___________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Grzegorz Wójcik
Przygotowanie przędzy do tkania 826[01].Z2.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Marian Róg
mgr inż. Krystyna Jaros
Opracowanie redakcyjne:
mgr inż. Maria Michalak
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 826 [01].Z2.01
Przygotowanie przędzy do tkania, zawartego w modułowym programie nauczania dla zawodu
operator maszyn w przemyśle włókienniczym
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Podział tkanin
7
4.1.1.
Materiał nauczania
7
4.1.2.
Pytania sprawdzające
12
4.1.3.
Ć
wiczenia
13
4.1.4.
Sprawdzian postępów
15
4.2.
Sploty tkackie
16
4.2.1.
Materiał nauczania
16
4.2.2.
Pytania sprawdzające
27
4.2.3.
Ć
wiczenia
27
4.2.4.
Sprawdzian postępów
29
4.3.
Przewijanie, cewienie przędzy
30
4.3.1.
Materiał nauczania
30
4.3.2.
Pytania sprawdzające
34
4.3.3.
Ć
wiczenia
34
4.3.4.
Sprawdzian postępów
36
4.4.
Snucie osnów
37
4.4.1.
Materiał nauczania
37
4.4.2.
Pytania sprawdzające
42
4.4.3.
Ć
wiczenia
43
4.4.4.
Sprawdzian postępów
45
4.5.
Klejenie osnów
46
4.5.1.
Materiał nauczania
46
4.5.2.
Pytania sprawdzające
50
4.5.3.
Ć
wiczenia
50
4.5.4.
Sprawdzian postępów
51
4.6.
Przewlekanie, przykręcanie i przywiązywanie osnów
52
4.6.1.
Materiał nauczania
52
4.6.2.
Pytania sprawdzające
55
4.6.3.
Ć
wiczenia
55
4.6.4.
Sprawdzian postępów
56
5.
Sprawdzian osiągnięć
57
6.
Literatura
62

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o przygotowaniu przędzy do tkania
i kształtowaniu umiejętności obsługi maszyn oddziału przygotowawczego tkalni.
W poradniku zamieszczono:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania wiedzy
o przygotowaniu przędzy do tkania oraz budowie i obsłudze maszyn i urządzeń oddziału
przygotowawczego tkalni,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
W materiale nauczania zostały omówione zagadnienia dotyczące klasyfikacji tkanin
i splotów tkackich oraz procesy, jakim poddawana jest przędza w celu przygotowania jej
do procesu tkania.
Rozdział „Pytania sprawdzające” zawiera pytania, na które odpowiadając sprawdzisz jak
opanowałeś materiał nauczania.
Rozdział „Ćwiczenia”, zawiera ćwiczenia rozwiązanie, których pozwoli Ci utrwalić
i uzupełnić informacje o poznanym materiale nauczania.
Następnym etapem po poprawnym wykonaniu ćwiczeń jest rozwiązanie sprawdzianu
postępów. W tym celu:
–
przeczytaj pytania i odpowiedz na nie,
–
zaznacz odpowiedź w odpowiednim miejscu.
Jeśli na któreś z pytań nie będziesz znał odpowiedzi będzie to wskazywało na luki
w Twojej wiedzy. Musisz wrócić do treści materiału nauczania, który niedostatecznie
opanowałeś.
Poznanie przez Ciebie materiału nauczania zawartego w jednostce modułowej
pod tytułem „Przygotowanie przędzy do tkania” pozwoli nauczycielowi przeprowadzić
sprawdzian poziomu przyswojonych wiadomości i ukształtowanych umiejętności. W tym celu
nauczyciel przekaże Ci do rozwiązania zestaw zadań testowych, które są zamieszczone
w rozdziale „Sprawdzian osiągnięć”. Zawiera on:
–
instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
–
zestaw zadań testowych,
–
kartę odpowiedzi, w której, w przeznaczonych miejscach wpisz odpowiedzi na pytania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
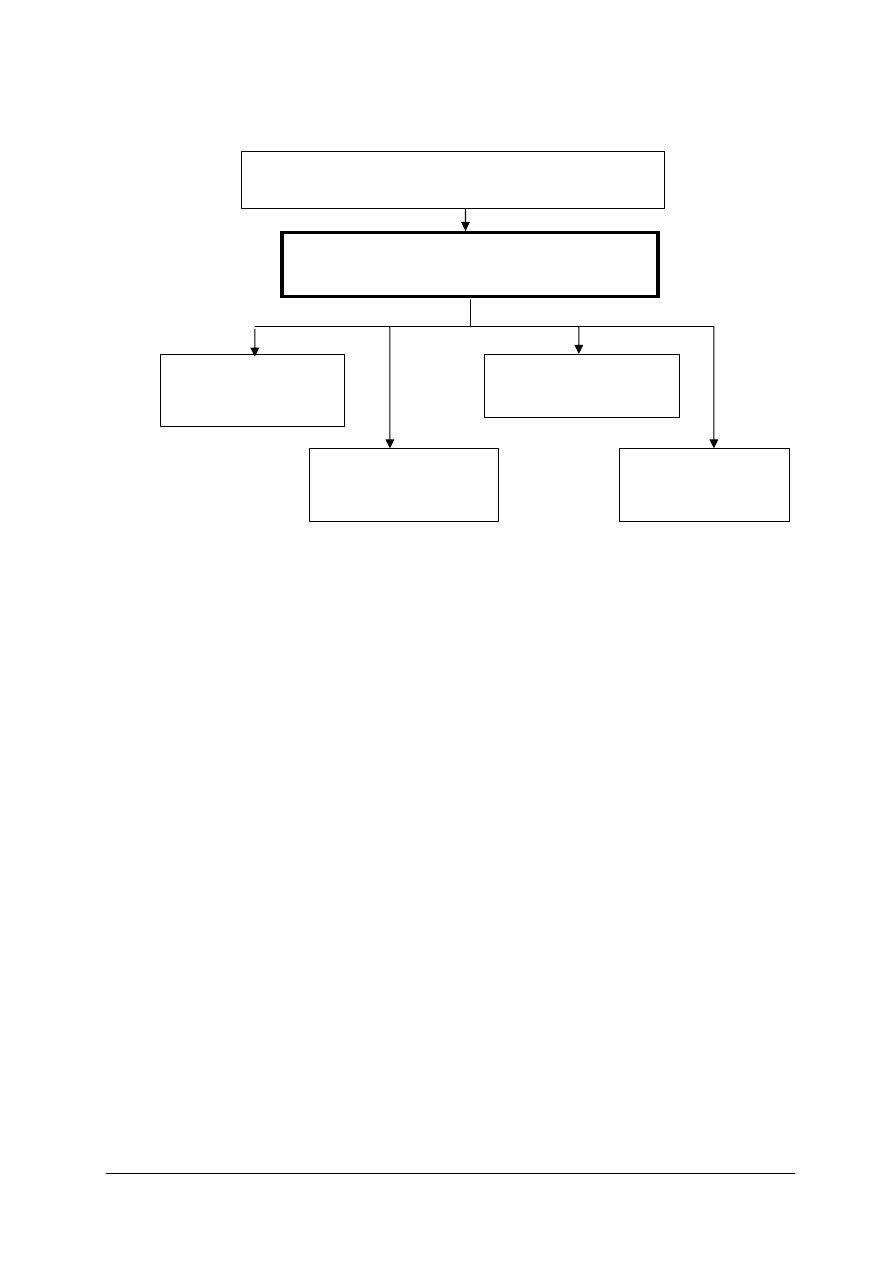
Schemat układu jednostek modułowych w module
826[01].Z2
Technologia tekstyliów tkanych
826[01].Z2.01
Przygotowanie przędzy do tkania
826[01].Z2.02
Wytwarzanie tkanin
na krosnach czółenkowych
826[01].Z2.04
Wytwarzanie tkanin
na krosnach rapierowych
826[01].Z2.03
Wytwarzanie tkanin
na krosnach chwytakowych
826[01].Z2.05
Wytwarzanie tkanin
na krosnach dyszowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
klasyfikować podstawowe surowce włókiennicze,
–
rozróżniać przędze i wyroby włókiennicze na podstawie nazw handlowych i oznaczeń,
–
rozróżniać nitki pojedyncze, wielokrotne i skręcane wielostopniowo,
–
charakteryzować podstawowe rodzaje wyrobów włókienniczych,
–
wymieniać sposoby wytwarzania podstawowych wyrobów włókienniczych,
–
rozpoznawać i scharakteryzować płaskie wyroby włókiennicze,
–
charakteryzować podstawowe wskaźniki jakościowe wyrobów włókienniczych,
–
obliczać przełożenia przekładni,
–
wykonywać proste rysunki techniczne,
–
odczytać rysunki zestawieniowe zespołów i podzespołów maszyn,
–
korzystać z różnych źródeł informacji,
–
obsługiwać komputer,
–
charakteryzować wymagania dotyczące bezpieczeństwa i higieny w zakładzie
włókienniczym,
–
współpracować w grupie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
scharakteryzować rodzaje tkanin i splotów tkackich,
–
odróżnić tkaniny ze względu na budowę i rodzaj surowca,
–
scharakteryzować snucie zespołowe, sekcyjne i taśmowe,
–
scharakteryzować rodzaje snowarek, klejarek i cewiarek,
–
posłużyć się Dokumentacją Techniczno-Ruchową maszyn i urządzeń,
–
przygotować snowarkę do pracy zgodnie z określonymi warunkami technologicznymi
osnowy,
–
wykonać osnowę i sprawdzić jej jakość,
–
obliczyć wydajność snowarki i prędkość snucia,
–
zanalizować przebieg procesu klejenia,
–
ustalić wpływ poszczególnych parametrów procesu klejenia na jakość osnowy,
