 1-89 x 500-1-20 x 9 x 14 PN-90/M-\46601
lub w wersji skróconej
RĄŻNIK 1-89 X 500 PN-90/m-46601
Mechanizmy i zespoły pomocnicze przenośnika taśmowego
W skład układu taśmociągów oprócz zespołów głównych przenośników, wchodzą
również mechanizmy i zespoły pomocnicze. Niektóre z nich (urządzenia załadunkowe
i przesypowe oraz urządzenia czyszczące) będą krótko omówione poniżej: Omówienie
dokładniejsze konstrukcji przenośników taśmowych oraz urządzeń pomocniczych związanych
z transportem taśmowym (kruszarki samojezdne itp.) znaleźć można w literaturze
specjalistycznej z zakresu przenośników taśmowych lub maszyn i urządzeń transportowych
oraz dokumentacjach techniczno-ruchowych.
Urządzenia załadunkowe i przesypowe
Analiza awaryjności taśmociągów wykazuje, że około 30% awarii występuje w miejscu
podawania urobku z jednego przenośnika na drugi. Również trwałość taśmy zależy w dużym
stopniu od jakości pracy urządzeń przesypowych (rodzaj zrzutu urobku). Stąd też dąży się
do stosowania możliwie długich przenośników o odpowiedniej konstrukcji przesypów.
Przy podawaniu urobku z jednego przenośnika na drugi w skład przesypu wchodzi odbojnica
wraz z obudową na przenośniku podającym oraz kosz zasypowy z ograniczeniami bocznymi

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
na przenośniku odbierającym. Parametry techniczne tych urządzeń zależą od analizy toru
zrzutu nosiwa przeprowadzanej dla danej prędkości i szerokości taśmy. Do zrzucania urobku
z przenośnika w wybranych miejscach stosuje się wózki zrzutowe przejeżdżające
po specjalnych torach lub na podwoziu gąsienicowym wzdłuż przenośnika. W przenośnikach
poziomowych współpracujących z koparkami, jak i w innych przypadkach, kiedy punkt
załadunku zmienia swoje położenia stosuje się stoły załadowcze. Zadaniem stołu jest
uniesienie taśmy z krążników nośnych i podparcie jej na krążnikach nadawowych w miejscu
podawania urobku oraz osłonięcie taśmy ograniczeniami bocznymi. Stół ten porusza się na
szynach ustawionych wzdłuż trasy przenośnika (większe szerokości taśmy) lub po krążnikach
nośnych trasy. Obecnie duże koparki kołowe na ogół wyposażane są w niezależne układy
ładujące składające się z samojezdnych przenośników wraz z urządzeniem (stołem)
załadowczym. Dzięki temu wzrasta poziomy zasięg koparki a konstrukcja przenośnika
przesuwnego jest znacznie lżejsza.
Urządzenia czyszczące
W czasie transportu nosiwa na taśmie, a szczególnie urobku wilgotnego lub mokrego
następuje jego przylepianie się do okładki nośnej taśmy. Efektem tego mogą być:
−
odpadanie przylepionego urobku zanieczyszczające powierzchnię pod przenośnikiem,
−
przylepianie się do płaszczy bębnów, powodujące ich obrastanie, zwiększające zużycie
taśmy i bębna, a także „zrzucanie” taśmy na bok.
Z tego powodu największy problem stanowi czyszczenie taśmy. Stosuje się wiele
rozwiązań konstrukcyjnych urządzeń czyszczących. Dąży się przy tym do tego, aby
urządzenia te skutecznie usuwały przyczepione cząstki, przy możliwie małym zużyciu
elementów czyszczących. Ponadto powinny one być łatwe i bezpieczne w obsłudze,
umożliwiać szybką regulację lub wymianę elementów zużywających się i oczywiście nie
uszkadzać taśmy.
W dotychczasowych rozwiązaniach spotyka się:
−
zastosowanie samoczyszczącej się, elastycznej okładziny gumowej bębna, z której
przylepione cząstki wykruszają się wskutek elastycznych odkształceń wywołanych
naciskiem taśmy i zanikających po wyjściu płaszcza na łuk nieopasany,
−
zastosowanie na stałe montowanych skrobaków listwowych z listwą stalową,
−
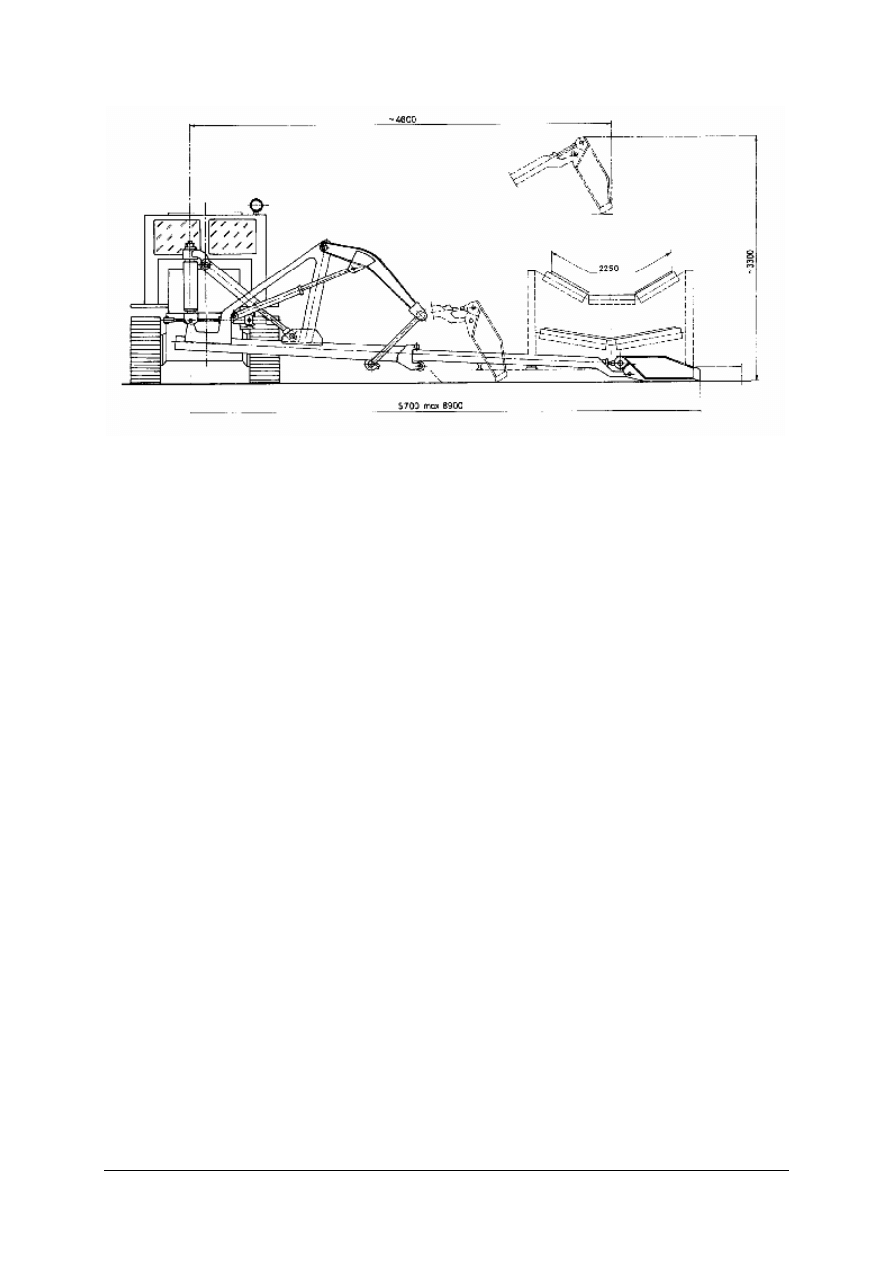
zastosowanie innych sposobów mechanicznego czyszczenia tras (np. ładowarek
kołowych z przerobioną łopatą lub specjalnego osprzętu w formie dwuczłonowego
wysięgnika teleskopowego (rys. 7) zabudowanego w tylnej części spycharki
gąsienicowej),
−
zastosowanie odwracania taśmy dolnej (np. przy transporcie plastycznych iłów).
To rozwiązanie ma również wady – długa drogi odwracania taśmy, konieczność
zabudowania dodatkowych krążników, wzrost napięcia w taśmie.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 7. Urządzenie czyszczące CZP 2200 [6, s. 224]
Eksploatacja przenośników taśmowych
Szczegółowo zagadnienia te scharakteryzowane są w opracowywanych dla każdego
urządzenia instrukcjach obsługi i konserwacji oraz w literaturze dotyczącej maszyn i prac
pomocniczych w górnictwie odkrywkowym a także transportu taśmowego. Ze wszystkich
zagadnień eksploatacji przenośników nieco szerszego omówienia wymagają:
−
konserwacja, łączenie i wymiana taśm,
−
przesuwanie przenośników w miarę postępu frontów górniczych.
Konserwacja, łączenie i wymiana taśm
Ze względu na duży koszt taśm, ich konserwacja oraz odpowiedni sposób użytkowania
jest ważnym problemem w kopalniach z transportem taśmowym. Od właściwego stanu taśmy
zależy nie tylko ich trwałość, ale również ilość „ścierów” spadających pod przenośnik, a tym
samym ilość wykonywanych prac pomocniczych. Konserwację taśmy wykonuje się
w zasadzie na przenośnikach. Zabiegi konserwacyjne sprowadzają się głównie do powlekania
powierzchni okładek odpowiednim płynem i wypełniania ubytków gumy masą wypełniającą.
Bardzo ważną czynnością są naprawy taśm. Nawet niewielkie uszkodzenia, jeżeli nie zostaną
naprawione bezpośrednio po powstaniu, po pewnym czasie powiększają się do dużych
rozmiarów lub też są powodem innych większych uszkodzeń.
Typowe uszkodzenia taśm przenośnikowych podzielić można na dwie zasadnicze grupy:
1) Uszkodzenia grupy okładek i obrzeży takie jak:
−
wytarcia, ubytki nie zmieniające charakteru powierzchni lecz zmniejszające grubość
warstwy gumy lub odsłaniające rdzeń (linki stalowe),
−
wyrwania, ubytki zmieniające charakter powierzchni.
2) Uszkodzenia rdzenia taśmy, przy jednoczesnym uszkodzeniu okładek lub obrzeży:
−
przecięcia rdzenia lub części przekładek wzdłuż taśmy,
−
rozdarcie rdzenia lub części przekładek w poprzek taśmy,
−
uszkodzenie rdzenia z ubytkiem przekładek lub uszkodzeniem czy zerwaniem linek.
Istotną sprawą jest również organizacja napraw i zabiegów konserwacyjnych taśm.
Kopalnia powinna mieć do dyspozycji dostateczną liczbę brygad wykwalifikowanych
pracowników, aby podczas przerw planowych mogli oni wykonać przegląd, niezbędne
konserwacje i drobne naprawy wszystkich taśm zainstalowanych na przenośnikach.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Tabela 2. Metody łączenia taśm [6, s. 225]
Sposoby
łączenia
Typ
połączenia
Wytrzymałość
[N/mm
2
]
Trwałość
połączenia
[mies.]
Czas i
pracochłonność
wykonania
złącza
[godz]
ZALETY
WADY
ZAKRES
STOSOWAN
IA
Mechaniczn
e
Spinacze druciane
Dehak (Polska)
Spinacze druciane
Nilos (RFN)
Złącza zawiasowe: GIG
1/ GIG 2
Tip–Top
Flexco
Mato
Goro
264 (100–150)
430
850/800
630–1250
1 – 1,5
25
Łatwość
zamknięcia
taśmy, krótki
czas wykonania
połączeń
Niewielka
trwałość,
zmniejszenie
wytrzymałości,
niemożność
stosowania
niektórych typów
skrobaków
Taśmy o średniej
wytrzymałości,
szerokości do
1400 mm,
zastosowanie
głównie
w przenośnikach
często
przestawianych
i wydłużanych,
do połączeń
Klejenie (na
zimno)
Romboidalne
Jodełkowe
9 – 12
6–8 24–32
Wytrzymałość
lepsza od
połączenia
mechanicznego,
niewielkie
odkształcenie
taśmy
Długi okres
sezonowania
(wiązania),
zmniejszenie
wytrzymałości,
wrażliwość na
warunki
atmosferyczne,
Wszystkie taśmy
gumowe
z rdzeniem
tekstylnym
Wulkanizacj
a (na
gorąco)
Romboidalne
Jodełkowe
Równa wytrzymałości
i trwałości taśmy
Taśmy
tkaninowe
8 – 10
48 – 60
Taśmy z
linkami
stalowymi
16 – 24,
100 – 150
Najbardziej
wytrzymałe
i trwałe złącze,
brak deformacji
Konieczność
posługiwania się
ciężkim
i nieporęcznym
sprzętem,
wyższy koszt
wykonania
jednego
połączenia
(ok. 20%)
Wszystkie taśmy
Taśma
zamknięta w
produkcji
Równa wytrzymałości i
trwałości taśmy
–
Pełna
wytrzymałość,
gwarantowana
równoległość,
idealna gładkość
powierzchni
Trudność
produkcji, tylko
małe długości,
konieczność
dokładnego
wykonania
przenośnika o
konstrukcji
umożliwiającej
założenie
zamkniętej taśmy
Krótkie
przenośniki
z napinanym
bębnem
zwrotnym
Do łączenia taśm stosuje się w kopalniach odkrywkowych głównie złącza klejone,
a także w ograniczonym zakresie, złącza mechaniczne. Zalety i wady tych połączeń wraz
z zakresem zastosowań, trwałością i pracochłonnością wykonania podano w tabeli 2.
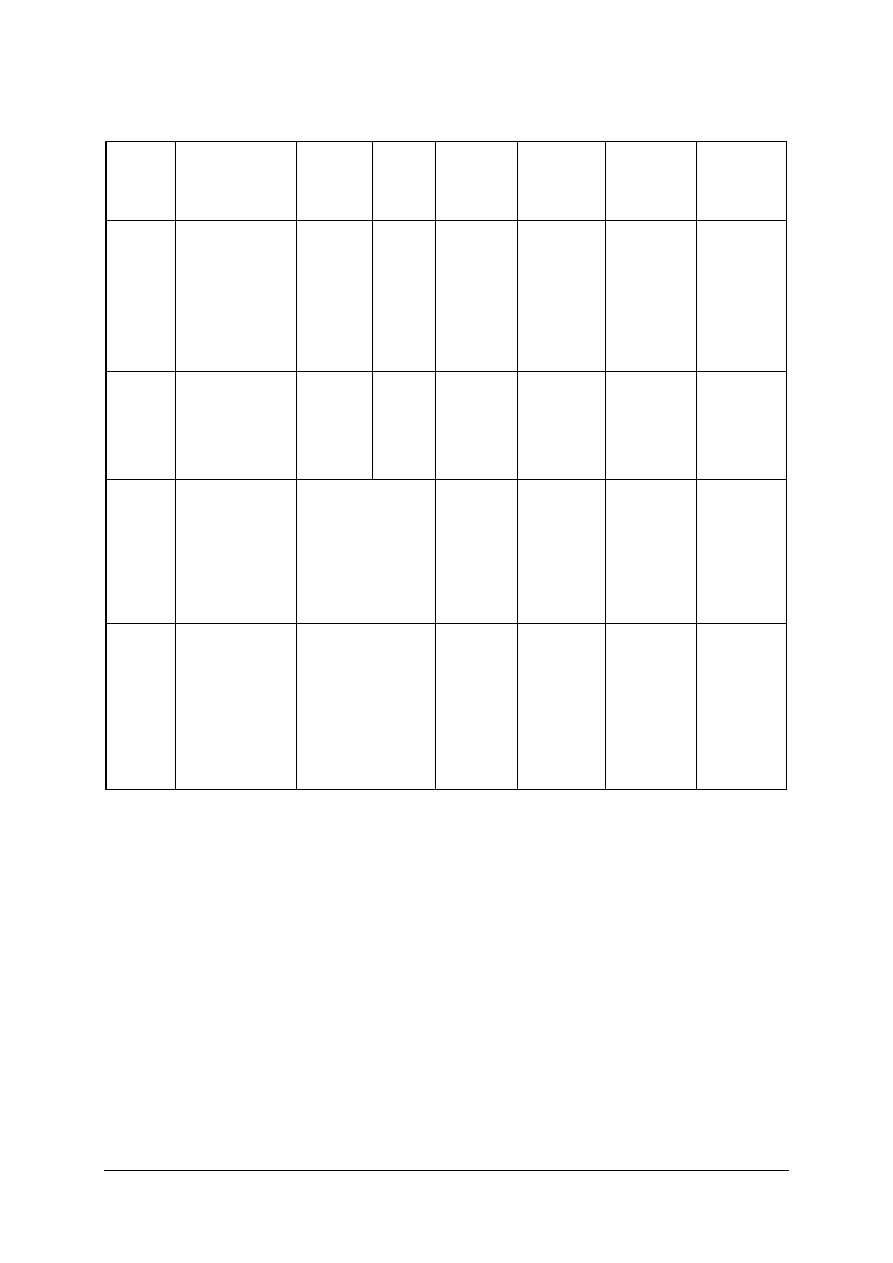
Wszystkie połączenia mechaniczne polegają na wykorzystaniu mechanicznej spoistości
rdzenia taśmy, przez który przechodzą elementy mocujące spinacze (rys. 8 a). Dlatego
najlepiej nadają się do takiego połączenia taśmy z tkanin o gęstym oraz silnym wątku,
a przede
wszystkim
taśmy
dwuprzekładkowe
i
jednoprzekładkowe
o
rdzeniu
wielowarstwowym. Aby otrzymać większe wytrzymałości złącz mechanicznych stosuje się
spinacze z zawijanymi hakami lub spinacze zawiasów. Według PN–EN 14973:2006
wytrzymałość złącza mechanicznego powinna wynosić minimum 55% wytrzymałości na
zerwanie taśmy łączonej.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 8. Złączki typu Nilos (a, b), Titan Tip–top (c) [1, s. 125]
Rys. 8a. Złączka typu Mato (a) i Flexco (b) [1]
Rys. 9. a) złączki bold solid plate Flexco, b) złączka typu Unilinka [1, s.125]
Ze względu na niewielką trwałość i wytrzymałość połączenia oraz trudności
w stosowaniu niektórych urządzeń czyszczących, złączy mechanicznych nie zaleca się
stosować, a jedynie dopuszcza się ich zastosowanie jako połączeń tymczasowych.
