Wydzia
ł
Budowy Maszyn i Zarz
ą
dzania
Instytut Technologii Materia
łó
w
Zakład Tworzyw Sztucznych
IN
IN
Ż
Ż
YNIERIA WYTWARZANIA I:
YNIERIA WYTWARZANIA I:
PRZETW
PRZETW
Ó
Ó
RSTWO TWORZYW SZTUCZNYCH
RSTWO TWORZYW SZTUCZNYCH
dr inż. Kinga Mencel
kinga.mencel@put.poznan.pl
pokój 801
tel. 665-2787
1
2
3
Formowanie próżniowe polega na równomiernym ogrzaniu
i uplastycznieniu półwyrobu z tworzywa w postaci płyty lub
folii umocowanej w ramie napinającej, następnie na
uformowaniu ogrzanej płyty w formie oraz utrwaleniu
nadanego kształtu przez oziębienie
FORMOWANIE PR
FORMOWANIE PR
Ó
Ó
Ż
Ż
NIOWE
NIOWE
4

WADY PROCESU FORMOWANIA
WADY PROCESU FORMOWANIA
PR
PR
Ó
Ó
Ż
Ż
NIOWEGO
NIOWEGO
•
Cena surowca (folii i p
ł
yt) jest ok. 100% wy
ż
sza od ceny
granulatów do wtrysku.
•
Powstaj
ą
odpady przy przycinaniu p
ł
yt i oddzielaniu wyprasek od
arkusza (tzw. a
ż
ur).
•
Na du
ż
ych p
ł
askich powierzchniach mog
ą
powstawa
ć ż
eberka
i pofa
ł
dowania.
•
Nie mo
ż
na formowa
ć
wyrobów z otworami. Otwory wykonuje si
ę
w osobnej operacji.
•
W przypadku formowania negatywowego wyst
ę
puje pocienienie
ś
cianek wyrobu.
•
Wypraski wymagaj
ą
najcz
ęś
ciej dalszej obróbki np. wykrawania,
wiercenia itp.
5

ZALETY PROCESU FORMOWANIA
ZALETY PROCESU FORMOWANIA
PR
PR
Ó
Ó
Ż
Ż
NIOWEGO
NIOWEGO
•
Ma
ł
y nak
ł
ad inwestycyjny w przeliczeniu na 1 szt. lub na ci
ęż
ar 1
szt.
•
Tanie formy, co zmniejsza ryzyko przy uruchamianiu nowej
produkcji.
•
Mo
ż
liwo
ść
szybkiego wykonania prototypów z ró
ż
nych tworzyw
sztucznych.
•
Proces jest rentowny równie
ż
w przypadku ma
ł
ych serii.
•
Mo
ż
liwo
ść
uzyskania wyrobów cienkich i bardzo cienkich o du
ż
ych
powierzchniach.
•
Krótki cykl pracy, du
ż
a wydajno
ść
.
•
Przy zastosowaniu form wielokrotnych – jednorazowo uzyskuje si
ę
du
ż
e ilo
ś
ci sztuk.
•
Du
ż
y wybór surowca.
6
WYMAGANIA STAWIANE TWORZYWOM
PRZETWARZANYM METOD
Ą
FORMOWANIA
PRÓ
Ż
NIOWEGO
FORMOWANE TWORZYWA POWINNY:
•mie
ć
mo
ż
liwie du
ż
y zakres temperatury, w którym warunki formowania
s
ą
optymalne,
•pozwala
ć
na stosowanie du
ż
ego wspó
ł
czynnika g
łę
boko
ś
ci formowania
H:D,
•dobrze „p
ł
yn
ąć
”, tzn. dok
ł
adnie wype
ł
nia
ć
zag
łę
bienia formy,
•folie lub p
ł
yty powinny by
ć
jednorodne, tzn. by
ć
wolne od p
ę
cherzy
powietrznych i obcych cia
ł
oraz mie
ć
sta
łą
grubo
ść
,
7

