
UNIWERSYTET ROLNICZY IM. HUGONA KOŁŁĄTAJA W KRAKOWIE
WYDZIAŁ TECHNOLOGII śYWNOŚCI
Katedra Przetwórstwa Produktów Zwierzęcych
ĆWICZENIE 5
ANALIZA WARTOŚCI ODśYWCZEJ MASŁA I
PRODUKTÓW MASŁOPODOBNYCH
Studia stacjonarne I stopnia – rok III, semestr V
Przedmiot: Mleko i Przetwory Mleczarskie w śywieniu Człowieka
2
WSTĘP
Masło jest produktem wysokotłuszczowym otrzymywanym w wyniku zmaślania wydzielonej z
mleka i odpowiednio przygotowanej śmietanki. Jest ono produktem składającym się z tych samych
składników co mleko, lecz występujących w innym stosunku. Podczas zmaślania dochodzi aż do ok.
20-krotnej, w porównaniu z wyjściową jego zawartością w mleku, koncentracji tłuszczu i
rozpuszczonych w nim składników, takich jak np. witaminy A, D, E i K. Obserwuje się jednocześnie
spadek zawartości takich składników, jak: białko, laktoza, sole mineralne i woda. Występują również
w maśle produkty działalności mikroorganizmów prowadzonej w śmietanie oraz gotowym produkcie
bezpośrednio po produkcji i w trakcie jego przechowywania. Najważniejsze z nich to: kwas mlekowy,
dwuacetyl, acetoina i aldehyd octowy. Skład masła ulega zmianom zależnie od metody produkcji,
zawartości wody i użytego surowca. Zależnie od stopnia ukwaszenia plazmy wyrobu gotowego,
produkuje się masło:
-
ze śmietanki nie ukwaszonej
-
ze śmietanki umiarkowanie ukwaszonej do 16-18
°
SH w plazmie (pH 5,8-5,9),
-
ze śmietanki ukwaszonej do 20-22
°
SH w plazmie (pH<5,5)
Masło z nie ukwaszonej śmietanki zawiera średnio: 15,8% wody, 82,5% tłuszczu, 0,6% białka,
0,7% laktozy, 0,1% soli mineralnych mleka oraz 0,25% cholesterolu. Masło z ukwaszonej śmietany
różni się od masła ze słodkiej śmietanki niższą zawartością laktozy, niższym pH (4,4-5,6) oraz
obecnością 1,0-3,0 mg/kg dwuacetylu.
W ostatnich latach na rynku wielu krajów pojawiają się coraz częściej produkty
masłopodobne o zmienionym składzie chemicznym. Można je podzielić na trzy grupy. Pierwsza to
produkty o zmniejszonej zawartości tłuszczu (ponad 41%, ale nie więcej niż 62%) oraz produkty
niskotłuszczowe (do 41% tłuszczu). Druga grupa to produkty o typowej dla normalnego masła
zawartości wody, ale o zmodyfikowanej fazie tłuszczowej (zastąpienie części tłuszczu mleka
tłuszczem roślinnym, zawierającym więcej nienasyconych kwasów tłuszczowych) umożliwiającej
poprawę cech reologicznych i dobrą smarowność produktu bezpośrednio po wyjęciu z lodówki.
Grupę trzecią stanowią produkty o obniżonej zawartości tłuszczu oraz modyfikowanej fazie
tłuszczowej.
Technologia wyrobu masła obejmuje wiele procesów jednostkowych. Jako najważniejsze
należy wymienić: selekcję surowca, wirowanie mleka, pasteryzację i odgazowywanie śmietanki,
dojrzewanie fizyczne i biologiczne śmietanki, zmaślanie, płukanie ziaren masła, solenie masła
(podczas produkcji masła solonego), wygniatanie masła, formowanie i pakowanie oraz
przechowywanie produktu gotowego.
Czynnikiem wywierającym największy wpływ na cechy najbardziej istotne w ogólnej ocenie
jakościowej masła jest pasteryzacja śmietanki. Należy jednak podkreślić, że specyficzny skład
śmietanki zmusza do stosowania bardziej rygorystycznych parametrów obróbki cieplnej niż w
przypadku pasteryzacji mleka. Decydujący wpływ na konieczność zastosowania pasteryzacji wysokiej
mają wysoka zawartość tłuszczu i związana z tym mniejsza o ponad 20% przewodność cieplna
ośrodka ogrzewanego, a także większe niż w mleku odtłuszczonym przejście drobnoustrojów z fazą
tłuszczową podczas wirowania. Śmietankę przeznaczoną do wyrobu masła powinno się pasteryzować
w temp. nie niższej niż 92
°
C przez 30-40 sek.
Stosowanie tak wysokiej temperatury pasteryzacji śmietanki – oprócz zniszczenia wegetatywnych
form mikroflory patogennej i toksykogennej, prawie wszystkich bakterii saprofitycznych oraz drożdży
i pleśni łącznie z ich zarodnikami – ma również na celu:
-
maksymalną inaktywację ciepłoopornych enzymów lipolitycznych oraz proteaz pochodzenia
bakteryjnego, a także laktoperoksydazy,
-
podwyższenie stabilności oksydacyjnej masła wskutek denaturacji białek (głównie laktoglobuliny-
β) oraz odsłonięcie w ich strukturze grup –SH wiążących jony miedzi i żelaza,
-
obniżenie potencjału oksydoredukcyjnego zarówno w wyniku odsłonięcia grup –SH, jak i
powstawania reduktonów,
-
ograniczenie autokatalicznego wpływu na przebieg procesu lipooksydacji w wyniku reakcji grup –
SH z wodoronadtlenkami tłuszczowymi,

3
-
podwyższenie walorów smakowo-zapachowych masła i jego trwałości w wyniku stworzenia
korzystnych warunków rozwoju dla bakterii fermentacji mlekowej wprowadzanych wraz z
zakwasem w procesie biologicznego dojrzewania śmietanki.