–
przewlekać nitki osnowy przez oczka strun nicielnicowych i szczeliny płochy zgodnie
z otrzymanymi warunkami technologicznymi,
–
przygotować wątek do procesu tkania na krosnach czółenkowych,
–
ustalić zasady obsługi maszyn tkalni zgodnie z instrukcjami,
–
zanalizować przyczyny zatrzymań maszyn i urządzeń tkalni,
–
dobrać narzędzia i przyrządy do usunięcia awarii,
–
zlikwidować przyczyny zatrzymania maszyny lub urządzenia tkalni,
–
uporządkować stanowisko pracy,
–
wykonać czynności związane z konserwacją maszyn i urządzeń do tkania zgodnie
z dokumentacją techniczną,
–
posłużyć się normami oraz instrukcjami dotyczącymi maszyn i urządzeń,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska podczas obsługi maszyn i urządzeń tkalni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podział tkanin
4.1.1. Materiał nauczania
Tkaniny można dzielić ze względu na:
–
rodzaj użytego surowca do produkcji,
–
cechy budowy,
–
przeznaczenie,
–
rodzaj krosien, na których zostały wytworzone.
Zależnie od użytego surowca do produkcji rozróżnia się tkaniny z włókien:
–
roślinnych (bawełniane, lniane, konopne, jutowe oraz ramii i sizalu),
–
zwierzęcych (wełna, jedwab),
–
sztucznych (wiskozowe, octanowe, kauczukowe),
–
syntetycznych (elastanowe, poliakrylonitrylowe, modakrylowe, poliamidowe, aramidowe,
chlorowinylowe,
poliestrowe,
polietylenowe,
polipropylenowe,
poliuretanowe,
polialkoholowinylowe),
–
nieorganicznych (szklane, węglowe, metalowe).
Tkaniny produkowane z surowców roślinnych
Tkaniny w tej grupie są wyrabiane coraz rzadziej tylko z surowców roślinnych.
W większości są to tkaniny wyprodukowane z mieszanek surowców roślinnych i włókien
wiskozowych czy syntetycznych. W zależności od przeznaczenia tkaniny surowe poddawane
są procesowi bielenia, barwienia, drukowania, drapania, krepowania, gofrowania. Mogą być
kolorowo tkane lub produkowane z okrywą runową czy pętelkową. Tkaniny te stosowane są
na wyroby bieliźniane (bawełniane), odzieżowe (bawełniane, lniane), pościelowe
(bawełniane, lniane), stołowe (bawełniane, lniane), dekoracyjne i techniczne.
Tkaniny produkowane z wełny i surowców wełnopodobnych
Grupa tkanin wełnianych i wełnopodobnych obejmuje tkaniny czysto wełniane i tkaniny
z mieszanek wełny z innymi włóknami, zwłaszcza z chemicznymi. Mieszanki surowca
stosuje się w celu obniżenia kosztów produkcji tkaniny oraz poprawy właściwości gotowego
wyrobu. W mieszankach stosuje się wełnę z elaną, wełnę z argoną, wełnę z anilaną i inne.
Wygląd tkaniny zmieniamy także stosując różne surowce w osnowie i wątku np. tkaniny
czesankowo-zgrzebne o osnowie z przędzy czesankowej i wątku z przędzy zgrzebnej.
Tkaniny czesankowe mają powierzchnię gładką o widocznym splocie lub lekko spilśnioną.
Powierzchnia tkaniny zgrzebnej jest mniej lub bardziej spilśniona, splot jest mało widoczny,
powierzchnia tkaniny pokryta jest krótszym lub dłuższym włosem.
Tkaniny wełniane wykorzystuje się do produkcji sukienek, kostiumów, garniturów,
płaszczy.
Tkaniny jedwabne i jedwabnopodobne
Tkaniny z tej grupy w niewielkim zakresie wytwarza się z jedwabiu naturalnego.
Częściej wykorzystywane są tkaniny z surowców jedwabnopodobnych. Są to tkaniny
wiskozowe, octanowe, poliamidowe, poliestrowe i z mieszanek tych włókien. Wytwarzane są
jako tkaniny bielone, barwione, drukowane i kolorowo tkane. Często do produkcji
wykorzystuje się nitki ozdobne w celu uzyskania urozmaiconej faktury.
Stosowane są do produkcji wyrobów odzieżowych, dekoracyjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Tkaniny z włókien sztucznych
Włókna sztuczne wytwarzane są z naturalnych surowców organicznych (celuloza, białka,
kauczuk ) lub nieorganicznych (szkło, metale, tlenki, węgliki ).
Największe znaczenie spośród włókien sztucznych ma tzw. sztuczny jedwab.
Wykorzystywany jest głównie do produkcji tkanin podszewkowych i sukienkowych.
Włókna szklane, węglowe, metalowe ze względu na swoje właściwości używane są
głównie do produkcji tkanin technicznych.
Tkaniny z surowców syntetycznych
Surowce syntetyczne bardzo często wykorzystuje się do wykonywania mieszanek
z surowcami zwierzęcymi czy roślinnymi. Robi się to w celu obniżenia kosztów oraz
uzyskania określonych właściwości wyrobu.
Tkaniny powstają jako wyroby jednobarwne, drukowane czy kolorowo tkane.
W zależności od właściwości, wykorzystywane są do produkcji wyrobów odzieżowych,
dekoracyjnych lub technicznych.
W zależności od cech budowy rozróżnia się trzy podstawowe zasady podziału tkanin
(bez dywanów) według:
–
rodzaju okrywy (tkanina z okrywą lub gładka),
–
ażurowości (tkanina ażurowa lub ścisła),
–
rzeźby powierzchni (tkanina z reliefem lub płaska).
Tkaniny z okrywą
W zależności od stanu powierzchni tkaniny możemy podzielić na gładkie i z okrywą.
W przypadku tkanin z okrywą nad powierzchnią z jednej lub obu stron występują:
a)
końce włókien – okrywa włókienna,
b)
końce nitek nierozwłóknione – okrywa frędzlowa, sznurkowa,
c)
pętle nitek – okrywa pętlowa,
d)
występuje równocześnie kilka rodzajów okrywy – okrywa mieszana.
Poniżej omówione zostaną najczęściej występujące rodzaje tkanin z okrywą włókienną
i pętlową.
