1
Projekt współfinansowany przez Uni
ę
Europejsk
ą
w ramach Europejskiego Funduszu Społecznego
In
ż
ynieria wytwarzania
Dr in
ż
. Andrzej Kubiak
1.
Definicje mikro- i nanotechnologii
2.
Zagadnienia utrzymania czysto
ś
ci w procesach mikro- i
nanotechnologii
3.
Materiały półprzewodnikowe – własno
ś
ci, wytwarzanie, obróbka
mechaniczna
4.
Trawienie materiałów półprzewodnikowych
5.
Technologia procesów fotolitografii
6.
Domieszkowanie półprzewodników
7.
Wytwarzanie nowych warstw. Tlenek krzemu
8.
Osadzanie pró
ż
niowe cienkich warstw
9.
Osadzanie chemiczne z fazy lotnej
10. Monta
ż
i hermetyzacja struktur
11. Struktury mechatroniczne
In
ż
ynieria wytwarzania
Dr in
ż
. Andrzej Kubiak
1.
Definicje mikro- i nanotechnologii
2.
Zagadnienia utrzymania czysto
ś
ci w procesach mikro- i
nanotechnologii
3.
Materiały półprzewodnikowe – własno
ś
ci, wytwarzanie, obróbka
mechaniczna
4.
Trawienie materiałów półprzewodnikowych
5.
Technologia procesów fotolitografii
6.
Domieszkowanie półprzewodników
7.
Wytwarzanie nowych warstw. Tlenek krzemu
8.
Osadzanie pró
ż
niowe cienkich warstw
9.
Osadzanie chemiczne z fazy lotnej
10. Monta
ż
i hermetyzacja struktur
11. Struktury mechatroniczne
10. Monta
ż
i hermetyzacja struktur
2
Technologie monta
ż
u nad
ąż
aj
ą
za ogólnymi trendami obserwowanymi w
elektronice: wszystko, co jest wytworem elektroniki powinno by
ć
mniejsze, l
ż
ejsze,
powinno charakteryzowa
ć
si
ę
wi
ę
ksz
ą
niezawodno
ś
ci
ą
, wi
ę
ksz
ą
szybko
ś
ci
ą
działania, by
ć
bardziej funkcjonalne oraz by
ć
ta
ń
sze.
Packaging technology:
- doprowadzenie zasilania do układu elektronicznego
- przesyłanie sygnałów wej
ś
ciowych i wyj
ś
ciowych
- odprowadzenie ciepła z układu
- zabezpieczenie układu przed niekorzystnym oddziaływaniem
ś
rodowiska
Trzy pierwsze wymienione funkcje s
ą
realizowane przez operacje monta
ż
u, za
ś
ostatni
ą
funkcje spełnia operacja hermetyzacji.
Monta
ż
i hermetyzacja struktur *
Monta
ż
i hermetyzacja struktur *
* Wykład na podstawie materiałów dr in
ż
. Zbigniewa Szczepa
ń
skiego „Technologie Mikromonta
ż
u”
Instytut Mikro i Optoelektroniki, Politechnika Warszawska
10. Monta
ż
i hermetyzacja struktur
3
Niezale
ż
nie od konstrukcji u
ż
ytych do monta
ż
u przyrz
ą
dów półprzewodnikowych i
układów scalonych, w procesie ich monta
ż
u wyst
ę
puj
ą
dwie operacje
technologiczne:
- poł
ą
czenie struktury półprzewodnikowej z podło
ż
em obudowy lub podło
ż
em
mikroukładu,
- wykonanie poł
ą
cze
ń
pomi
ę
dzy metalicznymi kontaktami struktury
półprzewodnikowej oraz kontaktami podło
ż
a mikroukładu.
Obecnie stosowane s
ą
nast
ę
puj
ą
ce technologie doł
ą
czania struktur
półprzewodnikowych do podło
ż
a:
• lutowanie eutektyczne,
• lutowanie lutem twardym,
• klejenie struktur kompozycjami polimerowymi,
• klejenie struktur kompozycjami nieorganicznymi.
Podło
ż
em mo
ż
e by
ć
obudowa metalowa typu TO, metalowy a
ż
ur monta
ż
owy,
obudowy metalowe lub metalowo-ceramiczne czy podło
ż
e ceramiczne układu
hybrydowego
Monta
ż
i hermetyzacja struktur
Monta
ż
i hermetyzacja struktur
10. Monta
ż
i hermetyzacja struktur
4
Technologie doł
ą
czania struktur
Technologie doł
ą
czania struktur
Schemat monta
ż
u struktury tranzystora
w obudowie typu TO
Poprawnie wykonana operacja
doł
ą
czania struktury półprzewodnikowej
do podło
ż
a powinna zapewni
ć
:
- bardzo dobry kontakt omowy o małej
rezystancji,
- wła
ś
ciw
ą
orientacj
ę
kontaktów
struktury wzgl
ę
dem wyprowadze
ń
obudowy,
- dobre odprowadzenie ciepła od
struktury do obudowy,
- odpowiedni
ą
wytrzymało
ść
mechaniczn
ą
poł
ą
czenia
- odporno
ść
na cykle cieplne, wibracje i
wstrz
ą
sy.
10. Monta
ż
i hermetyzacja struktur
5
Lutowanie eutektyczne
Lutowanie eutektyczne
-
technologia stosowana przede wszystkim w masowej produkcji tranzystorów,
montowanych zarówno w obudowach metalowych typu TO, jak i na a
ż
urach
monta
ż
owych, hermetyzowanych po zako
ń
czonych operacjach monta
ż
owych
tworzywami sztucznymi
-
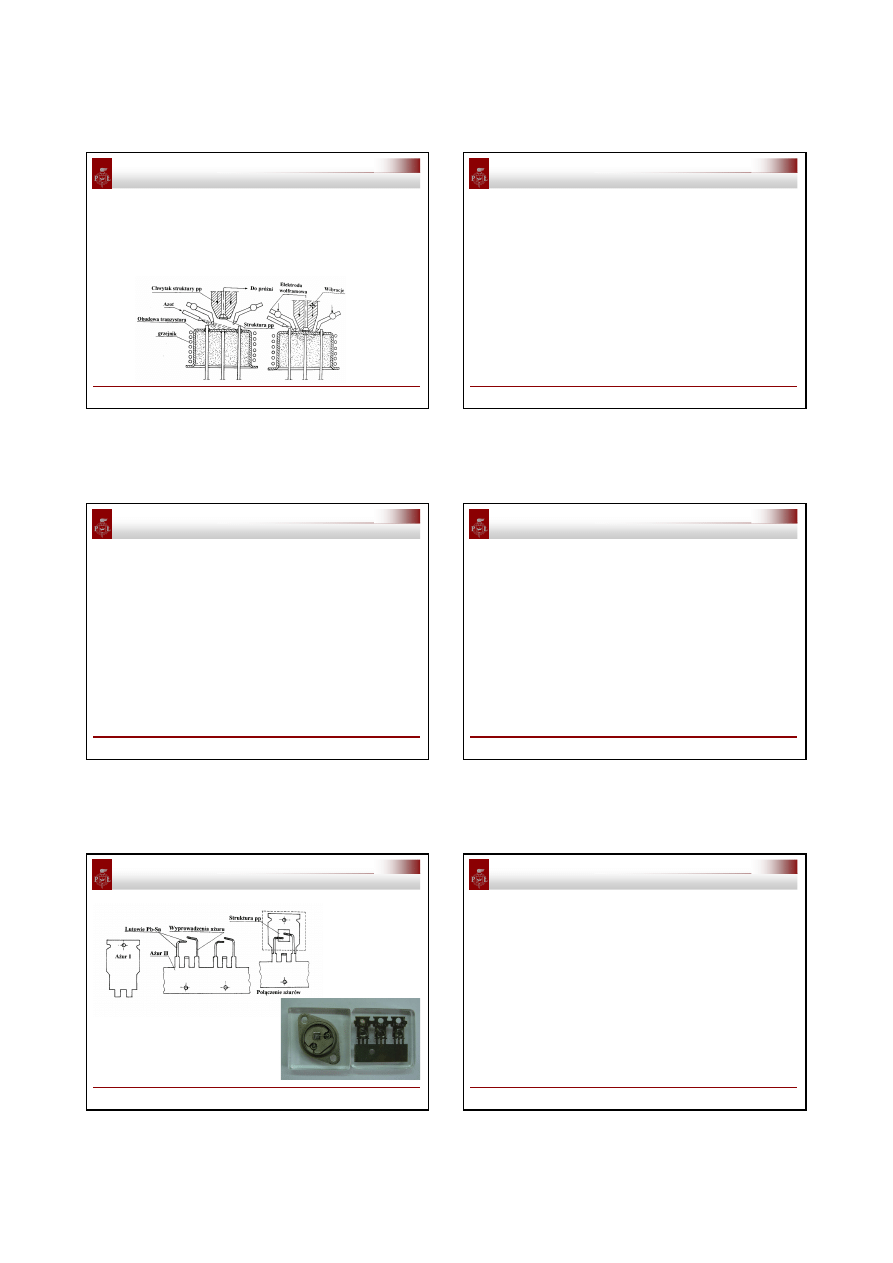
w procesie tym wykorzystuje si
ę
zjawisko wyst
ę
powania eutektyki (greckie
słowo eutektos oznacza dobrze topliwy) mi
ę
dzy złotem i krzemem w
temperaturze 370ºC, przy zawarto
ś
ci krzemu 6%
-
w ten sposób pomimo,
ż
e temperatura topnienia złota wynosi 1063
°
C, za
ś
temperatura krzemu 1412
°
C, to w poł
ą
czeniu struktury krzemowej, z obudow
ą
metalow
ą
pokryt
ą
złotem, tworzy si
ę
powy
ż
ej temperatury 370
°
C płynny stop
eutektyczny, powstały z nadtopienia ł
ą
czonych materiałów tzn. ze złota i krzemu
- rzeczywista temperatura procesu lutowania eutektycznego jest o 50–80
°
C
wy
ż
sza od temperatury topnienia eutektyki, ze wzgl
ę
du na konieczno
ść
skrócenia
do minimum czasu lutowania.
