„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ryszard Gruca
Użytkowanie maszyn i urządzeń do obróbki kamienia
711[03].Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Wiesław Frankiewicz
dr inż. Jerzy Alenowicz
Opracowanie redakcyjne:
mgr Janusz Górny
Konsultacja:
mgr inż. Marek Olsza
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 711[03].Z1.03
„Użytkowanie maszyn i urządzeń do obróbki kamienia”, zawartego w modułowym programie
nauczania dla zawodu technik górnictwa odkrywkowego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Obróbka maszynowa kamienia
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
30
4.1.3. Ćwiczenia
30
4.1.4. Sprawdzian postępów
32
4.2. Maszyny szlifiersko-polerskie
33
4.2.1. Materiał nauczania
33
4.2.2. Pytania sprawdzające
41
4.2.3. Ćwiczenia
41
4.2.4. Sprawdzian postępów
43
4.3. Maszyny specjalne do obróbki kamienia
44
4.3.1. Materiał nauczania
44
4.3.2. Pytania sprawdzające
47
4.3.3. Ćwiczenia
47
4.3.4. Sprawdzian postępów
48
4.4. Rozdrabianie skał
49
4.4.1. Materiał nauczania
49
4.4.2. Pytania sprawdzające
73
4.4.3. Ćwiczenia
74
4.4.4. Sprawdzian postępów
75
5. Sprawdzian osiągnięć
76
6. Literatura
81

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu eksploatacji maszyn do
obróbki kamienia, stosowanych w górnictwie odkrywkowym.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych wiadomości i umiejętności, które
powinieneś mieć opanowane, aby przejść do realizacji tej jednostki modułowej.
2. Cele kształcenia, wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem.
3. Materiał nauczania (rozdział 4) – podstawowe wiadomości teoretyczne niezbędne
do opanowania treści jednostki modułowej.
4. Zestaw pytań przydatny do sprawdzenia, czy już opanowałeś podane treści.
5. Ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne.
6. Sprawdzian osiągnięć, przykładowy zestaw zadań i pytań. Pozytywny wynik
sprawdzianu potwierdzi, że dobrze pracowałeś podczas lekcji i że nabyłeś wiedzę
i umiejętności z zakresu tej jednostki modułowej. W przypadku trudności ze
zrozumieniem tematu lub ćwiczenia, poproś o pomoc nauczyciela.
Z rozdziałem Pytania sprawdzające możesz zapoznać się:
−
przed przystąpieniem do rozdziału Materiał nauczania – poznając przy tej okazji
wymagania wynikające z zawodu, a po przyswojeniu wskazanych treści
i odpowiedzeniu na pytania sprawdzisz stan swojej gotowości do wykonania ćwiczeń,
−
po zapoznaniu się z rozdziałem Materiał nauczania, by sprawdzić stan swojej wiedzy,
która będzie potrzebna do wykonania ćwiczeń.
Kolejny etap to wykonanie ćwiczeń, których celem jest uzupełnienie i utrwalenie
wiadomości z zakresu określonego w tytule jednostki modułowej. Po wykonaniu
zaplanowanych ćwiczeń, sprawdź poziom swoich postępów wykonując Sprawdzian
postępów. W tym celu:
−
przeczytaj uważnie pytania i odpowiedz na nie,
−
podaj odpowiedź wstawiając X w podane miejsce,
−
wpisz TAK, jeżeli Twoja odpowiedź na pytanie jest prawidłowa,
−
wpisz NIE, jeżeli Twoja odpowiedź na pytanie jest niepoprawna
Odpowiedź NIE wskazuje na luki w Twojej wiedzy, informuje Cię, jakich zagadnień
jeszcze dobrze nie poznałeś. Oznacza to także powrót do treści, które nie są jeszcze przez
Ciebie dostatecznie opanowane.
Poznanie przez Ciebie wszystkich lub tylko określonych części wiadomości będzie
stanowiło dla nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych
wiadomości i ukształtowanych umiejętności. W tym celu nauczyciel posłuży się zadaniami
testowymi. W rozdziale 5 tego poradnika jest zamieszczony przykład takiego testu, który
zawiera:
−
instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
−
przykładową kartę odpowiedzi, w której, w wolnych miejscach wpisz odpowiedzi
na pytania.
Aby zdobyć więcej interesujących Cię informacji, musisz sięgnąć do przedstawionych
pozycji literatury, czasopism i – najszybciej aktualizowanych – fachowych stron

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
internetowych. Pamiętaj, że przedstawiony tu wykaz literatury nie jest czymś stałym
i w każdej chwili mogą pojawić się na rynku nowe pozycje.
Jednostka modułowa: „Użytkowanie maszyn i urządzeń do obróbki kamienia”, której
treści za moment poznasz, jest jednym z modułów koniecznych do zapoznania się
z problematyką stosowania maszyn do eksploatacji i przeróbki kopalin w górnictwie
odkrywkowym.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy, instrukcji przeciwpożarowych i zasad ochrony środowiska
naturalnego, wynikających z charakteru wykonywanych prac. Przepisy te poznasz podczas
trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
Schemat układu jednostek modułowych
711[03].Z1
Eksploatacja maszyn i urządzeń stosowanych
w górnictwie odkrywkowym
711[03].Z1.02
Użytkowanie maszyn
i urządzeń do transportu
i zwałowania
711[03].Z1.04
Wykonywanie konserwacji
oraz naprawy maszyn
i urządzeń
górnictwa odkrywkowego
711[03].Z1.01
Użytkowanie maszyn
i urządzeń do urabiania
kopalin
711[03].Z1.03
Użytkowanie maszyn
i urządzeń do obróbki
kamienia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki powinieneś umieć:
−
stosować układ jednostek SI,
−
dobierać narzędzia, przyrządy i materiały do wykonywanej pracy,
−
rozróżniać rodzaje połączeń, osie, wały, łożyska, sprzęgła, hamulce i mechanizmy oraz
określać ich zastosowanie w budowie maszyn,
−
posłużyć się pojęciami: prędkość obwodowa, prędkość obrotowa, praca mechaniczna,
moc, energia i sprawność,
−
określać na podstawie dokumentacji technicznej elementy maszyny lub urządzenia,
−
posługiwać się dokumentacją konstrukcyjną i technologiczną oraz normami,
−
korzystać z różnych źródeł informacji,
−
selekcjonować, porządkować i przechowywać informacje,
−
interpretować związki wyrażone za pomocą wzorów, wykresów, schematów, diagramów,
tabel,
−
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
−
udzielać pierwszej pomocy poszkodowanym w wypadkach przy pracy,
−
przestrzegać przepisy BHP.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznać maszyny do obróbki kamienia,
−
wyszczególnić podstawowe i pomocnicze maszyny kamieniarskie,
−
scharakteryzować rodzaje maszynowej obróbki kamienia,
−
rozróżnić traki kamieniarskie,
−
wyszczególnić rodzaje pił i objaśnić sposób ich mocowania,
−
scharakteryzować traki z piłami tarczowymi oraz piły tarczowe,
−
objaśnić działanie traka linowego,
−
scharakteryzować szlifierko-polerkę przegubową,
−
objaśnić sposób wymiany segmentów szlifierskich,
−
scharakteryzować działanie i zastosowanie cyrkularek,
−
scharakteryzować działanie i pracę tokarki, szlifierki obrotowej, strugarki, frezarki
konturowej i wrębiarki do obróbki kamienia,
−
objaśnić zasadę działania kruszarki: szczękowej, stożkowej, młotkowej, walcowej
i bębnowej oraz młyna,
−
rozróżniać urządzenia do sortowania – przesiewania,
−
określić zastosowanie klasyfikatorów hydraulicznych i aerodynamicznych,
−
omówić zasadę działania urządzeń do wzbogacania kruszyw i flotacji,
−
objaśnić schemat zakładu przeróbczego,
−
przestrzegać przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska podczas eksploatowania maszyn i urządzeń do obróbki kamienia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Obróbka maszynowa kamienia
4.1.1. Materiał nauczania
Wprowadzenie
Obróbka mechaniczna (maszynowa) kamienia rozpoczyna się po dostarczeniu do zakładu
obróbczego bloku kamienia o kształcie zbliżonym do regularnego prostopadłościanu.
Obróbkę mechaniczną (maszynową) kamienia najogólniej możemy podzielić na:
1. Obróbkę trakową, mającą na celu podzielenie bloku kamienia na płyty lub paski
o wymaganych wymiarach, której odmianami są:
–
technologia dużej płyty,
–
technologia paskowa.
2. Obróbkę wymiarowo – kształtową, mającą na celu nadanie płytom odpowiednich
wymiarów i kształtu.
3. Obróbkę fakturalną, mającą na celu nadanie odpowiedniego stanu powierzchni.
Obróbka trakowa – w przypadku przeznaczenia bloku kamienia na elementy płytowe
(a tak się dzieje w większości przypadków) blok jest piłowany na płyty o długości
i wysokości bloku lub wycinane są z niego paski o długości bloku wymaganej grubości
i szerokości. Dla procesu dzielenia bloków przyjmuje się nazwę obróbka trakowa, a dla jej
odmian stosuje się określenia technologia dużej płyty i technologia paskowa. Otrzymane w
wyniku obróbki trakowej elementy płytowe poddawane są dalszej obróbce mającej na celu
nadanie im wymaganych wymiarów i kształtów oraz wymaganego stanu powierzchni.
Obróbka wymiarowo-kształtowa – najczęściej występującym przypadkiem jest
rozcinanie płyt na kwadratowe lub prostokątne elementy znajdujące zastosowanie jako
okładziny poziome lub pionowe (rys. 1).
Rys. 1. Obróbka wymiarowo-kształtowa – rozcinanie płyt na kwadratowe lub prostokątne elementy [2, s. 33]
Współczesne urządzenia obróbcze umożliwiają również wycinanie dowolnych kształtów
w płaszczyźnie płyty (rys. 2).
Rys. 2. Obróbka wymiarowo-kształtowa – wycinanie dowolnych kształtów w płaszczyźnie płyty [2, s. 33]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Cięcia mogą być wykonywane również pod innymi kątami, nie tylko pod kątem prostym
do powierzchni licowej (rys. 3).
Rys. 3. Wykonywane cięć pod różnymi kątami [2, s. 33]
Po nadaniu płycie wymaganego kształtu w płaszczyźnie licowej możliwym jest
wyprofilowanie powierzchni bocznych (rys. 4). W ten sposób są wykańczane między innymi
powierzchnie boczne parapetów, nakryw i stopni. Zabieg ten nosi nazwę profilowania.
Rys. 4. Profilowanie powierzchni bocznych [2, s. 33]
Obróbka fakturalna – polega na nadaniu odpowiedniego stanu powierzchni wyciętemu
z bloku i właściwie ukształtowanemu kamieniowi. Kamień w swojej, najczęściej bogatej,
strukturze kryje ciekawą kolorystykę i własności, które uwidaczniają się dopiero po
odpowiedniej obróbce. Nieciekawy kamień wydobyty w kamieniołomie po przecięciu
i przeszlifowaniu ukazuje właściwą sobie kolorystykę i ciekawe użylenie charakterystyczne
dla danego materiału.
Podstawowe sposoby mechanicznej obróbki fakturalnej to:
−
szlifowanie, mające na celu zmniejszenie nierówności powierzchni – dokładność
określająca dopuszczalną głębokość rys i zagłębień wynosi od 1,5 do 0,1 mm,
−
polerowanie, stosowane do nadania powierzchni połysku – dokładność faktur
polerowanych mierzy się w mikrometrach (1/1000 mm) wynosi od 80 do 2,5 µm, przy
czym dodatkowo ocenia się jakość poleru.
Są to podstawowe faktury wykonywane maszynowo dla uzyskania z kamienia pełnego
koloru i/lub użylenia. Istnieją jednak zastosowania, w których najistotniejszym walorem jest
szorstkość powierzchni zabezpieczająca np. przed poślizgiem lub podwyższona odporność na
czynniki atmosferyczne. Faktury takie uzyskuje się na drodze:
−
piaskowania – oddziaływania strumieniem piasku,
−
płomieniowania – oddziaływania strumieniem spalin o wysokiej temperaturze,
−
groszkowania – mechanicznego, punktowego nacinania groszkownikiem,
−
laserowania – punktowego traktowania polerowanych powierzchni promieniem lasera.
Oprócz omówionych faktur uzyskiwanych na drodze obróbki mechanicznej, istnieje
bogata paleta faktur uzyskiwanych w wyniku obróbki ręcznej. Norma branżowa BN–
84/6740–02 wymienia kilkanaście rodzajów faktur o dźwięcznych staropolskich nazwach:
łupana, rwana, krzesana, ciosana, szpicowana, dłutowana.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Ze względu na rodzaj stosowanych narzędzi obróbkę mechaniczną kamienia dzielimy na:
−
Obróbkę narzędziami ostrzowymi – prowadzoną narzędziami o określonej ilości
i kształcie części skrawającej. Ze względu na szybkie tępienie ostrzy przy obróbce
kamienia znajduje mniejsze zastosowanie m.in. przy toczeniu walców, wazonów
i galanterii.
−
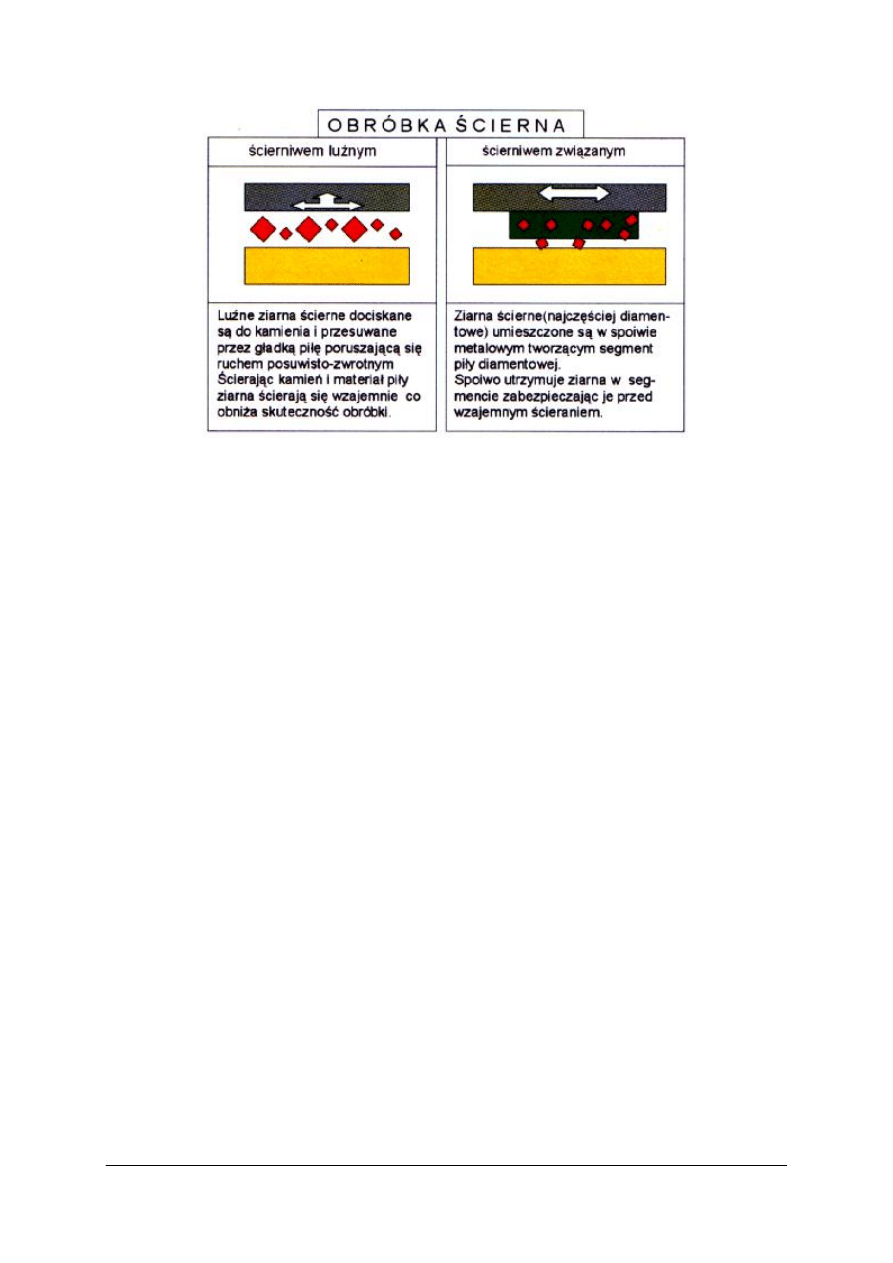
Obróbkę ścierną – prowadzoną przy pomocy licznych ostrzy (ziaren) o nieokreślonej
geometrii i kształcie. Metoda ta stanowi podstawową metodę obróbki kamienia.
Rodzajami obróbki ściernej są:
−
obróbka ścierniwem luźnym,
−
obróbka ścierniwem związanym.
−
Łupanie – jest najstarszą metodą dzielenia kamienia, wykorzystująca naturalną łupliwość
skał głównie granitów i piaskowców. Polega na działaniu liniowych sił skupionych wzdłuż
krawędzi cięcia. Stosowane przy produkcji formaków, słupków, kostki brukowej
i obróbki powierzchni.
Istnieje szereg nowych metod obróbki kamienia, które znalazły już szersze przemysłowe
zastosowanie. Należą do nich:
−
cięcie hydrodynamiczne wodą pod wysokim ciśnieniem (system Water Jet),
−
obróbka ultradźwiękowa używana głównie do uzyskiwania kształtów zagłębionych
−
obróbka laserowa.
Obróbka ścierna
Istotą tego rodzaju obróbki jest wykorzystanie znanego faktu, że materiał twardszy ściera
materiał o mniejszej twardości. Na tym założeniu wiedeński mineralog Friedrich Mohs
w 1812 r. stworzył skale twardości minerałów przyjmując, że minerał może być zarysowany
tylko minerałem o wyższej numeracji. W skali tej poz.1 zajmuje talk, który można zarysować
każdym innym minerałem, a nawet paznokciem. Z interesujących nas minerałów kolejne
pozycje zajmują: 7 – kwarc, 8 – topaz, 9 – korund. Skalę z numerem 10 zamyka diament
najtwardszy minerał występujący w stanie naturalnym. Kamień o strukturze krystalicznej lub
ziarnistej
jest
materiałem
niejednorodnym
o
własnościach
zmieniających
się
wielokierunkowo, w zależności od kierunku pomiaru lub oddziaływania. Nie ma w tym
fakcie nic dziwnego, gdyż jego struktura kształtowała się podczas zastygania magmy
wypływającej z wnętrza ziemi, albo w warstwach skał osadowych przeobrażanych podczas
tektonicznych ruchów skorupy ziemskiej. Narzędzie stykające się z takim materiałem musi
być przystosowane do szybkich i znacznych zmian oporu urabiania, być na tyle
wytrzymałym, by jak najdłużej utrzymać zdolności obróbcze. Ma to szczególne znaczenie
przy piłowaniu twardych bloków granitowych i bardzo ściernych piaskowców na płyty
o dużej powierzchni. Każda z pracujących pił (a często jest ich 200 i więcej) musi
przepiłować blok na jego pełnej wysokości, utrzymując w tym czasie pełną zdolność
skrawną.
I właśnie tutaj znalazła szerokie zastosowanie obróbka ścierna stosująca do obróbki
liczne, drobne ziarna ścierne o nieokreślonej ściśle liczbie i geometrii, lecz o wysokich
własnościach ściernych, głównie materiałów z górnej strefy skali Mohsa. Przy obróbce
kamienia stosowane są dwie odmiany obróbki ściernej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 5. Rodzaje obróbki ściernej [2, s. 78]
Piłowanie ścierniwem luźnym
W szczelinie piłowej, utworzonej podczas piłowania, miejsce pojedynczych ziaren
zajmuje masa ścierna, w skład której wchodzi ścierniwo (ziarnisty materiał ścierny o różnym
kształcie i wielkościach ziaren), wykruszony i starty kamień oraz woda.
Do masy ściernej często są dodawane środki zagęszczające masę ścierną i/lub
zabezpieczające piłowany materiał przed przebarwieniem tlenkami żelaza pochodzące z pił
i piasku stalowego. Najczęściej jest to wapno, czasem gips.
W szczelinie piłowej następuje zetknięcie trzech materiałów o różnych własnościach
i różnym przeznaczeniu: piły trakowej, która musi poruszać i dociskać do kamienia ziarna
ścierne, ścierniwa (najczęściej piasku stalowego) oraz kamienia, który pod wpływem
oddziaływania dwóch pierwszych powinien ścierać się równo i możliwie jak najszybciej.
Twardość piły i piasku stalowego określane są metodami właściwymi dla badania
własności metali np. metodą Brinella lub Vickersa. Wyniki uzyskuje się przez wciskanie
w materiał kulki lub stożka z odpowiednio trwałego materiału i mierzenie wielkości odcisku
powstałego pod określonym naciskiem i w ustalonym czasie.
Zbliżoną metodą ustalania jest mikrotwardość minerałów, wyrażana tymi samymi
jednostkami (dla metali oznaczana bezpośrednio jako HB). Bezpośrednie porównanie
twardości w miarę jednorodnego metalu z wieloskładnikowym materiałem kamiennym jest
mało wiarygodne, lecz może stworzyć przesłanki do oceny ilościowego zużycia materiałów
występujących w szczelinie piłowej. Mikrotwardość kwarcu, stanowiącego główny składnik
granitu, (decydujący o jego twardości i ścierności) wynosi 1020–1240 kG/mm
2
, więc można
przyjąć jako wartość średnią 1100 HB.
Twardość gładkich pił trakowych określana jest na 225–270 HB średnio 250 HB,
natomiast twardość piasku stalowego 620–670 HB – średnio 650 HB.
Teoretycznie rzecz biorąc najszybciej winny się zużyć materiały o niższej twardości,
czyli piła i piasek. Jednak systematycznie dostarczany pod piły piasek stalowy powoduje
ścieranie najtwardszego z materiałów spotykających się w szczelinie piłowej.
Jak wykazuje praktyka, czynnikiem decydującym o skuteczności piłowania jest proces
mikrowykruszania ziaren kamienia pod wpływem miejscowych, często powtarzających się
nacisków punktowych wywieranych przez ziarna piasku stalowego.
Skuteczność tego procesu zależy głównie od ciągłości w podawaniu świeżego materiału
ściernego pod piły, co obecnie realizują automatyczne podawacze masy ściernej. Ciągły

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
dopływ strumienia świeżego ścierniwa, o nieco mniejszej niż kamień twardości, daje
pożądany efekt w postaci znacznego postępu cięcia i dobrej jakości powierzchni surowych
płyt.
Piłowanie kamienia luźnym ścierniwem było stosowane do piłowania wszystkich
gatunków kamienia od miękkich marmurów do najtwardszych granitów. Podstawowym
ścierniwem był piasek kwarcowy (kopalny lub morski), czasem wzbogacany droższymi
składnikami (korund, karborund). Był i jest to materiał powszechnie występujący, niedrogi
i niepowodujący zabarwienia piłowanego materiału, co jest szczególnie ważne przy piłowaniu
jasnych, miękkich wapieni i ozdobnych marmurów.
Obróbka kamienia ścierniwem luźnym stosowana jest aktualnie do piłowania materiałów
twardych (granity) i wysokościernych (twarde piaskowce), zdzierania (niwelacji) niedokładnie
przepiłowanych płyt surowych lub do zszorstkowania uprzednio obrobionych powierzchni.
Doskonalenie i coraz szersze stosowanie diamentowych pił trakowych, stopniowe obniżanie
kosztów ich stosowania powodują, że coraz więcej bloków piaskowcowych i granitowych
piłuje się na trakach diamentowych.
Można przewidywać, że w nieodległym czasie nastąpi obniżenie kosztów piłowania
granitu piłami diamentowymi do poziomu piłowania piaskiem stalowym, co praktycznie
spowoduje znaczne ograniczenie stosowania luźnego ziarna ściernego lub jego całkowite
wyeliminowanie.
Obróbka ścierniwem związanym
Istotnym mankamentem obróbki luźnym ścierniwem jest wzajemne ścieranie się ziaren
dociskanych do kamienia podczas obróbki. Część zdolności ściernej ziaren ścierniwa, które
winny być wykorzystane do piłowania kamienia jest w ten sposób tracona. Logicznym stało
się wprowadzenie narzędzi, w których poszczególne ziarna ścierne zostały „opakowane”,
przymocowane do korpusu narzędzia i tym sposobem zabezpieczone przed bezpośrednim
wzajemnym kontaktem. Problemem było z jednej strony znalezienie odpowiednio trwałego
ziarna ściernego, z drugiej wytrzymałego i możliwie niedrogiego spoiwa zdolnego do
utrzymania ziarna w narzędziu, do momentu utraty zdolności ścierania kamienia.
Najtwardszym ścierniwem (nr 10 w skali Mohsa) jest diament, który nigdy nie należał i nie
należy do materiałów tanich. Korzystając z nieco tańszych, przemysłowych (niejubilerskich)
odmian diamentów przy realizacji monumentalnych i dobrze opłacanych inwestycji (pałace,
katedry, duże założenia architektoniczne) zaczęto stosować piły trakowe i tarcze tnące
zbrojone metalowymi segmentami. W segmentach tych umieszczano kilkukaratowe ziarna
diamentu, rozmieszczając je w kilku szeregach na pełnej szerokości segmentu. Do mocowania
ziaren stosowano spoiwo metalowe na bazie ołowiu. Piły trakowe i tarcze tnące o średnicach
1000 i 1200 mm zbrojone taki segmentami stosowano jeszcze w latach 60–tych
w dolnośląskich zakładach obróbczych. Mała skuteczność, a zwłaszcza wysoki koszt tych
narzędzi zmusiły do poszukiwania nowych materiałów ściernych i nowych spoiw.
Narzędzia karborundowe
Analiza naturalnych materiałów ściernych, zgodnie ze skalą twardości Mohsa, skierowała
uwagę na tańszy od diamentu korund, a znacznie później, bo w XIX wieku na otrzymywany
sztucznie karborund o twardości 9,5 w skali Mohsa. Równocześnie nastąpił istotny postęp
w metodach produkcji spoiw mineralnych, zwłaszcza magnezytowych.
Ziarno korundowe a następnie karborundowe zatopione i w miarę równomiernie
rozmieszczone w objętości narzędzia. Stworzyło podstawowy materiał konstrukcyjny dla
nowej generacji względnie tanich narzędzi tnących i szlifierskich. Jedną z pierwszych
realizacji były karborundowe tarcze tnące na spoiwie magnezytowym stosowane w Europie
co najmniej od końca XVIII wieku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
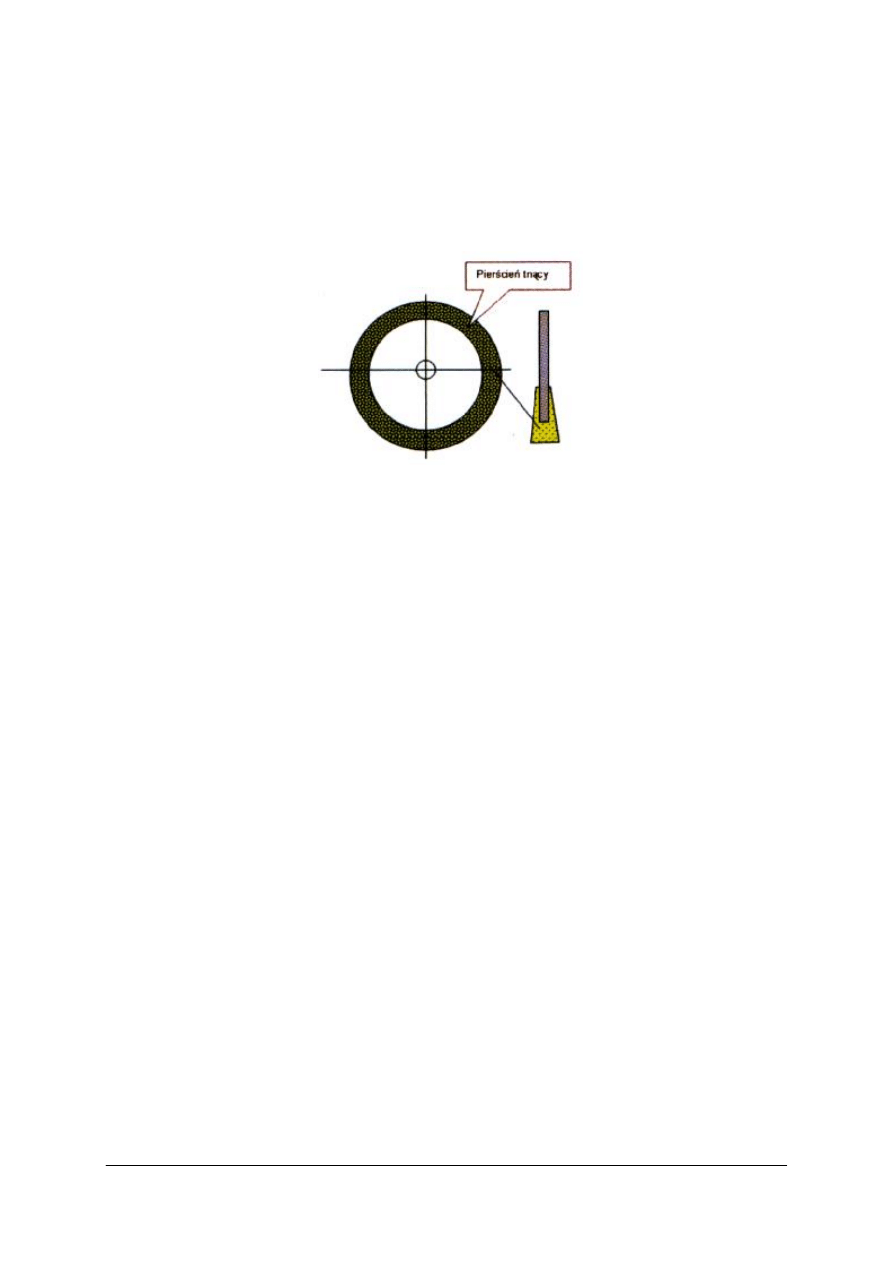
Tarcze takie składały się ze stalowej tarczy o grubości 2–3 mm oraz pierścienia tnącego
nakładanego na mokro. Pierścień o grubości 7–9 i szerokości 50 mm składał się z ziaren
korundu, a później karborundu zatopionych w spoiwie magnezytowym.
Sposób produkcji polegający na wymieszaniu spoiwa z materiałem ściernym i zalaniu
formy, był na tyle prosty, że można go było stosować w każdym, nawet niewielkim zakładzie
kamieniarskim.
Rys. 6. Karborundowa tarcza tnąca na spoiwie magnezytowym [2, s. 67]
Stąd ogromna popularność narzędzi karborundowych, stosowanych nie tylko do cięcia,
ale również do obróbki powierzchni, głównie szlifowania. Karborundowe narzędzia
szlifierskie stanowią podstawowe narzędzie do szlifowania kamienia, stosowane nie tylko na
szlifierkach ręcznych, lecz również w automatycznych szlifierkach przelotowych.
Narzędzia karborundowe stanowiły przełom i wyznaczały kierunki w produkcji narzędzi
tnących i szlifierskich na kilka stuleci.
Mimo stopniowego ulepszania spoiwa i technologii ich produkcji, karborundowe tarcze
tnące okazywały się mało skuteczne, szczególnie przy obcinaniu grubych płyt granitowych
i piaskowcowych. Szybkie zużywanie bocznych powierzchni pierścieni tnących powodowało
zmianę szerokości szczeliny piłowej, a tym samym utratę prostoliniowości krawędzi
obcinanych płyt.
Trwałość tarcz karborundowych przy cięciu różnych materiałów wynosiła:
−
granit strzegomski -
0,7–0,8 m
2
przecięcia na tarczę,
−
marmury, wapienie, piaskowce -
3 – 4 m
2
przecięcia na tarczę.
Uzyskiwano wtedy wydajność cięcia (wartości przeciętne):
−
granity -
1 m
2
/8h,
−
marmury i wapienie -
2,2–2,3 m
2
/8h,
−
piaskowce -
2,5–2,7m
2
/8h.
Natomiast karborundowe narzędzia szlifierskie, również o stale podnoszonej jakości
stosowane są z powodzeniem do chwili obecnej.
Narzędzia diamentowe
Rewolucyjny wręcz przełom w mechanicznej obróbce kamienia stanowiło wprowadzenie
segmentów metalowo-diamentowych i narzędzi zbrojonych tymi segmentami. Przy pełnym
poszanowaniu zasad obróbki ścierniwem związanym, zastosowano niezwykle skuteczne
ścierniwo i równie skuteczne spoiwo.
Zastosowanie najtwardszego, lecz znacznie tańszego niż diament oprawiany, drobnego
ziarna diamentowego w połączeniu ze znacznie trwalszym spoiwem metalowym otworzyło
nowy etap rozwoju narzędzi zwanych diamentowymi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Stało się to dzięki wcześniejszemu opanowaniu technologii produkcji węglików
spiekanych („widia”) i ich szerokim zastosowaniu do wysokowydajnej obróbki metali.
Nastąpiło to w wyniku gwałtownego wzrostu zapotrzebowania na sprzęt wojskowy podczas
II wojny światowej.
W latach 50 XX w. rozpoczęły się próby przemysłowe i w latach 60–tych narzędzia
diamentowe wprowadzono do szerokiego zastosowania w zakładach obróbki kamienia.
Segmenty metalowo – diamentowe otrzymywane są na drodze metalurgii proszków.
Drobne ziarna lub opiłki diamentowe mieszane są z proszkami metali (miedzi, kobaltu,
wolframu). Wcześniej ziarna te pokrywane są środkami zwiększającymi ich przyczepność do
metalowego spoiwa. Rodzaj i własności tych środków stanowią najbardziej strzeżoną
tajemnicę producentów gdyż one decydują o trwałości narzędzia. Mieszanina diamentowo-
-metalowa jest formowana w kształt prostego lub łukowego prostopadłościanu, prasowana,
poddawana obróbce termicznej i kalibrowana.
Technologia mechanicznego dzielenia bloków
Produktem wyjściowym do produkcji kamiennych elementów budowlanych jest blok
odspojony i wydobyty ze złoża. Optymalny blok przeznaczony do obróbki powinien mieć
kształt regularnego prostopadłościanu i być możliwie duży. Stwarzało to możliwość
uzyskania największej wydajności piłowania, stabilności ustawienia podczas piłowania oraz
uzyskania większej ilości płyt surowych o identycznych własnościach i kolorystyce.
Dla uzyskania regularności kształtu bloki są poddawane dodatkowej obróbce (paserowaniu)
w kamieniołomie lub zakładzie obróbczym. Wysokość bloków najczęściej wynika
z wysokości ławic lub naturalnie ukształtowanych poziomów, które wykorzystuje się do
oddzielenia bloku ze złoża. Pozostałe wymiary, długość i szerokość najczęściej dobierane są
pod kątem nośności dźwigów i samochodów transportujących bloki na miejsce obróbki. Masa
wydobywanych w Polsce bloków granitowych była limitowana nośnością dźwignic
linotorowych, która mieściła się w granicach 5–10 ton. Wprowadzenie w latach 90–tych
żurawi masztowych typu Derrick o nośności 20–30 t w znaczący sposób zwiększyło
możliwości wydobycia większych bloków. Przy produkcji kamiennych elementów
budowlanych stosowane są dwie podstawowe metody, różniące się sposobem uzyskania płyt
z bloku.
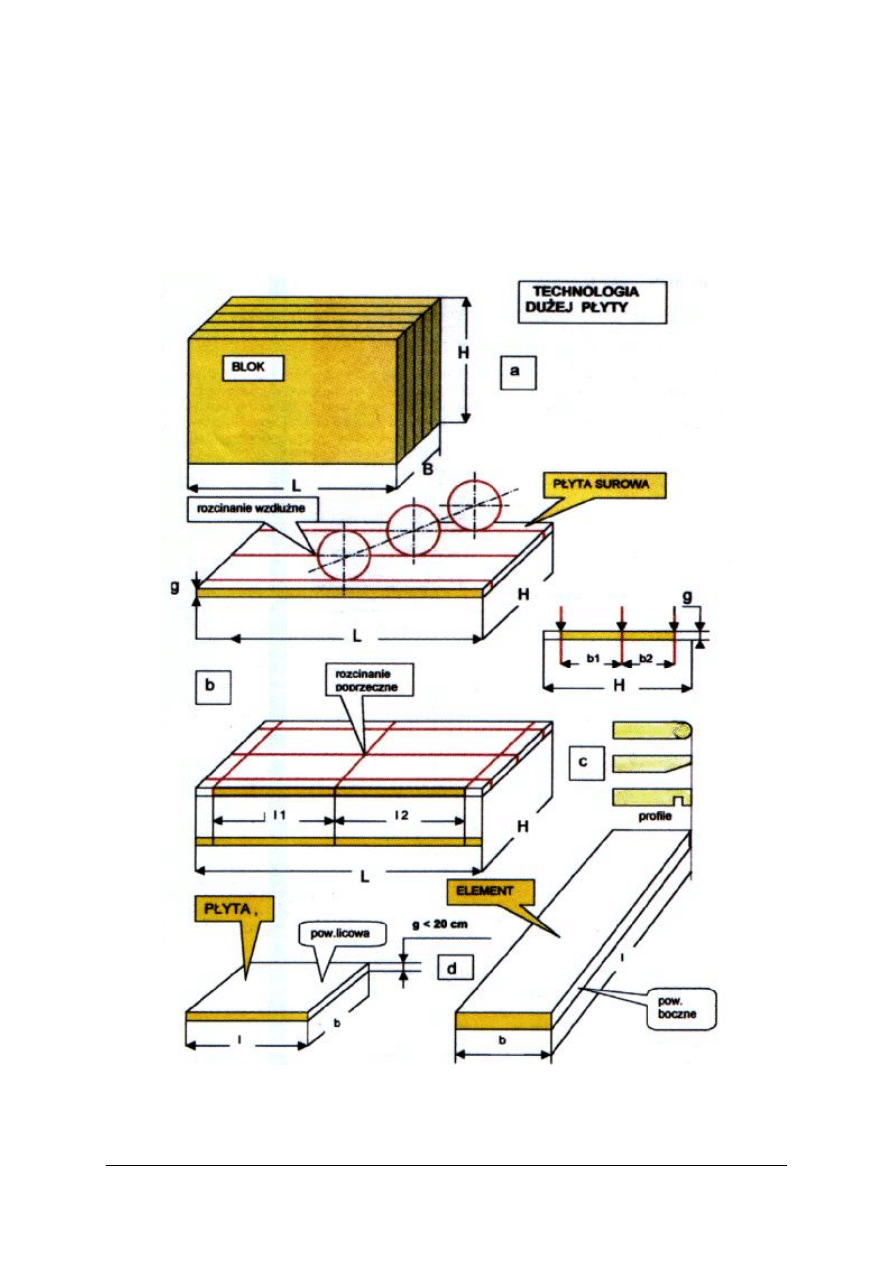
Technologia dużej płyty
Technologia ta polega na rozcinaniu bloku na płyty o powierzchni odpowiadającej
pełnemu obrysowi surowego bloku F = H x L i dalszej obróbce fakturalnej i wymiarowej.