Śmietanka ukwaszona tj. poddana dojrzewaniu biologicznemu, nazywa się śmietaną. Zakwaszanie
śmietanki ma na celu zahamowanie rozwoju przetrwalników drobnoustrojów pozostałych po
pasteryzacji i uzyskanie masła o orzeźwiającym przyjemnym smaku i zapachu, lepiej
przechowującego się w temperaturze powyżej 0
°
C. Dominującą rolę w kształtowaniu specyficznego
aromatu masła wywiera dwuacetyl. W maśle ze śmietanki ukwaszonej prawidłowa zawartość
dwuacetylu wynosi 1-2 mg/kg, chociaż już w stężeniu 0,5-0,6 mg/kg nadaje on masłu przyjemny i
orzeźwiający zapach. Należy dodać, że zawartość dwuacetylu powinna być 3-5 razy wyższa niż
zawartość aldehydu octowego. Dojrzewanie biologiczne jest prowadzone w tankach i rozpoczyna się z
chwilą zaszczepienia spasteryzowanej i schłodzonej śmietanki czystymi kulturami maślarskimi.
Wprawdzie kwaśny odczyn masła uzyskanego ze śmietany sprzyja procesom rozkładu tłuszczu,
przeciwdziała jednak rozwojowi bakterii gnilnych i bakterii pałeczki okrężnicy. Kwasowość plazmy
powinna osiągnąć taki stopień, aby stanowiła ochronę przed rozwojem szkodliwej mikroflory, a nie
sprzyjała procesom rozkładu tłuszczu. Stopień ukwaszenia śmietanki rzutuje więc w istotny sposób na
trwałość masła przechowywanego przez długi czas w temp. minusowych. Przy odpowiednio wysokiej
kwasowości środowiska istnieje możliwość katalizowania procesów utleniania tłuszczu przez
wytworzony w trakcie ukwaszania dwuacetyl.
Możliwości powstawania wad masła produkowanego z śmietany ukwaszonej, jak również
względy organizacyjno-ekonomiczne (długi czas ukwaszania, problemy zagospodarowania kwaśnej
maślanki) spowodowały, że obecnie większość zakładów produkuje masło ze śmietany nie
ukwaszonej lub słabo ukwaszonej. Opracowano wiele metod alternatywnych produkcji masła ze
śmietanki słodkiej pozwalających otrzymać produkt o odpowiednich cechach organoleptycznych
(zaw. dwuacetylu). Polegają one najczęściej na dodatku do ziarna masła oddzielonego od słodkiej
maślanki, specjalnego zakwasu złożonego z bakterii aromatyzujących fermentacji mlekowej lub
koncentratu dwuacetylu i koncentratu wysokoukwaszonej serwatki lub kwasu mlekowego.
Rozmieszczenie wody w maśle
W 1 g dobrze wygniecionego masła znajduje się 10-25 mld kropelek wody. Zdecydowaną
większość stanowią drobne kropelki o średnicy mniejszej od 3 µm (ponad 95%). Na 1 g masła
przypada 50, niekiedy 100 mln bakterii. Jednak większość kropelek wody, bo ponad 99% nie zawiera
bakterii, zatem pod względem mikrobiologicznym są one jałowe. Bakterie znajdujące się w
kropelkach wody mają ograniczone możliwości przenikania do innych kropelek. Im drobniejsze są
kropelki wody w maśle i im bardziej są one rozproszone, tym trudniejszy jest rozwój drobnoustrojów
w maśle. Odwrotnie – obecność wolnej wody sprzyja rozwojowi drobnoustrojów i wówczas masło
psuje się. Wygniatanie masła ma duży wpływ na jego trwałość. W źle wygniecionym maśle kropelki
wody międzyziarnowej o wielkości ponad 100µm tworzą system kanalików, w których rozwój
drobnoustrojów nie napotyka na żadne przeszkody
Płukanie masła ma na celu usunięcie maślanki międzyziarnowej oraz obniżenie zawartości
składników nietłuszczowych, głównie białka (o 25-50%) i laktozy (o 50-60%), stanowiących
doskonałe substraty dla rozwoju drobnoustrojów.
Wady struktury i konsystencji
Podstawową przyczyną tej grupy wad masła są sezonowe zmiany składu tłuszczu mlekowego
i związana z tym zmienność jego właściwości fizycznych. W pewnym stopniu przyczyną ich
występowania jest nieprzestrzeganie parametrów procesu technologicznego, głównie dojrzewania
fizycznego, płukania oraz wygniatania. Do najważniejszych wad tej grupy należy zaliczyć odchylenia
wpływające na zbyt twardą lub zbyt miękką konsystencję i związane z nimi konsystencję kruchą oraz
luźną strukturę. Zbyt twarda konsystencja masła występuje zazwyczaj w okresie żywienia oborowego
(zima) i wynika ona z niskiego udziału w paszy kwasów tłuszczowych nienasyconych, natomiast
konsystencja zbyt miękka jest spowodowana najczęściej wysoką ich zawartością w paszy w okresie
żywienia pastwiskowego (lato).

4
Wady smaku i zapachu
Przyczyny powstawania wad smaku i zapachu masła są bardzo złożone. Biorą swój początek
w jakości surowca, kończą zaś na warunkach składowania produktu gotowego. Typowymi wadami
związanymi z niską jakością surowca są smak i zapach paszowy, nieczysty, gorzki i oborowy.