10. Monta
ż
i hermetyzacja struktur
6
Lutowanie eutektyczne
Lutowanie eutektyczne
Układ równowagi faz Au-Si
2
10. Monta
ż
i hermetyzacja struktur
7
Lutowanie eutektyczne
Lutowanie eutektyczne
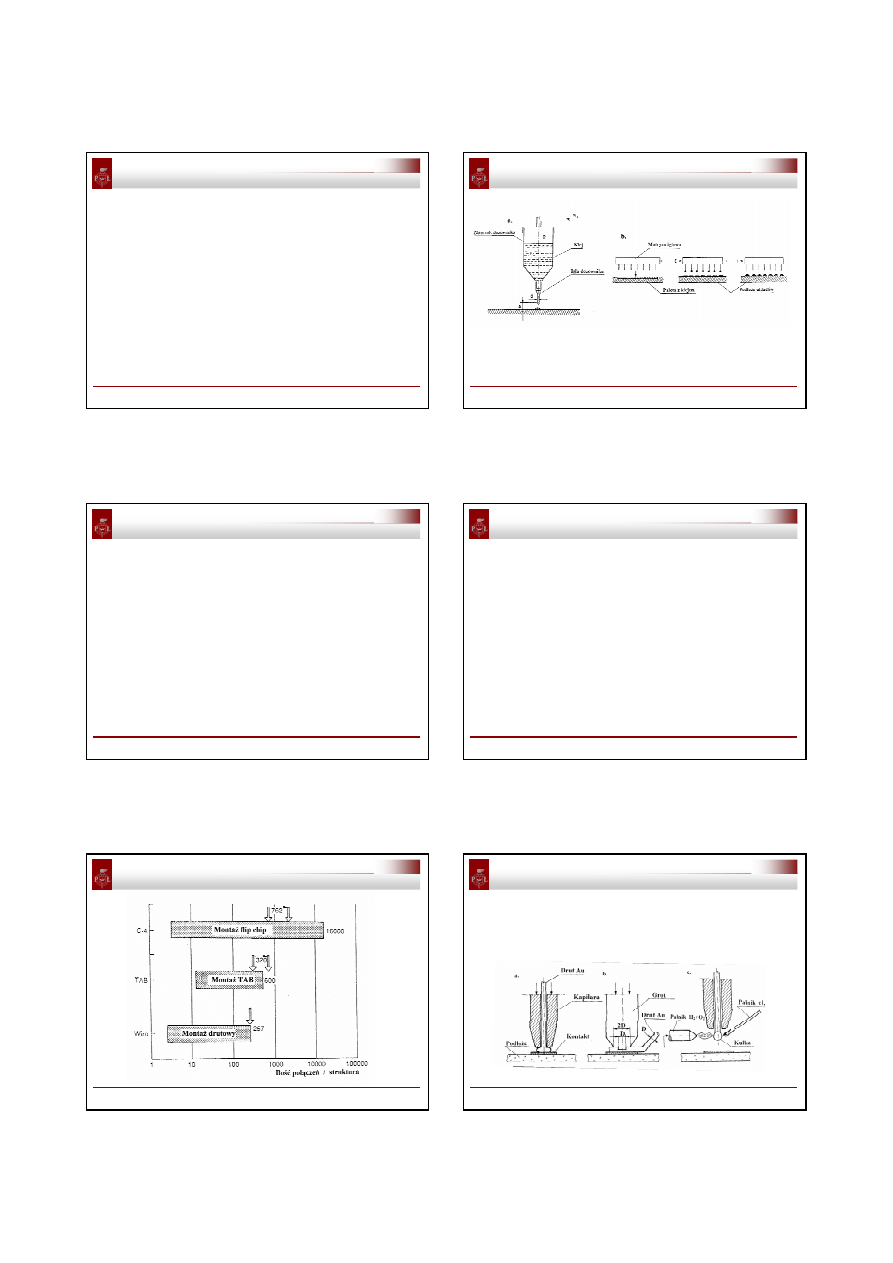
- monta
ż
tranzystorów mocy w obudowach metalowych oraz na a
ż
urach
monta
ż
owych jest realizowany za pomoc
ą
nagrzewania obudowy do temperatury
nieco poni
ż
ej 300
°
C i nast
ę
pnie dogrzania rezystancyjnego za pomoc
ą
dwóch
elektrod wolframowych obszaru poł
ą
czenia do temperatury powy
ż
ej temperatury
eutektyki
- chwytanie struktury realizowane jest za pomoc
ą
narz
ę
dzia wykonanego z
w
ę
glików spiekanych wolframu, do którego doprowadzone jest niewielkie
podci
ś
nienie
10. Monta
ż
i hermetyzacja struktur
8
Lutowanie eutektyczne
Lutowanie eutektyczne
- za poprawnie wykonane poł
ą
czenie uwa
ż
a si
ę
takie przylutowanie struktury, przy
którym stop eutektyczny wypływa wokół wszystkich kraw
ę
dzi struktury
półprzewodnikowej
- w celu ochrony metalicznych kontaktów aluminiowych na powierzchni struktury
półprzewodnikowej przed utlenianiem si
ę
w czasie nagrzewania obudowy (co
uniemo
ż
liwiłoby pó
ź
niejszy monta
ż
doprowadze
ń
w czasie operacji monta
ż
u)
stosuje si
ę
nadmuchiwanie gor
ą
cego azotu na obszar struktury
- ze wzgl
ę
du na zbyt du
ż
y gradient temperatury podczas dogrzewania
rezystancyjnego struktur w układach hybrydowych, ich ł
ą
czenie jest realizowane
poprzez podgrzewane wst
ę
pnie do temp 250÷300ºC, oraz nagrzewanie chwytaka
struktur temp. 420÷450ºC.