Technologia ta (dalej oznaczana DP) stosowana jest przy masowej produkcji płyt
granitowych, marmurowych, piaskowcowych. Technologię tą realizują najczęściej traki
wielopiłowe: piłujące piaskiem stalowym (granity i trudnościeralne piaskowce) lub piłami
diamentowymi (wapienie, marmury, trawertyny). W produkcji mało i średnioseryjnej dla tej
technologii pracują również traki linowe i tarczowe. Główną zaletą tej metody jest możliwość
szybkiego uzyskania dużych serii płyt o dużych wymiarach, co umożliwia szybką realizację
dużych (i najbardziej opłacalnych zleceń). Płyty o dużej powierzchni łatwiej jest szlifować,
polerować czy opalać (płomieniować) na automatycznych liniach obróbczych, a w produkcji
małoseryjnej na szlifierkach automatycznych.
Uzyskane w technologii DP płyty surowe wg normy BN–84/6740–03 – o grubości do
20 cm mają określone minimalne grubości (wynikające z wytrzymałości kamienia):
−
granity, sjenity, gabro i zbliżone -
2 cm
−
dolomity, trawertyny, -
2 cm
−
marmury, wapienie zbite -
2 (1,5) cm
−
wapienie, piaskowce -
3 cm
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Dla technologii DP budowane są obecnie (głównie we Włoszech) gigantyczne traki
z wózkami trakowymi o szerokości do 7 m pracujące ponad 200 piłami oraz automatyczne
linie obrabiarkowe do płyt o szerokości 2 m. Prowadzi do szeregu utrudnień; napięcie
i ustawienie w ramie piłowej ponad 200 pił zajmuje tyle czasu, że koniecznym stało się
wprowadzenie wymiennych ram piłowych, w których piły są napinane poza strefą roboczą
traka. Traki–giganty i linie obrabiarkowe ze względu na koszty inwestycyjne mają rację bytu
tylko w przypadku możliwości zbytu ogromnej produkcji, liczonej w dziesiątkach tysięcy
m
2
płyt i elementów.
Rys. 7. Schemat technologiczny produkcji kamiennych elementów płytowych: a – piłowanie bloków na płyty,
b – obróbka wymiarowa (rozcinanie, obcinanie), c – profilowanie, d – obróbka fakturalna (szlifowanie,
polerowanie, promieniowanie) powierzchni licowych i bocznych. [2, s. 78]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
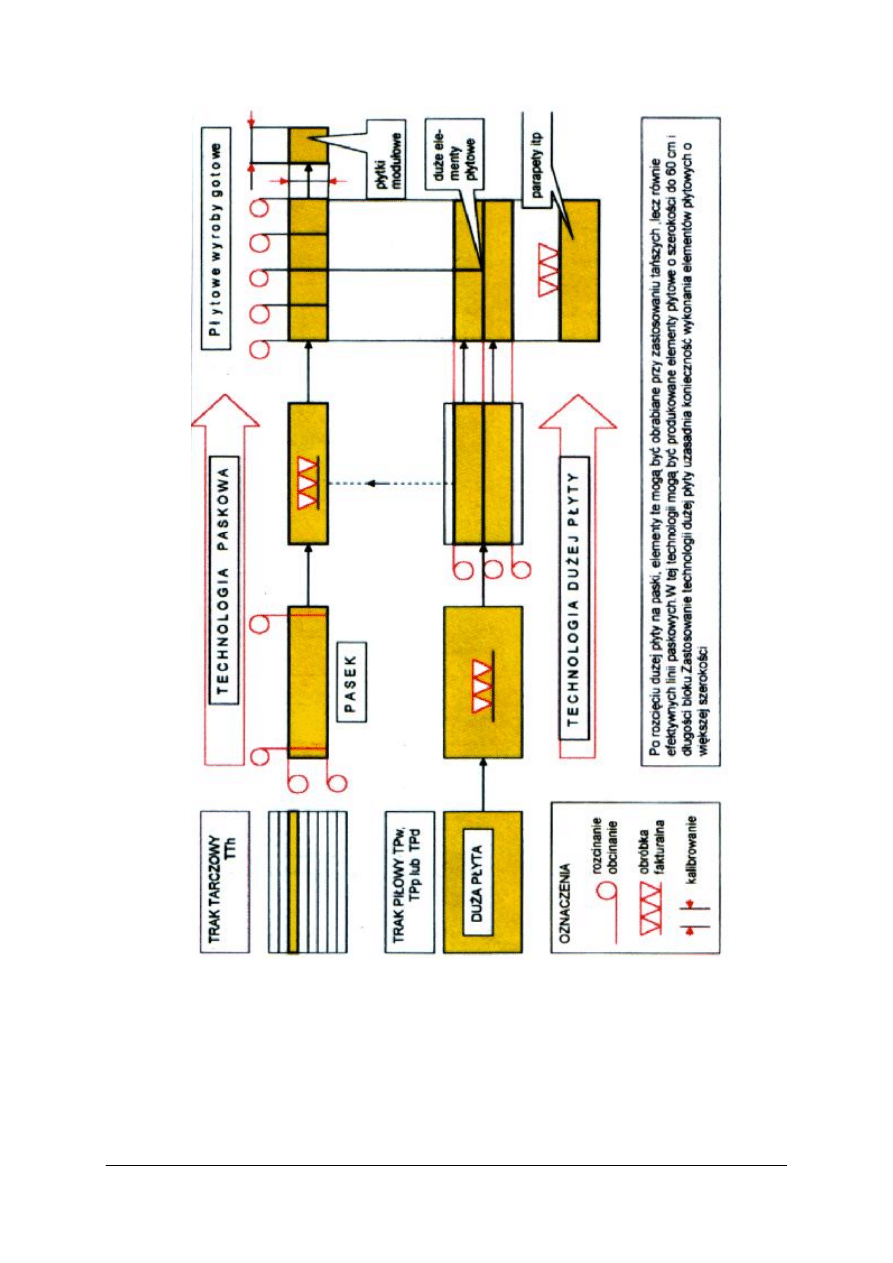
Technologia paskowa
Technologia paskowa polega na wycinaniu pasków bezpośrednio z bloku kamiennego.
Do tego celu wykorzystuje się wielotarczowe traki podcinające w klasyfikacji oznaczone
symbolem TTh. Zestaw kilku do 100 diamentowych tarcz tnących o średnicy od 800 do
1800 mm porusza się wzdłuż długości bloku –L wycinając paski o wysokości h. Zestaw tarcz
rozcina część szerokości bloku określaną jako zabiór Z. Po docięciu pasków na głębokość h,
do akcji wkracza pozioma tarcza tnąca, która odcina paski w płaszczyźnie poziomej.
Po odebraniu odciętych pasków zestaw pionowych tarcz przestawiany jest o wymiar zabioru
–Z i cykl wycinania zaczyna się od nowa. Po wycięciu pasków jednej warstwy wycinanie
pasków przenosi się na kolejne, niższe warstwy bloku. Zastosowanie techniki ciecia
tarczowego w istotny sposób zwiększa wydajność procesu, w porównaniu z technika piłowa.
Prostota konstrukcji układu tnącego połączona z możliwością precyzyjnego pozycjonowania
(ustawiania) i programowania dały przesłanki do stworzenia w pełni automatycznych
obrabiarek. I takie właśnie obrabiarki stanowią tarczową konkurencję dla gigantycznych
traków wielopiłowych pracujących w technologii dużej płyty. Niestety technologia paskowa
ma swoje istotne ograniczenia. Ze zwiększeniem średnicy tarczy tnącej rośnie grubość
segmentu tnącego, a wiec szerokość szczeliny piłowej. Przykładowo tarcza diamentowa
o średnicy 800 mm tworzy szczelinę o szerokości ok. 6 mm (zbliżoną do tej, jaką tworzy
diamentowa piła trakowa), natomiast tarcza Ø1600 mm daje szczelinę o szerokości
ok. 10 mm. W tej sytuacji dla uzyskania płytki granitowej o grubości 10 mm koniecznym jest
usunięcie warstwy materiału o tej samej grubości. Mimo tego w technologii paskowej
z każdego metra sześciennego bloku można otrzymać prawie dwa razy więcej metrów
kwadratowych cienkich (1–1,2 cm) płyt. Umieszczenie tylu tarcz na jednym wrzecionie
powoduje konieczność wprowadzenia w to miejsce jednostki napędowej o dużej mocy.
Zastosowanie technologii paskowej umożliwiło uruchomienie seryjnej produkcji cienkich
płytek modułowych granitowych i marmurowych
Otrzymane w wyniku stosowania technologii paskowej surowe paski kamienne
poddawane są dalszej obróbce wykańczającej. Najczęściej odbywa się to w ramach
automatycznych linii obrabiarkowych.
Obróbka surowych pasków obejmuje:
−
kalibrowanie grubości paska,
−
szlifowanie i polerowanie powierzchni licowych,
−
rozcinanie na określone długości,
−
fazowanie krawędzi wzdłużnych i poprzecznych,
−
kalibrowanie na długości i szerokości płytki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 8. Porównanie technologii: dużej płyty i paskowej [2, s. 79]
Traki
W zależności od zastosowanego narzędzia i zasady działania traki dzielimy na:
–
piłowe,
–
tarczowe,
–
cięgnowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Traki piłowe
Dokładna data, a nawet okres powstania konstrukcji traka do piłowania kamienia nie jest
określony. Natomiast zachowane do chwili obecnej pomniki budownictwa kamiennego, m.in.
świątynie i piramidy egipskie, budowle Azteków i Inków w Ameryce Południowej
i Środkowej świadczą o istnieniu techniki obróbki kamienia, daleko wykraczającej poza
obróbkę ręczną. W piramidzie Cheopsa na zabudowanych kamiennych elementach
konstrukcyjnych stwierdzono ślady stosowania narzędzi mechanicznych (tarcze tnące, liny,
wiertła rurowe i in.) o tajemniczym i dotychczas nieustalonym napędzie. Natomiast nie
znaleziono pozostałości samych narzędzi i obrabiarek zdolnych do wykonania tak precyzyjnej
i ogromnej pracy. Wystarczy powiedzieć, że tylko jedna piramida Cheopsa została zbudowana
z ok. 2300 tysięcy bloków granitowych i wapiennych o wadze od 2 do 70 ton, choć
w podstawie piramidy znaleziono bloki o masie 200 t. Masa piramidy szacowana jest na
6,5 mln ton co odpowiada rocznemu wydobyciu bloków we Włoszech pod koniec lat
90–tych. Można założyć, że pierwowzorem traka do piłowania drewna, a następnie kamienia
było stanowisko obsadzone przez dwie osoby, które przesuwały tam i z powrotem piłę,
stopniowo zagłębiając ją w piłowany materiał. Dla ułatwienia pracy i odciążenia rąk od
ciężaru, ramy z piłami zawieszano je na linach lub łańcuchach. W celu zrównoważenia ramy
stosowano obciążniki w postaci worków z piaskiem lub bloczków kamiennych. Dodając do
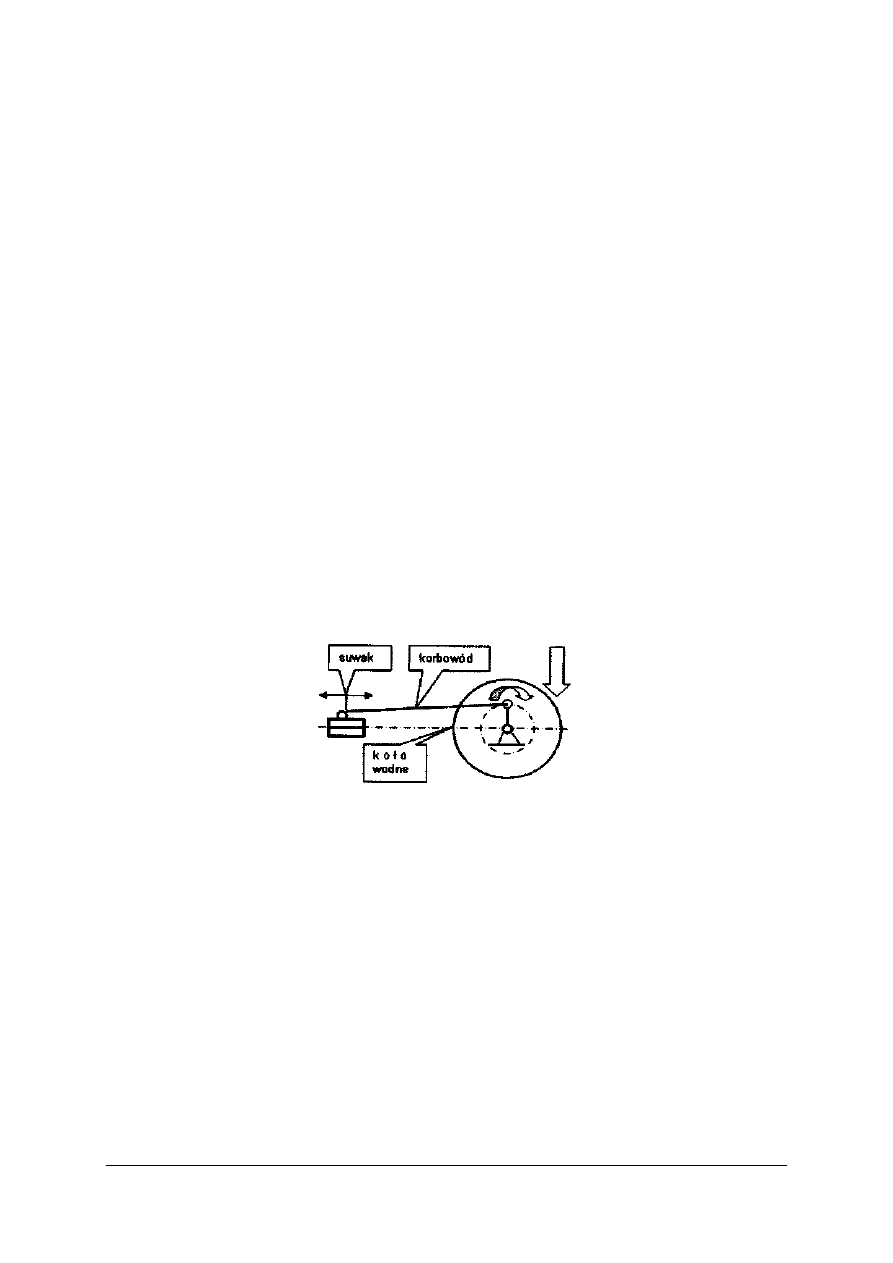
tego napęd – wpierw wodny, później parowy i elektryczny – oraz stosując układ korbowo-
-wodzikowy uzyskano pierwowzór dzisiejszych traków piłowych. Pierwsze pisane wzmianki
o trakach w Europie datowane są na IV wiek naszej ery. W tym czasie w Galii (obecna
Francja) miały pracować traki napędzane kołem wodnym.
Drewniana konstrukcja nośna traka, rama piłowa, korbowód i przypuszczalnie wał
korbowy przetrwały jeszcze do XVI wieku, o czym może świadczyć rysunek konstrukcji
traka, wykonany przez samego Leonardo da Vinci (1452–1519).
Rys. 9. Schemat układu korbowo–wodzikowego napędzanego kołem wodnym [2, s. 45]
Współczesne traki wahadłowe i diamentowe, pomimo bogatego oprzyrządowania
i wyposażenia w elektronikę, zastosowania nowoczesnych materiałów i elementów
sterowania (sterowniki SPS), budowane są nadal na zasadach wypracowanych przez kolejne
pokolenia konstruktorów. Mając ramę piłową i zespół korbowo–wodzikowy można było już
mechanicznie, bez udziału człowieka, nadać ramie ruch wahadłowy niezbędny do piłowania.
Piłowanie kamienia prowadzono od najdalszych czasów za pomocą gładkich pił, pod które
podsypywano piasek, czasem korund. Aby wykonać pracę ścierania kamienia ziarnisty
materiał musiał dostać się pomiędzy dolną krawędź piły a powierzchnię kamienia, i właśnie
tutaj pojawił się kolejny element konstrukcyjny decydujący o efektywności piłowania: sposób
zawieszenia ramy piłowej. Wahacze proste były stosowane już w pierwszych trakach
w postaci lin lub łańcuchów, na których zawieszono ramy. Regulując ich długość uzyskiwano
mniejsze lub większe unoszenie piły. Zastosowanie sztywnych wahaczy umożliwiło
zwiększenie nacisku pił na materiał ścierny i przyczyniło się do istotnego zwiększenia
wydajności traków.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
W ten sposób po skompletowaniu ramy piłowej, zawieszenia i napędu z układem
korbowo-wodzikowym powstała konstrukcja traka piłowego, którego zasada nie ulega
zmianom, poza kolejnymi udoskonaleniami podstawowych zespołów, wynikającymi
z postępu technicznego. Wózek trakowy umożliwia załadunek bloków, ustawienie
i mocowanie bloku lub bloków przy ładunku składanym. Dla traków średniej wielkości
posiada nośność 40–60 ton, dla traków o większej szerokości odpowiednio więcej. Trak
wyposażony jest w wózek podłużny wprowadzany do strefy piłowania traka w kierunku
osiowym. Rzadziej stosowane są wózki poprzeczne. Do pobocznie płyt powierzchni
ładunkowej mocowane są uchwyty kłonic (wyjmowanych) utrzymujących płyty surowe
w pozycji pionowej po przepiłowaniu bloku. W zależności od wymaganej nośności wózka
stosowane są 2 lub 3 rzędowe zespoły kół jezdnych. Wózki trakowe współczesnych traków
wyposażane są w mechanizmy jazdy umożliwiające mechaniczne wtaczanie wózków
z blokami pod trak i wytaczanie po przepiłowaniu bloku lub ładunku. Dawniej do tego celu
stosowano kłopotliwe w eksploatacji układy krążkowo–linowe. W dużych trakowniach
stosowane są przesuwnice wózków trakowych, które umożliwiają przesuwanie wózków
wzdłuż czoła trakowni.
Traki dzielące
Traki dzielące stanowią oddzielna grupę obrabiarek służących do formowania bloków
oraz piłowania bloków na grube płyty, przez analogię do nazewnictwa hutniczego nazywane
slabami. Do wykonania takich zabiegów stosowane są obecnie jednopiłowe traki diamentowe,
traki linowe, łańcuchowe i tarczowe.
Automatyczne podawacze masy ściernej
Warunkiem wydajnej pracy wielopiłowych traków do piłowania granitu i twardych
piaskowców, jest równomierność podawania piasku stalowego i innych składników masy
trącej. Utrzymanie stałego składu masy, optymalnego dla każdego rodzaju piłowanego
materiału jest warunkiem uzyskania odpowiedniej wydajności i otrzymania płyt surowych
o równej powierzchni, niewymagającej dodatkowych zabiegów niwelacyjnych. Funkcję tą
realizują automatyczne podawacze masy ściernej, które zastąpiły pracowników podających
łopatami piasek kwarcowy lub stalowy pod piły..
Piły trakowe
Piły trakowe wykonywane są z walcowanych płaskowników stalowych o grubości od
3 mm (piły diamentowe) do 9 mm (piły gładkie). Do piłowania granitów, twardych
piaskowców i podobnych twardych i ściernych gatunków kamienia stosowane są piły gładkie,
pod które podawane jest luźne ścierniwo (aktualnie prawie wyłącznie piasek stalowy).
Do piłowania pozostałych mniej ściernych materiałów stosowane są piły stalowe zbrojone
segmentami metalowo-diamentowymi skrótowo określane jako piły diamentowe. W ostatnim
okresie dzięki stopniowemu ulepszaniu segmentów metalowo-diamentowych coraz częściej
piły te stosowane są również do piłowania piaskowców i mniej ściernych granitów. Mimo
różnic w sposobie pracy i zastosowaniach łączy je sposób oddziaływania na piłowany
materiał: pod wpływem sił napięcia powodują dociskanie ziaren ścierniwa do piłowanego
materiału, w kierunku prostopadłym do ich długości.
Gładkie piły trakowe
Piły wykonywane z płaskowników lub cięte z blachy o grubości 4–9 mm i walcowane.
Napinane są za pomocą uchwytów jedno, czasem dwuotworowych i owiercane stosownie do
wybranego sposobu napinania. Najczęściej stosowane jest napinanie za pomocą uchwytów
jednootworowych Ø20 mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Oprócz pił całkowicie gładkich były i są stosowane odmiany zmierzające do ułatwienia
przedostawania się piasku stalowego pod krawędź tnącą piły. W tym celu na bocznych
powierzchniach pił nawalcowuje się płytkie rowki, proste lub skośne.
Spełniają one rolę magazynków, w których gromadzą się ziarna piasku stalowego
i wskutek posuwisto-zwrotnego ruchu piły łatwiej zsuwają się pod krawędź pity.
Równocześnie zapewniają bardziej równomierne rozmieszczenie ścierniwa wzdłuż piły.
Piły diamentowe
Brzeszczoty pił diamentowych najczęściej mocowane są za pomocą zaczepów typu
„jaskółczy ogon” umożliwiających ich przesuwanie w kierunku prostopadłym do krawędzi
tnącej. Do brzeszczotów nitowane są klinowe dwustronne nakładki, które wchodzą
w odpowiednie zaczepy w uchwytach piłowych. Wzdłuż dolnej krawędzi brzeszczotu
lutowane są segmenty metalowo-diamentowe omówione przy okazji prezentowania metod
obróbki ścierniwem związanym. Do lutowania stosowane są lutowia na bazie srebra.
Materiał na brzeszczoty pił musi spełniać nie tylko warunki wytrzymałościowe, lecz
również trwałość kształtu przy ciągłym, dwukierunkowo zmiennym obciążeniu i ciągłym
ścieraniu przez piłowany materiał. Dobry materiał na piły, który spełnia te wymagania
produkuje w Europie zaledwie kilka firm. Brzeszczoty takie można regenerować
i wielokrotnie uzbrajać nowymi segmentami.
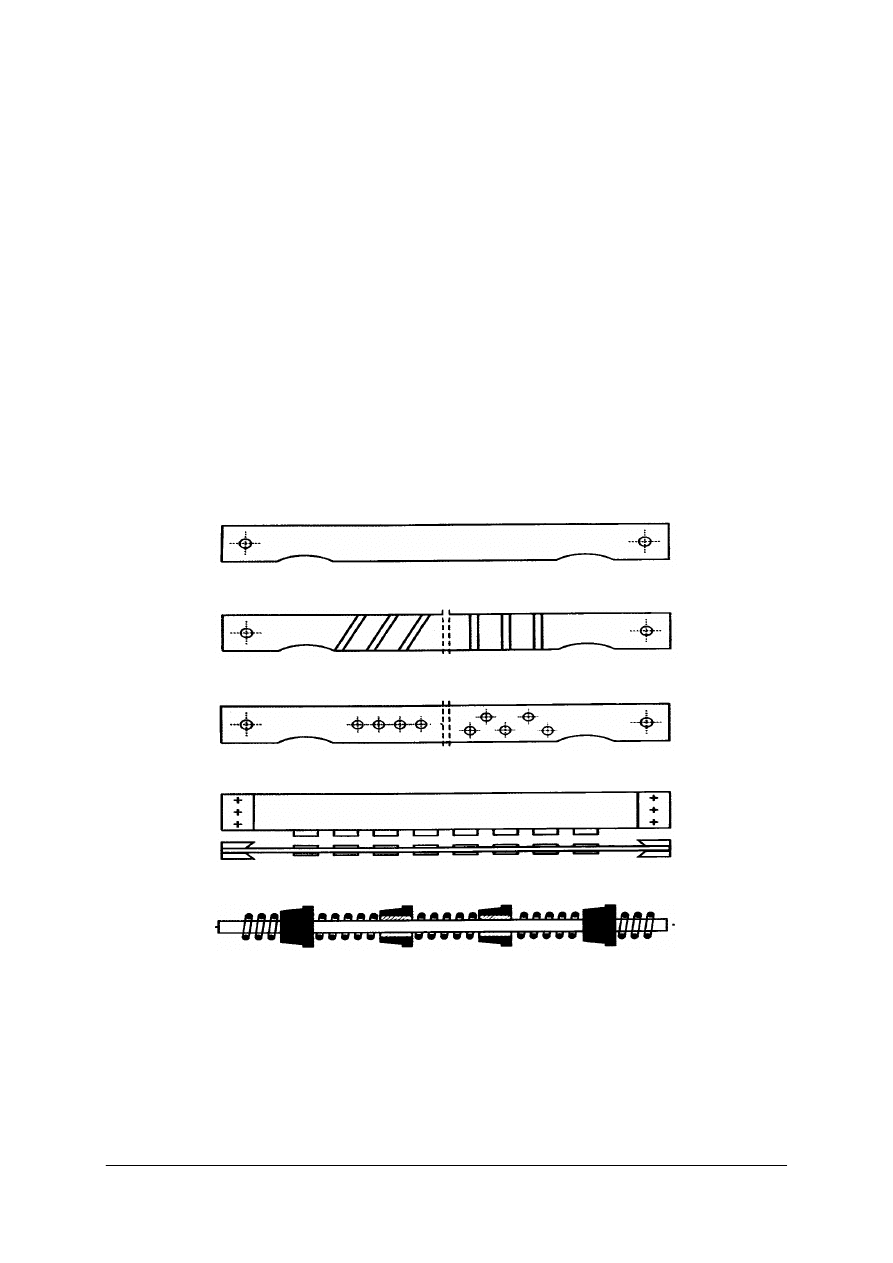
Piła trakowa gładka KTP–g
Piła trakowa gładka rowkowa KTP–k
Piła trakowa gładka otworowa KTP–h
Piła trakowa diamentowa segmentowa KTP–d
Lina zbrojona nakładkami diamentowymi KTL–z
Rys. 10. Piły trakowe [2, s. 23]
Ustawianie i napinanie pił
Rozstawienie pił w ramie piłowej zależy od grubości płyt jakie chcemy uzyskać oraz
szczeliny piłowej (rzaz), jaką wycina narzędzie w piłowanym bloku.
Obliczając grubość przekładki dystansowej wstawianej między brzeszczoty pił, należy
przewidzieć przebieg dalszej obróbki płyty i ustalić wielkość naddatków obróbczych na
wyrównanie powierzchni podczas dalszej obróbki.
Montaż pił trakowych i ich napinanie są
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
czynnościami często wykonywanymi, decydującymi o wydajności traka i jakości płyt
surowych. Wystarczy jedna źle ustawiona lub napięta, piła by zatrzymać piłowanie całego
bloku. A obecnie stosowane są 150 i więcej piłowe traki i łatwo sobie wyobrazić szkody
spowodowane nawet małym niedopatrzeniem w tej dziedzinie. Ustawianie pił wykonywane
jest przy pomocy:
–
znaczników
(zakrzywionych,
zaostrzonych
prętów
na
podstawce
najczęściej
magnetycznej),
–
czujników o dokładności klasy 0,01 mm,
–
celowników laserowych.
Znaczniki stosowane są najczęściej do ustawiania gładkich, czasem diamentowych pił
trakowych. Czujniki i celowniki laserowe stosuje się najczęściej do droższych
i dokładniejszych pił diamentowych. Przyrządy te muszą być ustawione stabilnie i pewnie, na
podstawce (najlepiej magnetycznej) ustawianej na dobrze oczyszczonej powierzchni wózka
trakowego. Piły trakowe napinane są w ramie piłowej za pośrednictwem uchwytów,
z których jeden stanowi element stały, a drugi (czynny) jest elementem umożliwiającym
właściwe napinanie piły. Gładkie piły trakowe najczęściej łączone są z piłami za pomocą
sworzni o średnicy ok. 20 mm. Stosowane są uchwyty jednootworowe, czasem dwuotworowe
(pokazane na szkicu). Zastosowanie dwóch zamiast jednego sworznia umożliwia
zastosowanie sworzni o mniejszej średnicy, lecz odbywa się to kosztem dwukrotnego
zwiększenia ilości otworów wierconych w piłach i uchwytach. Zupełnie inne sposoby
łączenia z uchwytami stosowane są w diamentowych piłach trakowych: są to połączenia „na
jaskółczy ogon”, które umożliwiają nie tylko napięcie osiowe brzeszczota, lecz również
pionowe przesunięcie piły w uchwycie, dla uzyskania wstępnego wygięcia piły (mimośród).
Piła stalowa gładka lub zbrojna segmentami metalowo–diamentowymi z brzeszczotem
o grubości 3 do 5 mm przy długości 3 do 4 m jest mało sztywna i dla uzyskania odpowiedniej
sztywności musi być mocno napięta.
a)
b)
c)
d)
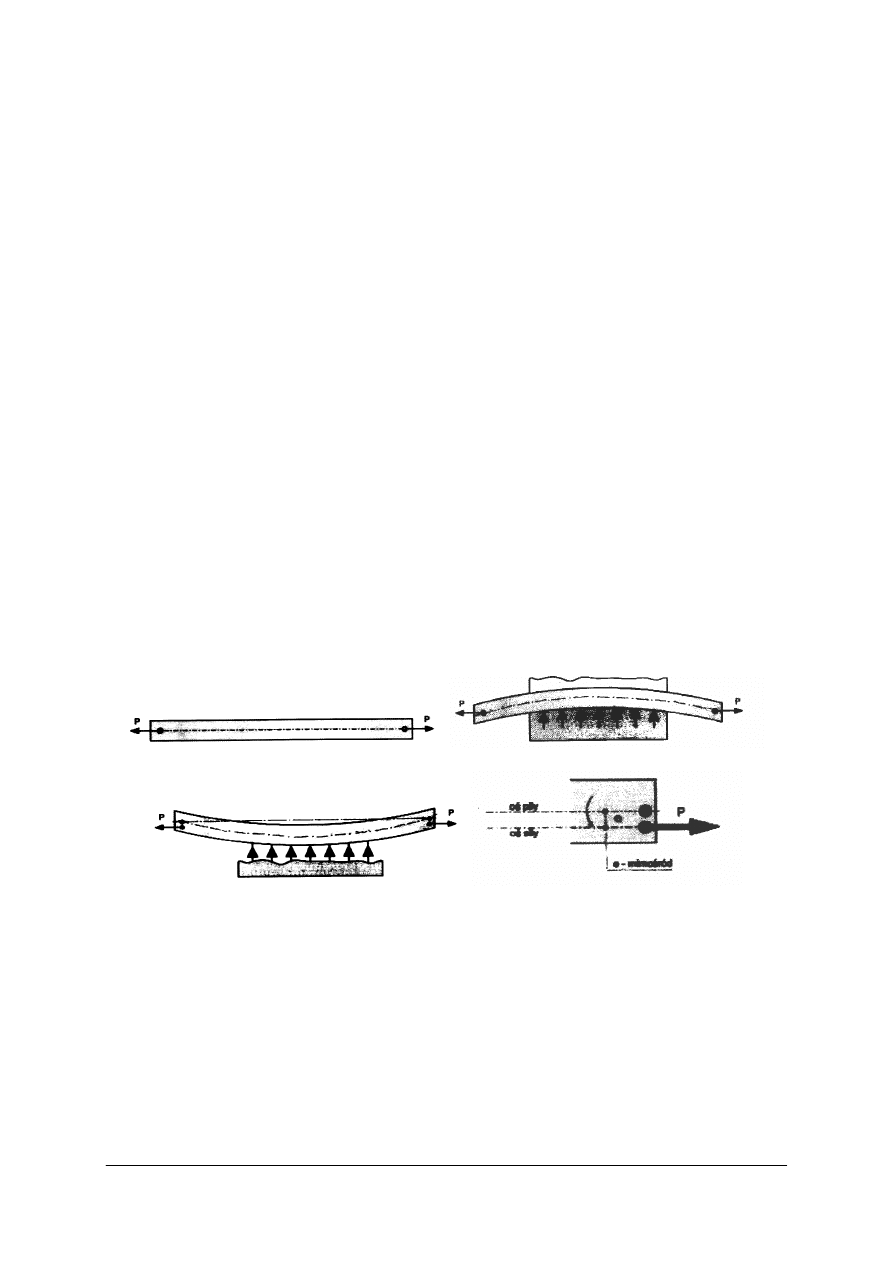
Rys. 11. Napinanie pił [2, s. 23]
Producenci pił trakowych diamentowych zalecają napinanie pił pracujących w trakach
wolnobieżnych z siłą 80–90 kN (8–9 T) i 90–100 kN (9–10 T) dla traków szybkobieżnych.
Nie jest obojętnym, w którym miejscu piły zaczepiamy siły napinania. Brzeszczot rozciągany
siłą osiową P przy napinaniu osiowym przyjmuje liniowe ułożenie pomiędzy punktami
zaczepienia.
Jeżeli osiowo napięta piła zetknie się z powierzchnią piłowanego bloku, siły skrawania
spowodują wygięcie piły do góry .Odchylenie osi mierzone w środku długości piły nosi
nazwę strzałki ugięcia. Przy zaczepieniu sił napinających poniżej osi piły uzyskuje się
moment tnący wyginający piłę ku dołowi. Przy zetknięciu tak wygiętej piły z blokiem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
podczas piłowania następuje jej wyprostowanie. Warunkiem sprawnej pracy zestawu pił
napinanych równocześnie w ramie piłowej jest ich równomierne napięcie i utrzymanie tego
stanu, co najmniej na czas piłowania bloku. A nie jest to łatwe, jako że piły ścierają się,
zmniejszają przekrój, nagrzewają się i wydłużają przy zbyt małym chłodzeniu i są dodatkowo
rozciągane, gdy trafią na twardszą partię materiału. Dla prawidłowego napięcia brzeszczota
piły konieczne jest wywarcie odpowiedniej siły jednakowej dla każdej z pił. Nie może to być
siła zbyt mała (brzeszczot nie będzie miał wystarczającej sztywności), ani zbyt duża,
ponieważ może powodować trwałe odkształcenie materiału piły. Producenci diamentowych
pił trakowych zalecają stosowanie sprawdzonych praktycznie sił napinania dla pił
pracujących w trakach:
−
wolnobieżnych 80–90 kN (8–9 T),
−
szybkobieżnych 90–100 kN (9–10 T).
Jednym ze sposobów umożliwiających uzyskanie tak dużych sił jest zastosowanie
napinaczy klinowych. Aktualnie produkowane piłowe traki diamentowe i wielopiłowe traki
wahadłowe wyposażane są fabrycznie w napinacze hydrauliczne, które umożliwiają nie tylko
uzyskanie wymaganych sił napięcia pił, lecz również utrzymanie tego napięcia podczas
pełnego cyklu piłowania, bez względu na wydłużenie pił, np. w przypadku natrafienia na
twardszy materiał, lub inne przypadki losowe. Ważnym elementem układu napinania
hydraulicznego jest akumulator hydrauliczny kompensujący nierównomierne wydłużenia pił.
Piasek stalowy
Piasek stalowy (żeliwny lub staliwny) to ziarnisty materiał ścierny stosowany m.in. do
piłowania bloków granitowych i piaskowcowych, zdzierania (niwelacji) nierówno
przepiłowanych lub szorstkowanych płyt surowych. Piasek (śrut) stalowy stosowany jest
również (a może głównie) w przemyśle stoczniowym do czyszczenia blach okrętowych oraz
w zakładach produkcji konstrukcji stalowych. W przemyśle obróbki kamienia stosowany jest
od lat 90–tych XIX w., stopniowo wypierając piasek kwarcowy stosowany wtedy
powszechnie do piłowania bloków kamiennych. Operacja piłowania kamienia ścierniwem
luźnym (piaskiem kwarcowym, karborundem, czy piaskiem metalowym) jest trudna do ujęcia
w ścisłe matematyczne ramy ze względu na dużą ilość czynników wpływających na jego
efektywność. Czynniki te to: szybko zmieniające się parametry piłowanego materiału,
nierównomierne zużywanie ścierniwa w wyniku wzajemnego ścierania ziaren, w obecności
startego kamienia i środków pomocniczych, nierównomierne rozprowadzenie masy ściernej
i inne. W szczelinie piłowej wypełnionej masą ścierną złożoną ze ścierniwa, startego
kamienia, wapna i wody porusza się ruchem posuwisto– zwrotnym gładka piła trakowa.
Podczas przecierania większe ziarna ścierne ulegają rozkruszeniu, odsłaniając ostre
krawędzie, które atakują kamień wyłuskując lub ścierając kamień ziarno po ziarnie.
Przeprowadzone badania pokazały, że najwyższe postępy piłowania w porównywalnych
warunkach (ten sam materiał, trak, piły i ich ilość) uzyskano przy zastosowaniu piasku
o ziarnistości 0,8 do 1,2 mm. Stosowanie ścierniwa drobniejszego (poniżej 0,8 mm) powoduje
zmniejszenie opadu, natomiast może zapewnić lepszą jakość powierzchni płyt. Natomiast
zastosowanie piasku grubego (powyżej 1,2 mm) powoduje zmniejszenie wydajności
przecierania, poszerzenie szczeliny piłowej i pogorszenie jakości powierzchni.
Traki linowe
Traki linowe służą do rozcinania bloków na płyty lub wycinania z nich elementów
kształtowych. Narzędziem jest lina bez końca zbrojona koralikami diamentowymi,
przewijająca się pomiędzy dwoma kołami linowymi, najczęściej o średnicy około 2000 mm.
Dzięki znacznej szybkości liny, mieszczącej się w granicach 20 do 40 m na sekundę,
aktualnie dostępne na naszym rynku traki linowe i liny diamentowe mogą rozcinać bloki
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
z każdego dostępnego na rynku kamienia. Dotyczy to również twardych granitów i bardzo
ściernych piaskowców, a o zastosowaniu piłowania linowego decyduje ostatecznie koszt
narzędzia. Traki linowe mają szereg zalet, które powodują coraz szersze ich wchodzenie na
polski rynek kamieniarski.