•mie
ć
na tyle du
żą
powierzchniow
ą
odporno
ść
ciepln
ą
, aby nie ulega
ć
uszkodzeniom termicznym pod wp
ł
ywem ogrzewania,
•wykazywa
ć
po uformowaniu dostateczn
ą
udarno
ść
i odporno
ść
na
starzenie.
•ulega
ć
pod wp
ł
ywem ogrzewania ca
ł
kowitemu i jednorodnemu
zmi
ę
kczeniu tak, aby dawa
ł
o si
ę
formowa
ć
pod wp
ł
ywem ci
ś
nienia
atmosferycznego,
WYMAGANIA STAWIANE TWORZYWOM
PRZETWARZANYM METOD
Ą
FORMOWANIA
PRÓ
Ż
NIOWEGO
8
Stosunek głębokości H do średnicy D nazywa się
współczynnikiem głębokości formowania. Praktyka wykazała,
że dla formowania negatywowego optymalny jest stosunek
tzn., że głębokość formowania, osiągalna w tej metodzie, a
nie naruszająca stabilności wypraski, wynosi na ogół 40%
średnicy formy.
4
0,
D
H
====
9
FORMOWANIE PR
FORMOWANIE PR
Ó
Ó
Ż
Ż
NIOWE NEGATYWOWE
NIOWE NEGATYWOWE
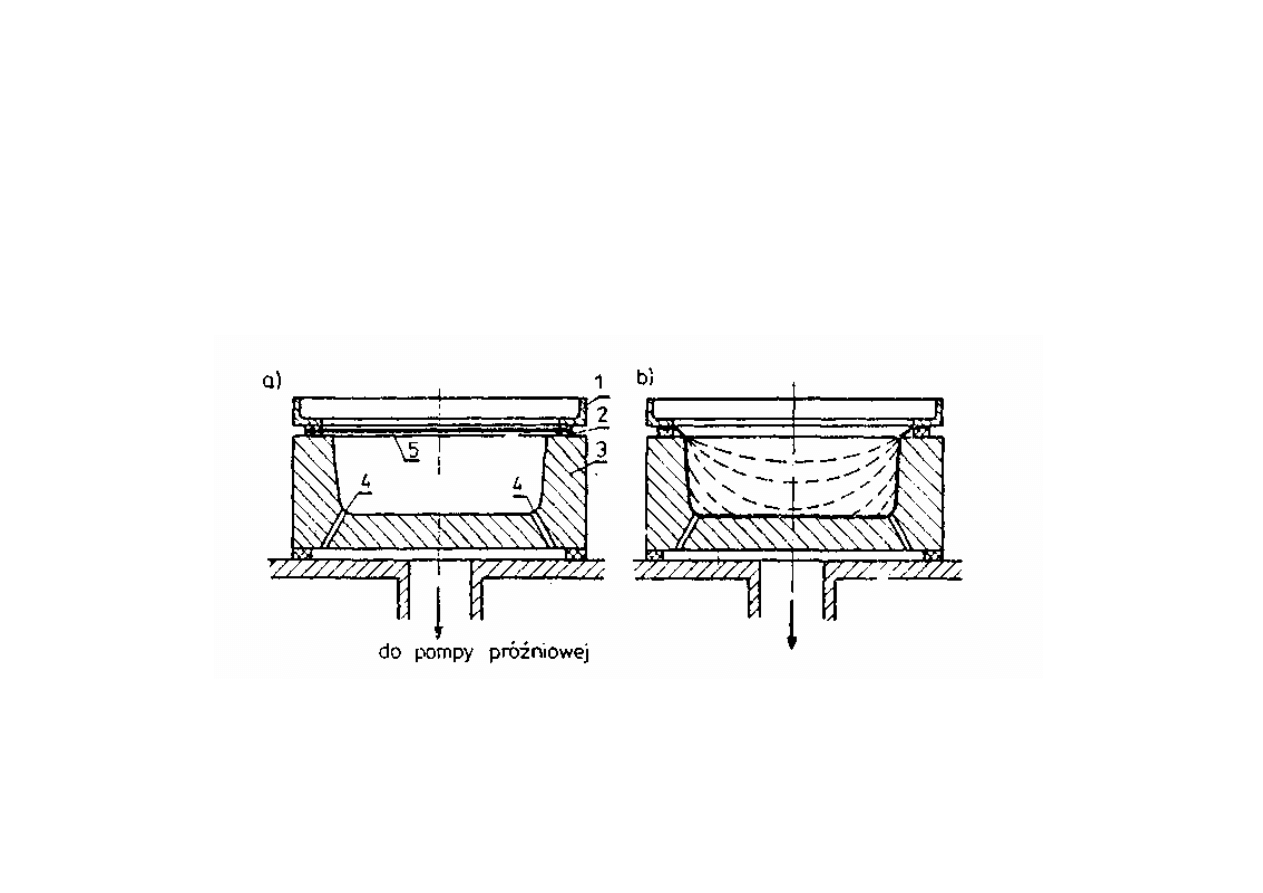
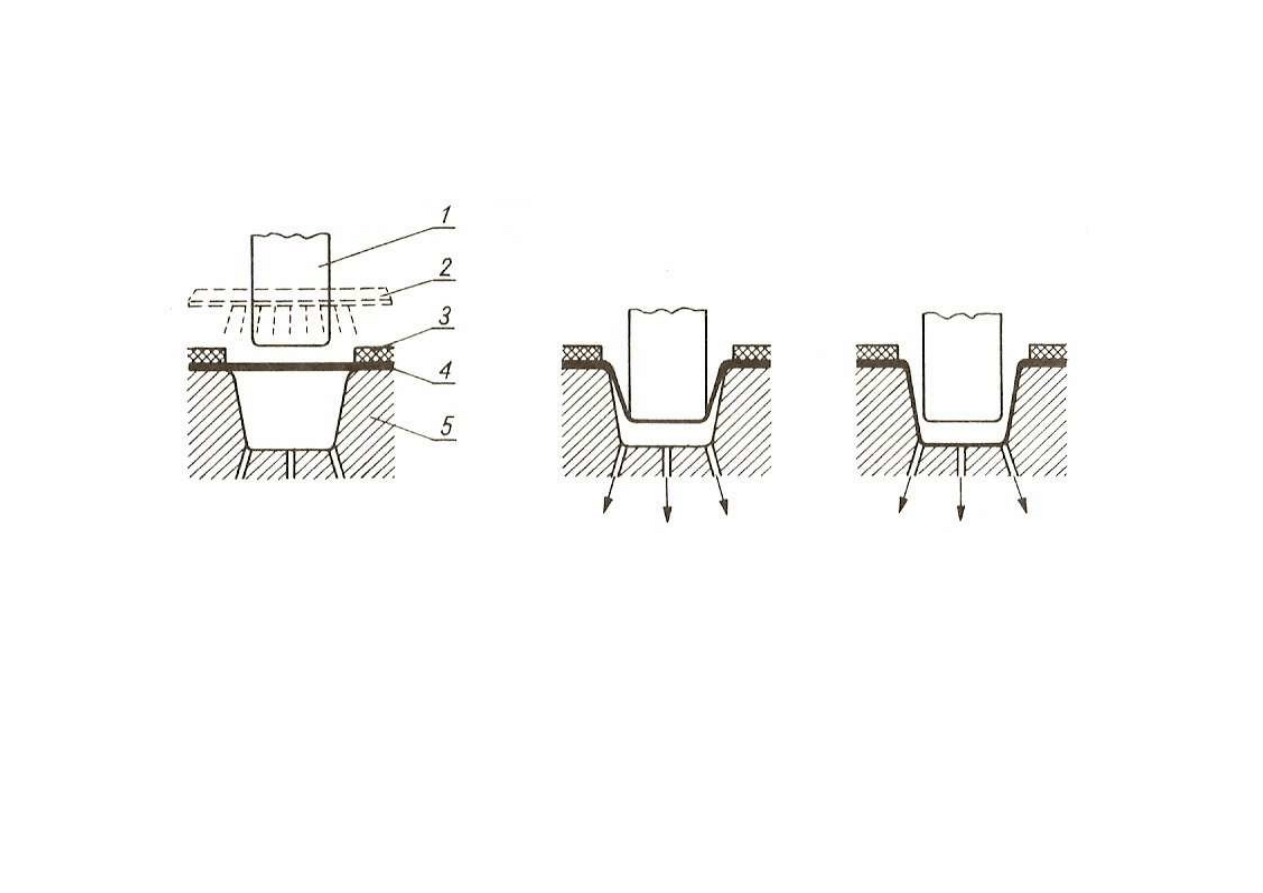
Przebieg formowania pr
Przebieg formowania pr
ó
ó
ż
ż
niowego negatywowego
niowego negatywowego
1
1
–
–
rama, 2
rama, 2
–
–
uszczelka, 3
uszczelka, 3
–
–
forma, 5
forma, 5
–
–
kana
kana
ł
ł
y ss
y ss
ą
ą
ce,
ce,
5
5
–
–
formowany arkusz,
formowany arkusz,
Formowanie to polega na wci
Formowanie to polega na wci
ą
ą
gni
gni
ę
ę
ciu folii lub p
ciu folii lub p
ł
ł
yty z tworzywa sztucznego w
yty z tworzywa sztucznego w
negatywow
negatywow
ą
ą
form
form
ę
ę
(wkl
(wkl
ę
ę
s
s
łą
łą
matryc
matryc
ę
ę
)
)
10
FORMOWANIE PR
FORMOWANIE PR