Pierwszy z nich jest skutkiem przechodzenia do mleka, a później do masła swoistych dla
skarmianych pasz związków aromatycznych. Przyczyną smaku i zapachu nieczystego jest
przechodzenie składników smakowych z zanieczyszczeniami mechanicznymi, a także powstającymi z
przemian białek, fosfolipidów i innych składników mleka i masła pod wpływem działania
drobnoustrojów (głównie bakterii gnilnych i z grupy coli). Smak gorzki może pojawiać się w maśle w
wyniku nadmiernego żywienia krów roślinami okopowymi. Może też wynikać z podawania niskiej
jakości pasz. Przyczyną tej wady może również być znaczny stopień hydrolitycznego rozkładu
tłuszczu mlekowego i związana z tym obecność mono- i diacylogliceroli. Czasami jest wywołany
także obecnością produktów rozkładu substancji białkowych pod wpływem bakterii gnilnych. Zapach
oborowy przypominający zapach źle wietrzonej obory jest następstwem zanieczyszczenia mleka
obornikiem, przetrzymywaniem mleka w oborze oraz nieprzestrzeganiem podstawowych zasad
higieny w punktach skupu mleka i zakładzie mleczarskim. Przyczyną pojawienia się tego zapachu są
substancje lotne powstające w wyniku rozkładu składników mleka i resztek obornika przez bakterie z
grupy coli. Podstawowymi środkami zapobiegającymi powyższej grupie wad są: wyższa higiena doju
i przechowywania mleka u dostawcy, właściwa selekcja surowca, nieskarmianie pasz niskiej jakości,
stosowanie prawidłowych parametrów pasteryzacji oraz odgazowywania śmietanki, staranne płukanie
masła.
Do wad smaku i zapachu spowodowanych uchybieniami technologicznymi można zaliczyć:
zapach stęchły, smak i zapach serowy oraz smak i zapach drożdżowy. Smak stęchły to skutek
pojawienia się lotnych produktów rozkładu białka i laktozy w wyniku działalności bakterii i pleśni.
Powstawaniu tej wady sprzyja złe wygniecenie masła i zawilgocenie opakowań. Wada może
występować nawet podczas przechowywania masła w niskich temperaturach. Smak i zapach serowy
jest wywoływany obecnością nielotnych produktów mikrobiologicznego rozkładu białka i laktozy.
Występowaniu tej wady, już po kilku dniach składowania, sprzyja pasteryzacja nadkwaszonej
śmietanki oraz jej przekwaszenie. Innymi przyczynami mogą być: niestaranne mycie i dezynfekcja
urządzeń, niedostateczne płukanie masła i pozostawianie w nim dużej ilości maślanki. Efektem
rozwoju drożdży (Torula, Saccharomyces, Candida) w mleku, śmietanie i maśle może być wada
smaku i zapachu drożdżowego. Wywołują ją produkty uboczne fermentacji alkoholowej (ketony,
aldehydy, kwas octowy, kwas masłowy). Skutecznymi środkami zaradczymi mogą być:
- stosowanie prawidłowych parametrów pasteryzacji śmietanki,
- rezygnacja z pasteryzacji śmietanki nadkwaszonej,
- stała kontrola jakości wody,
- skuteczne wietrzenie pomieszczeń,
- nieprzekwaszanie śmietany,
- prawidłowe wygniatanie masła.
Do kolejnej grupy wad smaku i zapachu związanych z niewłaściwym przebiegiem procesu
technologicznego można zaliczyć: smak i zapach jałowy, posmak przypalony oraz smak i zapach
kwaśny. Wada braku typowego smaku i aromatu masła wynika ze zbyt niskiej zawartości związków
aromatycznych, głównie dwuacetylu, a zapobiega się jej właściwie dobierając i prowadząc zakwasy
maślarskie oraz przestrzegając zasad biologicznego dojrzewania śmietanki. Wadę posmaku
przypalonego wywołuje przypalenie śmietanki podczas jej pasteryzacji, co jest związane z rozkładem
białek i cukru mlekowego. Środkami zaradczymi są przestrzeganie czystości pasteryzatora,
parametrów pasteryzacji i odgazowania śmietanki, a także unikanie pasteryzacji surowca
nadkwaszonego. Smak i zapach kwaśny jest związany ze zbyt silnym ukwaszeniem śmietany lub
niedostatecznym płukaniem masła. Przyczyną może być nadmierna ilość kwasu mlekowego, a w
przypadku zakażenia zakwasów obecność w maśle kwasu octowego. powstawaniu wady zapobiega
prawidłowe ukwaszanie śmietanki, przestrzeganie ogólnych zasad higieny oraz niedopuszczanie do
zakażeń podczas prowadzenia zakwasów. Pozytywny wpływ wywiera również dokładne płukanie
masła i jego przechowywanie w niskich temperaturach.
Oddzielną grupę wad stanowią odchylenia jakościowe mające związek z przemianami w
tłuszczowej fazie masła. Smak i zapach jełki są głównie rezultatem nagromadzenia się w produkcie

5
lotnych wolnych kwasów tłuszczowych (C4-C12) w wyniku hydrolitycznego rozkładu tłuszczu
mlekowego pod wpływem działania lipazy rodzimej (w mleku surowym) oraz lipaz wytwarzanych
przez drobnoustroje (bakterie z rodzaju Pseudomonas, Achromobacier, Flavobacierium, Aerobacter,
Alkaligenes; pleśnie: Oidium, Penicilium, Cladosporium).
