Podstawowe poj
Podstawowe poj
ę
ę
cia
cia
Seria
Seria
Określona liczba wyrobów finalnych. Dzieli się na:
•
•
Seri
Seri
ę
ę
konstrukcyjn
konstrukcyjn
ą
ą
–
jest to liczba wyrobów finalnych mających
identyczną konstrukcję i parametry techniczne. Seria konstrukcyjna
może być mniejsza, równa lub większa od rocznego programu
produkcji danego wyrobu. Zmiany konstrukcyjne wprowadzone w
wyrobie początkują nową serię konstrukcyjną danego wyrobu.
•
•
Seria informacyjna
Seria informacyjna
– jest to określona liczba wyrobów finalnych
wyprodukowanych w celu sprawdzenia ich parametrów techniczno –
eksploatacyjnych przez przyszłych użytkowników.
•
•
Seria pr
Seria pr
ó
ó
bna
bna
– jest to określona liczba wyrobów finalnych
wykonywanych przed uruchomieniem właściwej produkcji w celu
sprawdzenia
poprawności
zaprojektowanej
technologii
i
oprzyrządowania. Czasami serię próbną i informacyjną stanowi ta
sama grupa wyrobów.
•
•
Seria produkcyjna
Seria produkcyjna
– jest to liczba wyrobów finalnych
(wydzielona ewidencyjnie) wynikająca z podzielenia
rocznego programu produkcyjnego (lub równa programowi
produkcyjnemu) tego wyrobu na mniejsze jednostki w celu
wspólnego ich produkowania, rozliczania itp. w określonym
przedziale czasu.
Partia produkcyjna
Partia produkcyjna
Liczba detali (zespołów) wykonywanych w ściśle określonej
kolejności
przy
jednorazowym
nakładzie
czasu
przygotowawczo
–
zakończeniowego
na
każdą
z
występujących w procesie technologicznym operację. Partia
produkcyjna może być
ze względów organizacyjnych,
transportowych dzielona na mniejsze jednostki.
Partia transportowa
Partia transportowa
To liczba detali (zespołów) wynikająca z podzielenia partii
produkcyjnej na mniejsze jednostki, które są przekazywane
na kolejne stanowisko do wykonania następnych operacji.
Podział partii produkcyjnej na partie transportowe jest
dokonywany w trakcie projektowania harmonogramów
przebiegu produkcji. Od podziału tego zależy długość cyklu
produkcyjnego, wielkość zapasów produkcji w toku oraz
wielkość zadań transportowych.
Partia transportowa może być podzielona na mniejsze
jednostki, co wynika z ładowności środków transportowych,
stosowania palet, pojemników itp.
Jednostka
Jednostka
ł
ł
adunkowa
adunkowa
To liczba detali (zespołów lub materiałów) zgrupowana na palecie
lub kilku paletach, w pojemniku lub połączona w inny sposób,
przygotowana do jednorazowego załadowania lub załadowania i
przewiezienia. Tworzenie jednostek ładunkowych wynika z
dążenia do uzyskania ekonomiczności transportu.
Jeżeli obrabia się
kilka detali zamocowanych w jednym
przyrządzie lub wykonuje inne operacje produkcyjne jednocześnie
na kilku detalach to mamy do czynienia z pakietem obróbkowym.
Pakiet obr
Pakiet obr
ó
ó
bkowy
bkowy
To liczba detali (zespołów) połączona w przyrządzie lub w inny
sposób, w celu ich wspólnej jednoczesnej obróbki.
Fundusz czasu
Fundusz czasu
Kalendarzowy fundusz czasu
Kalendarzowy fundusz czasu
Liczba godzin wynikająca z iloczynu liczby dni w roku i liczby godzin
na dobę
F
K
= 24 * K
K- liczba dni w roku; dla K= 365 F
K
= 8760
Nominalny fundusz czasu
Nominalny fundusz czasu
Nominalny fundusz czasu
uwzględnia wszystkie dni wolne od pracy.
F
N
= (K – W) * 8 * z
K – liczba dni w roku
W – liczba dni wolnych (niedziel, sobót, świąt)
8 -liczba godzin pracy
z – liczba zmian (dla pracownika 1 dla maszyn max 3)
Fundusze nominalne pracownika i stanowiska różnią się tylko liczbą
zmian.