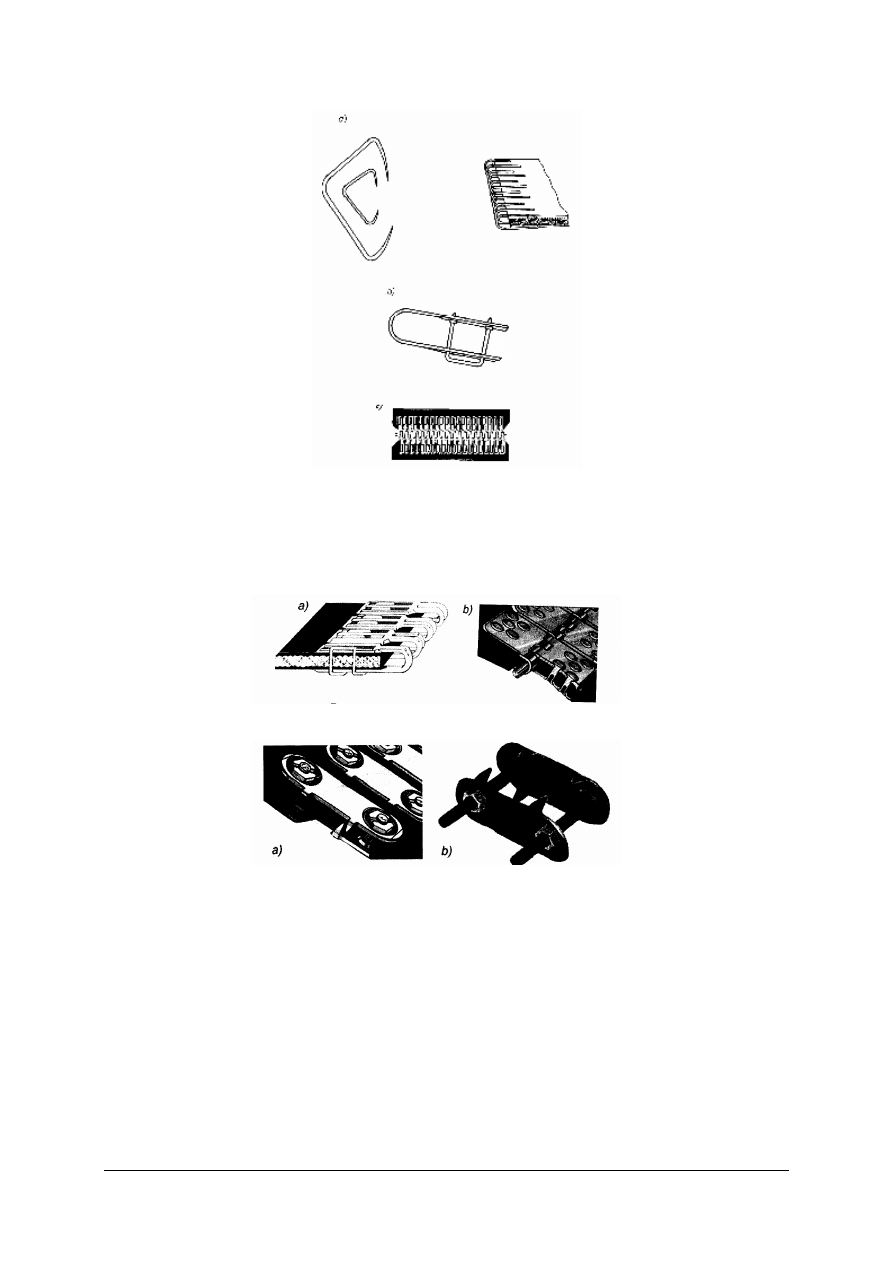
Do klejenia taśm stosuje się metodę na gorąco lub na zimno w zależności od rodzaju
użytych do łączenia środków (klejów). Na zimno łączy się taśmy gumowe klejem
dwuskładnikowym (OKT11, Tip–Top itp). Wadą tego połączenia jest zbyt długi czas
wiązania, wysoka toksyczność i wrażliwość na czynniki atmosferyczne. W celu skrócenia
czasu połączenia na zimno stosuje się klejenie z podgrzewaniem przez około 30 minut
końcówek taśm do temperatury 80
0
C. Metoda ta umożliwia skrócenie czasu sezonowania
o około 4 godz. i zwiększenie wytrzymałości i trwałości złącz.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
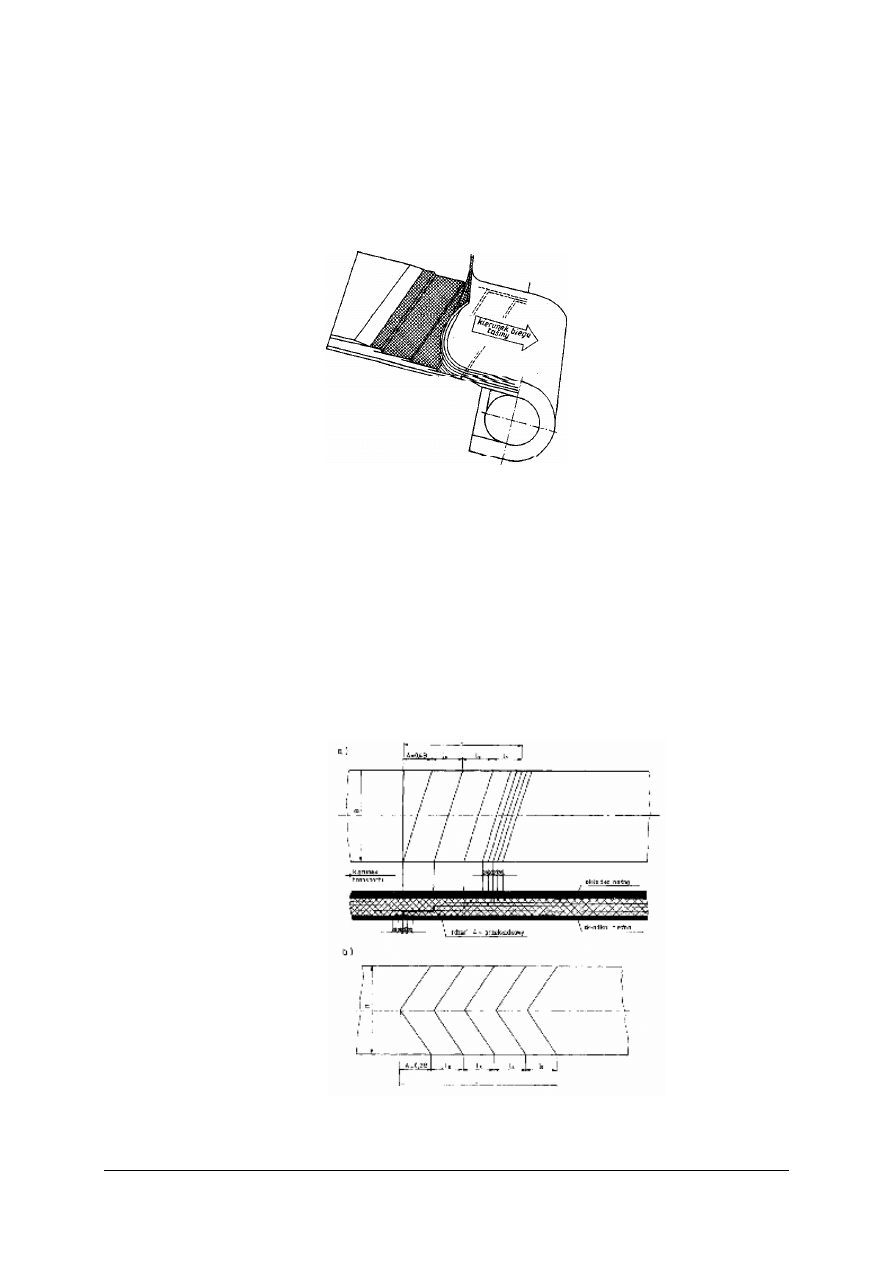
Sposób przygotowania taśmy tkaninowej wieloprzekładkowej do wulkanizacji na zimno
lub gorąco przedstawiono na rys. 10 i 11. Zarówno przy wulkanizacji na zimno jak i gorąco
powszechnie stosuje się dwie konstrukcje złącz schodkowych (rys. 10): romboidalne
i jodełkowe; rzadziej stosuje się łączenie na tzw. zamek, łączenie schodkowe wzmocnione
i podwójną jodełkę. O wyborze konstrukcji złącza decyduje łatwiejsza w danych warunkach
możliwość jego wykonania.
Rys. 10. Złącze schodkowe taśmy tkaninowej [6, s. 229]
Do wykonywania złącz na gorąco stosuje się przenośne prasy wulkanizacyjne, składające
się z dwóch płyt ogrzewanych elektrycznie, dociskanych do wulkanizowanego złącza za
pomocą kilku par dźwigarów, ściąganych śrubami dociskowymi.
Połączenia taśm z linkami stalowymi wykonuje się metodą wulkanizacji na gorąco.
Połączenie taśm polega na ułożeniu linek dwóch łączonych odcinków zgodnie z załączonym
schematem, pokryciu ich płytami mieszanki gumowej i zawulkanizowaniu w prasie pod
ciśnieniem około 1 MPa w temperaturze około 145°C. Czas wulkanizacji przyjmuje się
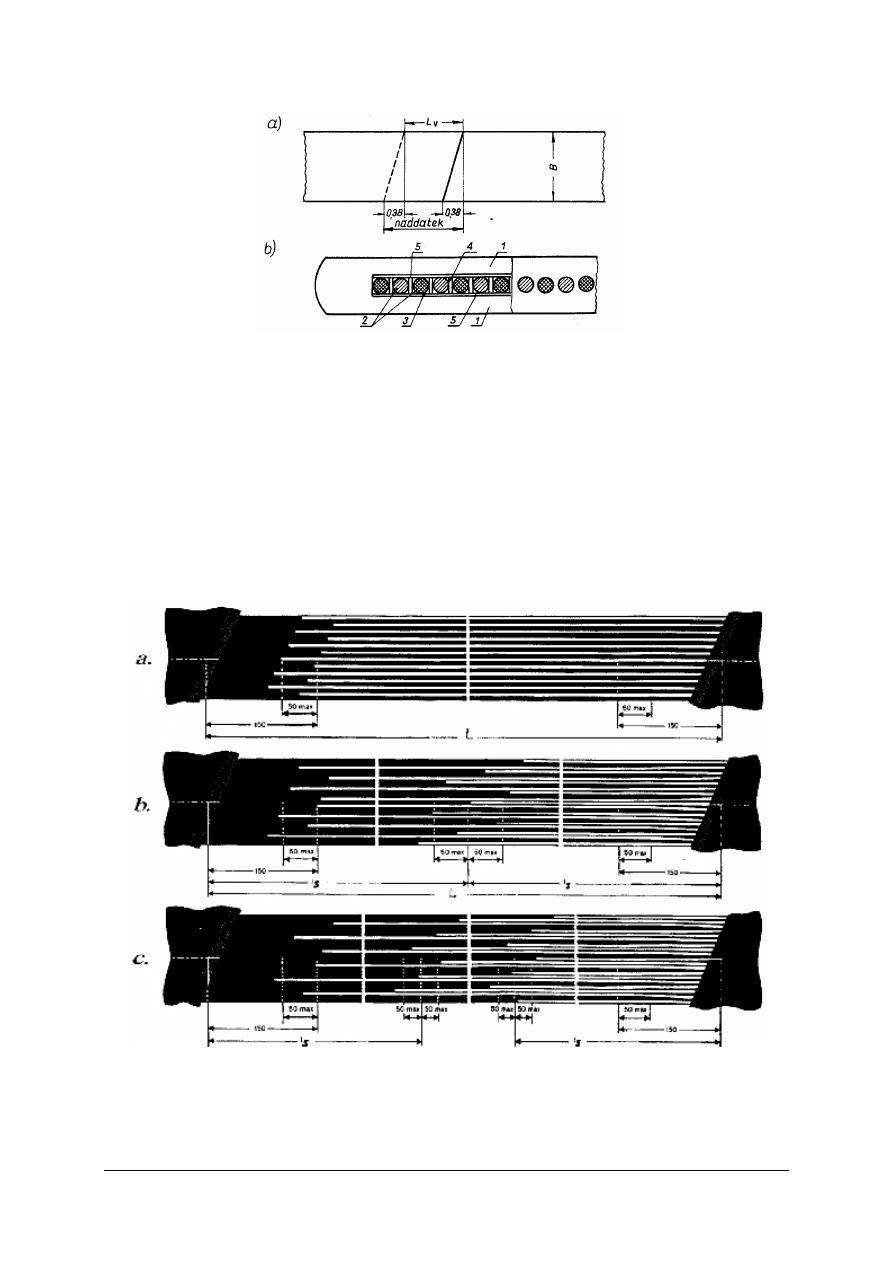
średnio 3 minuty na 1 mm grubości taśmy. Schemat ułożenia linek w złączu (rys. 11 i 12)
może być 1,2 i 3 – stopniowy. Stopień stanowi najmniejszą odległość między dwiema
równoległymi prostymi, na których leżą końce linek przeciwległych końcówek.
Rys. 11. Złącza taśm tkaninowych: a – romboidalne, b. – jodełkowe, l
s
– długość stopnia, L – długość
połączenia [6, s. 230]
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 12. Złącze taśm z linkami stalowymi: a – naddatek na wykonanie złącza, b – przekrój przez złącze, 1 – okładka,
2 – linka, 3 – guma wycięta z taśmy razem z linką, 4 – wkładki kauczukowe, 5 – płaty kauczukowe
[6, s. 230]
W kopalniach odkrywkowych wymienianą taśmę przeważnie transportuje się na
przyczepach ciągników kołowych lub gąsienicowych. Ze względu na duży ciężar i wymiary
nowa taśma dostarczana jest w odcinkach o długości 100–250 m nawiniętych na rdzeń
w formie bębna. Dlatego też w długich przenośnikach i taśmociągach przy zakładaniu nowej
taśmy lub wymianie zużytej trzeba wykonać dużą ilość złącz.
Przy taśmach z linkami stalowymi masa ta (M
t
) dochodzi do 25 000 kg, stąd też do
transportu takich odcinków należy używać specjalnych przyczep, a do ich założenia
odpowiednio dużych żurawi.
Rys. 13. Schemat
ułożenia
linek
w
złączach
taśmy
według
normy
niemieckiej:
a. – złącze jednostopniowe, b. – złącze dwustopniowe c. – złącze trójstopniowe, l
s
– długość stopnia,
L – długość połączenia [6, s. 231]
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Ważnym problemem w kopalni jest odpowiednie zagospodarowanie taśm wycofanych
z ruchu. Powinny być poddane laboratoryjnym badaniom wytrzymałościowym i w zależności
od wyników kierowane do regeneracji lub złomowane. Zregenerowane taśmy (w zależności
od ich szerokości) mogą być wykorzystywane w kopalniach węgla brunatnego, węgla
kamiennego, w górnictwie skalnym, w ciepłowniach, itp. W kopalniach węgla brunatnego
w Polsce regeneruje się rocznie 80 do 100 km taśm. Koszt regeneracji wynosi od 25 do 50%
ceny nowej taśmy, a trwałość taśmy regenerowanej może być równa trwałości taśmy nowej.
W celu usprawnienia wykorzystania taśm w kopalniach węgla brunatnego stosuje się obecnie
komputerowe systemy informatyczne gospodarki taśmami przenośnikowymi.
Przesuwanie przenośników taśmowych.
W miarę eksploatacji kopaliny i nadkładu zachodzi konieczność przemieszczania dróg
transportowych. Dlatego też przenośniki taśmowe poziomowe po każdym roboczym
przejeździe maszyny podstawowej (koparki, zwałowarki) wzdłuż przenośnika, przemieszcza
się na nowe miejsce pracy. Przemieszczanie przenośnika może odbywać się:
1) przez demontaż i przewiezienie lub przemieszczenie oddzielnych elementów,
2) bez demontażu:
−
przesuwanie przy użyciu przesuwarek na podwoziu gąsienicowym lub kołowym,
−
przesuwanie za pomocą mechanizmu kroczącego,
−
przetaczanie po szynach.
Do przesuwania przenośników, (najczęściej stosowanego) w kopalniach odkrywkowych,
wykorzystuje się odpowiedniej mocy ciągniki wyposażone w specjalny osprzęt, zwane
przesuwarkami (rys. 14). Przesuwarki do przenośników powinny być dobierane odpowiednio
do warunków przesuwania oraz rodzaju i ciężaru przenośnika. Zasadniczym elementem
przesuwarki są głowice wraz z łącznikiem. W kopalniach odkrywkowych w Polsce znajdują
zastosowanie dwa typy głowic: sprężynowe i samozaciskowe. Nowym rozwiązaniem jest
głowica samozaciskowa, której praca polega na tym, że po zapięciu głowicy na szynie –
początkowo wielkość zacisku zależy jedynie od działania siły ciężkości. W miarę unoszenia
szyny następuje zwiększenie siły zacisku proporcjonalnie do wielkości sił oporu podnoszenia.