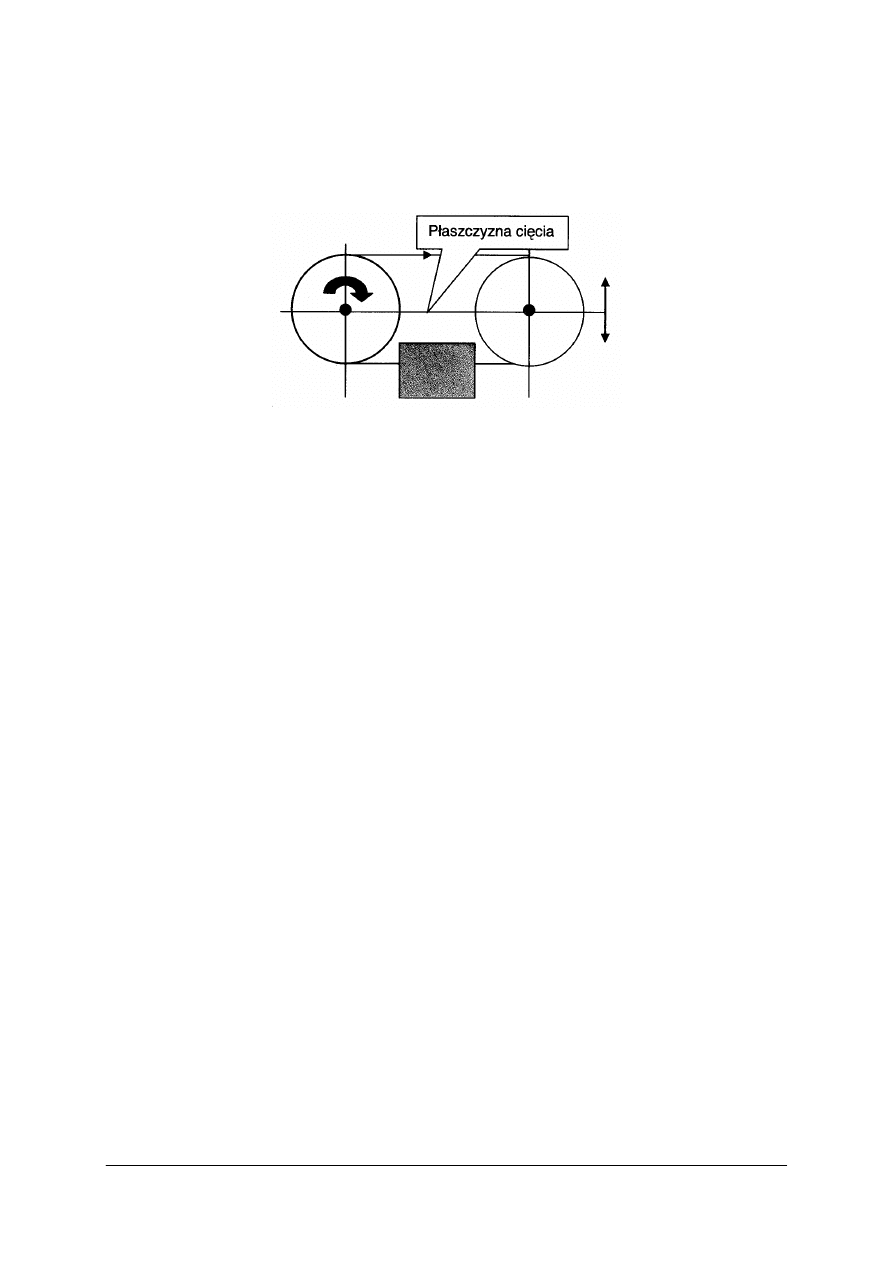
Rys. 12. Lina diamentowa napięta jest pomiędzy dwoma kołami napędzanym i zwrotnym. Zespół tnący
przemieszczany jest wzdłuż pionowych prowadnic ramy traka, powodując zagłębianie liny w materiał
bloku [2, s. 45]
Dwa koła linowe: napędowe i zwrotne oraz opasująca je lina diamentowa wyznaczają
płaszczyznę ciecia (rys. 12). Każdy element wsunięty do wnętrza tej płaszczyzny musi być
przecięty przez linę. Głównym ruchem roboczym traka linowego jest przesuw liny, który
powoduje przecinanie materiału. Natomiast dużą ilość odmian konstrukcyjnych stwarzają
ruchy pomocnicze określające sposób przemieszczania liny w stosunku do obrabianego
elementu lub odwrotnie. Jeśli zespół tnący będzie opuszczany jak na rysunku, nastąpi
rozcięcie bloku na pełnym obrysie bloku, przeciętym przez płaszczyznę cięcia. W ten sposób
rozcina się bloki na grubsze płyty (powyżej 5 cm) przez analogię do wyrobów hutniczych
nazywane slabami. Ustalanie kolejnych czynności pozwalających na przesuwanie liny
i wózka z blokiem aby uzyskać wymagany kształt wynika z programu, jaki został opracowany
przez producenta urządzenia. Przy cięciu długich elementów np. długich walców granitowych
może się zdarzyć, że lina nie dotnie do końca profilu zamkniętego. Wtedy trzeba dodać
w programie odcinek obwodu lub dociąć ręcznie. Przyczyną tego jest wyginanie się liny
tnącej, tym większe im większa jest odległość pomiędzy krążkami prowadzącymi.
Traki wielolinowe
Dążenie do osiągania jak najwyższej wydajności nie ominęło również konstruktorów
i producentów traków linowych. Powstało wiele konstrukcji, głównie do seryjnego,
pionowego cięcia grubszych płyt granitowych – w których zastosowano co najmniej 2 zespoły
tnące wykorzystujące ten sam mechanizm podnoszenia/opuszczania. Traki wielolinowe
sprawdzają się w sytuacjach, gdy można produkować duże serie płyt o tej samej grubości.
W przypadku częstej zmiany grubości płyt użytkowników czeka pracochłonne
przestawianie i ponowne mocowanie kół linowych.
Biorąc pod uwagę wysokie wydajności piłowania (przy piłowaniu krajowych granitów
blok o długości 2m można rozcinać z opadem 70–120 cm/h), ostatnio obserwuje się zwrot
w kierunku mechanizacji i automatyzacji czynności pomocniczych, przy zachowaniu układu
jednolinowego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 13. Trak 60–cio linowy [12]
Trak przewidziany jest do wysokowydajnego, seryjnego piłowania bloków granitowych
na płyty o wysokiej dokładności. Stosujący traki linowe do piłowania bloków granitowych
zdają sobie sprawę z problemów technicznych, jakie musieli pokonać konstruktorzy tego
traka. Główną trudnością jest uzyskanie lin o identycznych własnościach mechanicznych
i ścierności, a następnie utrzymanie ich równomiernego napięcia. Wystarczy uszkodzenie
jednego koralika diamentowego na linie, aby zatrzymać piłowanie całego bloku. Napinanie
równocześnie pracujących 60–ciu lin w warunkach małych odległości między nimi (20 mm)
uniemożliwia zastosowanie indywidualnych napinaczy lin. Przy prędkości liny w granicach
1040 metrów na sekundę, bębny napinające i zwrotne wymuszą wykonać 300 do 1200
obrotów na minutę.
Poniżej przedstawiono trak linowy o pionowej płaszczyźnie cięcia, lecz przewidziany do
poziomego rozcinania bloków. Zespół tnący traka jest zbliżony konstrukcyjnie do
zastosowanego w traku firmy Pellegrini. Jego oryginalność polega na uruchomieniu zespołu
tnącego: zespół ten porusza się wzdłuż torowiska, wzdłuż którego rozmieszczone są bloki
przewidziane do rozcinania. Poziome rozcinanie bloków na grube i przez to ciężkie płyty
powoduje konieczność zabezpieczenia liny diamentowej przed zgnieceniem lub
zatrzymaniem w materiale. Z tego względu trak wyposażono w autonomiczny zespół
wsuwający kliny w szczelinę piłową z obu stron rozcinanego bloku.
Rys. 14. Trak linowy do poziomego rozcinania bloków [25]
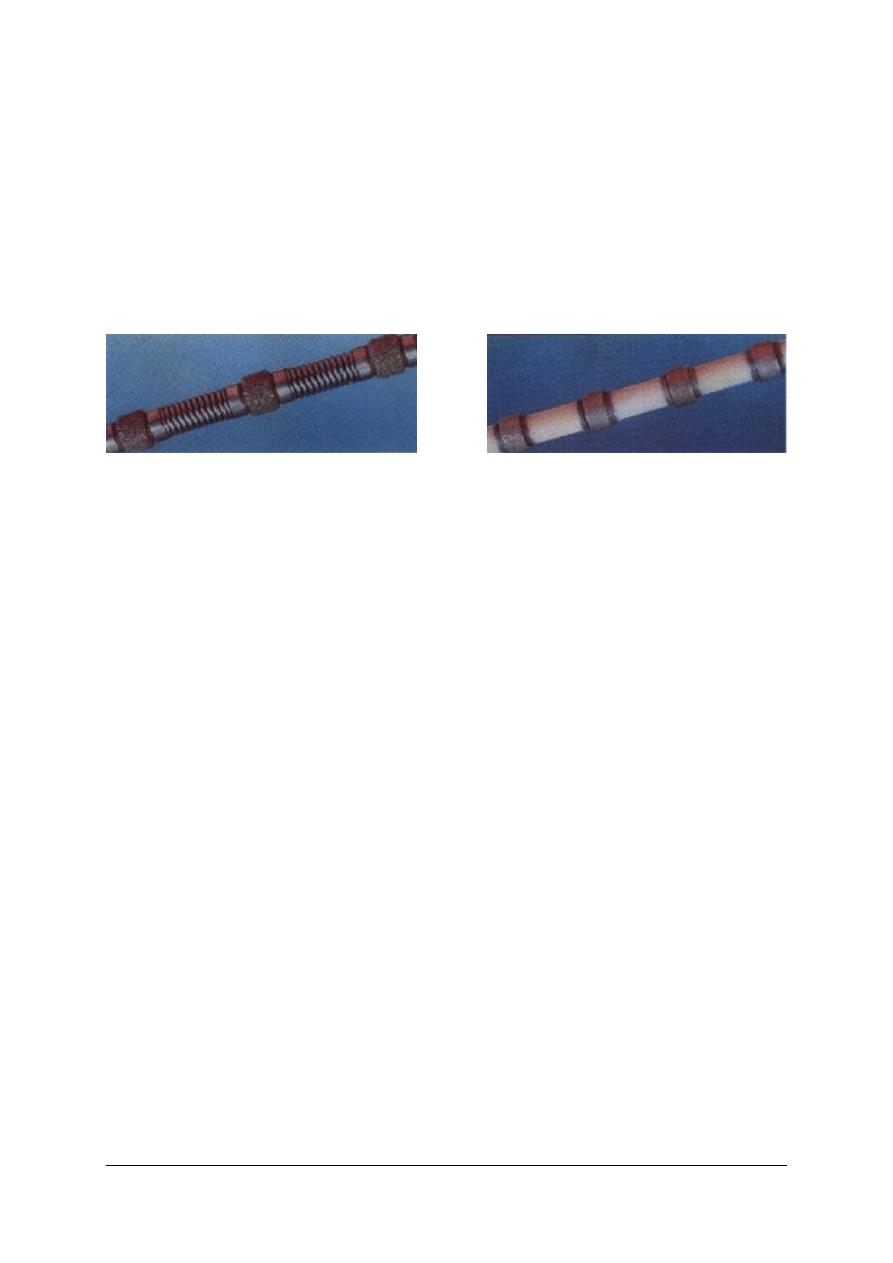
Lina diamentowa
Narzędziem, które wykorzystują nie tylko traki, lecz również przecinarki do płyt
i wrębiarki wycinające bloki marmurowe ze złoża, jest lina diamentowa. Pierwowzorem
współczesnej liny diamentowej były liny helikoidalne, pod które podawano luźne ścierniwo:
początkowo piasek kwarcowy, następnie karborund. Rewolucyjne zmiany w technice cięcia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
linowego przyniosło uzbrojenie lin tnących koralikami diamentowymi – odpowiednikami
segmentów metalowo-diamentowych stosowanych do uzbrajania diamentowych tarcz i pił
trakowych. Współczesna lina diamentowa składa się z rdzenia, który tworzy elastyczna,
wielodrutowa linka o średnicy 4–5 mm oraz pierścieni metalowo-diamentowych zwanych
koralikami, nawlekanych na rdzeń w podziałce (odstępie) co 25–28 mm. Rozstawienie
koralików podaje się w sztukach na 1 m liny: najczęściej 36 lub 40 szt./m liny.
Odległości między koralikami wypełniają sprężynowe lub elastyczne – rurowe przekładki
nawlekane na rdzeń liny. Ze względu na warunki, w jakich pracują zabezpieczane są
osłonami, którym producenci nadają kolory określające ich przeznaczenie (marmury, granity
i inne).
Rys. 15. Lina tnąca do materiałów miękkich [25]
Rys. 16. Lina tnąca do materiałów twardych [25]
Koraliki formowane są na tulejkach stalowych, na które nanoszona jest warstwa metalowo
– diamentowa (metodą elektrolityczną lub impregnowania). Standardowe średnice koralików:
Ø8,8–10 i 11 mm; długość 8–10 mm.
Podczas przesuwania się w materiale lina obraca się względem swej osi, co zapewnia
równomierne zużycie koralików na obwodzie. Liny przeznaczone dla traków stacjonarnych
dostarczane są w długościach wynikających z parametrów konstrukcyjnych traków (średnica
tarcz napędowej i zwrotnej, rozstaw osi, napinanie), najczęściej w długościach 15–20 m. Liny
łączone są zamkami zaciskanymi stałymi lub przegubowymi.
Zalety i wady traków linowych
Podstawowe zalety:
–
wysoka jednostkowa wydajność cięcia w jednej płaszczyźnie (w stosunku do traków
piłowych i tarczowych), co umożliwia szybką realizację nietypowych zamówień,
–
możliwość rozcinania wysokich bloków, najczęściej do 2 m,
–
łatwość zmiany grubości piłowanych płyt przez proste przesunięcie bloku lub zespołu
tnącego,
–
łatwość dostosowania narzędzia – liny diamentowej – do rozcinanego materiału, przez
prostą wymianę liny i łatwą zmianę jej prędkości,
–
dobra jakość powierzchni przecięcia, co obniża koszty obróbki wykańczającej,
–
możliwość seryjnej produkcji elementów kształtowych (kolumny, walce, krawężniki,
okładziny kształtowe i wiele innych),
–
niższe nakłady inwestycyjne związane z zainstalowaniem obrabiarki (koszt zakupu,
mniejszy zakres robót budowlano-instalacyjnych w stosunku do traków piłowych
i tarczowych).
Podstawowe wady:
–
wyższy koszt narzędzia (w stosunku do traków tarczowych i piłowych),
–
zagrożenie dla obsługi i otoczenia w przypadku pęknięcia liny poruszającej się z dużą
prędkością.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
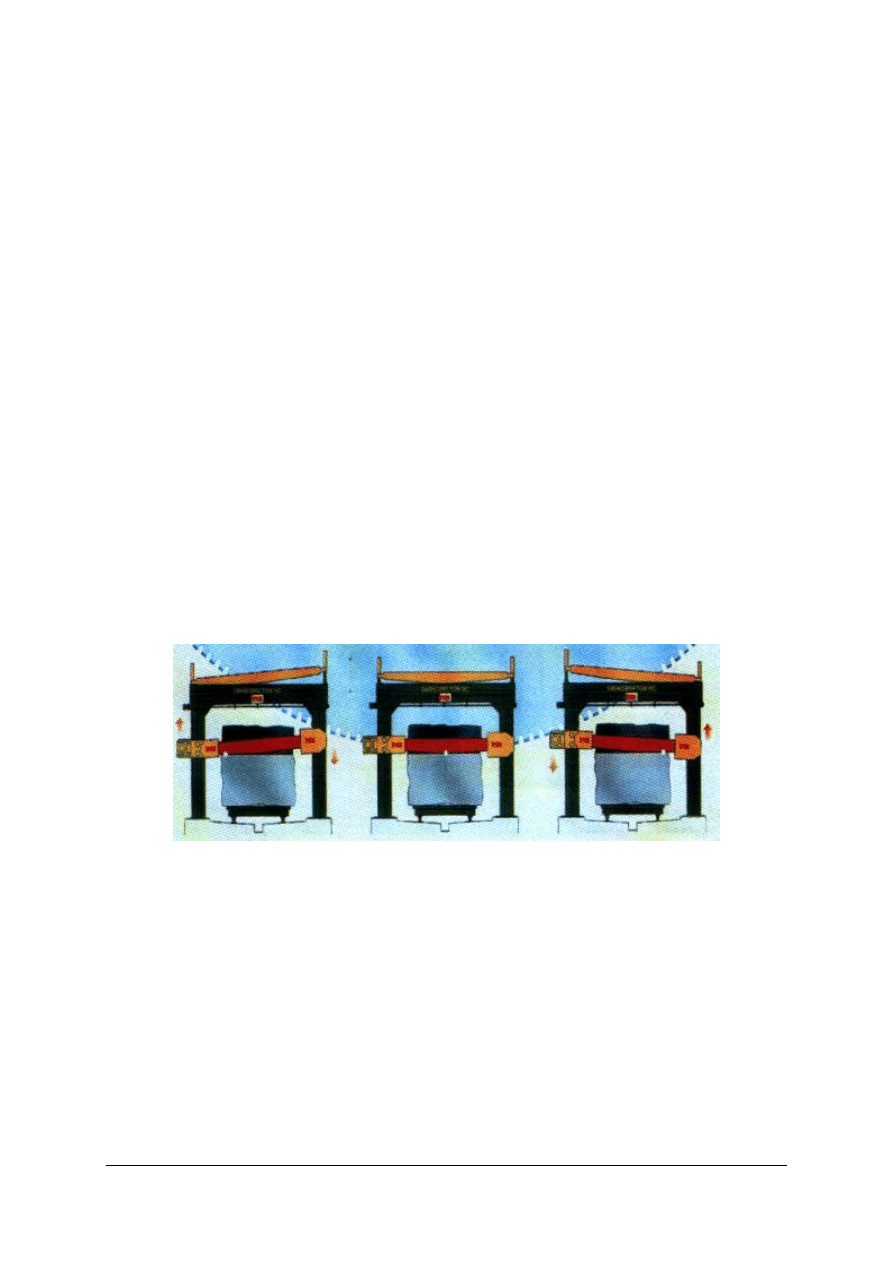
Traki łańcuchowe
W grupie traków cięgnowych najbardziej znane są i stosowane uprzednio omówione traki
linowe. Mniej znane i rzadziej stosowane są traki łańcuchowe, taśmowe i ostatnio
wprowadzane na rynek traki pasowe. Ich cechą wspólną jest narzędzie w postaci cięgna
o zamkniętym obwodzie (jak lina bez końca), przewijającego się pomiędzy co najmniej
dwoma tarczami lub krążkami. Najczęściej stosowane są układy dwutarczowe (tarcze
napędowe i zwrotne) uzupełniane przez krążki podtrzymujące lub prowadzące. Narzędzia
w postaci wiotkiego cięgna mają istotną wadę: mogą odchylać się na boki pod wpływem
miejscowej zmiany własności piłowanego materiału. Odchylenia te są tym większe,
im większa jest rozpiętość cięgła. Problem ten rozwiązano w trakach łańcuchowych
i pasowych dodając listwę prowadzącą (miecz) z prowadnicami, w których przesuwa się
cięgno. Trak pokazany na zdjęciu (rys. 17) jako narzędzie wykorzystuje łańcuch ogniwowy
napięty pomiędzy kołami łańcuchowymi: napędowym i zwrotnym. Każde ogniwo łańcucha
uzbrojone jest w segment metalowo–diamentowy. Łańcuch prowadzony jest w rowkach
wyfrezowanych wzdłuż dolnej i górnej krawędzi listwy prowadzącej (miecza) i przewija się
pomiędzy kołami łańcuchowymi umieszczonymi na jego końcach.
Trak o dwusłupowej konstrukcji nośnej wyposażono w oryginalny układ podnoszenia
i opuszczania umożliwiający zmianę pochylenia listwy podczas piłowania – pokazany na
rys. 8. Udało się to dzięki zastosowaniu niezależnego napędu śrub pociągowych. Dzięki
przesuwnemu zamocowaniu końca prowadnicy listwa może zagłębiać się w materiał
wahadłowo raz z jednej, raz z drugiej strony. Trak umożliwia rozcinanie bloków o wysokości
do 2,2 m, co przy rozcinaniu tarczowym wymaga zastosowania tarczy o średnicy 5000 mm.
Sterowanie: ręczne lub automatyczne. Według informacji firmowych przy rozcinaniu bloków
granitowych uzyskuje się wysokie dokładności obróbki: odchyłki na grubości ± 0,5 i na
długości ±0,7 mm.
Rys. 17. Sposób pracy traka łańcuchowego SWINGBRETON HG [13]
Traki pasowe
W podobny (jak w traku łańcuchowym) sposób rozwiązano problem prowadzenia
narzędzia cięgnowego w traku pasowym przedstawionym na rys. 18. Trak o typowej dla traków
cięgnowej konstrukcji wyposażony jest w poziomą listwę prowadzącą przekrój przez strefę
piłowania (rys. 10). W dolnej krawędzi listwy wyfrezowany jest rowek klinowy, w którym
porusza się pas tnący zbrojony wkładkami diamentowymi. Listwa o przekroju prostokątnym
posiada wewnętrzny kanał, do którego doprowadzana jest woda. Woda ta podawana jest do
rowka klinowego listwy prowadzącej tworząc płynne łożysko ślizgowe, chłodząc pracującą
część pasa. Trak przeznaczony jest do piłowania bloków marmurowych, fabrycznie polecany
do paserowania (tzn. formowania, wyrównywania do kształtu prostopadłościennego elementów
kamiennych) i piłowania bloków. Nieregularny trak wyposażono w wózek z obrotową płytą, co
umożliwia formowanie nieregularnych bloków na bocznych powierzchniach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 18. Przekrój poprzeczny przez strefę piłowania traka pasowego [15]
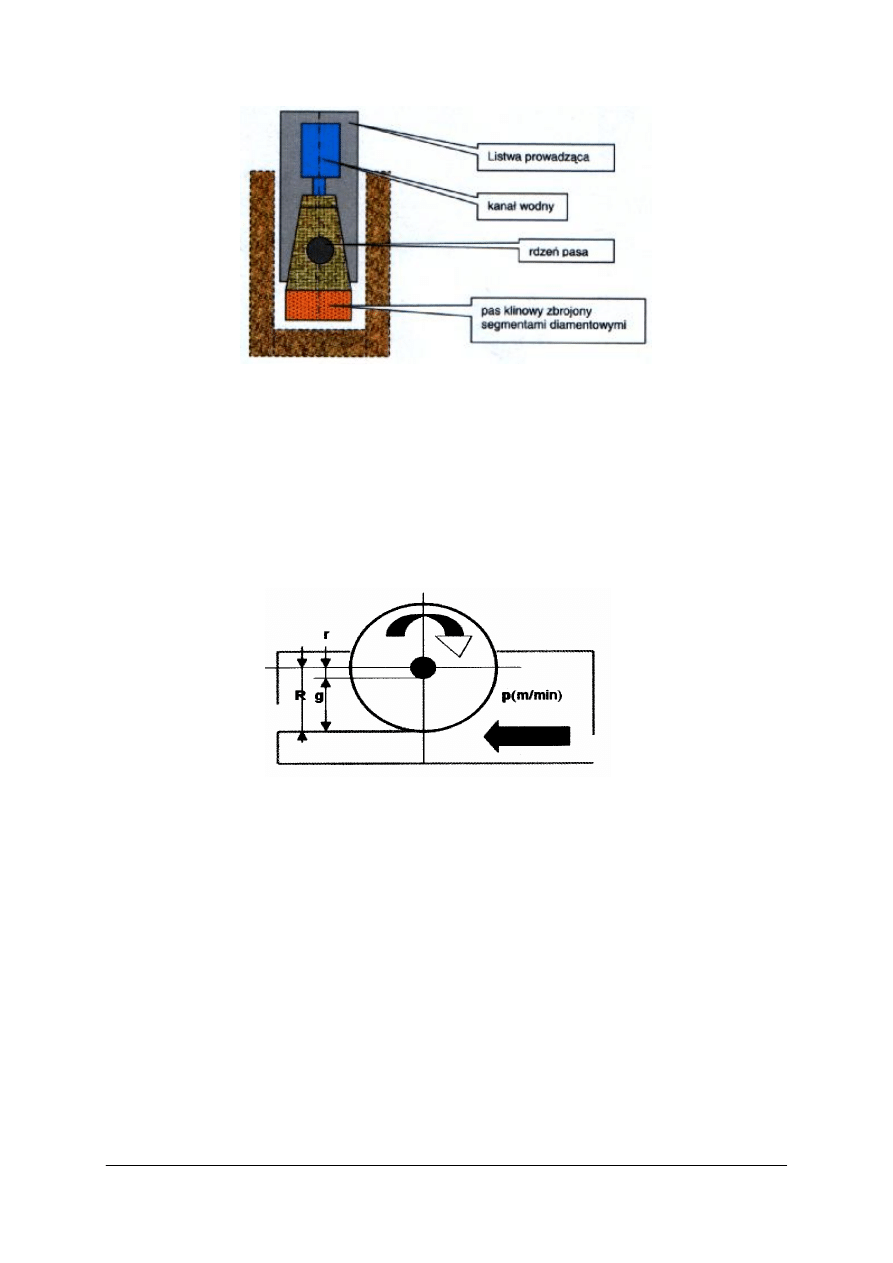
Traki tarczowe
Traki tarczowe (TT) stanowią specjalną grupę traków pracujących jedną lub wieloma
wielkośrednicowymi diamentowymi tarczami tnącymi. Przeznaczone są do cięcia bloków
o mniejszej wysokości (najczęściej 1,2 do 1,4 m) na grube płyty lub wykonywania nacięć
o głębokości odpowiadającej roboczemu promieniowi tarczy (promień tarczy pomniejszony
o promień tarczy dociskowej). Z konstrukcyjnego punktu widzenia trak tarczowy jest po
prostu dużą przecinarką o poziomej osi obrotu wrzeciona, pracującą tarczami o większej
średnicy.
Rys. 19. Roboczy promień tarczy R wyznacza maksymalna wysokość rozcinanego bloku lub maksymalne
zagłębienie tarczy w materiał g = R– r. [2, s. 67]
Trudno jest jednoznacznie ustalić granicę pomiędzy przecinarką, a trakiem tarczowym,
jednak producenci diamentowych tarcz najczęściej wydzielają grupę tarcz o średnicy powyżej
2000 mm dla traków jednotarczowych. Istnieje jednak odmiana traków wielotarczowych
stosowanych do wycinania pasków kamiennych bezpośrednio z bloków granitowych lub
marmurowych (w klasyfikacji oznaczonych symbolem TTh). W tym przypadku, gdy na
jednym wrzecionie montowanych jest 30 do 100 tarcz diamentowych granica średnic obniża
się do 800 mm i obejmuje tarcze o średnicach do 1600 mm.
Przyjęcie granicy średnic 2000 mm dla traków jednotarczowych i 800 mm dla traków
wielotarczowych (wielopił) umożliwi oddzielenie dużych „mamucich” obrabiarek
od wyraźnie mniejszych przecinarek i frezarek stosowanych do rozcinania płyt.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Traki jednotarczowe – zalety i wady
Zalety:
–
duża wydajność cięcia (w stosunku do piłowania piłami trakowymi) powodująca, że
w ciągu jednej godziny możemy rozciąć blok granitowy na powierzchni 1–2 m
2
lub marmurowy na powierzchni 5–6 m
2
,
–
łatwość zmiany grubości otrzymywanych płyt przez proste przesunięcie wózka
trakowego z blokiem lub suportu z tarczą,
–
dobra jakość powierzchni otrzymywanych płyt i elementów, co znakomicie ułatwia
i przyspiesza obróbkę wykańczającą,
–
niższe koszty inwestycyjne w stosunku do traków wielopiłowych.
Wady:
–
ograniczona wysokość rozcinanych bloków (która nie może przekroczyć wielkości
roboczego promienia tarczy,
–
większa szerokość szczeliny piłowej (SP) w stosunku do pił trakowych, co skutkuje nieco
większym zużyciem materiału,
–
wyższa energo– i wodochłonność procesu (w stosunku do traków piłowych TP).
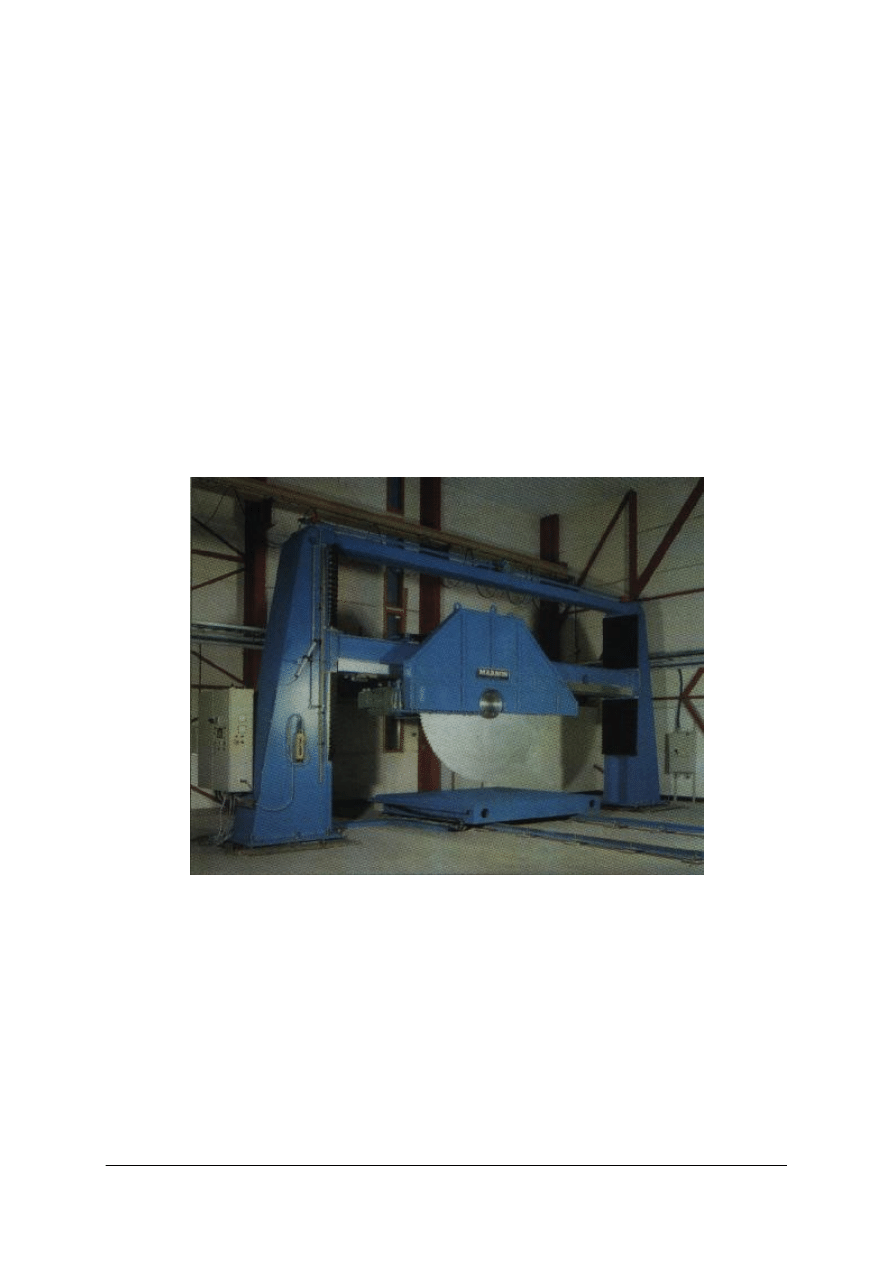
Rys. 20. Diamentowy trak tarczowy [18]
Traki wielotarczowe
Traki wielotarczowe stanowią podstawową grupę obrabiarek stosowanych w technologii
paskowej – do wycinania pasków kamiennych bezpośrednio z bloku. W klasyfikacji
oznaczone są symbolem TTh (traki tarczowe podcinające w gwarze warsztatowej zwane
„wielopiłami”). Duża wydajność cięcia, jaką dają diamentowe tarcze tnące jest
zwielokrotniana przez zastosowanie od kilku do kilkudziesięciu narzędzi nakładanych na
jedno wrzeciono napędowe.
Na wrzeciono nakładana jest jedna tarcza tnąca, następnie tarcza dystansowa, znowu
tarcza itd., aż do zewnętrznej tarczy dociskowej i nakrętki mocującej. Taka konstrukcja
zespołu tnącego umożliwiła ustawienie tarcz tnących w małych odległościach,
umożliwiających wycinanie cienkich pasków kamienia, o grubości ograniczonej jedynie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
wytrzymałością rozcinanego materiału. Zespół tnący składający się z tarcz tnących z napędem
wrzeciona może być w stosunkowo prosty sposób przemieszczany względem rozcinanego
bloku. Konstrukcję takiego traka przedstawiono na przykładzie traka NT2 32 włoskiej firmy
SIMEC, pracującego od kilku lat w jednym z polskich zakładów obróbczych.
Podstawę zespoły traka TTh to:
–
mechanizm jazdy suportu – najczęściej mechaniczny,
–
mechanizm podnoszenia i opuszczania suportu,
–
zespół napędu i ustawiania poziomej tarczy odcinającej,
–
wózek trakowy z zespołem precyzyjnego ustawiania bloku.
Trak pokazany na rys. 20 charakteryzuje się prostotą konstrukcji oraz łatwością montażu.
Trak dostarczany jest w postaci całkowicie zmontowanej, z okablowaniem i osprzętem
instalacji wodnej, w jednym kontenerze. Montaż na uprzednio wykonanym fundamencie
polega na ustawieniu i przykręceniu śrubami dwóch słupów konstrukcji, ustawieniu torowiska
z mechanizmem precyzyjnego ustawienia (pozycjonowania) wózka z blokiem, oraz
podłączenia kabla zasilającego i przewodu zasilania wodą. Trak przeznaczony jest do
rozcinania zestawu bloków o wymiarach 3,5 x 5,0 x 2,0 m. Wózek trakowy może być
załadowany np. trzema blokami o szerokości 1,5 i długości 2 m. Zespół tnący pracujący
32 tarczami o średnicy do 1600 mm napędzany jest silnikiem o mocy 160 kW (większy trak
NT2 50 pracujący 52 tarczami wyposażony jest w silnik o mocy 200 kW). Suport z zespołem
diamentowych tarcz tnących porusza się po prowadnicach masywnej poziomej belki,
podnoszonej lub opuszczanej przez dwuśrubowy mechanizm.
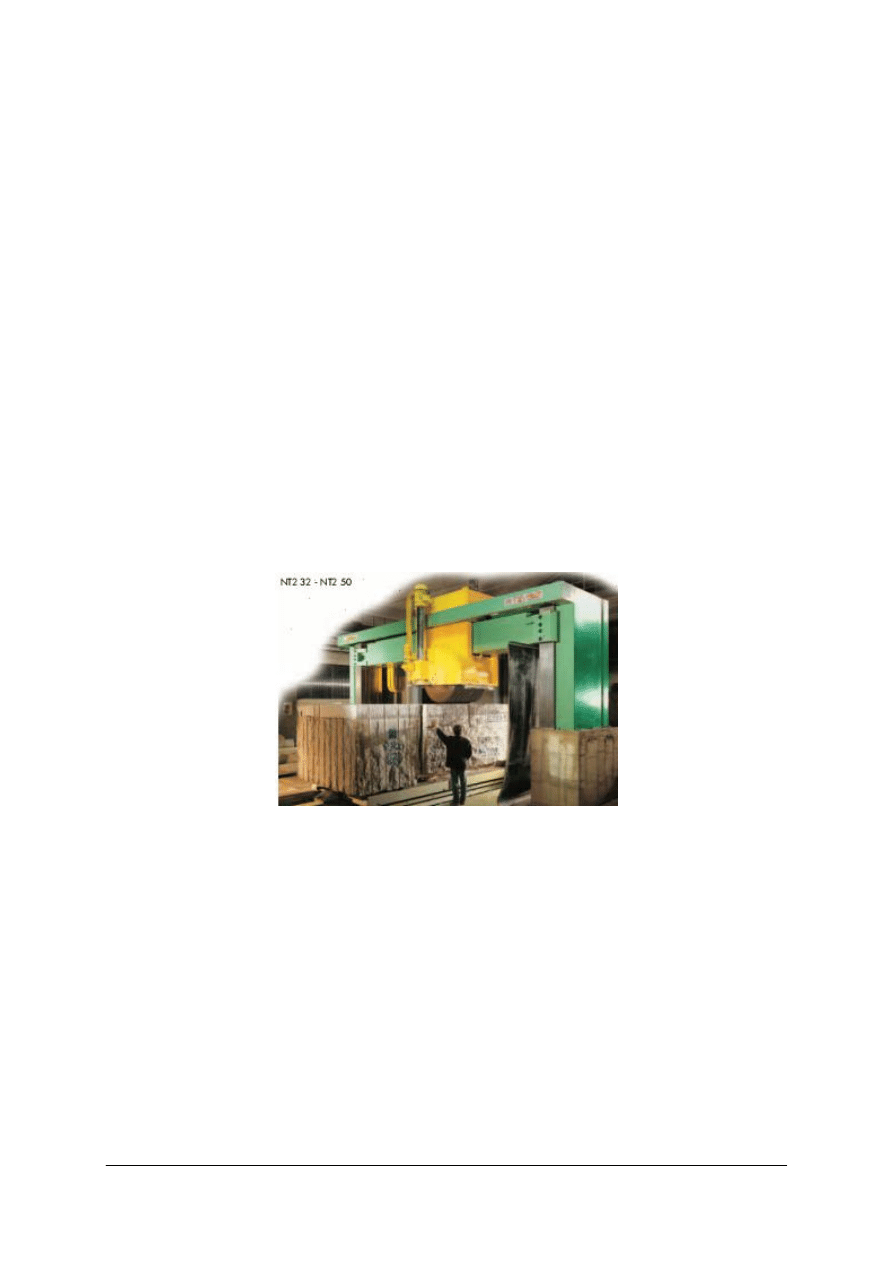
Rys. 21. Wielotarczowy trak podcinający NT2 32 firmy SIMEC. Konstrukcja dwusłupowa. Pracuje 32 tarczami
Ø1600 i odcinającą Ø400 mm [23]
Jak przystało na trak granitowy, suport pracuje metodą skokową: porusza się z większą
prędkością pozioma V
H
=
8–12 m/min, natomiast grubość warstwy skrawanej g jest niewielka
i zależy od klasy granitu.
Istotną zaletą tego traka jest długość wózka trakowego (5 m), co umożliwia optymalną
organizację czasu pracy urządzenia z maksymalnym wykorzystaniem jego czasu pracy.
Kolejną fazą rozwoju traków wielotarczowych jest przekształcenie ich w ogromne centra
obróbcze, w których po załadowaniu bloków na wózek (lub wózki trakowe) na wylocie
z centrum odbiera się pakiety pasków o założonych wymiarach. W centrum obróbczym
wydzielono zespół pionowego nacinania bloku (z suportem głównym) oraz zespół poziomego
odcinania pasków (z suportem odcinającym). Utworzono jednolitą konstrukcję łączącą te
zespoły z układem odbioru i paletyzacji pasków. Paski ustawione na paletach transportowych
przewożone są na urządzenia rozładowcze potokowych linii obróbczych, gdzie następuje ich
wykańczanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 22. Centrum obróbcze NT 100 firmy SIMEC. Widoczny główny suport tnący niosący do 100 pionowych
tarcz tnących z napędem, suport podcinający z pozioma tarczą odcinająca paski oraz zespół odbioru
i paletyzacji wyciętych pasków [23]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje obróbki maszynowej kamienia?