Ó
Ó
Ż
Ż
NIOWE NEGATYWOWE
NIOWE NEGATYWOWE
FORMOWANIE PR
FORMOWANIE PR
Ó
Ó
Ż
Ż
NIOWE NEGATYWOWE
NIOWE NEGATYWOWE
Z CZ
Z CZ
ĘŚ
ĘŚ
CIOWYM PRZYTRZYMANIEM FOLII
CIOWYM PRZYTRZYMANIEM FOLII
11
FORMOWANIE PR
FORMOWANIE PR
Ó
Ó
Ż
Ż
NIOWE NEGATYWOWE
NIOWE NEGATYWOWE
Z MECHANICZNYM ROZCI
Z MECHANICZNYM ROZCI
Ą
Ą
GANIEM
GANIEM
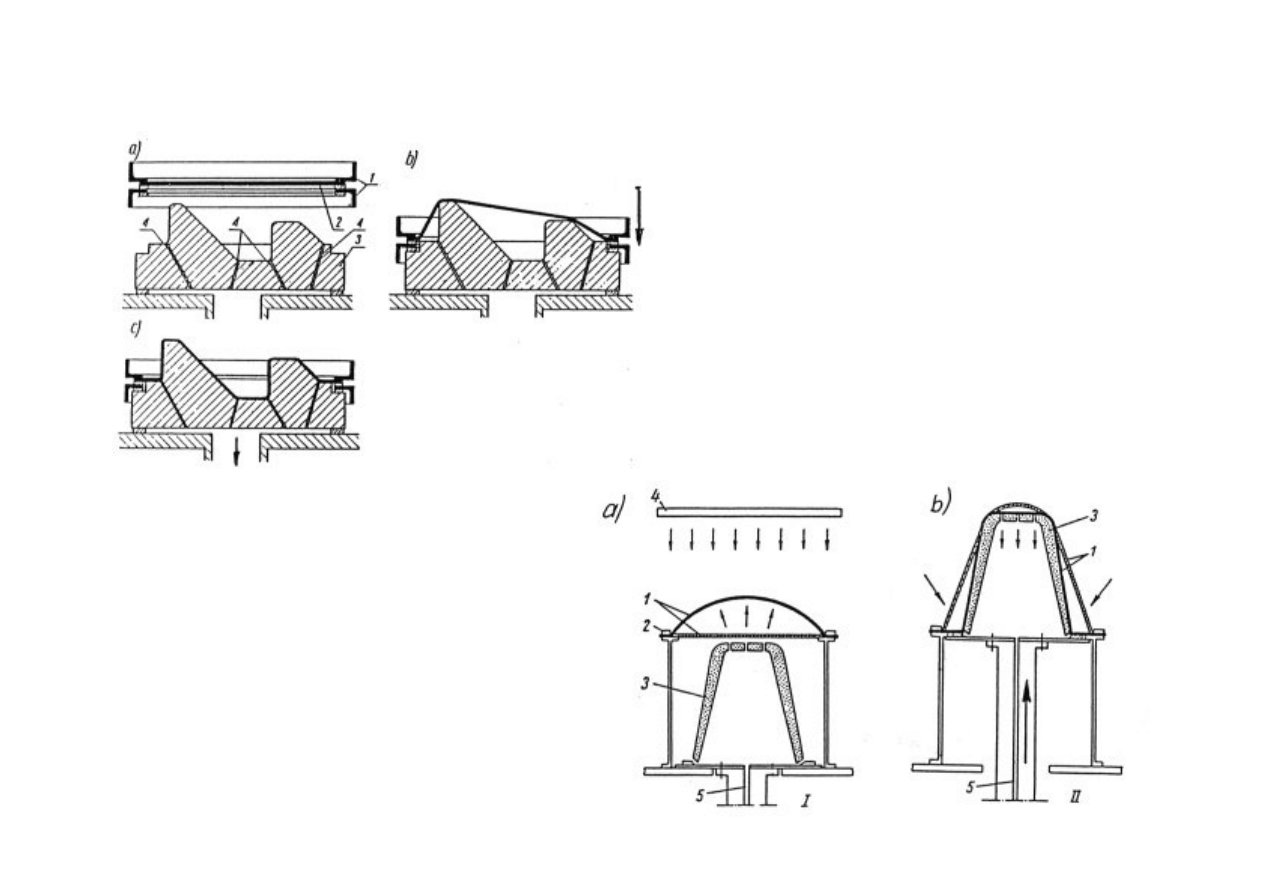
Przebieg formowania próżniowego negatywowego
z mechanicznym rozciągaczem arkusza;
1 – stempel, 2 – grzejnik, 3 – uchwyt, 4 – formowany arkusz, 5 –
forma
12
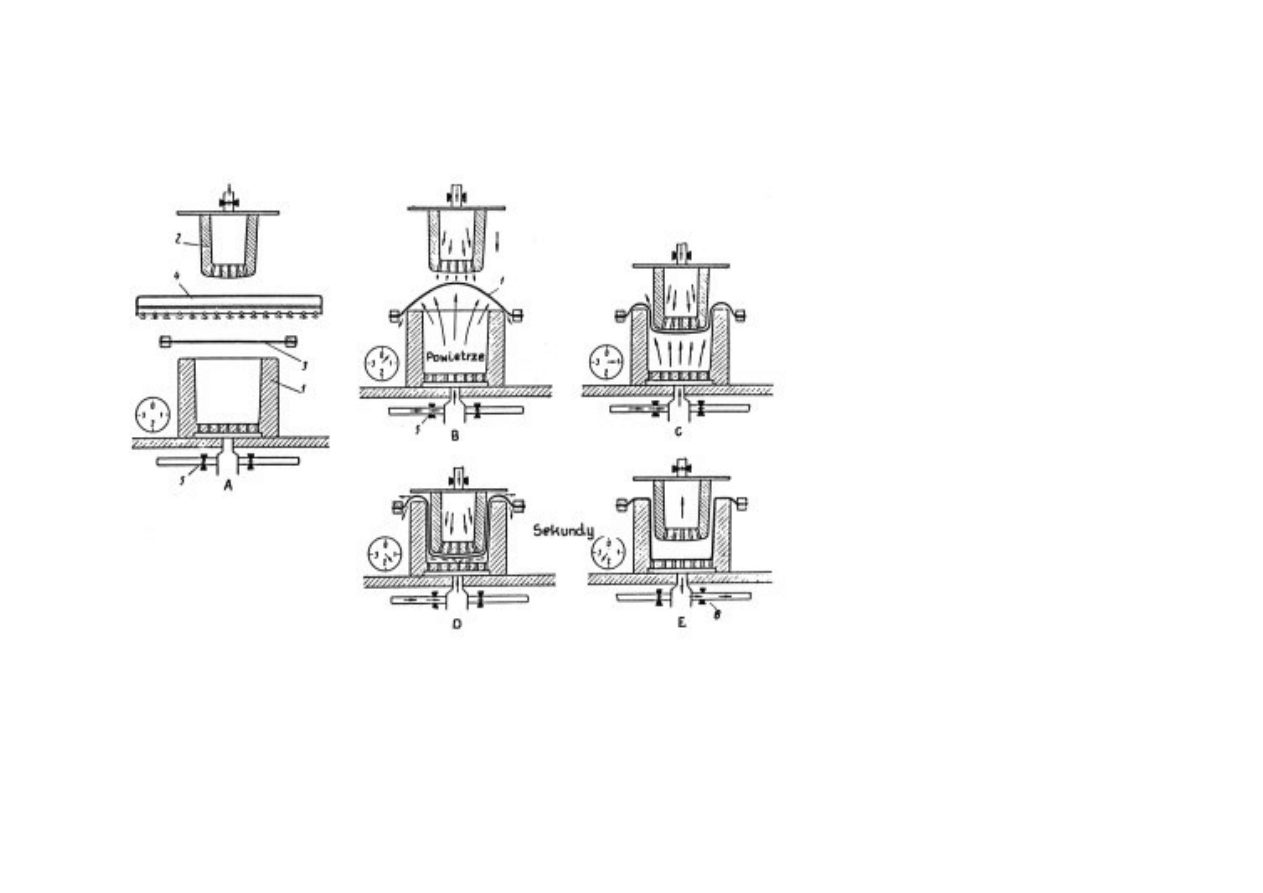
Formowanie negatywowe metod
Formowanie negatywowe metod
ą
ą
"
"
Air cushion control
Air cushion control
”
”
A) przygotowanie do formowania
i podgrzania folii,
B) otwarcie zaworu (5) i nadmuch
gorącego powietrza pod
ciśnieniem od 3 do 5 bar od
strony formy negatywowej
oraz stempla, który w tym
czasie przesuwa się w dół,
C) i D) dalszy ruch stempla w dół z
równoczesnym nadmuchem
sprężonego powietrza
(rozciąganie folii na poduszce
powietrznej),
E) odłączenie nadmuchu,
podłączenie do próżni
(zaworem 6) w celu
ostatecznego uformowania
wyrobu, wycofanie się
stempla.
13
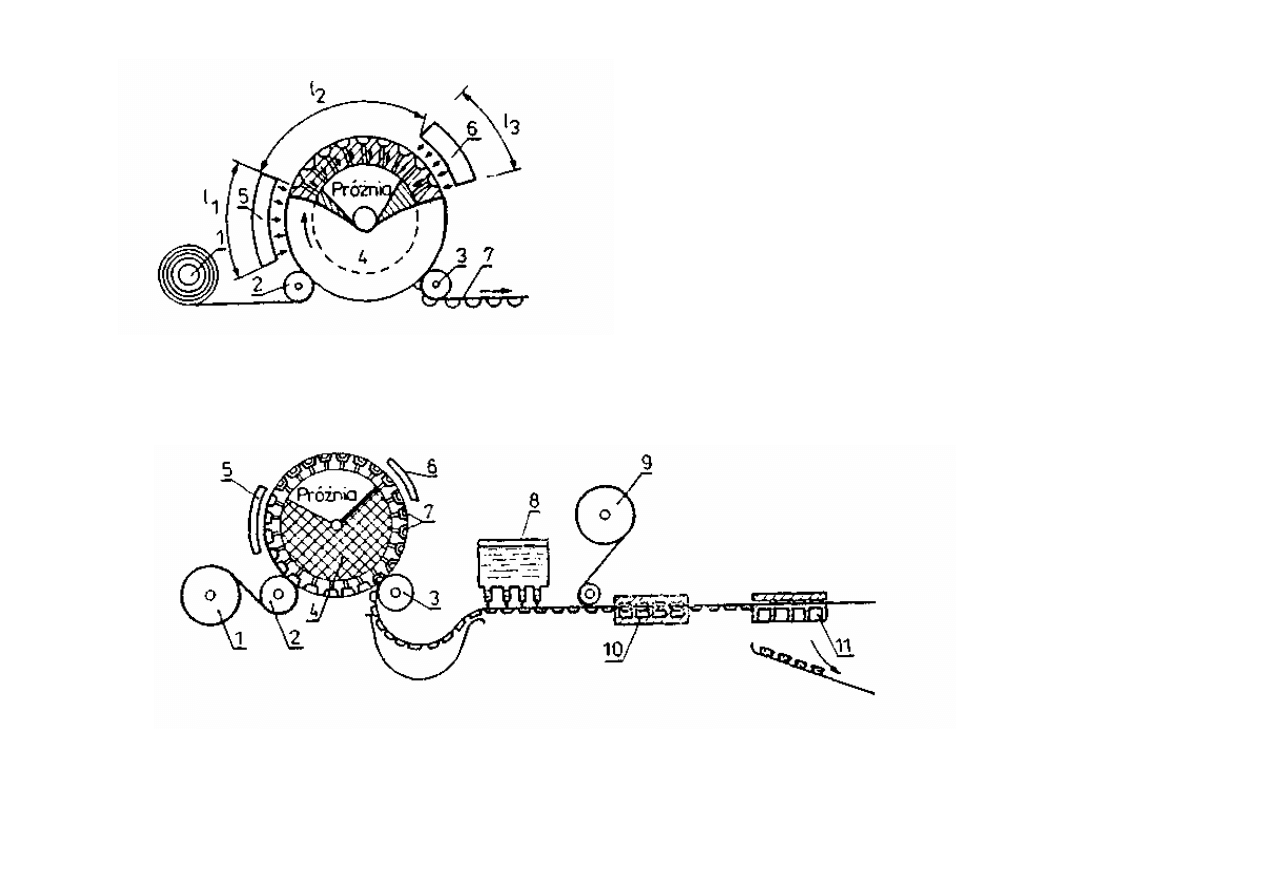
1- rolka folii, 2,3 – rolki opasuj
ą
ce, 4- b
ę
ben obrotowy, 5 - grzejniki, 6 - urz
ą
dzenie ch
ł
odz
ą
ce,
7 - folia z uformowanymi kszta
ł
tami.
Ci
ą
g
ł
a produkcja kszta
ł
tek
metod
ą
negatywow
ą
.
, 8 - urz
ą
dzenie nape
ł
niaj
ą
ce, 9 - folia s
ł
u
żą