Stanowisko
w
okresie
pracy
podlega
remontom,
ulega
nieprzewidzianym awariom, a pracownik korzysta z urlopów
wypoczynkowych, okolicznościowych, zwolnień lekarskich, lub jest
nieobecny w pracy z innych powodów. Dlatego wprowadza się
efektywne fundusze czasu.
Efektywny fundusz czasu pracy stanowiska
Efektywny fundusz czasu pracy stanowiska
F
es
= F
ns
* η
s
F
ns
– fundusz nominalny stanowiska
η
s
– współczynnik uwzględniający przestoje stanowiska (przyjęty lub
wyznaczony, często w przedziale od 0,94-0,96)
Efektywny fundusz czasu pracy pracownika
Efektywny fundusz czasu pracy pracownika
F
ep
= F
np
* η
p
F
np
– fundusz nominalny pracownika
η
p
– współczynnik uwzględniający nieobecności pracownika (przyjęty
lub wyznaczony)
Okre
Okre
ś
ś
lenie wielko
lenie wielko
ś
ś
ci partii produkcyjnej
ci partii produkcyjnej
Istnieje wiele czynników przemawiających za i przeciw zwiększeniu
partii produkcyjnej.
Czynniki przemawiające za
zwi
zwi
ę
ę
kszeniem partii produkcyjnej
kszeniem partii produkcyjnej:
•Zmniejszenie czasu przygotowawczo – zakończeniowego
przypadającego na jednostkę produkcji,
•Wykorzystanie w większym stopniu dysponowanego funduszu czasu
stanowiska na cele produkcyjne, a w mniejszym na przezbrojenia,
•Wzrost wydajności, poprawa jakości w wyniku nabierania wprawy
przez robotnika.
Czynniki przemawiające za
zmniejszeniem partii produkcyjnej
zmniejszeniem partii produkcyjnej:
•Wydłużenie cyklu produkcyjnego, co powoduje wzrost zapasów
produkcji w toku,
•Zwiększenie zapotrzebowania na powierzchnię magazynową dla
zapasów,
•Wzrost kosztów utrzymania zapasów,
•Wzrost zamrożenia środków obrotowych i odsetek płaconych bankowi.
Metody obliczania wielko
Metody obliczania wielko
ś
ś
ci partii produkcyjnej
ci partii produkcyjnej
:
•Metoda minimalnych kosztów produkcji,