Oprócz jełkości hydrolitycznej może występować również w maśle, charakteryzująca się
zapachem estrów, tzw. jełkość ketonowa. Wadę tę powodują reakcje o charakterze oksydatywno-
desmolitycznym związane z powstaniem α-metyloketonów. Procesy odpowiedzialne za pojawianie się
wady jełkości mogą zachodzić na każdym etapie procesu technologicznego wyrobu masła, a ich skutki
w znacznym stopniu kumulują się w produkcie gotowym. W początkowej fazie utleniania
nienasyconych kwasów tłuszczowych połączonej z powstaniem hydroksykwasów może pojawić się w
maśle wada określana jako smak oleisty. Proces przebiega przy współudziale światła, tlenu, metali
oraz działalności drobnoustrojów i ma charakter autooksydacyjny. Wyższy stopień zaawansowania
przemian oksydacyjnych - związany z rozkładem nadtlenków i powstaniem hydroksykwasów,
ketonokwasów i następnie, w wyniku rozpadu na mniejsze człony, aldehydów i aldehydokwasów -
jest przyczyną pojawiania się w produkcie smaku i zapachu łojowatego. Najbardziej niekorzystne ze
względu na znaczne pogorszenie cech organoleptycznych masła jest pojawienie się w nim smaku i
zapachu rybiego, spowodowanego hydrolizą i utlenieniem zawartej w maśle lecytyny i powstaniem
trimetyloaminy o nieprzyjemnym zapachu śledziowym. Proces jest aktywowany przez te same
czynniki, które prowadzą do pojawienia się wady oleistości lub łojowatości.
Czynnikami zapobiegającymi wadom o charakterze lipolitycznym są: dokładne przestrzeganie
parametrów pasteryzacji śmietanki; przestrzeganie ogólnych zasad higieny na etapie produkcji i
przetwórstwa mleka, niedopuszczanie do zakażeń bakteriami psychrotrofowymi i pleśniami;
przechowywanie masła w odpowiednich warunkach temperaturowo-wilgotnościowych; maksymalne
ograniczenie czynników aktywizujących lipolizę indukowaną (wstrząsy, zbędne przepompowywanie,
napowietrzanie). Zmianom o charakterze oksydacyjnym zapobiega: skuteczna pasteryzacja i ochrona
przed reinfekcją; unikanie zanieczyszczeń metalami (miedzią i żelazem); unikanie przekwaszania
śmietany; unikanie nadmiernego napowietrzania masła w procesie wygniatania; zabezpieczenie mleka,
śmietany i masła przed działaniem światła i dostępem tlenu.
Wadą wynikającą z przemian tłuszczowych jest również smak metaliczny wywołany obecnością
ketonów powstających w wyniku utleniania kwasów linolenowego i arachidonowego. Wada może
pojawić się w maśle w wyniku obecności znacznej ilości jonów żelazowych tworzących z kwasem
mlekowym sól o posmaku żelazistym.
Definicje
Podział i wymagania dla produktów tłuszczowych przeznaczonych do smarowania tj. takich,
które pozostają w stanie stałym w temperaturze 20
°
C, o zawartości tłuszczu wynoszącej co najmniej
10%, ale mniejszej niż 90% wagowych określa Rozporządzenie Rady (WE) NR 2991/94 z dn.
5.XII.1994.
6
Podział tłuszczów do smarowania według Rozporządzenia Rady (WE) NR 2991/94 (z dn.
5.XII.1994) z wprowadzonymi później poprawkami.
Grupa tłuszczów
Nazwa handlowa
(zastrzeżona)
Kategorie
1. Masło
Produkt o zawartości tłuszczu mlecznego nie
mniejszej niż 80%, ale mniejszej niż 90%, o
maks. zaw. wody 16% i maks. zaw. smb 2%.
2. Masło o zawartości
¾
tłuszczu
Produkt o zawartości tłuszczu mlecznego nie
mniejszej niż 60%, ale nie większej niż 62%.
3. Masło półtłuste
Produkt o zawartości tłuszczu mlecznego nie
mniejszej niż 39%, ale nie większej niż 41%.
A. Tłuszcze mleczne
Produkty w formie stałej, miękkiej
emulsji, zasadniczo typu woda w oleju,
pozyskiwane wyłącznie z mleka i/lub
pewnych produktów mlecznych, dla
których
tłuszcz
jest
zasadniczym
elementem wartości. Jednakże mogą
być
dodawane
inne
substancje
niezbędne dla ich produkcji, pod
warunkiem, że substancje te nie są
używane w celu zastąpienia, ani w
całości, ani w części, jakichkolwiek
składników mleka
4. Tłuszcz mleczny do
smarowania X%
Produkt o następujących zawartościach tłuszczu
mlecznego:
- mniej niż 39%;
- więcej niż 41%, ale mniej niż 60%;
- więcej niż 62%, ale mniej niż 80%.
1. Margaryna
Produkt otrzymywany z tłuszczów roślinnych
i/lub zwierzęcych o zawartości tłuszczu nie
mniejszej niż 80%, ale mniejszej niż 90%.
2. Margaryna o zawartości
¾
tłuszczu
Produkt otrzymywany z tłuszczów roślinnych
i/lub zwierzęcych o zawartości tłuszczu nie
mniejszej niż 60%, ale nie większej niż 62%.
3. Margaryna półtłuszczowa
Produkt otrzymywany z tłuszczów roślinnych
i/lub zwierzęcych o zawartości tłuszczu nie
mniejszej niż 39%, ale nie większej niż 41%.