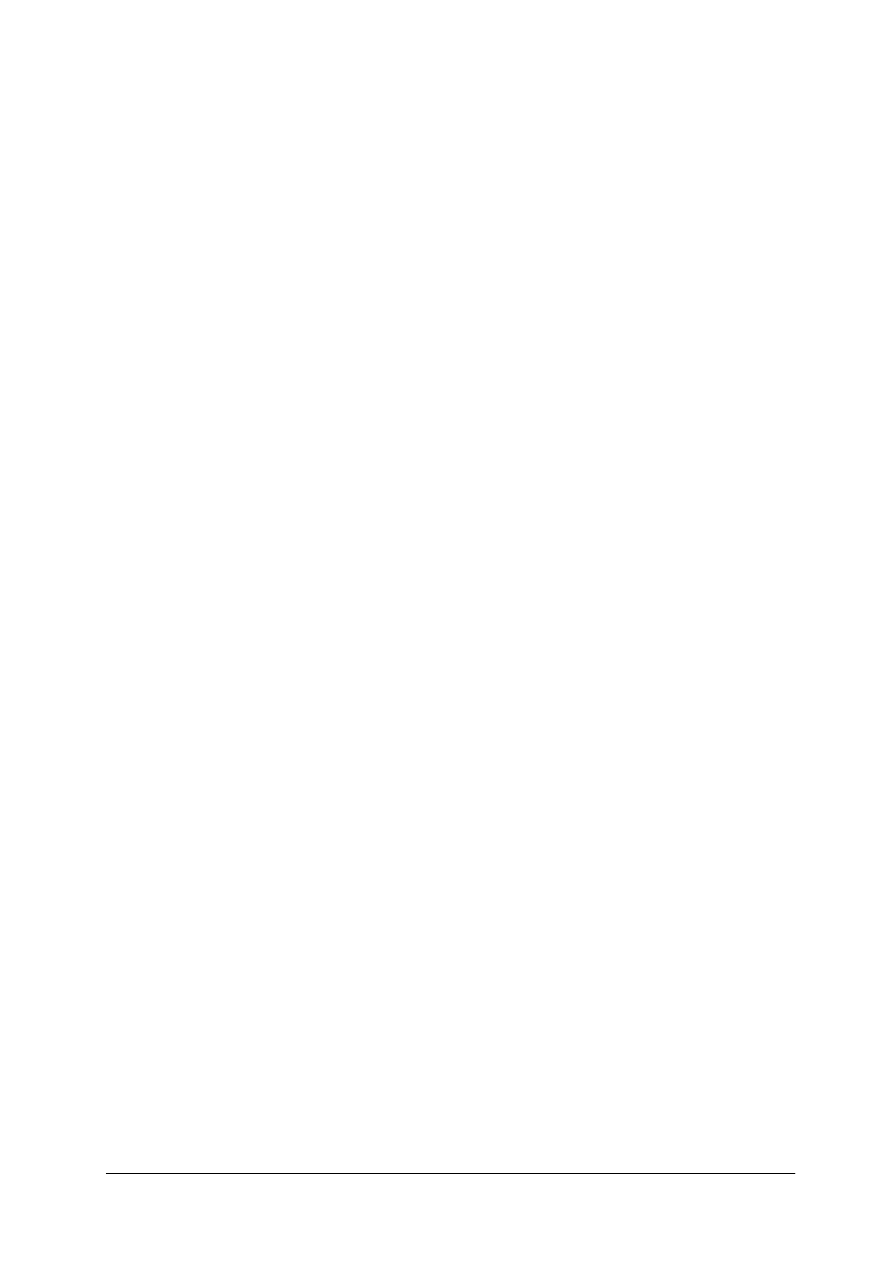
Okrywa włókienna
Tworzona jest ona dwoma metodami (rys. 1):
a)
w wyniku częściowego rozwłóknienia nitek ciągłych, zwykle wątków, o wysokim
numerze Tt i małym natężeniu skrętów;
b)
w wyniku rozwłóknienia końców niektórych nitek jednego z układów uprzednio
przeciętych.
W pierwszym przypadku wykorzystuje się jeden z procesów wykończalniczych –
drapanie. Wydobywa się końce włókien na powierzchnię tkaniny i tak je pozostawia lub
poddaje się je strzyżeniu, w celu wyrównania wysokości okrywy.
W drugim przypadku otrzymujemy plusze oraz aksamity. Okrywa włókienna pluszy ma
wysokość 3–5 mm, aksamitów poniżej tych wartości.
Okrywa pluszu wątkowego powstaje z przecięcia niektórych nitek wątku i jest
kształtowana poza krosnem w wyniku licznych operacji wykończalniczych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 1. Podział tkanin z okrywą włókienną [4, s. 101]
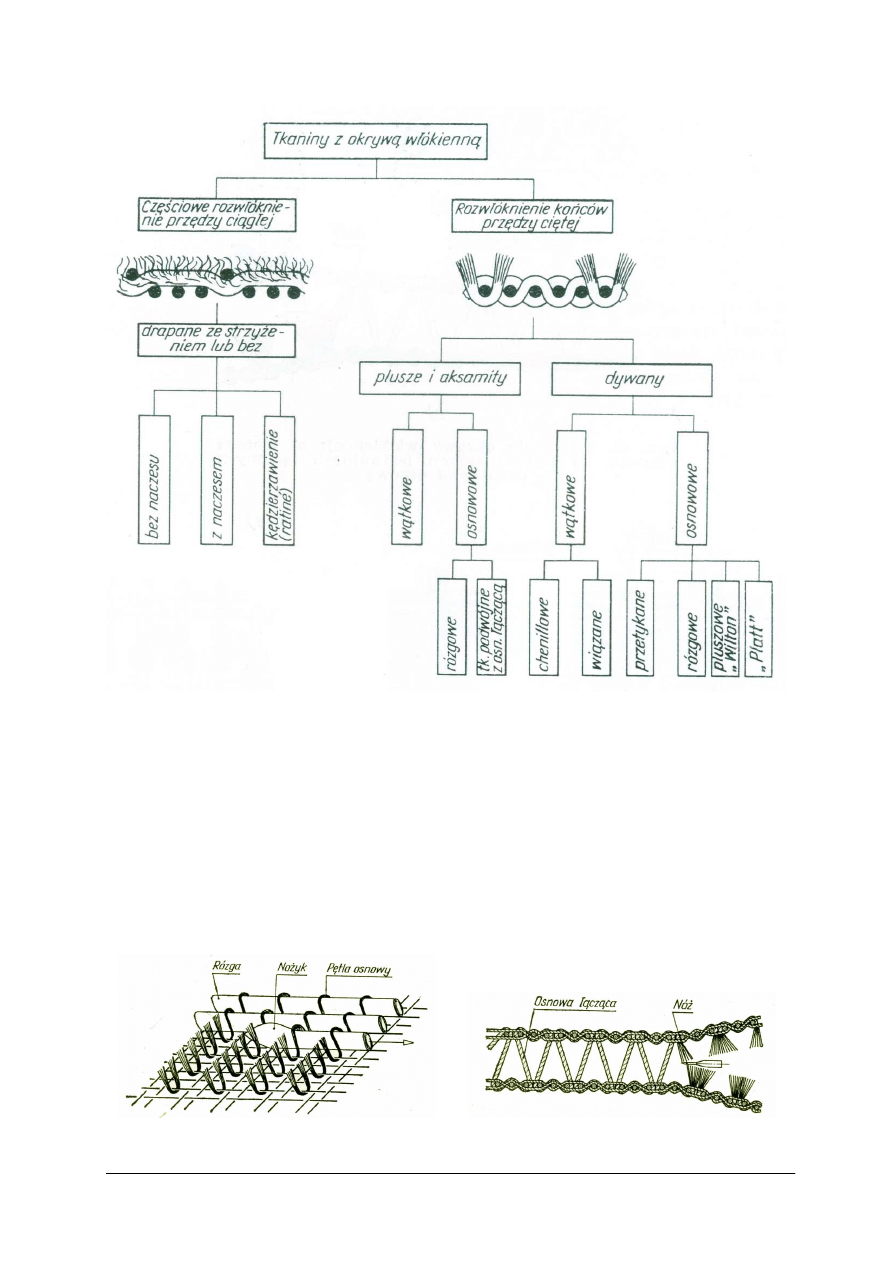
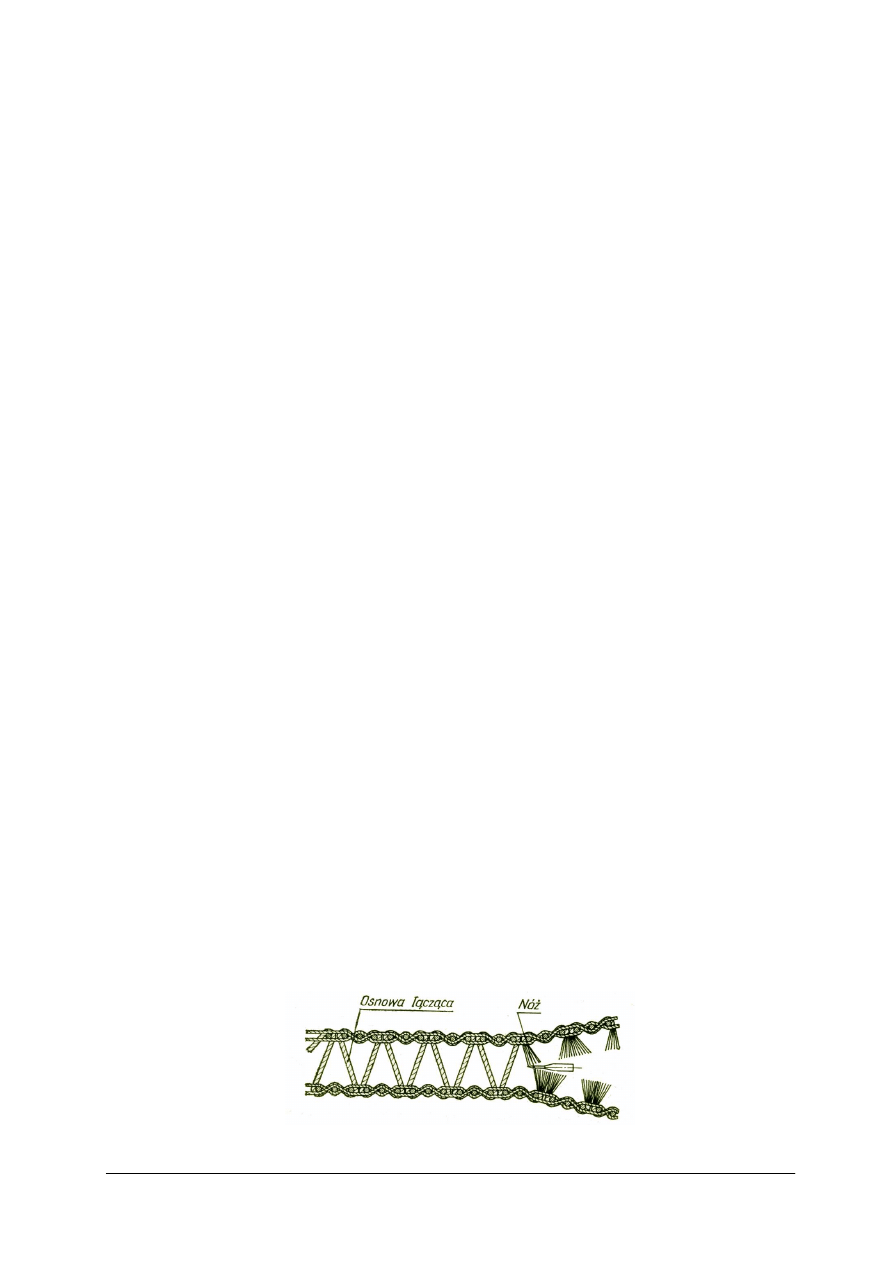
Okrywa pluszy osnowowych otrzymywana jest dwojako.
Pierwsza technika, zwana rózgową, polega na okresowym wprowadzaniu do przesmyku,
po pewnej liczbie wątków, pręta (rózgi). Część osnowy oplata go i tak zostaje on wrobiony