- przy rozmiarach struktur >2mm zapewnienie wła
ś
ciwego docisku do podło
ż
a
wymaga znacznych sił i prowadzi do p
ę
kania struktur, dlatego dla du
ż
e3 struktury
lutuje si
ę
stosuj
ą
c podkładki z lutowia twardego (najcz
ęś
ciej złota i cyny o
temperaturze topnienia eutektyki 280ºC), któr
ą
umieszcza si
ę
na podło
ż
u pod
struktur
ą
półprzewodnikow
ą
10. Monta
ż
i hermetyzacja struktur
9
Lutowanie lutem mi
ę
kkim
Lutowanie lutem mi
ę
kkim
- technologia stosowana przy monta
ż
u diod du
ż
ej mocy, tyrystorów, tranzystorów
mocy w obudowach typu TO oraz na a
ż
urach monta
ż
owych oraz nieobudowanych
tranzystorów mocy w układach hybrydowych
- lutowie mi
ę
kkie ze stopu cynowo-ołowiowego o składzie zbli
ż
onym do
eutektycznego (Sn67% Pb33%) lub stopu trójskładnikowego okołoeutektycznego
SnAgCu tworzy plastyczn
ą
warstw
ę
pomi
ę
dzy struktur
ą
krzemow
ą
i obudow
ą
, co
pozwala zmniejszy
ć
niedopasowanie termicznej rozszerzalno
ś
ci ł
ą
czonych
materiałów
- struktury krzemowe oraz pokrycie obudowy musi charakteryzowa
ć
si
ę
dobr
ą
zwil
ż
alno
ś
ci
ą
oraz odporno
ś
ci
ą
na rozpuszczanie w stopie lutowniczym (metalizacja
struktur półprzewodnikowych na dolnej powierzchni warstw
ą
złota lub niklu)
- lutowie do lutowania struktur jest stosowane w postaci podkładek, rzadziej w
postaci pasty lutowniczej. Podkładki po wyci
ę
ciu umieszcza si
ę
na odpowiednie
kontakty podło
ż
a, a nast
ę
pnie na nich układa si
ę
struktury do lutowania
- przygotowane do lutowania układy umieszcza si
ę
na ta
ś
mie pieca przelotowego, w
którym przeprowadzany jest proces lutowania.
10. Monta
ż
i hermetyzacja struktur
10
Lutowanie lutem mi
ę
kkim
Lutowanie lutem mi
ę
kkim
Z monta
ż
em tranzystorów mocy wi
ąż
e si
ę
bardzo wa
ż
ne zagadnienie
odprowadzenia ciepła od struktury tranzystora. Ciepło jest tym efektywniej
odprowadzane ze struktury półprzewodnikowej, im mniejsza jest rezystancja
cieplna mi
ę
dzy struktur
ą
tranzystora a obudowa. Zmniejszenie rezystancji cieplnej
mo
ż
na uzyska
ć
przez zastosowanie tzw. podkładek po
ś
rednich.
Rt = L /
λλλλ
A
gdzie:
Rt – rezystancja cieplna w [ºC/W]
λλλλ
- przewodno
ść
cieplna podkładki w [W/m ºC]
A - powierzchnia podkładki w [m
2
]
- dla uzyskania małej rezystancji cieplnej, podkładki po
ś
rednie wykonane s
ą
z
materiałów o dobrej przewodno
ś
ci cieplnej oraz małym współczynniku
rozszerzalno
ś
ci cieplnej, aby zapewni
ć
dobre dopasowanie do rozszerzalno
ś
ci
cieplnej krzemu
- najcz
ęś
ciej stosowanym materiałem na podkładki po
ś
rednie jest molibden, bowiem
jego przewodno
ść
cieplna jest bardzo wysoka [170 W/m ºC], za
ś
współczynnik
rozszerzalno
ś
ci cieplnej jest zbli
ż
ony do krzemu (
α
= 4,9 x 10-6 1/
°
C).
10. Monta
ż
i hermetyzacja struktur
11
Lutowanie lutem mi
ę
kkim
Lutowanie lutem mi
ę
kkim
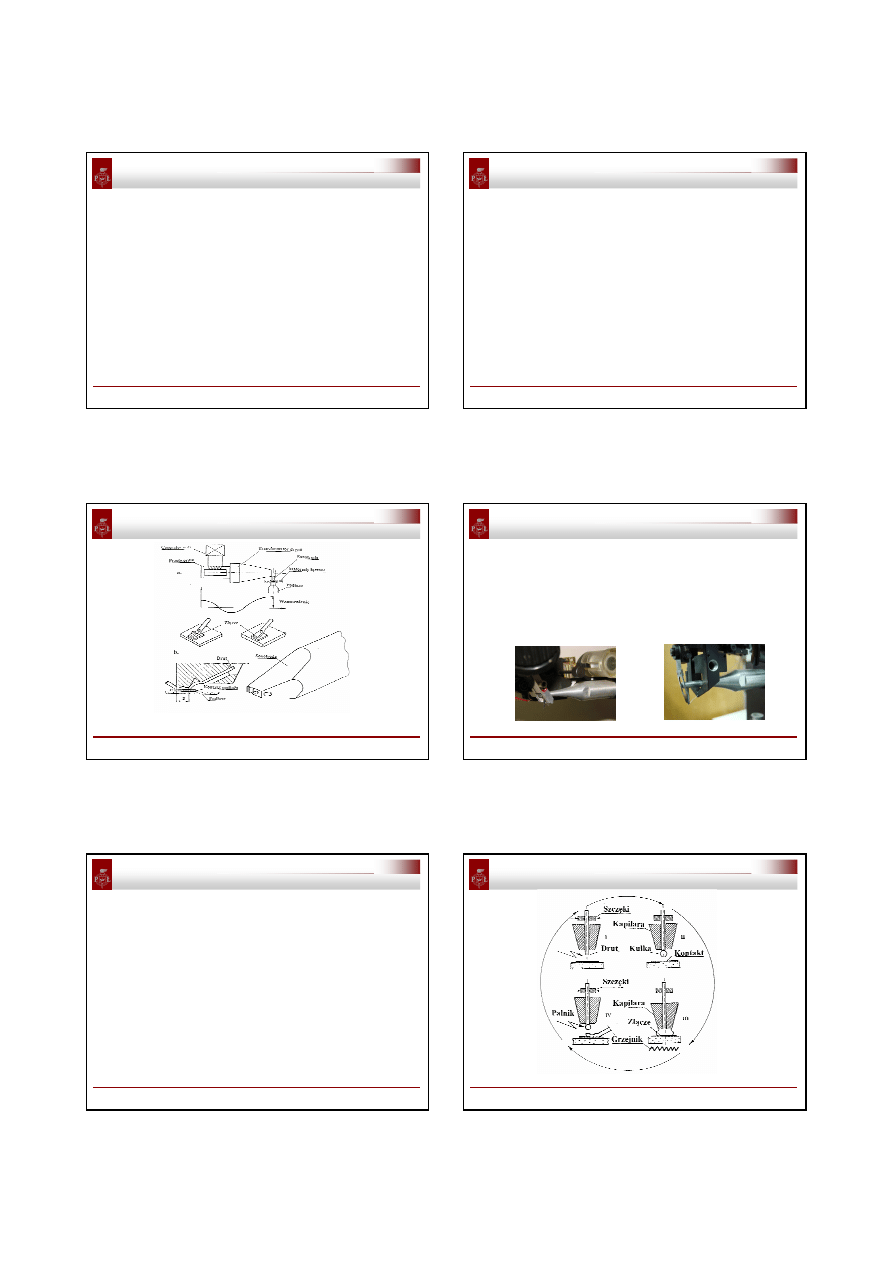
przylutowane tranzystory mocy
w obudowie TO-3 i na a
ż
urze
Monta
ż
tranzystora mocy za pomoc
ą
lutowania
schemat lutowania na a
ż
urze monta
ż
owym
10. Monta
ż
i hermetyzacja struktur
12
Klejenie struktur
Klejenie struktur
- coraz powszechniejsze stosowanie klejenia w technologii monta
ż
u sprz
ę
tu
elektronicznego zostało spowodowane wprowadzeniem nowych rodzajów klejów o
bardzo korzystnych wła
ś
ciwo
ś
ciach
- do ł
ą
czenia struktur półprzewodnikowych z podło
ż
em stosuje si
ę
zarówno kleje
elektrycznie przewodz
ą
ce (organiczne lub nieorganiczne kompozycje z faz
ą
przewodz
ą
c
ą
w postaci srebra lub złota, których ziarna maj
ą
wielko
ść
3÷10
µ
m), jak
i kleje elektrycznie nieprzewodz
ą
ce (gdy jest wymagana izolacja elektryczna
struktury półprzewodnikowej od podło
ż
a, np. dla struktur monolitycznych układów
scalonych)
- klej mo
ż
e by
ć
nakładany na pole kontaktowe pod struktur
ę
półprzewodnikow
ą
r
ę
cznie, z dozownika z wykorzystaniem sitodruku lub z zastosowaniem igieł
transferowych
- operacje klejenia struktur do podło
ż
a mo
ż
na łatwo zautomatyzowa
ć
, stosuj
ą
c
automatyczne dozowanie kleju oraz podawanie struktur
3
10. Monta
ż
i hermetyzacja struktur
13
Klejenie struktur
Klejenie struktur
- nanoszenie kleju z dozownika jest najcz
ęś
ciej stosowan
ą
metod
ą
, za
ś
wielko
ść
kropli naniesionego kleju, dostosowan
ą
do wymiarów doł
ą
czanych struktur mo
ż
na
zmienia
ć
reguluj
ą
c ci
ś
nienie doprowadzone do dozownika,
ś
rednic
ę
igły dozownika,
czasem dozowania kropli kleju oraz lepko
ś
ci
ą
kleju (
µ
)
- przy nanoszeniu kleju za pomoc
ą
sitodruku, uzyskane pole naniesionego kleju jest
zbli
ż
one kształtem i wymiarami do powierzchni struktury, w zwi
ą
zku z tym ta metoda
nanoszenia kleju mo
ż
e by
ć
stosowana przy doł
ą
czaniu struktur o wi
ę
kszych
modułach
- metoda nanoszenia kleju za pomoc
ą
igieł transferowych jest zalecana do
zastosowa
ń
w monta
ż
u powierzchniowym, za
ś
jej zakres zastosowania przy
doł
ą
czaniu struktur półprzewodnikowych ogranicza si
ę
do struktur o niewielkich
modułach.
