ZAGADNIENIA Z OP -EGZAMIN 13.06.2013r.
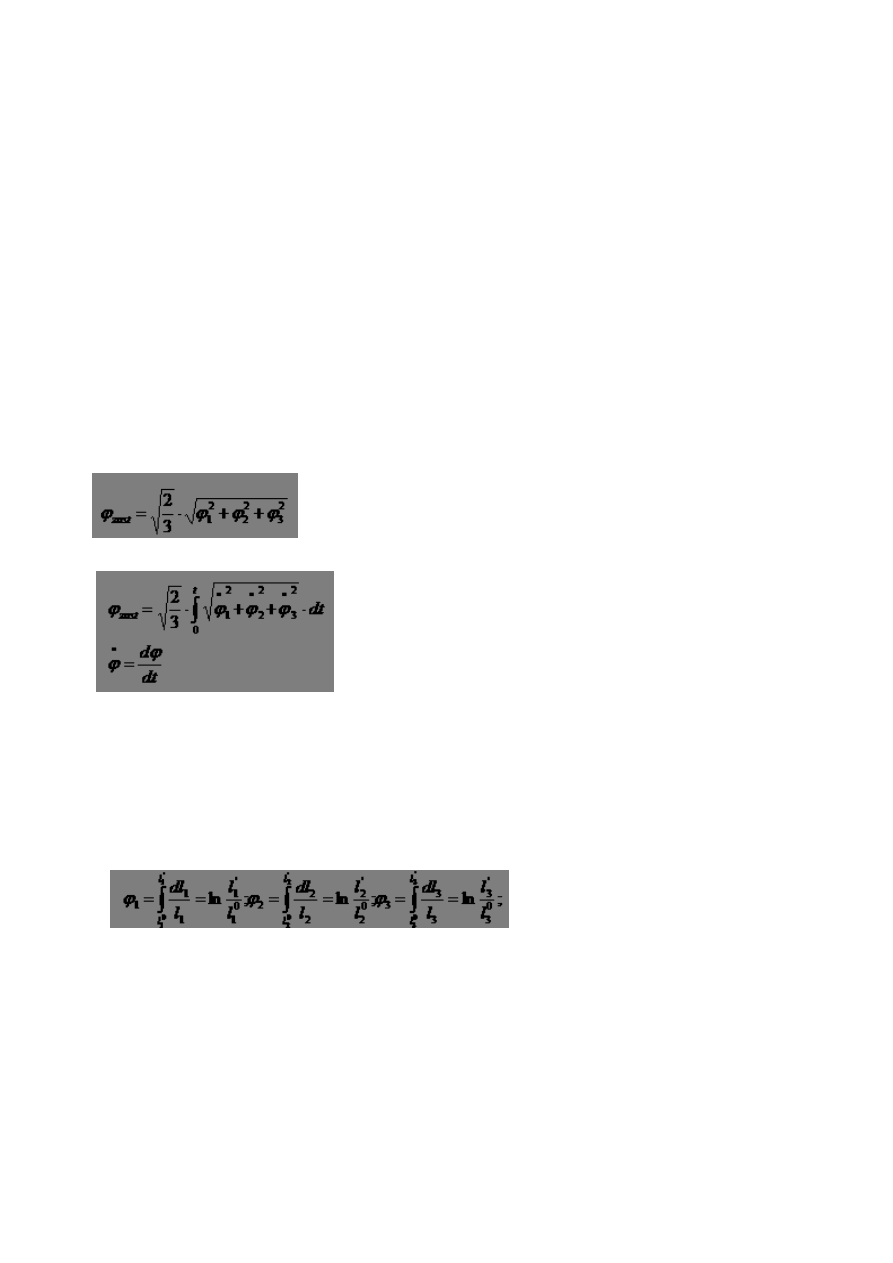
1. Co to jest odkształcenie zastępcze (i wzór)
(Występuje przy procesie kucia)
Stan odkształcenia(dla kierunków głównych) – w tym układzie współrzędnych
prostopadłościan podczas odkształcania plastycznego pozostanie prostopadłościanem, lecz o
zmienionych długościach krawędzi.
Przy większej szybkości odkształcenia narzędzie ma krótszą styczność z gorącym materiałem
obrabianym i wolniej się zużywa. Potrzeba jednak większych naprężeń niż na prasach, które
działają z mniejszą szybkość.
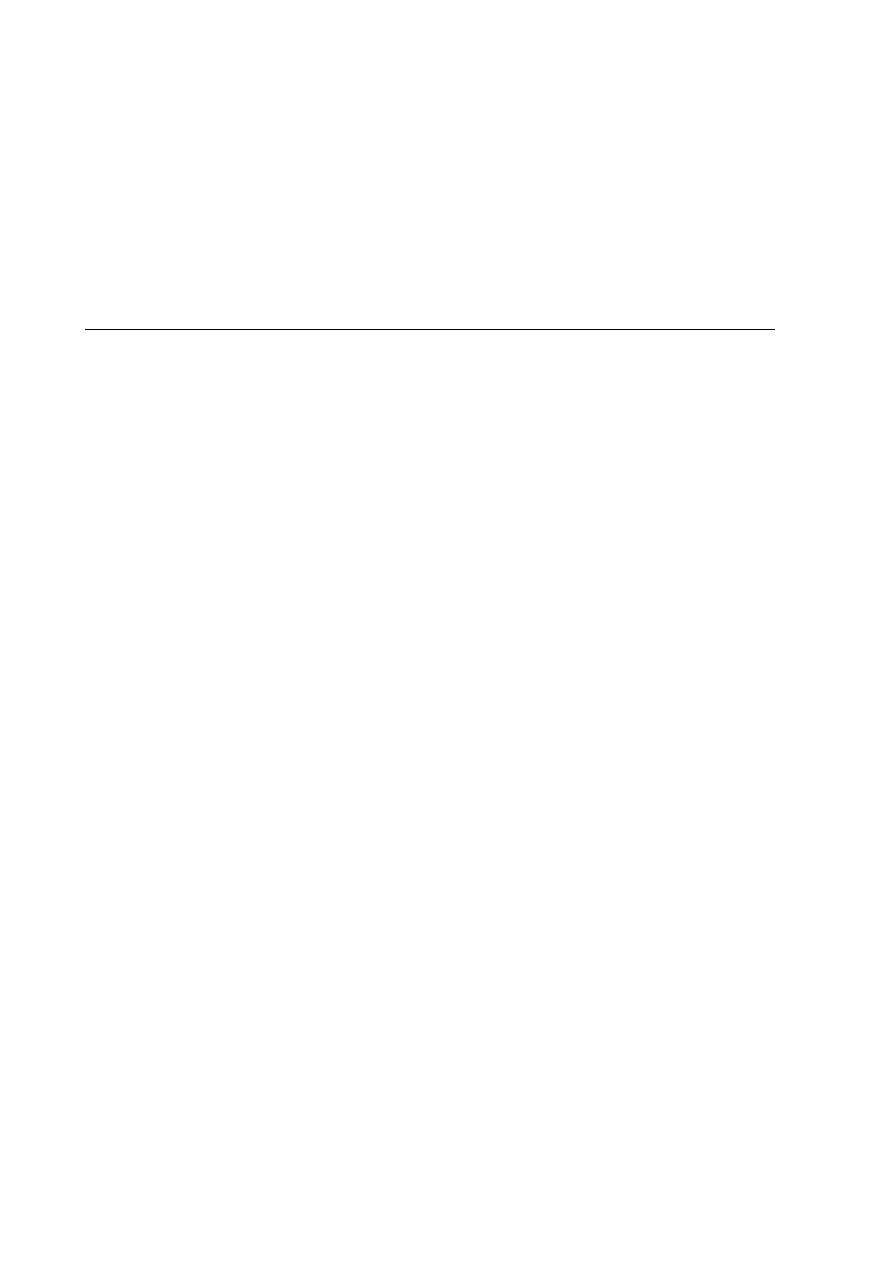
Odkształcenie zastępcze:
Znając składowe stanu odkształcenia φ1, φ2, φ3 , możemy obliczyć odkształcenie zastępcze z
następujących wzorów:
1.Gdy wszystkie 3 odkształcenia zmieniają się proporcjonalnie podczas całego procesu
odkształcania, to wówczas:
2.Gdy proporcjonalność nie występuje:
Odkształcenia zastępcze pozwalają nam porównywać ze sobą różne sposoby odkształcania,
różniące się wartościami poszczególnych składowych φ
1,
φ
2,
φ
3
. Jeżeli materiał jest kształtowany
w kilku różnych operacjach wówczas odkształcenie całkowite jest równe
sumie φ
1,
φ
2,
φ
3
...., φ
n
.(tak nie możemy postępować z odkształceniami względnymi)
2. Stanowe składu odkształcenia
Wszystkie trzyϕ noszą nazwę składowych stanu odkształcenia.