w nowo utworzony element tkaniny. Po pewnym czasie zostaje wyciągnięty, a znajdujący się
na jego końcu nożyk przecina poprzednio ukształtowane pętle (rys. 2a).
Drugi sposób polega na wytwarzaniu tkanin podwójnych, których warstwy są łączone
metodą dodatkowej osnowy. Po powstaniu pewnego odcinka wyrobu zostaje ona na krośnie
przecięta. W wyniku tego powstają na krośnie dwie niezależne tkaniny, każda z okrywą
włókienną (rys. 2b). W ten sposób produkuje się sztuczne futra.
a)
b)
Rys. 2. Tworzenie okrywy włókiennej: a) metodą rózgową, b) metodą tkanin podwójnych (łączenie dodatkową
osnową) [4, s. 102]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
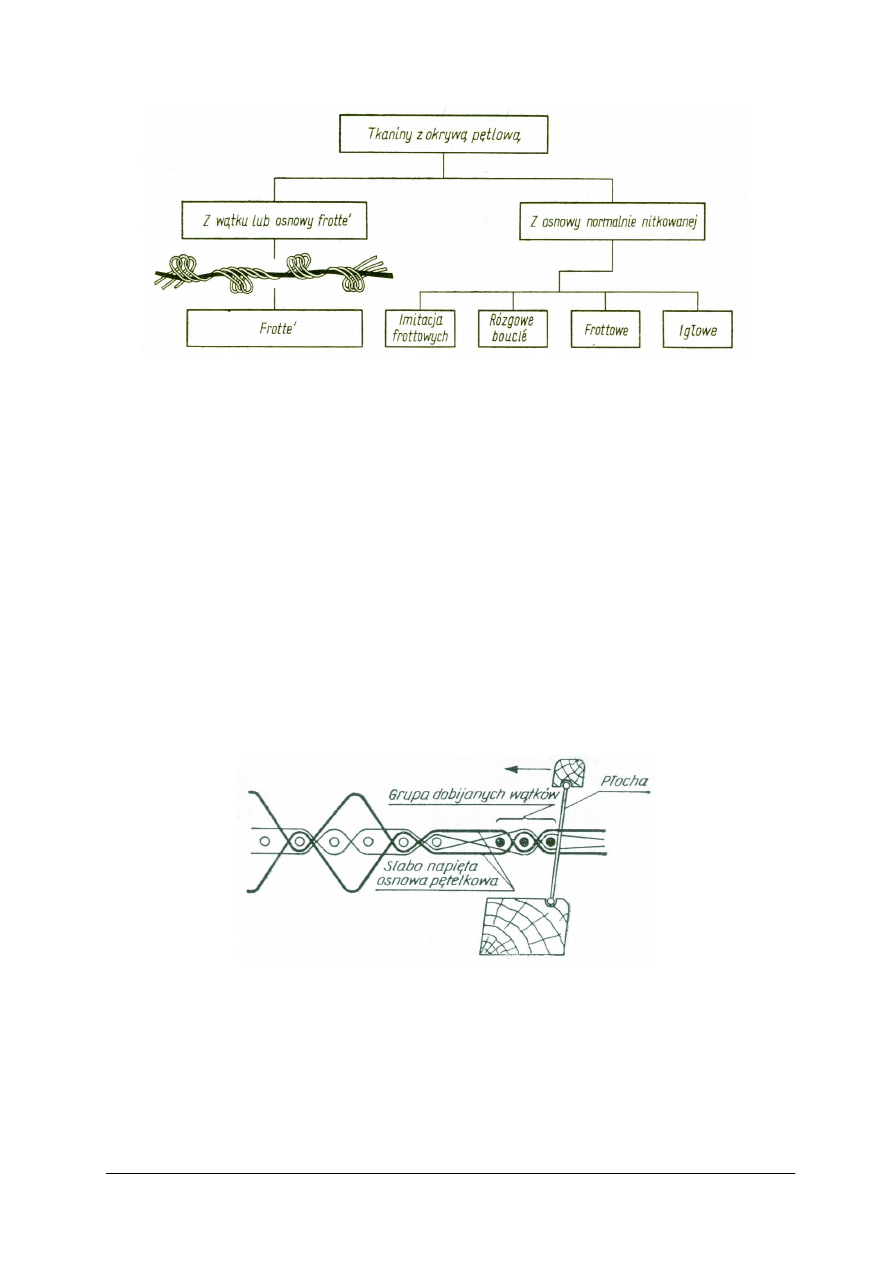
Rys. 3. Podział tkanin z okrywą pętlową [4, s. 102]
Okrywa pętlowa
Podział tkanin z okrywą pętlową przedstawia rysunek 3.
Pierwszą grupę stanowią wyroby z wątkami (rzadziej z osnową) ozdobnie nitkowanymi –
pętlowymi (frotte). Dzięki nim po obu stronach na powierzchni tkaniny, o nazwie również
frotte, występują dość równomiernie rozłożone pętle.
W drugiej grupie powstaje okrywa wyłącznie z osnowy normalnie nitkowanej, z której
tworzy się pętle. Najprostsze rozwiązanie można uzyskać przez stosowanie splotów
modyfikowanych, gdy całość osnowy odwijana jest z jednego wału osnowowego.