2. Jakie są sposoby mechanicznej obróbki fakturalnej?
3. Jak uzyskuje się odpowiednie faktury?
4. Jakie znasz rodzaje obróbki ściernej?
5. Jakie znasz maszyny do obróbki kamienia?
4.1.3. Ćwiczenia
Ćwiczenie 1
Na podstawie dokumentacji techniczno-ruchowej rozpoznaj rodzaje maszyn do obróbki
kamienia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zapoznać się z dokumentacją techniczno-ruchową,
3) rozpoznać rodzaje maszyn,
4) zanotować niezbędne informacje w notatniku,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa maszyn do obróbki kamienia,
−
literatura zgodna z punktem 6 Poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Ćwiczenie 2
Scharakteryzuj rodzaje maszynowej obróbki kamienia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) określić rodzaje obróbki maszynowej kamienia,
3) określić cechy charakterystyczne każdej obróbki,
4) zanotować niezbędne informacje w notatniku,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 3
Scharakteryzuj traki z piłami tarczowymi oraz piły tarczowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zapoznać się z dokumentacją techniczno-ruchową,
3) określić rodzaje traków,
4) dobrać piły tarczowe do typu traku,
5) określić cechy charakterystyczne traków z piłami tarczowymi,
6) zanotować niezbędne informacje w notatniku,
7) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa traków z piłami tarczowymi,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 4
Scharakteryzuj rodzaje pił i objaśnij sposób ich mocowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zapoznać się z dokumentacją techniczno-ruchową,
3) określić rodzaje pił,
4) określić sposób mocowania pił w trakach piłowych,
5) zanotować niezbędne informacje w notatniku,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa traków piłowych,
−
literatura zgodna z punktem 6 Poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Ćwiczenie 5
Na podstawie schematu opisz budowę i wyjaśnij działanie traka linowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zapoznać się z dokumentacją techniczno-ruchową traków linowych,
3) określić rodzaje traków linowych,
4) określić cechy charakterystyczne traków linowych,
5) zanotować niezbędne informacje w notatniku,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa traków linowych,
−
literatura zgodna z punktem 6 Poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznać rodzaje maszyn do obróbki kamienia?
2) scharakteryzować rodzaje maszynowej obróbki kamienia?
3) scharakteryzować rodzaje pił i objaśnij sposób ich mocowania?
4) opisać budowę i wyjaśnij działanie traka linowego?
5) rozpoznać podstawowe i pomocnicze maszyny kamieniarskie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.2. Maszyny szlifiersko-polerskie
4.2.1. Materiał nauczania
Szlifowanie
Licowe powierzchnie elementów (widoczne po zamontowaniu) poddawane są obróbce
fakturalnej, mającej na celu nadanie im wymaganej płaskości i gładkości, wydobywającej całe
piękno struktury kamienia i jego kolorystyki. Operacje te realizowane są na drodze obróbki
ściernej, przy zastosowaniu ścierniwa luźnego lub związanego w postaci segmentów
szlifierskich.
Technika szlifowania
Ścierniwo luźne podawane jest w postaci pulpy pod ciężkie tarcze obracające się
i przemieszczające po powierzchni obrabianego elementu.
Segmenty szlifierskie pracujące pojedynczo lub zespołowo na tarczach lub głowicach
szlifierskich również wykonują złożony ruch obrotowy i posuwowy względem obrabianego
elementu, stopniowo niwelując nierówności na powierzchni surowego elementu. Przez
stosowanie ścierniwa o coraz drobniejszej granulacji uzyskuje się stopniowe zmniejszanie
makro i mikronierówności na powierzchni surowego elementu, aż do uzyskania wymaganej
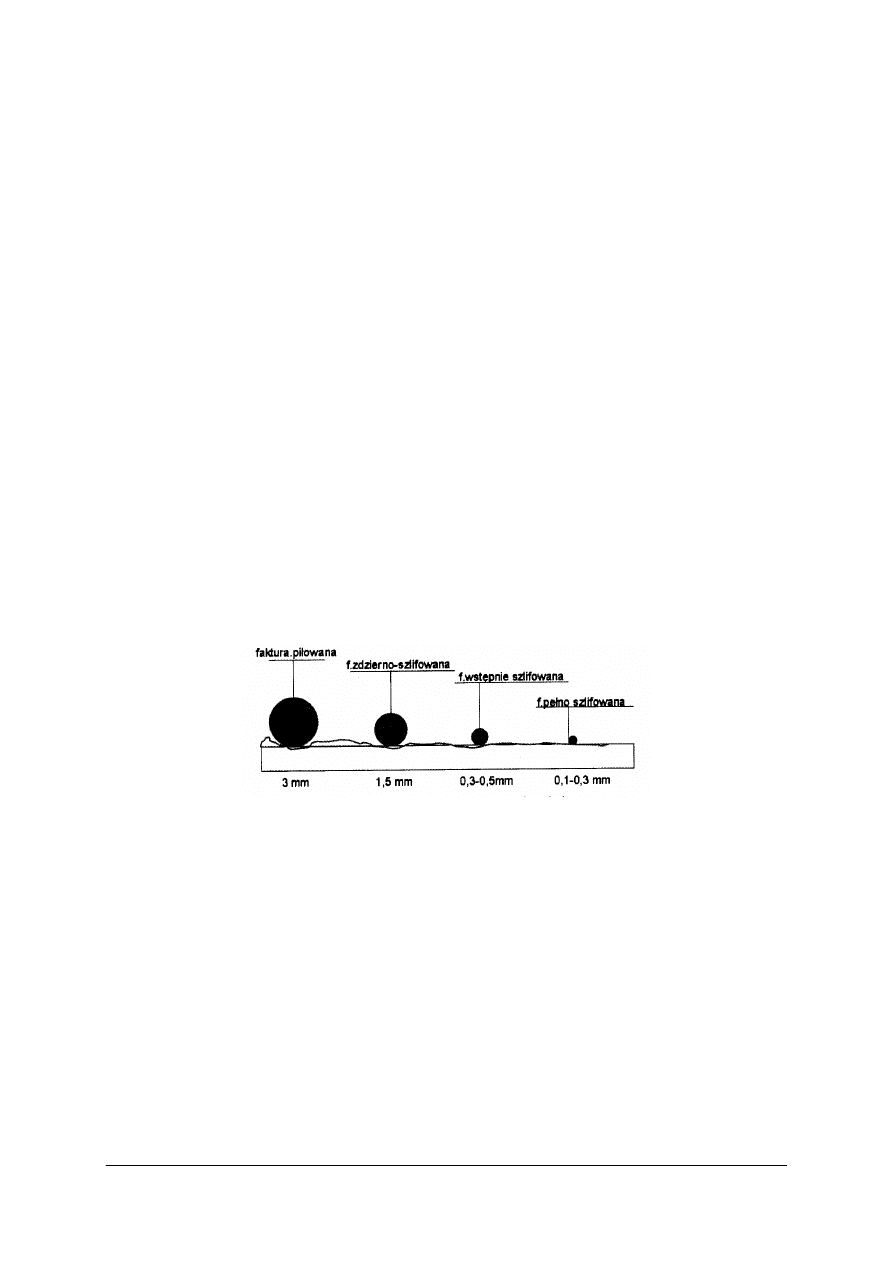
faktury jak to pokazano na rys.23. Norma BN–64/6740–02 przewiduje trzy odmiany faktur
szlifowanych:
−
zdzierno-szlifowana –.dopuszczającą rysy i zagłębienia do 1,5 mm,
−
wstępnie szlifowana – o dopuszczalnych zagłębienia 0,3 do 0,5 mm,
−
pełno szlifowana – dopuszczającą odchyłki w granicach 0,1–0,3 mm.
Rys. 23. Graficzna ilustracja procesu szlifowania powierzchni coraz drobniejszym ziarnem ściernym. Na dole
zaznaczono odchyłki dla podanych faktur.[22]
Jeszcze dokładniejszej obróbki i staranności wykonania wymagają faktury polerowane:
o odchyłkach mierzonych już w mikrometrach (1 mikron = 1/1000 mm):
−
półpolerowana (matowa) z dopuszczalnymi odchyłkami 40 do 80 µm,
−
polerowana (pełny poler) z odchyłkami 2,5 do 20 µm.
Szlifować można wszystkie gatunki kamienia, natomiast polerowaniu poddają się tylko
skały magmowe, głównie granity, sjenity, labradoryty oraz marmury, wapienie zbite,
trawertyny „dobrze przyjmują poler”. Aktualnie prowadzone są próby polerowania
piaskowców drobnoziarnistych.
Elewacje zewnętrzne wykonywane są najczęściej z polerowanych elementów ze skał
magmowych lub szlifowanych płyt piaskowcowych. Obróbka fakturalna tych elementów
wydobywa piękno ich struktury i walory plastyczne, decydujące o wyglądzie i standardzie
wykończenia obiektu. Z tych samych powodów wykładziny wewnętrzne, posadzki i stopnie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
z reguły wykonywane są z polerowanych granitów lub marmurów mniej odpornych na
działanie czynników atmosferycznych.
Szlifowanie i polerowanie jako operacja nadająca ostateczny wygląd elementom
kamiennym (a tym samym realizowanym obiektom lub pomieszczeniom) musi być
traktowane ze szczególną starannością: świadczącą nie tylko o wyobraźni architekta, lecz
również (a może zwłaszcza) o jakości pracy kamieniarskiej.
Narzędzia szlifierskie
Przypuszczalnie protoplastą współczesnych narzędzi szlifierskich była osełka
piaskowcowa. Piaskowiec składający się z ziaren twardego kwarcu, spojonych wytrzymałym
spoiwem i często występujący w naturze był idealnym materiałem szlifierskim.
Kawałki piaskowca ukształtowane w zależności od potrzeb, były stosowane czy to w postaci
osełek czy w postaci obrotowych tarcz stosowanych przy mieleniu zboża (ziarna), czy
szlifowaniu kamieni szlachetnych lub ich zamienników.
Warto przypomnieć fakt, że sztuczna biżuteria produkowana przez firmę JABLONEX, była
szlifowana na tarczach ściernych z drobnoziarnistego piaskowca z okolic Polanicy. Próby
dobrania fabrycznych narzędzi szlifierskich przez długi okres czasu nie przynosiły
spodziewanych rezultatów.
Materiał ścierny, czyli ścierniwo
Materiał, z jakiego zbudowane są ziarna ścierne decyduje o skuteczności narzędzia, jego
trwałości i wydajności obróbki. Do szlifowania kamienia stosowane są głównie:
1) Diament – najtwardszy, naturalny materiał ścierny o twardości 10 w skali twardości
Mohsa, o gęstości 3,5 g/cm3. Stanowi podstawowe ścierniwo do wysokowydajnej
mechanicznej obróbki kamienia i metali. Główny składnik diamentowych segmentów
i past szlifierskich.
2) Karborund – węglik krzemu SiC – otrzymywany sztucznie przez stapianie czystego
kwarcu i koksu w temp. 2500–3000°C. Gęstość 3,1–3,2 g/cm3, twardość 9,7 w skali
Mohsa. Odmiany: zielony o zawartości min.97%, twardszy, lecz bardziej kruchy czarny
o zawartości min.95%, mniej twardy, lecz i mniej kruchy.
3) Korund (Al
2
O
3
) – twardy minerał – 9 stopni w skali Mohsa, o gęstości ok. 4 g/cm
3
i temperaturze topnienia 2050°C. Stanowi doskonały materiał ścierny i przed wejściem
na rynek karborundu był szeroko stosowany m.in. do szlifowania skał twardych (granity,
sjenity).
Wprowadzanie coraz bardziej wydajnych obrabiarek zmusiło do poszukiwania równie
skutecznych narzędzi szlifierskich, o ściśle określonych własnościach, dostosowanych do
określonych funkcji. W przypadku narzędzi ściernych o ich własnościach decydują dwa
podstawowe składniki:
1) Elektrokorund – sztuczny materiał ścierny wytwarzany z boksytu w piecach
elektrycznych. Twardość 9–9,5 w skali Mohsa, gęstość 3,9–4 g/cm3. Stosowany do
wyrobu tarcz tnących i narzędzi szlifierskich.
2) Szmergiel – drobnoziarnista skała przeobrażona, której głównym składnikiem jest
korund. Najbardziej znany w kamieniarstwie jest szmergiel z greckiej wyspy Naxos. Jest
doskonałym materiałem szlifierskim, stosowanym w postaci mikroproszków do
ostatecznego szlifowania granitu lub marmuru w ostatniej fazie szlifowania – przed
polerowaniem. Stosuje się w postaci mikroproszków do podsypywania lub w formie
segmentów parapitowych (na spoiwie szelakowym lub bakelitowym).
Pumeks naturalny – naturalna, porowata skała pochodzenia wulkanicznego. Najbardziej
znany materiał z włoskiej wyspy Liparii (koło Sycylii). Byt stosowany powszechnie do
szlifowania marmuru i alabastru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Pumeks sztuczny – wytwarzany z mieszaniny piasku kwarcowego z dodatkiem szmerglu
Naxos i alabastru, wypalanej w temp. 900–1200°C. W przeciwieństwie do naturalnego
gwarantował jednolitą ziarnistość i nie stwarzał zagrożenia porysowania dokładnie obrobionej
powierzchni jednym większym ziarnem, co się zdarzało w przypadku korzystania z pumeksu
naturalnego.
Dla procesu szlifowania istotna jest wielkość ziaren ściernych, którą określa się jako
ziarnistość. Materiał ścierny, naturalny lub wytwarzany przemysłowo jest kruszony,
a następnie sortowany na odpowiednie frakcje o określonej wielkości ziaren. Ziarna
i mikroziarna oznaczane są umownymi oznaczeniami, związanymi z ich wymiarami.
Oznaczenia te są oparte na wielkości prostopadłościanu opisanego na długości, szerokości
i grubości ziarna.
Pomiar geometryczny wielkości ziaren przy ich znacznej ilości jest bardzo kłopotliwy
i pracochłonny, więc w praktyce stosuje się dwie znacznie łatwiejsze metody:
−
metoda przesiewania przez sita, stosowana do materiałów o ziarnistości pow. 53 µm,
−
metoda sedymentacji, dla ziaren poniżej 53 µm: metoda polega na rozdzielaniu ziaren
w wodzie, z wykorzystaniem różnych szybkości opadania ziaren o różnej masie.
Norma PN/M–5107 dla wyrobów ściernych przewiduje zastosowanie ziaren ściernych
o oznaczeniach: nr 8, 10, 12, 14, 16, 20, 24, 30, 36, 40, 46, 50, 54, 60, 70, 80, 90, 100, 120,
150, 180 i 220. Mikroziarna ścierne: nr F230/53, F240/45, F280//37, F320/29, F360/23,
F400/17, F500/13, F600/9, F800/7, F1000/5, F 1200/3.
Wartość cyfrowa oznaczeń określa ile otworów mieści się na jednostce powierzchni sita,
więc im mniejsza jest ta wartość tym większe jest ziarno (np. ziarnistość nr 10 oznacza, że na
jednostce powierzchni sita mieści się 10 otworów, dla nr 220 – 220 otworów na tej samej
powierzchni).
Spoiwo
Wytrzymałość spoiwa decyduje, w jakim stopniu zostaną wykorzystane własności ścierne
zatopionych w nim ziaren ściernych. Optymalnym jest spoiwo, które ściera się z taką samą
szybkością jak ścierniwo. Do produkcji narzędzi kamieniarskich najczęściej stosowane są
spoiwa:
−
magnezytowe (Ma) – spoiwo składające się ze szkła wodnego z dodatkiem chlorku
magnezowego (cement Sorella). Spoiwo mało porowate, czułe na uderzenia,
wodochłonne.
−
gumowe (FO) – składające się z kauczuku naturalnego lub syntetycznego,
−
metalowe–spiekane (M) – spoiwo składające się z proszków metali, tlenków i węglików
metali: podstawowe spoiwo narzędzi diamentowych).
Dobór odpowiedniego rodzaju ścierniwa, jego ziarnistości oraz własności spoiwa jest
sprawą trudną i wymagającą dużego doświadczenia. W przypadku szlifowania nowego
materiału najczęściej przeprowadza się szereg prób i doświadczeń. Dla ułatwienia wstępnego
doboru spoiwa wprowadzono dodatkowe określenie: struktura ściernicy, która określa
stosunek objętości ścierniwa do objętości spoiwa i porów. Rozróżnia się struktury: zwartą,
średnią i otwartą. W trudniejszych przypadkach doboru ściernic radzimy skorzystać z rad
dostawcy lub producenta narzędzi.
Na krajowym rynku znajduje się duża ilość narzędzi szlifierskich i polerskich o różnych
własnościach i zastosowaniach. Dotychczas importowane są systematycznie wypierane przez
coraz lepsze produkty krajowe. Problemem staje się nie tyle dobór odpowiednich ściernic, ile
znalezienie odpowiedniego dostawcy lub jeszcze lepiej producenta, który zapewni dostawę
narzędzi o ustabilizowanej jakości i cenach. Stabilność własności narzędzi ściernych (rodzaju
ziarnistości, koncentracji ścierniwa, materiału i struktury spoiwa) mają istotny wpływ na
wydajność i jakość procesu szlifowania i polerowania, szczególnie prowadzonego na
wielogłowicowych szlifierkach przelotowych.
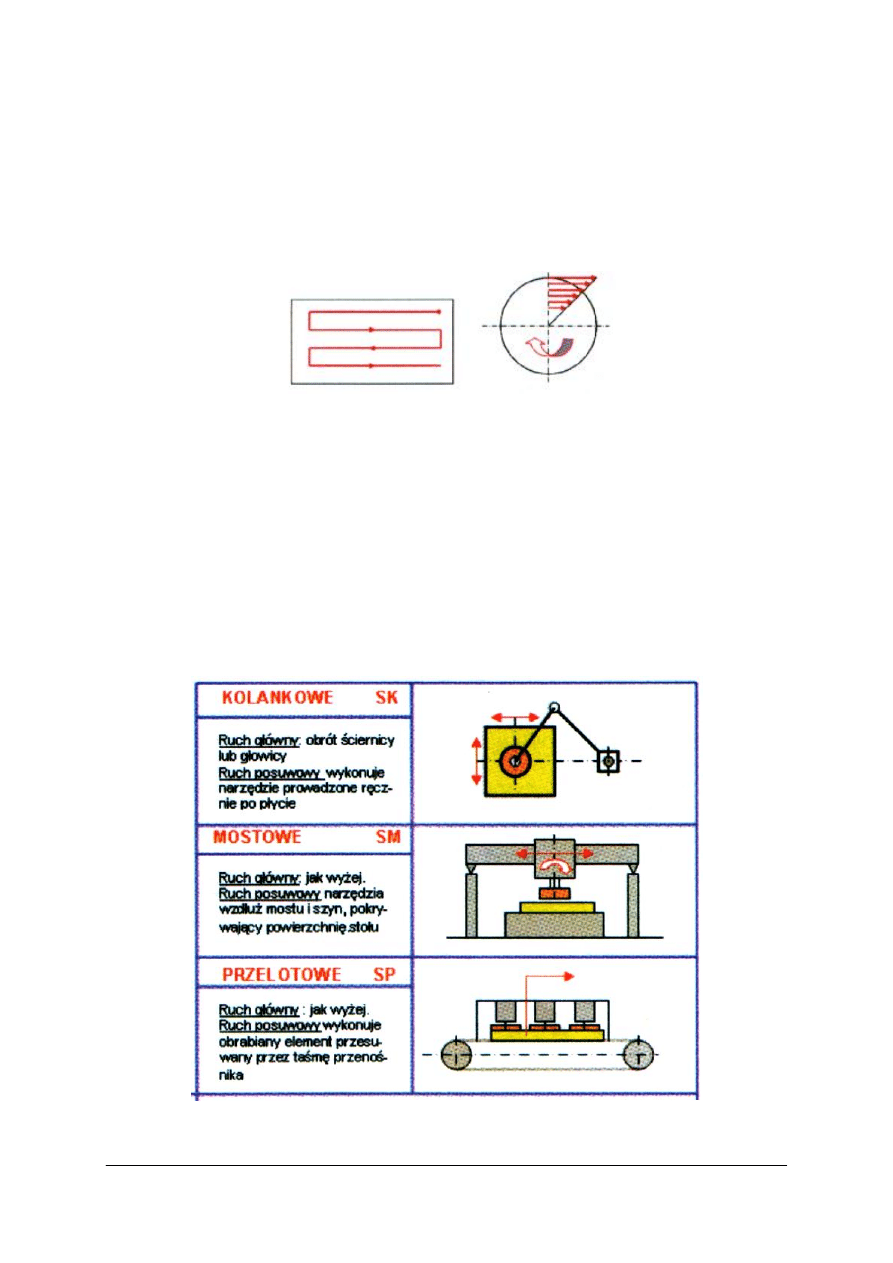
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Szlifierki, rozwój konstrukcji
Ziarno ścierne czy to luźne, czy to zawarte w ściernicy, dla wykonania pracy
wyrównywania nierówności musi być przesuwane i dociskane do obrabianej powierzchni.
Do tego celu wykorzystuje się ruch obrotowy i posuwisty, a najczęściej kombinacje tych
ruchów (rys. 24). O ile wykonanie ruchów niezbędnych do szlifowania nie sprawia większych
trudności w przypadku wykorzystania manualnych zdolności człowieka, o tyle koniecznym
było przetłumaczenie tego sposobu na język techniki.
Rys. 24. Podstawowe składowe ruchu ziarna ściernego względem obrabianej powierzchni, prędkość ziarna
umieszczonego w środku obrotu tarczy wynosi zero [2, s. 82]
Podział szlifierek prezentuje rys. 25.
Szlifierka kolankowa. Tarcza szlifierska mocowana na dwuprzegubowym ramieniu
mocowanym do słupa lub ściany. Napęd tarczy z silnika umieszczonego na ramieniu.
Prowadzenie i docisk tarczy do materiału realizuje szlifierz (ręcznie).
Szlifierka automatyczna typu mostowego. Ruch obrotowy i docisk tarczy do materiału
realizuje suport poruszający się po moście. Most z suportem przemieszcza się po szynach
w kierunku prostopadłym do jego długości.
Szlifierka przelotowa. Suporty umieszczone są na moście lub kolumnach, pod którym
przesuwają się obrabiane płyty (na przenośniku taśmowym lub płytowym).
Rys. 25. Podział szlifierek [2, s. 86]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Przykłady szlifierek zaprezentowano na rys. 26–28.
Słupowa szlifierka kolankowa
Rys. 26. Słupowa szlifierka kolankowa – różne rozwiązania [14]
Podstawę szlifierki stanowi słup mocowany do podłogi lub słupa konstrukcji hali.
Do słupa
mocowany
jest
dwuprzegubowy,
dwuczęściowy,
sztywny
wysięgnik.
Na zewnętrznym ramieniu mocowany jest zespół łożyskowania wrzeciona, silnik napędowy
i przekładnia pasowa. Nad wrzecionem widać rurkę doprowadzającą wodę chłodzącą do
głowicy planetowej (przez wydrążenie we wrzecionie). Z przodu dobrze widoczna,
charakterystyczna kierownica (uchwyt), za pomocą której szlifierz przemieszcza i dociska
głowicę do obrabianej płyty. Szlifierka z przegubową głowicą – dzięki zastosowaniu
przegubu Cardana głowica podczas przesuwania dostosowuje się do krzywizny elementu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 27. Przegubowa głowica szlifiersko–polerska Carl Meyer. [14]
Szlifierki przelotowe – przykłady
Rys. 28. Szlifierka przelotowa kolumnowa [13]
Przelotowe szlifierki do szlifowania i polerowania pasków kamiennych o różnych
szerokościach wyposażone są w zestaw modułowych suportów, każdy wyposażony w zespół
napędu, podnoszenia i opuszczania głowic szlifierskich i polerskich. Ilość suportów dobierana
jest indywidualnie w zależności od obrabianego materiału i zakładanej jakości wykończenia
powierzchni elementów. Przy obróbce elementów granitowych stosuje się 18–20 suportów,
często dodając zespoły frezów diamentowych wyrównujących różnice w grubości płyt.
Boczkarki
Boczkarki to szlifierki do obróbki powierzchni bocznych elementów płytowych. Boczkarki
stanowią oddzielną grupę obrabiarek służących do nadawania kształtu i faktury bocznym,
krawędziowym powierzchniom płytowych elementów kamiennych. Podobnie jak w całej
grupie szlifierek ruchem głównym jest obrót tarczy lub głowicy narzędziowej. Natomiast
ruchy pomocnicze polegają na przesuwaniu narzędzi wzdłuż obrabianej krawędzi, lub
obrabianego elementu względem obracającego się, umiejscowionego narzędzia.
Podobnie jak w przypadku pozostałych szlifierek musi być stosowany ruch dosuwania
narzędzia do materiału, kompensujący jego zużycie.
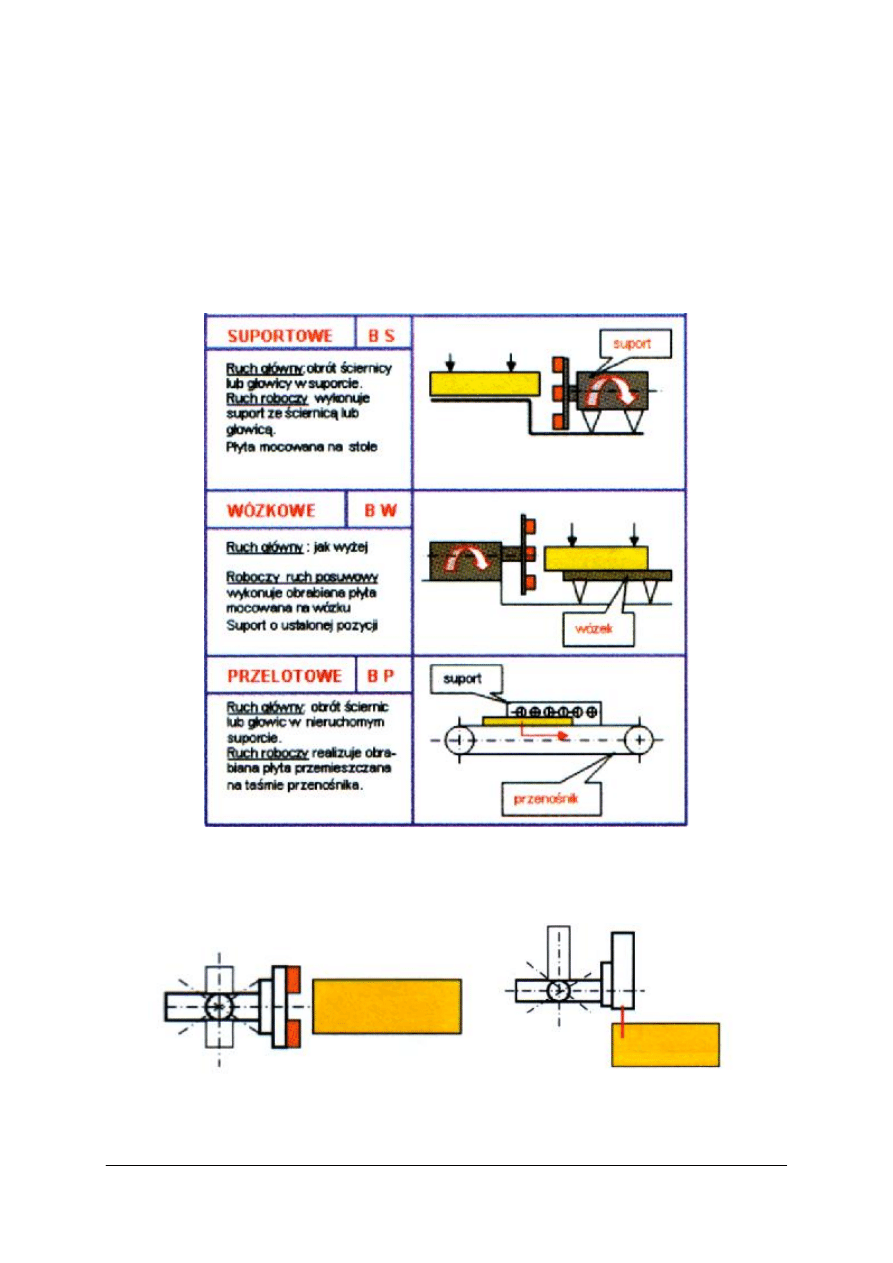
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Do szlifowania bocznych, płaskich powierzchni stosowane są trzy podstawowe rodzaje
boczkarek:
BS – Boczkarki suportowe, w których obrabiany element mocowany jest na nieruchomym
stole, zaś ruch posuwowy wykonuje suport narzędziowy z tarczą, głowicą
szlifiersko/polerską lub frezem profilowym,
BW – Boczkarki wózkowe, w których ruch posuwowy wykonuje wózek, do którego
mocowany jest obrabiany element,
BP– Boczkarki przelotowe. Ruch posuwowy wykonuje obrabiany element przesuwany na
przenośniku taśmowym lub płytowym.
Rys. 29. Szlifierka przelotowa kolumnowa [2, s. 26]
Boczkarki wykorzystują dwa podstawowe rodzaje głowic obróbczych:
a)
b)
Rys. 30. Rodzaje głowic roboczych [2, s. 34]
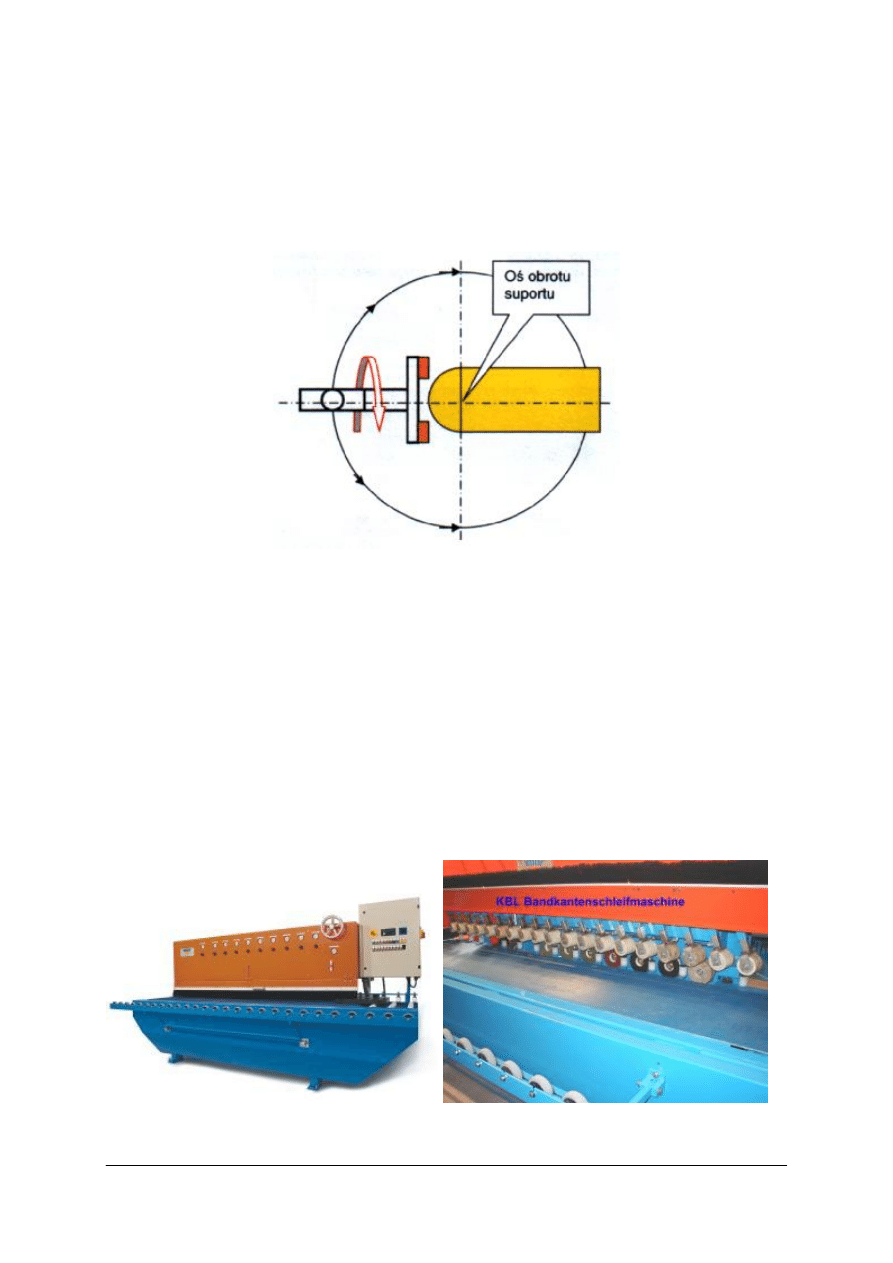
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 30 a: Czołowa tarcza lub głowica szlifierska o poziomej lub zmiennej kątowo osi
obrotu. Dzięki zmianie kąta nachylenia osi obrotu możliwym jest fazowanie krawędzi pod
różnymi kątami. Po założeniu freza profilowego można uzyskać dowolny kształt krawędzi.
Rys. 30 b: Suport tnący z diamentowa tarcza lub frezem o stałej lub nachylanej osi obrotu
wrzeciona. Suport umożliwia wykonanie nacięć, żłobków, podcięć w powierzchniach
czołowych i bocznych.
Rys. 31. Rodzaje głowic roboczych [2, s. 34]
Do kształtowania profili okrągłych stosowana jest odmiana obiegowa suportu czołowego
(rys. 31). Zespół wrzeciona umieszczony jest na obrotnicy, która umożliwia obrót narzędzia
względem krawędzi obrabianego elementu.
Boczkarka profilowa do obróbki kamienia wykonuje frezowanie i polerowanie
(wg odpowiednio wybranego programu):
−
faz,
−
boczków płaskich,
−
ćwierćwałków (obróbka od góry i od dołu płyty),
−
półwałków (obróbka od góry i od dołu płyty),
−
innych profili (obróbka od góry i od dołu płyty),
−
mierzenie długości materiału w cyklu „pomiar”.
Rys. 32. Boczkarka taśmowa przelotowa [19]
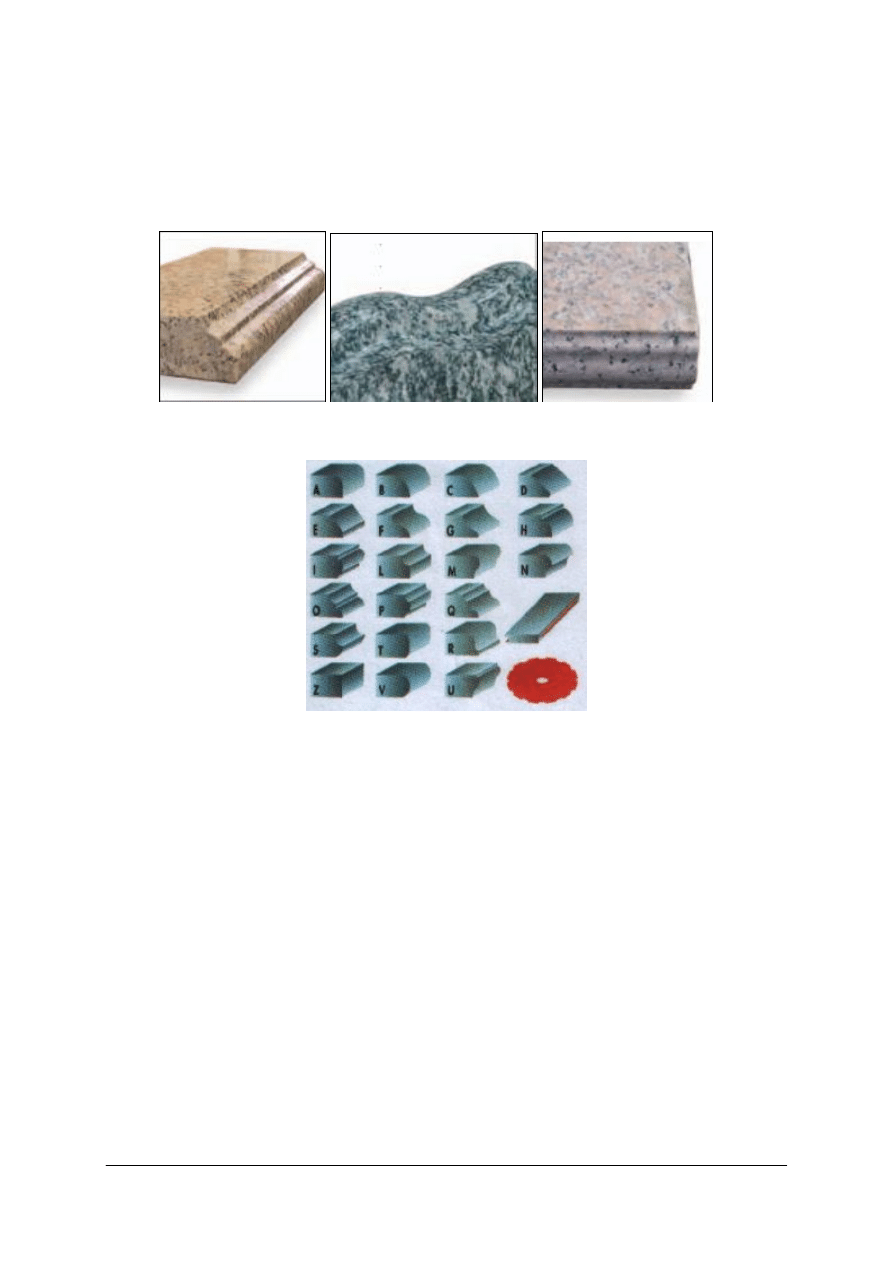
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Boczkarka ręczna
Specjalną grupę obrabiarek stanowią boczkarki ręczne – obrabiarki z mechanicznym
napędem, prowadzone ręcznie wzdłuż obrabianej powierzchni. Boczkarki tego typu
najczęściej stosowane są do profilowania krawędzi elementów płytowych o uprzednio
ustalonym kształcie obrysu płyty.
Rys. 33. Przykłady profili [16]
Rys. 34. Zestaw profili krawędzi możliwych do wykonania za pomocą frezów profilowych zabudowanych na
wrzecionie boczkarki [16]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy szlifowaniem?
2. Jakie znasz rodzaje materiałów ściernych?
3. Jakie znasz rodzaje spoiw?
4. Jak wykonuje się szlifowanie krawędzi bocznych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj szlifierko-polerkę przegubową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
2) zapoznać się z dokumentacją techniczno-ruchową szlifierko-polerki przegubowej,
3) określić budowę szlifierko-polerki przegubowej,
4) określić cechy charakterystyczne działania szlifierko-polerki przegubowej,
5) zanotować niezbędne informacje w notatniku,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa szlifierko-polerki przegubowej,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Scharakteryzuj rodzaje tarcz szlifierskich i opisz ich zastosowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zapoznać się z katalogami tarcz szlifierskich,
3) rozróżnić rodzaje tarcz,
4) określić zastosowanie tarcz szlifierskich,
5) zanotować niezbędne informacje w notatniku,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
katalogi materiałów szlifierskich,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 3
Wykonaj szlifowanie materiału kamiennego na podstawie dokumentacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z dokumentacją,
4) zanotować niezbędne informacje w notatniku,
5) dobrać narzędzia i maszyny,
6) wykonać szlifowanie z zastosowaniem przepisów bezpiecznej pracy podczas szlifowania,
7) sprawdzić poprawność wykonanego zadania,
8) zaprezentować wykonane ćwiczenie,
9) dokonać oceny poprawności wykonanego ćwiczenia,
10) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
fragment powierzchni do szlifowania,
−
narzędzia,
−
środki ochrony indywidualnej: okulary, rękawice ochronne, maska,
−
literatura zgodna z punktem 6 Poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić na czym polega szlifowanie?