•Metoda oparta na dopuszczalnym stosunku czasu przygotowawczo -
zakończeniowego do czasu jednostkowego,
•Metoda oparta o kryterium organizacyjne.
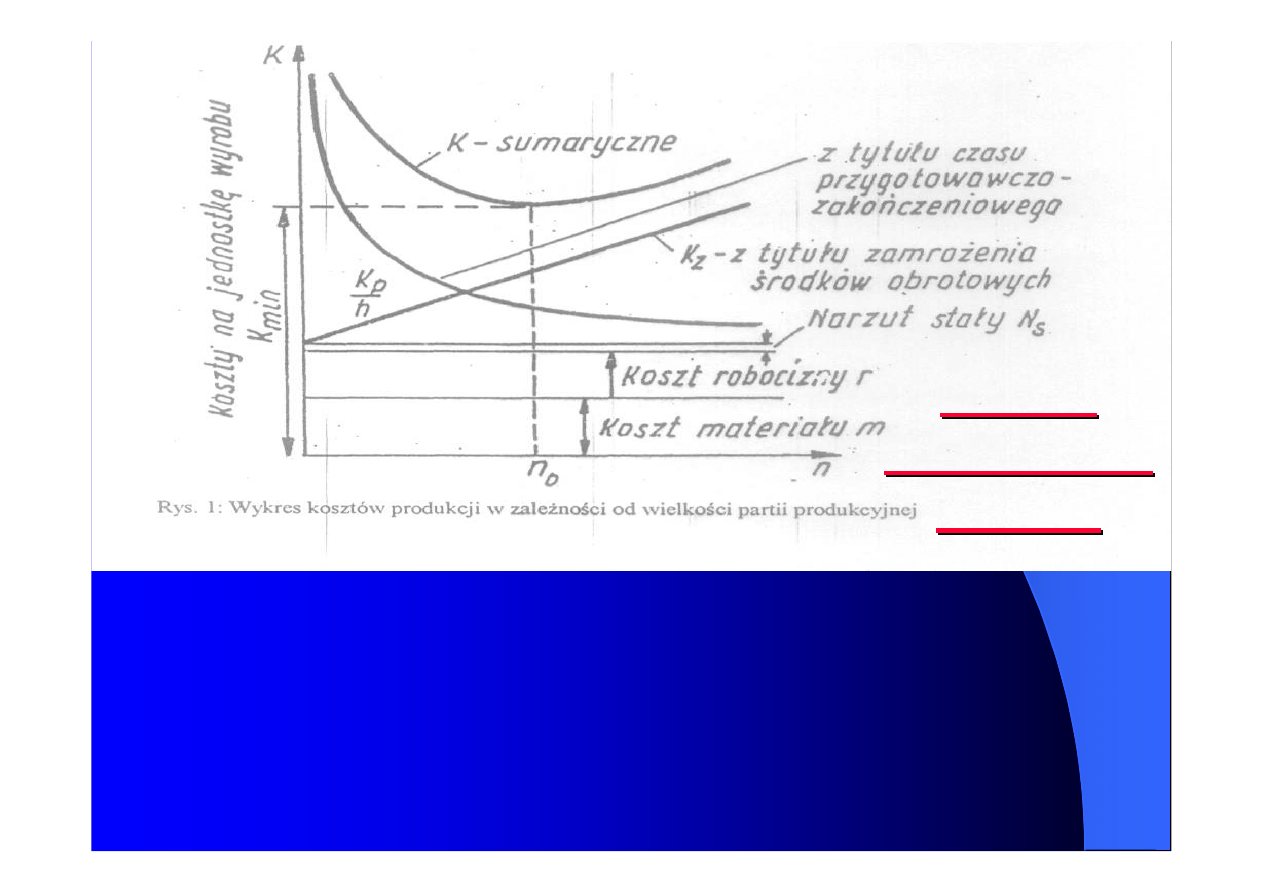
Rysunek ilustruje kształtowanie się kosztów zamrożenia środków
obrotowych (K
z
) wzrastających wraz ze wzrostem liczebności partii oraz
rozkład kosztów przygotowania stanowiska roboczego, malejących
hiperbolicznie ze wzrostem liczebności partii (Kp). Koszty materiałów
(m), robocizny (r) oraz narzutów stałych (N
s
) przypadających na jeden
wyrób nie zmieniają się wraz ze wzrostem liczebności partii – przyjmują
stałą wartość.
Metoda
Metoda
minimalnych
minimalnych
koszt
koszt
ó
ó
w
w
Dookreślenia wielkości partii posłuży podejście uwzględniające koszt
całkowity (K
c
).
K
K
c
c
= m + r +
= m + r +
N
N
s
s
+
+
+
+
K
K
z
z
gdzie: K
c
– koszt całkowity jednego wyrobu,
m – koszt materiałów bezpośrednich przypadających na jeden wyrób,
r – koszt robocizny bezpośredniej przypadający na jeden wyrób,
N
s
– narzuty stałe przypadające na jeden wyrób,
K
p
– koszt przygotowania stanowisk roboczych koprodukcji partii
wyrobów o liczebności n sztuk,
n – liczba sztuk wyrobów w partii produkcyjnej,
K
z
– koszt zamrożenia środków obrotowych w produkcji w toku
przypadający na jeden wyrób
n
n
K
K
p
p
Ponieważ
K
K
s
s
= m + r +
= m + r +
N
N
s
s
Ks – koszt stały przypadający na jeden wyrób
To ostatecznie
K
K
c
c
=
=
K
K
s
s
+
+
+
+
K
K
z
z
Krzywa K na rysunku jest wynikiem sumowania wszystkich kosztów
przypadających na jeden wyrób i osiąga minimum. Minimum to
wyznacza
taką
wielkość
partii
(n
0
),
przy
której
koszty
wyprodukowania jednego wyrobu są najmniejsze.
n
n
K
K
p
p
Przed wyznaczeniem minimalnych kosztów wyrobu określić należy
koszty zamrożenia środków obrotowych (K
z
).