3. Warunki plastyczności
–
Warunek największego naprężenia stycznego – początek odkształceń plastycznych następuje
w momencie, w którym wartość największego naprężenia stycznego osiągnie wartość
krytyczną. Świadczy to o tym, że początek plastycznego odkształcenia występuje wtedy, gdy
różnica pomiędzy największym a najmniejszym naprężeniem głównym osiągnie wartość
granicy plastyczności
–
Warunek energii właściwej odkształcenia postaciowego – początek odkształceń plastycznych
następuje w momencie, zgodnie z którym początek odkształceń plastycznych następuje w
momencie, w którym wartość intensywności naprężeń osiągnie wartość krytyczną.
4. Jak usuwa się umocnienie?
Wielkość powstałych zmian strukturalnych w odkształconym w warunkach zgniotu metalu jest
uzależniona od stopnia odkształcenia, który może być jednocześnie miarą zgniotu.
Dyslokacje są odpowiedzialne za umocnienie mechaniczne, które objawia się wzrostem własności
wytrzymałościowych- twardości, granicy plastyczności i wytrzymałości oraz obniżeniem
własności plastycznych- wydłużenia, przewężenia i udarności.
Zgniot- zespół zmian zachodzących w metalu lub stopie wywołanych obróbką plastyczną na
zimno; wynika ze zmiany struktury metalu (m.in. zwiększenia gęstości dyslokacji lub stężenia
defektów punktowych) i przejawia się wzrostem jego twardości i wytrzymałości, spadkiem
plastyczności, przewodności elektronu i odporności na korozję, zmniejszeniem gęstości;
poprawienie właściwości wytrzymałościowych w wyniku zgniotu jest zwane umocnieniem przez zgniot.
Usuwanie zgniotu i jego skutków (jednym ze skutków jest umocnienie):
Zgniot i jego skutki można usunąć przez wyżarzanie (rekrystalizujące); stopień zgniotu ma wpływ
na wielkość ziaren powstających w materiale w procesie wyżarzania rekrystalizującego, przy
czym największy rozrost ziaren następuje w przypadku tzw. zgniotu krytycznego (występującego
dla większości metali i stopów, gdy stopień zgniotu wynosi 2–10%); obecność dużych ziaren
obniża właściwości wytrzymałościowe materiału i dlatego zgniotu krytycznego należy unikać.
5. Skutki zgniotu
-zmiana właściwości fizycznych i chemicznych
-zaburzenie sieci krystalicznej – atomy zostają wytrącone ze swoich położeń równowagi
Ogólnie mówiąc zgniotem nazywamy zmianę właściwości chemicznych i fizycznych w wyniku
nagromadzenia się dużej liczny dyslokacji, które powoduje wzajemne blokowanie się ich. Zmiana
takich właściwości jest skutkiem obróbki plastycznej na zimno.
6. Co się dzieje z materiałem w wyniku obróbki plastycznej na zimno/na gorąco?
Etapy zmian struktury i własności wywołane odkształceniem plastycznym na gorąco:
Zdrowienie - procesy prowadzące do zmieszenia gęstości defektów punktowych. Proces
zdrowienia polega na częściowym usunięciu skutków zgniotu zachodzące podczas wygrzewania
zgniecionych materiałów w temperaturze niższej od temperatury rekrystalizacji.
Rekrystalizacja pierwotna - polega na utworzeniu zarodków nowych ziaren i wzroście przez
migrację
Rozrost ziaren - po zakończeniu krystalizacji pierwotnej następuje dolny wzrost wielkości
ziarna. Jeśli średnica powstałych ziaren jest statycznie jednorodna to jest to normalny wzrost
ziaren, jeśli nie następuje rekrystalizacja wtórna.
Cechy obróbki plastycznej na zimno:
– Intensywne wzmocnienie;
– Włóknista struktura;
– Brak śladów zdrowienia i rekrystalizacji;
– Gwałtowny wzrost wytrzymałości;
– Zmniejszenie plastyczności;
7. Wady i zalety obróbki plastycznej na zimno / na gorąco
OBRÓBKA PLASTYCZNA NA ZIMNO
Zalety:

-duża szybkość produkcji
-wysoka powtarzalność
-doskonała jakość wykańczanych powierzchni
-duże korzyści skali
-brak lub niewielka ilość odpadów
-duża wszechstronność
Wady:
-podczas obróbki plastycznej dochodzi do odkształcenia materiału
-niektóre odkształcenia są trudne do usunięcia
-należy stosować dalsze procesy w celu osiągnięcia wymaganych właściwości
OBRÓBKA PLASTYCZNA NA GORĄCO
Zalety:
•
Równomierna mikrostruktura;
•
Usunięta pasowość mikrostruktury;
•
Wytrzymałość wyższa wzdłuż włókien - kierunek obciążenia zgodny z kierunkiem
włókien;
•
Wzmocnienie w procesie kształtowania - usunięte w całości przez rekrystalizację;
Wady:
1. Utlenianie powierzchni półwyrobu, co powoduje nie tylko straty materiału, ale wskutek
obecności warstwy tlenków utrudnia również uzyskanie dostatecznie gładkiej powierzchni
półwyrobów.