2) rozróżnić materiały ścierne?
3) wyjaśnić pojęcie zamknięty układ wodny?
4) dobrać maszyny i urządzenia?
5) sklasyfikować maszyny do szlifowania?
6) wykonać szlifowanie elementów różnymi metodami?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.3.
Maszyny specjalne do obróbki kamienia
4.3.1. Materiał nauczania
Obrabiarki CNC do kamienia
Nowoczesne metody obróbcze za pomocą maszyn CNC znalazły wszechstronne
zastosowanie w obrabianiu kamienia.
Rys.35. Centrum obróbkowe-frezarka 3D CNC do granitu [19]
Nowoczesna i uniwersalna obrabiarka CNC do kamienia (rys. 35) jest idealna do obróbki
granitów, marmurów i innych materiałów pochodnych. Umożliwia wycinanie, profilowanie,
polerowanie, wiercenie we wszystkich kamieniach stosowanych w budownictwie,
wyposażeniu wnętrz i szeroko pojętym kamieniarstwie. Wykonanie kuchennych blatów
z otworami pod zlewy i ociekacze wykonywane jest całkowicie automatycznie. Począwszy
od operacji wiercenia, przez wycinanie, profilowanie i pole
r
owanie maszyna wykonuje
wszystkie operacje bez udziału człowieka, co jest możliwe dzięki systemowi automatycznej
wymiany narzędzia z magazynem. Centra obróbkowe CNC do kamienia są produkowane
w różnych obszarach roboczych, dostosowanych się do potrzeb od 1200x700 mm
do 3200x1700mm. Możliwe jest również wyposażenie dodatkowe tak
i
e jak system
automatycznej korekcji długości narzędzia, 4-ta oś obrotowa, głowice skanujące 3D itp.
Przecinarki strugowodne
Cięcie hydrodynamiczne (Water Jet Cutting) jest wyjątkową technologią cięcia materiałów
stosowaną głównie do kształtowego wycinania elementów na powierzchniach płaskich.
Narzędziem roboczym jest cienki strumień wody o średnicy 0,8 do 1,2 mm. Strumień ten
pod ciśnieniem 2500–4000 bar o szybkości do 900 m/s może przecinać równie łatwo arkusz
gumy, zamrożone tusze ryb, jak również 10 centymetrowej grubości płyty szkła, blachy
tytanowej lub marmuru.
Stosowane są dwie odmiany tej metody:
–
cięcie czysta wodą – do cięcia materiałów miękkich (tkaniny, folie, tworzywa sztuczne,
wykładziny itp.),
–
cięcie woda z domieszka ścierniwa – do materiałów twardych.
Właśnie ta odmiana znajduje zastosowanie do cięcia interesujących nas materiałów
kamiennych. Niewielkie wymiary głowicy tnącej i niewielka masa umożliwiają łatwe jej
przemieszczanie wzglądem płyty, z której zamierza się wycinać kształtowe elementy. Głowicę
tnącą można zamontować nawet na standardowej konstrukcji plotera tnącego i korzystając ze
stosownych programów wycinać elementy o dowolnych kształtach.
Zasadniczym i najdroższym elementem przecinarki jest jej zespół pompowy, w skład
którego wchodzą wysokociśnieniowe pompy, zespół filtrów i akumulatorów hydraulicznych
oraz zbiorniki ścierniwa z dozownikami. Niewątpliwymi zaletami tych przecinarek są:
–
wyeliminowanie standartowych narzędzi z ich problemami (dobór, ostrzenie, ustawianie,
itp.),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
–
możliwość uzyskania dowolnych kształtowych powierzchni, o czystym obrysie,
niewymagających dodatkowej obróbki i bez uszkodzeń termicznych,
–
wyeliminowanie pylenia.
Z drugiej strony przecinarki te wymagają poniesienia znacznych kosztów zakupu
urządzenia oraz kosztów eksploatacyjnych (pompy, szafirowe dysze).
Opłacalne są przy seryjnej produkcji drobnych i średniej wielkości elementów
kształtowych o dokładnie obrobionym profilu. Dla orientacji podano podstawowe parametry
cięcia wodą ze ścierniwem.
Technologia cięcia strumieniem wody
Proces polega na zastosowaniu silnie sprężonego strumienia wody (ok. 2500–4000 bar
lub więcej) przepuszczanego przez kryzę diamentową o niewielkiej średnicy. Strumień wody
usuwa materiał ze szczeliny w wyniku erozji i zmęczenia ściernego materiału. Cięcie
strumieniem wody jest procesem cięcia na zimno. Charakteryzuje się dobrą jakością
powierzchni krawędzi, prostopadłością i przede wszystkim brakiem strefy wpływu cięcia.
Prędkość strumienia może być nawet 3–krotnie wyższa od prędkości dźwięku. Często
w cięciu przemysłowym materiałów twardych lub dużej grubości dodatkowo stosujemy
ścierniwo dzięki, które potęguje działanie strumienia i wielokrotnie przyśpiesza obróbkę.
Wadą procesu jest duży hałas i niewielkie prędkości cięcia.
Podstawowe parametry pracy:
–
prędkość cięcia,
–
ciśnienie wody,
–
ilość ścierniwa,
–
rodzaj i ziarnistość ścierniwa,
–
odległość dyszy od materiału,
–
średnica dyszy.
Cięcie wodą może odbywać się tylko w sposób zautomatyzowany. Możliwe jest cięcie
pakietowe dzięki czemu możemy zrekompensować niewielkie prędkości pracy urządzenia.
Systemy cięcia materiałów wodą pod bardzo wysokim ciśnieniem i wodą zmieszaną
z materiałem ściernym istnieją już od ponad dwudziestu lat. Przez długi czas uważane były
one tylko za technologię wypełniającą lukę na rynku, dostępną jedynie dla dobrze
wyszkolonych fachowców, obsługujących przemysł oraz wyspecjalizowane zakłady
zajmujące się tego typu cięciem. Jednak w ostatnich latach technologia ta przeszła
spektakularne
zmiany.
Postęp
w
technologii
sterowników,
budowie
pomp
wysokociśnieniowych oraz w technologii komponentów wysokociśnieniowych spowodował,
że obecnie wiele zakładów usługowych mających do czynienia z obróbką skrawaniem stosuje
precyzyjne systemy do cięcia wodą. Kamień trudno obrabiać w sposób konwencjonalny, lecz
precyzyjny Water jet jest w stanie wycinać bardzo skomplikowane kształty stosując
funkcjonalność wycinania niskociśnieniowego.
Wiele warsztatów obróbczych nabywa system do tworzenia projektowanych elementów,
a następnie konstatuje, że mogą zbudować dobry rynek na stosunkowo kosztowne
zastosowania dostosowane do potrzeb klienta w kamieniu i marmurze, jak posadzki
inkrustowane. Od kilkunastu lat rozwija się dynamicznie i zdobywa coraz to nowe dziedziny
zastosowania technologia cięcia różnych materiałów strumieniem wody pod wysokim
ciśnieniem – „Water cutting” (WJC). Lista aktualnych zastosowań technologii jest dość
długa, aczkolwiek nie wszystkie z nich są w pełni opanowane na skalę przemysłową. Można
powiedzieć, że potrafimy przeciąć wodą prawie każdy materiał naturalny i sztuczny. Nie
w każdym jednak przypadku jest to ekonomicznie i technicznie uzasadnione. Z drugiej strony
są przypadki, w których cięcie wodą jest najlepszym ze znanych rozwiązań.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Od lat rozwinięty na skalę przemysłową jest tzw. hydrodemolition: usuwanie
zniszczonego betonu za pomocą wody zamiast młotków udarowych, powodujących wibracje
i hałas, uciążliwych nie tylko dla otoczenia, ale również szkodliwych dla zdrowych części
budowli. Intensywnie pracuje się nad zastosowaniem tej techniki w kamieniołomach.
Tradycyjne metody, np. użycie materiałów wybuchowych, działają destrukcyjnie na
wydobyty blok i na materiał pozostawiony w złożu, powodując w nim szereg mikropęknięć.
Strumień wody tnie „czysto” i nie daje tych ubocznych efektów. W inżynierii kosmicznej
strumień wody – z dodatkiem materiału ściernego – obrabia części pewnych stopów, które
przy obróbce tradycyjnymi narzędziami mechanicznymi straciłyby swe własności
wytrzymałościowe na skutek wywiązującego się przy obróbce ciepła. Ta technologia jest
niemal idealna do wykonywania skomplikowanych napisów i logo firmowych ze stali, szkła,
granitu itp. Strumień wody o średnicy kilku dziesiątych części milimetra można komputerowo
prowadzić po dowolnym konturze.
W podobny sposób można wycinać np. tzw. puzzle – strumień wody pozostawia
szczelinę równą swojej średnicy, a więc zaledwie ułamka milimetra. Olbrzymią dziedziną jest
czyszczenie obiektów publicznych i przemysłowych np. budynków, nawierzchni lotnisk,
zbiorników, wymienników ciepła itp. W latach 60–tych Polska miała znaczący – w skali
światowej – udział w rozwoju badań i praktycznym zastosowaniu tej technologii przy
eksploatacji kruszywa kamiennego. Pod koniec lat 60–tych Polska zaprojektowała
i zbudowała w Chinach całkowicie hydro–zmechanizowaną kopalnię o nazwie Lu–Tia–To,
która potem stała się wzorem do samodzielnej już budowy kilku innych kopalni
hydromechanicznych. W tego typu kopalniach cały proces eksploatacji, a więc odspojenia
kruszywa od złoża, transport pod ziemia i na powierzchnię, a często nawet i transport
powierzchniowy aż do odbiorcy masowego takiego jak np. elektrownia, odbywa się przy
użyciu wody. Trudno mówić o „typowej instalacji”, jako że rozmaitość zastosowań jest
ogromna. Jednak każda z nich zawiera następujące podstawowe elementy:
–
urządzenie do wytwarzania wysokiego ciśnienia,
–
system przewodów wysokociśnieniowych,
–
organ wykonawczy, którego istotną częścią jest dysza kształtująca strumień wody
w użyteczne narzędzie i kierująca ten strumień ku obrabianej powierzchni.
Technologia operuje ciśnieniami w zakresie od kilkudziesięciu do kilkuset MPa (od kilku
tysięcy do około 60000 psi), zależnie od potrzeb. Dla porównania ciśnienie w sieci
wodociągowej jest rzędu 0.6–0.7 MPa (80–100 psi). Ilości wody są na ogół odwrotnie
proporcjonalne do ciśnienia. Przy bardzo niskich ciśnieniach rzędu 30–60 MPa, które
np. stosowano w Polsce do eksploatacji kruszywa kamiennego, potrzeba było około 600 l/min
wody, dysza miała średnicę rzędu 10–20 mm (do koło 3/4”). Przy ciśnieniach najwyższych,
ilość wody wyraża się w liczbach ułamkowych, a średnice dysz są rzędu dziesiątych części
milimetra (kilka tysięcznych cala). Organ roboczy w tym wypadku to często robot operujący
w wielu płaszczyznach i sterowany komputerowo. Sam strumień można rozmaicie
kształtować: może on być ciągły, taki jak z węża ogrodniczego, może też być pulsujący,
składający się z szeregu króciutkich strumieni – jak seria z karabinu maszynowego – dzięki
czemu wykorzystuje się zwielokrotniony efekt uderzenia wodnego oddzielnie przez każdy
z tych segmentów.
Znane w technice zjawisko kawitacji, zwykle bardzo niepożądane gdyż działające
destruktywnie na elementy maszyn hydraulicznych i budowli wodnych, w tym wypadku jest
celowo wywoływane w strumieniu wysokociśnieniowym, aby zwiększyć jego aktywność.
Dla pewnych celów do strumienia wody wprowadza się materiał ścierny, dzięki czemu można
nim obrabiać tak twarde materiały jak stopy tytanowe, szkło, stal wysokostopową itp. Zalety
to kolosalna energia skoncentrowana na bardzo małej powierzchni przekroju strumienia. Coś
jak laser. A przy tym „narzędzie”, czyli strumień wody, nie ulega zniszczeniu, tak jakby to
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
było z narzędziem mechanicznym, które przy takim obciążeniu nie wytrzymuje wytwarzanej
temperatury. Odpada problem tępienia „narzędzia”, jego częstej wymiany i związanych z tym
przestojów maszyny, można uzyskać najbardziej skomplikowane kształty (np. puzzle) przy
szerokości cięcia rzędu ułamka milimetra. Strumień wody działa jednocześnie tłumiąco na
wytwarzany pył i w pewnym zakresie likwiduje niebezpieczeństwo wybuchu wskutek
wytwarzanego iskrzenia (co jest np. ważne w górnictwie).
Ale są także ograniczenia i wady. Wadą jest np. wysoki koszt inwestycyjny, który często
przesądza na korzyść technik mniej doskonałych, ale tańszych, jak np. młotków udarowych
w budownictwie. W pewnych okolicznościach może być doprowadzenie, a zwłaszcza
odprowadzenie wody z zanieczyszczeniami pozostałymi po operacji. Przy niskich
temperaturach otoczenia konieczne są dodatkowe środki zapobiegające zamarzaniu instalacji.
Żadna metoda nie jest panaceum na wszystkie kłopoty technologiczne. Podobnie jest z „jet
cutting”. Ale strumień wody znalazł już swoje własne i chyba trwałe miejsce wśród technik
obróbki materiałów i coraz więcej inżynierów sięga po to narzędzie (rys. 36).
Rys. 36. Przecinarka hydrodynamiczna [22]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zastosowania do obróbki kamienia znalazły obrabiarki CNC?
2. Jakie zadania spełnia cięcie materiałów wodą?
3. Jakie maszyny stosuje się do cięcia wodą?
4. W jakim celu stosuje się cięcie wodą?
4.3.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj cięcie materiałów kamiennych wodą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) określić metody cięcia hydrodynamicznego,
3) wynotować informacje dotyczące cięcia wodą,
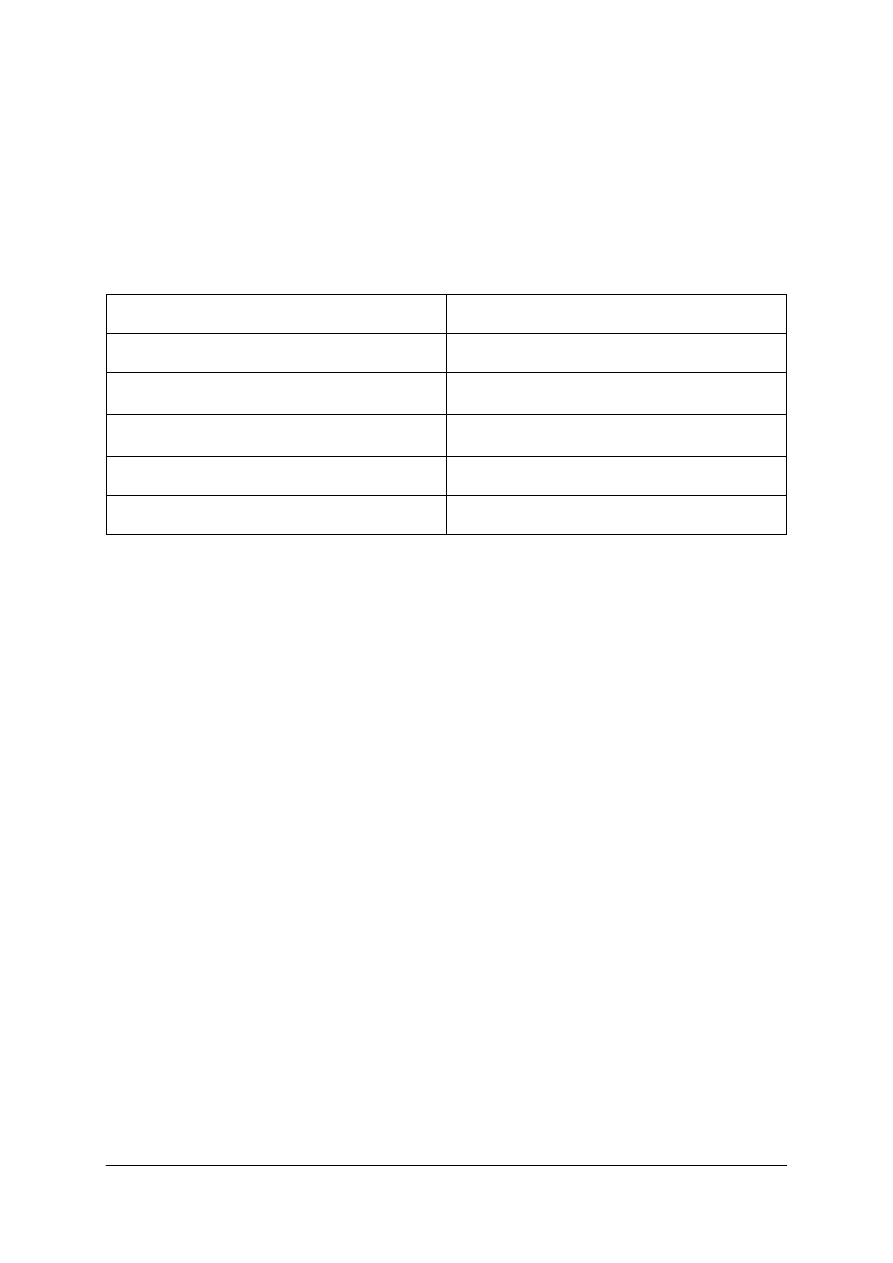
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4) sprawdzić poprawność wykonanego zadania,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Dobierz specjalną metodę obróbki kamienia do zadania jakie masz zrealizować.
Zadanie do wykonania
Metoda obróbki kamienia
Oczyszczenie okładziny kamiennej
Polerowanie powierzchni parapetów
granitowych
Usuwanie zniszczonej warstwy powierzchni
piaskowca
Profilowanie krawędzi ozdobnych
Przecięcie pakietu płytek kamiennych
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) przeanalizować metody specjalne obróbki kamienia,
3) dobrać metodę obróbki do wykonania zadania,
4) zapisać informacje w tabeli,
5) zaprezentować wykonane ćwiczenie,
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać zastosowanie obrabiarek CNC do obróbki kamienia?
2) wyjaśnić na czym polega cięcie materiałów za pomocą wody?
3) rozróżnić materiały ścierne?
4) wyjaśnić pojęcie zamknięty układ wodny?
5) dobrać maszyny i urządzenia do cięcia wodą?
6) sklasyfikować maszyny do cięcia woda?
7) wykonać cięcie wodą?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.4. Rozdrabianie skał
4.4.1. Materiał nauczania
Podstawowe zagadnienia przeróbki mechanicznej
Przeróbka mechaniczna stanowi jedną z podstawowych gałęzi technologii i techniki
górnictwa kopalin użytecznych. Zadaniem jej jest uszlachetnianie wydobytych surowych
kopalin użytecznych i przygotowanie ich do dalszego zużytkowania w postaci surowca,
a nawet gotowego wyrobu.
Kopaliny użyteczne tworzą w skorupie ziemskiej nagromadzenia, które nazywa się
złożami. Złoża kopalin użytecznych mogą mieć kształt pokładów, soczewek, gniazd, żył
i innych form zalegania. Skupienie kopaliny użytecznej w złożu jest bardzo różnorodne,
nawet dla tych samych jej rodzajów, może być ono bogate lub ubogie. Skupienie „bogate”
oznacza, że w jednej tonie urobionego złoża znajduje się bardzo dużo kopaliny użytecznej
o stosunkowo niedużym jej zanieczyszczeniu skałą nieużyteczną.
Stopień skupienia kopaliny użytecznej w złożu stanowi o większej lub mniejszej
przydatności złoża do celów przemysłowych. Pojęcie złoża bogatego w kopalinę użyteczną
jest pojęciem umownym, zależnym od rodzaju kopaliny, wielkości zapotrzebowania na nią
przez przemysł i od jej występowania w skorupie ziemskiej. W przeważającej jednak mierze
wydobyta kopalina użyteczna nie nadaje się do bezpośredniego zużycia do celów
przemysłowych. Powodem tego jest albo zbyt małe jej skupienie w tonie urobku lub zbyt
duży stopień jej zanieczyszczenia. Kopalina użyteczna może występować w złożu jako
jednoskładnikowa o większym lub mniejszym stopniu zanieczyszczenia nieużyteczną skałą
płonną lub jako wieloskładnikowa, zawierająca dwa lub więcej cennych składników
użytecznych z towarzyszącym jej zanieczyszczeniem skałą płonną.
Wydobyta ze złoża kopalina użyteczna wymaga, przed jej skierowaniem do celów
przemysłowych lub do bezpośredniego zbytu, odpowiedniego przygotowania, polegającego
na maksymalnym zwiększeniu zawartości składnika użytecznego w jednostce objętości (lub
masy), czyli na koncentracji tych składników. W przypadku kopalin wieloskładnikowych
konieczne jest również wydzielenie (wyodrębnienie) każdego z tych składników.
Zwiększenie koncentracji składnika użytecznego w kopalinach jednoskładnikowych
wymaga usunięcia maksymalnej ilości nieużytecznych ziaren skały płonnej, natomiast
w kopalinach wieloskładnikowych poza usunięciem ziaren skały płonnej należy wyodrębnić
każdy składnik przy możliwie nieznacznej zawartości składnika obcego w każdym z nich.
Proces technologiczny, zwiększający koncentrację ziaren użytecznych, nosi nazwę
wzbogacania bez względu na rodzaj wykorzystywanych do tego procesu zjawisk (fizycznych,
fizykochemicznych, optycznych i innych).
Wydobytą surową kopalinę użyteczną wzbogaca się w zakładach przeróbki
mechanicznej, wyposażonych w odpowiednie maszyny i urządzenia, w których po
zastosowaniu odpowiednich procesów technologicznych uzyskuje się wymaganą, wartość
i przydatność przemysłową wzbogacanej kopaliny użytecznej.
Przemysłową wartość złoża każdej kopaliny użytecznej określa się wartością
wzbogacanej kopaliny w stosunku do całkowitych kosztów jego eksploatacji i wzbogacania
.
W niektórych szczególnych przypadkach, np. gdy nie ma możliwości zakupu potrzebnego dla
przemysłu surowca użytecznego za granicą, a jego złoża występujące w kraju są bardzo
ubogie, odstępuje się od zasady ekonomicznej określającej przemysłową wartość złoża.
Stopniowe wyczerpywanie się bogatych złóż kopalin użytecznych, konieczność
podejmowania eksploatacji coraz to uboższych złóż, zwłaszcza cennych surowców, wymaga
bardzo szybkiego rozwoju technologii przeróbki mechanicznej i prawidłowego rozwoju
konstrukcji maszyn technologicznych o coraz to wyższej sprawności.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rozwój technologii przeróbczej powinien wyprzedzać ubożenie złóż kopalin
użytecznych w takim stopniu, aby przejście z eksploatacją do złóż uboższych nie
powodowało zachwiania ekonomiki przemysłu wydobywczego. Prawidłowy rozwój
technologii przeróbczej, wprowadzanie nowych technologii oraz rozwój konstrukcji maszyn
przeróbczych pozwalają już obecnie na eksploatację nawet bardzo ubogich złóż przy
nieznacznych stratach składnika użytecznego. Aktualnie eksploatowane złoża niektórych
surowców użytecznych charakteryzują się koncentracją składnika użytecznego w stopniu,
w jakim dawniej oceniano je jako przemysłowo nieopłacalne, a nawet nieużyteczne.
Równolegle z pracami badawczymi, mającymi na celu doskonalenie istniejących
technologii przeróbczych dla znanych kopalin użytecznych, prowadzi się przeróbcze badania
technologiczne minerałów towarzyszących eksploatowanej kopalinie w celu zbadania ich na
zawartość składników lub minerałów użytecznych potrzebnych w gospodarce krajowej oraz
w celu ustalenia możliwości ich utylizacji i wykorzystania. Przeróbce mechanicznej podlegają
praktycznie wszystkie kopaliny użyteczne, takie jak: węgiel kamienny i brunatny, rudy
żelaza, cynku, cyny, ołowiu, rudy innych metali, złoto, srebro, miedź i jej rudy, siarka,
materiały ceramiczne, surowce budowlane i chemiczne oraz wiele innych kopalin
wymagających wzbogacania, oczyszczania oraz przygotowania do celów przemysłowych,
np.: ze względu na wielkość ziaren, skład ziarnowy. Przeróbka mechaniczna, o odpowiednio
wysokim stopniu jej rozwoju, oddaje niezwykle cenne usługi wielu przemysłom,
umożliwiając tworzenie nowych wartości z odpowiednio przygotowanego surowca.
Dla przykładu
można
wymienić
niektóre
przemysły
oraz
kopaliny
użyteczne
przygotowywane dla nich przez przeróbkę mechaniczną: przemysł hutniczy: rudy żelaza, rudy
metali nieżelaznych, rudy metali rzadkich, węgiel koksowy, węgiel energetyczny, topniki
(wapień, kwarc, fluoryt), materiały ogniotrwałe (magnezyt, dolomit, glina, grafit, korund,
kwarc, cyrkon, chromit, andaluzyt), energetyka: węgiel kamienny, węgiel brunatny, odbiorcy
materiałów opałowych: węgiel kamienny, węgiel brunatny, torf (do odbiorców tych zalicza
się kolejnictwo, większość przemysłów pobierających energię z pary, gospodarkę komunalną,
gospodarstwa domowe), przemysł rolny: nawozy sztuczne i surowce do ich produkcji (apatyt,
fosforyty, sole potasowe i magnezowe), środki do walki ze szkodnikami (talk, kaolin, baryt),
środki do poprawy struktury roli (gips, wapień, dolomit), przemysł budowlany: kamień
budowlany, piasek, glina, surowce cementowe (wapień, kreda, margiel), przemysł chemiczny:
węgiel kamienny i brunatny jako surowiec do chemicznej przeróbki węgla, siarka, apatyt,
fluoryty baryt, wapień, halit, sylwin, kwarc, azbest, przemysł szklarski i ceramiczny: kwarc,
kaolin, fluoryt.
W
przeróbce
mechanicznej
kopalin
użytecznych
obowiązuje
specjalistyczna
terminologia, która umożliwia jednoznaczne określanie zjawisk oraz czynności
technologicznych i technicznych, zachodzących w procesach przeróbczych, a także
produktów otrzymywanych w procesie przeróbczym.
Kopalina użyteczna jest to naturalny surowiec mineralny, który przy aktualnym stanie
technologii i techniki przetwarzania i może być w sposób ekonomiczny zużytkowany
w przemyśle do wytwarzania innych form tego surowca w postaci dostosowanej do,
bezpośredniego użycia lub stanowiącej surowiec produkcyjny. W przeważającej liczbie
przypadków kopalina użyteczna musi być poddana ściśle określonym procesom przeróbczym,
które mają za zadanie zwiększenie udziału składnika użytecznego w jednostce masy
lub objętości przez usunięcie z kopaliny wyjściowej składników nieużytecznych.
Kopalina użyteczna może mieć fizycznie postać stałą (np. węgiel, ruda żelaza, rudy
metali nieżelaznych itp.), ciekłą (ropa, wody mineralne) i gazową.
Minerały są to występujące w skorupie ziemskiej naturalne związki chemiczne
lub pierwiastki rodzime.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Kruszenie kopaliny
Systemy transportu materiałów sypkich przenośnikami taśmowymi, z uwagi na
ograniczoną szerokość taśmy oraz na różnorodność procesów technologicznych
towarzyszących przemieszczaniu materiału, wymagają kruszenia brył nadwymiarowych
i ujednolicenia wymiarów ziaren materiału transportowanego. Podatność ziaren materiału
skalnego na rozdrabianie zależy od ich własności fizycznych, twardości (skala Mohsa),
wytrzymałości na uderzanie i zgniatanie, struktury ziaren (np. porowatości, łupliwości
naturalnej, włóknistości) oraz wilgotności i związanej z tym lepkości. Do wstępnego
rozdrabiania materiałów kruchych stosuje się kruszarki.
Kruszenie materiału transportowanego przyczynia się do: zmniejszenia wymianów
dużych brył urobku, stępienia ostrych krawędzi brył i ziaren, zwiększenia prędkości taśmy
(gdy kruszenie jest głębokie i sięga ziaren o wymiarach powyżej 50 mm), ograniczenia
energii kinetycznej spadających brył urobku w miejscach przesypów, obniżenia obciążeń
dynamicznych krążników i ich zestawów, zwiększenia kąta nachylenia przenośnika
do poziomu poprzez ograniczenie możliwości staczania się dużych brył materiału po taśmie
lub po warstwie drobnych ziaren, zbliżenia granulacji ziaren materiału do uzyskiwanej
w materiałach sortowanych, zmiany zdolności do płynięcia transportowanego materiału.
Kruszenie stanowi także część procesu technologicznego przetwarzania wydobywanej
kopaliny, ułatwia równocześnie automatyzację transportu materiału.
Kruszenie
mechaniczne
jest
związane
ze
znacznym
wydatkiem
energii
oraz koniecznością zastosowania specjalnych maszyn do redukcji i ujednolicenia wymiarów
brył materiału. Umowny zakres rozdrabiania jest następujący: rozdrabianie grube (ziarna
o wymiarze do 100 mm), średnie (ziarna do 10 mm), drobne (ziarna do 2 mm) i miałkie
(ziarna do 0,25 mm). Na dobór kruszarki wpływ mają własności fizykomechaniczne
kruszonego materiału, wielkość brył urobku i wymiary produktu wyjściowego
oraz przewidywana wydajność kruszarki. Do każdego materiału można dobrać optymalną
kruszarkę.
Podział kruszarek
Kruszarki szczękowe:
–
z dolnym zawieszeniem szczęki ruchomej (typu Dodge),
–
z górnym zawieszeniem szczęki ruchomej,
–
kruszarki szczękowe dwurozporowe (typu Blake),
–
kruszarki szczękowe jednorozporowe (typu Dalton),
–
inne specjalnej konstrukcji (np. Rotex, szczękowe udarowe).
Kruszarki stożkowe:
–
stożkach przeciwbieżnych,
–
stożkach współbieżnych,
–
z wałem nieruchomym.
Kruszarki uderzeniowe:
–
kruszarki młotkowe,
–
kruszarki bijakowe (udarowe),
–
z wałem pionowym (kubizery).
Kruszarki samokruszące – w których rozdrabianie jest wynikiem wzajemnego zderzania
się ziarn kruszonego materiału.
Zasadniczo, ze względu na charakter pracy, można mówić o kruszarkach obciążonych
w sposób cykliczny (kruszarki szczękowe) oraz obciążonych w sposób ciągły (kruszarki
walcowe, stożkowe, uderzeniowe).
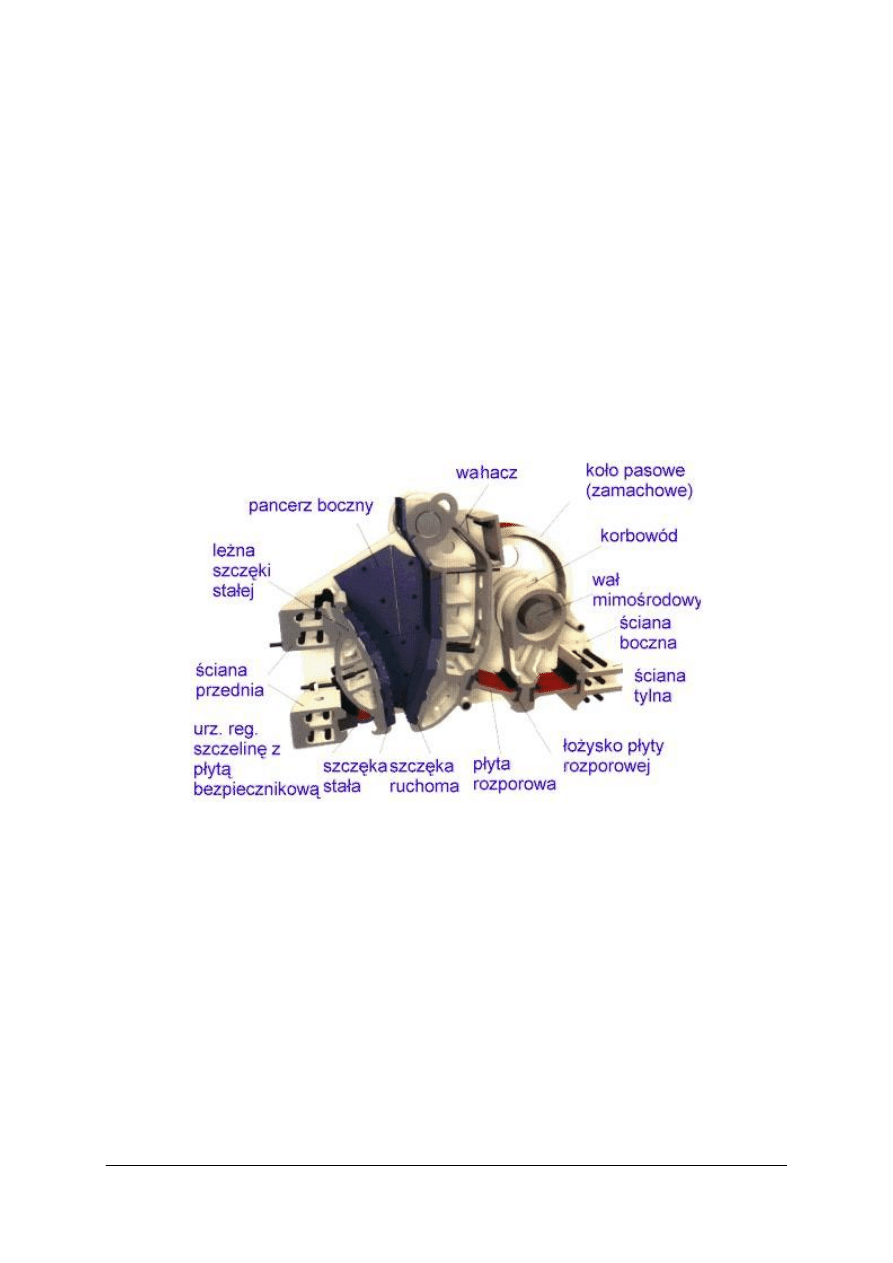
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Kruszarki szczękowe
Stosowane do wstępnego i wtórnego kruszenia materiałów o małej i średniej podatności
na rozdrabianie (granit, bazalt, sjenit, porfir).
W kruszarkach szczękowych (rys. 37) rozdrabianie następuje poprzez zgniatanie,
ścinanie i zginanie brył nadawy (podawanego materiału) między szczęką stałą a ruchomą.
Ze względu na rozwiązanie napędu szczęki ruchomej wyróżnia się dwa typy kruszarek
szczękowych:
−
dwurozporowe (typu Blake), w których szczęka ruchoma jest zamocowana na stałej osi
i napędzana członem połączonym z wałem mimośrodowym; szczęka ruchoma wykonuje
ruch prosty wokół stałej osi,
−
jednorozporowe (typu Dalton), w których szczęka ruchoma jest osadzona bezpośrednio
na wale mimośrodowym i wykonuje ruch złożony eliptyczny.
Kruszarki szczękowe przeznaczone są przede wszystkim do wstępnego kruszenia
surowców nie przejawiających skłonności do przyklejania się. Materiały te kruszy się
w wyniku działania ciśnienia między dwiema zbliżającymi się do siebie szczękami, z których
jedna jest ruchoma a druga przymocowana na stałe.
Rys. 37. Kruszarka szczękowa [20]
Kruszarki stożkowe
Stosowane przeważnie do drobnego kruszenia, produkt kruszenia bardziej regularny niż
w przypadku kruszarek szczękowych. Nie stosuje się ich do rozdrabiania materiałów
miękkich, lepkich i wilgotnych.
Materiał rozdrabiany jest między stożkami: zewnętrznym stałym i wewnętrznym
ruchomym wykonującym ruch mimośrodowy (rys. 38). Są rozwiązania, kiedy stożek
zewnętrzny jest ruchomym, wtedy mówimy o kruszarkach stożkowych płaszczowych.
Do drugiego i trzeciego stopnia kruszenia materiału w programie produkcji znajdują się
przede wszystkim hydrauliczne kruszarki stożkowe. W kruszarkach tych materiał jest
kruszony przez łamanie ziaren między stałą obudową a mimośrodowo poruszającym się
stożkiem, z głównym wałem podpartym na górze a w dolnej części napędzany wałem
hydraulicznym.
Wszelka regulacja kruszarki oraz zabezpieczenie przeciw przeciążeniu zapewnia układ
hydrauliczny. Nastawienie szczeliny wylotowej i jej ustalanie w pozycji roboczej realizuje
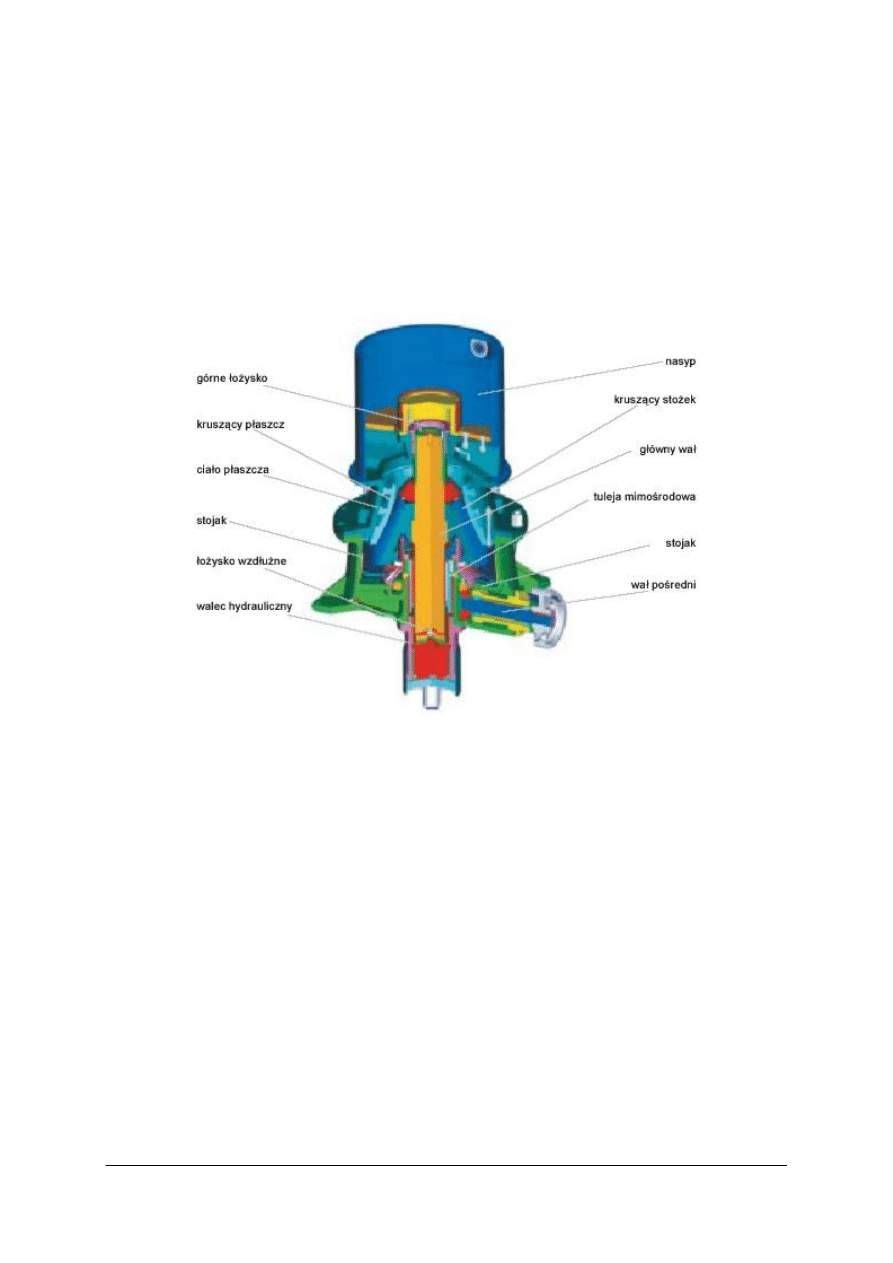
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
siłownik hydrauliczny umieszczony w dolnej części kruszarki, który podnosi i opuszcza
wałek ze stożkiem kruszącym. Cylinder razem z hydropneumatycznym akumulatorem
stanowi jednocześnie zabezpieczenie przed przeciążeniem. Hydrauliczne kruszarki stożkowe
KDC nowej generacji charakteryzują się wysoką jakością produktu wyjściowego przy niskich
kosztach eksploatacji. Są one przeznaczone w zasadzie do kruszenia materiałów w ramach
drugiej lub trzeciej fazy kruszenia twardych, ścieralnych, nie klejących się materiałów
o wytrzymałości na ściskanie do 400 MPa takich jak: kwarc, granit, bazalt, żwir,dolomit itp.