10. Monta
ż
i hermetyzacja struktur
14
Klejenie struktur
Klejenie struktur
Schemat nanoszenia kleju z wykorzystaniem
dozownika (a) oraz igieł transferowych (b)
Zalety technologii klejenia: prostota procesu, o wiele mniejszy szok termiczny w
porównaniu z procesem lutowania eutektycznego i lutowania lutem mi
ę
kkim,
łatwo
ść
automatyzacji procesu.
Wady: małe przewodnictwo cieplne zł
ą
cza klejonego oraz ni
ż
sza wytrzymało
ść
mechaniczna poł
ą
czenia
10. Monta
ż
i hermetyzacja struktur
15
Monta
ż
drutowy
Monta
ż
drutowy
Po doł
ą
czeniu struktury półprzewodnikowej do podło
ż
a, w nast
ę
pnej operacji
monta
ż
owej nale
ż
y wykona
ć
elektryczne poł
ą
czenia pomi
ę
dzy metalicznymi
kontaktami struktury a zewn
ę
trznymi wyprowadzeniami obudowy.
Jest to jedna z najwa
ż
niejszych operacji procesu technologicznego przyrz
ą
dów
półprzewodnikowych i układów scalonych, bowiem w decyduj
ą
cy sposób wpływa
ona na niezawodno
ść
działania układu jak równie
ż
i koszt wytwarzania układu.
Do realizacji takich poł
ą
cze
ń
stosowane s
ą
nast
ę
puj
ą
ce techniki monta
ż
u:
- monta
ż
drutowy,
- technologia flip chip,
- technologia TAB,
- lutowanie lutem mi
ę
kkim,
- klejenie przy zastosowaniu klejów przewodz
ą
cych.
10. Monta
ż
i hermetyzacja struktur
16
Monta
ż
drutowy
Monta
ż
drutowy
- du
ż
a elastyczno
ść
procesu
- wysoki stopie
ń
automatyzacji
- stosowanie standartowych struktur
- niskie koszty procesu
- łatwa kontrola optyczna wykonanych poł
ą
cze
ń
oraz mo
ż
liwo
ść
ewentualnej
naprawy wadliwie wykonanych poł
ą
cze
ń
.
- mała niezawodno
ść
poł
ą
cze
ń
drutowych
- ograniczona g
ę
sto
ść
poł
ą
cze
ń
(osi
ą
gni
ę
to ju
ż
maksimum mo
ż
liwo
ś
ci)
Poł
ą
czenia drutowe w przyrz
ą
dach półprzewodnikowych i układach scalonych
wykonuje si
ę
przy zastosowaniu nast
ę
puj
ą
cych technik monta
ż
u:
- zgrzewanie termokompresyjne (termokompresja)
- zgrzewanie ultrad
ź
wi
ę
kowe (ultrakompresja)
- zgrzewanie ultratermokompresyjne (ultrtermokompresja)
- zgrzewanie mikroszczelinowe zwane równie
ż
mikrozgrzewaniem oporowym
10. Monta
ż
i hermetyzacja struktur
17
Monta
ż
drutowy
Monta
ż
drutowy
10. Monta
ż
i hermetyzacja struktur
18
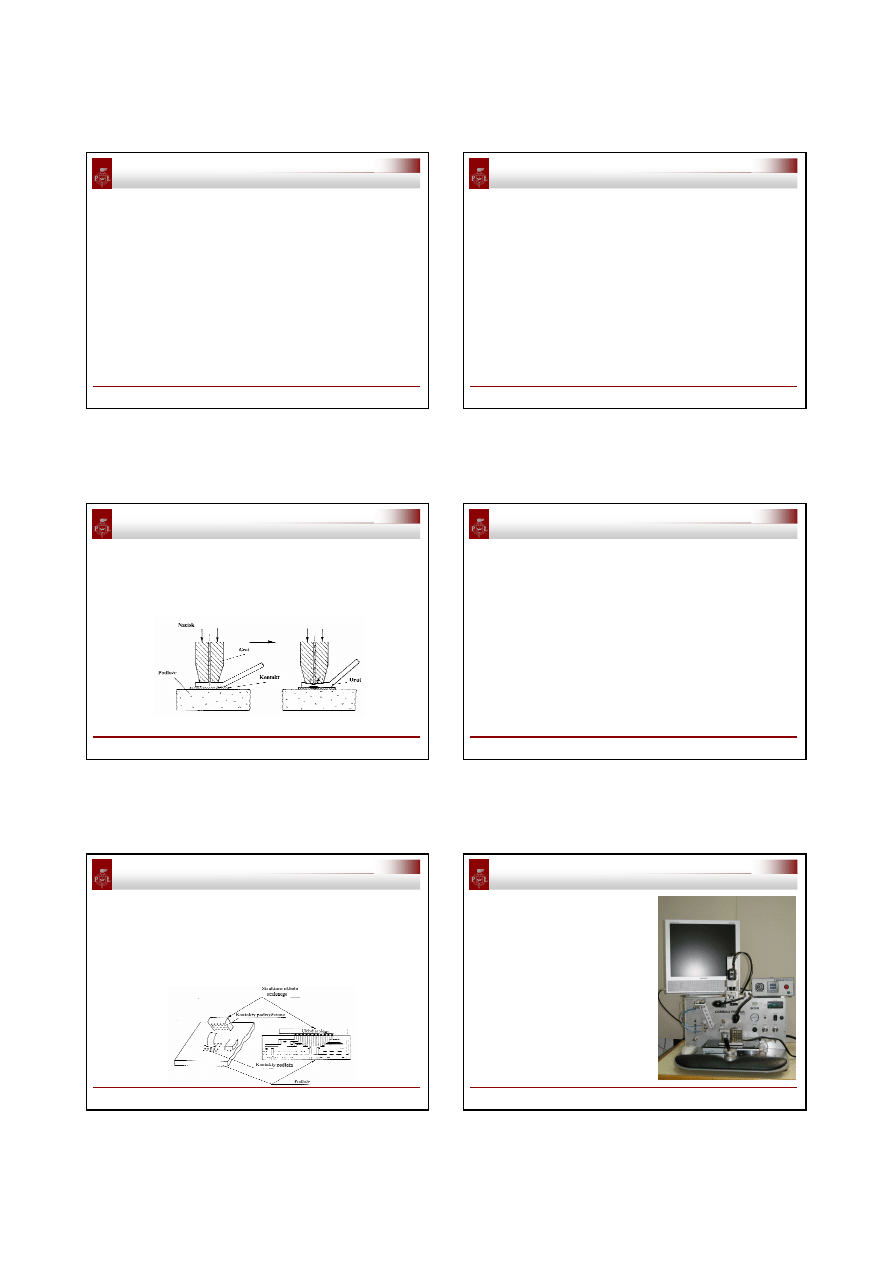
Zgrzewanie termokompresyjne
Zgrzewanie termokompresyjne
- poł
ą
czenie mi
ę
dzy metalicznym kontaktem struktury półprzewodnikowej a
wyprowadzeniem obudowy realizowane jest za pomoc
ą
poł
ą
czenia drutowego, na
które wywiera si
ę
znaczne odkształcenie plastyczne w podwy
ż
szonej temperaturze
za pomoc
ą
narz
ę
dzia o okre
ś
lonym kształcie
- poł
ą
czenie mi
ę
dzy drutem a polem kontaktowym nast
ę
puje w wyniku wywarcia na
drut znacznego odkształcenia w temperaturze przekraczaj
ą
cej 300ºC
Schemat termokompresyjnego doł
ą
czania drutu
a) zł
ą
cze kulkowe, b) zł
ą
cze oczkowe, c) sposób formowania kulki
4
10. Monta
ż
i hermetyzacja struktur
19
Zgrzewanie termokompresyjne
Zgrzewanie termokompresyjne
-najlepszymi wła
ś
ciwo
ś
ciami mechanicznymi charakteryzuj
ą
si
ę
zł
ą
cza kulkowe
(kulka formowana jest na ko
ń
cu drutu złotego, prowadzonego przez kapilar
ę
z
w
ę
glika wolframu za pomoc
ą
promienia wodorowo-tlenowego lub przy
zastosowaniu palnika elektrycznego, wykorzystuj
ą
cego wyładowanie elektryczne
pomi
ę
dzy elektrod
ą
wolframow
ą
i ko
ń
cówk
ą
drutu)
- wyładowanie elektryczne stosowane jest w nowoczesnych rozwi
ą
zaniach
monta
ż
owych, poniewa
ż
zapewnia bardzo du
ż
e szybko
ś
ci w formowaniu kulki
Wady:
- wysoka temperatura procesu (ok. 340ºC)
- konieczno
ść
wywołania du
ż
ego nacisku narz
ę
dzia w celu uzyskania
odpowiedniego odkształcenia drutu, co ogranicza zastosowanie procesu tylko dla
drutów o mniejszych
ś
rednicach (20÷50µm)
10. Monta
ż
i hermetyzacja struktur
20
Zgrzewanie ultrakompresyjne
Zgrzewanie ultrakompresyjne
- w procesie zgrzewania ultrad
ź
wiekowego (ultrakompresji) jest stosowana energia
ultrad
ź
wi
ę
kowa i nacisk w celu otrzymania bezpo
ś
redniego styku ł
ą
czonych
materiałów
- materiały do ł
ą
czenia s
ą