Rys. 14. Ciągnik z osprzętem do przesuwania przenośników taśmowych [1, s. 34]
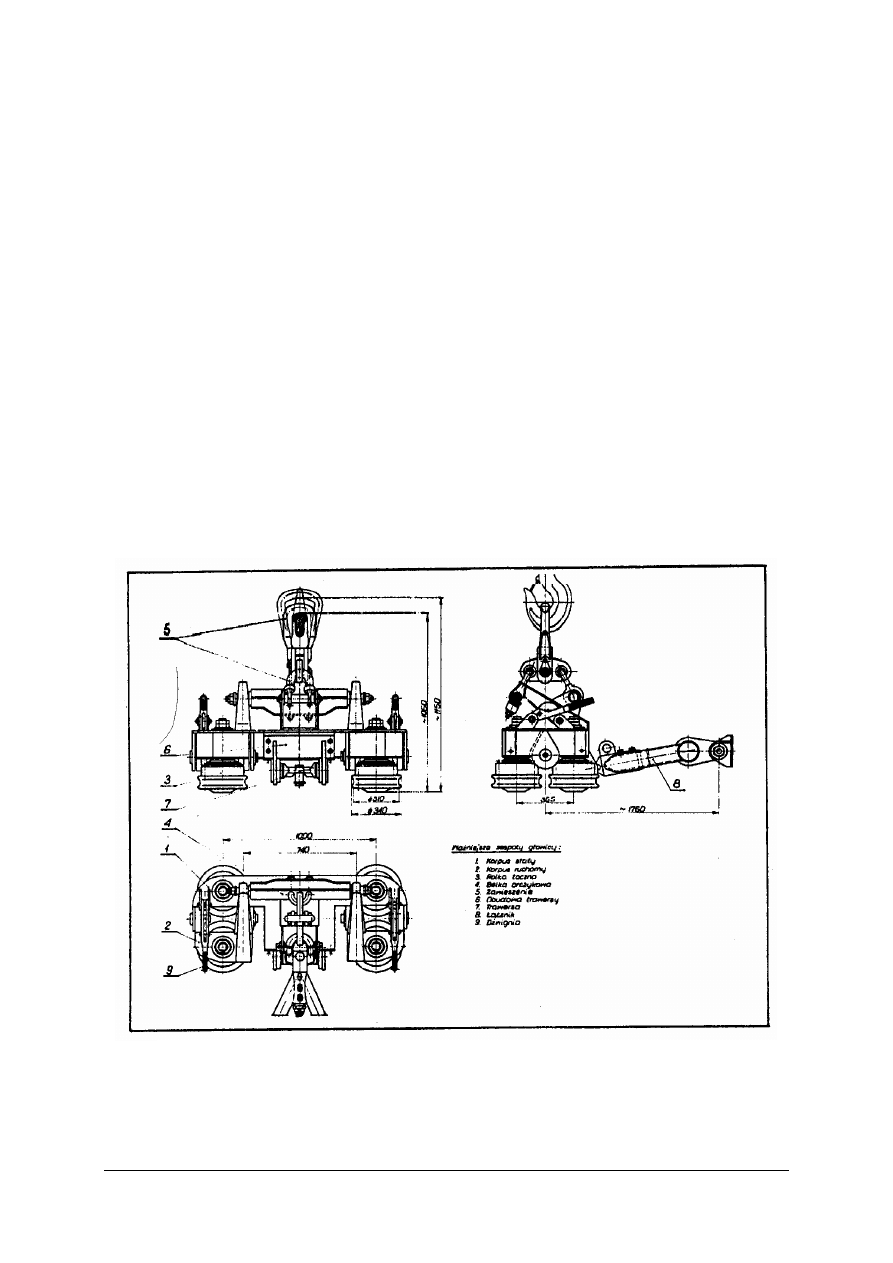
Samozaciskowa głowica typu SGP – 15 do przemieszczania przenośników taśmowych
Głowica samozaciskowa SGP – 15 produkcji zakładów FUGO w Koninie (rys. 15)
przeznaczona jest do przesuwania przenośników taśmowych o szerokości taśmy do 2250 mm
i innych zestawów członowych zaopatrzonych w szynę kolejową. Zadaniem głowicy jest
uniesienie szyny wraz z podkładami i całym przenośnikiem na pewną wysokość.
W przenośnikach ciężkich, o dużej wydajności podkłady w postaci pontonów wykonywane są
jako zamknięte belki skrzynkowe z blachy stalowej. Ciągnik, odjeżdżając od przenośnika
powoduje charakterystyczną deformację szyny i osi przenośnika w kształt litery S. Dalszy
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
przejazd wzdłuż przenośnika z zachowaniem stałej odległości od jego osi powoduje
przetaczanie się głowicy po główce szyny i postępowe przesuwanie się deformacji S wzdłuż
całej trasy przenośnika. Przemieszczanie o wielkość przesunięcia deformacyjnego nazywane
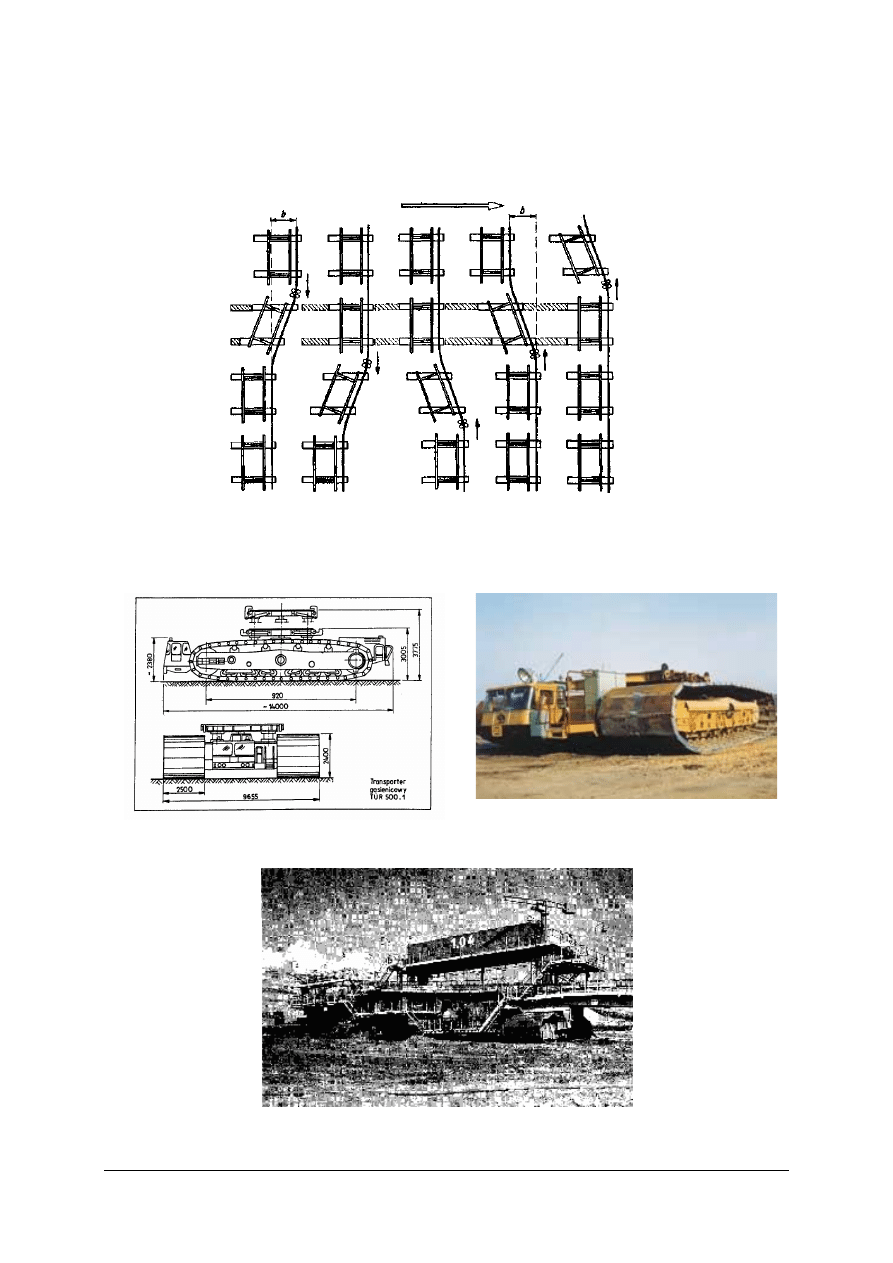
jest skokiem przesuwania. W sposób schematyczny technikę przesuwania przenośników
z podaniem kilku położeń jednego członu przenośnika podczas przesuwania o skok b, przy
dwukrotnym przejeździe przesuwarki przedstawiono na rys. 14. Oddzielnym problemem przy
przesuwaniu przenośników taśmowych jest przemieszczanie stacji napędowych i zwrotnych.
Wykonuje się je niezależnie od deformacyjnego przemieszczania trasy przenośnika
(wraz z wózkiem załadowczym i zrzutowym). Największą masę ma stacja napędowa
(czołowa) – 100 do 450 ton, dlatego też podstawowe znaczenie ma tutaj rodzaj podwozia.
Stosunkowo prostym zagadnieniem jest przemieszczanie stacji napędowych i zwrotnych
w mniejszych przenośnikach, gdyż większość stacji napędowych ma własne podwozia
gąsienicowe, a w górnictwie skalnym podwozia oponowe lub szynowe, natomiast stacje
zwrotne osadzone są na pontonach, które przesuwane są ciągnikami gąsienicowymi. Ciężkie
stacje napędowe przesuwnych przenośników taśmowych o dużej wydajności i długości
wymagają specjalnych środków dla ich przemieszczania.
W Polsce opracowano wiele oryginalnych konstrukcji związanych z tym problemem,
a zwłaszcza szereg stacji z podwoziami gąsienicowymi ( rys. 17 i 18). Duże masy i koszty
budowy takich urządzeń, krótkie okresy ich efektywnego wykorzystania i kłopoty
z utrzymaniem gotowości technicznej skłaniały do poszukiwania bardziej ekonomicznych
rozwiązań.
Rys. 15. Samozaciskowa głowica SGP 15 do przemieszczania przenośników taśmowych [1, s. 35]
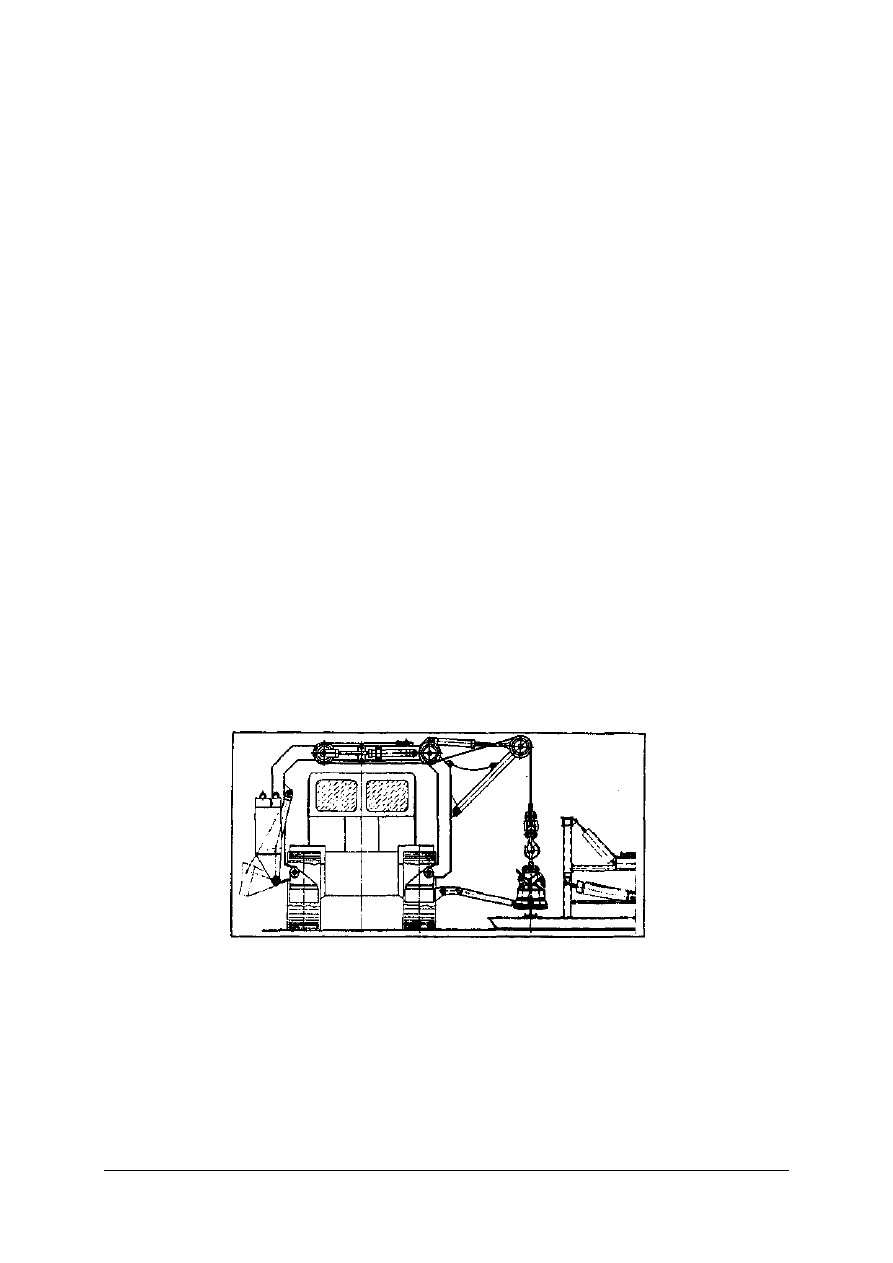
Ostatecznie przyjęto, że najbardziej efektywnym sposobem przemieszczania ciężkich
stacji napędowych jest ich przewożenie specjalnym samobieżnym pojazdem gąsienicowym
o udźwigu 5000 kN (rys. 17). Po wjechaniu transportera pod stację napędową (zawsze
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
prostopadle do osi wzdłużnej stacji) następuje podniesienie platformy do zetknięcia
z konstrukcją stacji i zakleszczenie (rys. 19). Tak ustawiona stacja może być przenoszona
w kierunku osi wzdłużnej lub poprzecznej dzięki możliwości obrotu platformy w stosunku
do gąsienic.
Rys. 16. Etapy przesuwania przenośnika [6, s. 240]
Rys. 17. TUR 500.1 [14]
Rys. 18. TUR 500.1 [14]
Rys. 19. Stacja napędowa 4 x 1000 kW na podwoziu gąsienicowym [6, s. 242]

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Technologia i organizacja przesuwania przenośników
W zależności od sposobu prowadzenia frontu roboczego oraz układu technologicznego
przenośników, przesuwanie przenośników taśmowych można podzielić na:
a) równoległe:
−
bez wydłużania przenośnika następnego lub poprzedzającego,
−
z wydłużaniem przenośnika następnego lub poprzedzającego
−
z wydłużeniem lub skróceniem przenośnika przesuwanego od strony stacji
napędowej,
−
z wydłużeniem lub skróceniem przesuwanego przenośnika od strony stacji zwrotnej,
b) wachlarzowe (z punktem obrotu przy stacji napędowej lub stacji zwrotnej):
−
bez wydłużania przenośnika następnego lub poprzedzającego,
−
z wydłużaniem przesuwanego przenośnika od strony stacji napędowej lub zwrotnej.
Czynności, które należy wykonać przy przesuwaniu przenośników, obejmują prace:
-
przed zatrzymaniem i po zatrzymaniu przenośnika,
-
przed przesuwaniem, w trakcie przesuwania i po przesunięciu,
-
przed uruchomieniem, w czasie uruchamiania i rozruchu przesuniętego przenośnika.
Do czynności przygotowawczych, koniecznych do wykonania przed zatrzymaniem
przenośnika zalicza się: niwelację terenu, konserwację przenośnika (a szczególnie szyny),
konserwację i naprawę sprzętu oraz urządzeń do przesuwania, zabezpieczenie materiałowe,
oświetlenie trasy, prace miernicze dotyczące wyznaczenia osi przesuniętej trasy przenośnika.
Prace po zatrzymaniu przesuwanego przenośnika skoncentrowane są przede wszystkim na
opróżnieniu taśmy z resztek urobku, przeglądzie trasy przenośnika i poluzowaniu taśmy.
Jeżeli stacja napędowa ma być przemieszczana oddzielnie, należy taśmę przeciąć w miejscu
uszkodzenia lub łączenia i zdjąć ją dźwigiem ze stacji. Stację zwrotną należy odkotwiczyć,
a taśmę górną zabezpieczyć przed spadaniem podczas przesuwania. Wózek załadowczy
lub zrzutowy przesuwany jest łącznie z trasą.
Przy przesuwaniu równoległym należy go jednak ustawiać zawsze na końcowym odcinku
przenośnika (w rejonie stacji napędowych). Podczas wachlarzowego przesuwania
przenośników zespoły te powinny być ustawione w pobliżu punktu obrotu.
Przed przystąpieniem do właściwego przesuwania należy wykonać tzw. zrywanie
przenośnika. Polega ono na stopniowym uniesieniu w górę całej trasy przenośnika bez
przesuwania. Ma to szczególne znaczenie w przypadku podłoża miękkiego (pontony głęboko
zatopione) oraz w okresie zimy (przymarznięcie pontonów do podłoża). W czasie zrywania
przesuwarka powinna przesuwać się z minimalną prędkością roboczą (do 2 km/godz).
Właściwe przesuwanie przenośnika przebiega według następujących zaleceń:
−
przesuwanie rozpoczyna się od małego skoku (od 0,2 do 0,4 m), który stopniowo
zwiększa się, aż do wielkości nominalnej; nominalną wielkość skoku należy stosować
dopiero po całkowitym opuszczeniu przez pontony miejsca ich pierwotnego położenia,
−
nominalna wielkość skoku winna wynosić 0,5–1,5 m, stosowanie mniejszych skoków
zaleca się w przypadku trudnych warunków przesuwania,
−
przesuwanie należy rozpoczynać zawsze od jednego z końców przenośnika,
−
wysokość podnoszenia główki szyny zależy od warunków pracy i powinna być możliwie
najmniejsza,
−
prędkość przejazdu przesuwarki powinna wynosić w zależności od skoku i warunków
przesuwania od 3 do 12 km/godz, należy raczej stosować większą prędkość przejazdu
przesuwarki, przy odpowiednio mniejszym skoku przesuwania,
−
dwa ostatnie skoki przesuwania, przy doprowadzeniu przenośnika do właściwego
położenia powinny być małe; odległość nie powinna wynosić więcej niż 0,3 m,
−
przy temperaturze poniżej 255 K (–18°C) praca przesuwania powinna być przerwana,
−
wszystkie ciężkie zespoły i elementy przenośnika powinny być ustawione na nowych
miejscach wcześniej lub co najmniej jednocześnie z trasą przenośnika.