Kruszarki KDC zazwyczaj dostarczane są ze wspólną ramą i napędem zabudowanym na
gumowych wibroizolatorach, które redukują dynamiczne obciążenie konstrukcji nośnej pod
kruszarką.
Rys. 38 Kruszarka stożkowa [20]
Kruszarki walcowe
Stosowane najczęściej do kruszenia średniego i drobnego, a także mielenia materiałów
średniej i małej twardości. Materiał jest rozdrabiany przez zgniatanie między przeciwbieżnie
obracającymi się walcami (najczęściej dwa, choć są rozwiązania z trzema). Powierzchnie
walców mogą być gładkie lub zębate.
Przeznaczone głównie do mielenia i kruszenia żużla z kotłów w elektrowniach
i ciepłowniach. Konstrukcja kruszarek może być dostosowana dla procesu mokrego i suchego
rozdrabiania żużla. Kruszarki DVZ i DVR mogą pracować w wilgotnym i zapylonym
środowisku. Kruszarki DVZ to walcowe zębate kruszarki do pierwotnego kruszenia żużlu
z wielkością materiału wyjściowego do 30 mm. Kruszarki DVR posiadają gładkie
lub rowkowane walce do końcowego produktu do 5 mm.
Do największych zalet kruszarek walcowych DVZ i DVR należą:
–
wysoka niezawodność eksploatacyjna,
–
niskie koszty na eksploatację i konserwację,
–
łatwa obsługa,
–
długa żywotność głównych części kruszących.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Opis działania
W zależności od wielkości ziarna wejściowego i wyjściowego materiał jest dostarczany
pomiędzy obracające się walce, lub walce z grzebieniami kruszącymi. Kruszarki DVZ
włącznie z napędem są umiejscowione na ruchomym podwoziu. Główne części są łatwo
dostępne, co umożliwia prostą instalację i demontaż. Kruszarka jest zabezpieczona
elektrycznie przeciwko nadmiernemu obciążeniu po przedostaniu się materiału, którego nie
da się pokruszyć.
Kruszarki udarowe
Stosowane są obecnie do wszystkich stadiów kruszenia oraz mielenia. Są obecnie
wykorzystywane do kruszenia najtwardszych skał bazalt, dolomit, wapień, granit itp.
o niewielkiej ścierności (nie nadają się do piaskowców czy kwarcytów). Rozdrabianie
materiału następuje poprzez uderzenie wirującymi elementami roboczymi, jak również
odbicia od nieruchomych płyt korpusu. Elementy robocze:
−
młotki (osadzone wahliwie na wirniku) – mówimy o kruszarkach młotkowych,
dodatkowo młotki ścierają materiał na ruszcie,
−
bijaki (osadzone na sztywno) – kruszarki bijakowe; w dolnej części korpusu brak rusztu.
W kruszarkach udarowych materiał jest rozrzucany za pomocą rotujących listew i rozbija
się o nieruchome płyty. Kruszarki te mogą być zastosowane na wstępne kruszenie – dla mniej
abrazyjnych materiałów lub też na drugi stopień w przypadku twardego tłucznia.
Ich najważniejszą zaletą jest to, że finalne frakcje są wysokiej jakości pod względem wartości
kształtu (kubiczności) w całym zakresie ziarnistości frakcji.
W kruszarkach udarowych przy dużej szybkości obwodowej w przypadku kruszenia
materiałów abrazyjnych następuje znacznego zużycie właściwych listew wirnika oraz płyt
odbojowych i opancerzenia skrzyni. Dlatego też omawiane kruszarki w „wykonaniu
klasycznym” oznaczone jako ODN nadają się one do wstępnego kruszenia średnio twardych
materiałów takich, jak wapień o podatności na obijanie większej niż 30%.
Kruszarki udarowe konstruowane z zastosowaniem bardzo odpornych rodzajów stali
w wykonaniu ODX są przeznaczone do kruszenia twardych materiałów takich jak: żwir,
piasek, bazalt, granit itp. Kruszarki udarowe ODJ przeznaczone na końcowy stopień
kruszenia: żwiru, piasku, granitu i innych twardych materiałów gdzie wymagany jest wysoki
stopień rozdrobnienia. Pionowe kruszarki udarowe ODV używane są do produkcji kruszyw
z kamienia, gdzie jest wymagane wyprodukowanie małych kubicznych frakcji (0–4 mm).
Kruszarki ODV są wprowadzane w ostatnich stopniach kruszenia i przerabiają przygotowane
już frakcje w celu ulepszenia indeksu kształtu (kubiczności) .Można obniżyć zawartość
nieprawidłowych ziaren z 45% na 15% lub z 70% na 20%. Kruszarki ODV można użyć do
szerokiego spektrum materiałów, twardych i miękkich, abrazyjnych i nieabrazyjnych.
Kruszarka jest wyprodukowana z materiałów o wysokiej odporności na ścieranie.
Konstrukcja kruszarki wydłuża żywotność przez ograniczanie, kontaktu kruszonego
materiału z pancerzem przestrzeni kruszenia. Charakteryzuje je:
−
wysoka niezawodność eksploatacyjna,
−
niskie koszty utrzymania,
−
łatwa konserwacja,
−
wysoka odporność na ścieranie głównych elementów kruszących.
Problem zużycia narzędzi kruszących został w przypadku kruszarek pionowych
częściowo wyeliminowany dzięki systemowi pracy „kamień na kamień”, przy którym listwy
wirnika odrzucają tłuczeń na obudowę obwodową, której kieszenie wypełnione są
pokruszonym materiałem. Kruszarki typu ODV wyjątkowo sprawdzają się w zakładach, gdzie
wydobywany surowiec ma podczas kruszenia tendencje do wytwarzania płaskiego ziarna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Maszyny i urządzenia do klasyfikacji mechanicznej
Przeróbka rozdrobnionego kruszywa mokrego odbywa się na zmianę przez rozdrabianie
i klasyfikację. Do klasyfikacji używane są głównie:
−
przesiewacze sitowe,
−
przesiewacze rusztowe,
Celem klasyfikacji jest zawsze wydzielenie dostatecznie rozdrobnionego kruszywa
z mieszaniny o różnej ziarnistości tak, by część ziaren o za dużej średnicy dalej rozdrobić
i następnie ziarna już o żądanej wielkości doprowadzić do materiału brykietowego. Proces ten
prowadzi się do całkowitego rozdrobienia ziaren za grubych, mając zawsze na celu
otrzymanie ostatecznie mieszaniny o uziarnieniu korzystnym dla brykietowania.
Przesiewanie
Dno sitowe oddziela w klasyfikatorze drobne klasy ziarnowe od grubych. Drobna klasa
ziarnowa powinna przechodzić przez dno sitowe i tworzyć podziarno (przesiew, produkt
podsitowy lub klasę dolną), zaś gruba klasa ziarnowa pozostaje na sicie i tworzy nadziarno
(odsiew, pozostałość sitową lub klasę górną). W praktyce ilość przesiewu uzyskaną w ciągu
godziny podaje się jako wydajność przesiewania w t/h, całkowita nadawa materiału
przesiewanego jest to wydajność przesiewacza lub obciążenie przesiewacza, podawane
również w t/h. W odniesieniu do 1 m
2
powierzchni sitowej otrzymuje się jednostkowe
wielkości charakterystyczne, jak jednostkową wydajność przesiewacza
2
m
h
t
⋅
i jednostkową przepustowość przesiewacza. Jednak nie cała drobna klasa ziarnowa znajduje
drogę przez dno sitowe, dlatego też przesiewacz mimo dużego obciążenia jednostkowego nie
osiąga w wystarczającym stopniu żądanej klasyfikacji. W granicznym przypadku przesiewacz
staje się wtedy jedynie środkiem transportującym. W związku z tym jakość klasyfikacji
uwzględnia się na ogół w ocenie sita lub klasyfikatorów. Gruba klasa ziarnowa, która trafiła
w czasie przesiewania do przesiewu jako ziarno niewłaściwe, nazywa się nadziarnem, zaś
drobne ziarno pozostałe w odsiewie nazywa się podziarnem. Stosunek masy przesiewu P do
masy nadawy N nazywa się wydajnością masy w przesiewaniu.
Przesiewacze zależnie od rodzaju mają różne kształty geometryczne otworów sit i dlatego
konieczne jest ustalenie skali porównawczej lub odniesienie do jakiegoś wzorca.
Za równoważną średnicę otworu okrągłego uważa się średnicę otworu sita z otworami
okrągłymi, która daje taki sam skutek przesiewania jako oczko sitowe o innym kształcie
i wielkości. Tak np. sito szczelinowe ze szczelinami o szerokości 5 mm jest równoważne situ
z otworami okrągłymi o średnicy 8 bądź 9 mm.
Do charakterystyki przesiewacza należy jeszcze pojęcie zainstalowanej powierzchni
przesiewania, jak również użytecznej powierzchni przesiewania, którą oblicza się odejmując
od zainstalowanej powierzchni przesiewania powierzchnie przykryte leżące nad
poprzecznymi listwami lub pod wylotem zsuwni. Jako prześwit określa się stosunek sumy
powierzchni wszystkich otworów sitowych na jednostce powierzchni sita do jednostki
powierzchni.
Przesiewacze sitowe
W wyniku rozwoju przesiewaczy uzyskano ostatecznie konstrukcję najlepiej nadającą się
dla brykietowni jest to przesiewacz wahadłowy przeciwbieżny Dawniej stosowano
przesiewacze z jedną skrzynią sitową zawieszoną najczęściej pod stropem hali. Przesiewacz
wprawia się w ruch za pośrednictwem wału mimośrodowego. Przesiewacz pracuje albo
ruchem wahadłowym albo przy każdym ruchu jest podnoszony do góry za pośrednictwem
wału mimośrodowego, na którym oparty jest jeden koniec przesiewacza.
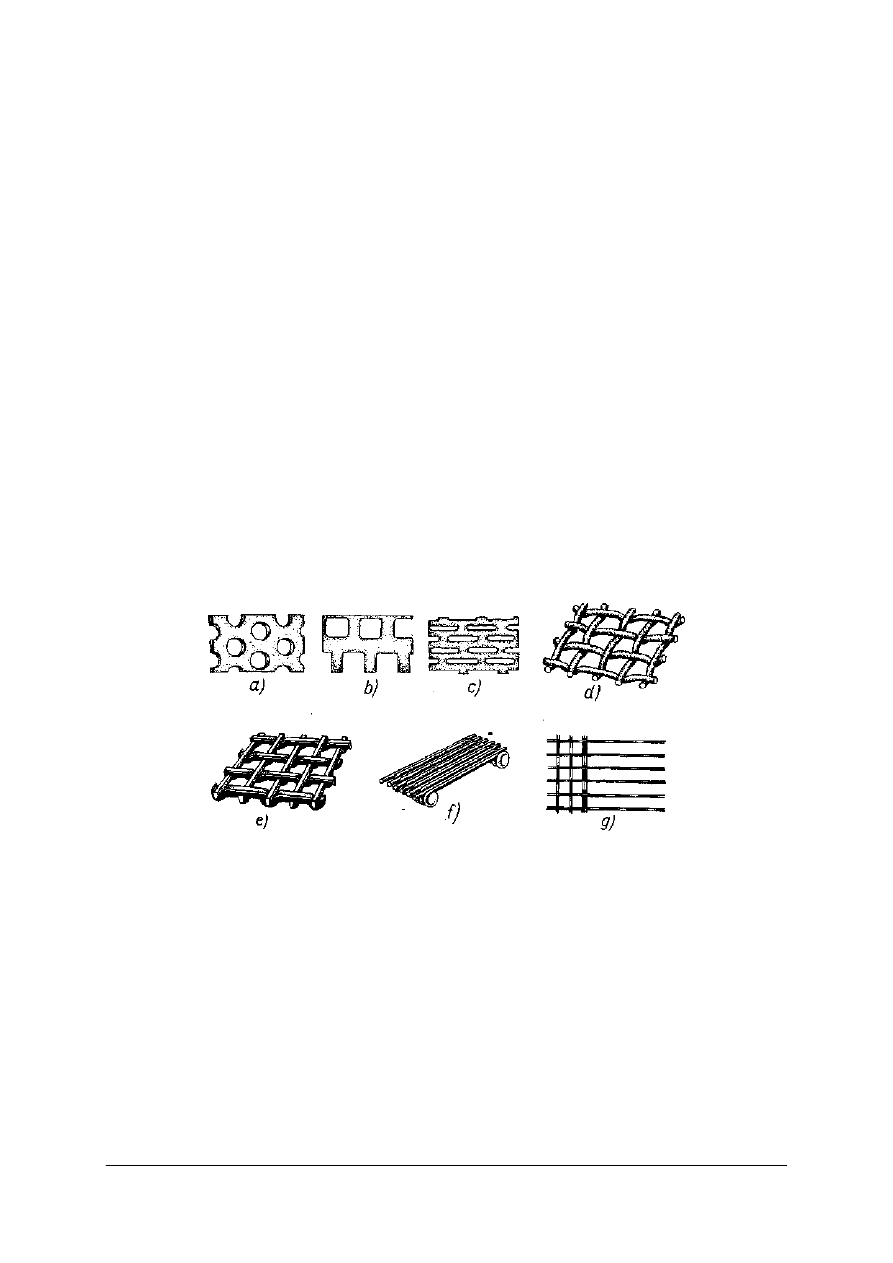
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Są to przesiewacze wahadłowe i przesiewacze wstrząsane wibracyjne, które dzielą się na
szereg różnych typów.
Nowo konstruowane przesiewacze składają się z dwu skrzyń sitowych, które za
pośrednictwem łącznika mimośrodowego wprawia się w ruch wahadłowy przeciwbieżny.
Górna, nieco mniejsza, skrzynia sitowa zachodzi na szerszą dolną. Dla uzyskania lepszego
dostępu do nich skrzynie sitowe są zawieszone pionowo na podporach wahadłowych, a wał
napędowy i silnik znajdują się nie u dołu lub z boku sit, lecz za zsuwnią nadawy na górnym
końcu układu przesiewacza. Przesiewacze takie noszą nazwę przesiewaczy wahadłowych
przeciwbieżnych. Określenie podwójny przesiewacz wahadłowy, które nie oddaje jasno
zasady działania, nie powinno być używane w tym przypadku, gdyż podwójne przesiewacze
wahadłowe są stosowane również w innych gałęziach przemysłu. Na przykład przesiewacze
używane często w przemyśle soli potasowych mają dwie skrzynie sitowe umieszczone jedna
pod drugą, przy czym każda jest wyposażona w sito o różnych oczkach. W nowych typach
przesiewaczy wahadłowych przeciwbieżnych wał napędowy ułożyskowany jest sprężynowo
na łożyskach baryłkowych jednorzędowych. Ta konstrukcja oraz zasada przeciwbieżnego
ruchu wahadłowego powodują, że drgania własne układu sit są wyjątkowo małe dla
przesiewaczy o powierzchni sitowej do 20 m
2
. Ponieważ w oddziałach przeróbki mokrej,
które mieszczą się w oddzielnych budynkach, przesiewacze usytuowane są często za
młynami, decydującym problemem we wszystkich przypadkach jest obciążenie budynku.
Sita
Najwięcej uwagi w eksploatacji przesiewaczy należy poświęcić samym sitom. Gdy siatka
sitowa nie jest odpowiednia, wtedy nie można z góry określić jakości procesu klasyfikacji.
Rys. 39. Siatki sitowe dla surowego węgla brunatnego [6 s. 56]
Dlatego należy uważać, aby siatki sitowe nie były uszkodzone oraz by wskutek zużycia
otwory sitowe nie ulegały zmianie.
Stosuje się (rys. 39):
−
sita z blachy,
−
sita plecione z drutów,
−
sita szczelinowe.
Sita z blach perforowanych (rys. 39 a do c) wykazują dużą trwałość. Materiał
przesiewany spada dobrze. Są łatwe do oczyszczania. Otwory mogą być okrągłe, kwadratowe,
prostokątne i wydłużone, przy czym otwory poszczególnych rzędów rozmieszczone są
naprzemianlegle. Sita o otworach wydłużonych najczęściej przepuszczają nadziarno. Ksylity
najlepiej odsiewać na sitach o otworach kwadratowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Swobodna powierzchnia, czyli „prześwit sita”, w przypadku sit z blachy jest mała
i wynosi 25 do 40%.
Sita plecione z drutów (rys. 39 d) mają duży prześwit i tym samym dużą wydajność
przesiewania. Przy przesiewaniu na zwykłych sitach plecionych z drutów okrągłych,
występuje wiele trudności. W tym przypadku bowiem otwór sitowy zmniejsza się ku dołowi
z powodu zaokrąglenia drutów, co powoduje zatykanie się sita i zakleszczanie się ziaren
w otworach. Druty, jeżeli nie są łączone spawaniem, przesuwają się i w wyniku zmiany
wielkości otworów otrzymuje się niewłaściwe ziarno.
Dlatego używa się raczej sit z drutów o profilach specjalnych, (rys. 39 e), skrzyżowanych
w ten sposób, że uzyskuje się gładką powierzchnię sita, przy czym wygięcia drutów
zabezpieczają przed ich przesuwaniem się względem siebie. Druty mają przeważnie profil
trapezowy z dłuższą podstawą trapezu u góry. Powierzchnią trapezu określa wielkość otworu
sitowego. Ponieważ przekrój drutu zmniejsza się ku dołowi, ziarno które wpadło do otworu
nie może już ulec zakleszczeniu.
Sita szczelinowe powstają w wyniku zgrzewania drutów profilowych i nośnych
(rys. 39 e, f)
Oczyszczanie sit
Szczególne trudności sprawiają zakleszczone ziarna oraz węgle wilgotne i maziste.
W przypadku zatkania się sit cała wydajność oddziału przeróbki mokrej staje pod znakiem
zapytania, dlatego oczyszczanie sit powinno być prowadzone intensywnie. Oczyszczanie
ręczne jest męczące i pogarsza wydajność pracy. Skonstruowano więc mechaniczne
urządzenia czyszczące. Są to listwy zgarniakowe umocowane na specjalnej ramie
i wprawiane za pomocą dźwigni w ruch wahadłowy i po siatce sitowej, zgodnie z ruchem
przesiewacza. Te mechaniczne urządzenia nie są chętnie widziane i zdarza się często, że
nawet tam gdzie już są zainstalowane, wymontowuje się je.
Obecnie jako materiału na sita używa się gotowych plecionych siatek z drutu stalowego.
Zwiększa się przez to nie tylko żywotność sita, ale uzyskuje się również możliwość
odpowiedniego napinania. Takie sita jak Vibra na skutek ruchu przesiewacza wpadają
w drgania własne, dzięki czemu ziarna zakleszczone zostają wyrzucone i otwory odtykają się.
Ze względu na większą wytrzymałość na rozciąganie drutów stalowych można używać
drutów o mniejszej grubości, przez co uzyskuje się korzystniejszy prześwit. Sita szczelinowe
budowane są z prętów o profilu również trapezowym, osadzonych w wyżłobionych
sworzniach. Ostatnio stosuje się z powodzeniem sita napinane z cienkich drutów, tzw. sita
harfowe (rys.39 f i g). Wydajność sit szczelinowych jest większa niż innych sit, jednak
przekrój sita nie jest tak dokładnie wyznaczony. Do obliczania wydajności sit używa się
przeważnie wykresu opracowanego przez Humboldta – Deutza, który można stosować
w przypadku normalnych i wilgotnych węgli bez względu na kształt otworów sitowych.
Trudny problem, o którym już wyżej wspomniano, stanowi szczególnie w określonych porach
roku przesiewanie węgla mokrego, tj. o dużej wilgoci powierzchniowej. Próbowano więc
ogrzewać sita i zmniejszyć do minimum przyklejanie się mokrego ziarna. Najpierw
wprowadzono w praktyce parowe ogrzewanie sit. Wężownice rurowe dla pary lub kondensatu
zainstalowane są w położeniu poziomym pod sitem, do którego są przymocowane i tym
samym wahają się razem z sitem. Ciepło dociera jednak przy tym do sita w niewystarczającej
ilości drogą promieniowania lub z unoszącym się ku górze ciepłym powietrzem.
Wprowadzono więc elektryczne ogrzewanie przesiewaczy. Sita włącza się w obwód prądu,
dzięki własnej oporności elektrycznej siatka sitowa nagrzewa się i otrzymujemy w ten sposób
„przesiewacz suchy”. Sito odizolowane od skrzyni sitowej jest przeważnie podzielone na pasy
podłużne lub poprzeczne. Stosuje się prąd stały lub zmienny, przy czym ze względów
bezpieczeństwa napięcie musi być utrzymane w granicach 4 do 24 V.
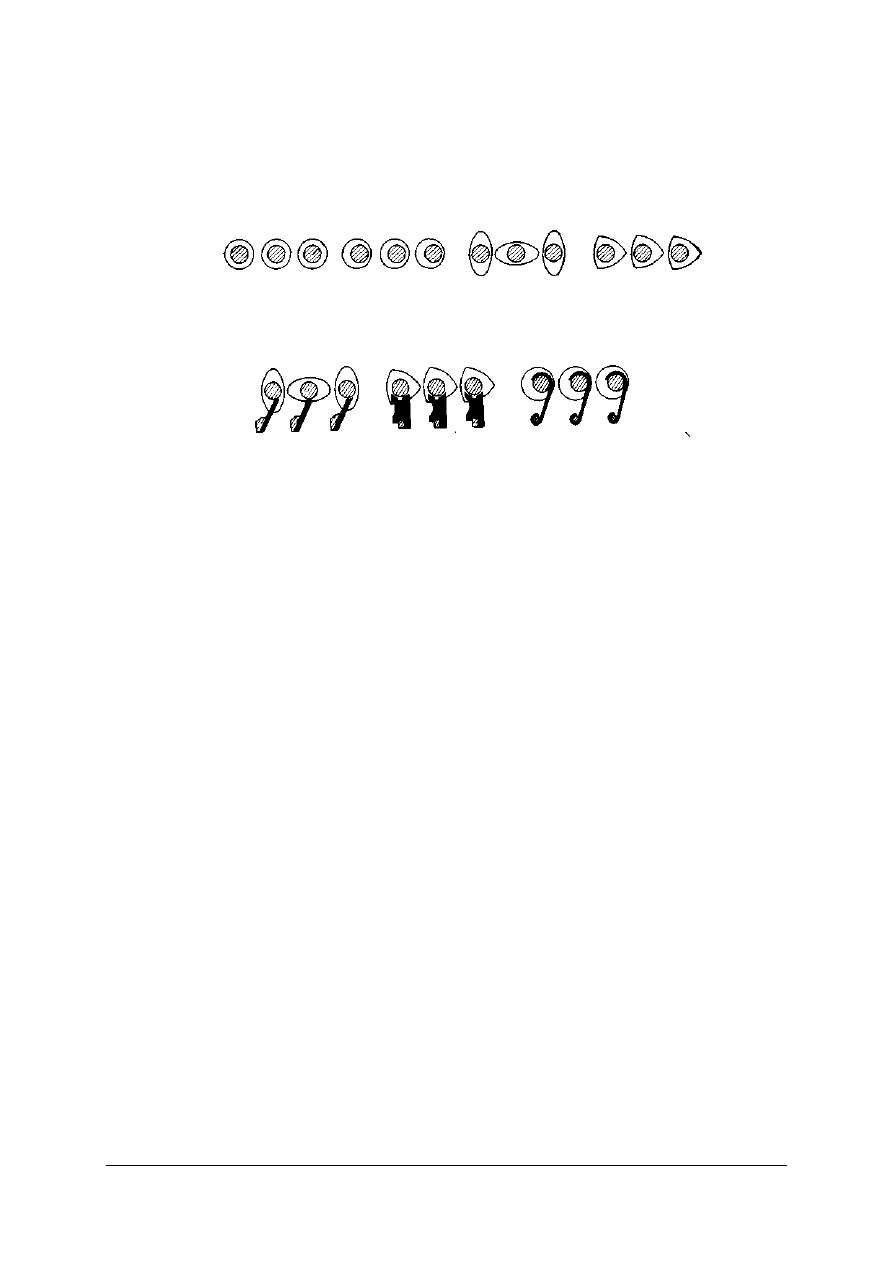
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Przesiewacze rusztowe
Rusztowe przesiewacze wałkowe z tarczami kołowymi mają dno sitowe z obracających
się wałków, na których osadzone są tarcze. Rozróżnia się przy tym różne profile tarcz: tarcze
kołowe osadzone współśrodkowo lub mimośrodowo, tarcze eliptyczne, tarcze trójkątne
z wypukłymi bokami (rys. 40).
Rys. 40. Przekroje tarcz osadzonych na wałkach przesiewaczy rusztowych (szkic uproszczony): a – tarcze
kołowe osadzone współśrodkowo, b – tarcze kołowe osadzone mimośrodowo, c – tarcze eliptyczne,
d – tarcze trójkątne z wypukłymi bokami [6, s. 33]
Rys. 41. Skrobaki do oczyszczania rusztowin (szkic uproszczony): a – skrobak palcowy, b – skrobak widełkowy,
c – skrobak haczykowy [6, s. 34]
Tarcze te połączone są w pakiety obrócone względem siebie o 90° tak samo, jak są one
obracane na wale biegnącym wzdłuż przesiewacza. Gdy na przykład wałki mimośrodowe
z osadzonymi tarczami kołowymi są w ruchu bez materiału przesiewanego, wówczas
powierzchnia rusztowiny wygląda jak powierzchnia wody, falująca lekko pod wpływem
wiatru. Dzięki temu ruszt uzyskuje zwiększoną sprawność transportową. Materiał
przesiewany stale podnosi się i opada. W wyniku takiego ciągłego rozluźniania
i przemieszczania materiału, które niewątpliwie jest lepsze niż na przesiewaczu wibracyjnym,
osiąga się duże wydajności przesiewaczy. Na ogół uważa się, że jednostkowa wydajność
przesiewacza rusztowego wałkowego z tarczami jest 3 do 4 krotnie większa niż przesiewacza
sitowego. Stąd wynika, że przy określonej wydajności procesu klasyfikacji w oddziale
przeróbki mokrej przesiewacz rusztowy zajmie mniej miejsca. Z tą zaletą tarczowych
przesiewaczy rusztowych łączy się również zaleta cichego biegu i małego obciążenia
budynku. Równocześnie jednak są i pewne niedomagania. Materiał spada przez otwory, które
w rusztowinie tarczowej odpowiadają otworom wydłużonym przesiewacza sitowego i, jak już
wspomniano wyżej, w przypadku takich otworów łatwo przechodzi nadziarno.
Napęd przesiewacza rusztowego odbywa się za pomocą wałków rusztowiny, których
końce spoczywają w łożyskach napełnionych olejem. Zębate koła stożkowe na końcu wałków
zazębiają się z kołami stożkowymi osadzonymi na wale biegnącym wzdłuż rusztowiny. Wał
ten jest napędzany poprzez przekładnię; liczba obrotów wałków rusztowych wynosi około
100 obr/min. Podobnie jak sita, również ruszty mają skłonność do zatykania się.
Do oczyszczania rusztowin służą tzw. skrobaki. Wchodzą one od dołu w podłużne szczeliny
między tarczami i wyciskają węgiel, przyklejający się do tarcz, lub przyczepione ziarna.
Skrobaki są osadzone na specjalnych belkach skrobakowych. Mogą to być skrobaki
palcowe, grzebieniowe, widełkowe lub haczykowe (rys. 41). Zarówno zespoły tarcz jak
i skrobaki ulegają szybkiemu zużyciu. Proponowano więc różne ulepszenia mające na celu
zastąpienie stosowanych dawniej drogich odlewów blachami wytłaczanymi. Zużywanie się
i czasochłonne wymiany zespołów tarcz itp. stanowią dużą wadę tych przesiewaczy.
Przesiewacze rusztowe ponadto nie nadają się do klasyfikacji mokrych węgli
zawierających ksylity. Panującą tendencją jest raczej stosowanie przesiewaczy sitowych
i dlatego przesiewacze rusztowe są rzadziej instalowane w nowych zakładach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Nie wszystkie rozwiązania konstrukcyjne przesiewaczy wyposażone są w podane części
składowe. W wielu nowoczesnych przesiewaczach występują dodatkowe elementy
konstrukcyjne, których zadaniem jest nadanie odpowiedniej charakterystyki drgań skrzyni
sitowej, zwiększenie skuteczności przesiewania i eliminacja szkodliwych drgań przesiewacza
przenoszonych na budynek zakładu przeróbczego. Niektóre elementy konstrukcyjne
przesiewacza, w zależności od jego rozwiązania, mogą być pominięte jeżeli rozwiązanie
konstrukcyjne zapewnia ruch sita roboczego i optymalny przebieg procesu przesiewania
wymagany założeniami technologicznymi.
Klasyfikacja hydrauliczna i aerodynamiczna
Podział materiału surowego na klasy ziarnowe lub produktów procesów przeróbczych na
sortymenty, o określonych z góry (założonych w procesie technologicznym) granicznych
wymiarach ziaren, przeprowadza się w zasadzie na przesiewaczach wyposażonych w sita
robocze o określonych wymiarach otworów. Przesiewacze są podstawową maszyną
technologiczną stosowaną do tego celu, nie mniej jednak dla podziału materiału o bardzo
małym uziarnieniu — mniej więcej o wymiarze ziarn poniżej 1,0 mm – proces przesiewania
jest mniej dokładny i mniej skuteczny, a przy znacznych ilościach materiału wymagałby
zainstalowania dużej liczby przesiewaczy. Poza tym w przypadku konieczności
rozklasyfikowania materiału bardzo drobnego, pochodzącego z mokrych procesów
przeróbczych, wymagałoby to doprowadzenia do procesu dodatkowych ilości wody oraz
urządzeń do usuwania jej nadmiaru.
Podział materiału na odpowiednio dobrane klasy ziarnowe można również przeprowadzić
w strudze płynącej wody lub innej cieczy, a nawet dla materiałów suchych w strudze
powietrza lub innego gazu, poruszającej się z odpowiednią prędkością. Gdy dobierze się
odpowiednią prędkość strugi płynącej cieczy lub gazu, wówczas na ziarna wprowadzone do
niej będzie działał układ dwu podstawowych sił; jedną z tych sił jest siła ciężkości ziarna,
która działając w kierunku ku dołowi będzie powodowała jego opadanie, druga siła
wynikająca z prędkości płynącej strugi, będzie starała się unosić ziarna zgodnie z kierunkiem
swego ruchu.
Niezależnie od działania wspomnianego układu dwu sił podstawowych, na opadające
ziarna działa dodatkowo siła przeciwstawiająca się ich ruchowi ku dołowi jest to siła oporu
ośrodka, w którym ziarno opada, a więc wody (lub innej cieczy) lub gazu (powietrza). Siła ta
hamuje opadanie ziaren w ośrodku. Stąd wniosek, że prędkość opadania ziaren w płynącej
strudze wody lub gazu (powietrzu) będzie prędkością wypadkową pomiędzy prędkością
opadania ziaren w ośrodku statycznym nie poruszającym się wodnym lub gazowym
a prędkością ruchu strugi tego ośrodka. Siła ciężkości ziarna zależy od jego masy i wymiaru.
Zatem wielkość tej siły będzie różna dla ziaren o tej samej masie i różnych ich wymiarach
oraz dla ziaren o różnej masie, przy czym dalszym wskaźnikiem określającym siłę ciężkości
dla tego ostatniego przypadku będzie również różnica w wymiarach tych ziaren. Przy tych
samych wymiarach granicznych klasy ziarnowej skierowanej do rozdziału w płynącej strudze
ośrodka można dokonać jej podziału na co najmniej dwie klasy ziarnowe, regulując
odpowiednio prędkość ruchu tej strugi. Odpowiednio zwiększając lub zmniejszając prędkość
strugi ośrodka można równocześnie zmieniać wymiary graniczne otrzymywanych klas
ziarnowych.
Rozdział materiału na określone wymiarami grupy ziaren (klasy ziarnowe) w ośrodku
wodnym lub gazowym nosi ogólną nazwę, klasyfikacji hydraulicznej. Jeżeli klasyfikacja ta
przebiega w ośrodku wodnym, to nosi ona nazwę klasyfikacji hydraulicznej wodnej.
W przypadku gdy rozdział ten prowadzony jest w ośrodku powietrznym, określa się go jako
klasyfikację hydrauliczną powietrzną.
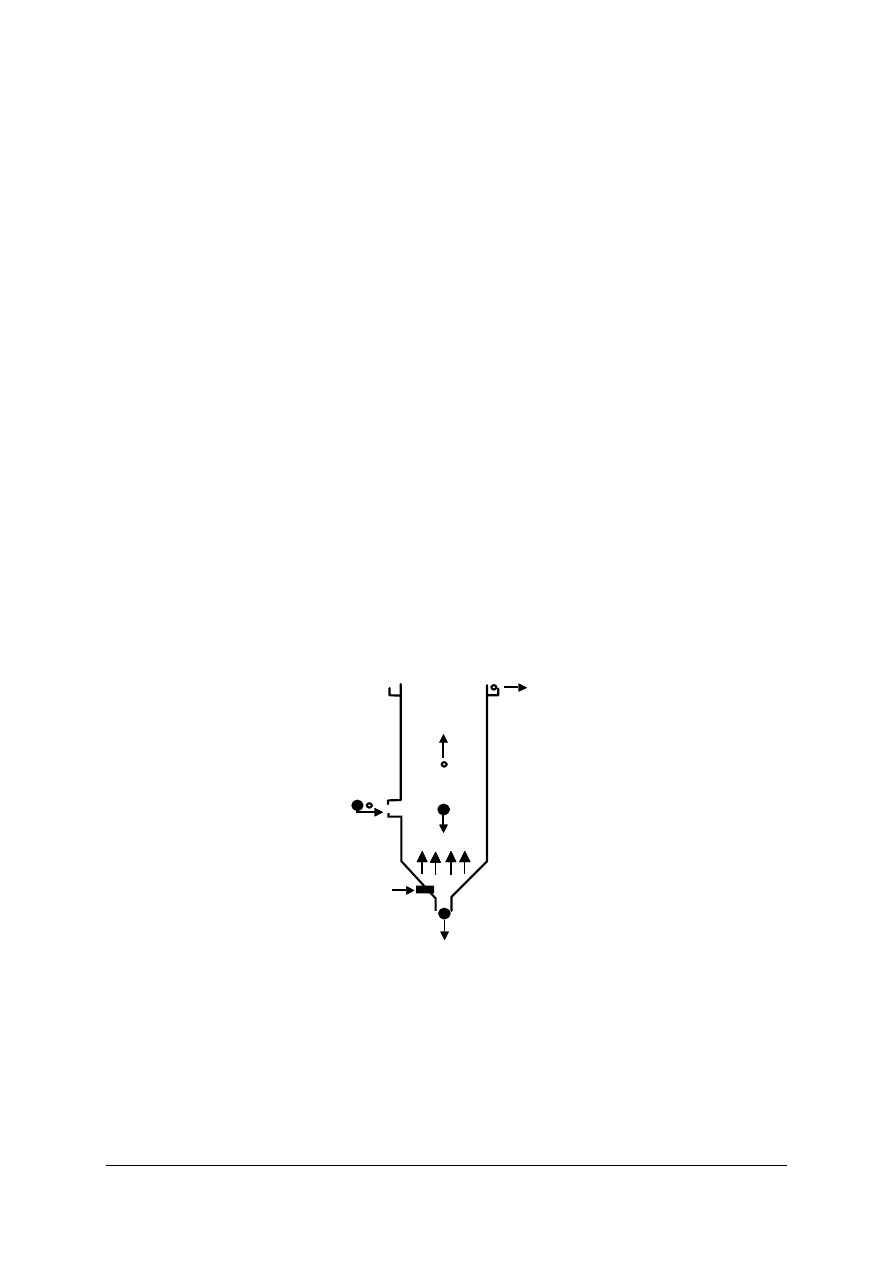
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
W nomenklaturze przeróbczej, przyjęto określenia bardziej uściślone, a mianowicie
klasyfikację przebiegającą w ośrodku ciekłym nazywa się klasyfikacją hydrauliczną,
a prowadzoną
w
ośrodku
gazowym
(powietrze,
gaz)
nosi
nazwę
klasyfikacji
aerodynamicznej.
Klasyfikatory stożkowe
Pracują na zasadzie opadania swobodnego, służą do podziału nadawy na dwie klasy
ziarnowe, przy czym bardzo często są stosowane do wydzielania w przelewie ziaren drobnych
proces odmulania. Nadawę do klasyfikatora, skonstruowanego w kształcie odwróconego
stożka, podaje się centralną rurą zasilającą, zabudowaną w geometrycznej osi klasyfikatora.
Woda wypływa z rury centralnej zanurzonej pod zwierciadłem cieczy wypełniającej
klasyfikator i rozpływa się promieniowo w kierunku zewnętrznej krawędzi przelewowej.