ca do zamykania nape
ł
nionych
kszta
ł
tek, 10 - urz
ą
dzenie do zamykania nape
ł
nionych kszta
ł
tek, 11 - urz
ą
dzenie
wycinaj
ą
ce zamkni
ę
te i nape
ł
nione kszta
ł
tki.
FORMOWANIE PR
FORMOWANIE PR
Ó
Ó
Ż
Ż
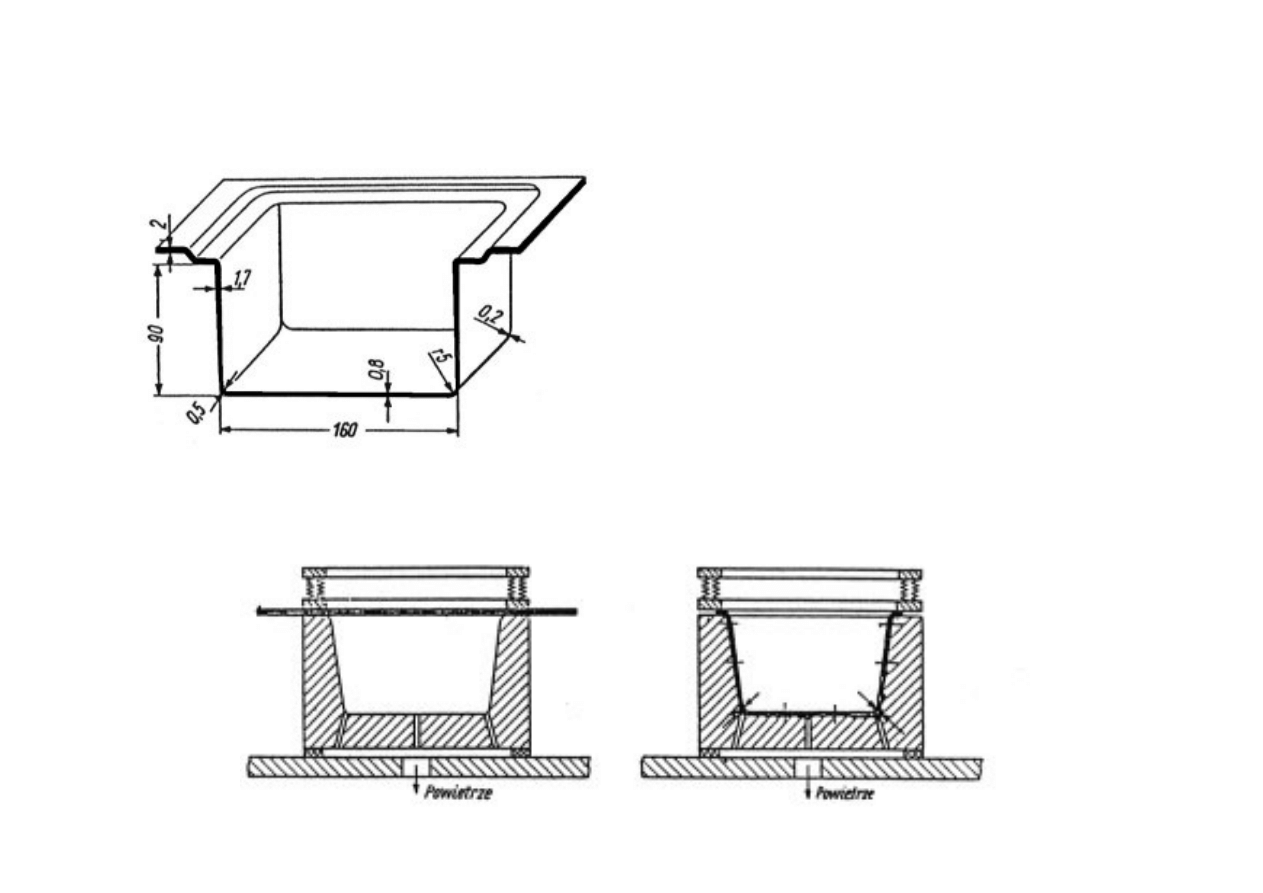
NIOWE POZYTYWOWE
NIOWE POZYTYWOWE
Stosowane formy w tej metodzie maj
Stosowane formy w tej metodzie maj
ą
ą
kszta
kszta
ł
ł
t
t
wypuk
wypuk
ł
ł
ych stempli, na kt
ych stempli, na kt
ó
ó
re naci
re naci
ą
ą
gana jest folia lub
gana jest folia lub
p
p
ł
ł
yta w procesie formowania
yta w procesie formowania
15
Rozciąganie mechaniczne folii (ruchem
ramy zaciskowej w dół),
1-
rama
obciągająca,
2-
folia
z
tworzywa
sztucznego, 3- forma pozytywowa, 4-
otwory łączące przestrzeń formowania z
komorą próżniową (e 0,3 - 0,5 mm)
Schemat formowania pozytywowego z
powietrzno-mechanicznym rozciąganiem folii
,
a - nagrzewanie i rozdmuch, b - ruch stempla
do góry, rozciąganie mechaniczne, a
następnie formowanie próżniowe
16
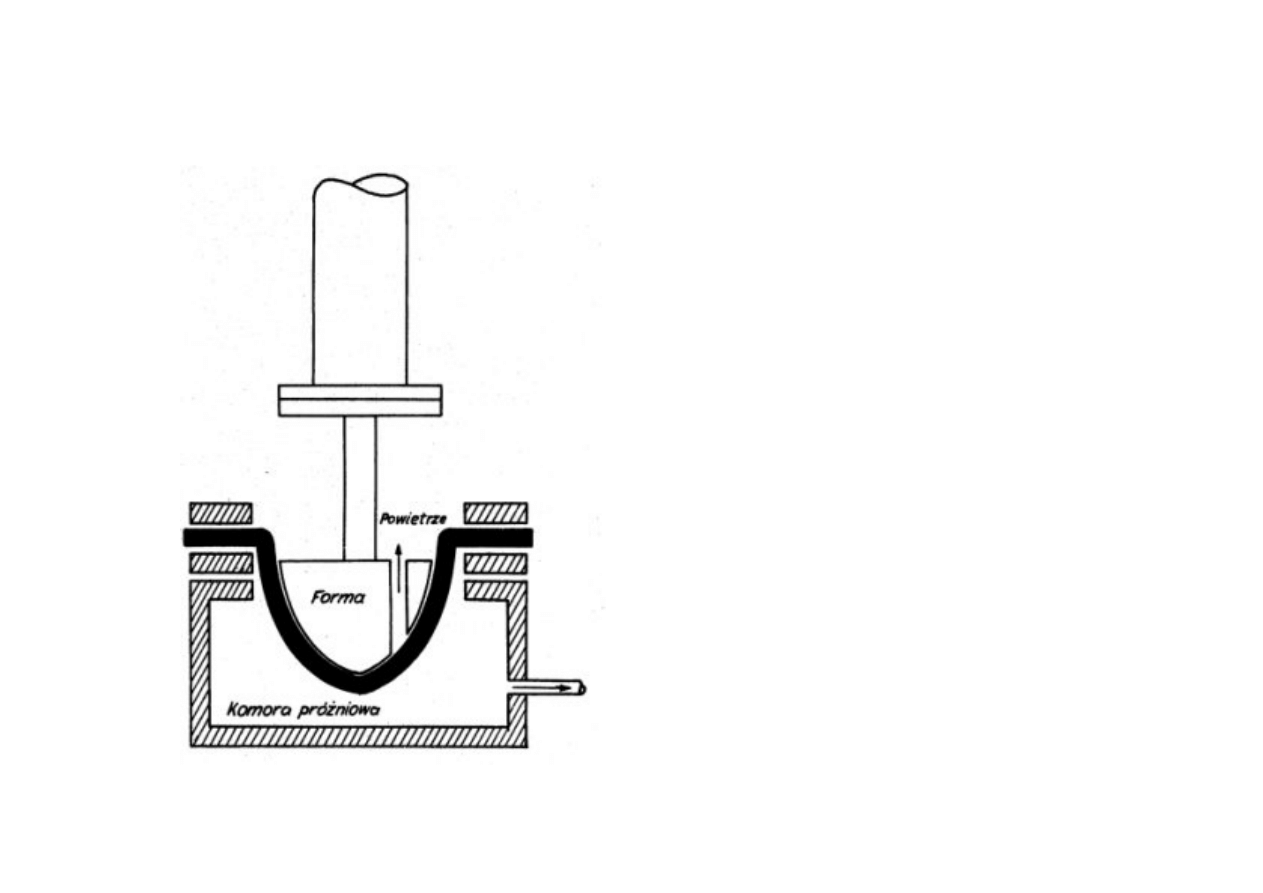
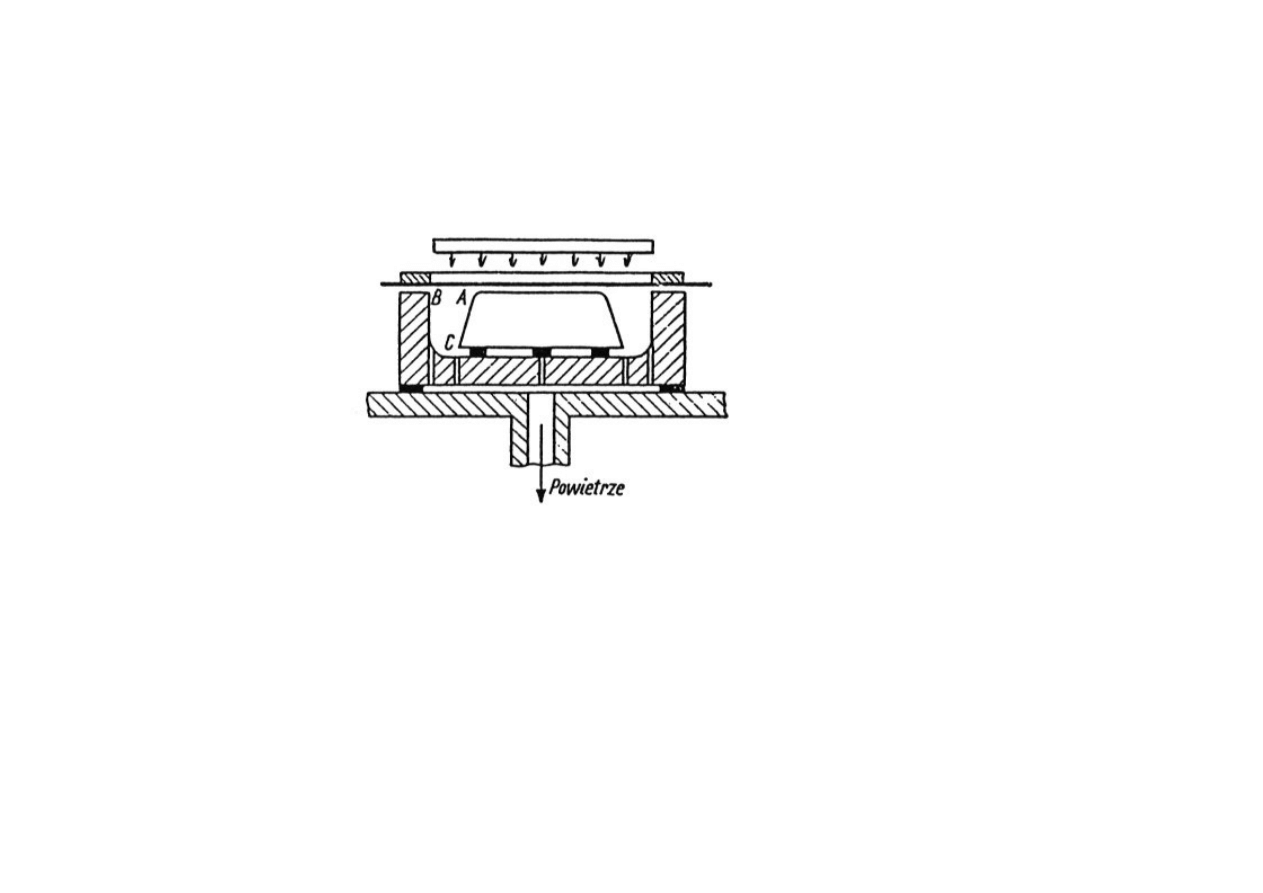
Nagrzany arkusz jest powoli wciągany do
komory próżniowej. Przez opuszczenie formy
spełniającej rolę tłoka następuje zamknięcie
przestrzeni między formą i arkuszem skąd
następnie usuwa się powietrze. Równocześnie
lekkie nadciśnienie w komorze ułatwia proces
formowania. Metoda ta stosowana jest często
do laminowania próżniowego.
metoda "
metoda "
Snap
Snap
-
-
back
back
"
"
17