B. Tłuszcze
Produkty w formie stałej, miękkiej
emulsji, zasadniczo typu woda w oleju,
pozyskiwane ze stałych i/lub płynnych
tłuszczów roślinnych i/lub zwierzęcych
nadających się do spożycia przez
człowieka,
o
zawartości
tłuszczu
mlecznego nie większej niż 3%
zawartości tłuszczu
4. Tłuszczowe substancje do
smarowania X%
Produkt otrzymywany z tłuszczów roślinnych
i/lub
zwierzęcych
o
następujących
zawartościach tłuszczu:
- mniej niż 39%;
- więcej niż 41%, ale mniej niż 60%;
- więcej niż 62%, ale mniej niż 80%.
1. Miks (mix) tłuszczowy
Produkt otrzymywany z mieszaniny tłuszczów
roślinnych i/lub zwierzęcych o zawartości
tłuszczu nie mniejszej niż 80%, ale mniejszej
niż 90%.
2. Miks (mix) tłuszczowy o
zawartości ¾ tłuszczu
Produkt otrzymywany z mieszaniny tłuszczów
roślinnych i/lub zwierzęcych o zawartości
tłuszczu nie mniejszej niż 60%, ale nie większej
niż 62%.
3.. Miks (mix) tłuszczowy
półtłusty
Produkt otrzymywany z mieszaniny tłuszczów
roślinnych i/lub zwierzęcych o zawartości
tłuszczu nie mniejszej niż 39%, ale nie większej
niż 41%.
C. Tłuszcze złożone z produktów
roślinnych i/lub zwierzęcych
Produkty w formie stałej, miękkiej
emulsji, zasadniczo typu woda w oleju,
pozyskiwane ze stałych i/lub płynnych
tłuszczów roślinnych i/lub zwierzęcych
nadających się do spożycia przez
człowieka,
o
zawartości
tłuszczu
mlecznego między 10% a 80%
całkowitej zawartości tłuszczu
1. Miks (mix) tłuszczowy do
smarowania X%
Produkt otrzymywany z mieszaniny tłuszczów
roślinnych i/lub zwierzęcych o następujących
zawartościach tłuszczu:
- mniej niż 39%;
- więcej niż 41%, ale mniej niż 60%;
- więcej niż 62%, ale mniej niż 80%.
7
Wymagania
Wybrane wymagania dla masła przemysłowego według PN-A-86155: 1995
– Mleko i przetwory mleczne. Masło.
Masło – produkt otrzymany wyłącznie z mleka (śmietanki pasteryzowanej, słodkiej lub ukwaszonej).
W produkcji masła można stosować: zakwas maślarski, barwnik naturalny (karoten – E160a lub
annato – E160b), sól kuchenną.
Wymagania
Cechy
Ekstra
Delikatesowe
Wyborowe
Stołowe
jednostka starannie uformowana; barwa jednolita; dopuszcza się nieznacznie
intensywniejszą na powierzchni; wygniecenie prawidłowe; powierzchnia gładka, sucha
Wygląd, barwa,
rozmieszczenie wody
dopuszcza się nieliczne kropelki wolnej wody
dopuszcza się
kropelki wolnej wody
jednolita, zwarta, smarowna; dopuszcza się lekko twardą, lekko mazistą
Konsystencja
dopuszcza się lekko kruchą, lekko niejednolitą
smak i zapach – czysty, lekko kwaśny, mlekowy;
smak – lekki posmak pasteryzacji, lekko tłuszczowy;
dopuszcza się niepełny smak i zapach, lekko odbiegający od czystego
Smak i zapach
smak i zapach –
dopuszcza się lekko
nieczysty, kwaśny;
smak – silny posmak
pasteryzacji, oleisty,
posmak pasz, tłuszczowy
smak – dopuszcza
się lekki posmak
pasz, jałowy
Zawartość wody, %
wag., nie więcej niż:
16
24
Zawartość tłuszczu,
% wag., nie mniej niż:
- masło niesolone
- masło solone
82,0
80,0
73,5
Zawartość soli, %
wag., nie mniej niż:
2,0
-
2,0
-
Skuteczność
pasteryzacji
dodatnia
pH plazmy masła
4,5-6,9
Kwasowość tłuszczu,
stopnie kwasowości,
nie więcej niż:
2
8
WYKONANIE
1.
Ocena organoleptyczna masła
Przy ocenie organoleptycznej masła uwzględnić następujące wyróżniki:
a.
wygląd opakowania
b.
barwę
c.
smak i zapach
d.
konsystencję i wygniecenie
e.
solenie
Wyniki oceny organoleptycznej porównać z wymogami norm. Przyczyny wad struktury,
konsystencji oraz smaku i zapachu podano we wstępie teoretycznym do ćwiczeń.
2.
Ocena cech fizycznych
a.
Określenie rozmieszczenia wody przy pomocy papierków wskaźnikowych
„Dysperwod”.
Zasada oznaczenia. Zasada działania papierków „dysperwod” polega zabarwieniu
papierka wskaźnikowego przyłożonego do powierzchni masła na kolor niebiesko-fioletowy w
tych miejscach, w których znajdują się kropelki wolnej wody (plazmy masła). W zależności
od stopnia wygniecenia uzyskuje się odpowiednie rozmieszczenie wody w maśle, a w
następstwie odpowiedni obraz plam na papierku.
Uwaga – papierki należy chronić przed wilgocią i nie dotykać niepotrzebnie palcami.
Wykonanie. Drucikiem stalowym umocowanym na widełkach wykroić plaster masła,
usunąć wykrojoną warstwę i do świeżo odsłoniętej powierzchni przyłożyć papierek, lekko
wygładzić jego powierzchnię palcami, zdjąć i obejrzeć.