umieszczone w masywnym uchwycie, aby nie ulegała
rozproszeniu energia ultrad
ź
wi
ę
kowa i dociskane do podło
ż
a narz
ę
dziem zwanym
sonotrod
ą
, która przekazuje energi
ę
ultrad
ź
wi
ę
kow
ą
do obszaru poł
ą
czenia.
- sonotroda jest poł
ą
czona na sztywno z transformatorem drga
ń
, przenosz
ą
cym
drgania z przetwornika piezoelektrycznego o cz
ę
stotliwo
ś
ci ok. 60 kHz.
- w poł
ą
czeniach ultrad
ź
wi
ę
kowych stosuje si
ę
najcz
ęś
ciej drut aluminiowy o
ś
rednicy 20 - 300 µm zawieraj
ą
cy domieszk
ę
krzemu (1%) dla łatwiejszego
urywania drutu po wykonaniu drugiego poł
ą
czenia
10. Monta
ż
i hermetyzacja struktur
21
Zgrzewanie ultrakompresyjne
Zgrzewanie ultrakompresyjne
Schemat procesu zgrzewania ultrad
ź
wi
ę
kowego
a) zasada procesu zgrzewania, b) konstrukcja sonotrody
10. Monta
ż
i hermetyzacja struktur
22
Zgrzewanie ultrakompresyjne
Zgrzewanie ultrakompresyjne
Zalety:
- proces ł
ą
czenia wykonywany jest w temperaturze otoczenia
- nie wywołuje zmian strukturalnych w obszarze zł
ą
cza
- proces mo
ż
e by
ć
stosowany zarówno do ł
ą
czenia cienkich jak i grubych drutów
-mo
ż
na wykonywa
ć
poł
ą
czenia zarówno na strukturach klejonych jak i lutowanych
lutem mi
ę
kkim.
Porównuj
ą
c proces ultrakompresji z procesem termokompresji mo
ż
na stwierdzi
ć
,
ż
e
ultrakompresja jest znacznie trudniejsza w realizacji i wymaga bardziej
skomplikowanych i dro
ż
szych urz
ą
dze
ń
.
a)
b)
Głowice do zgrzewania: cienkim (a) i grubym (b) drutem
10. Monta
ż
i hermetyzacja struktur
23
Zgrzewanie ultratermokompresyjne
Zgrzewanie ultratermokompresyjne
- ł
ą
czy ono zalety zgrzewania termokompresyjnego i ultrakompresyjnego i pozwala
na uzyskanie poł
ą
cze
ń
o bardzo dobrych wła
ś
ciwo
ś
ciach mechanicznych.
- proces ten wyst
ę
puje równie
ż
pod nazw
ą
ultrakompresji kulkowej, poniewa
ż
narz
ę
dzie stosowane w tym procesie oraz posta
ć
zł
ą
cza s
ą
takie same jak w
termokompresji kulkowej
- w ultratermokompresji stosowany jest głównie drut złoty, ale bywa równie
ż
stosowany drut miedziany, który charakteryzuje si
ę
wi
ę
ksz
ą
wytrzymało
ś
ci
ą
- urz
ą
dzenie dla tego procesu wyposa
ż
one jest w elementy wspólne dla
termokompresji i ultrakompresji tj. system formowania kulki i zrywania drutu,
generator ultrad
ź
wi
ę
kowy, uchwyty do mocowania układu wyposa
ż
one w grzejniki
- w czasie wykonywania poł
ą
czenia, na kapilar
ę
wykonan
ą
z szafiru podawana jest
z generatora wysokiej cz
ę
stotliwo
ś
ci energia drga
ń
ultrad
ź
wi
ę
kowych, przez co
podło
ż
e mo
ż
e by
ć
podgrzewane do temperatury znacznie ni
ż
szej ani
ż
eli przy
termokompresji i zazwyczaj nieprzekraczaj
ą
cej 200ºC
- dzi
ę
ki zastosowaniu energii ultrad
ź
wi
ę
kowej i podwy
ż
szonej temperatury, istnieje
mo
ż
liwo
ść
doł
ą
czenia drutów o wi
ę
kszych
ś
rednicach i mniejszym nacisku oraz
równie
ż
drutów miedzianych, które zdobywaj
ą
coraz wi
ę
ksze zainteresowanie w
monta
ż
u przyrz
ą
dów półprzewodnikowych
10. Monta
ż
i hermetyzacja struktur
24
Zgrzewanie ultratermokompresyjne
Zgrzewanie ultratermokompresyjne
Schemat wykonywania poł
ą
cze
ń
przy zastosowaniu procesu ultraterrmokompresji
5
10. Monta
ż
i hermetyzacja struktur
25
Zgrzewanie ultratermokompresyjne
Zgrzewanie ultratermokompresyjne
- aktualnie stosowane urz
ą
dzenia do monta
ż
u drutowego dzi
ę
ki daleko posuni
ę
tej
automatyzacji operacji monta
ż
owych pozwalaj
ą
na uzyskanie bardzo du
ż
ej
wydajno
ś
ci monta
ż
u (czas potrzebny na wykonanie jednego poł
ą
czenia mi
ę
dzy
kontaktem struktury, a wyprowadzeniem zawiera si
ę
w granicach 300÷400 ms)
- nowoczesny automat do ultratermokompresji uczy si
ę
okre
ś
lonego wzorca
topologii kontaktów przewodz
ą
cych, koduj
ą
c współrz
ę
dne wzorca i zapewniaj
ą
c
kompensacj
ę
współrz
ę
dnych X - Y, w przypadku złego wycentrowania struktur
- urz
ą
dzenia s
ą
wyposa
ż
one w system elektronicznej analizy obrazu, posiadaj
ą
w
pełni programowany ruch głowicy zgrzewaj
ą
cej w kierunku osi Z co pozwala na
wykonanie poł
ą
cze
ń
na ró
ż
nych poziomach.