2. Konieczność stosowania znacznych naddatków na obróbkę wiórową. Są one szczególnie duże
przy kuciu swobodnym, wyraźnie zaś mniejsze przy kuciu matrycowym. W tym ostatnim
przypadku wynikają one z takich przyczyn, jak pochylenie ścianek wykrojów matryc, rozrzut
skurczu związany z wahaniami temperatury końca kucia, rozrzut wymiarów odkuwki wywołany
wycieraniem powierzchni wykrojów, obecność tlenków itp.
3. Straty materiału związane z technologią procesu, np. koniecznością stosowania wypływki przy
kuciu matrycowym. Do wad obróbki plastycznej na gorąco można również zaliczyć konieczność
stosowania odpowiednich urządzeń grzewczych oraz znaczną ich energochłonność.
8. Co to jest obróbka plastyczna?
Obróbka plastyczna – metoda obróbki metali i ich stopów polegająca na wywieraniu narzędziem
na obrabiany materiał nacisku przekraczającego granicę jego plastyczności, mającego na celu
trwałą zmianę kształtu i wymiarów obrabianego przedmiotu, a także zmianę struktury
powodująca zmianę właściwości. Proces kształtowania może przebiegać w warunkach: na gorąco,
na półgorąco lub na zimno. Klasyfikacja ta zależy od temperatury rekrystalizacji (odkuwki)
odkształcanego metalu, a także – precyzyjniej – od prędkości odkształcenia w odniesieniu do
prędkości rekrystalizacji. Ze względu na sposób odkształcenia, rozróżnia się głównie:
•
walcowanie – materiał zgniatany jest przez napędzane walce,
•
kucie – materiał kształtowany jest uderzeniem młota, kowarki lub naciskiem prasy,
•
wyciskanie – materiał znajduje się w pojemniku zwanym recypientem, a kształtowany jest
poprzez wyciskanie z matrycy,
•
ciągnienie – materiał kształtowany jest poprzez przeciąganie przez oczko ciągadła,
•
tłoczenie, któremu poddaje się blachy i taśmy zmieniające kształt bez zasadniczej zmiany
grubości.
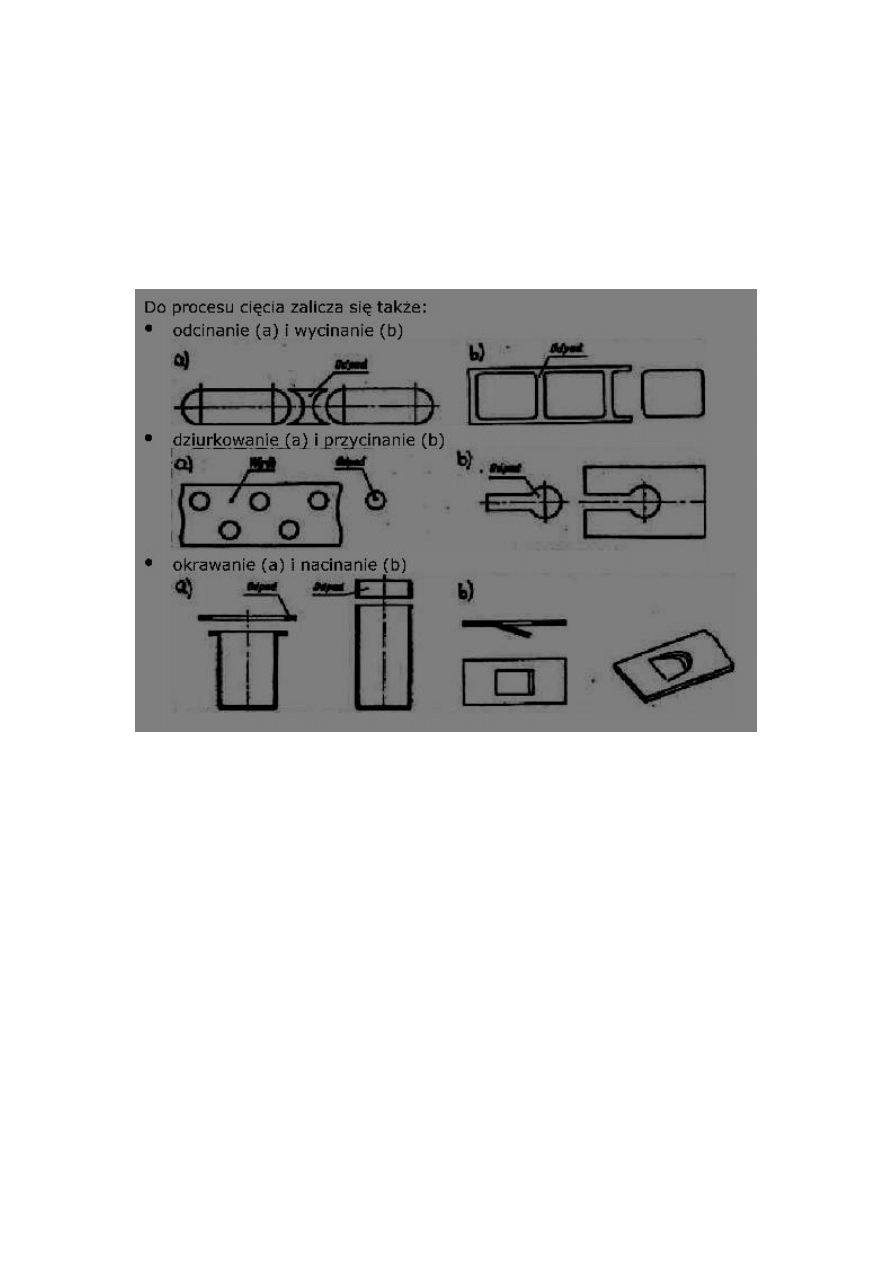
9. Definicja cięcia
Jest to operacja rozdzielania materiału. Zaliczana jest do jednego z procesów obróbki plastycznej,
polegającego na oddzielaniu jednej części materiału od drugiej. Cięcie stosowane jest najczęściej w
obróbce materiałów, która polega na wytworzeniu takiego stanu naprężenia w żądanym miejscu,
aby nastąpiło w nim pęknięcie obrabianego przedmiotu.
10. Różnice między dziurkowaniem, wykrawaniem, okrawaniem, odcinaniem
W y c i n a n i e : C i ę c i e n a s t ę p u j ę w z d ł u ż l i n i i z a m k n i ę t e j . C
z ę ś ć w y c i ę t a (wewnętrzna) stanowi przedmiot, a materiał leżący na zewnątrz
linii cięcia jest odpadem.