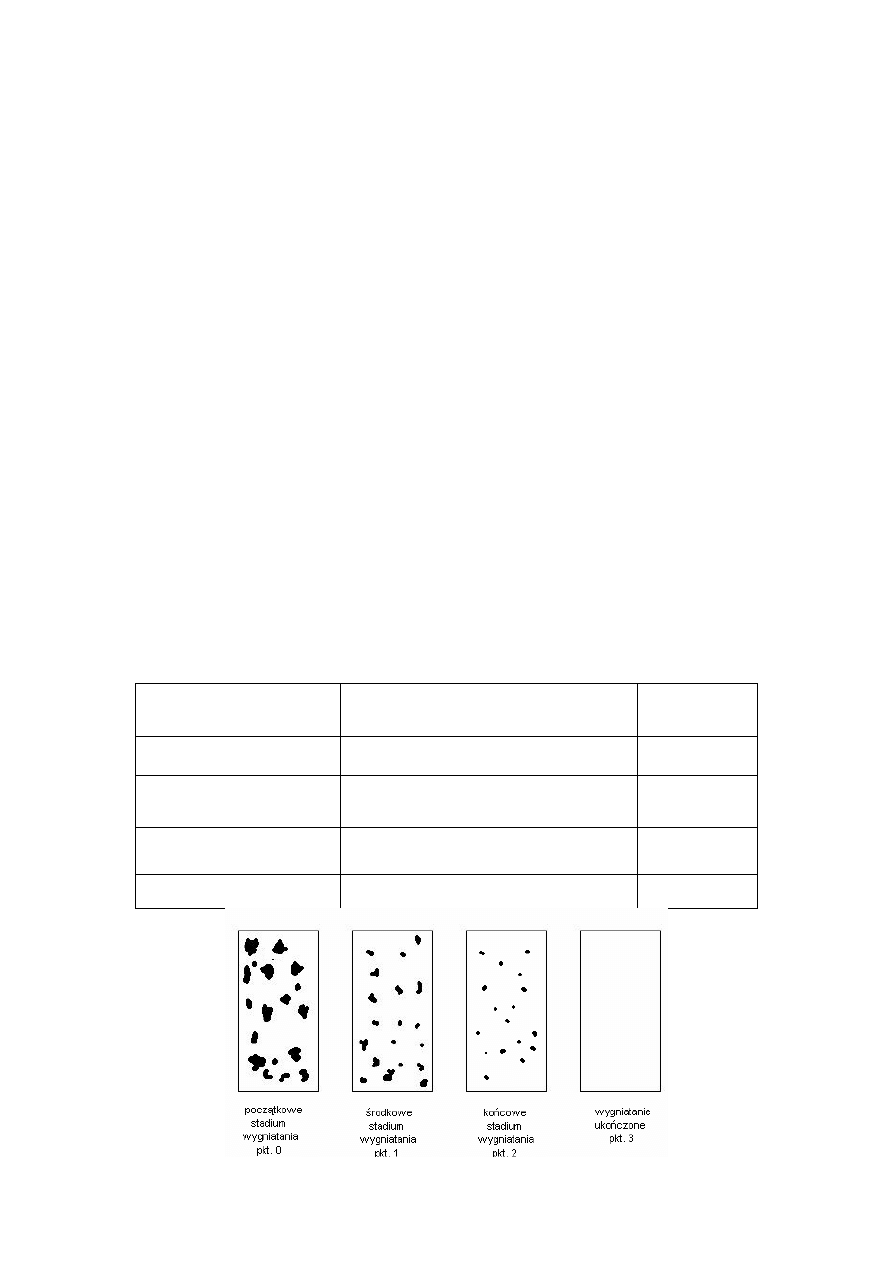
Do określenia stopnia wody w maśle zastosować skalę punktową (0-3), według której
klasyfikuje się masło przyjmując przy tym kryteria według poniższej tabeli i schematu:
Określenie słowne
rozmieszczenia wody w
maśle
Wielkość (średnica) i gęstość
występujących plam na papierku
wskaźnikowym
Klasa (punkty)
Bardzo złe
Średnica
3-6
mm,
występujące
gęsto
(zajmujące ok. 20% powierzchni papierka)
0
Złe
Średnica 1-3 mm, występujące umiarkowanie
gęsto (zajmujące ok. 10% powierzchni
papierka)
1
Dostateczne
Średnica 0,3-1 mm, występujące rzadko
(zajmujące ok. 5% powierzchni papierka)
2
Dobre
Brak plamek (na obu stronach papierka)
3

9
Trwałość masła zależy w dużym stopniu od prawidłowego rozmieszczenia w nim
wody. W dużych kroplach wody lub maślanki łatwiej się rozwija oraz dłużej zachowuje
żywotność mikroflora powodująca psucie się masła. W dobrze wygniecionym maśle
większość kropelek wody jest sterylna a żywotność drobnoustrojów w pozostałych
kropelkach niewielka na skutek niewielkich rozmiarów oraz braku kanalików łączących
kropelki wody. Ograniczona przestrzeń życiowa oznacza bowiem mniejszy dostęp do
substancji odżywczych oraz powoduje szybki wzrost stężenia metabolitów co prowadzi do
samozatrucia komórek bakteryjnych.
Rozmieszczenie wody w maśle nie jest związane z jej procentową zawartością – masło może
zawierać większą ilość wody dobrze rozprowadzonej oraz mniejszą ilość wody
rozmieszczonej nieprawidłowo.
3.
Analiza chemiczna
3.1.
Oznaczenie wody, suchej masy i tłuszczu wg Kohmana
a. zawartość wody
Zasada oznaczenia. Oznaczenie polega na odparowaniu wody z próbki masła i wagowym
ustaleniu ubytku masy.