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Po przesunięciu przenośnik musi mieć dokładnie osiowy przebieg, a poszczególne człony
muszą być równomiernie i osiowo rozstawione wzdłuż trasy. Gwarantuje to prawidłowy ruch
przenośnika. Wszystkie pontony powinny być ustawione prostopadle do osi przenośnika,
a stacja napędowa winna być ponownie zakotwiczona. Nachylenie poprzeczne szyn na
pontonach dla jazdy wózków załadowczych lub zrzutowych nie powinno być większe od
1:50. Po wykonaniu tych czynności należy wstępnie sprawdzić stan instalacji elektrycznej,
skorygować wielkość zwisów i usunąć ewentualne usterki kabli i zaczepów. Należy również
skontrolować prawidłowość ustawienia bębnów stacji napędowych i zwrotnych. Po tych
czynnościach wykonuje się napinanie taśmy nośnej, stopniowo zwiększając siłę napinania.
Przed przystąpieniem do próbnego rozruchu przenośnika należy wzdłuż trasy
przenośnika ustawić obserwatorów, których zadaniem jest kontrola ruchu taśmy i pracy
członów powtarzalnych oraz stacji napędowej i zwrotnej. Pierwszy rozruch taśmy powinien
być krótkotrwały i jeżeli warunki sterowania na to pozwalają od najmniejszej prędkości, gdyż
w początkowym okresie mogą wystąpić poważne uszkodzenia taśmy.
Po kilkakrotnych próbach i wykonaniu wszystkich koniecznych poprawek ustawienia
członów i stacji można przystąpić do zasadniczego rozruchu, który powinien polegać na
dłuższym ruchu nieobciążonego przenośnika. Całkowity czas rozruchu „luzem” przenośnika
nie powinien być mniejszy od 0,5 godz i w czasie tego rozruchu powinny być uruchomione
wszystkie urządzenia z nim współpracujące.
Końcową czynnością jest rozruch przenośnika pod obciążeniem, który powinien
przebiegać podobnie jak rozruch przenośnika nieobciążonego, a ilość obciążenia należy
zwiększać stopniowo. Po około 0,5 godzinnym nieprzerwanym ruchu przenośnika pod
obciążeniem, jeżeli w międzyczasie nie zaobserwowano konieczności wykonania prac
uzupełniających, można uznać, że przenośnik został oddany do normalnej eksploatacji.
Czas trwania przesuwania przenośników w dużym stopniu uzależniony jest od warunków
przesuwania.
Do najważniejszych czynników zewnętrznych determinujących warunki przesuwania
należy zaliczyć:
−
rodzaj podłoża (gruntu),
−
stan terenu (jakość jego splantowania),
−
warunki atmosferyczne,
−
stopień nawodnienia,
−
stan techniczny przenośnika.
Ogólnie rozróżnić można pięć rodzajów warunków zewnętrznych mających wpływ na
przesuwanie przenośnika, od bardzo lekkich do bardzo ciężkich. W zależności od tych
warunków wymagana jest między innymi różna ilość sprzętu głównego (przesuwarki)
i pomocniczego (spycharki, równiarki, żurawie samojezdne, ciągniki i platformy, aparaty
spawalnicze).
Praca przy przesuwaniu odbywa się w systemie trójzmianowym, a liczba zatrudnionych
przy przesuwaniu uzależniona jest od:
−
długości przenośnika,
−
planowanego czasu trwania przesuwania,
−
planowanej ilości wykonywanych złącz taśmy,
−
warunków atmosferycznych.
Zwykle cykl przesuwania planuje się na kilka zmian.
Sterowanie procesem transportu taśmowego i jego automatyzacja
Konieczność zapewnienia niezawodnej pracy układu technologicznego z transportem
taśmowym stwarza wysokie wymagania z zakresu kontroli i regulacji procesu strumienia
nadawy oraz kontroli i sterowania kompleksu operacji pomocniczych związanych z pracą
taśmociągów. Regulacja strumienia transportowanych mas w obecnie eksploatowanych

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
układach jest stosunkowo ograniczona. Wynika to głównie ze stałej prędkości przenośników
w ruchu ustalonym. Wprowadzenie ciągłej regulacji prędkości przenośników wiąże się
z perspektywą wprowadzenia napędów z silnikami liniowymi lub wolnobieżnymi
o regulowanych obrotach. Realizowane obecnie sterowanie strumieniem mas na
taśmociągach dotyczy wyboru drogi przepływu, łączenia i rozdzielania strumienia
oraz gromadzenia mas w zbiornikach (na placach), a także zabezpieczenia odpowiednio
ukształtowanej niecki taśmy dla niezakłóconego przepływu urobku na trasach przelotowych.
Większe możliwości sterowania automatycznego wielkością wydobycia istnieją na
koparkach. Często nie są one jednak wykorzystywane
Przenośnik pracujący w ciągu taśmowym może być, zależnie od występujących
warunków, uruchamiany za pomocą jednego z trzech sposobów:
−
centralnego, z centrum dyspozytorskiego – jest sposobem podstawowym i odbywa się
z dyspozytorni bez udziału obsługi przenośnika,
−
miejscowego z punktu sterowniczego przenośnika – realizowane jest przez obsługę
przenośnika, przy czym przenośnik pracuje w systemie blokady między–przenośnikowej,
czyli załączenie przenośnika uwarunkowane jest określonym stanem pracy przenośnika
odbierającego,
−
próbnego, z punktu sterowniczego przenośnika – wykonywane jest przez obsługę, gdy
przenośnik nie jest załadowany i odbywa się bez blokady międzyprzenośnikowej.
Każdorazowe uruchamianie przenośników jest poprzedzone sygnalizacją akustyczną
i optyczną. W celu zapewnienia właściwej kolejności załączania i wyłączania przenośników,
skracania czasów rozruchu oraz ograniczenia skutków awarii w sterowaniu przenośnikami
stosuje się odpowiednie układy blokad i zabezpieczeń oraz szereg zależności funkcjonalnych.
Blokada przenośnikowa jest realizowana w układzie kaskadowym, w którym elementem
blokującym jest element odbierający w ciągu.
W bardzo długich taśmociągach, aby nie dopuścić do zbędnego ruchu przenośników bez
urobku (przykładowo przy długości taśmociągu 20 km transport urobku trwa około 1 godz),
stosuje się uruchamianie przenośników od strony koparki lub innego urządzenia
załadowczego, stopniowo uruchamiając (z pewnym wyprzedzeniem) następne przenośniki.
W przypadkach szczególnych obsługa może zatrzymać przenośnik za pomocą wyłączników
awaryjnych umieszczonych po obu stronach trasy.
Trudne warunki pracy w górnictwie odkrywkowym (zmiany temperatury, duża
wilgotność, wstrząsy, itp.) stawiają bardzo wysokie wymagania przed technicznymi środkami
automatyki i sterowania. Stąd też szerokie wprowadzanie automatyzacji w kopalniach
napotyka na poważne opory. Stosuje się natomiast i rozwija wiele rozwiązań cząstkowych
z zakresu kontroli i sterowania prawidłowością pracy przenośników taśmowych.
W skład ich wchodzą:
−
czujniki kontroli przesypu – zabezpieczają przed zasypywaniem leja zasypowego na
przenośniku,
−
czujniki kontroli prędkości taśmy – umożliwiają rozruch przenośnika podającego – po
osiągnięciu przez przenośnik odbierający odpowiedniej prędkości – dopuszczalnej ze
względu na odbiór strugi urobku,
−
czujniki kontroli poślizgu taśmy – mierzą poślizg taśmy na bębnie napędowym,
a w przypadku przekroczenia wartości dopuszczalnej wyłącza przenośnik; jest to
podstawowy sposób zabezpieczenia przenośnika przed pożarem,
−
czujniki kontroli asymetrii obciążenia silników napędowych,
−
czujniki i układ pomiaru siły napinania taśmy – mierzą siłę w taśmie oraz mogą
automatycznie ustalać i regulować tę siłę, kierując ruchem mechanizmów napinania.
Do kontroli parametrów pracy przenośnika służą przetworniki i układy pomiarowe takie, jak:
−
przetworniki prądu mierzące prąd obciążenia każdego silnika głównego. Wyjściem

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
przetwornika jest sygnał standardowy 0–5 mA lub 0–20 mA
−
przetworniki mocy mierzące moc pobieraną przez napędy (przetworniki wyposażone są
w wyjścia standardowe),
−
układ kontroli wydajności – mierzący wypełnienie taśmy przenośnika. Stosowane układy
działają na zasadzie odbitej od urobku fali ultradźwiękowej. Układ elektroniczny
przelicza i wypracowuje sygnał standardowy odzwierciedlający chwilowe natężenie
strugi urobku na przenośniku (m
3
/godz). Błąd pomiaru wynosi 5%,
−
układ pomiaru i kontroli temperatury uzwojeń silników głównych, przekładni, łożysk
bębnów napędowych.
Przedstawiony wyżej zakres wyposażenia przenośników umożliwia automatyczne
wypracowanie i wyprowadzanie informacji o stanie pracy. W centralnym systemie sterowania
informacje te przekazywane są do dyspozytorni przez system sygnalizacji, natomiast lokalnie
ujawniane są informacje tylko o stanach awaryjnych oraz pomiarze siły napinania taśm.
W celu uniknięcia konieczności stosowania dużej ilości kabli wielożyłowych do transmisji
informacji (tyle par przewodów ile ma być przesyłanych informacji), w kopalniach
odkrywkowych węgla brunatnego stosuje się elektroniczną aparaturę pracującą w systemie
kodowo – impulsowym z rozdzieleniem czasowym.
W każdej typowej dyspozytorni znajdują się następujące podstawowe urządzenia:
−
zespół centralny systemu transmisji danych (TZC),
−
tablica synoptyczna,
−
pulpit sterowniczy,
−
urządzenia pomocnicze.
Zespół centralny (TZC) automatycznie kieruje pracą zespołów lokalnych (TZL),
przyjmuje z nich sygnały i przesyła je do tablicy synoptycznej i pulpitu sterowniczego.
Przekazuje także polecenia (rozkazy) zadane przez obsługę za pośrednictwem pulpitu do
obiektów. Na synoptycznej tablicy informacyjnej znajdują się odpowiednie urządzenia
sygnalizacyjne i wskaźniki usytuowane zgodnie z rzeczywistym położeniem źródeł
informacji w systemie transportowym. Pulpit sterowniczy służy do komunikacji z obiektami –
przenośnikami, maszynami, itp. Do tego celu pulpit wyposażony jest w przyciski
manipulacyjne, przyrządy pomiarowe i kasety świetlne. Na pulpicie umieszczone są także
przyciski manipulacyjne łączności. Urządzenia pomocnicze stanowią szafy z przekaźnikami
pośredniczącymi, listwami zaciskowymi, zabezpieczeniami, itp.
Na podstawie otrzymywanych informacji dyspozytor podejmuje następujące działania:
−
dokonuje wyboru dróg transportowych,
−
prowadzi ruch ciągów technologicznych,
−
identyfikuje powstające awarie,
−
prowadzi raport zmianowy z przebiegu pracy,
−
wydaje dyspozycje dla służb napraw, transportu, itp.
Ilość informacji napływających z dużych obiektów przekracza zdolność percepcji,
dlatego stosuje się systemy komputerowego wspomagania pracy dyspozytora. Przejmują one
funkcje tworzenia raportów zmianowych, rejestrując automatycznie stany pracy, awarie, czas
trwania przerw w ruchu, wydajność, zużycie energii elektrycznej oraz obliczają potrzebne
wskaźniki. Stosowane aktualnie systemy wspomagania komputerowego składają się z:
−
mikrokomputera (jednostka centralna) z pamięcią ROM +RAM,
−
monitora ekranowego z klawiaturą,
−
pamięci dyskowej,
−
układu sprzężenia z obiektem.

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Dalszym postępem w zakresie sterowania ciągiem przenośników taśmowych jest
zastosowanie sterowników mikroprocesorowych. Układy takie pracują już w KWB Konin,
KWB Bełchatów, KWB Turów i KWB Adamów.
Transport przenośnikowy
Transport przenośnikowy jest transportem ciągłym, w którym skała użyteczna
lub nadkład sypane na taśmę są przez nią przenoszone nieraz na znaczne odległości. Główną
zaletą tego rodzaju transportu jest ciągłość ruchu, a także stacjonarność urządzenia.
Przenośniki taśmowe przesuwa się rzadko, co pewien okres czasu, w miarę postępu frontu
robót lub w ogóle budowane są jako stałe linie transportowe. Z punktu widzenia
bezpieczeństwa pracy jest to bardzo korzystny rodzaj transportu. Niemniej jednak i przy nim
występują wypadki przy pracy. Zdarzają się one w następujących okolicznościach:
−
przy nieprawidłowym montażu lub demontażu przenośników,
−
przy przesuwaniu przenośników niezgodnie z przepisami,
−
przy oczyszczaniu i remoncie przenośników w czasie pracy,
−
na skutek braku osłon na ruchomych częściach napędu,
−
przy nieprzestrzeganiu odpowiedniej sygnalizacji przy uruchamianiu przenośników,
−
podczas jazdy ludzi na przenośnikach,
−
przy spadaniu brył skalnych z przenośnika.
Obsługa przenośnika powinna być zawsze zgodna z wytycznymi bezpieczeństwa pracy
dotyczącymi maszyn i mechanizmów, a eksploatacja zgodna z instrukcjami fabrycznymi czy
zakładowymi. Należy zwrócić uwagę na nieprzekraczanie dopuszczalnego napięcia taśmy,
zapewnienie prawidłowego tarcia między taśmą a bębnem napędowym, na stosowanie
urządzeń czyszczących taśmę i ograniczników bocznych wyłącznie z pełnej gumy,
niedopuszczanie do ruchu taśm uszkodzonych (odsłonięty rdzeń, zdarte obrzeża, zużyte
układy nośne).
Przenośnik taśmowy musi mieć sprawnie działające urządzenie do napinania taśmy
oraz urządzenie sygnalizacyjne – informujące, o zamierzonym uruchomianiu przenośników.
Trasa przenośników taśmowych powinna być tak prowadzona, aby zapewniony był
prostoliniowy i osiowy bieg taśmy – zasada ta nie jest zachowana np. w przenośnikach
krzywoliniowych. Stacje napędowe i zwrotne muszą być kotwione do terenu celem
uniemożliwienia jakiegokolwiek ich przesuwu pod wpływem sił występujących w cięgłach
przenośnika (w gumowej taśmie czy linie).
Wzdłuż trasy przenośników powinny znajdować się:
−
bezpieczne przejścia dla ludzi w poprzek trasy w postaci mostków nad lub tuneli pod
taśmą,
−
pomieszczenia na sprzęt i narzędzia,
−
stanowiska obsługi, które powinny być wyposażone w środki łączności z dyspozytorem
ruchu oraz zapewniać ochronę od wiatru i deszczu, a w okresie chłodów powinny być
podgrzewane.
Przenośniki taśmowe, pracujące w układzie szeregowym wraz ze współpracującymi
z nimi urządzeniami załadowczymi i odbierającymi, powinny być wyposażone w układ
blokady działającej w kierunku odwrotnym do kierunku transportu urobku. Indywidualne
włączanie przenośników z pominięciem blokady jest dopuszczalne tylko przy pracach
remontowych.
W czasie postoju przenośnika zabronione jest w zasadzie ładowanie na niego urobku.
Można tylko ręcznie załadować niewielkie ilości transportowanych materiałów, pochodzące
np. z czyszczenia taśm czy z przesypów.

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Jeżeli przenośnik znajduje się w ruchu i jest załadowany urobkiem, to nie wolno go
zatrzymywać z wyjątkiem przypadków:
−
zagrożenia bezpieczeństwa ludzkiego,
−
zagrożenia uszkodzeniem lub uszkodzenia przenośnika,
−
przekroczenia dopuszczalnej prędkości wiatru, ustalonej normami fabrycznymi.
Przenośnik powinien być wyłączony z ruchu, gdy elementy przenośnika, mające wpływ
na bezpieczeństwo załogi, są uszkodzone lub zdekompletowane.
W żadnym przypadku nie wolno dokonywać napraw ani robót konserwacyjnych na
przenośnikach będących w ruchu, a w szczególności zabronione jest:
−
smarowanie, jeżeli czynność taka nie jest zmechanizowana,
−
oczyszczanie tras stacji napędowych i zwrotnych urządzeniami ręcznymi,
−
wymiana krążników,
−
usuwanie przesypów i oczyszczanie urządzeń przesypowych,
−
prowadzenie pracy przy elektrycznej instalacji przenośnika.
Główne ciągi przenośników taśmowych nie powinny mieć większych nachyleń:
−
przy odstawie urobku do góry – 30
0
,
−
przy odstawie urobku w dół – 20
0
.
Na bezpieczny dobór kąta ma wpływ rodzaj transportowanego materiału. Chodzi
o zapobieżenie staczaniu się materiału skalnego, co może być przyczyną wypadku w czasie
obecności ludzi w pobliżu dolnej części przenośnika. Przenośniki taśmowe, pracujące na
pochyłościach o nachyleniu powyżej 5
0
, należy zaopatrzyć w niezawodne samoczynne
urządzenie do unieruchamiania taśmy po wyłączeniu silnika.
Dla zapewnienia bezpieczeństwa obsługi trzeba zwrócić uwagę na zachowanie
odpowiednich szerokości przejść dla ludzi. Oprócz tego odległość między dwiema sąsiednimi
liniami przenośników nie powinna być mniejsza od 1 m, a odległość od przenośnika do
ściany budynku (bez przejścia dla ludzi) powinna wynosić co najmniej 0,4 m.
W przypadku prowadzenia przenośników w estakadach czy w budynkach należy
pamiętać o ich odpowiednim oświetleniu. Przy transporcie materiałów pylących przenośnik
powinno się obudować i zaopatrzyć w urządzenie odciągające pył.