Prędkość rozpływającego się strumienia bardzo szybko maleje, wskutek zwiększającego się
przekroju przepływu. Odpowiednio do malejącej prędkości przepływu ziarna grubsze opadają
na dno stożka, skąd są odprowadzane przez wylew. Ziarna drobne, unoszone strumieniem
wody, przepływają przez krawędź przelewową do pierścieniowej rynny, z której
odprowadzane są na zewnątrz klasyfikatora.
Klasyfikator o wznoszącym się ruchu wody (elutriator)
Do kolumny klasyfikacyjnej doprowadza się przewodem roboczym w takiej ilości, aby
prędkość wznoszenia się jej strumienia była dostosowana do prędkości końcowej opadania
ziaren o żądanym w tym procesie ich wymiarze granicznym. Nadawę do kolumny
klasyfikacyjnej podaje się przewodem powyżej miejsca doprowadzania wody roboczej.
Drobne ziarna nadawy unoszone wznoszącym się strumieniem wody przepływają przez
przelew pierścieniowy do koryta pierścieniowego, z którego odprowadzane są na zewnątrz.
Ziarna grubsze opadają na stożkowe dno klasyfikatora i odprowadzane są wylewem na
zewnątrz.
Rys. 42. Kolumna klasyfikacyjna [28]
Osadnik stożkowy wieloproduktowy
Nadawa jest doprowadzona równomiernym strumieniem do szeregu zbiorników na całej
jego szerokości. Na każdym odcinku klasyfikującym prędkość strumienia wody jest stała
(dzięki zwiększaniu się szerokości koryta nad kolejnymi pojemnikami), co umożliwia
wydzielenie się ziarna o ustalonej klasie ziarnowej.
u
woda
nadawa
przelew
wylew
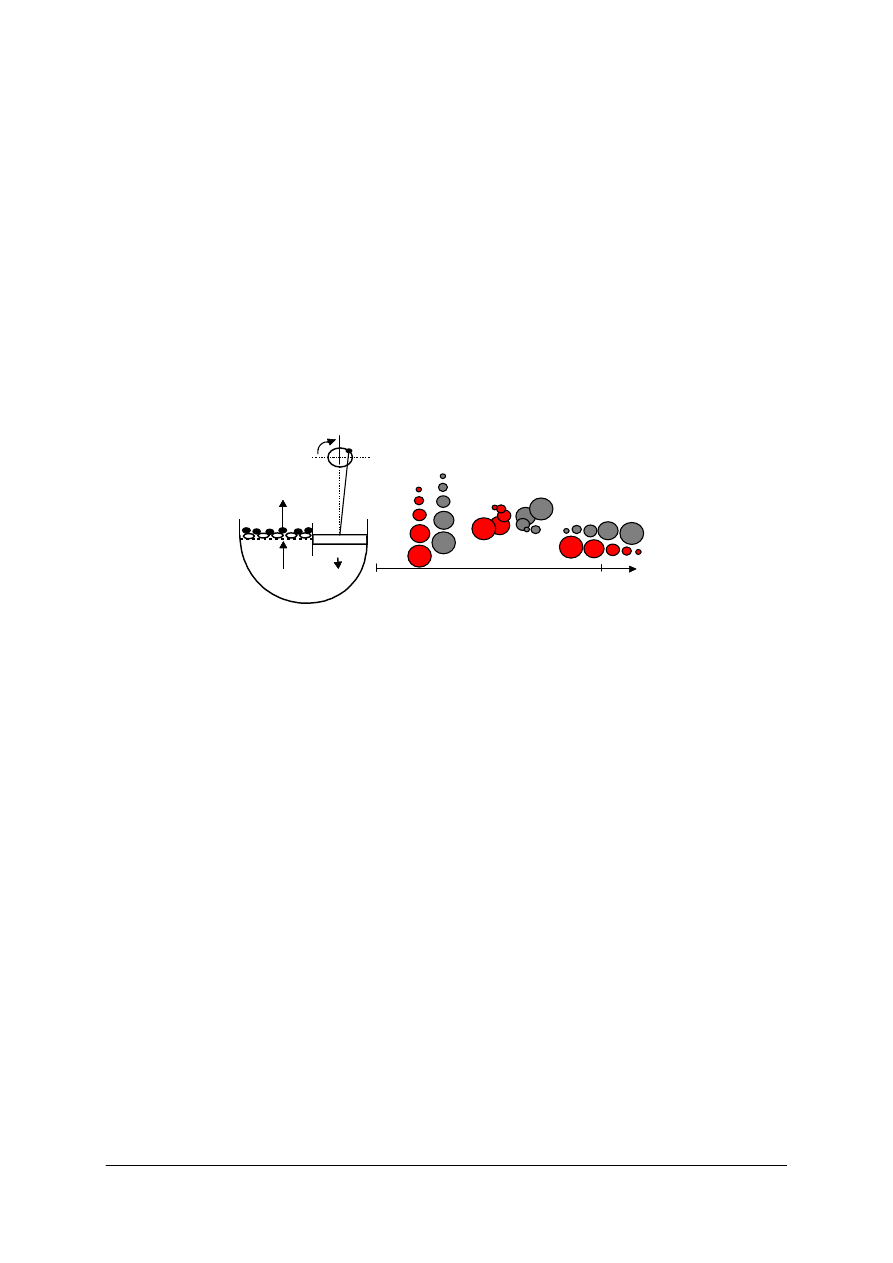
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Osadzarka tłokowa – zaliczana również do urządzeń wzbogacających
Tłok poruszając się ruchem oscylacyjnym powoduje powstanie okresowego ruchu
wznoszącego i opadającego ruchu wody w komorze roboczej.
W okresie ruchu wody roboczej ku górze w przedziale roboczym (przy ruchu tłoka ku
dołowi) ziarna materiału surowego zostają uniesione, następuje rozluzowanie warstwy
wzbogacanego materiału i już w momencie zwalniania prędkości wznoszącego się strumienia
wody, gdy tłok zbliża się do swego najniższego położenia, rozpoczyna się opadanie ziarn
z prędkością końcową odpowiadającą ich gęstości. Ziarna o większej gęstości opadać będą
z większą prędkością i w ten sposób prędzej układać się będą na powierzchni sita łoża
roboczego. Ziarna o mniejszej gęstości (lżejsze), ponieważ mają mniejszą prędkość końcową
opadania, układać się będą na ziarnach o większej gęstości (cięższych). Aby proces rozdziału
materiału surowego na łożu roboczym osadzarki przebiegał prawidłowo, opadanie ziaren
powinno być zakończone teoretycznie tuż przed momentem rozpoczęcia się ponownego
ruchu wody roboczej ku górze.
Rys. 43. Osadzarka tłokowa [28]
Hydrocyklon
Nadawę do hydrocyklonu doprowadza się króćcem stycznie do wewnętrznej powierzchni
walcowej. Materiał wraz z wodą doprowadzony pod ciśnieniem do części walcowej
otrzymuje ruch wirowy śrubowy skierowany ku dołowi. Wytworzona siła środkowa odrzuca
ziarna materiału na wewnętrzną ścianę części stożkowej, tworząc tam warstwę materiału
spływającą ruchem śrubowym w kierunku dolnego otworu wylewowego. Przy odpowiednim
doborze średnicy wylewu ustala się ilość odprowadzanego nim materiału, jednak w ilości
mniejszej od ilości doprowadzonej nadawy. Nadmiar wody zawierający ziarna, które siła
odśrodkowa nie odrzuciła do warstwy poruszającej się po wewnętrznym płaszczu stożka,
otrzymuje ruch śrubowy w kierunku ku górze do rury rozdzielczej, przez którą przelewem
odprowadzany jest na zewnątrz. Przy odpowiednim dobraniu ciśnienia nadawy
doprowadzanej do hydrocyklonu i średnicy dolnego wylewu ustalić można dokładnie wymiar
ziarna podziałowego pomiędzy klasą ziarnową odprowadzaną przelewem i klasą ziarnową
odprowadzaną wylewem.
Klasyfikatory aerodynamiczne
Klasyfikacja aerodynamiczna jest to rozdział ziaren w poziomym lub wznoszącym się
strumieniu powietrza lub innego gazu, np. spalin. W klasyfikatorach aerodynamicznych
wykorzystuje się działanie na ziarno siły wywołanej ruchem powietrza (gazu), płynącego
z pewną prędkością oraz siłę ciężkości rozdzielanych ziaren.
W niektórych rozwiązaniach konstrukcyjnych na ziarna działa dodatkowa siła odśrodkowa
wirujących elementów roboczych klasyfikatora, dozujących (podających) do przestrzeni
2
π
0
u
u
s
u
t
α
α
a
b
cykl t
łoka
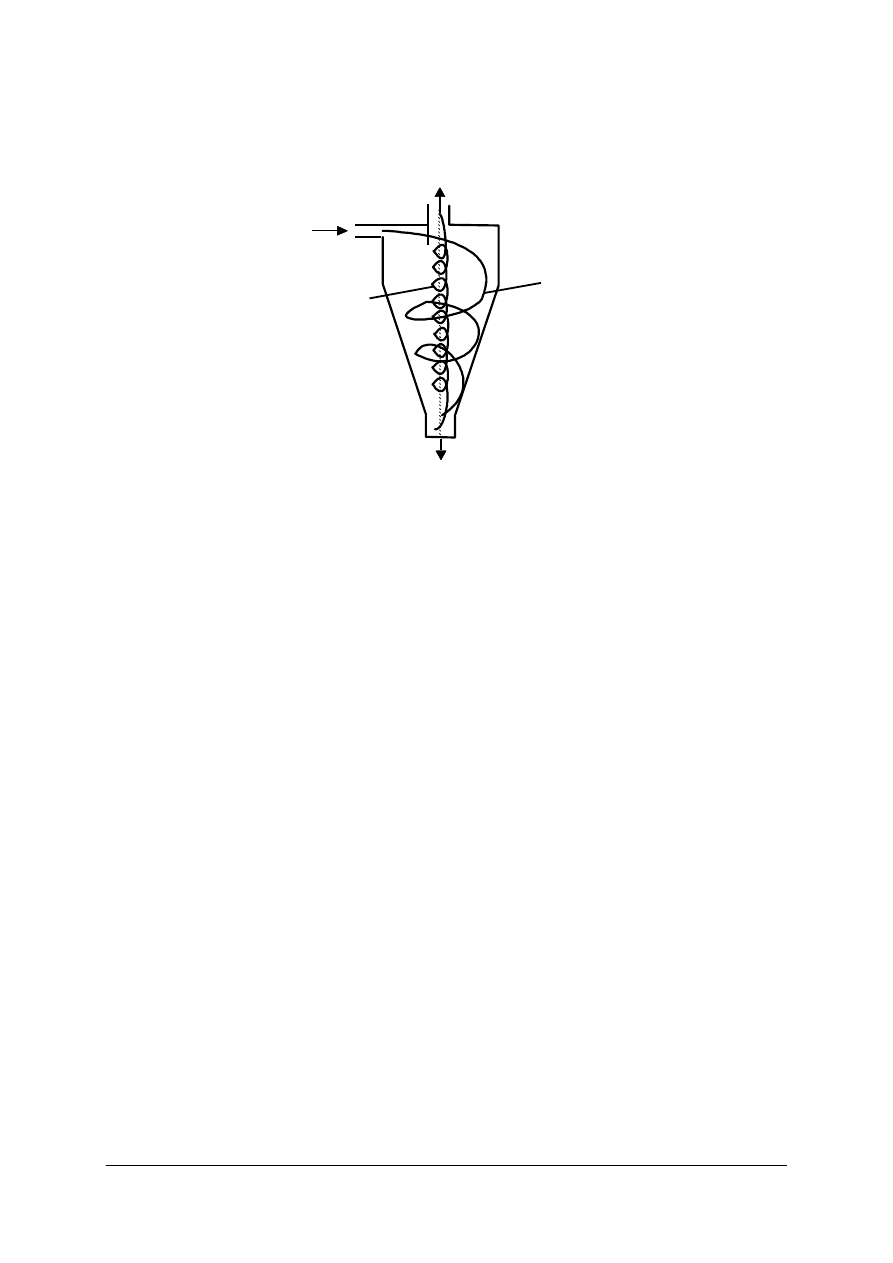
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
roboczej. Zjawiska występujące podczas klasyfikacji aerodynamicznej są bardzo zbliżone do
zjawisk występujących w klasyfikacji hydraulicznej.
spiralna struga
wewn
ętrzna
przelew
wylew
spiralna struga
zewn
ętrzna
nadawa
Rys. 44. Hydrocyklon [28]
Istotna różnica polega na różnych własnościach fizycznych obu ośrodków. W ośrodku
wodnym znaczny wpływ na przebieg rozdziału ma gęstość tego ośrodka i lepkość cieczy,
które stawiają duży opór opadającym ziarnom. Bardzo mała gęstość powietrza i mały opór
stawiany opadającym ziarnom powodują, że końcowa prędkość opadania ziaren w tym
ośrodku jest kilkakrotnie większa niż w ośrodku wodnym. Dla przykładu można podać, że
końcowa prędkość opadania ziaren kwarcu o średnicy 3 mm w wodzie wynosi około 0,2 m/s,
w powietrzu natomiast 1,0 m/s.
Podstawowe znaczenie w klasyfikacji aerodynamicznej ma wilgoć przemijająca kopaliny
kierowanej do rozdziału. Zawartość wilgoci przemijającej nie może przekraczać wartości,
przy której najdrobniejsze ziarna materiału ulegają nawet nietrwałemu połączeniu. Należy
zatem stwierdzić, że do tego procesu trzeba kierować materiał suchy lub uprzednio
wysuszony, którego wszystkie ziarna są całkowicie rozluzowane, a całość materiału musi
wykazywać dużą sypkość.
Doświadczalnie
stwierdzono, że tylko niektóre kopaliny
można rozdzielać
aerodynamicznie przy zawartości w nich do 6% wilgoci przemijającej, powyżej tej wartości
rozdział praktycznie nie przebiega.
Klasyfikatory aerodynamiczne można podzielić na służące do rozdziału materiału bardzo
drobno uziarnionego na żądane klasy ziarnowe i odpylające, służące do wydzielania pyłu
z kopalin o większym uziarnieniu. Poniżej opisano niektóre typy klasyfikatorów
aerodynamicznych (powietrznych).
Klasyfikator pionowo-zrzutowy
Przy klasyfikacji materiałów, w postaci brył o większych i różnych wymiarach znalazł
zastosowanie klasyfikator rzutowy o pionowym przepływie powietrza (rys. 45). Stosuje się go
głównie przy klasyfikacji węgla lub kamienia w kamieniołomach. Obrabiany materiał jest
tutaj rzucany z taśmy przenośnika 4 do komory rozdziału 5, w której następuje rozdział na
poszczególne frakcje przy pomocy powietrza przepływającego przez komorę rozdziału 5.
Na każdą z brył materiału rzucanego z pewną prędkością z przenośnika (podajnika) do
komory rozdziału działa siła oporu w kierunku poziomym przeciwnym do jej ruchu, wprost
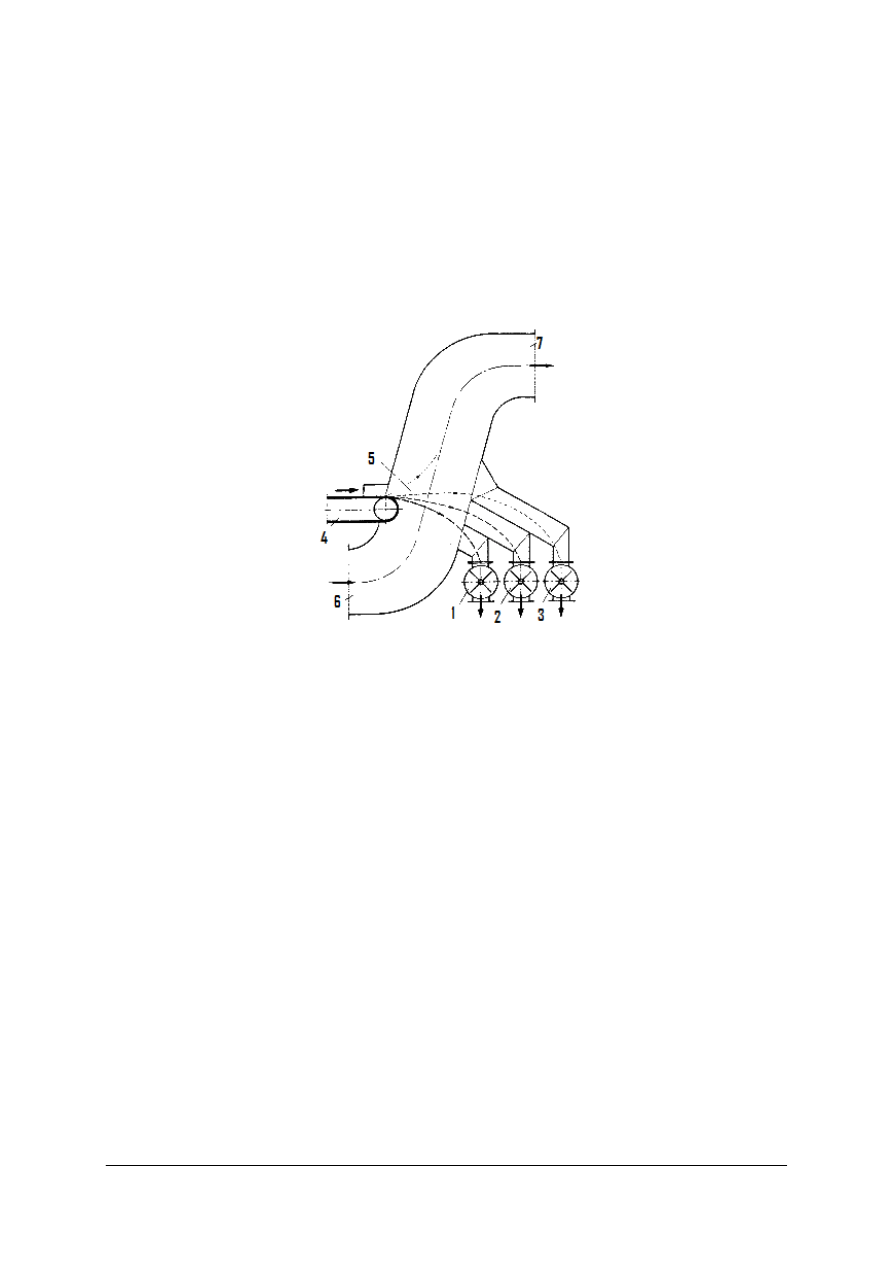
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
proporcjonalna do masy, a wynikająca z jej bezwładności. Drugą siłą składową jest siła
ciążenia działająca na daną bryłę, która jest również proporcjonalna do masy tej bryły.
Trzecią z sił składowych rozpatrywanej bryły jest siła Stokesa. Wynikowa tych trzech sił
spowoduje, czy rozpatrywana bryła wpadnie do komory najniższej, środkowej, czy też
najwyższej i zostanie odprowadzona jako frakcja najgrubsza śluzą 1 lub jako frakcja
pośrednia śluzą 2 lub też jako frakcja drobna śluzą 3. Frakcja najdrobniejsza w postaci pyłu
zostanie uniesiona z przepływającym przez komorę rozdziału strumieniem powietrza i może
być oddzielona w cyklonie lub innym oddzielaczu. Zaletą tego typu klasyfikatora jest
możliwość rozdziału na kilka różnych frakcji oraz małe straty frakcji grubej.
Rys. 45. Klasyfikator pionowo–zrzutowy: 1, 2, 3 – śluzy odbioru poszczególnych frakcji, 4 – podajnik taśmowy,
5 – komora rozdziału, 6 – wlot powietrza, 7 – wylot powietrza [1, s. 45]
Klasyfikator pionowy przeciwprądowy
Klasyfikator pionowy przeciwprądowy (rys. 46). Materiał obrabiany jest tu
doprowadzony z zasobnika rurą 1 i równomiernie w sposób ciągły dozowany śluzą–2, a dalej
rynną do komory rozdziału, z której frakcja gruba opada w dół i jest odprowadzana poprzez
śluzę–3 do wylotu–4. Frakcja drobna po oddzieleniu od frakcji grubej unoszona jest
z przepływającym przez aparat powietrzem, które króćcem–6, poprzez cyklony oddzielające
frakcję drobną, kierowane jest do ekshaustora. Prędkość przepływu powietrza przez aparat
regulowana jest klapą regulacyjną–5. Zaletą tego aparatu są duże wydajności i prosta
konstrukcja, natomiast jego wadą są znaczne straty frakcji grubej. W przemyśle znajduje on
dość szerokie zastosowanie ze względu na jego cechy dodatnie, a głównie na możliwość
regulacji prędkości przepływającego przez urządzenie powietrza.
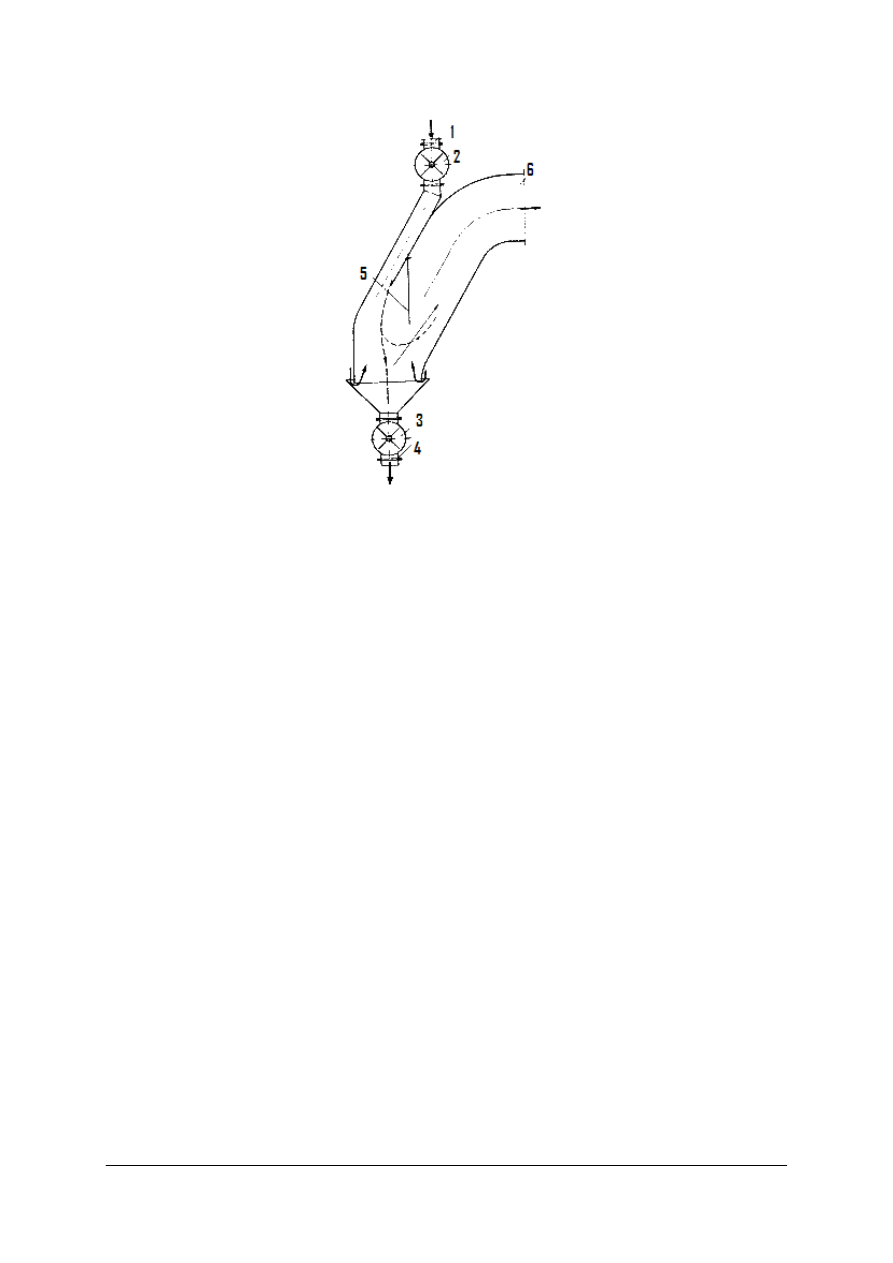
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Rys. 46. Klasyfikator pionowy przeciwprądowy: 1 – doprowadzenie materiału z zasobnika, 2 – śluza dozująca,
3 – śluza odbierająca materiał po obróbce, 4 – króciec wylotowy materiału po obróbce, 5 – klapa
regulacji ciągu, 6 – króciec ssący ekshaustora
[1, s. 56]
Klasyfikator pionowy z wirującymi elementami rozdziału typu Nauta Hosokawa
(wialnik odśrodkowy)
Stosuje się go do rozdzielania wszystkich materiałów, które mogą być transportowane
powietrzem. W aparacie tym przewodem–2 za pomocą powietrza transportowany jest
materiał do obudowy–6. Wylot rury umieszczono pod wirnikiem–7. Wirnik obraca się
ze stałą prędkością. Powietrze z materiałem wprowadzone rurą–2 wiruje w obudowie wskutek
obrotów wirnika oraz stycznie umieszczonego dopływu powietrza dodatkowego–3. Cząstki
stałe o średnicy większej od średnicy granicznej odrzucane są na ścianę obudowy, po której
zsuwają się w dół i są odbierane wylotem frakcji grubej–1. Drobniejsza frakcja
transportowana powietrzem przechodzi między łopatkami wirującego wirnika i uchodzi
wylotem gazów–8.
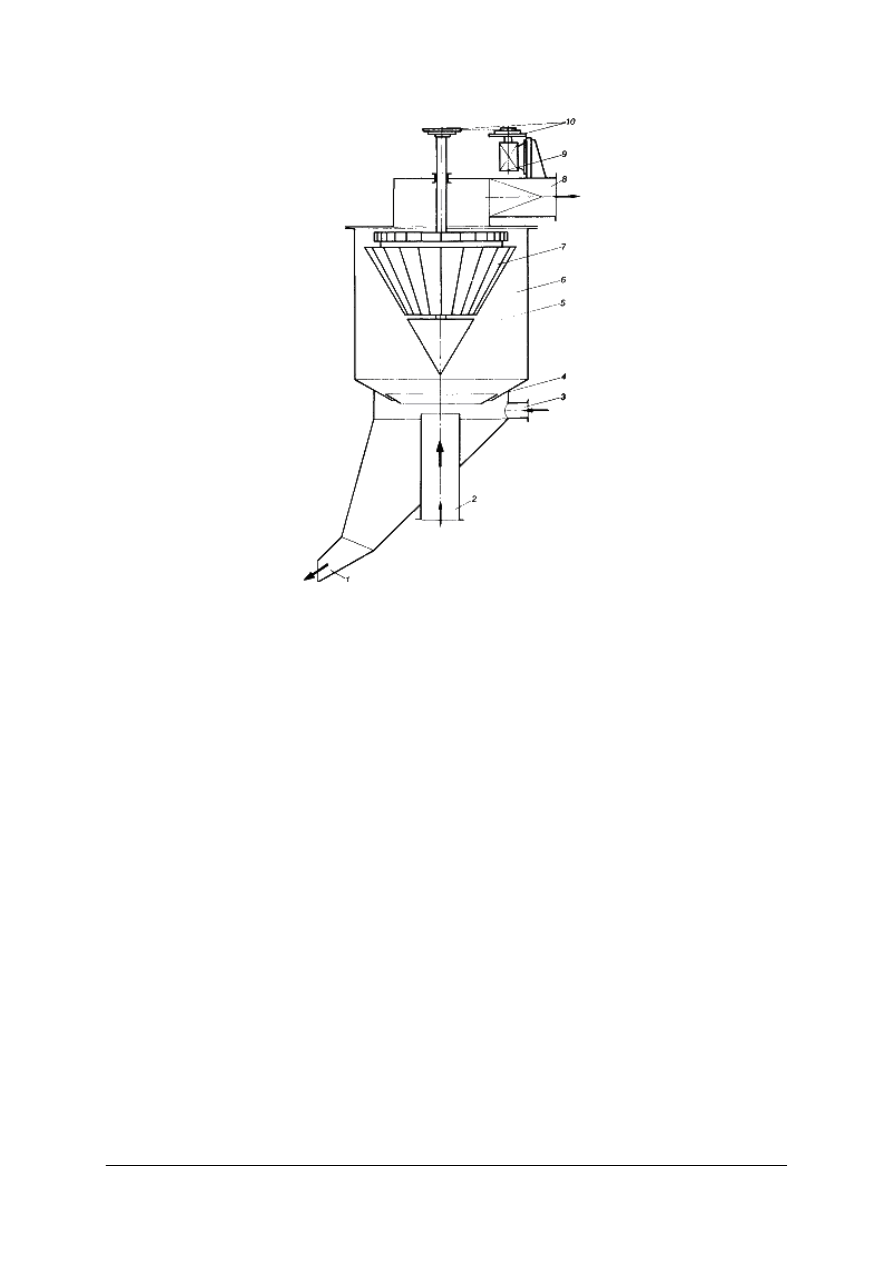
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Rys. 47. Klasyfikator typu Nauta Hosokawa: 1 – odbiór frakcji grubej, 2 – doprowadzenie materiału
(pneumatycznie), 3 – doprowadzenie powietrza dodatkowego, 4 – dodatkowe oddzielanie, 5 – stożek
wirnika, 6 – obudowa, 7 – wirnik, 8 – wylot gazów, 9 – silnik, 10 – przekładnia [1, s. 75]
Wzbogacanie
Podstawowym zadaniem przeróbki mechanicznej jest wzbogacanie kopalin użytecznych,
polegające na wydzieleniu z materiału surowego, urobionego w kopalni głębinowej lub
odkrywce, możliwie czystych ziaren użytecznych, ewentualnych zrostów minerału
użytecznego ze skałą płonną oraz możliwie czystych ziaren odpadów pozbawionych
składnika użytecznego. Proces wzbogacania powinien być tak opracowany technologicznie,
a następnie rozwiązany technicznie, aby w koncentracie uzyskać maksymalną ilość cennych
ziaren kopaliny użytecznej przy możliwie najmniejszych stratach w odpadach. Dla uzyskania
optymalnych wyników wzbogacania materiał surowy jest uprzednio dokładnie badany w celu
określenia jego charakterystyki mineralogicznej, własności fizycznych i jego własności
technologicznych, takich jak skład densymetryczny, podatność na wzbogacanie grawitacyjne,
wzbogacanie elektryczne i magnetyczne, podatność na wzbogacanie flotacyjne, łatwość lub
trudność wzbogacania, stopień koncentracji ziaren użytecznych itp. Na podstawie tych badań
opracowuje się pełną technologię, ustalając, jakie kolejne procesy technologiczne należy
za stosować, aby uzyskać optymalne wyniki wzbogacania materiału surowego.
Opracowana technologia wzbogacania kopaliny użytecznej powinna uwzględniać pełne
wymagania technologiczne dalszego przetwórstwa lub bezpośredniego użytkowania
wydzielonych koncentratów, eliminując w zupełności konieczność przeprowadzenia
dodatkowych operacji o charakterze przeróbczym lub stosowani kosztownych metod
dodatkowego ich uzdatniania w technologii przetwórstwa, jeżeli ich wyeliminowanie jest
możliwe przez odpowiednie dobranie technologii wzbogacania surowej kopaliny. Procesy
technologiczne powinny być tak dobrane i stosowane w takim zakresie, aby do dalszego
użytkowania nie kierować nawet najmniejszej ilości kopaliny w stanie surowym, nawet gdyby

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
one mogły być zużyte w tej postaci jako mało wartościowy surowiec, ale przy stratach
ekonomicznych innej gałęzi przemysłu lub przynosząc szkody naturalnemu środowisku
człowieka (spalanie nie wzbogaconych paliw o dużej zawartości popiołu i siarki powoduje
bardzo duże straty w gospodarce energetycznej i ogromnie zanieczyszcza naturalne
środowisko człowieka oraz niszczy przyrodę).
Opracowany projekt technologii procesów przeróbczych musi być dodatkowo
przeanalizowany z punktu widzenia ekonomiki tego procesu.
Proces
wzbogacania
materiału
surowego
jest
poprzedzany
procesami
przygotowawczymi,
takimi
jak
przesiewanie
materiału
na
ustalone
projektem
technologicznym klasy ziarnowe, rozdrabianie, przemywanie, klasyfikacja hydrauliczna czy
aerodynaczna lub tp. Operacje przygotowawcze mają na celu doprowadzenie materiału
surowego do takiego stanu, aby w procesie wzbogacania uzyskać maksymalny stopień
koncentracji ziaren użytecznych. W większości przypadków surowe kopaliny użyteczne
o prostej charakterystyce technologicznej wystarczy przygotować jednorazowo do procesu
wzbogacania, uzyskując optymalny efekt ich wzbogacania. Przy złożonej charakterystyce
kopaliny jednorazowej przygotowanie jej do procesu wzbogacania jest zazwyczaj
niewystarczające, gdyż uzyskuje się jedynie część użytecznego koncentratu, a reszta ziaren
użytecznych pozostaje w postaci zrostów ze skałą płonną. W takich przypadkach należy
kolejno wydzielać szereg produktów przejściowych, odpowiednio je przygotowywać przez
ich rozdrabianie i przesiewanie), a następnie wzbogacać je wtórnie, aż do uzyskania
maksymalnego założonego stopnia ekstrakcji ziaren użytecznych z surowej kopaliny.
Wielokrotne przygotowywanie materiału surowego i kolejne jego wzbogacanie dotyczy
przede wszystkim kopalin występujących w postaci pryśnięć ziaren użytecznych o różnym
wymiarze ziaren w skałę płonną oraz rud wielometalicznych, z których należy wydzielić
każdy składnik użyteczny oddzielnie.
W technologii procesów wzbogacania wykorzystuje się własności fizyczne
i fizykochemiczne ziaren kopaliny użytecznej i ziaren skały płonnej, różniące je pomiędzy
sobą i umożliwiające dokonanie ich rozdziału.
Do własności tych należy zaliczyć różnice:
−
w zabarwieniu i połysku ziaren,
−
w kształcie ziaren i ich wymiarach,
−
współczynnika tarcia ziaren po powierzchni, po której się poruszają,
−
w sprężystości ziaren,
−
w gęstości ziaren,
−
we własnościach optycznych, elektrycznych i magnetycznych,
−
własności fizykochemicznych powierzchni ziaren,
−
w występujących własnościach chemicznych.
Biorąc za podstawę różnice we własnościach fizycznych i fizykochemicznych ziaren
kopaliny użytecznej i skały płonnej, opracowano wiele metod technologii ich wzbogacania,
a mianowicie:
−
wzbogacanie ręczne, w którym wykorzystuje się różnice w zabarwieniu i połysku ziaren,
−
wzbogacanie wykorzystujące różnice kształtu i wymiaru ziaren kopaliny użytecznej
i skały płonnej,
−
wzbogacanie wykorzystujące różnice współczynnika tarcia,
−
wzbogacanie wykorzystujące różnice sprężystości ziaren spadających na twardą
lub sprężystą powierzchnię,
−
wzbogacanie grawitacyjne, wykorzystujące różnice gęstości ziaren wchodzących w skład
materiału surowego,
−
wzbogacanie wykorzystujące własności elektrostatyczne i magnetyczne składników
kopaliny surowej,
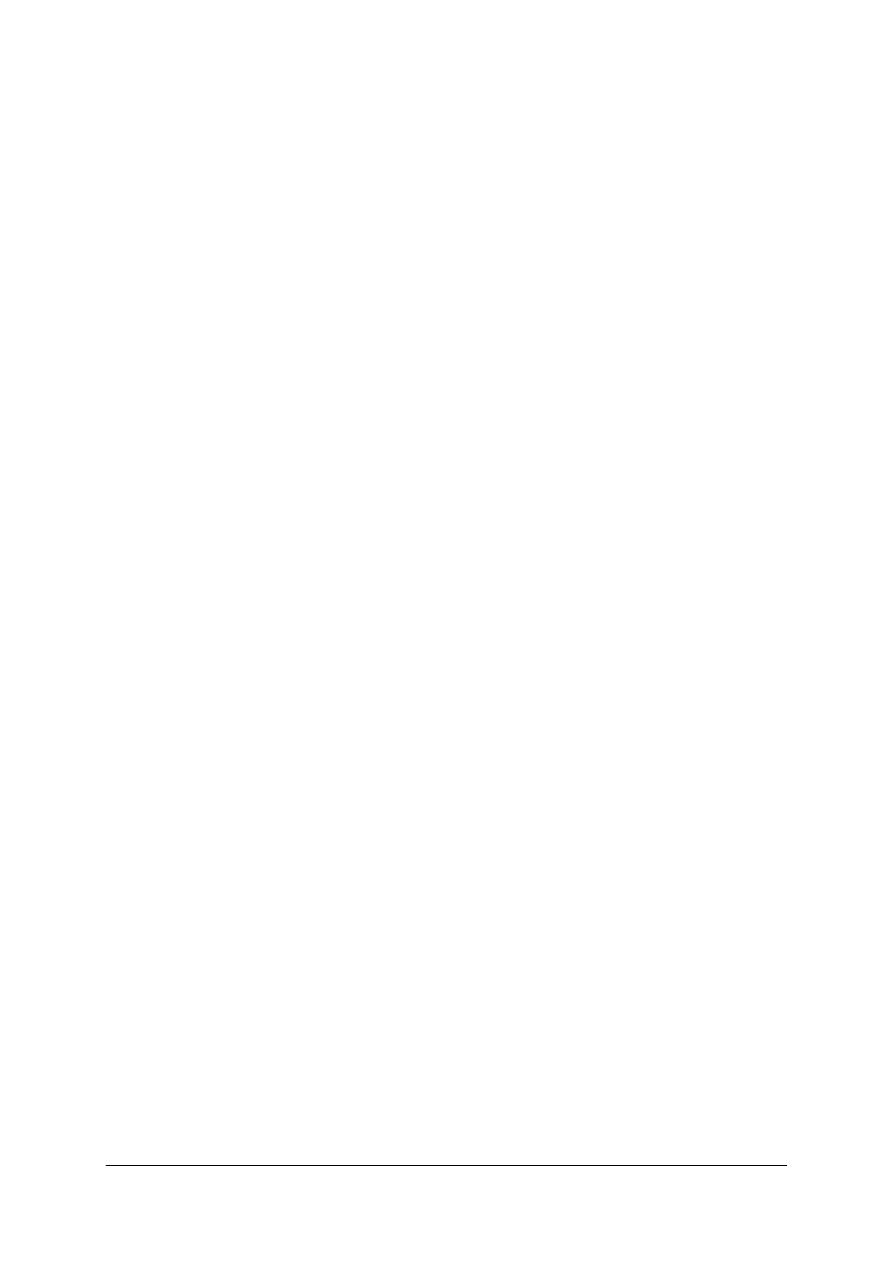
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
−
wzbogacanie flotacyjne, wykorzystujące różnice własności fizykochemicznych
powierzchni ziaren,
−
wzbogacanie wykorzystujące własności optyczne, radiometryczne, biologiczne
i chemiczne składników kopaliny surowej.