Wykonanie. Do wytarowanego, dobrze wysuszonego aluminiowego kubeczka naważyć
około 10 g masła z dokładnością do 0,01 g. Następnie na płytce elektrycznej odparować wodę
z masła lekko mieszając kubeczkiem za pomocą metalowych szczypiec do momentu aż masło
przestanie się pienić i skwierczeć a składniki nietłuszczowe zaczną lekko brunatnieć na dnie
kubeczka. Po ostudzeniu w eksykatorze kubeczek ponownie zważyć i z różnicy mas obliczyć
procentową zawartość wody.
Przyczyną błędów może być wypryśnięcie tłuszczu w trakcie ogrzewania lub zbyt silne
ogrzewanie, powodujące ściemnienie i częściowy rozkład suchej masy beztłuszczowej
(pojawienie się dymu). Zbyt silne ogrzewanie prowadzi także do pojawienia się
nieprzyjemnego gryzącego zapachu, jakie daje trujący aldehyd akrylowy zwany akroleiną, o
wzorze CH
2
=CHCHO, powstający w wysokiej temperaturze z gliceryny uwolnionej w
wyniku termicznego rozpadu glicerydów.
Według normy zawartość wody w maśle ekstra nie powinna przekroczyć 16% a w maśle
śmietankowym do 24%. Ustalenie zawartości wody na tym poziomie podyktowanie jest m. in.
wymogiem zapewnienia produktowi odpowiedniej trwałości.
b. zawartość suchej masy beztłuszczowej
Po odparowaniu wody (wg p. 3.1.a) z odważki 10 g masła wymywa się następnie tłuszcz
za pomocą benzyny, a pozostałe składniki s.m.b. suszy się i waży. W skład s.m.b. wchodzi
głównie laktoza białko, kwas mlekowy, sole mineralne, a w maśle solonym także NaCl.
Zawartość kubeczka po oznaczeniu wody lekko podgrzać celem upłynnienia tłuszczu a
następnie przepłukać benzyną ekstrakcyjną kolejno porcjami po 50, 25 i 20cm
2
, każdorazowo
zlewając ostrożnie roztwór tłuszczu znad osadu. Po ostatniej ekstrakcji kubeczek z osadem
suszyć w ciągu 10-15 min. w suszarce o temp. 100-105
°
C do stałej wagi. Po ostudzeniu w
eksykatorze kubeczek zważyć z dokładnością do 0,01 g. Zawartość s.m.b obliczyć ze wzoru:
gdzie:
a – masa naczyńka, w g;
b – masa naczyńka z s.m.b, w g;
c – naważka masła, w g.
(
)
c
a
b
b
m
s
100
.
.
.
⋅
−
=

10
Zawartość s.m.b w maśle płukanym mieści się w dość szerokich granicach (0,70–1,4;
średnio 1%) i jest tym większa im większa jest średnica ziaren masła w momencie
zakończenia zmaślania. W maśle nie płukanym zawartość s.m.b zwykle wynosi 1,5–2,0%.
c. zawartość tłuszczu
Zawartość tłuszczu w maśle (x) obliczyć w następujący sposób:
gdzie:
a – zawartość wody w maśle, w %,
b – zawartość s.m.b w maśle, w %,
3.2. Oddzielenie plazmy masła od tłuszczu
Do płaskodennej probówki naważyć 20 g masła z dokł.
±
0,01g. Probówkę wstawić do
łaźni wodnej i podgrzewać tak, aby w ciągu 20 min. temperatura wody osiągnęła 50-52
°
C. Po
osadzeniu się plazmy zawartość probówki wirować w wirówce Gerbera przez 3 minuty przy
1000 obr/min, a następnie wstawić do kąpieli wodnej o temp. 50-52
o
C na okres 5 min.
Tłuszcz odciągnąć za pomocą czystej i suchej pipety na karbowany sączek wypełniony
bezwodnym siarczanem sodu i zbierać do czystej i suchej kolbki stożkowej. Czynność tą
wykonać ostrożnie (nie zanurzać pipety zbyt głęboko aby nie zanieczyścić tłuszczu plazmą).
Sączenie tłuszczu prowadzić w cieplarce o temperaturze 45-50
°
C.
Pozostałą (wierzchnią) warstwę tłuszczu z probówek usunąć w następujący sposób: do
probówki dodać 5 cm
3
niskowrzącego eteru naftowego, który następnie przez kołysanie
wymieszać z wierzchnią warstwą tłuszczu, unikając jednakże mieszania eteru z plazmą,
następnie warstwę tłuszczowo-eterową odciągnąć za pomocą pompki wodnej uważając aby
nie pobrać plazmy (nie zanurzać końcówki pompki wodnej zbyt głęboko). Płukanie eterem
wykonać trzykrotnie. Przylegającą do bocznych ścian probówek plazmę spłukać do środka za
pomocą 1-2 cm
3
wody destylowanej z tryskawki. W tak przygotowanej probówce oznaczyć
pH i kwasowość (p. 3.3).
3.3. Kwasowość plazmy masła
Zasada oznaczenia. Oznaczenie polega na pomiarze pH i miareczkowaniu wydzielonej
przez odwirowanie plazmy masła poprzez miareczkowanie 0,1 N NaOH wobec
fenoloftaleiny.
Wykonanie. W jednej z próbówek z plazmą przygotowaną wg p. 3.2 zanurzyć ostrożnie
elektrodę pH-metru. Następnie zawartość probówki miareczkować 0,1 n NaOH wobec 0,2
cm
3
2% alkoholowego roztworu fenoloftaleiny do różowego zabarwienia nie znikającego w
ciągu 1 min.