10. Monta
ż
i hermetyzacja struktur
26
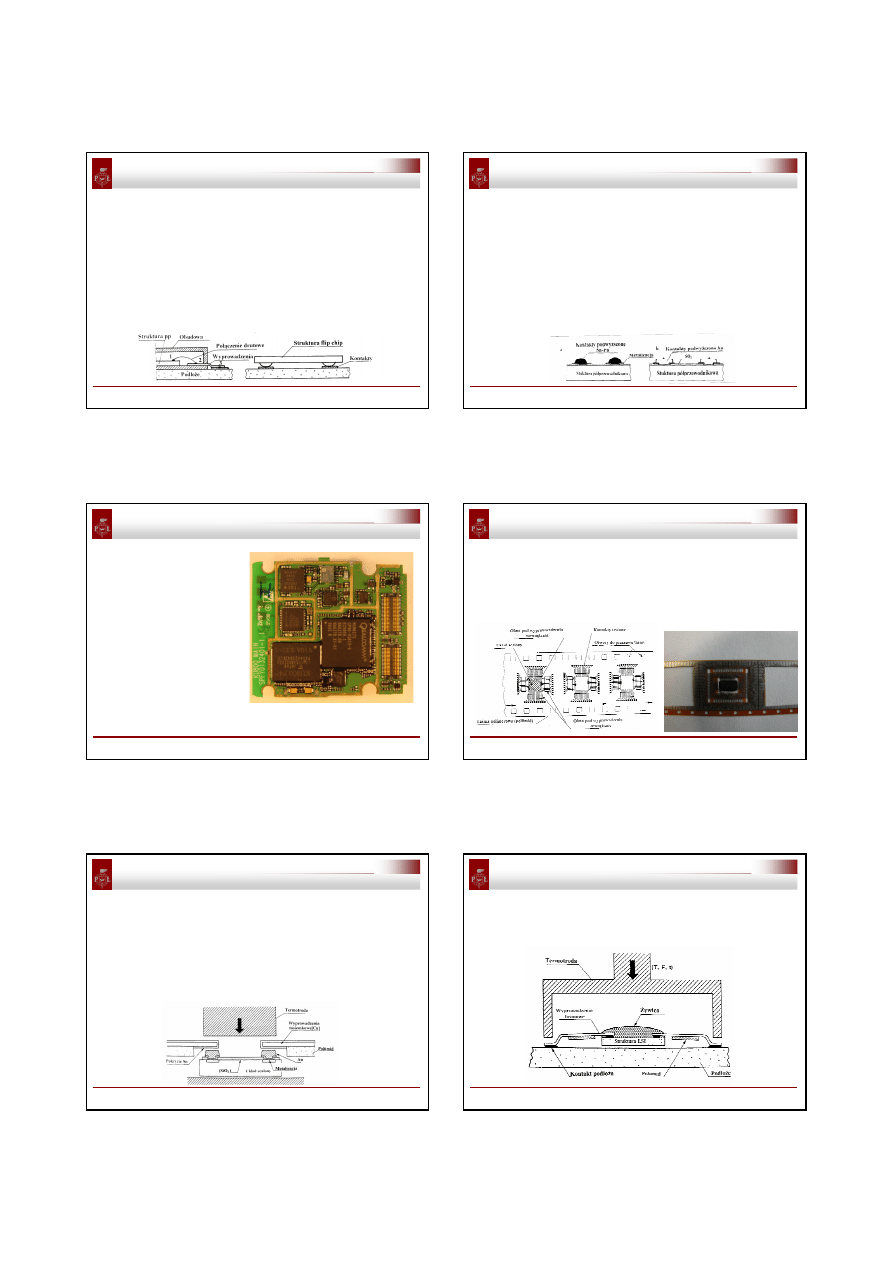
Zgrzewanie szczelinowe
Zgrzewanie szczelinowe
- technika zgrzewania mikroszczelinowego (mikrozgrzewania rezystancyjnego jest
poł
ą
czeniem technologii zgrzewania termokompresyjnego i zgrzewania
elektrycznego rezystancyjnego
- narz
ę
dzie do ł
ą
czenia jest wykonane z w
ę
glika wolframu w postaci grota z bardzo
mał
ą
szczelin
ą
, przez który prowadzi si
ę
impulsu pr
ą
du stałego lub zmiennego
powoduj
ą
cy generacj
ę
ciepła na bardzo małym obszarze, w miejscu styku elektrody
z materiałami podlegaj
ą
cymi ł
ą
czeniu
- lokalne rozgrzanie materiałów powoduje zwi
ę
kszenie ich plastyczno
ś
ci i
odkształcenie, na skutek nacisku, jaki wywiera elektroda na materiały ł
ą
cz
ą
ce.
10. Monta
ż
i hermetyzacja struktur
27
Zgrzewanie szczelinowe
Zgrzewanie szczelinowe
- metoda ta mo
ż
e by
ć
stosowana do ł
ą
czenia doprowadze
ń
zarówno drutowych jak i
tasiemkowych
- zgrzewanie mikroszczelinowe charakteryzuje si
ę
krótkim czasem ł
ą
czenia,
mo
ż
liwo
ś
ci
ą
doł
ą
czania grubszych drutów oraz tym,
ż
e proces przeprowadzony jest
w temperaturze pokojowej, co umo
ż
liwia wykonywanie poł
ą
cze
ń
równie
ż
na
podło
ż
ach polimerowych
Schemat doł
ą
czania doprowadze
ń
przy zastosowaniu zgrzewania mikroszczelinowego
10. Monta
ż
i hermetyzacja struktur
28
Monta
ż
bezdrutowy
Monta
ż
bezdrutowy
- wzrost stopnia integracji układów scalnych powoduje,
ż
e liczba wyprowadze
ń
z
układu jest coraz wi
ę
ksza (tysi
ą
ce wyprowadze
ń
na jeden układ) - poci
ą
ga to za
sob
ą
wzrost g
ę
sto
ś
ci poł
ą
cze
ń
- wymagania dotycz
ą
ce ich niezawodno
ś
ci s
ą
coraz wy
ż
sze i dotychczas stosowane
technologie wykonywania mikropoł
ą
cze
ń
nie mog
ą
sprosta
ć
tym wymaganiom
- odpowiedzi
ą
na współczesne potrzeby mikroelektroniki s
ą
nowe, bezdrutowe
techniki monta
ż
u, wykonywane w technologii flip chip oraz technologii TAB
10. Monta
ż
i hermetyzacja struktur
29
Technologia flip chip
Technologia flip chip
- technologia monta
ż
u flip chip charakteryzuje si
ę
najwi
ę
ksz
ą
niezawodno
ś
ci
ą
,
najwi
ę
ksz
ą
g
ę
sto
ś
ci
ą
poł
ą
cze
ń
, najwi
ę
ksz
ą
wytrzymało
ś
ci
ą
poł
ą
cze
ń
oraz bardzo
krótkimi poł
ą
czeniami
- technologia ta znana jest równie
ż
pod nazw
ą
technologii C-4 (ang. controlled
collapse chip connection), tzn kontrolowanego opadania chipu
- w technologii flip chip stosuje si
ę
struktury półprzewodnikowe z kontaktami
podwy
ż
szonymi, wykonanymi ze złota lub stopu lutowniczego - w czasie ł
ą
czenia
struktura taka ustawiona jest kontaktami do dołu i w czasie cyklu ich doł
ą
czania do
kontaktów podło
ż
a wszystkie poł
ą
czenia s
ą
wykonywane jednocze
ś
nie
10. Monta
ż
i hermetyzacja struktur
30
Technologia flip chip
Technologia flip chip
- kontakty podło
ż
a, do których doł
ą
czana jest
struktura, s
ą
lustrzanym odbiciem kontaktów
struktury półprzewodnikowej
- do pozycjonowania kontaktów struktury na
kontaktach podło
ż
a stosuje si
ę
specjalne
systemy wizyjno-optyczne, pozwalaj
ą
ce na
bardzo dokładne wycentrowanie poło
ż
enia
struktury (kamera, która na ekranie monitora
pokazuje zarówno obraz struktury
półprzewodnikowej z kontaktami
podwy
ż
szonymi jak równie
ż
i obraz kontaktów
podło
ż
a)
Urz
ą
dzenie monta
ż
owe
dla technologii flip chip
6
10. Monta
ż
i hermetyzacja struktur
31
Technologia flip chip
Technologia flip chip
- struktury półprzewodnikowe z wytworzonymi kontaktami mi
ę
kkimi doł
ą
cza si
ę
do
kontaktów podło
ż
a wykorzystuj
ą
c proces lutowania, natomiast struktury z twardymi
kontaktami złotymi mo
ż
na ł
ą
czy
ć
z podło
ż
em układu wykorzystuj
ą
c kleje
przewodz
ą
ce lub pasty lutownicze nało
ż
one sitodrukiem na kontakty podło
ż
a
- w monta
ż
u flip chip uzyskuje si
ę
bardzo du
ż
e g
ę
sto
ś
ci poł
ą
cze
ń
na strukturze
półprzewodnikowej, bowiem kontakty rozło
ż
one s
ą
według szyku siatki,
wykorzystuj
ą
cym cał
ą
powierzchni
ę
struktury półprzewodnikowej (w monta
ż
u
drutowym kontakty s
ą
rozmieszczone na obwodzie struktury półprzewodnikowej
st
ą