K
K
z
z
=
=
gdzie: t
s
– średni okres oczekiwania (zamrożenia) jednego wyrobu przed
i po jego obróbce,
p – stopa procentowa płacona z tytułu zamrożenia środków
obrotowych.
100
100
p
p
t
t
n
n
K
K
K
K
s
s
p
p
s
s
++++
++++
Średni okres zamrożenia jednego wyrobu można określić analizując
przebieg wykonania poszczególnych egzemplarzy wyrobów w partii
produkcyjnej. Przyjmuje się tutaj, że odbiór wykonywanych wyrobów
przebiega zgodnie z taktem.
gdzie: τ - takt produkcji (określa, co jaki okres czasu zejdzie z linii
kolejny wyrób) ,
F – ujednolicony fundusz czasu stanowiska roboczego w
komórce produkcyjnej,
I – program produkcji detalu.
Średni okres oczekiwania zamrożenia jednego detalu będzie średnią
arytmetyczną czasów oczekiwania (razem przed i po obróbce) detalu
pierwszego i ostatniego z partii produkcyjnej
t
t
s
s
=
=
I
I
F
F
====
====
ττττ
ττττ
((((
((((
))))
))))
2
2
1
1
ττττ
ττττ
−−−−
−−−−
n
n
Po podstawieniu otrzymamy następujące wyrażenie kosztu
całkowitego K
c
Aby określić koszty minimalne i odpowiednią wielkość partii
należy obliczyć pochodną powyższej funkcji i przyrównać ją
do zera (
).
Po obliczeniu i uproszczeniu otrzymamy ostatecznie wzór
który określa, kiedy koszty obróbki jednego detalu są
najniższe.
((((
))))
I
pF
n
n
K
K
n
K
K
K
p
s
p
s
c
200
1
−−−−
++++
++++
++++
====
0
====
dn
dK
pF
K
I
K
n
s
p
200
0
====
Metoda oparta na dopuszczalnym stosunku czasu przygotowawczo -
zakończeniowego do czasu jednostkowego
Zakłada, że stosunek czasu przygotowawczo – zakończeniowego do
czasu jednostkowego nie przekracza pewnej empirycznie ustalonej
granicy.
n * t
j
* q = t
pz
skąd
gdzie: n – liczba sztuk w partii,
t
j
– czas jednostkowy [s],
t
pz
– czas przygotowawczo – zakończeniowy [s],
q- empiryczny wskaźnik przyjmowany w praktyce w granicach
0,02 - 0,05 dla części tanich i 0,05 – 0,15 dla części drogich. Niekiedy
wartość tego współczynnika uzależnia się od typu produkcji przyjmując
niższe jego wartości dla produkcji jednostkowej i małoseryjnej, a wyższe
dla produkcji średnio- i wielkoseryjnej.
j
pz
qt
t
n =
===
Wzór ten należy stosować do jednej określonej operacji tzn.
jeżeli obliczenia wielkości partii prowadzone są w odniesieniu
do konkretnego stanowiska roboczego. Ostateczny wzór
wielkości partii jednakowej dla wszystkich operacji danego
wyrobu może być wykonany na podstawie wyników obliczeń
poszczególnych operacji. Obliczoną za pomocą w/w wzoru
wielkość partii koryguje się najczęściej w zależności od
trwałości ostrza narzędzi, rozmiarów pojemników,
zasobników, palet, miejsc na składowanie jakim dysponuje
przedsiębiorstwo lub też dostosowuje się do zadań
przypadających na kalendarzową jednostkę planu.
Metoda oparta o kryterium organizacyjne
Metoda oparta o kryterium organizacyjne
Stosuje się ją w warunkach produkcji rytmicznej powtarzalnej.
Produkcja powtarzalna rytmiczna realizowana jest partiami
produkcyjnymi, które są powtarzane co okres czasu X
p
zwany
okresem powtarzalności (lub rytmem).
Okres powtarzalności
Okres czasu, po upływie którego nastąpi powtórzenie
wszystkich operacji procesu produkcyjnego wykonywanych w
ramach tego okresu powtarzalności.