Boki bębnów przenośników taśmowych powinny być osłonięte, krążniki natomiast nie
wymagają osłon. W przypadku transportu materiałów ilastych i gliniastych, które oblepiają
taśmę przenośnika, należy stosować urządzenie do ich oczyszczania. Są to skrobaki, których
płytka gumowa trąc o taśmę oczyszcza ja z zanieczyszczeń. Skrobaki powinny być
umieszczone co najmniej w dwóch miejscach, a to w miejscu wyładowczym, po zejściu
taśmy z bębna i przed wejściem taśmy na bęben zwrotny. Płyta gumowa skrobaka powinna
przylegać do całej szerokości taśmy.
Ze względów bezpieczeństwa przenośniki o długości większej od 25 m powinny być
zaopatrzone w łatwo dostępne urządzenia, pozwalające na wyłączenie ruchu w każdym
punkcie trasy przenośnika.
Zgodnie z przepisami przez przenośnik można przechodzić tylko przez odpowiednie
mostki W przypadku przejść pod przenośnikami powinny być one zabezpieczone przed
spadającymi z nich bryłami skalnymi. Obsługa przenośników powinna pracować w kaskach
ochronnych, a przy stacjach przesypowych, przy lejach załadowczych oraz w punktach
rozładunku nie powinni ustawiać się na przedłużeniu linii przemieszczania urobku.
Uruchamianie przenośników może nastąpić tylko po uprzednim uruchomieniu:
odpowiedniej sygnalizacji dźwiękowej i optycznej, znanej wszystkim pracownikom kopalni.
Często w zakładach przeróbczych znajdują zastosowanie przenośniki stalowo-członowe,
na przykład do podawania urobku do maszyn kruszących. Obsługa tych przenośników
powinna się odbywać w sposób podobny jak przenośników taśmowych. Ponieważ są to
zwykle urządzenia krótkie, dlatego są łatwi w obsłudze. Ze względów bezpieczeństwa trzeba

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
zwrócić uwagę, aby płyty tworzące taśmę były dobrze dopasowane do siebie i do obudowy.
Napęd przenośnika pochyłego powinien mieć hamulec automatyczny, blokujący go przed
cofnięciem się. W leju przesypowym pozostawia się część nadawy w postaci warstwy
amortyzującej uderzenia ładowanych brył, a tym samym chroniące płyty przed zniszczeniem.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie wymagania powinna spełniać taśma przenośnika?
2. Jakie wyróżniamy rodzaje taśm elastycznych?
3. Jakie czynniki mają wpływ na trwałość taśm?
4. Od czego uzależniony jest okres trwałości taśm przenośnikowych?
5. Jakie zadania spełnia stół załadowczy?
6. Jakie czynniki wpływają na zużycie taśmy i bębna przenośnika?
4.1.3. Ćwiczenia
Ćwiczenie 1
Na podstawie dokumentacji dostarczonej przez nauczyciela dokonaj klasyfikacji taśm
przenośnikowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z instrukcją producenta taśm przenośnikowych,
4) sprawdzić poprawność wykonanego zadania,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia,
7) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna taśm przenośnikowych,
−
katalogi producentów taśm przenośnikowych,
−
literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj łączenia taśm różnymi sposobami ze szczególnym uwzględnieniem
wulkanizowania i klejenia na zimno.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z przepisami bezpiecznej pracy przy łączeniu taśm,
4) zapoznać się z instrukcją producenta taśm przenośnikowych,
5) zapoznać się z elementami łączącymi i mocującymi oraz zasadami ich stosowania,
6) sprawdzić poprawność wykonanego zadania,

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia,
9) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
taśmy przenośnikowe (fragmenty do ćwiczeń),
−
nóż do taśm,
−
przymiar,
−
elementy mocujące i łączące,
−
środki ochrony indywidualnej (maski i okulary ochronne),
−
literatura z rozdziału 6.
Ćwiczenie 3
Na podstawie dokumentacji techniczno-ruchowej objaśnij działanie przenośnika
taśmowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania ,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z dokumentacją techniczno-ruchową,
4) wynotować najważniejsze informacje dotyczące przenośników taśmowych,
5) objaśnić zasadę działania przenośnika taśmowego,
6) sprawdzić poprawność wykonanego zadania,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia,
9) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa przenośnika taśmowego,
−
zeszyt do ćwiczeń,
−
modele przenośników taśmowych,
−
literatura z rozdziału 6.
Ćwiczenie 4
Scharakteryzuj warunki bezpiecznej pracy przenośników taśmowych.
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) rozpoznać zagrożenia występujące podczas pracy przenośnika,
4) wskazać metody unikania zagrożeń związanych z pracą przenośnika taśmowego,
5) określić zasady bezpiecznej pracy przenośnika taśmowego,
6) zapisać informacje,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia,
9) uporządkować miejsce pracy.

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa przenośnika taśmowego,
−
zeszyt do ćwiczeń,
−
modele przenośników taśmowych,
−
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić ogólną budowę przenośnika taśmowego?
2) określić ogólną budowę taśmy przenośnikowej?
3) określić podstawowe zalety przenośników taśmowych?
4) określić wady przenośników taśmowych?
5) określić zalety taśm z linkami stalowymi?

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.2. Maszyny i urządzenia do załadunku
4.2.1. Materiał nauczania
Maszyny i urządzenia załadowcze
Rozwój górnictwa odkrywkowego oraz przemysłu opartego na przeróbce surowców
mineralnych jest przyczyną stałego wzrostu mas przeładowywanych materiałów sypkich
i kawałkowych, zwanych ogólnie urobkiem. Mechanizacja procesu ładowania jest konieczna,
gdyż proces, ten należy do najbardziej pracochłonnych. Specyficzne warunki ładowania
urobku przy eksploatacji odkrywkowej, a przede wszystkim duża różnorodność kopalin
użytecznych, systemów eksploatacyjnych, warunków zalegania złoża i duża różnorodność
wielkości kawałków ładowanego urobku, bardzo utrudnia mechanizację procesu ładowania.
Ze względu na tę specyfikę prac, trwają nieustanne poszukiwania racjonalniejszych, bardziej
wydajnych i ekonomicznych rozwiązań maszyn ładujących.
Ze względu na różnorodność warunków umiejscowienia urobku przeznaczonego do
ładowania (składowiska, pryzmy urobku w przodkach) współczesna technika stara się
wprowadzać także maszyny, które w sposób racjonalny mogą dokonywać ładowania
i przemieszczania mas urobku.
Ostatnio obserwuje się wprowadzenie do kopalń odkrywkowych samojezdnych
ładowarek łyżkowych (w miejsce koparek), gdyż są to maszyny tańsze, lekkie, bardziej
sprawne od koparek i łatwo je można dostosować do różnych prac przeładunkowych.
Ładowanie materiałów sypkich, kawałkowych-rozluzowanych, jakim jest urobek,
oddzielonych od calizny, składa się z trzech czynności.
1) zaczerpywanie urobku na element ładujący,
2) podnoszenie urobku na wysokość środka transportowego,
3) wysypywanie zaczerpniętego i podniesionego urobku na będący do dyspozycji środek
transportowy.
Ładowanie urobku przeprowadza się ręcznie, półmechanicznie oraz mechanicznie.
Przy ładowaniu ręcznym wszystkie czynności składowe ładowania są wykonywane
wyłącznie tylko siłą fizyczną robotnika za pomocą łopat lub innych narzędzi.
Przy ładowaniu pół mechanicznym czynności zaczerpywania urobku i podnoszenia na
niewielką wysokość są wykonywane ręcznie lub za pomocą narzędzi, podnoszenie zaś na
wysokość środka transportowego i wysypywanie wykonywane są mechanicznie za pomocą
maszyn, zwanych podawarkami.
Przy ładowaniu mechanicznym wszystkie czynności składowe ładowania są
wykonywane wyłącznie tylko mechanicznie za pomocą maszyn noszących nazwę ładowarek.
Podawarki
Zadaniem podawarek mających zastosowanie szczególnie na składowiskach urobku oraz
w kopalniach odkrywkowych, jest podniesienie urobku na określoną wysokość i wyładowanie
go na dowolne środki przeładunkowe.
Konstrukcyjnie podawarki, budowane przeważnie jako taśmowe, są krótkimi
przenośnikami ustawionymi pochyło, z tym że mogą być wykonywane o ramie prostej lub
wygiętej (rys. 20 a). Ramy 1 wykonywane są zwykle ze stalowych rurek. Na ramie umieszcza
się wsporniki 2 z krążnikami do prowadzenia taśmy, dwa bębny: napędowy-3 i zwrotny-
4, silnik napędowy i urządzenie do napinania taśmy.
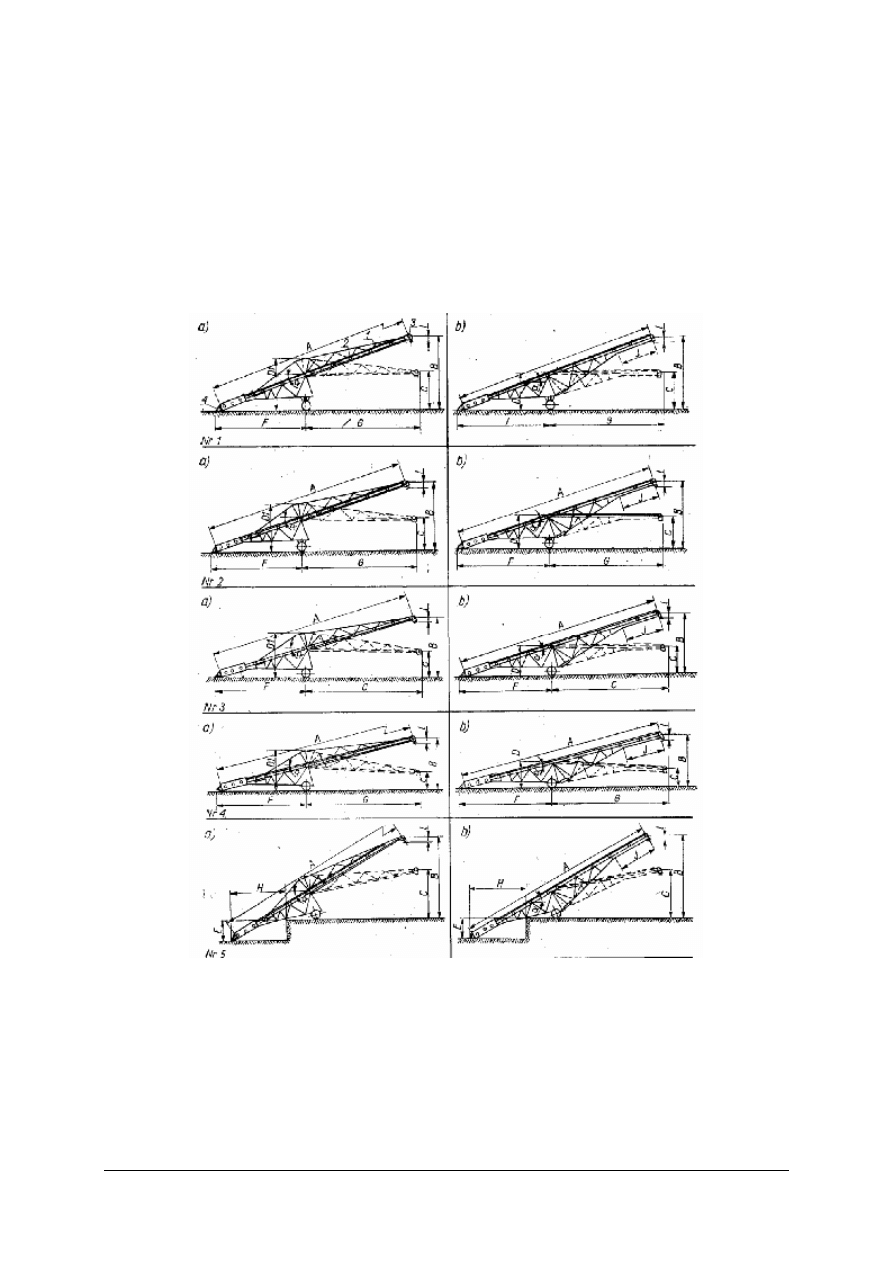
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Koparki łyżkowe jako ładowarki
Koparki jednonaczyniowe łyżkowe niezależnie od pracy przy urabianiu skał miękkich,
sypkich i kruchych, bardzo często mają zastosowanie do ładowania w przodkach skały
wcześniej urobionej. Cykliczny charakter pracy koparek łyżkowych nie zapewnia w pełni
wymogów ładowania, gdyż podwozie gąsienicowe koparek nie nadaje się do szybkiego
przemieszczania maszyny w obrębie przodku. Dlatego do współpracy z koparkami, jako
ładowarkami stosuje się elastyczny transport samochodowy, który pozwala na rytmiczny
odbiór urobku. Dla osiągnięcia odpowiedniego stopnia wykorzystania samochodów, duże
znaczenie ma wybór sposobu podjazdu i ustawienia samochodu pod załadunek.
Rys. 20. Schematy podawarek taśmowych Portabelt: a) konstrukcja z ramą HL, b) konstrukcja z ramą LH
[2, s. 421]
W zależności od warunków pracy koparki i szerokości poziomu roboczego wyróżnić
można następujące sposoby podjazdu samochodów: ślepy, pętlowy i potokowy.
Ślepe dojazdy pod załadunek stosuje się na wyrobiskach o ograniczonych rozmiarach,
przy braku miejsca na zawracanie. Przy takim schemacie manewrowania wydajność
samochodów obniża się około 33 % w porównaniu z dojazdem potokowym, co wpływa
ujemnie na pracę koparek. Korzystniejsze są dojazdy według pozostałych schematów pod
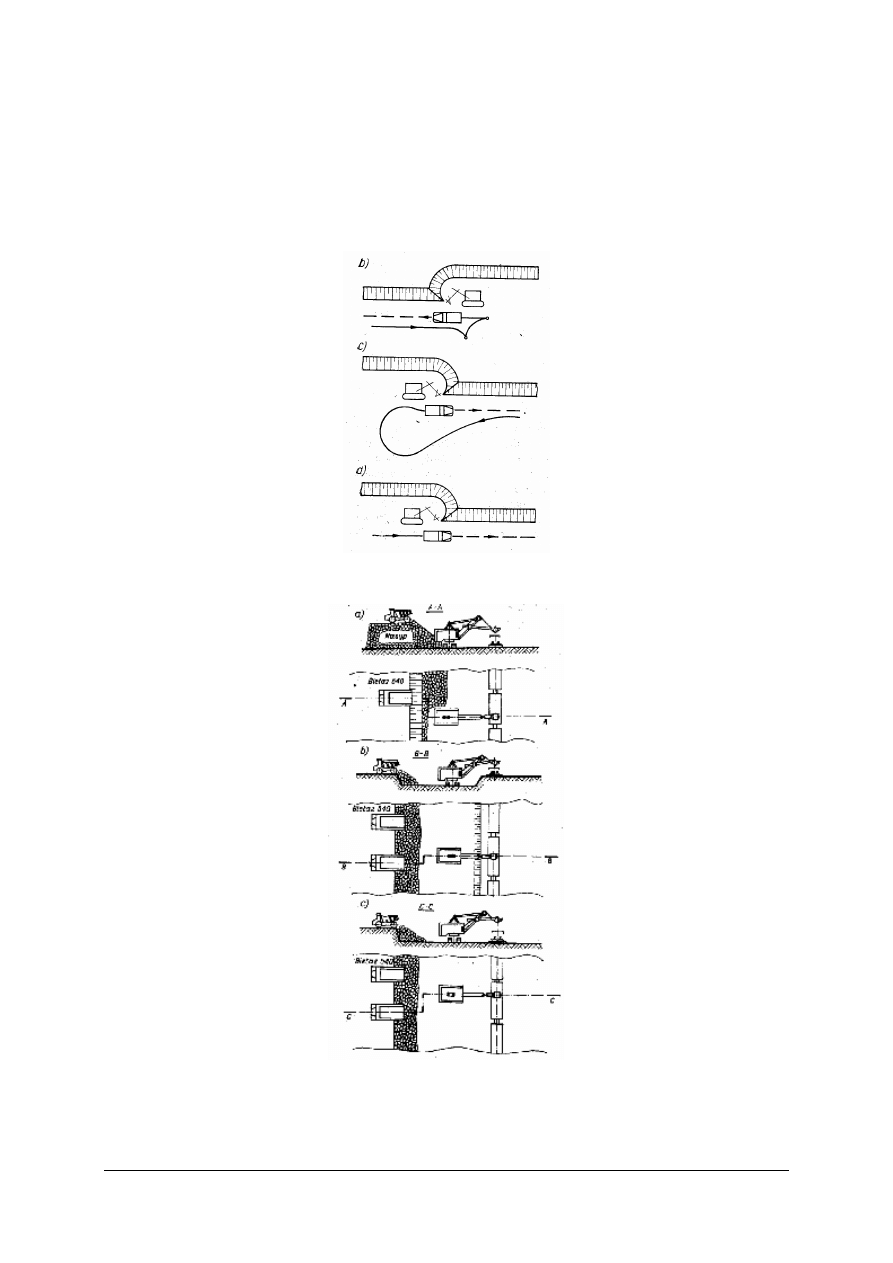
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
warunkiem doprowadzenia do należytego stanu powierzchni wyrobiska, na której odbywa się
jazda samochodami. Istotne znaczenie dla przebiegu załadunku ma sposób ustawienia
samochodów przy koparce. Ustawienie samochodu powinno być takie, aby ładowanie
odbywało się przy wysuwie ramienia łyżki w granicach 0,75–0,8 m wysuwu maksymalnego.
Łyżka koparki przy załadunku powinna przechodzić po najdłuższej linii nad skrzynią
samochodu, w celu równomiernego rozłożenia urobku i uniknięcia wysypywania się urobku
poza skrzynię.