Porównanie metod formowania próżniowego
Metodę negatywową:
1.
otrzymanie
przedmiotów
o
stosunkowo
małej
głębokości
i
względnie prostych kształtach
2.
przy otrzymywaniu wyprasek o
bardzo małych powierzchniach w
formach wielokrotnych
3.
wszędzie
tam,
gdzie
po
stronie
zewnętrznej
(widocznej)
wypraski
należy otrzymać wyraźne kontury i
rysunki
4.
tam, gdzie pocienienie materiału nie
wpływa ujemnie na jakość wypraski
Metodę pozytywową:
1.
do formowania dużych pojedynczych
wyprasek,
wymagających
równomiernego
rozkładu
grubości
ścian
2.
do
formowania
w
formach
wielokrotnych
3.
tam, gdzie istotna jest staranność w
uformowaniu
powierzchni
wewnętrznej
4.
wymagana jest duża wytrzymałość
mechaniczna
ścianki
dolnej
i
niewielkie jej pocienienie
Wady wyrobów formowanych próżniowo
1. Niektóre tworzywa sztuczne mają wąski zakres temperatury
przetwórstwa (np. twarde folie PVC o grubości
<<<<
0,5 mm).
W związku z tym występują tendencje niedogrzewania lub
przegrzewania.
2. Tworzenie się tzw. żeberek. Wszędzie tam, gdzie w formie
negatywowej długie lub głębokie powierzchnie w kształcie rynien lub
rowków, mogą powstać fałdy czyli tzw. żeberka. Wada ta zależy od
rodzaju i jakości formowanego tworzywa.
3. Pocienienie ścianek, czyli otrzymywanie wyrobów o nierównomiernej
grubości ścianek.
19