D z i u r k o w a n i e : C i ę c i e n a s t ę p u j e w z d ł u ż l i n i i z a m k n i ę t e j . C z ę ś ć w y
c i ę t a ( w e w n ę t r z n a ) s t a n o w i o d p a d , a m a t e r i a ł l e ż ą c y n a z e w n ą t r z l i n i i
c i ę c i a – przedmiot, w którym wykonano otwór.
O d c i n a n i e : C i ę c i e n a s t ę p u j e w z d ł u ż l i n i i n i e z a m k n i ę t e j . P r z y o d d z i e l a n i e żąd
anego przedmiotu od materiału wyjściowego powstaje odpad lub nie.
P r z y c i n a c i e : C i ę c i e n a s t ę p u j e w z d ł u ż l i n i i n i e z a m k n i ę t e j . U s u w a s i ę
z b ę d n y materiał, który przylega do krawędzi przedmiotu.
Nadcinanie: Cięcie następuje wzdłuż linii niezamkniętej, która nie dochodzido
krawędzi przedmiotu. Nie ma rozdzielania materiału na dwie oddzielne części.
Okrawanie: Celem operacji jest wyrównanie obrzeża przedmiotu przezusunięcie nadmiaru materi
ału najczęściej odkształconego w poprzednichoperacjach tłoczenia.
11. Podział procesów cięcia
I Podział:
-cięcie metodami spawalniczymi - za pomocą spawarki elektrycznej lub palnika gazowego;
•
cięcie laserowe - wykorzystanie energii fotonów do odparowania/roztopienia przecinanego
materiału;
•
•
cięcie wodą - użycie strumienia wody o bardzo wysokim ciśnieniu do przecięcia materiału.
II Podział:
–
nożyce krążkowe – kształt linii ciecia łukowy lub prosty
–
nożyce gilotynowe – kształt linii prosty
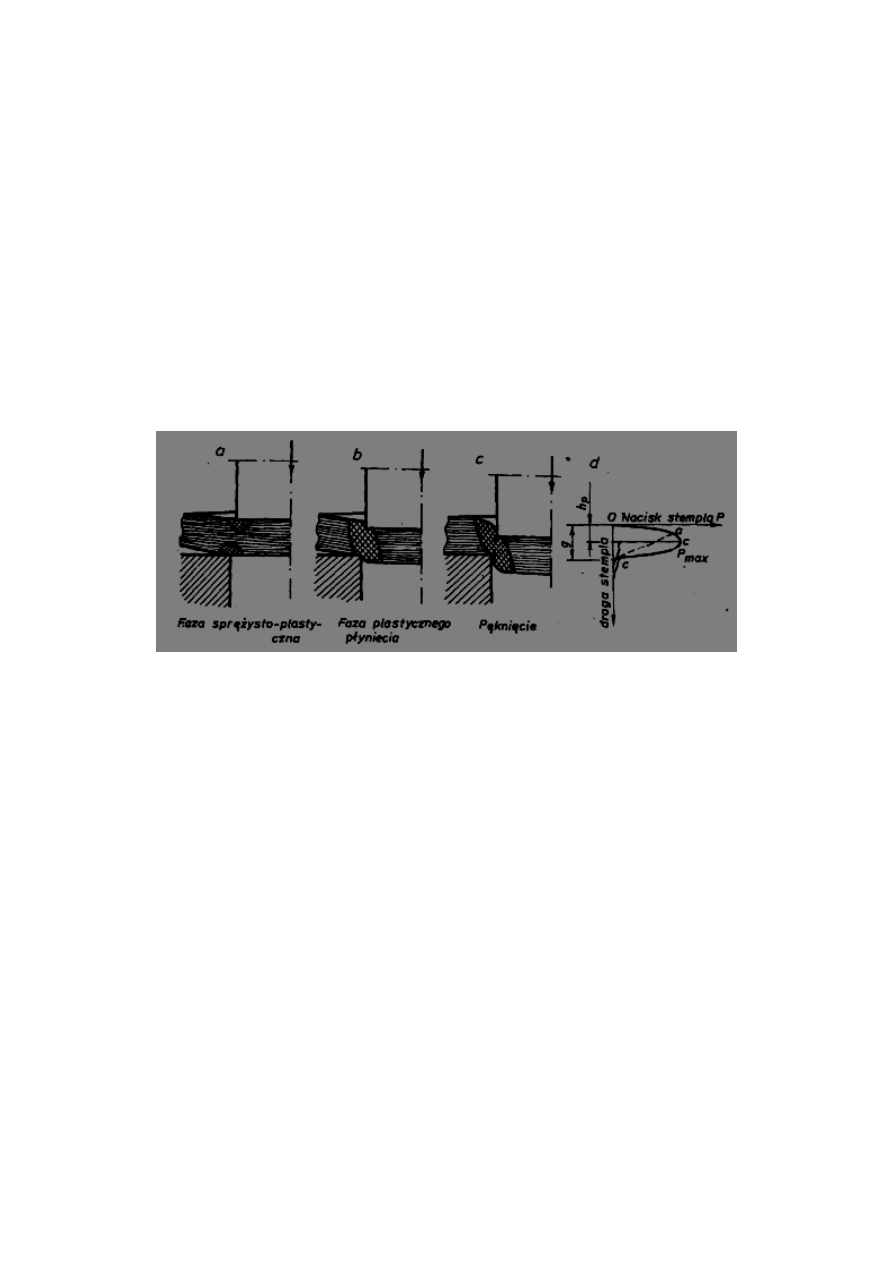
12. Fazy cięcia
I. Faza sprężysto – plastyczna
siły wywierane na blachę przez zbliżające się do siebie krawędzie tnące są względem siebie
przesunięte, co powoduje powstanie momentu odpowiedzialnego za wybrzuszenie blachy. Jego
wartość można wyznaczyć z iloczynu siły i przesunięcia(rys.1.2). Przemieszczające się względem
siebie krawędzie tnące powodują, że obszary przylegania zmniejszają się a w ich pobliżu następuje
koncentracja naprężeń i odkształceń sprężystych, które przy wzroście obciążenia wyzwalają
lokalne uplastycznienie materiału. Rozpoczyna się ono z chwilą, gdy naprężenia tnące osiągną
odpowiednią wartość.
II. Faza plastycznego płynięcia
Występuje przy tym płynięcie materiału w pobliżu powierzchni pękania, jak również
przemieszczanie elementu wycinanego względem pozostałego materiału.
Wykres siły w funkcji drogi stempla pokazano na rys.1.1.W pierwszej fazie cięcia siła
działająca na stempel stale narasta, osiągając na początku drugiej fazy punkt
oznaczony literką „a” (rys.1.1). Dalszy przebieg siły zależny jest w sposób istotny od
rodzaju ciętego materiału.
W przypadku, gdy materiał nie ulega umocnieniu pod wpływem odkształceń, w
wyniku zmniejszania się grubości ciętego materiału następuje spadek siły. Stan ten
obrazuje linia przerywana na rys.1.1. W większości materiały, z którymi mamy do
czynienia, ulegają umocnieniu i mimo zmniejszania się grubości następuje wzrost siły
cięcia do wartości Pmax.