Lepsze efekty uzyskuje się stosując technikę rózgową lub grupowego dobijania wątków.
Technika rózgowa polega na okresowym wprowadzaniu do przesmyku pręta (rózgi).
Wyciągnięty pozostawia utworzone przez siebie pętle.
Grupowe dobijanie wątku polega na wprowadzeniu do przesmyku trzech, a nawet czterech
wątków i dobicie całej grupy. Jest to możliwe dzięki zastosowaniu na krośnie specjalnego,
sterowanego dobijania. Wówczas część osnowy, której celowo nadano małe napięcie wstępne,
zostaje zakleszczona wątkami i z nim przesunięta do krawędzi tkaniny (rys. 4).
Jej nadmiar wystąpi ponad lub pod powierzchnią wyrobu w postaci pętli. Natomiast
pozostałe nitki osnowy silnie napięte (na rysunku oznaczone cieńszą linią) stanowią dla
przybijanych wątków prowadnice.
Rys. 4. Tworzenie tkaniny frotowej – grupowe dobijanie wątków [4, s. 103]
Tkaniny ażurowe
W tkaninach ażurowych występujące prześwity mogą być równe lub różne na szerokości
i długości wyrobu. Najprostszą odmianą są siatki. W etaminach występują grupy nitek
zagęszczonych i rozrzedzonych. Małe zapełnienie nitkami osnowy uzyskuje się łatwo przez
odpowiednie ich przewlekanie przez płochę. Natomiast różne zapełnienie wątkami wymaga
w krośnie programowo sterowanych mechanizmów odbierających tkaninę. Dla uniknięcia
przesuwania się rzadko usytuowanych nitek można stosować sploty gazejskie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
a)
b)
c)
d)
e)
Rys. 5. Odmiany splotów gazejskich (ażurowych): a, b, c) półkrotne, d) całokrętny, e) wielokrotny [4, s. 104]
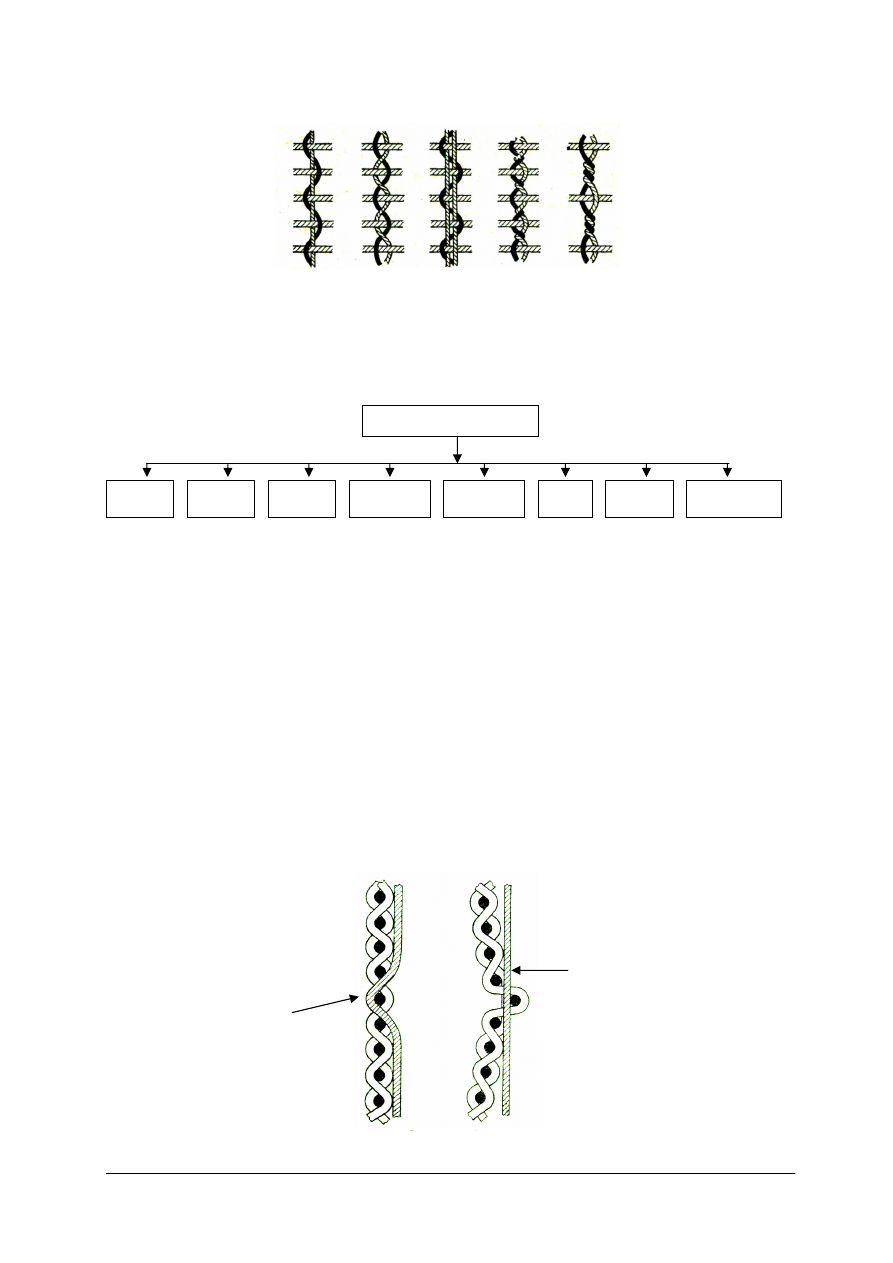
Tkaniny z reliefem
Tkaniny te charakteryzują się występowaniem na ich powierzchni wypukłości
i wklęśnięć, a więc odznaczają się znaczną plastyką. Podział tkanin z reliefem przedstawiony
jest na rysunku 6.
Rys. 6. Podział tkanin z reliefem [opracowanie własne]
Najprostsze rozwiązania uzyskuje się stosując nitki boucle o świadomie zróżnicowanej
grubości w sąsiednich grupach lub na ich długości.
Najbardziej nieznaczny relief otrzymuje się w krepach. Znacznie lepsze wyniki w tym
zakresie dają sploty rypsowe i taką nazwę noszą wykonywane nimi tkaniny. Ich wypukłe żebra
ułożone wzdłużnie lub poprzecznie do całości tkaniny, są zawsze utworzone z długich, nie
przeplecionych odcinków odpowiednio: wątków lub osnowy. Natomiast sztruksy mają
wypukłości usytuowane wzdłużnie lub poprzecznie, zbudowane z przeplecionych wzajemnie
nitek osnowy i wątków. Sploty waflowe nadają tkaninie wgłębienia stanowiące bardziej lub
mniej regularne czworoboki. Do bardzo typowych reprezentantów tkanin z reliefem należą bez
wątpienia piki. Piki prawdziwe mają zawsze nawarstwiony układ osnowy. Jedna, liczniejsza
warstwa, tworzy z wątkiem najczęściej splot płócienny. Natomiast dolna ma pokrycia
osnowowe (nadwiązy) w miejscach stanowiących na wzorze granice motywu (rys. 7a). Jeżeli
tym ostatnim nitkom nadać duże napięcie wstępne, to wciągają one wątki, z którymi przeplatają
się, dając pożądane wgłębienia (rys. 7b).
a)
b)
Rys. 7. Tworzenie tkaniny pikowej [4, s. 105]
Tkaniny z reliefem
Boucle
Krepy
Rypsy
Sztruksy
y
Waflowe
Piki
Cloque
Gofrowane
Osnowa pikująca
słabo napięta
Osnowa pikująca
mocno napięta

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Inny sposób kształtowania powierzchni tkaniny polega na zastosowaniu wątków
o różnych własnościach. Do kilku przesmyków wprowadzamy przeplatające się z osnową
w splocie płóciennym wątki o małej kurczliwości po zamoczeniu. Następnie po pewnej
liczbie takich wątków wprowadza się wątki o dużej kurczliwości. Po zamoczeniu wątki
o dużej kurczliwości kurczą się znacznie i ściągają tkaninę, nadając jej powierzchni ściśle
określona rzeźbę.
Można również w osnowie stosować nitki o różnych wydłużeniach wstępnych. Jeżeli
będą one w różny sposób przeplatały się z wątkiem, to po zdjęciu tkaniny z krosna zostanie
ona ściągnięta przez tę część osnowy, która ma większe wydłużenie sprężyste.