Kwasowość plazmy w stopniach kwasowości tj. cm
3
1 N NaOH na 100g plazmy, obliczyć ze
wzoru:
gdzie:
a-ilość cm
3
0,1 n NaOH zużyta do miareczkowania,
t- procent tłuszczu w maśle.
Interpretacja. Kwasowość plazmy świeżego płukanego masła mieści się w granicach 2-8
°
kwasowości i zależy głównie od stopnia ukwaszenia śmietany, jak również od wielkości
ziaren masła (większe ziarna zawierają więcej maślanki wewnątrzziarnowej). W miarę
składowania masła, szczególnie w podwyższonej temperaturze, następuje przyrost
(
)
b
a
x
+
−
=
100
t
a
K
p
−
⋅
=
100
50

11
kwasowości plazmy masła, któremu towarzyszy wiele niekorzystnych przemian
zachodzących zarówno w fazie wodnej jak i tłuszczowej.
Analiza tłuszczu masła
Do analiz stosuje si
ę
tłuszcz klarowny, wolny od wody i innych
składników nietłuszczowych, uzyskany wg p. 3.2.
3.5. Oznaczenie kwasowości tłuszczu
Zasada oznaczenia. Tłuszcz masła zawiera obok glicerydów pewną zwykle niewielką
ilość wolnych, tj., nie zestryfikowanych kwasów tłuszczowych. Ich zawartość ustala się
miareczkując ługiem tłuszcz rozpuszczony w mieszaninie eteru etylowego i etanolu.
Wykonanie. Odważyć 5g tłuszczu do kolbki stożkowej na 100 cm
3
, dodać 25 cm
3
zobojętnionej mieszaniny eter etylowy-alkohol etylowy (1:1), 3-4 krople 2% roztworu
fenoloftaleiny i miareczkować 0,1N NaOH do lekko różowego zabarwienia nie znikającego
w ciągu 2 min. Wyniki wyrazić jako:
- stopnie kwasowości (ilość cm
3
1N NaOH potrzebnego do zobojętnienia substancji
reagujących kwaśno wobec fenoloftaleiny zawartych w 100g tłuszczu)
V - ilość cm
3
0,1 N NaOH zużyta do miareczkowania.
- liczbę kwasową (ilość mg KOH potrzebnych do neutralizacji 1g tłuszczu)
-
w procentach kwasu oleinowego
gdzie:
a- ilość cm
3
NaOH zużyta w miareczkowaniu
g- odważka tłuszczu
Podczas przechowywania masła zachodzi stopniowo lipoliza (hydroliza tłuszczu) jako
wynik działalności drobnoustrojów lipolitycznych pochodzących z reinfekcji śmietanki lub
masła. Pewną rolę mogą tu odgrywać resztkowe, ciepłooporne lipazy bakteryjne, które
przetrzymały pasteryzację śmietanki (lipazy rodzime mleka są niszczone przez wysoką
pasteryzację).
W mieszaninie kwasów tłuszczowych uwolnionych w procesie hydrolizy tłuszczu
masła obok kwasów wysokocząsteczkowych znajdują się niskocząsteczkowe, lotne kwasy
tłuszczowe, jak: masłowy, kapronowy i kaprylowy, Kwasy te odznaczają się jełkim
nieprzyjemnym zapachem, Stąd też wzrost kwasowości tłuszczu podczas przechowywania
masła idzie w parze z pojawieniem się posmaku jełkości lipolitycznej (w odróżnieniu od
jełkości oksydacyjnej, spowodowanej przez utlenienie tłuszczu), które może być przyczyną
pogorszenia jakości, a nawet dyskwalifikacji masła jako produktu spożywczego.
10
20
⋅
=
V
k
o
g
N
a
X
282
,
0
100
⋅
⋅
⋅
=
g
a
LK
61
,
5
⋅
=

12
3.6. Oznaczanie współczynnika refrakcji tłuszczu.
Wykonanie. Współczynnik załamania światła tłuszczu mlecznego oznacza się w
temp. 40
°
C wprowadzając między pryzmaty refraktometru kroplę klarownego tłuszczu.
Należy uważać aby nie pozostawić pęcherzyków powietrza. Po zamknięciu refraktometru
sprawdzić temperaturę pomiaru i ze skali odczytać współczynnik refrakcji.
Interpretacja. W temp. 40
°
C współczynnik refrakcji tłuszczu masła wynosi 1,4524-
1,4565. Wielkość współczynnika refrakcji tłuszczu zależy głównie od masy cząsteczkowej
kwasów tłuszczowych i zawartości kwasów nienasyconych. Tłuszcz masła z okresu letniego
zawierający więcej nienasyconych kwasów tłuszczowych wykazuje wyższy współczynnik
refrakcji. Oleje roślinne o dużej liczbie jodowej wykazują wysokie wartości współczynnika
refrakcji (np. olej lniany 1,4784), natomiast tłuszcz kokosowy i z ziarn palmowych
odznaczają się niższymi wartościami współczynnika refrakcji niż tłuszcz masła (odpowiednio
1,448-1,450 i 1,449-1,452).
Wyszukiwarka
Podobne podstrony:
ĆWICZENIE 1 ŻCzł
ĆWICZENIE 4 ŻCzł
mleko - ćwiczenia, maslo, Co to jest plazma
3 ćwiczenia BADANIE asfaltów
Ćwiczenie7
Cwiczenia 2
Ćwiczenia V
metody redukcji odpadów miejskich ćwiczenia
Ćwiczenia1 Elektroforeza
cwiczenia 9 kryzys
Ćwiczenia 1, cz 1
Ćwiczenie 8
9 ćwiczenie 2014
Cwiczenie 1
więcej podobnych podstron