20
Formy
·
Gips
Tani, szybko dający się formować. Jest porowaty, więc nie wymaga stosowania
kanałów ssących, dzięki czemu możliwie jest precyzyjne formowanie drobnych
szczegółów. Zalecany jest, gdy chodzi o uformowanie niewielkiej liczby kształtek. W
przypadku form o dużej powierzchni wymaga wzmocnienia za pomocą żelaznych
sztabek lub drutu, aby gips mógł się oprzeć ciśnieniu występującemu przy
formowaniu. Ze względu na konieczność
otrzymywania możliwie gładkiej
powierzchni formy należy używać
gipsu twardego tzw. azbestowego lub
modelowego.
·
Drewno
Tani surowiec, dający się szybko i łatwo obrabiać. Formy drewniane są nietłukące,
mają dobrą wytrzymałość i można w nich formować również delikatne zarysy.
Trwałość ich jest ograniczona, nie są odporne na działanie ciepła oraz wilgoci i nie
utrzymują stałości wymiarów. Drewno, najlepiej z olchy, brzozy i klonu, powinno
być dobrze wysuszone i sklejane z kilku warstw. Pozwala na wykonanie przeciętnie
500 formowań a ponadto istnieje możliwość zaszpachlowania powstałych rys i
pęknięć.

21
·
Laminaty
Cena ich jest dość wysoka a obróbka pracochłonna, jednak formy wykonane
z laminatów pozwalają na formowanie nieograniczonej liczby sztuk, mają dobrą
wytrzymałość mechaniczną i stałość wymiarów oraz znakomitą gładkość
powierzchni. Laminaty są tworzywami warstwowymi, w których warstwy
drewna (Lignofol), papieru (Pertinax) lub tkanin (Novotext) połączone są
tworzywami sztucznymi. Są odporne na podwyższoną temperaturę, wykazują
niewielką przewodność cieplną, mają bardzo dobre właściwości mechaniczne i
dają się łatwo polerować
Metale
Pozwalają na formowanie dowolnej liczby sztuk, mają bardzo dobrą wytrzymałość
mechaniczną, zachowują trwałość wymiarów i mają gładkie powierzchnie.
Poważną wadą jest dość długi czas wykonywania formy, a metal czasami czerni
wypraski. Formy metalowe pozwalają na zastosowanie chłodzenia, co jest
szczególnie
wskazane
w
przypadkach
produkcji
masowej w
formach
wielokrotnych.