III. Faza pękania
Wzrost naprężeń tnących, które mogą osiągnąć wartość krytyczną dla danego materiału i wystąpi

utrata spójności.
Przy krawędziach tnących, a więc miejscach o największej koncentracji naprężeń pojawiają się
pierwsze pęknięcia. Zależą one w sposób istotny od rodzaju materiału. I tak pęknięcie materiałów
twardych może wystąpić wcześniej a bardzo plastycznych przy końcu procesu cięcia. Występujące
w czasie procesu cięcia fazy znajdują swoje odbicie w wyglądzie powierzchni przecięcia.
13. Luz w procesie cięcia
Podstawowym parametrem, wpływającym na przebieg procesu cięcia jak i stan
powierzchni pękania, jest luz. Pojęciem tym określona jest różnica między średnicą
matrycy a średnicą stempla( luz bezwzględny). Różnica ta odniesiona do grubości
ciętego materiału nosi nazwę luzu względnego. Luz względny podawany jest także w
procentach grubości materiału ciętego. Odległość między krawędziami tnącymi
stempla i matrycy nosi nazwę szczeliny. Podwojona wartość szczeliny równa jest
luzowi bezwzględnemu. Jak z tego wynika, luz nie zależy od wzajemnego położenia 90
narzędzi tnących. Szczelina natomiast zależna jest i przy współosiowym ustawieniu
narzędzi tnących jest jednakowa na całym obwodzie.
Luz optymalny w cięciu:
Jest to różnica wymiarów płyty tnącej Dpl i stempla ds. L=Dpl-ds.
Optymalny luz przy cięciu wykrojnikiem lub na nożycach- 10 % grubości blachy.
14. Proces wygładzania
Obróbka wygładzająca (wygładzanie[1]) - to wykańczająca obróbka ścierna dokonywana głównie
w celu zwiększenia gładkości obrabianych powierzchni. Wygładzanie przeprowadza się przy
pomocy osełek (pilników ściernych). Obróbka taka cechuje się znacznie mniejszą
szybkością skrawania od szybkości szlifowania [1].
Wygładzanie można przeprowadzić za pomocą obróbki skrawaniem lub wykrojników.
Wygładzanie za pomocą wykrojników polega na ścięciu niewielkiego naddatku materiału (rys.
4.10a i b). Minimalna wielkość naddatku N dla materiałów o grubości 0,8 i 4 mm i przedmiotów o
promieniach zaokrągleń nie mniejszych od pięciu grubości blachy wynosi 0,08 j 0,11 mm.
Wygładzanie otworów przez ścięcie naddatku może być stosowane również dla otworów
wierconych. W tym przypadku naddatki są mniejsze niż dla otworów wykrawanych. Inny sposób
wygładzania przedmiotów i otworów polega na plastycznym odkształcaniu warstwy materiału