Ze względu na przeznaczenie rozróżnia się tkaniny:
–
bieliźniane,
–
pościelowe,
–
stołowe,
–
odzieżowe,
–
dekoracyjne,
–
specjalne.
W jednostce modułowej „Badanie wskaźników użytkowych i strukturalnych
płaskich
i liniowych wyrobów włókienniczych” znajdującej się w module „Podstawy włókiennictwa”
poznaliście podstawowe wskaźniki jakościowe tkanin. Pamiętając zdobyte tam wiadomości
potraficie samodzielnie określić przeznaczenie tkaniny.
Tkaniny można wytwarzać na krosnach:
–
czółenkowych,
–
chwytakowych,
–
rapierowych,
–
dyszowych.
Tkanina wyprodukowana na krośnie czółenkowym charakteryzuje się zamkniętą krajką.
Wątek czerpany jest z nawoju umieszczonego w czółenku i układa się w tkaninie w sposób
ciągły, dając obustronnie zamkniętą krajkę.
Tkanina wyprodukowana na krośnie chwytakowym, rapierowym, dyszowym nie posiada
krajki obustronnie zamkniętej, gdyż wątek do przesmyku wprowadzany jest w postaci
odmierzonego odcinka. Końce wątku zamocowane są na brzegach tkaniny za pomocą splotu
gazejskiego lub innymi metodami.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak klasyfikuje się tkaniny?
2.
Czym charakteryzują się poszczególne typy tkanin?
3.
Jakie znasz surowce roślinne wykorzystywane do produkcji tkanin?
4.
Jakie rodzaje tkanin produkuje się z surowców wełnianych i wełnopodobnych?
5.
Jak dzieli się tkaniny uwzględniając cechy budowy?
6.
Jakie znasz nazwy handlowe tkanin wykonanych z surowców jedwabnych
i jedwabnopodobnych?
7.
Czym charakteryzują się tkaniny z okrywą?
8.
Jakie znasz metody produkowania tkanin z okrywą pętlową?
9.
Jakie sploty wykorzystywane są do produkcji tkanin ażurowych?
10.
Co określa termin tkaniny z reliefem?
11.
Co świadczy o tym, że tkanina została wyprodukowana na krośnie czółenkowym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.3. Ćwiczenia
Ć
wiczenie 1
Sklasyfikuj próbki tkanin otrzymane od nauczyciela ze względu na surowiec, z którego
zostały wykonane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych podział tkanin ze względu na rodzaj surowca,
z którego zostały wyprodukowane,
2)
dokonać analizy poszczególnych próbek,
3)
rozpoznać rodzaje tkanin (metodą spalania),
4)
zapisać przy próbce tkaniny uzasadnienie wyboru.
Wyposażenie stanowiska pracy:
–
zestaw próbek tkaniny,
–
papier formatu A4, flamastry,
–
lupa, zapałki,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Sklasyfikuj próbki tkanin otrzymane od nauczyciela ze względu na rodzaj okrywy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych kryteria klasyfikacji tkanin ze względu na rodzaj
okrywy,
2)
dokonać analizy poszczególnych próbek,
3)
rozpoznać rodzaje tkanin,
4)
zapisać przy próbce tkaniny uzasadnienie wyboru.
Wyposażenie stanowiska pracy:
–
zestaw próbek tkaniny,
–
papier formatu A4, flamastry,
–
lupa,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Na podstawie zamieszczonego rysunku określ rodzaj okrywy i omów sposób, w jaki
powstaje.
Rysunek do ćwiczenia 3 [4, s. 102]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych kryteria klasyfikacji tkanin z okrywą,
2)
dokonać analizy rysunku,
3)
rozpoznać rodzaj okrywy,
4)
omówić sposób jej powstawania.
Wyposażenie stanowiska pracy:
–
papier formatu A4, flamastry,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika.
Ć
wiczenie 4
Określ rodzaj splotu gazejskiego, jaki został wykorzystany do wyprodukowania próbek
tkaniny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych rodzaje splotów gazejskich stosowane w produkcji
tkanin ażurowych,
2)
dokonać analizy poszczególnych próbek,
3)
rozpoznać rodzaje splotów,
4)
zapisać przy próbce tkaniny uzasadnienie wyboru.
Wyposażenie stanowiska pracy:
–
zestaw próbek tkaniny,
–
papier formatu A4, flamastry,
–
lupa,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 5
Dokonaj analizy próbki (wypruwając kolejne nitki wątku) i określ, czy wypukłości
i wklęśnięcia na powierzchni tkaniny powstały wskutek zastosowania odpowiednich splotów
czy wykorzystania na wątek przędzy boucle o różnej grubości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych kryteria klasyfikacji tkanin z reliefem,
2)
dokonać analizy poszczególnych próbek,
3)
rozpoznać rodzaje stosowanych nitek,
4)
zapisać przy próbce tkaniny uzasadnienie wyboru.
Wyposażenie stanowiska pracy:
–
zestaw próbek tkaniny,
–
papier formatu A4, flamastry,
–
lupa, igła,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować tkaniny?
2)
wyjaśnić pojęcie: surowce wełnopodobne?
3)
wyjaśnić metody tworzenia tkanin pikowych?
4)
określić różnice między pluszem a aksamitem?
5)
sklasyfikować tkaniny z okrywą włókienną?
6)
określić strukturę tkaniny pętlowej?
7)
określić podstawowe właściwości tkaniny bawełnianej?
8)
rozróżnić tkaninę z reliefem od tkaniny ażurowej?
9)
określić zastosowanie tkaniny bawełnianej wykonanej w splocie płóciennym?
10)
określić zastosowanie tkaniny wełnianej wykonanej z przędzy boucle?
11)
określić cechy tkaniny wykonanej na krośnie czółenkowym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2. Sploty tkackie
4.2.1. Materiał nauczania
Podstawowe pojęcia i parametry struktury tkaniny
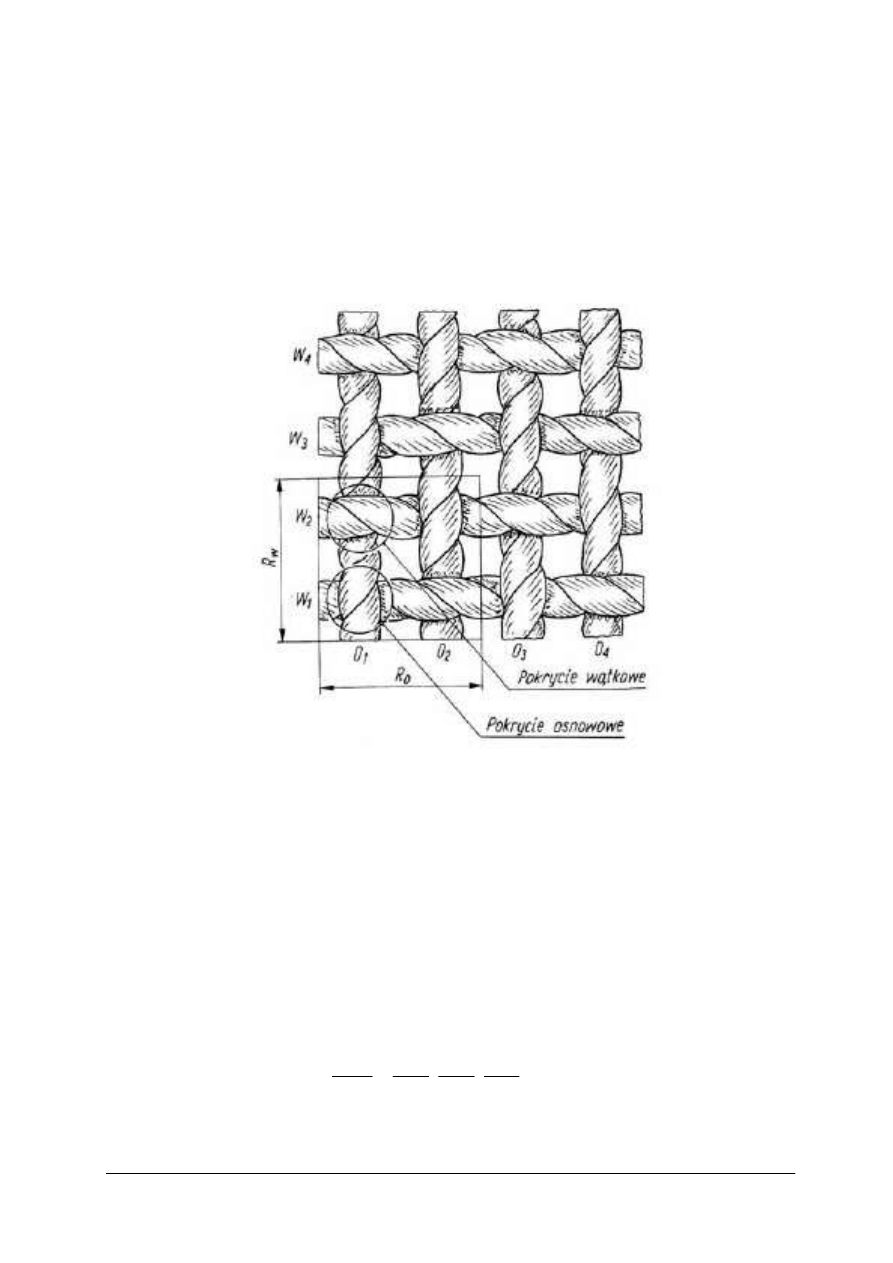
Splotem tkackim nazywamy ściśle określony sposób przeplatania się ze sobą nitek
osnowy i wątku. Każda nitka osnowy tworząc splot przechodzi na przemian nad i pod
określoną liczbą nitek wątku (rys. 8).