22
·
Masa ceramiczna
Formy pozwalają na formowanie dużej liczby sztuk, są tanie w wykonaniu,
wykazują dobrą trwałość wymiarów i są łatwe w konserwacji. Mają jednak
ograniczoną wytrzymałość w przypadku drobnych zarysów formy, są tłukące,
nieodporne na uderzenia i mają małą gładkość powierzchni. Powierzchnia formy
daje się polerować. Podczas pracy stykając się z gorącym tworzywem, forma
ogrzewa się do stosunkowo wysokiej temperatury, co nie jest wskazane ze względu
na jakość wyprasek oraz powoduje obniżenie tempa pracy. W związku z tym
konieczne jest zastosowanie chłodzenia formy.
Cement
Formy cementowe są tanie i proste w wykonaniu, wykazują dobrą trwałość
wymiarów oraz pozwalają na formowanie dużej liczby sztuk. Są dosyć
chropowate,
co
ogranicza
możliwość
odtwarzania
zarysów.
Cement
wykorzystywany jest dość rzadko, co najwyżej do form małych o niezbyt dużym
ciężarze. Kontury powinny być gładkie i przebiegać łagodnymi łukami

23
·
Tworzywa sztuczne
Formy z żywic poliestrowych otrzymywane są przez odlewanie na modelach
drewnianych. Są trwałe i mają dobrą przewodność cieplną. Wadą jest zanik
tworzywa w czasie utwardzania oraz trudności z obróbką mechaniczną; nadają
się więc do wyrobu form nie wymagających ścisłego przestrzegania tolerancji
wymiarowych. Natomiast formy z żywic fenolowych charakteryzują się
trwałością wymiarów, odpornością na ścieranie oraz dają się dobrze polerować.
W celu zwiększenia ich wytrzymałości mechanicznej stosuje się włókno szklane.