przyległej do powierzchni rozdzielenia (rys. 4.10c i d). Sposób ten stosuje się zwykle jako
wykończenie powierzchni wyrobu uprzednio wygładzonej przez ścięcie naddatku i ma na celu
przede wszystkim zwiększenie jej gładkości. Wielkość stosowanego naddatku wynosi 0,04 f 4 0,06
mm.
W wyniku wygładzania można uzyskać wyroby w klasach dokładności 7 r 9 i w klasach
chropowatości 8 f 9. Gładką powierzchnię boczną o równoległych tworzących można uzyskać
podczas jednej operacji, stosując tzw. wykrawanie dokładne. Może być ono zrealizowane różnymi
metodami. Najprostsza z nich polega na zmniejszeniu do minimum luzu niezbędnego do
wprowadzenia stempla w otwór płyty tnącej (luz około 0,01 mm). Zastosowanie tak małego luzu
powoduje opóźnienie momentu pękania materiału. Dodatkowe niewielkie zaokrąglenie krawędzi
płyty tnącej – np. promieniem r = 0,3 mm – może zupełnie wyeliminować strefę pękania z bocznej
powierzchni wycinanych przedmiotów. Sposób ten można stosować tylko do wycinania
przedmiotów z plastycznych metali nieżelaznych oraz miękkiej stali o zawartości węgla poniżej
0,1%.
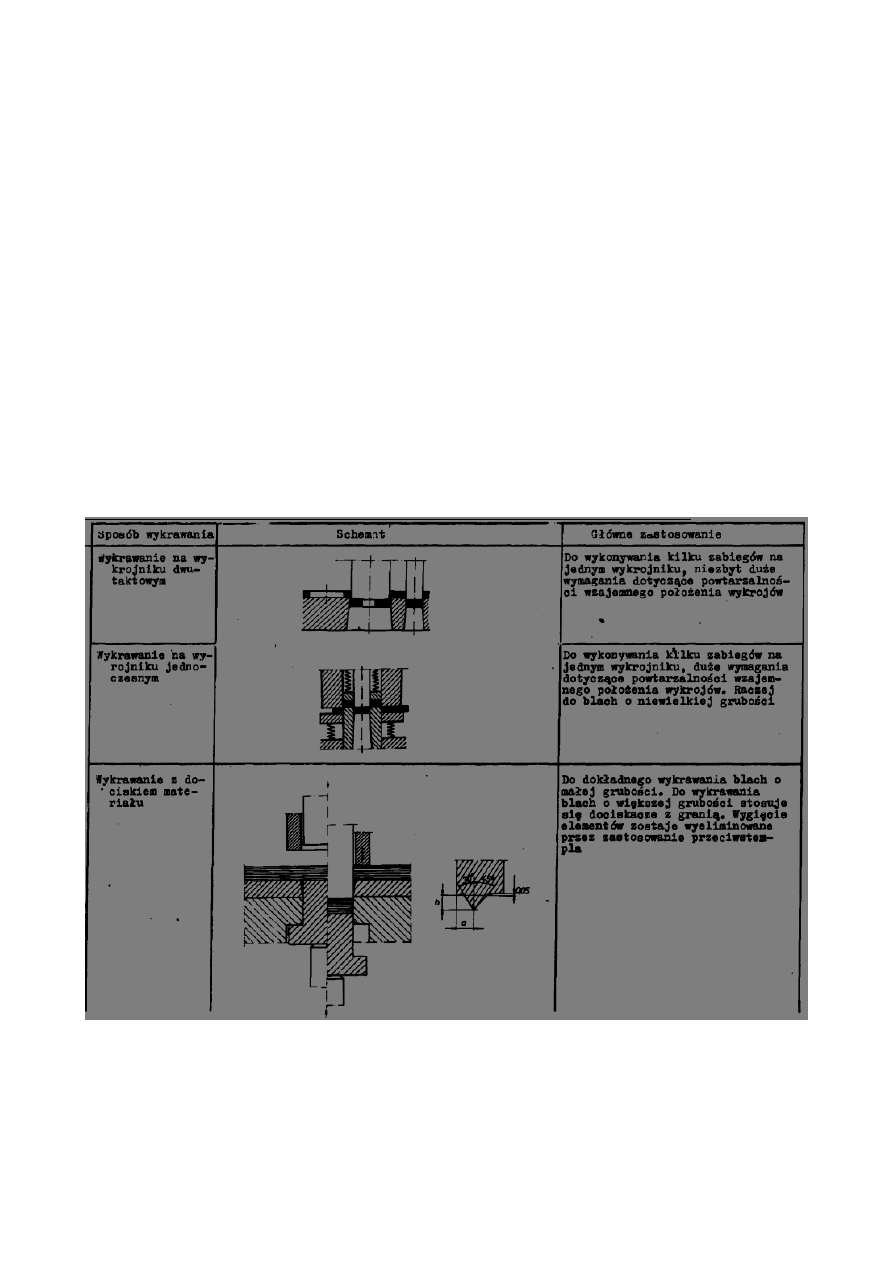
15. Cięcie jednozabiegowe, wielozabiegowe wielotaktowe, wielozabiegowe
jednoczesne
16. Siła cięcia
Przebieg siły cięcia P, wywieranej przez stempel podczas wycinania z luzem nieco mniejszym
odoptymalnego, zmienia się w miarę zagłębiania stempla w materiał. Maksymalną wartość
siłymożna wyznaczyć ze wzoru:
P=k*l*g*R
R– wytrzymałość materiału na ścinanie
g – grubość blachy
l – długość linii cięcia
k = (1,1 – 1,3) współczynnik uwzględniający wzrost siły cięcia spowodowany zużyciem noży,
tarciem ,zmienną szybkością cięcia, różną chropowatością narzędzi itp
17. Schemat cięcia na wykrojnikach
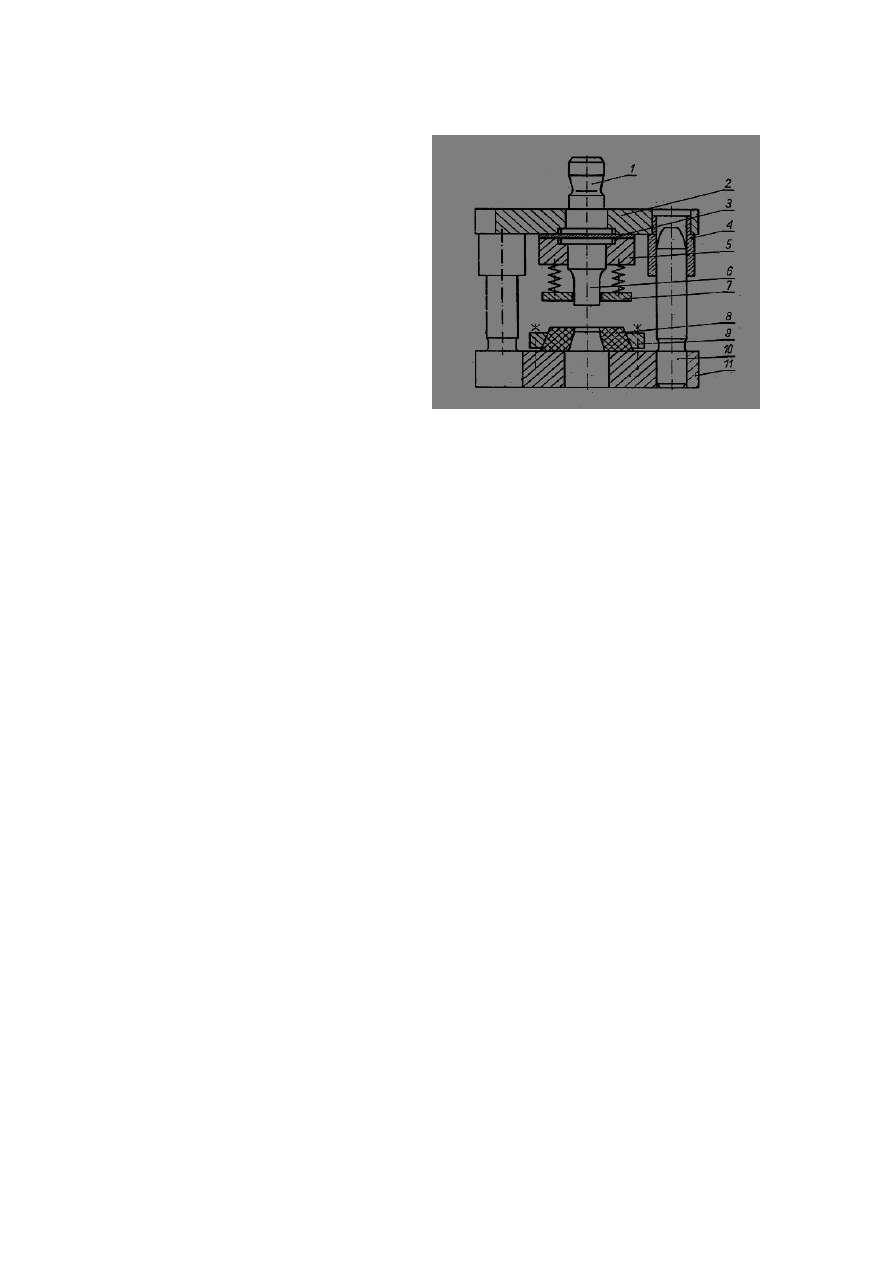
18. Schemat budowy wykrojnika
Schemat wykrojnika: 1 – czop, 2 – płyta głowicowa, 3 – przekładka, 4 – tuleja prowadząca, 5 –
płyta stemplowa, 6 – stempel, 7 – spychacz, 8 – matryca, 9 – pierścień mocujący, 10 – słup
prowadzący, 11 – płyta podstawowa *4+
19. Warunek stosowania dociskacza
g/D*100≤5*(1-m1),
g- grubość blachy,
D średnica krążka, albo elementu wytłoczonego,
m1- współczynnik wytłaczania.
Gdy warunek ten jest spełniony wtedy stosujemy dociskacz. Dociskacz stosujemy, aby
zabezpieczyć materiał przed pofałdowaniem.