Rys. 8. Widok tkaniny o splocie płóciennym, gdzie: W
1
, W
2
, W
3
, W
4
– nitki wątku, O
1
, O
2
, O
3
, O
4
– nitki
osnowy, R
w
– raport wątkowy, R
o
– raport osnowowy [4, s. 51]
Jeżeli nitka osnowy przechodzi górą, to odcinek ten tworzy pokrycie osnowowe. Jeżeli
natomiast na pewnym odcinku wątek pokrywa osnowę, to odcinek ten tworzy pokrycie
wątkowe. Najmniejsza liczba nitek osnowy i wątku, po której porządek przeplatania obu
układów nitek w tkaninie powtarza się, nazywa się raportem splotu. W raporcie splotu
rozróżniamy raport osnowowy R
O
i raport wątkowy R
W
.
Oznaczenia splotów
Oznaczenie splotu składa się z wyróżnika raportu oraz wartości liczbowej skoku
wątkowego większej od jedności, umieszczonej w nawiasie. Za wyróżnikami splotów
skośnych umieszcza się symbole literowe oznaczające kierunki rządków. Wartości liczbowe
wyróżników zapisujemy:
.
,
5
1
,
4
1
,
2
1
itp
m
n
=
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wyróżniki splotów bardziej rozbudowanych mają po dwie, trzy i więcej liczb w liczniku
oraz mianowniku, np.:
3
2
2
1
2
1
2
1
=
m
m
n
n
gdzie:
n
– liczba pokryć osnowowych na każdej nitce osnowy i wątku w granicach raportu splotu,
m – liczba pokryć wątkowych na każdej nitce osnowy i wątku w granicach raportu splotu.
Jeżeli sumaryczna wartość licznika równa się sumarycznej wartości mianownika, czyli
∑n = ∑m, wtedy splot i tkanina nazywane są dwustronnymi. Kiedy ∑n > ∑m, wtedy
występuje przewaga pokryć osnowowych splot jest nazywany osnowowym. W przypadku
odwrotnym ∑n < ∑m splot nazywa się wątkowym, ponieważ przeważają pokrycia wątkowe.
Tkaniny
o
splotach
osnowowych
i
wątkowych
noszą
nazwę
jednostronnych.
Odległość między dwoma jednakowymi pokryciami, położonymi na dwóch sąsiednich
nitkach
jednego
układu
w
raporcie
splotu,
nazywamy
skokiem
splotu.
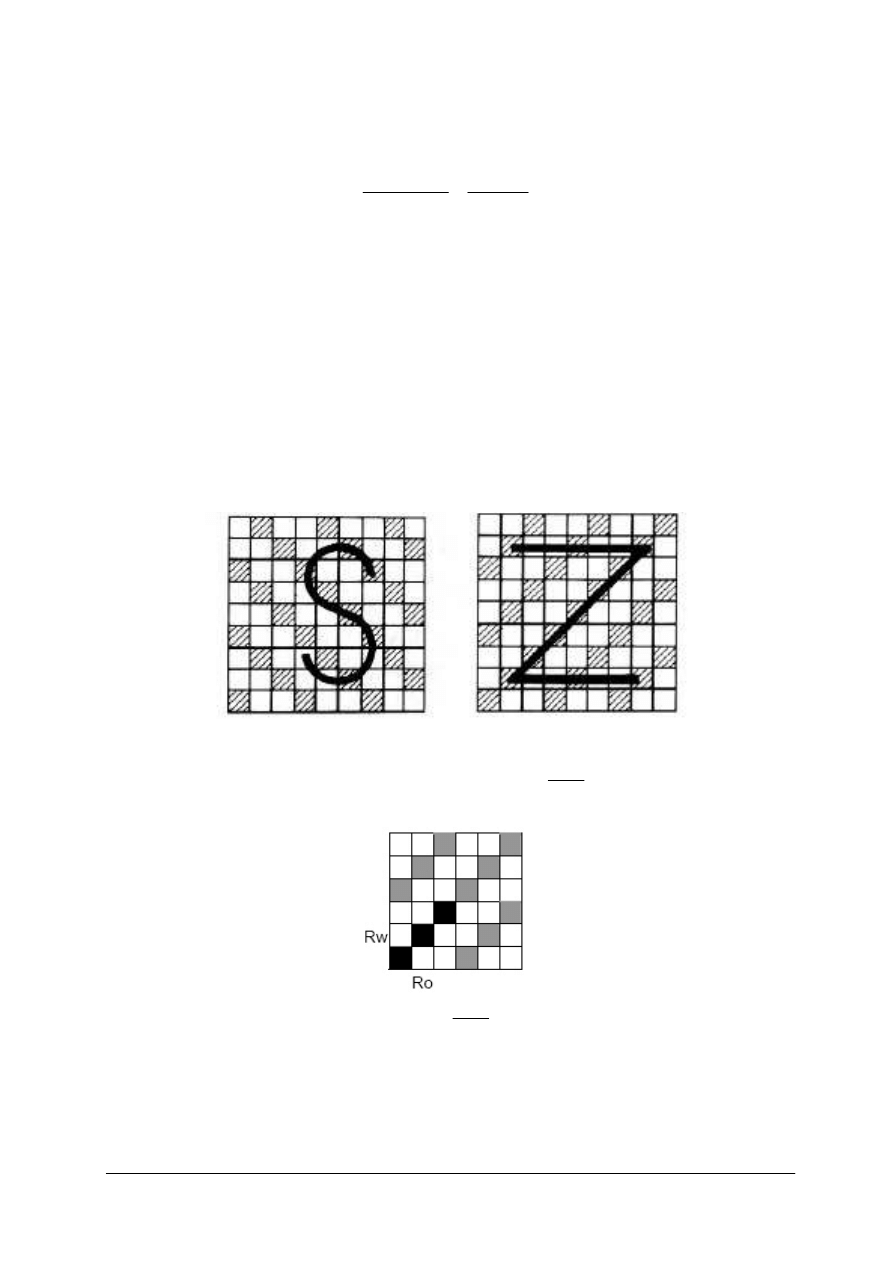
W przypadku splotów skośnych kierunek rządków (pokrycia osnowowe) może być
zgodny z literą S bądź literą Z (rys. 9), charakteryzując tkaninę podaje się ten parametr.