Rys. 21. Schematy niektórych sposobów dojeżdżania samochodami do koparek: b) ślepy, c) pętlowy,
d) potokowy [2, s. 329]
Rys. 22. Różne sposoby pracy koparki łyżkowej w układach przeładunkowych: a) ładowanie ze składu,
b) ładowanie do pociągów na poziomie wyższym, c) ładowanie do pociągów na tym samym
poziomie [2, s. 329]
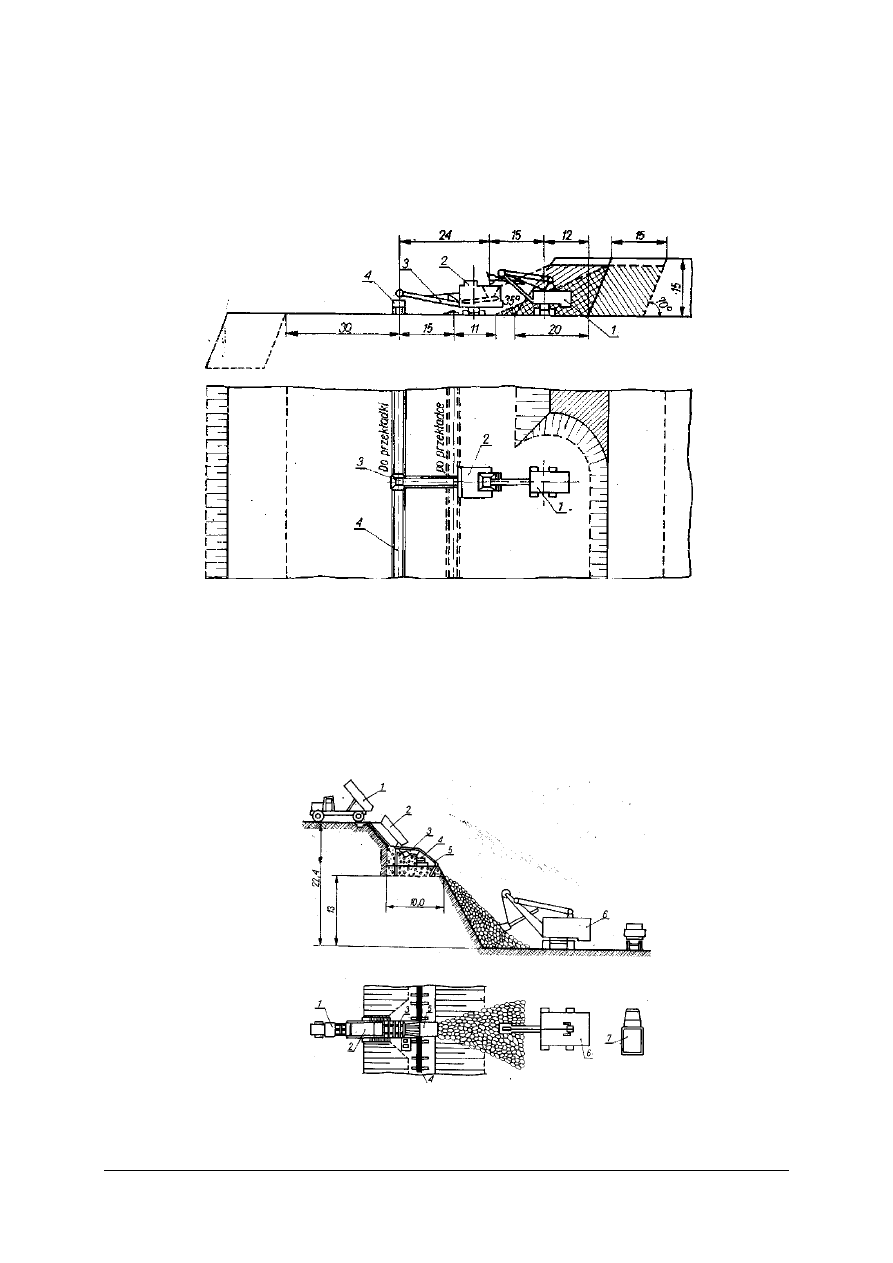
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Samochody powinny być ustawione od strony operatora koparki.
Koparki łyżkowe mogą pracować jako ładowarki podczas prac przeładunkowych
na poziomach roboczych i na składowiskach. W przypadkach, gdy zachodzi konieczność
wstępnego kruszenia urobku w przodku i transportowanie go przenośnikami taśmowymi
również do ładowania urobku wykorzystuje się koparki łyżkowe.
Rys. 23. Sposób ładowania koparką urobku do samojezdnej kruszarki [2, s. 341]
Na rys. 23 pokazano koparkę łyżkową 1, ładującą w przodku odstrzelony urobek na
samojezdną kruszarkę wstępnego kruszenia 2, z której za pomocą podawarki taśmowej –
3 urobek jest kierowany na ciąg przenośników taśmowych transportujących urobek do
zakładu przeróbczego. Bardzo często w kopalniach odkrywkowych i kamieniołomach
stokowych wykorzystuje się ukształtowanie terenu oraz rozmieszczenie poziomów do
usytuowania punktów przeładunkowych. Na rys. 24 pokazano usytuowanie punktu
przeładunkowego między dwoma poziomami.
Rys. 24. Schemat punktu przeładunkowego między poziomami [2, s. 342]
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Samochodami – 1 urobek jest przywożony do punktu przeładunkowego, gdzie jest
zsypywany do zbiornika wyrównawczego – 2 o pojemności 40 m
3
, z którego jest kierowany
na sito wibracyjne – 3. Podziarno z sita przechodzi na przenośnik taśmowy – 4, a nadziarno
jest kierowane poprzez zsuwnię – 5 na niższy poziom, gdzie za pomocą koparki – 6 jest
ładowane na samochody – 7.
Ładowarki łyżkowe
Ostatnio nastąpił szybki rozwój ładowarek łyżkowych, które znalazły również
zastosowanie w kopalniach odkrywkowych. Głównymi zespołami ładowarek łyżkowych są:
podwozie – służące do przemieszczenia maszyny na podłożu oraz zespół ładujący (łyżka
z wysięgnikami), którym zostaje urobek zaczerpnięty i przeładowywany do innych środków
transportowych. Różnią się one między sobą cechami konstrukcyjnymi, sposobem
wyładowania urobku (ruchem łyżki) i rodzajem podwozia (najczęściej oponowe lub
gąsienicowe).
Obecnie zdecydowana większość ładowarek łyżkowych produkowana jest na
podwoziach oponowych (ogumionych). Są to prawie wyłącznie ładowarki z napędem
roboczym hydraulicznym, najczęściej z rozładunkiem przednim. Poniżej przedstawiono
polskie ładowarki produkowane przez Hutę Stalowa Wola. Są to ładowarki łyżkowe czołowe
na podwoziu ogumionym, z hydraulicznym układem roboczym.
Rys. 25. Ładowarka kołowa 560 E Extra [14] Rys. 26. Ładowarka kołowa 530 H [14]
Proces ładowania ładowarką łyżkową obejmuje dostawienie ładowarki do pryzmy
materiału (urobku), zagłębienie łyżki (jazdą maszyny), napełnianie łyżki przez jej obrót,
podnoszenie wysięgnika z łyżką (układem hydraulicznym), jazdę maszyną do miejsca
wyładunku, opróżnienie łyżki i powrotu do miejsca zaczerpywania. W procesie ładowania
wyróżnić można cztery główne czynności: jazdę, napełnianie, podnoszenie (opuszczanie),
wyładowanie. Przy ładowaniu materiałów sypkich, stosuje się rozdzielony czynnościowo
sposób zagłębiania łyżki. Łyżkę w pozycji I (rys. 26) napełnia się, a następnie obraca (poz. II)
i podnosi do góry (poz. III). Przy ładowaniu materiałów kawałkowych (rys. 26 c) przy
zagłębianiu łyżki (poz. I) równocześnie obraca się nią ku górze lub, przy zagłębianiu łyżki
(poz. II), podnosi się ją równocześnie do góry.
Podczas przewożenia urobku z miejsca zaczerpywania do miejsca wyładowania, np. na
samochód, należy łyżkę utrzymać w dolnym położeniu. Zastosowanie ładowarek łyżkowych
jest szczególnie użyteczne w warunkach, gdy w przodkach stosuje się wstępne przesiewanie
i kruszenie urobku. Kruszenie ma na celu dostosowanie urobku do transportu przenośnikami
taśmowymi. Zastosowanie ładowarek w takim układzie zmniejsza liczbę zespołów kruszenia
i sortowania. Na rys. 27 pokazano zastosowanie ładowarek łyżkowych – 1, do ładowania
odstrzelonego urobku do specjalnego zbiornika – 2, z którego przesiany urobek na sitach – 3
(nadziarno) przechodzi do wstępnego kruszenia – 4, a następnie na ciąg przenośników
taśmowych – 5.
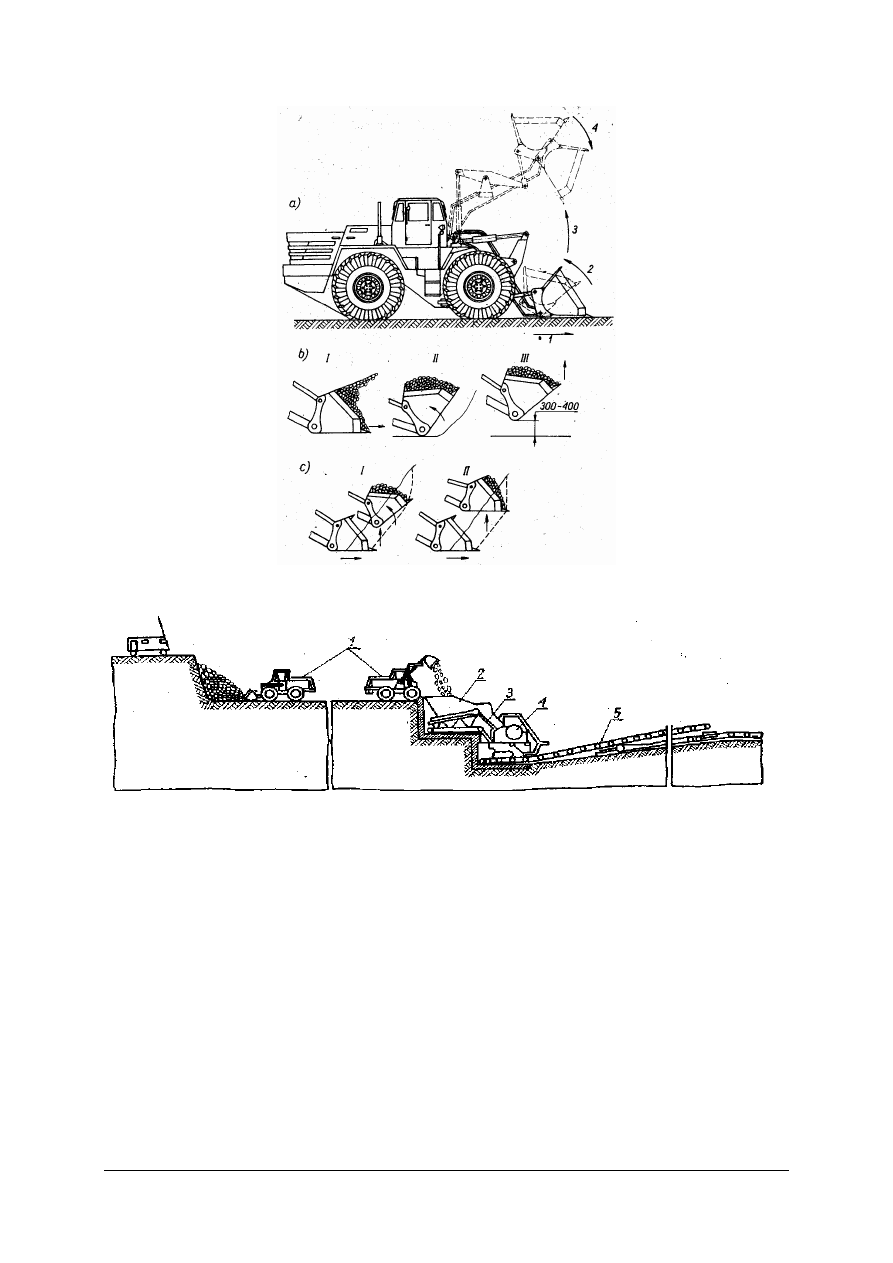
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 27. Ładowanie ładowarką łyżkową [2, s. 339]
Rys. 28. Schemat cykliczno-potokowej technologii z zastosowaniem kruszarek wstępnego kruszenia
i ładowarek do transportowania urobku [2, s. 339]
Ładowarki łyżkowe na podwoziach oponowych mogą być w sposób racjonalny
wykorzystane (w najrozmaitszych układach technologicznych kopalń odkrywkowych) do
przewożenia mas skalnych na odległości 100–600 m, a w niektórych uzasadnionych
przypadkach nawet do 1300 m, co przedstawiono na rys. 28.
Ładowarki łyżkowe, podobnie jak koparki, mogą z powodzeniem pracować przy
ładowaniu w przodkach urobku na samochody. Wydajność układów ładowarka – samochód
jest uzależniona od sposobu podjazdu samochodu do ładowarki, oraz od rodzaju ładowarki.
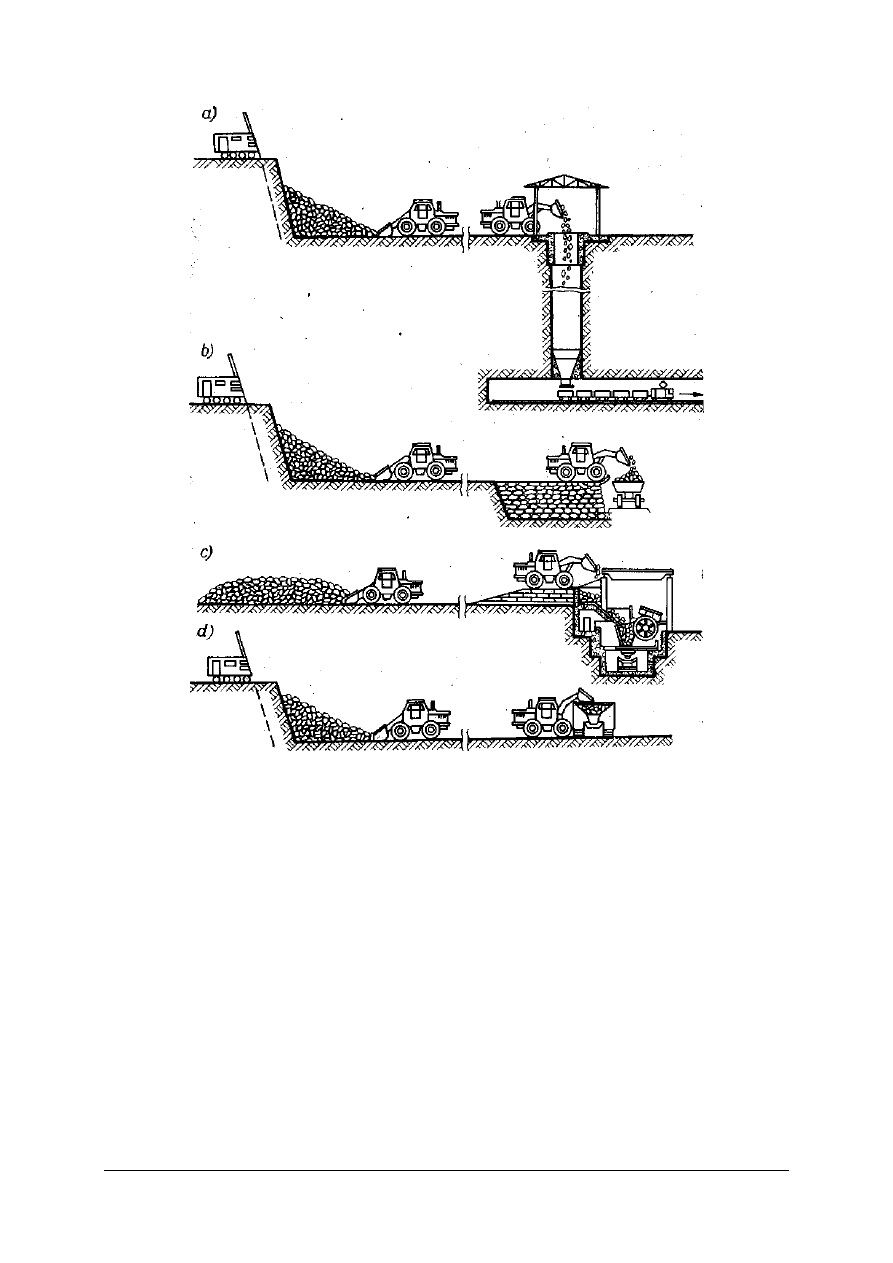
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 29. Schematy ładująco–transportujące z zastosowaniem ładowarek łyżkowych do transportowania masy
skalnej: a) od przodku do szybika spustowego, b) od przodku do punktu przeładunkowego; c) ze
składowiska do stacjonarnej kruszarki, d) od przodku do samojezdnej kruszarki wstępnego kruszenia
[2, s. 342]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynniki wpływają na dobór urządzeń załadowczych?
2. Co to jest zbiornik załadowczy?
3. Z jakich czynności składa się proces ładowania materiałów sypkich?
4. Do jakich prac w górnictwie odkrywkowym stosuje się koparki łyżkowe?
5. Jakie są różnice pomiędzy procesem ładowania ładowarką łyżkową materiałów sypkich,
a materiałów kawałkowych?