d ograniczona jest g
ę
sto
ść
poł
ą
cze
ń
na strukturze)
- bardzo du
ż
a niezawodno
ść
poł
ą
cze
ń
dla układów montowanych w technologii flip
chip wynika z du
ż
o wy
ż
szej niezawodno
ś
ci samego zł
ą
cza lutowanego w stosunku
do poł
ą
czenia drutowego oraz redukcji ilo
ś
ci poł
ą
cze
ń
przy stosowaniu technologii
flip chip
10. Monta
ż
i hermetyzacja struktur
32
Technologia flip chip
Technologia flip chip
- w monta
ż
u flip chip jedn
ą
z podstawowych operacji jest wytworzenie kontaktów
podwy
ż
szonych na strukturze półprzewodnikowej (procesy pró
ż
niowe, sitodruk,
procesy chemiczne i elektrochemiczne, monta
ż
drutowy)
- kontakty mi
ę
kkie wytworzone z lutowia cynowo-ołowiowego wykonuje si
ę
najcz
ęś
ciej poprzez drukowanie pasty lutowniczej przez szablon metalowy (
ś
rednica
od 50 µm do kilkuset mikrometrów)
- kontakty wytworzone z lutowia mi
ę
kkiego, pozwalaj
ą
na wykorzystanie tzw.
zjawiska samocentrowania si
ę
struktur, polegaj
ą
ce na tym,
ż
e siły napi
ę
cia
powierzchniowego stopionego lutowia naprowadzaj
ą
struktur
ę
na wła
ś
ciwe
poło
ż
enie tzn. takie kiedy kontakty struktury znajduj
ą
si
ę
nad kontaktami podło
ż
a.
- kontakty twarde wytworzone ze złota wykonuje si
ę
najcz
ęś
ciej wykorzystuj
ą
c
monta
ż
drutowy ultratermokompresyjny, w którym po przył
ą
czeniu złotej kulki do
kontaktu metalicznego struktury, nast
ę
puje zablokowanie drutu i urwanie go tu
ż
przy
powierzchni kulki
10. Monta
ż
i hermetyzacja struktur
33
Technologia flip chip
Technologia flip chip
- technologia flip chip została z
powodzeniem zastosowana do
monta
ż
u na podło
ż
ach polimerowych,
gdzie nieobudowane układy scalone z
kontaktami podwy
ż
szonymi s
ą
bezpo
ś
rednio doł
ą
czane do płytki
drukowanej (technologia FCOB, Flip
Chip on Board)
- przestrze
ń
pomi
ę
dzy powierzchni
ą
struktury półprzewodnikowej oraz
powierzchni płytki drukowanej
wypełniana jest wypełniaczem o
okre
ś
lonych wła
ś
ciwo
ś
ciach
fizykochemicznych, który pozwala na
zredukowanie napr
ęż
e
ń
wywołanych
ró
ż
nymi warto
ś
ciami współczynnika
rozszerzalno
ś
ci struktury krzemowej
10. Monta
ż
i hermetyzacja struktur
34
Technologia TAB
Technologia TAB
- technologia TAB (Tape Automated Bonding) obejmuje automatyczny monta
ż
wyprowadze
ń
tasiemkowych osadzonych na ta
ś
mie polimerowej
- jej zalet
ą
jest du
ż
a g
ę
sto
ść
poł
ą
cze
ń
, pomimo zastosowanego obwodowego
rozmieszczenia wyprowadze
ń
, bardzo du
ż
y stopie
ń
automatyzacji monta
ż
u, du
ż
a
niezawodno
ść
poł
ą
cze
ń
oraz bardzo dobre wła
ś
ciwo
ś
ci mikrofalowe poł
ą
cze
ń
.
- istot
ą
tego procesu jest monta
ż
struktur układów scalonych na ta
ś
mie polimerowej,
na której technik
ą
fotolitograficzn
ą
zostały wytworzane cienkie wyprowadzenia
miedziane
10. Monta
ż
i hermetyzacja struktur
35
Technologia TAB
Technologia TAB
-w procesie tym wyst
ę
puje kilka podstawowych operacji technologicznych jak:
wytworzenie ta
ś
my polimerowej, wytworzenie kontaktów podwy
ż
szonych na
strukturze półprzewodnikowej, monta
ż
wyprowadze
ń
tasiemkowych do kontaktów
struktury, hermetyzacja doł
ą
czonej struktury, wyci
ę
cie zmontowanego układu z
ta
ś
my.
- ta
ś
ma polimerowa wykonana jest z poliimidu, charakteryzuj
ą
cego si
ę
du
żą
odporno
ś
ci
ą
temperaturow
ą
- monta
ż
wyprowadze
ń
tasiemkowych do kontaktów struktury wykonywany jest
narz
ę
dziem o temperaturze 350 ÷ 400ºC, które dociska jednocze
ś
nie wszystkie
doprowadzenia tasiemkowe do podwy
ż
szonych kontaktów struktury
10. Monta
ż
i hermetyzacja struktur
36
Technologia TAB
Technologia TAB
- struktura układu scalonego z wyprowadzeniami tasiemkowymi mo
ż
e by
ć
doł
ą
czana do podło
ż
a poprzez doci
ś
ni
ę
cie wyprowadze
ń
tasiemkowych do
kontaktów podło
ż
a gor
ą
cym narz
ę
dziem
7
10. Monta
ż
i hermetyzacja struktur
37
Monta
ż
drutowy - podsumowanie
Monta
ż
drutowy - podsumowanie
- najwi
ę
ksz
ą
g
ę
sto
ść
poł
ą
cze
ń
na strukturze, najwy
ż
sz
ą
niezawodno
ść
oraz
najlepsze warunki przesyłania sygnałów przy bardzo du
ż
ych cz
ę
stotliwo
ś
ciach
zapewnia technologia flip chip.