20. Różnica między tłoczeniem miseczki cylindrycznej a prostokątnej
Przede wszystkim różnica w kształcie matrycy oraz stempla, różnica kształtu wsadu ( przy
miseczce cylindrycznej wsad jest kształtu koła a przy prostokątnej wsad ma kształt prostokąta ze
ściętymi kantami)
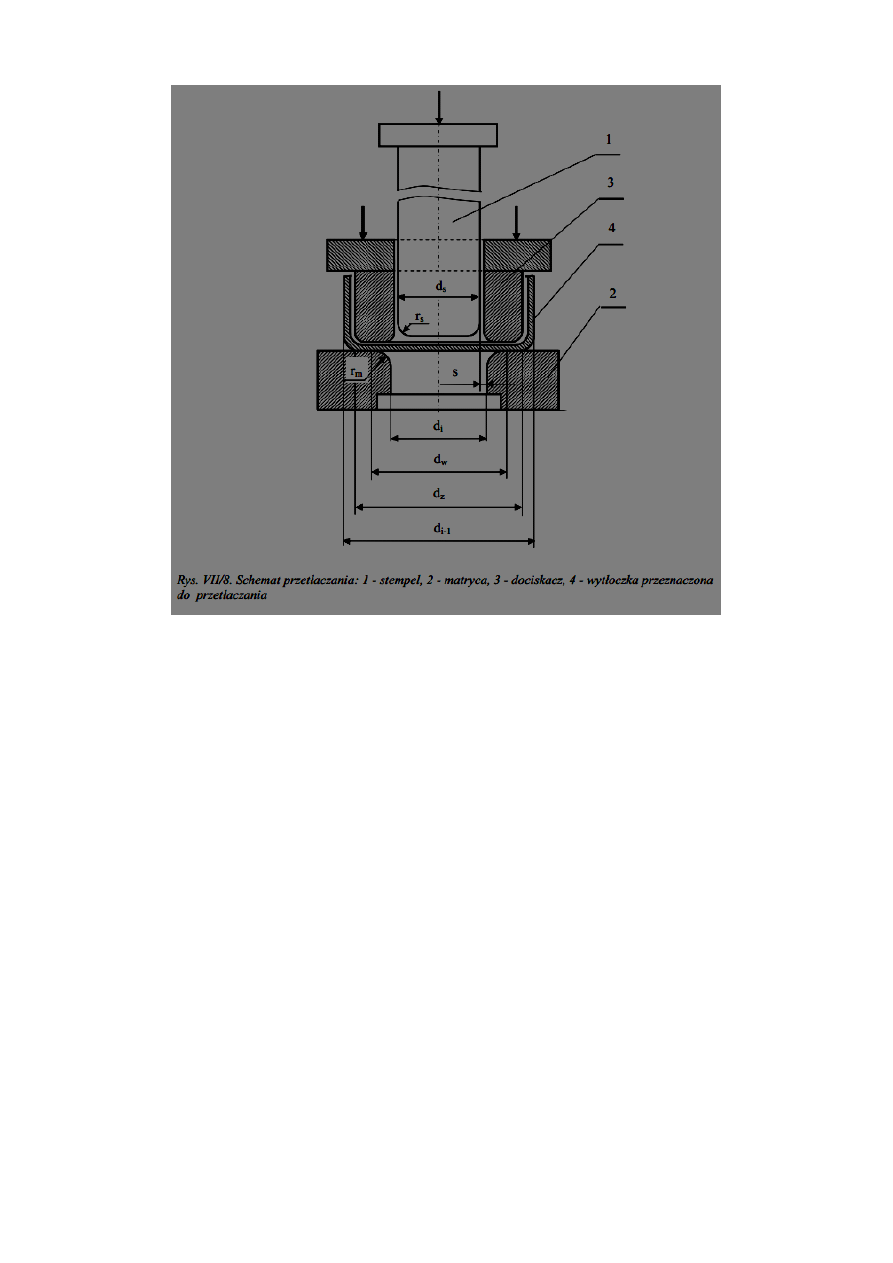
21. Schemat przetłaczania
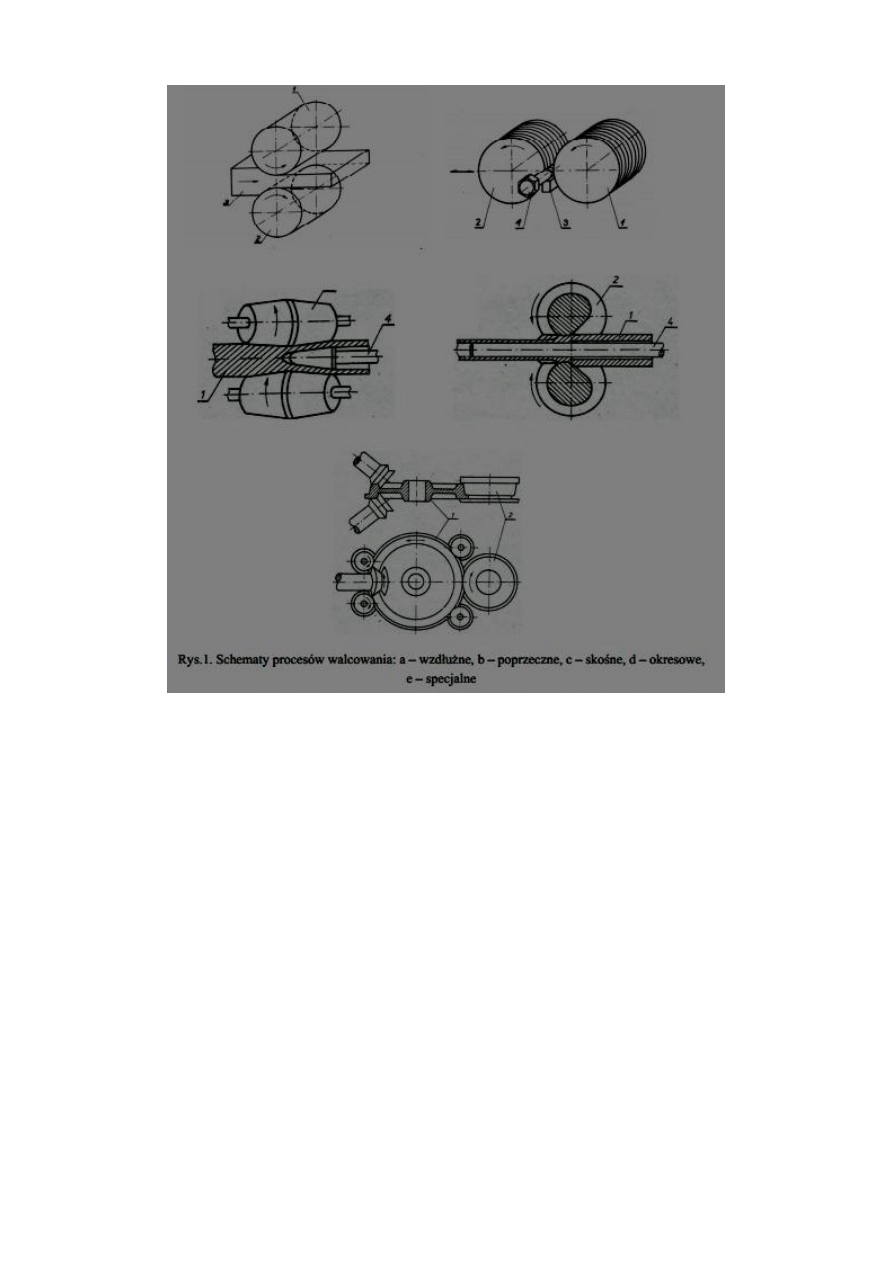
22. Podział walcowania
Sposoby walcowania ze względu na ruch walców:
•
wzdłużne
•
poprzeczne
•
•
pielgrzymowe
•
kuźnicze
•
skośnie
Sposoby walcowania według układu klatek roboczych:
•
jednoliniowe
•
wieloliniowe
•
ciągłe
•
półciągłe
•
mijane
•
szachownicowe
23. Schemat walcowania
24. Warunek chwytu pasma walcami
Walce chwytają materiał, gdy kąt chwytu jest mniejszy lub równy kątowi tarcia
Gdy wprowadzamy materiał między walce, działa siła normalna P i styczna do niej siła T.