Na podstawie podanych już technologii procesów przeróbczych wyróżnia się:
−
wzbogacanie wstępne w przodkach eksploatacyjnych
−
wzbogacanie ręczne (w zakładach przeróbczych),
−
wzbogacanie grawitacyjne,
−
wzbogacanie magnetyczne (elektromagnetyczne) i elektrostatyczne,
−
wzbogacanie flotacyjne,
−
inne metody wzbogacania, do których zalicza się wzbogacanie według kształtu i wymiaru
ziaren, różnicy współczynnika tarcia, sprężystości itp., wzbogacanie optyczne,
radiometryczne, ogniowe, biologiczne i chemiczne.
Wzbogacanie grawitacyjne
Metody wzbogacania mechanicznego oparte są na różnicy gęstości ziaren kopaliny
użytecznej i zanieczyszczającej ją ziaren skały płonnej, stąd też wywodzi się określenie tych
metod wspólną nazwą wzbogacania grawitacyjnego. Proces technologiczny wzbogacania
grawitacyjnego może być prowadzony w ośrodku powietrznym, wodnym lub w cieczach
ciężkich. Dobór ośrodka, w którym przebiegać będzie proces wzbogacania, zależy przede
wszystkim od stopnia trudności wzbogacania surowej kopaliny użytecznej oraz od wielkości
gęstości rozdziału pomiędzy koncentratem a odpadami.
W ośrodku powietrznym można wzbogacać kopaliny surowe, łatwo wzbogacalne i suche,
przy czym gęstość rozdziału pomiędzy koncentratem a odpadami nie powinna być zbyt duża
(np. około 1,6 g/cm
3
).
Założenia tego rodzaju są podyktowane bardzo małą gęstością ośrodka, w którym
przebiega proces wzbogacania. Gęstość powietrza wynosi υ = 0,00123 g/cm
3
. Wzrost
zawartości przerostów w materiale surowym, powodujący równoczesny wzrost stopnia
trudności wzbogacania, wymaga zastosowania ośrodka wzbogacającego o wyższej gęstości.
Takim ośrodkiem jest woda, której gęstość jest równa jedności. W ośrodku wodnym można
wzbogacać surowe kopaliny użyteczne, dla których gęstość rozdziali jest wysoka
(2,2 do 2,6 g/cm
3
), a więc również do wzbogacania rud. Kopaliny użyteczne o wysokim
stopniu trudności wzbogacania wzbogaca się prawie wyłącznie w cieczach ciężkich, których
gęstość dostosowuje się do gęstości rozdziału wymaganego w procesie technologicznym.
Biorąc pod uwagę opisany zakres stosowania poszczególnych metod wzbogacania
grawitacyjnego, można je uszeregować w następujący sposób:
−
wzbogacanie w ośrodku powietrznym,
−
wzbogacanie w ośrodku wodnym,
−
wzbogacanie w cieczach ciężkich.
Wzbogacalniki powietrzne
We wzbogacalniku powietrznym nadawę rozdziela się na ziarna użyteczne i płonne we
wznoszącym (stoły powietrzne) lub pulsującym prądzie powietrza (wialniki)
Wzbogacalnik powietrzny systemu Kirkup (rys. 48)
Nadawę do wzbogacalnika doprowadza się szczelnie obudowanym zsypem–1 na
nachylone do poziomu łoże robocze–2 pierwszego przedziału wzbogacania. Łoże robocze jest
wykonane z sita szczelinowego o skośnym przepływie pulsującego strumienia powietrza.
Głównym przewodem–3 doprowadza się powietrze robocze z wentylatora tłoczącego je do
komory powietrznej–4 oraz do komory powietrznej–6, znajdującej się pod łożem roboczym–5
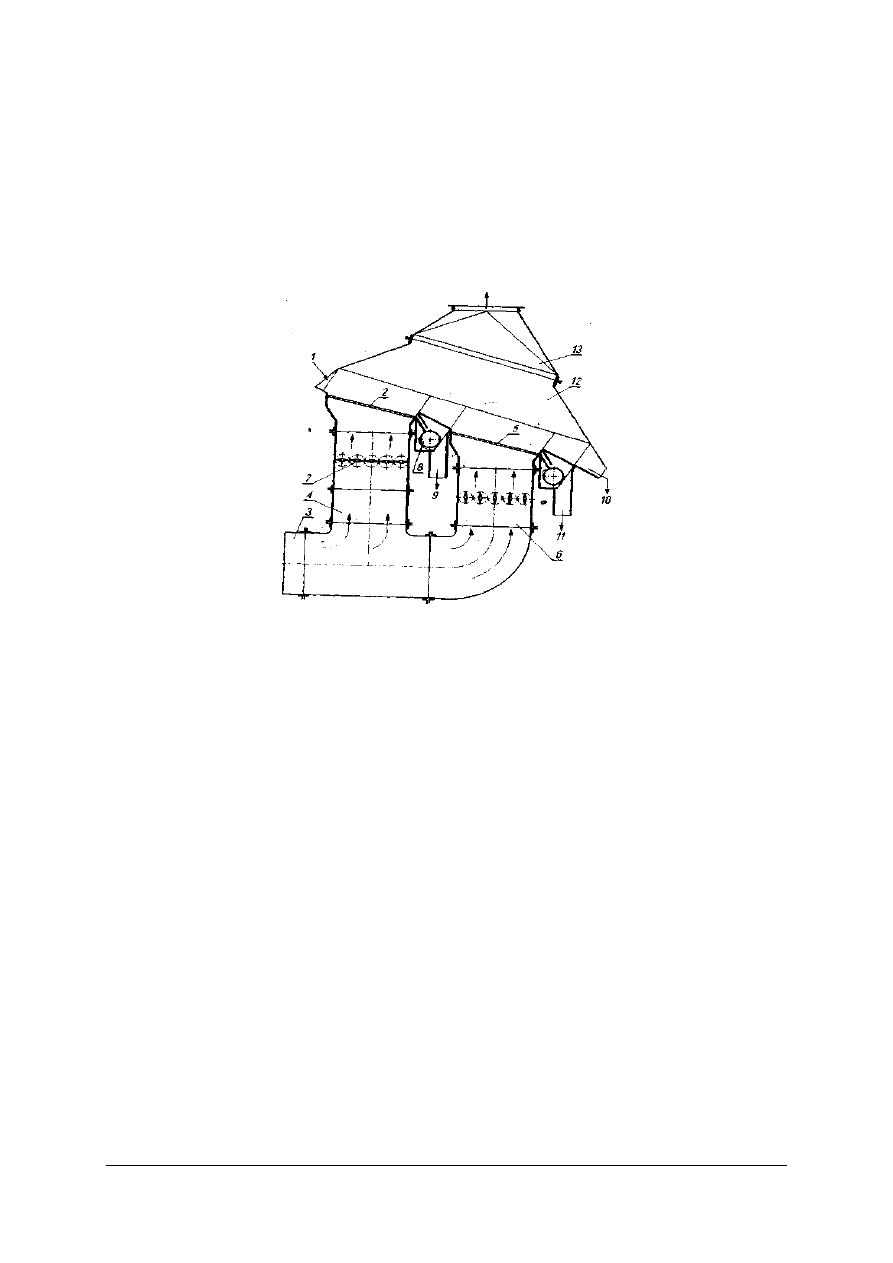
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
drugiego przedziału wzbogacania. Powyżej obu komór powietrznych zabudowane są wirujące
klapy–7, które w równych odcinkach czasu zamykają lub otwierają przepływ dla strumienia
powietrza roboczego, wywołując w ten sposób jego pulsujący przepływ. Klapy w obu
komorach przestawione są w stosunku, do siebie o 90 lub 60°. Pulsujący strumień powietrza,
przepływający przez łoża robocze wzbogacalnika, powoduje okresowe podniesienie i
rozluzowanie warstwy wzbogacanego materiału. W momencie przymykania przepływu
strumienia powietrza roboczego następuje rozdział ziarna materiału surowego, zgodnie z ich
końcową prędkością opadania.
Rys. 48. Wzbogacalnik powietrzny systemu Kirkup [1 s. 34]
Bezpośrednio na łożu roboczym tworzy się warstwa ziaren o największej gęstości,
a następnie kolejne warstwy ziaren o zmniejszających się gęstościach.
W pierwszym przedziale wzbogacalnika na powierzchni łoża roboczego (w przypadku
wzbogacania węgla), tworzy się najszybciej warstwa odpadów, która jest odprowadza na
szczeliną odbiorczą do obrotowego odbieralnika skrzydełkowego–8, podającego je do zsypu
–9. Górne warstwy wstępnie rozwarstwionego materiału przechodzą przez próg na łoże
robocze–5 drugiego przedziału wzbogacalnika. W przedziale tym następuje ostateczne
rozwarstwienie materiału na lekkie ziarna i cięższe ziarna produktu pośredniego. Produkt
pośredni odprowadzany jest szczeliną wyładowczą do obrotowego odbieralnika
skrzydełkowego podającego go do zsypu–11. Koncentrat węglowy jest odbierany zsypem–10.
Łoża robocze wzbogacalnika okryte są szczelną osłoną–12 wyposażoną u góry w odlot–13
powietrza roboczego. Powietrze robocze unosi ze sobą drobne ziarna pyłu, które uławia się
w cyklonach lub uławiaczach innego typu.
Stół powietrzny typu Wedag (rys. 49)
Płyta robocza stołu jest wykonana w postaci ramy odpowiednio wzmocnionej i pokrytej
sitem plecionym lub blachą dziurkowaną. Sita plecione o wymiarach otworów 0,5 do 1,0 mm
stosuje się przy wzbogacaniu o uziarnieniu poniżej 6 mm. Przy wzbogacaniu kruszyw
o uziarnieniu powyżej 6 mm stosuje się blachy dziurkowane o wymiarze otworów
od 3 do 5 mm. Dla zapewnienia równomiernego rozdziału powietrza na całej powierzchni
roboczej sita tuż pod jego powierzchnią zabudowany jest ruszt szczelinowy, wykonany
z profilowanych prętów o wysokim przekroju. Ruszt ten stanowi równocześnie konstrukcję
nośną dla sita plecionego lub sit z blachy dziurkowanej. Powierzchnia robocza stołu jest
pokryta równoległymi do siebie listwami o zmniejszającej się wysokości w kierunku ruchu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
warstwy wzbogacanego materiału. Listwy są umocowane skośnie o osi podłużnej stołu.
Powierzchnia robocza nachylona jest w kierunku poprzecznym do osi stołu w stosunku 1:15.
Rys. 49. Stół powietrzny typu Wedag [1, s. 44]
Płyta robocza stołu (1) ustawiona jest na skośnych drążkach wahadłowych (2) na dolnej
ramie nośnej wzbogacalnika. Dla zrównoważenia drgań stołu rama stołu jest powiązana
z ramą nośną elementami sprężystymi (3), ustawionymi pod większym kątem wychylenia od
pionu w porównaniu z wychyleniem drążków (2). Stół jest wprawiany w ruch posuwisto–
zwrotny napędem mimośrodowym (4), połączonym łącznikami napędowymi (5) z ramą płyty.
Powietrze robocze doprowadza się do komór powietrznych (6), dzielących całą powierzchnię
roboczą na szereg sekcji. Podział taki umożliwia równomierny, regulowany dopływ powietrza
roboczego do poszczególnych odcinków stołu.
Komory powietrzne (6) połączone są (parami) elastycznymi workami z dolnymi
komorami rozdzielczymi, do których doprowadza się głównym przewodem powietrze
robocze z wentylatora. W dolnej części komór rozdzielczych umieszczone są przesłony (7),
regulujące dopływ powietrza do tych komór. Dopływ powietrza reguluje się dźwigniami
przesuwającymi górną przegrodę po przegrodzie dolnej, zwiększając lub zmniejszając
szerokość szczelin przepływowych. Cały stół jest osłonięty od góry okapturzeniem (8),
ujmującym strumień powietrza roboczego i odprowadzający je do urządzeń uławiających pył.
Koncentrat i produkt pośredni odbierane są do odbieralników zabudowanych wzdłuż
dolnej podłużnej krawędzi stołu, odpady natomiast odbierane są odbieralnikiem
zabudowanym na końcu stołu równolegle do jego krawędzi poprzecznej. Nadawę na stół
doprowadza się zsypem umieszczonym ponad powierzchnią roboczą stołu od strony jego
napędu. Na stołach tego typu wzbogaca się węgiel surowy o uziarnieniu do 60 mm, uprzednio
rozklasyfikowany w wąskich klasach ziarnowych.
Urządzenia do flotacji
Flotowniki
W wielu procesach przemysłowych zachodzi konieczność wydzielania fazy stałej z wody
lub roztworu wodnego. Z zagadnieniami tymi spotykamy się w wielu dziedzinach związanych
z inżynierią chemiczną i inżynierią środowiska. Z problemem tym mamy także często do
czynienia w przeróbce surowców mineralnych, gdzie większość procesów przeprowadza się
w wodzie. Produkty końcowe operacji głównych (np. wzbogacania) otrzymywane są bardzo
często w stanie zawiesiny wodnej natomiast przedmiotem sprzedaży mogą być wyłącznie
produkty odwodnione. Zachodzi zatem konieczność poddania zawiesin produktów procesowi

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
odwodnienia, który z punktu widzenia inżynierii chemicznej jest procesem rozdziału
(separacji) faz: ciekłej od stałej.
Z drugiej strony woda po jej użyciu, przed skierowaniem jej ponownie do obiegu
technologicznego lub odprowadzeniem do otaczającego środowiska, wymaga oczyszczenia co
często sprowadza się do wydzielenia zawieszonych w niej cząstek stałych. Zabieg taki
nazywamy klarowaniem wód. Separacja dużych, o rozmiarach milimetrowych, cząstek
(ziaren) ciała stałego z wody jest operacją prostą i zwykle wykonuje się ją na sitach.
Trudniejszym procesem jest wydzielanie ziaren drobnych np. o średnicach mniejszych od
około 100 µm (0,1 mm); do ich usuwania z wody stosuje się sedymentację lub filtrację
próżniową lub bardziej wydajną filtrację ciśnieniową. Gdy jednak wielkość cząstek jest
mniejsza od 1 µm (mówimy wówczas o cząstkach o rozmiarach koloidalnych), proces filtracji
przebiega bardzo opornie z powodu małej porowatości osadu, zaś sedymentacja często jest
niemożliwa, ponieważ tak bardzo drobne cząstki nie podlegają działaniu sił grawitacji gdyż
przewyższają je siły translacyjne Browna. W takich przypadkach dla umożliwienia
lub podwyższenia skuteczności procesu filtracji czy sedymentacji wprowadza się do
zawiesiny specjalne substancje chemiczne powodujące agregację bardzo drobnych ziaren.
Zagregowane cząstki zachowują się jak ziarenka większych rozmiarów, zatem szybciej
i łatwiej opadają (sedymentują) tworząc na dnie osady, które można zdekantować (zlewanie
cieczy z nad osadu), lub tworząc porowate osady, łatwo poddające się filtracji. Agregacja
cząstek może opiera się na dwóch odmiennych zjawiskach koagulacji i flokulacji. Koagulacja
jest to proces polegający na łączeniu pojedynczych cząstek fazy stałej w agregaty co prowadzi
do wytrącenia się ich w formie osadu w wyniku dodania do zawiesiny elektrolitów
nieorganicznych obniżających potencjał elektrokinetyczny cząstek. Zachodzi wtedy
ścieśnienie rozmytej części tzw. podwójnej warstwy elektrycznej, istniejącej wokół cząstek
w roztworze, co ułatwia ich zbliżenie na odległość oddziaływania sił van der Waalsa-
-Londona i wzajemne przyciąganie się.
Cząstka ciała stałego znajdująca się w cieczy polarnej jaką jest woda, posiada ładunek
elektryczny, który może pochodzi z dysocjacji grup znajdujących się bezpośrednio na
powierzchni minerału lub też z adsorbcji tzw. jonów potencjałotwórczych. Obecność ładunku
na powierzchni cząstki powoduje powstanie wokół niej elektrycznej warstwy podwójnej.
Warstwa ta składa się z warstwy jonów zaadsorbowanych na powierzchni ziarna (warstwa
zwarta) oraz rozmytej warstwy przeciwjonów pochodzących z roztworu (warstwa rozmyta)
Substancje chemiczne powodujące koagulację nazywamy koagulantami.
Jako koagulanty stosuje się najczęściej roztwory Ca(OH)
2
, NaCl, FeCl
2
, Al
2
(SO
4
)
3
itp.
Proces koagulacji można stosowa do klarowania bardzo drobnych cząstek ciała stałego
o rozmiarach np. mniejszych od 0.1 µm i rozcieńczonych zawiesin. Na skoagulowane cząstki
zaczynają działać siły grawitacji powodując ich opadanie i po dekantacji mogą by usunięte
jako osad cząstek ciała stałego. Z takim przypadkiem mamy do czynienia np. w technologii
uzdatniania (oczyszczania) wody komunalnej.
Powszechniej stosowanym i znacznie bardziej wydajnym sposobem agregacji cząstek
i przyspieszania ich sedymentacji jest flokulacja. Flokulacja jest to proces tworzenia
agregatów z cząstek fazy stałej na drodze oddziaływania i wiązania ich powierzchni za
pośrednictwem
zaadsorbowanego
na
niej
makrocząsteczki
specjalnego
związku
polimerowego. Wiązania pomiędzy poszczególnymi cząstkami fazy stałej w tym procesie są
silniejsze niż w przypadku koagulacji. Substancje chemiczne wywołujące flokulację
nazywamy flokulantami. Jako flokulanty stosuje się związki polimerowe zarówno
pochodzenia naturalnego (np. skrobia, żelatyna) jak i syntetyczne. Jako flokulanty
syntetyczne najczęściej stosuje się poliakrylamidy, kwasy poliakrylowe, tlenek polietylenu,
kwasy poliakrylowe, tlenek polietylenu, alkohol poliwinylowy i ich pochodne. Związki te
muszą by rozpuszczalne w wodzie, ich ciężar cząsteczkowy jest wysoki (ponad milion

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
g/mol), a długość cząsteczki na tyle duża aby polimer mógł jednocześnie ulegać sorpcji na
kilku ziarnach ciała stałego. Powstałe ciężkie i porowate agregaty zwane flokułami, które
zaczynają być posłuszne siłom grawitacji i zaczynają opadać, a prędkość ich sedymentacji
opisuje prawo Stokesa. Opadające flokuły tworzą porowaty osad o dużej objętości. Flokuły te
można oddzielić od wody za pomocą sit, filtracji czy dekantacji. Spotykane w praktyce
przemysłowej zawiesiny są tak różnorodne, że konieczne jest stosowanie różnych
flokulantów. Produkuje się flokulanty o ciężarach cząsteczkowych od jednego do kilkunastu
milionów g/mol o charakterze anionowym, kationowym lub obojętnym. Flokulanty anionowe
są szczególnie przydatne przy klarowaniu i odwadnianiu zawiesin mineralnych w ośrodkach
z odczynem zasadowym lub obojętnym. Flokulanty obojętne mają najszersze zastosowanie
zarówno w przeróbce kruszyw, soli i rud. Flokulanty kationowe używane są przede
wszystkim do klarowania zawiesin substancji organicznych. Można je stosować do zawiesin
charakteryzujących się odczynem kwaśnym (np. w metalurgii).
Flokulanty znalazły szerokie zastosowanie wszędzie tam gdzie w procesach
technologicznych operujemy wodą a zatem w górnictwie, metalurgii, przemyśle chemicznym,
papiernictwie, cukrownictwie i innych dziedzinach przemysłu spożywczego, gospodarce
komunalnej (woda pitna), itd. Proces flokulacji ma zastosowanie w następujących
dziedzinach górnictwa: przy oczyszczaniu zasolonych wód po przeróbce wielu surowców
mineralnych np. po płukaniu piasków i kruszyw, przy oczyszczaniu wód technologicznych
zanieczyszczonych produktami wzbogacania w przeróbce kruszyw, rud miedzi, cynku
i ołowiu, żelaza, siarki. Przy odwadnianiu produktów wzbogacania, dodatek flokulanta
powoduje przyspieszenie sedymentacji i w konsekwencji pozwala na znaczne zmniejszenie
objętości osadników tj. urządzeń, w których ten proces jest przeprowadzany. Cechą
znamienna tego procesu jest to, że niewielki dodatek flokulanta np. 0,5 g/m³ zawiesiny może
przyspieszyć prędkość sedymentacji dziesięcio czy nawet dwudziestokrotnie przy
selektywnym rozdziale dwóch różnych substancji mineralnych rozproszonych w zawiesinie.
Jeżeli zawiesina wodna zawiera więcej niż jeden składnik mineralny, to poprzez
odpowiedni dobór polimeru – flokulanta, który będzie selektywnie sorbować się tylko na
jednym rodzaju ziaren, można doprowadzi do selektywnej flokulacji. Rozdział
sflokulowanego składnika od pozostałości (woda + pozostałe składniki) dokonuje się przez
przelewanie. Flokulacja selektywna jest zatem jedną z metod wzbogacania ziaren bardzo
drobnych.
Proces flotacji kruszyw wymaga następujących urządzeń:
−
urządzenia przygotowujące odczynnik flotacyjny,
−
dozowniki,
−
urządzenia przygotowujące zawiesinę mułu,
−
maszyny flotacyjne.
Urządzenia te zapewnić prawidłowy kontakt ziarna kruszyw z odczynnikiem
flotacyjnym,
zapobiegać
sedymentacji
zawiesiny,
zapewnić
prawidłowy
stopień
napowietrzenia i dyspersję powietrza, zwiększyć do maksimum prawdopodobieństwo
powstania i trwałości zespołu ziarno – pęcherzyk zapewnić powstanie dobrze
zmineralizowanej piany zapewnić prawidłowy odbiór piany. Przygotowanie nadawy ma na
celu dokładne uśrednienie nadawy, dobry kontakt odczynników z ziarnami flotowanymi,
wstępne napowietrzenia nadawy i polepszenie kinetyki flotacji już w początkowej części
flotownika Wstępne fizykochemiczne przygotowanie nadawy przed flotacją ma na celu
rozprowadzenie odczynników w całej objętości zawiesiny flotacyjnej, danie czasu na
adsorpcję zbieraczy na powierzchni ziaren i zdyspergowanie zawiesiny. Czasami stosuje się
też wstępne napowietrzenie nadawy przez wprowadzenie powietrza do urządzenia
kondycjonującego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
Flotowniki
Flotowniki dzieli się ze względu na sposób podawania powietrza na:
−
maszyny mechaniczne – subaeracyjbe, w których zespół aeracyjno-dyspersyjny, złożony
z wirnika i statora zasysa i agituje zawiesinę flotacyjną oraz dysperguje w niej powietrze
zassane z atmosfery,
−
maszyny pneumomechaniczne, w których zespół aeracyjno-dyspersyjny agituje
mieszaninę flotacyjną i dysperguje w niej powietrze doprowadzone z zewnątrz pod
ciśnieniem,
−
maszyny pneumatyczne, w których nie ma mechanizmu wirującego a do dyspersji
powietrza w zawiesinie służą urządzenia zwane aeratorami. Powietrze doprowadza się
z zewnątrz pod ciśnieniem albo jest zasysane z atmosfery.
Poza tym są jeszcze maszyny o specjalnej budowie jak na przykład:
−
próżniowe – powietrze wydziela się z roztworu pod wpływem zmniejszonego ciśnienia
−
z chemicznym wytwarzaniem gazu – zakwaszanie np. węglanów, elektroliza.
Ze względu na budowę wyróżnia się maszyny: komorowe, korytowe, kolumnowe.
Funkcje flotowników:
−
ciągłe mieszanie pulpy flotacyjnej i dyspergowanie ziaren mineralnych,
−
nasycanie pulpy powietrzem,
−
wytworzenie względnie spokojnej strefy dla wznoszenia się zmineralizowanych
pęcherzyków,
−
odbiór produktu pianowego i komorowego.
Komora flotacyjna
Komora flotownika zbudowana jest w postaci cylindrycznego zbiornika z dnem płaskim.
W części centralnej dna komory umieszczono komorę odpadową, która połączona jest ze skrzynką
odpadową wyposażoną w zawory grzybkowe. W górnej części komory znajdują się promieniowo
rozmieszczone rynny produktu pianowego, połączone z zewnętrzną rynną zbiorczą. Zewnętrzna
rynna zbiorcza produktu pianowego obejmuje cały obwód komory flotownika. Wewnątrz komory,
w jej górnej części, znajduje się zamknięta komora nadawcza, która zapewnia równomierne
wprowadzenie nadawy do flotownika.
Komora flotownika i jej elementy stykające się z pulpą zabezpieczone są antykorozyjnie grubą
powłoką epoksydowo – akrylową. Skrzynka odpadowa w części podlegającej erozji
wykonana jest ze stali odpornej na ścieranie. Ściany wewnętrzne komory mogą być
zabezpieczone wykładziną stalową, polimerową lub ceramiczną, natomiast dno komory
trudnościeralną wykładziną ceramiczną.
Aerator
Zadaniem aeratora jest mieszanie pulpy w całej objętości komory, dyspergowanie
powietrza tłoczonego do flotacji oraz wytworzenie wewnętrznej cyrkulacji pulpy
o odpowiedniej intensywności i konfiguracji. Aerator składa się z wirnika i uspokajacza.
Wirnik osadzony jest na dolnym kołnierzu drążonego wału za pomocą połączeń śrubowych.
Podstawa uspokajacza osadzona jest centralnie na dnie komory za pomocą klinów.
Do podstawy mocowane są segmenty uspokajacza za pomocą połączeń śrubowych. Elementy
aeratora chronione są przed erozją trudnościeralną powłoką, gwarantującą pięcioletnią
poprawną pracę.
System stabilizacji i regulacji pracy flotownika
System składa się z układu stabilizacji i regulacji przepływu powietrza do aeratora oraz
układu stabilizacji i regulacji poziomu pulpy w komorze. Układ stabilizacji i regulacji ilości
powietrza zbudowany jest z miernika natężenia przepływu powietrza, manometru,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
przepustnicy wraz z siłownikiem pneumatycznym z pozycjonerem. Układ stabilizacji
i regulacji poziomu pulpy zbudowany jest z ultradźwiękowego miernika poziomu pulpy,
zespołu wykonawczego składającego się z pneumatycznego siłownika z pozycjonerem,
połączonego z zaworem zaciskowym. Dla pojedynczej maszyny flotacyjnej stosowany jest
regulator mikroprocesorowy, dwukanałowy. Zmiana wartości zadanych (poziomu i ilości
powietrza) dla układów regulacji odbywa się z pulpitu regulatora.
Zakłady przeróbcze
Przeróbka mechaniczna surowców kamiennych
Przeróbka mechaniczna surowców kamiennych (kamienia łamanego) na materiały
kamienne odbywa się w zakładach przetwórczych, które najczęściej mieszczą się w pobliżu
kopalni odkrywkowej.
Materiały kamienne mają zastosowanie w przemyśle budowlanym, hutniczym,
cementowo – wapienniczym, energetycznym, chemicznym itd. Z tego względu we
wszystkich zakładach przeróbki mechanicznej następuje rozdrobnienie kamienia łamanego.
Rozdrabianie dzieli się na :
−
wstępne – pierwszego stopnia → kruszarkami szczękowymi,
−
średnie i drobne – drugiego i trzeciego (i dalszego) stopnia kruszarkami stożkowymi,
kruszarkami udarowymi i innymi.
Ze względu na różne, docelowe zastosowanie kruszyw i surowców mineralnych
nowoczesny zakład przetwórczy jest wyposażony w maszyny i urządzenia umożliwiające
wielostopniowe rozdrabianie surowców, przemywanie niektórych klas ziarnowych w celu
uwolnienia od zanieczyszczeń, uszlachetnianie kruszyw w cieczach ciężkich, kilkustopniowe
przesiewanie, dodatkowe suszenie oraz klasyfikację aerodynamiczną produktów końcowych.
Graficzny obraz kolejności procesów przeróbczych, obiegu materiału surowego,
produktów wzbogacania przedstawia się na schematach technologicznych – rysunkach
technicznych. Na schematach przedstawia się:
−
maszyny i urządzenia przeróbcze w postaci umownych symboli, zbliżonych kształtem do
rzeczywistych,
−
obieg surowca, produktów wzbogacania w postaci linii, a kierunek ruchu oznacza się
strzałkami,
−
rozstaw w pionie symboli nakreślonych na schemacie taki, jak rozmieszczenie w pionie
zakładu przeróbczego.
Schematy przeróbcze stanowią podstawę do zaprojektowania zakładu, do kontroli
i uzupełniania zmian przebiegu procesu przeróbczego.
Schematy przeróbcze mogą być:
−
Ilościowe i wtedy obrazują ilościowy rozdział surowca na kolejne produkty wzbogacania.
Rysuje się je w postaci rozchodzących lub łączących się wstęg Szerokość wstęg
odpowiada procentowemu rozdziałowi materiału na poszczególne produkty wzbogacania.
Ilości tych produktów podaje się w t/h. Nie podaje się symboli maszyn i urządzeń,
−
Jakościowe obrazują kolejne procesy przeróbcze z podaniem rodzaju i wymiarów
otrzymywanych produktów, ich drogi obiegu, drogi obiegu czynnika wzbogacającego
(gdy go zastosowano) i jego ilości. Wykreśla się jedynie symbolowo podstawowe
maszyn i urządzenia tak, aby jednoznacznie odczytywać pełną technologię przeróbki.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Wymień roboty wchodzące w skład rozdrabiania skał?
2. Na czym polega kruszenie skał?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
3. Jak dzielimy kruszarki?
4. Do czego służą kruszarki?
5. Do czego służą maszyny do przesiewania?
6. Jak dzielimy sita?
7. Do czego służą klasyfikatory?
8. Jak działają urządzenia do wzbogacania?
9. Jak działają flotowniki?
4.4.3. Ćwiczenia
Ćwiczenie 1
Na podstawie dokumentacji techniczno-ruchowej rozróżnij rodzaje kruszarek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) odszukać potrzebne dane w dokumentacji techniczno-ruchowej kruszarek,
3) rozróżnić rodzaje kruszarek,
4) zapisać informacje w zeszycie,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
zeszyt do ćwiczeń,
−
dokumentacja techniczno-ruchowa kruszarek,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Na podstawie dokumentacji techniczno ruchowej zapoznaj się z obsługą kruszarek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) odszukać potrzebne dane w dokumentacji techniczno-ruchowej kruszarki,
3) określić zasady obsługiwania kruszarek,
4) zapisać informacje w zeszycie,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
zeszyt do ćwiczeń,
−
dokumentacja techniczno-ruchowa,
−
literatura zgodna z punktem 6 Poradnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
Ćwiczenie 3
Na podstawie dokumentacji techniczno-ruchowej przesiewacza dobierz wielkość sit.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) odszukać potrzebne dane w dokumentacji techniczno-ruchowej przesiewacza,
3) dobrać wielkość sit,
4) zapisać informacje w zeszycie,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
zeszyt do ćwiczeń,
−
dokumentacja techniczno-ruchowa,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 4
Na podstawie dokumentacji techniczno-ruchowej zapoznaj się z obsługą urządzeń do
wzbogacania kruszyw.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w materiale nauczania,
2) odszukać potrzebne dane w dokumentacji techniczno-ruchowej urządzeń do wzbogacania
kruszyw,
3) określić zasady obsługiwania urządzeń do wzbogacania kruszyw,
4) zapisać informacje w zeszycie,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
zeszyt do ćwiczeń,
−
dokumentacja techniczno-ruchowa urządzeń do wzbogacania kruszyw,
−
literatura zgodna z punktem 6 Poradnika.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić kruszarki?
2) rozróżnić urządzenia do wzbogacania kruszyw?
3) rozróżnić urządzenia do wzbogacania kruszyw?
4) dobrać wielkości sit w przesiewaczach?
5) rozróżnić urządzenia flotacji?
6) objaśnić schemat zakładu przeróbczego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Wszystkie zadania są zadaniami
wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi – zaznacz prawidłową
odpowiedź znakiem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część – poziom ponadpodstawowy
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą
przysporzyć Ci zadania: 16 – 20, gdyż są one na poziomie trudniejszym niż pozostałe.
Przeznacz na ich rozwiązanie więcej czasu.
9. Czas trwania testu – 45 minut.
10. Maksymalna liczba punktów, jaką można osiągnąć za poprawne rozwiązanie testu
wynosi 20 pkt.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Obróbka trakowa bloków kamiennych polega na
a) przecinaniu termicznym bloków skalnych.
b) przecinaniu mechanicznym bloków skalnych.
c) wyrównywaniu bloków skalnych.
d) polerowaniu bloków skalnych.
2. Właściwości naturalne skał wykorzystywane przy dzieleniu bloków skalnych to
a) twardość.
b) ciężar właściwy.
c) łupliwość.
d) połysk.
3. Minerał skalny korund służy jako
a) składnik farb i lakierów.
b) składnik narzędzi tnących.
c) składnik środków impregnujących.
d) element koparki.
4. Minimalne grubości surowych płyt z granitu uzyskanych w wyniku cięcia na trakach
wg normy BN–84/6740–03 wynoszą
a) 0,5 – 1 cm.
b) 1 – 1,5 cm.
c) 3 – 4 cm.
d) 2 cm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
5. Przecinarki hydrodynamiczne służą do rozcinania bloków na płyty za pomocą
a) palnika.
b) lasera.
c) strumienia wody.
d) piły.
6. Do wad traków linowych należy
a) zła jakość powierzchni przecięcia.
b) brak możliwości rozcinania wysokich bloków.
c) zagrożenie dla obsługi i otoczenia w przypadku pęknięcia liny poruszającej się
z dużą prędkością.
d) brak możliwości seryjnej produkcji elementów.
7. Do zalet traków jednotarczowych zalicza się
a) niską energochłonność.
b) dużą wydajność cięcia.
c) małą wodochłonność procesu.
d) nieograniczoną wysokość rozcinanych bloków.
8. Twardości minerałów używanych jako elementy tnące pił, dłut itp. są podawane w skali
a) Bernesa.
b) Moro.
c) Fahrenheita.
d) Mohsa.
9. Szlifowanie powierzchni surowych płyt polega na
a) nacinaniu pod kątem.
b) rzeźbieniu.
c) malowaniu.
d) nadawaniu połysku powierzchni bloku.
10. Polerowanie polega na nadaniu powierzchni odpowiedniej gładkości. Dopuszczalna
odchyłka może wynosić
a) 2,5–20 mm.
b) 1–1,5 cm.
c) 2,5–20 µm.
d) 0,5–1 cm.
11. Pod pojęciem przeróbka mechaniczna kopaliny rozumiemy zespół czynności mających
na celu
a) wyłącznie rozdrobnienie kopaliny.
b) oddzielenie skały kopaliny użytecznej od skały płonnej.
c) wyłącznie odwodnienie kopaliny.
d) określenie wielkości i ilości kopaliny.
12. Procesy, które nie wchodzą w skład operacji przeróbczych to
a) odwadnianie.
b) rozdrabianie.
c) suszenie.
d) wydobywanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
78
13. Wadą kruszarek udarowych jest
a) wysoki stopień zużycia narzędzi kruszących.
b) wysokie koszty utrzymania.
c) niska odporność na ścieranie elementów kruszących.
d) trudna konserwacja.
14. Duże trudności przy czyszczeniu sit sprawiają
a) węgle suche.
b) piaski grube.
c) węgle maziste.
d) żwiry.
15. W technologii procesów wzbogacania wykorzystuje się różne własności fizyczne
i fizykochemiczne
ziaren
kopaliny
użytecznej.
W
przypadku
wzbogacania
grawitacyjnego wykorzystuje się różnice
a) połysku ziaren.
b) gęstości ziaren.
c) sprężystości ziaren.
d) współczynnika tarcia.
16. Odpady i szlamy powstające podczas pracy obrabiarek powinny być na bieżąco
odprowadzane z pomieszczenia lub hali fabrycznej
a) bezpośrednio do rzeki.
b) bezpośrednio do kanalizacji ogólnospławnej.
c) bezpośrednio do wyrobiska.
d) na składowisko recyklingu.
17. Proces wykorzystywany przy flotacji to
a) sedymentacja.
b) grawitacja.
c) hermetyzacja.
d) hydratacja.
18. Przeróbka rozdrobnionego węgla mokrego w maszynach i urządzeniach do klasyfikacji
mechanicznej polega na
a) wyłącznie rozdrobnieniu.
b) wyłącznie klasyfikacji.
c) rozdrobnieniu i klasyfikacji.
d) wyłącznie rozdrobnieniu i wysuszeniu.
19. Klasyfikator stożkowy pracuje w oparciu o zasadę
a) wznoszenia pod wpływem wody.
b) opadania swobodnego.
c) wznoszenia strumieniem powietrza.
d) opadania pod wpływem strumienia azotu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
79
20. Zadaniem klasyfikacji mechanicznej jest podział materiału surowego lub produktów
wzbogacania na określone
a) przepisami kolory ziaren.
b) właściwości magnetyczne.
c) grupy złóż.
d) wymiarami grupy ziaren.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
80
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Użytkowanie maszyn i urządzeń do obróbki kamienia
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
81
6. LITERATURA
1. Blaschke S.: Przeróbka mechaniczna kopalin, cz. I Wydawnictwo Śląsk, Katowice 1982
2. Chrząszczewski W.: Obróbka Mechaniczna i obrabiarki do kamienia h.g. BRAUNE
Jawor 2004
3. Grzelak E.: Kruszywa mineralne, poradnik. COIB, Warszawa 1995
4. Łuszczkiewicz A., Flokulacja zawiesin mineralnych
5. Onderka Z., Bugesz J., Kwiecień Z.: Bezpieczeństwo pracy w górnictwie odkrywkowym,
Wydawnictwo AGH, Kraków 1988
6. Poradnik Górnictwa Odkrywkowego, Wydawnictwo Śląsk, Katowice 1968
7. Rączkowski B., BHP w praktyce. ODiDK Sp. z o.o., Gdańsk 2004
8. Turowicz T.: Kamieniarstwo – poradnik. Związek Izb Rzemieślniczych 1977
Materiały informacyjne oraz zasoby internetowe firm:
9. www.achilli.com
10. www.barsanti.it
11. www.bidese.com
12. www.breton.it
13. www.caumineral.org.ge
14. www.ghines.com
15. www.imn.gliwice.pl
16. www.karldahm.com
17. www.kolb.de
18. www.makron.fi
19. www.mcdiam.com.pl
20. www.promasz.pl
21. www.pspengineering.cz
22. www.resato.com
23. www.simec.it
24. www.sslmach.com
25. www.thibaut.fr
26. www.urda.pl
27. Materiały do wykładów z flotacji dla studentów specjalności Przeróbka Kopalin Stałych
Politechniki Śląskiej Semestr VII Katedra Przeróbki Kopalin i Utylizacji Odpadów
28. Materiały do wykładów z klasyfikacji hydraulicznej i powietrznej Politechniki
Wrocławskiej
Wyszukiwarka
Podobne podstrony:
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 03 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 01 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 03 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 01 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 01 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z1 03 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 01 n
gornik odkrywkowej eksploatacji zloz 711[03] z1 02 u
gornik odkrywkowej eksploatacji zloz 711[03] z2 01 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z2 03 n
więcej podobnych podstron