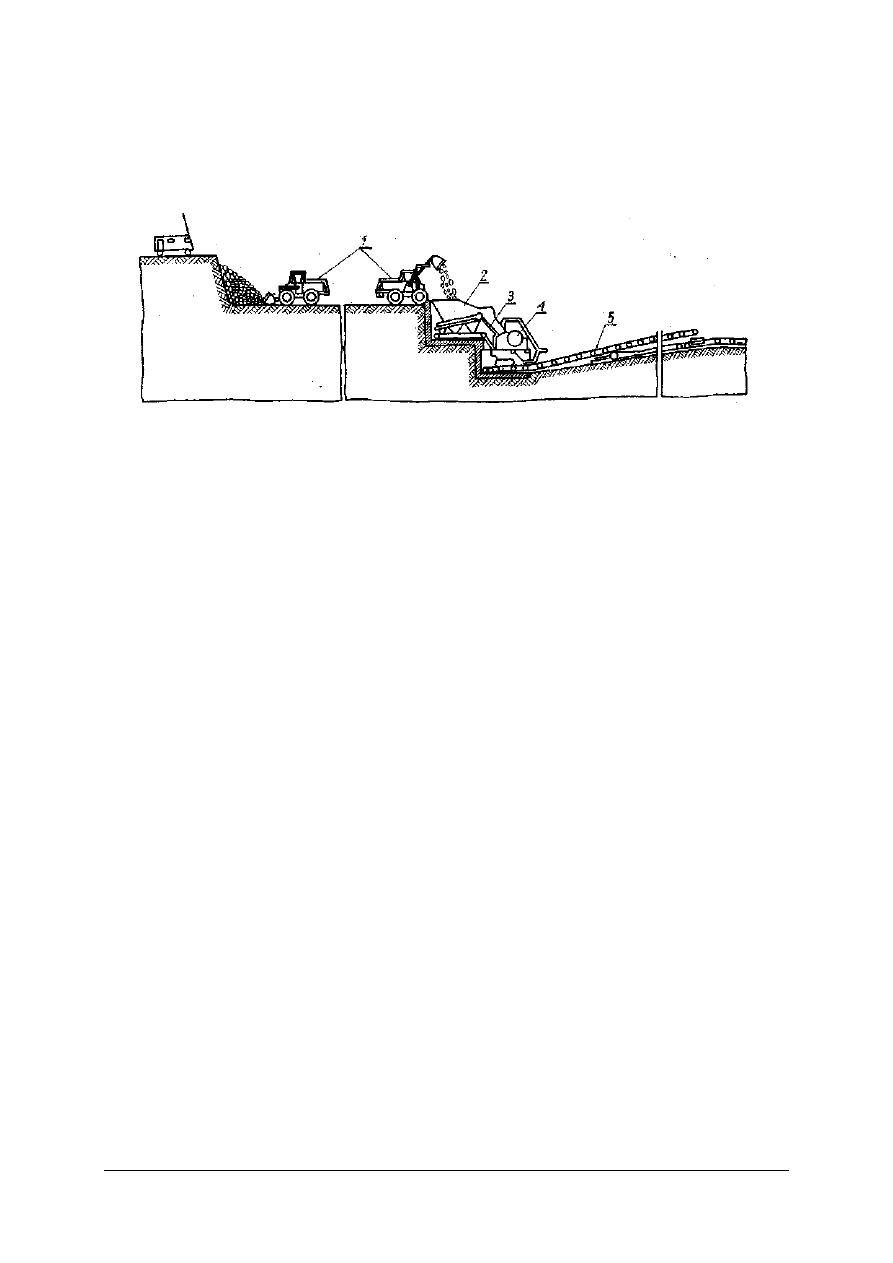
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.2.3. Ćwiczenia
Ćwiczenie 1
Na rysunku poniżej przedstawiono zastosowanie ładowarek łyżkowych. Nazwij elementy
rysunku oznaczone cyframi.
Rysunek do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) przeanalizować rysunek przedstawiony powyżej,
3) opisać elementy rysunku oznaczone cyframi,
4) sprawdzić poprawność wykonanego zadania,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
Ćwiczenie 2
Objaśnij różnice występujące w procesie pobierania i załadunku materiałów sypkich
oraz przy ładowaniu materiałów kawałkowych za pomocą ładowarek łyżkowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) określić zastosowanie ładowarek kołowych,
3) objaśnić fazy pobierania i załadunku materiałów sypkich,
4) objaśnić fazy pobierania i załadunku materiałów kawałkowych,
5) wskazać występujące różnice,
6) zapisać informacje do notatnika,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
modele ładowarek łyżkowych,
−
materiały sypkie i kawałkowe,
−
literatura z rozdziału 6.

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić zasady doboru urządzeń załadowczych?
2) scharakteryzować zbiornik załadowczy?
3) określić proces ładowania materiałów sypkich?
4) scharakteryzować koparki łyżkowe stosowane w górnictwie
odkrywkowym do ładowania?
5) scharakteryzować różnice pomiędzy procesami ladowania ładowarką
łyżkową materiałów sypkich i materiałów kawałkowych?

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.3. Ładowarki czerpakowe
4.3.1. Materiał nauczania
Ładowarki czerpakowe
Ładowarki czerpakowe są przeznaczone do zaczerpywania ż równoczesnym
załadowywaniem na inny środek transportowy materiałów sypkich i kruszyw mineralnych na
otwartych składowiskach nasypowych. Elementem podejmującym materiał z usypiska jest
bezkomorowe koło czerpakowe z osadzonymi na obwodzie ośmioma czerpakami. Koło
czerpakowe jest ułożyskowane w łożyskach tocznych, osadzonych w piastach na konstrukcji
ramy koła czerpakowego. Na wale koła czerpakowego jest zawieszony napęd koła. Specjalne
sprzęgło, wbudowane pomiędzy przekładnię zębatą a silnik elektryczny, chroni układy
napędowe oraz konstrukcję nośną ładowarki przed przeciążeniem w wypadku nagłego
wzrostu oporów czerpania.
Materiał z czerpaków jest przesypywany przez zsyp koła czerpakowego, na biegnący
wzdłuż ramy tego koła napędzany elektrobębnem przenośnik taśmowy o zarysie nieckowym.
Zwodzona za pomocą dźwignika hydraulicznego rama koła czerpakowego, jest osadzona
przegubowo w wieży, zabudowanej na platformie obrotowej.
Obrotowa platforma nadwozia jest ustawiona na dwurzędowym łożysku wieńcowym
o utwardzonych bieżniach, wspartych na ramie podwozia. Usytuowany w platformie
mechanizm obrotu nadwozia jest napędzany silnikiem prądu stałego w układzie
przekształtników tyrystorowych. Rozwiązanie takie zapewnia możliwość bezstopniowej
zmiany szybkości bocznej czerpania w celu uzyskania optymalnych wydajności
w istniejących warunkach eksploatacji ładowarki. Na platformie są umieszczone w łatwo
dostępnych miejscach szafy stycznikowe i zespół hydrauliczny.
W osi obrotu nadwozia na wieży jest umieszczone łożysko promieniowo-osiowe obrotu
ramy przenośnika załadowczego. Taśmowy przenośnik załadowczy i przenośnik napędzany
elektrobębnem są zabudowane na własnej konstrukcji wysięgnikowej. Duży zakres
zwodzenia i obrotu przenośnika umożliwia dogodny odbiór urobku z ładowarki na inne
niezwiązane z nią środki transportowe. Po jednej stronie przenośnika znajduje się
przeciwciężar zapewniający wyważenie przenośnika w każdym położeniu, niezależnie od
wychylenia względem osi platformy, co powoduje wyrównanie nacisku gąsienic na podłoże.
Podwozie gąsienicowe składa się z ramy podwozia oraz dwóch ram gąsienicowych
połączonych z nią czopami. Każda gąsienica ma swój indywidualny napęd. Wahliwe zestawy
krążków nośnych gąsienic zapewniają równomierne naciski gąsienic na grunt, przy
przejeździe po nierównym terenie. Wprowadzone do miejsc dogodnych dla obsługi punkty
smarowania zapewniają łatwe i bezpieczne warunki konserwacji maszyn. Ładowarka jest
zasilana w energię elektryczną za pomocą oponowego przewodu wleczonego.
W celu zapewnienia warunków pracy ładowarki przy ograniczonej widoczności,
zainstalowano w odpowiednich miejscach punkty świetlne. Sterowanie pracą całej maszyny
odbywa się przez jednego operatora z pulpitu umieszczanego w klimatyzowanej kabinie.
System blokad i zabezpieczeń w układzie napędów i sterowania gwarantuje długotrwałą
i bezawaryjną pracę ładowarki. Przykłady ładowarek zaprezentowano na rysunkach 30 i 31.
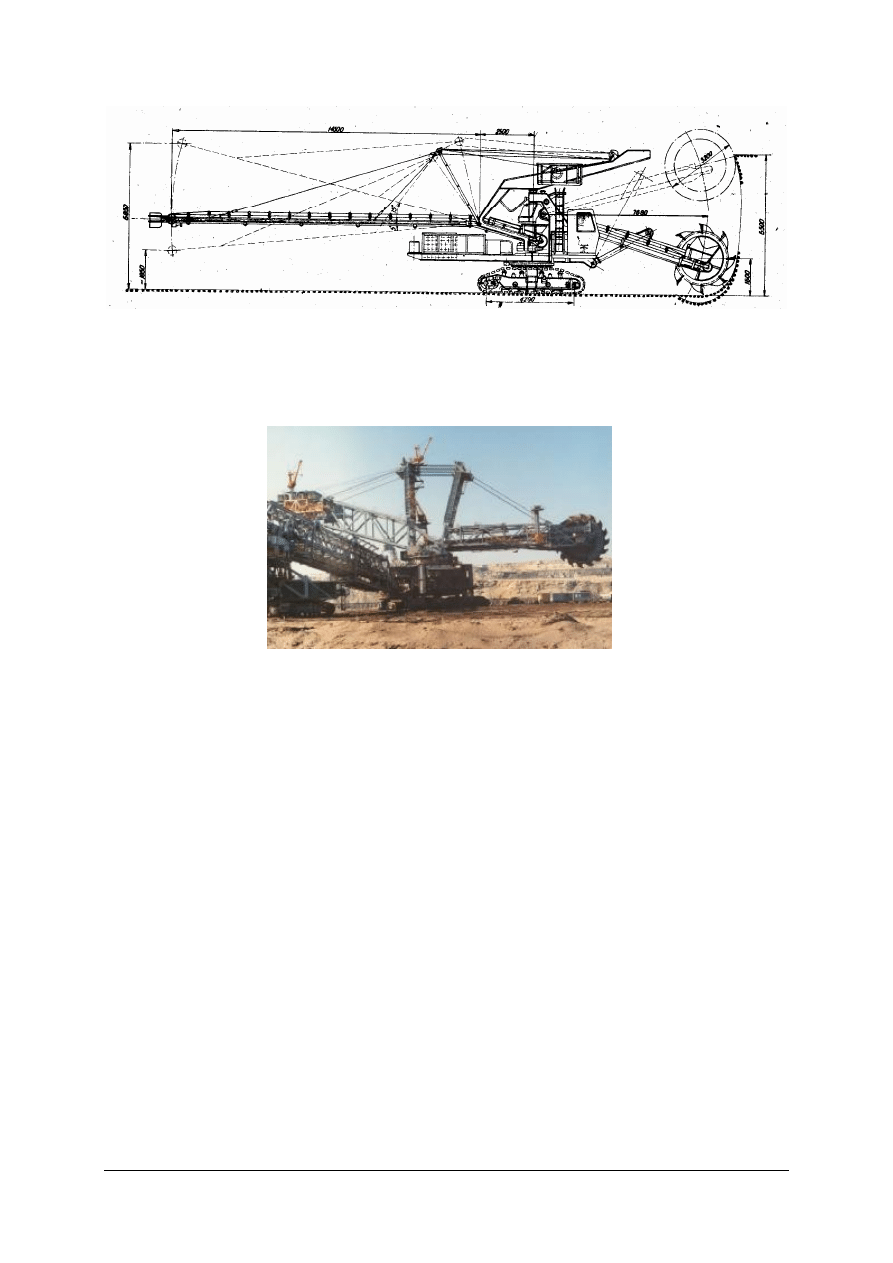
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 30. Koparko-zwałowarka ŁWK–103 [2, s. 343]
Podstawowe parametry obecnie użytkowanych ładowarek produkcji polskiej: wydajność:
do 6.300 m
3
/h; wysokość urabiania od 8 do 30 m; promień urabiania od 10 do 40 m; średnica
koła czerpakowego do 12,5 m; pojemność czerpaka od 125 do 2.000 dm
3
; promień załadunku
do 100 m.
Rys. 31. Koparka SchRs 4000 firmy Orenstein & Koppel [14]
Inne rodzaje ładowarek
W kopalniach odkrywkowych eksploatujących żwiry i kruszywo dla drogownictwa,
spotyka się na składowiskach lekkie ładowarki do ładowania przesortowanych minerałów.
W kopalniach eksploatujących żwiry, popularne są ładowarki ślimakowe, które za
pomocą organu roboczego składającego się z dwóch przenośników ślimakowych zaczerpują
urobek ze składowiska i podają go na odchylny przenośnik taśmowy, którym urobek zostaje
skierowany na środki transportowe. Wydajność takiej ładowarki wynosi 8–40 m
3
/h.
Szerokość taśmy przenośnika załadowczego – 500 mm, a długość wysięgnika – 8 m.
Na składowiskach kruszywa pracują również ładowarki tarczowe (frezowo-tarczowe).
Elementem nagarniającym urobek jest jedna lub dwie tarcze, a elementem podnoszącym
i wysypującym urobek do środków transportowych jest podawarka zgrzebłowa lub taśmowa.
W czasie ładowania ładowarka podjeżdża do pryzmy wgłębiając się głowicą ładującą
w urobek. Tarcza falista obracając się rozluźnia i zagarnia urobek, a obracający się z większą
prędkością ekscentrycznie umieszczony zbieżny bęben przyspieszający kieruje i przekazuje
zagarnięty urobek ma podawarkę taśmową. Ładowarki tarczowe budowane są na podwoziach
z kołami ogumionymi lub na gąsienicach.
Zaletami ładowarek tarczowych są: prosta budowa i duża wydajność ładowania
(niespotykana dotychczas przy małych maszynach) wynosząca średnio 120 t/h i więcej.
Ładowarki te nadają się do różnego rodzaju rozdrobnionego urobku i są mało czułe na
zawodnienie przodka. Mogą pracować przy nachyleniu spągu od –10° do +10°. Dużą zaletą,
kwalifikującą te maszyny nawet do najbardziej odległych (czasem niezelektryfikowanych)
zakładów, jest to, że napęd elektryczny ładowarki można zamienić na napęd sprężonym
powietrzem.
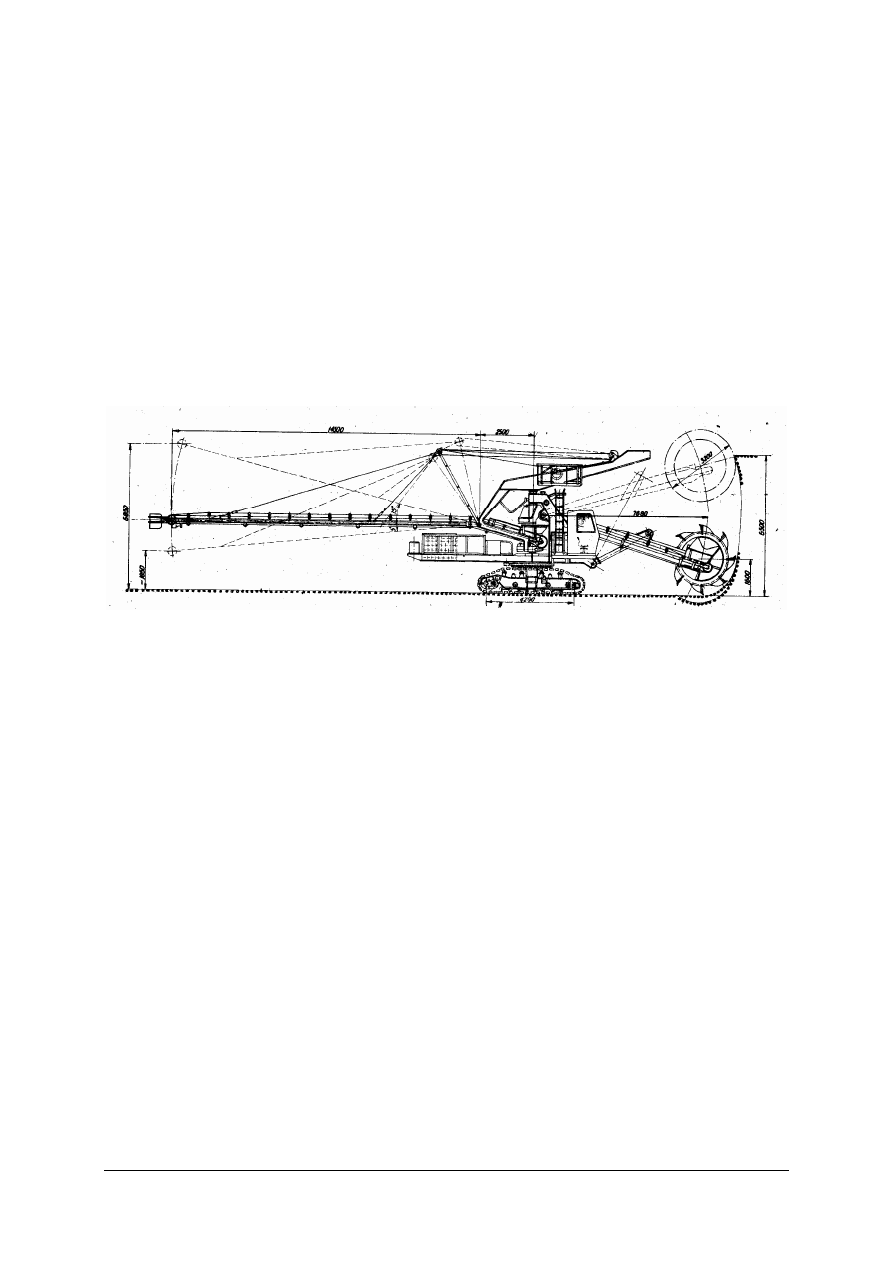
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynniki wpływające na dobór urządzeń załadowczych?
2. Co to jest zbiornik załadowczy?
3. Do czego przeznaczone są ładowarki czerpakowe?
4. Z jakich głównych zespołów zbudowana jest ładowarka czerpakowa?
5. Jakie wyróżnia się rodzaje ładowarek?
4.3.3. Ćwiczenia
Ćwiczenie 1
Nazwij i objaśnij działanie maszyny przedstawionej na rysunku. Wskaż możliwości jej
zastosowania.
Rysunek do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) przeanalizować rysunek przedstawiony powyżej,
3) rozpoznać elementy maszyny i ich przeznaczenie,
4) objaśnić działanie maszyny,
5) wskazać możliwości zastosowania w kopalniach odkrywkowych,
6) zapisać informacje do notatnika,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
Ćwiczenie 2
Opisz zastosowanie ładowarek czerpakowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) określić zastosowanie ładowarek czerpakowych
3) zapisać informacje do notatnika,

“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) objaśnić działanie koparko-zwałowarki?