Składowa pozioma siły tarcia Th która wciąga materiał powinna być większa od składowej
poziomej siły normalne Ph, która odpycha materiał.
Th≥Ph
Tcosα≥Psinα
T=υ*P
υ*Pcosα≥Psinα
υ≥tgα
υ=tgφ
tgφ≥tgα
α≤φ
gdzie: α- kąt chwytu materiału, υ- współczynnik tarcia, φ- kąt tarcia
25. Wady walcowania

- sierpowatość
- zniekształcenie początku i końca
- rozwarstwienie
- postrzępione krawędzie
- poszerzenie końcówek
–
falistość
26. Materiały walcowane
-Blachy,
-Taśmy,
-Folie,
-Druty,
-Pręty,
27. Walcowanie na zimno i na gorąco
Walcowanie najczęściej przeprowadza się na gorąco, tj. w temp. zapewniającej rekrystalizację
materiału, a tym samym zmniejszenie nacisku jednostkowego niezbędnego do jego odkształcenia.
Walcowanie na zimno (poniżej temp. rekrystalizacji) stosuje się przy wytwarzaniu wyrobów
płaskich o bardzo małej grubości: blach, taśm, folii oraz prętów i rur o małych średnicach, co
zapewnia dużą dokładność wymiarowo-kształtową, gładką powierzchnię i podwyższoną
wytrzymałość wyrobów.
Walcowanie na zimno
Przy walcowaniu na zimno, właściwości produktów z blachy taśmowej walcowanej na gorąco
(na przykład grubość, własności mechaniczne i technologiczne) są zmieniane przez
walcowanie pomiędzy walcami bez uprzedniego ogrzewania wsadu. Wsadem są kręgi
pochodzące z walcowni gorących. Proces technologiczny i kolejność poszczególnych operacji
w walcowni zimnej zależą od gatunków przetwarzanej stali.
Przeróbka stali niskostopowych i stali stopowych (stali węglowych) przebiega zazwyczaj w
następującej kolejności:
- trawienie,
- walcowanie,
- wyżarzanie,
- walcowanie wygładzające i wykańczanie.
Wyrobami walcowanymi na zimno są głównie taśmy i blachy cienkie (typowa grubość 0,16-3
mm) z wysokiej jakości wykończeniem powierzchni i dokładnymi własnościami
metalurgicznymi do stosowania w wyrobach o wysokich wymaganiach. Wykorzystywane są
one do wytwarzania produktów o wysokich standardach technicznych.
Walcowanie na gorąco
W walcowaniu na gorąco, rozmiar, kształt oraz własności metalurgiczne stali zmieniane są
poprzez wielokrotne gnioty nagrzanego metalu (temperatury sięgają od 1050 do 1300 °C)
pomiędzy napędzanymi elektrycznie walcami. Wejściowa forma i kształt stali poddawanej
walcowaniu na gorąco jest różna, są to : wlewki lane, kęsiska płaskie, kęsiska kwadratowe,
kęsy, profile wstępne dwuteowe - w zależności od wyrobu, jaki ma zostać wyprodukowany.
Walcownie gorące realizują zazwyczaj następujące procesy technologiczne :

- kondycjonowanie wsadu (oczyszczanie płomieniowe, szlifowanie).
- ogrzewanie do temperatury walcowania.
- zbijanie zgorzeliny.
- - walcowanie (walcowanie wstępne łącznie z redukcją szerokości, walcowanie na
wymiar końcowy i własności).
- wykańczanie (okrawanie brzegów, rozcinanie, cięcie poprzeczne).
Ze względu na kształt, wyroby uzyskiwane w wyniku walcowania na gorąco, dzieli się
zazwyczaj na dwa podstawowe rodzaje: wyroby płaskie i wyroby długie.
28. Co to jest przekładka usztywniająca i do czego służy?
Przenosi obciążenie z czopu na stemple.
29. Rodzaje anizotropii
Anizotropia oznacza zależność własności materiału od kierunku badania (brak symetrii
własności względem obrotów). Rozróżnia się anizotropię strukturalną, związaną z budową
krystaliczną materiału i odkształceniową, wywołaną odkształceniem plastycznym *2,3+.
Monokryształ jest ciałem anizotropowym, natomiast anizotropia materiału polikrystalicznego
może być spowodowana tekstur# lub kierunkowym rozkładem zanieczyszczeń.
· Anizotropia normalna. Własności mierzone w płaszczy#nie blachy nie zależą od k#ta
a, lecz różnią się od własności w kierunku normalnym 3. Współczynnik anizotropii Ra =
R jest stały i różny od 1.
· Anizotropia płaska. Własności mierzone w płaszczyźnie blachy i współczynnik
anizotropii Ra są funkcją kąta a.
30. Elementy budowy tłocznika
-Stempel
-Dociskacz
-Matryca
-Czop montażowy
-Płyta górna
-Płyta stemplowa
-Dociskacz
-Prowadzenie słupowe
-Płyta dolna
Document Outline
Wyszukiwarka
Podobne podstrony:
Egzamin opracowane zagadnienia 2
egzamin?nkowosc i rynki, zagadnienia
Egzamin opracowane zagadnienia 3
egzamin chemia zagadnienia
Farmakologia tekst, Farmakologia - pytania egzaminacyjne, Proponowane zagadnienia z farmakologii
Materiały do Egzaminu z OP
Opracowania na egzamin z OP id Nieznany
Egzamin teoretyczny zagadnienia 2
pytania na egzamin op zur samojezdnych
Zagadnienia egzaminacyjne - opracowanie, zagadnienia hinduizm
Fwd biofiza egzaminy, Ăw.3- Zagadnienia, Barbara Strajbel
egzamin materiały, ZAGADNIENIA Z EKOLOGII I OCHRONY PRZYRODY
Egzamin ETO zagadnienia
Egzamin - Mosty - zagadnienia, Mosty - wykłady
Ściąga polski egzamin, Metodyka edukacji polonistycznej egzamin, ściąga, zagadnienia
pedagogika egzamin 2 rok zagadnienia, Pedagogika
więcej podobnych podstron