- natomiast najwi
ę
ksz
ą
zalet
ą
technologii TAB jest bardzo du
ż
a automatyzacja tego
procesu, bardzo du
ż
a wytrzymało
ść
poł
ą
cze
ń
oraz łatwa kontrola układów zarówno
po ich doł
ą
czeniu do ta
ś
my polimerowej jak do modułu wielostrukturowego
- poł
ą
czenia drutowe stosowane s
ą
szczególnie tam, gdzie najistotniejsze s
ą
niskie
koszty procesu ł
ą
czenia
10. Monta
ż
i hermetyzacja struktur
38
Kleje anizotropowe
Kleje anizotropowe
- elementy do monta
ż
u powierzchniowego osi
ą
gn
ę
ły praktycznie granic
ę
dla
technologii lutowania, dotycz
ą
c
ą
odst
ę
pów wyprowadze
ń
dla układów w obudowach
oraz z wyprowadzeniami TAB (300 µm)
- dla pewnych zastosowa
ń
jak np. monta
ż
paneli wy
ś
wietlaczy ciekłokrystalicznych,
czyli modułów LCD, wymagana g
ę
sto
ść
poł
ą
cze
ń
nie pozwala na zastosowanie
dotychczas stosowanych technik monta
ż
u - wymaganiom tym mog
ą
sprosta
ć
tylko
nowe przewodz
ą
ce kleje anizotropowe
- zawarto
ść
fazy konduktywnej w tych klejach jest relatywnie mała i zawiera si
ę
w
granicach 1÷15%, co zapewnia izolacj
ę
w płaszczy
ź
nie X - Y pomi
ę
dzy cz
ą
stkami
przewodz
ą
cymi rozproszonymi w matrycy polimerowej
10. Monta
ż
i hermetyzacja struktur
39
Kleje anizotropowe
Kleje anizotropowe
- jako wypełniacz przewodz
ą
cy w klejach anizotropowych stosowane s
ą
kuleczki
srebrowe o
ś
rednicy kilku mikrometrów, kuleczki z niklu pokryte złotem, kuleczki
lutowia bezołowiowego czy polimerowe cz
ą
steczki pokryte metalizacj
ą
niklu i złota
- aby uzyska
ć
du
żą
rozdzielczo
ść
wy
ś
wietlacza przy jego małych rozmiarach,
podziałka rozstawienia wyprowadze
ń
musi by
ć
mniejsza od 100
µ
m (takich
wymaga
ń
monta
ż
owych nie mo
ż
e spełni
ć
ż
adna inna technologia monta
ż
u poza
klejami anizotropowymi)
10. Monta
ż
i hermetyzacja struktur
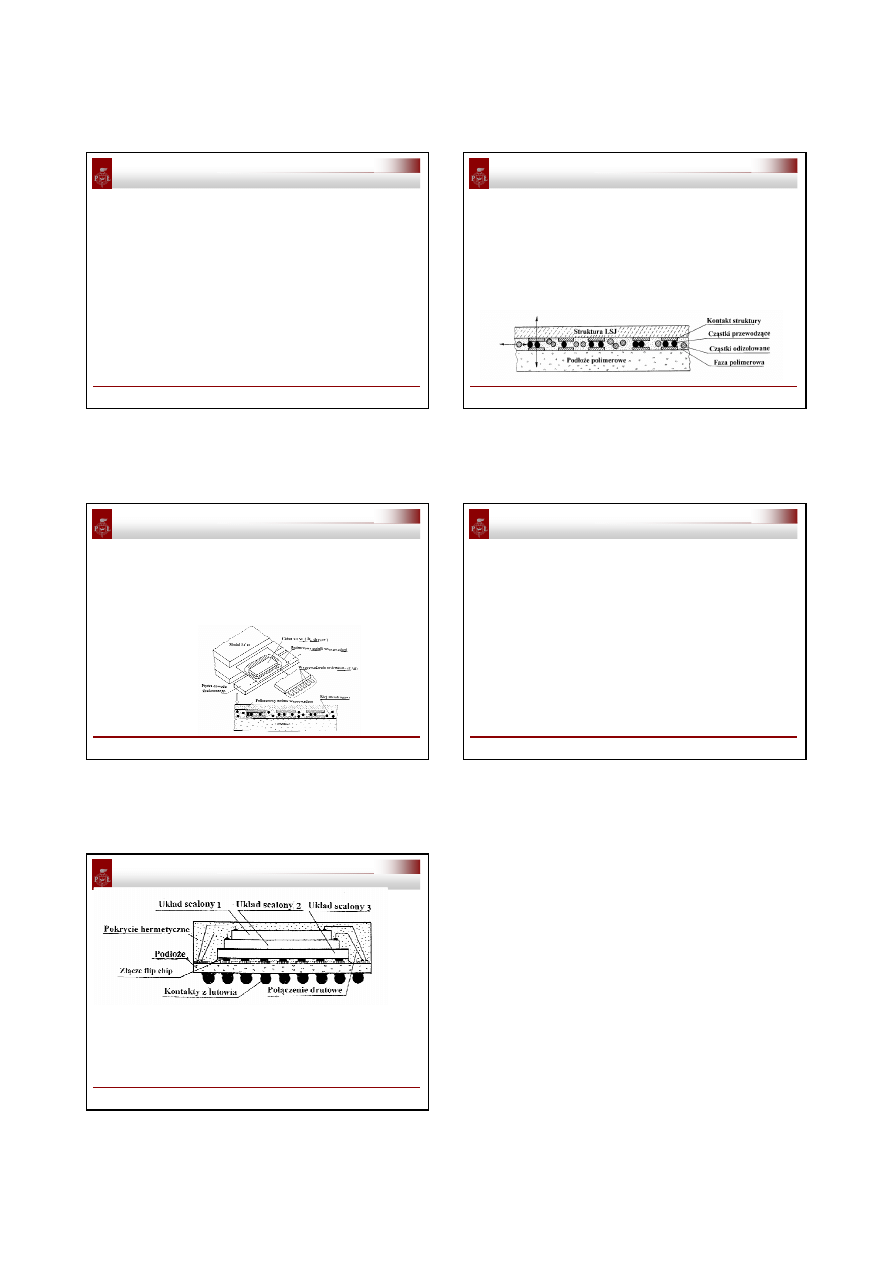
40
Monta
ż
przestrzenny SIP
Monta
ż
przestrzenny SIP
- obecnie osi
ą
gni
ę
to granic
ę
dotycz
ą
c
ą
technicznych mo
ż
liwo
ś
ci dalszej
miniaturyzacji w płaszczy
ź
nie X – Y, istniej
ą
dalsze mo
ż
liwo
ś
ci zwi
ę
kszenia stopnia
integracji układu a jednocze
ś
nie i jego funkcjonalno
ś
ci w kierunku osi Z, poprzez
umieszczenie w tej samej obudowie wi
ę
kszej liczby struktur
- koncepcja monta
ż
owa SiP (System In Package, technologia monta
ż
u
przestrzennego) polega na tym,
ż
e w jednej obudowie mo
ż
na umie
ś
ci
ć
kilka
struktur, zarówno z obwodowo rozmieszczonymi kontaktami do monta
ż
u drutowego
jak równie
ż
i struktur do monta
ż
u flip chip
- zalet
ą
takich konstrukcji monta
ż
owych jest 2–3 krotna redukcja wymaganego
obszaru pod układ oraz redukcja długo
ś
ci poł
ą
cze
ń
w układzie, co poprawia jego
parametry elektryczne
- monta
ż
SIP charakteryzuje si
ę
du
żą
elastyczno
ś
ci
ą
pozwalaj
ą
c w jednej obudowie
ł
ą
czy
ć
zarówno układy analogowe jak i cyfrowe, ł
ą
czy
ć
układy scalone wykonane w
ró
ż
nych technologiach oraz ł
ą
czy
ć
z sob
ą
ró
ż
ne techniki monta
ż
u
10. Monta
ż
i hermetyzacja struktur
41
Monta
ż
przestrzenny SIP
Monta
ż
przestrzenny SIP
Przykład monta
ż
u SIP, gdzie w jednej obudowie umieszczono trzy struktury układów
poł
ą
czone w ten sposób,
ż
e jedna poł
ą
czona jest z podło
ż
em wielowarstwowym z
wykorzystaniem technologii flip chip, za
ś
monta
ż
dwóch pozostałych został
przeprowadzony z wykorzystaniem technologii monta
ż
u drutowego.
Wyszukiwarka
Podobne podstrony:
10 Kontrola w procesie zarzdzania [tryb zgodnoci]
Struktury [tryb zgodności] [ www potrzebujegotowki pl ]
WYKúAD 10 leading for students [tryb zgodnoÂci
11 Struktury mechatroniczne [tryb zgodności]
8a-Czynniki strukturotwrcze i ESO [tryb zgodnoci]
8a Czynniki strukturotwrcze i ESO [tryb zgodnoci]
7 Czynniki strukturotwrcze i ESO [tryb zgodnoci]
10 Konkurencja monopol [tryb zgodno┼Ťci]
Ek w 10, Pomiar dochodu narodowego, 15maj11 [tryb zgodności]
8 Wspczesne tendencje ewolucji struktur organizacyjnych [tryb zgodnoci]
MT st w 10 [tryb zgodności]
11 Struktury mechatroniczne [tryb zgodności]
więcej podobnych podstron