2) wskazać możliwości zastosowania koparko-zwałowarki w kopalniach
odkrywkowych?
3) objaśnić działanie ładowarek czerpakowych?
4) rozpoznać inne rodzaje ładowarek?
5) określić podstawowe parametry techniczne obecnie użytkowanych
ładowarek produkcji polskiej?
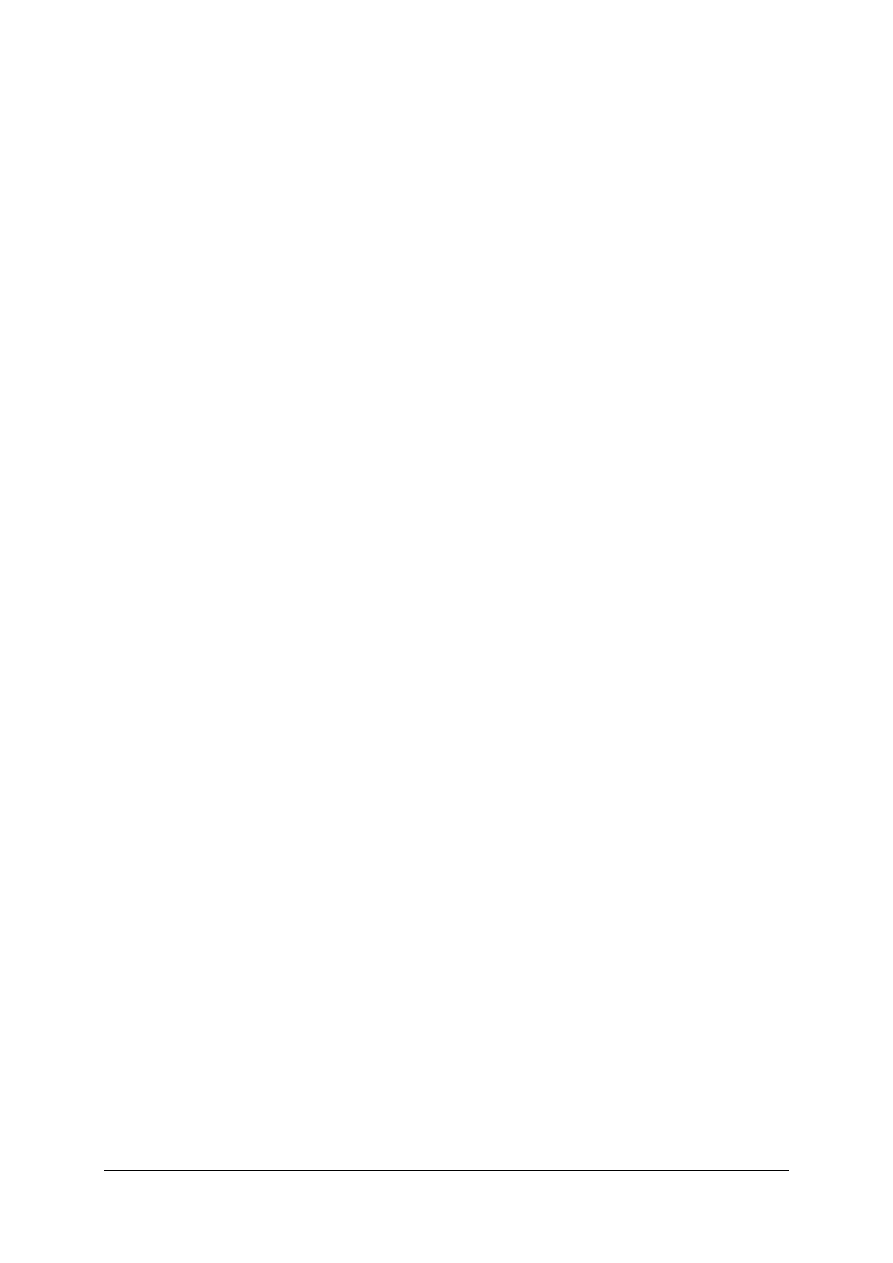
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 30 minut.
Powodzenia!
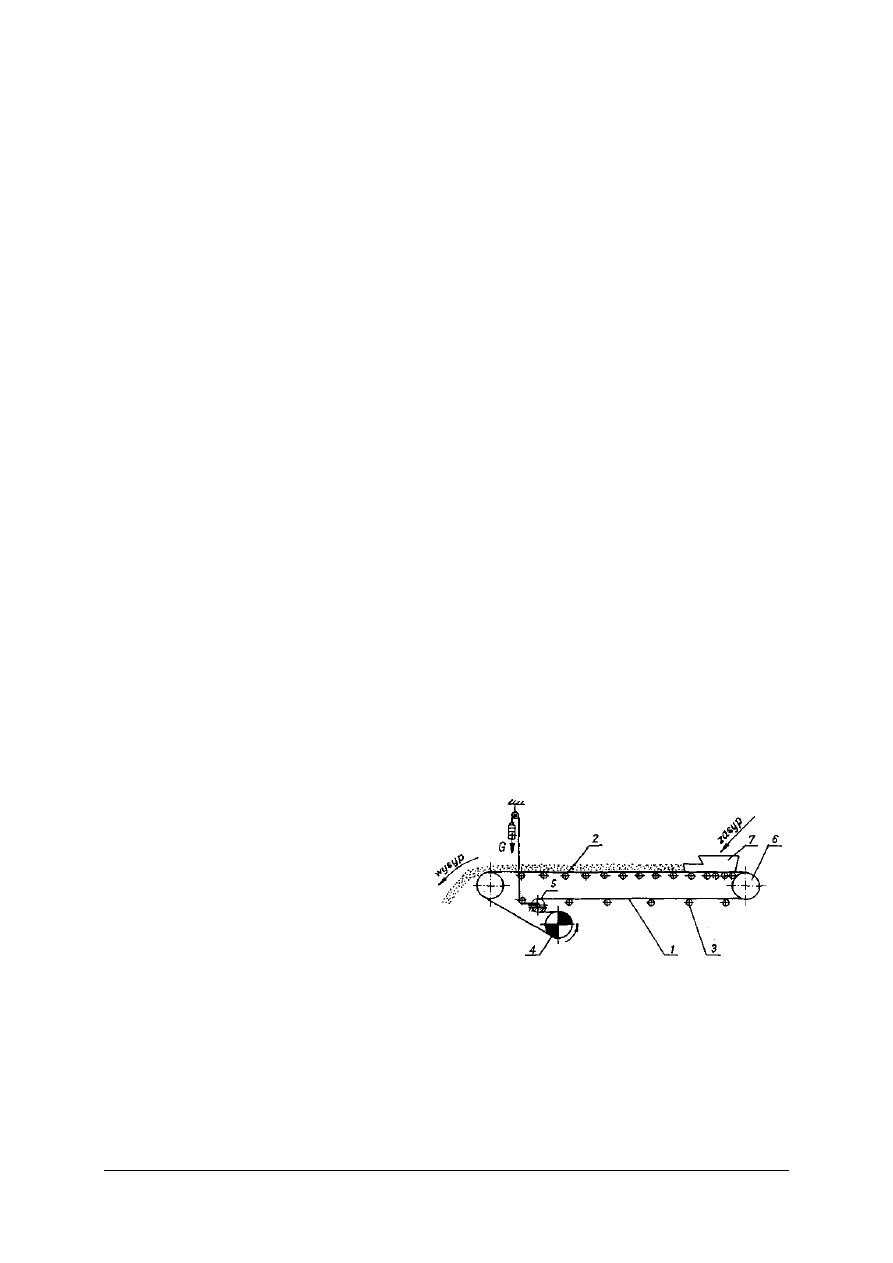
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
ZESTAW ZADAŃ TESTOWYCH
1. Sztywne zestawy krążnikowe zazwyczaj stosowane są w
a) cięgnie dolnym.
b) cięgnie górnym.
c) urządzeniu zasypowym.
d) zestawie napinającym taśmę.
2. Średnio na każdy kilometr taśmociągu przypada od
a) 300 do 500 krążników.
b) 1500 do 2000 krążników.
c) 2000 do 2500 krążników.
d) 3000 do 4000 krążników.
3. Zerwaną taśmę przenośnikowa naprawimy metodą
a) zgrzewania.
b) zszywania.
c) wulkanizacji na gorąco.
d) napawania.
4. Do wykonania złącz taśm na gorąco stosuje się
a) imadło ślusarskie.
b) przenośne prasy wulkanizacyjne.
c) ściski stolarskie.
d) zaciski śrubowe.
5. Prędkość przesuwu przesuwarki do przenośników wynosi od
a) 1 do 2 km/godz.
b) 2 do 5 km/godz.
c) 2 do 12 km/godz.
d) 10 do 20 km/godz.
6. Na schemacie taśmociągu numerem 4 oznaczono
a) krążnik.
b) bęben napędowy.
c) bęben zwrotny.
d) bęben napinający taśmę.
7. Wymagania stawiane taśmom przenośników najlepiej spełniają, taśmy
a) parciane o specjalnie przygotowanych do ich zadań konstrukcjach.
b) metalowe o specjalnych właściwościach.
c) gumowe o specjalnie przygotowanych do ich zadań konstrukcjach.
d) bitumiczne o specjalnie przygotowanych do ich zadań konstrukcjach.
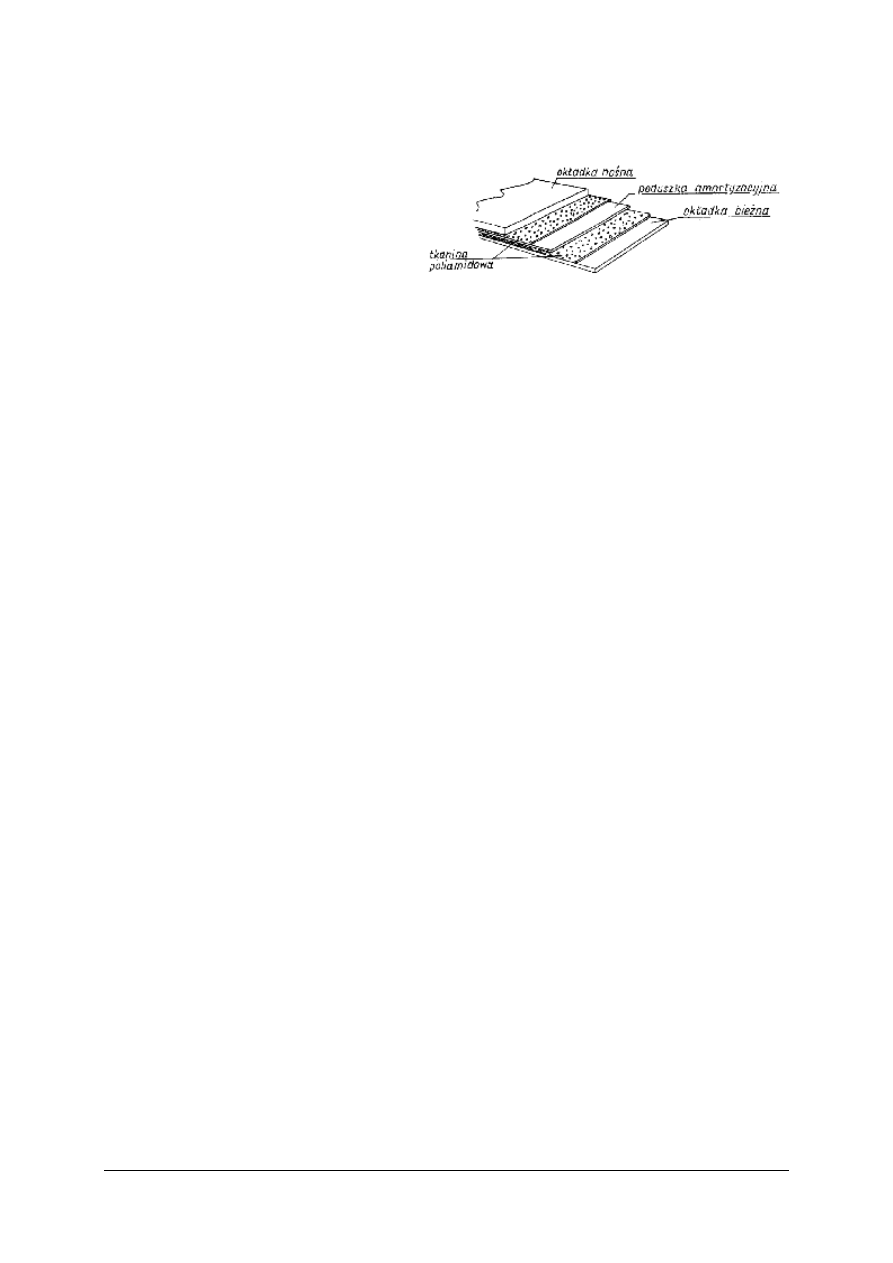
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
8. Prezentowana na rysunku taśma należy do grupy taśm o budowie
a) jednoprzekładkowej.
b) dwuprzekładkowej.
c) wieloprzekładkowej.
d) z linkami stalowymi.
9. Średnia żywotność taśm z linkami stalowymi wynosi
a) 1–2 lat.
b) 3–4 lat.
c) 5–6 lat.
d) 7–10 lat.
10. Zadaniem krążników nadawowych jest
a) podtrzymywanie taśmy obciążonej nosiwem.
b) podtrzymywanie powracającej nie obciążonej nosiwem taśmy.
c) podtrzymywanie i amortyzacja taśmy w miejscu, w którym nosiwo podawane jest na
przenośnik.
d) żadne z powyższych.
11. Z powodu dużej ilości stosowanych krążników w taśmociągach
a) wszystkie krążniki są takie same.
b) stosowana jest zasada unifikacji i typizacji krążnikow.
c) stosuje się krązniki jednokrotnego użycia.
d) często sie je konserwuje i smaruje.
12. Podczas transportu urobku wilgotnego lub mokrego następuje jego przylepianie się do
okładki nośnej taśmy, co może spowodować
a) spowolnienie ruchu taśmy.
b) niszczenie powierzchni nośnej taśmy.
c) przylepianie się urobku do płaszczy bębnów, powodując ich obrastanie.
d) korozję krążników.
13. 13. Zabiegi konserwacyjne taśm nie polegają na
a) powlekaniu powierzchni okładek odpowiednim płynem.
b) wypełnianiu ubytków gumy masą wypełniającą.
c) klejeniu taśm.
d) taśm przenośnikowych się nie konserwuje.
14. Minimalna odległość między dwiema sąsiednimi liniami przenośników
a) 0,5 m.
b) 1 m.
c) 1,5 m.
d) 2 m.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
15. Według ISO wytrzymałość złącza mechanicznego powinna wynosić minimum
a) 35% wytrzymałości na zerwanie taśmy łączonej.
b) 45% wytrzymałości na zerwanie taśmy łączonej.
c) 55% wytrzymałości na zerwanie taśmy.
d) 65% wytrzymałości na zerwanie taśmy łączonej.
16. Rysunek przedstawia złączkę typu
a) Mato.
b) Titan Tip–top.
c) Flexco.
d) Unilinka.
17. Do czynności przygotowawczych koniecznych
do przesuwania przenośnika należy
a) rozruch przenośnika.
b) wymiana taśmy na nową.
c) niwelacja terenu w nowym polożeniu przenośnika.
d) włączenie przenośnika bez obciążenia.
18. Układ kontroli wydajności przenośnika mierzy
a) prędkość przenośnika.
b) temperaturę bębnów napędowych.
c) wypełnienie taśmy przenośnika.
d) czas pracy przenośnika.
19. Główne ciągi przenośników taśmowych nie powinny mieć większych nachyleń niż przy odstawie
urobku
a) do góry – 30
0.
b) w dół – 30
0.
c) w dół – 40
0.
d) do góry – 40
0.
20. Zgodnie z przepisami na drugą stronę przenośnika można przechodzić
a) przez specjalne mostki nad przenośnikiem.
b) schylając się pod przenośnikiem.
c) wchodząc na przenośnik i zeskakując po drugiej stronie.
d) po jego zatrzymaniu.
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Użytkowanie maszyn i urządzeń do transportu i zwałowania
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
6. LITERATURA
1. Antoniak J.: Przenośniki taśmowe w górnictwie podziemnym i odkrywkowym,
Wydawnictwo Politechniki Śląskiej Gliwice 2006
2. Bęben A.: Maszyny i urządzenia do eksploatacji odkrywkowej. WSiP, W-wa 1977
3. Bęben, Bogusz, Glapa, Marianowski: Maszyny i urządzenia do odkrywkowego urabiania
surowców skalnych wybranymi technologiami, Wydawnictwo AGH Kraków 1988
4. Glapa Wojciech, Korzeniowski Jan, Mały leksykon górnictwa odkrywkowego,
Wydawnictwa i Szkolenia Górnicze, Burnat & Korzeniowski
5. Grzelak E., Kruszywa mineralne, poradnik, COIB, Warszawa 1995
6. Kozioł, Uberman: Technologia i organizacja transportu w górnictwie odkrywkowym,
Wydawnictwa AGH, Kraków 1994
7. Kubiczek T., Maszyny i urządzenia mechaniczne w górnictwie, Wydawnictwo Śląsk,
Katowice 1970
8. Onderka, Bugesz, Kwiecień: Bezpieczeństwo pracy w górnictwie odkrywkowym,
Wydawnictwo AGH, Kraków 1988
9. Pastuszko, Ptasiński: Eksploatacja kopalin, WSiP, W-wa 1978
10. Poradnik Górnictwa Odkrywkowego, Wydawnictwo Śląsk, Katowice 1968
11. Poradnik Górnika, tom 5, Wydawnictwo Śląsk, Katowice1976
12. Rączkowski B., BHP w praktyce ODiDK Sp. z o.o., Gdańsk 2004
Materiały informacyjne oraz zasoby internetowe firm:
13. www.famaz.pl
14. www.fugo.com.pl/
Wyszukiwarka
Podobne podstrony:
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 03 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 01 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 03 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z3 02 u
gornik odkrywkowej eksploatacji zloz 711[03] o1 02 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 01 u
gornik odkrywkowej eksploatacji zloz 711[03] o1 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z2 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z2 02 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 03 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 02 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 01 u
więcej podobnych podstron