24
Kanały ssące
Kanały ssące są to otwory wywiercone w formie, które służą do
szybkiego usuwania powietrza znajdującego się między folią a formą,
jak również do doprowadzenia sprężonego powietrza przy wyjmowaniu
wypraski lub wydmuchiwania folii. Ich średnica określona jest przez
grubość formowanego materiału, ponieważ z jednej strony muszą być
dostatecznie duże, aby umożliwić wystarczająco szybkie i skuteczne
wessanie, a drugiej strony nie mogą być zbyt duże, ponieważ w
przeciwnym razie odciskałyby się na wyprasce. Kanały powinny
znajdować się wszędzie tam, gdzie folia formowana jest w końcowej fazie
procesu, czyli we wszystkich zagłębieniach, nożach i profilach formy.

25
To wszystko na dzisiaj !!!
dzi
ę
kuj
ę
☺
☺
☺
☺

26

27

28

29
30

31

32

33

34

35

36

37

38

39

40

41

42

43

44

45

46

47

48

49

50

51

52

53

54

55

56

57

58

59

60
Wyszukiwarka
Podobne podstrony:
EdM wzmacniacze for stud id 150 Nieznany
DW Navigator only for web id 14 Nieznany
KLESZCZE, PROZNIOCIAG id 236172 Nieznany
kondensatro prozniowy id 244388 Nieznany
EdM wzmacniacze for stud id 150 Nieznany
Nanomaterials for aviation id 3 Nieznany
HOW TO INTERVIEW FOR A JOB id 2 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
więcej podobnych podstron