Wielkość partii produkcyjnej w tej metodzie ustalamy w oparciu o
następujący wzór:
gdzie: I – program produkcji wyrobu,
F – dysponowany fundusz czasu,
X
p
– okres powtarzalności
z
g
– zadanie godzinowe – zwane godzinowym tempem produkcji
jest to liczba wyrobów wynikającą z programu produkcyjnego danego
wyrobu, które są wykonywane w danym okresie czasu oraz z
odpowiedniego funduszu czasu stanowiska dla tego okresu czasu.
Okres powtarzalności jest odpowiednio obliczany i dobierany wg
odcinków kalendarzowych dogodnych do zorganizowania produkcji w
danej komórce produkcyjnej.
p
g
p
X
z
X
F
I
n
====
====
1. Zadanie godzinowe
1. Zadanie godzinowe
–
–
zg
zg
= I/F [
= I/F [
szt
szt
/h]
/h]
2. Mo
2. Mo
ż
ż
liwo
liwo
ść
ść
godzinowa (mg)
godzinowa (mg)
–
–
jest to liczba
jest to liczba
wyrob
wyrob
ó
ó
w, jak
w, jak
ą
ą
stanowisko jest zdolne wykona
stanowisko jest zdolne wykona
ć
ć
w
w
ci
ci
ą
ą
gu 1godziny (wykonuj
gu 1godziny (wykonuj
ą
ą
c okre
c okre
ś
ś
lon
lon
ą
ą
operacj
operacj
ę
ę
)
)
-
-
mg = 1/
mg = 1/
tj
tj
[
[
szt
szt
/h] lub mg = 60/
/h] lub mg = 60/
tj
tj
[
[
szt
szt
/min]
/min]
3. Takt produkcji (
3. Takt produkcji (
ττττ
ττττ
)
)
–
–
jest odwrotno
jest odwrotno
ś
ś
ci
ci
ą
ą
zadania
zadania
godzinowego , i okre
godzinowego , i okre
ś
ś
la co ile godzin (minut,
la co ile godzin (minut,
sekund0 powinien by
sekund0 powinien by
ć
ć
wykonany dany wyr
wykonany dany wyr
ó
ó
b
b
ττττ
ττττ
= F/I [h/
= F/I [h/
szt
szt
]
]
Zadanie godzinowe, mo
Zadanie godzinowe, mo
ż
ż
liwo
liwo
ść
ść
godzinowa, takt
godzinowa, takt
4. Godzinowy wsp
4. Godzinowy wsp
ó
ó
ł
ł
czynnik obci
czynnik obci
ąż
ąż
enia stanowiska
enia stanowiska
detalooperacj
detalooperacj
ą
ą
(
(
η
η
) wyra
) wyra
ż
ż
a stopie
a stopie
ń
ń
zaj
zaj
ę
ę
cia
cia
stanowiska do wykonania okre
stanowiska do wykonania okre
ś
ś
lonej
lonej
detalooperacji
detalooperacji
w ci
w ci
ą
ą
gu godziny:
gu godziny:
η
η
=
=
zg
zg
/mg
/mg
Lub
Lub
η
η
=
=
zg*tj
zg*tj
=
=
I*tj
I*tj
/F=
/F=
tj
tj
/
/
ττττ
ττττ
Wyszukiwarka
Podobne podstrony:
Metoda optymalnej wielkoci zamwienia-logistyka, Logistyka
Optymalna wielkość partii produkcyjnej
Optymalna wielkość partii produkcyjnej
4 Linie wpływu wielkości statycznych w ustrojach prętowych
Optymalizacja LP
wyklad 13nowy Wyznaczanie wielkości fizykochemicznych z pomiarów SEM
Zasady ergonomii w optymalizacji czynności roboczych
optymalizacja fak
Podstawy Optymalizacji, simplex
Wykład Ch F wielkości kol
Hydroliza zwiazkow wielkoczasteczkowych 1
model optymalizacyjny
Budzik Versa wielkość karty kredytowej instrukcja EN
czynniki fizyczne i techniczne wpływające na wielkośc dawki
DIALEKT WIELKOPOLSKI
BO WYK2 Program liniowe optymalizacja
więcej podobnych podstron