Rys. 9. Kierunek rządków splotu skośnego S i Z [opracowanie własne]
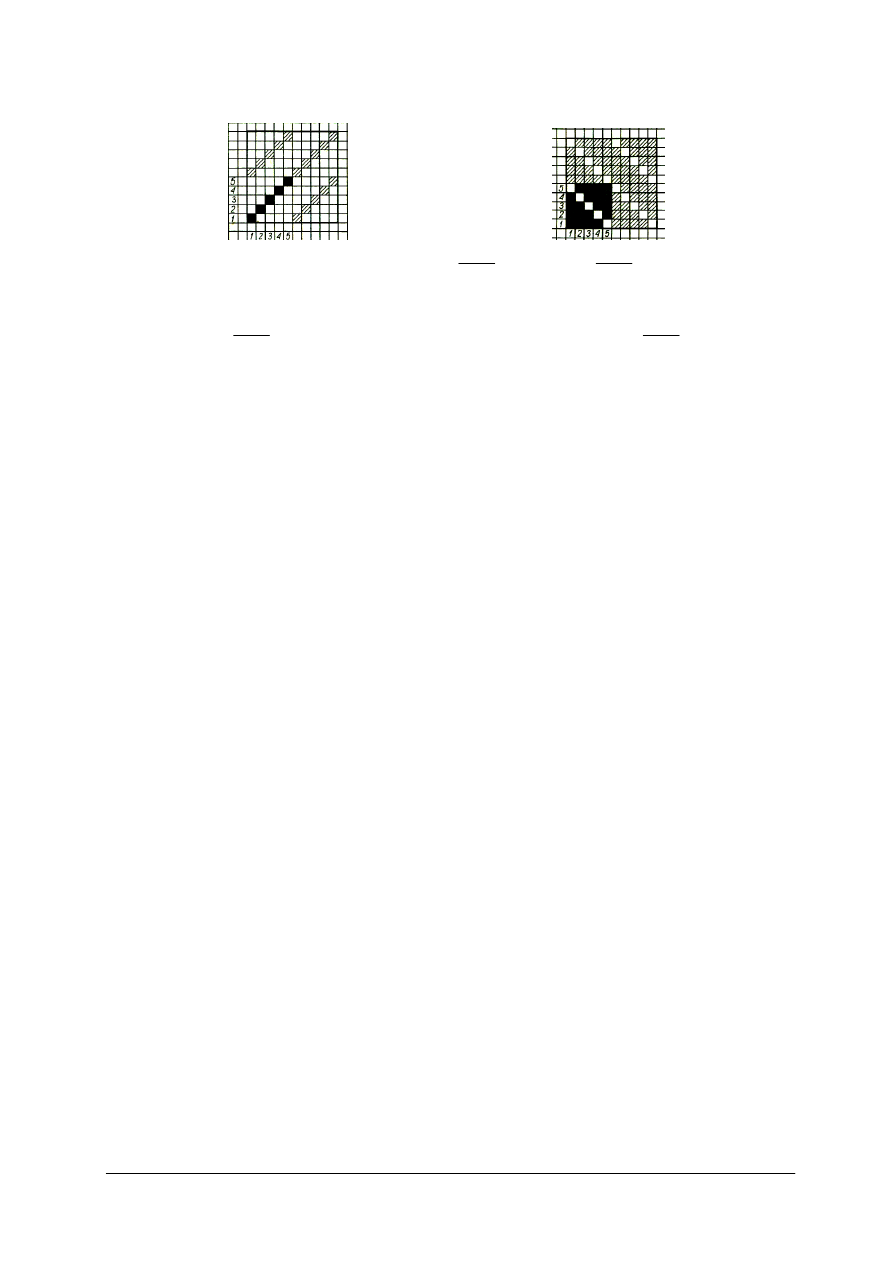
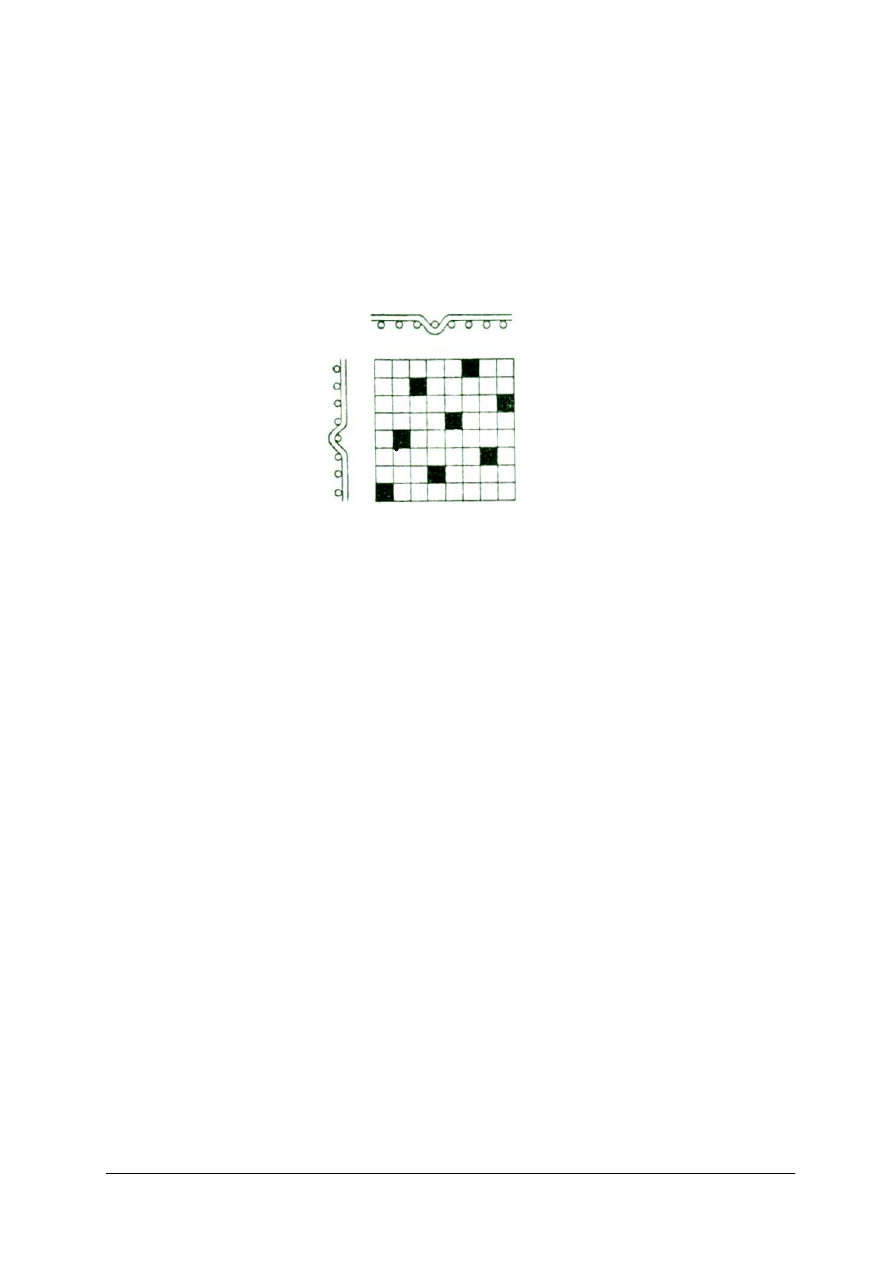
Rysunek 10 przedstawia splot skośny o wyróżniku
Z
2
1
, którego raport osnowy
równa się raportowi wątku i wynosi 3.
Rys. 10. Splot skośny wątkowy
2
1
Z [opracowanie własne]
Rysunek dyspozycyjny tkaniny
Do celów produkcyjnych konieczne jest uzupełnienie tkackiego rysunku splotu pewnymi
elementami, które będą dyspozycjami wykonawczymi i planem pracy do przygotowania
osnowy oraz wątku. Taki uzupełniony rysunek splotu nazywamy rysunkiem dyspozycyjnym
tkaniny i zawiera on:
R
O
=R
W
=3

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
–
rysunek splotu (raport splotu i jego uwielokrotnienie),
–
raport snucia oraz wątkowania,
–
przekroje tkaniny wzdłuż nitek osnowy i wątku,
–
plany przewlekania nitek osnowy w szczeliny płochy i oczka strun nicielnicowych,
–
plan sterowania nicielnicami,
–
sposób łączenia kart wzornicy,
–
raport splotów składowych przy produkcji tkanin wielowarstwowych,
–
usytuowanie nitek przy zwielokrotnionych układach osnowowych i wątkowych,
–
wzór kolorystyczny, który zostanie wytworzony w wyniku zestawienia różnokolorowej
przędzy i dobrania odpowiedniego splotu.
Często wykonuje się skrócony rysunek dyspozycyjny tkaniny, uzupełniając rysunek
splotu tkackiego tylko o:
–
plany przewlekania nitek osnowy w szczeliny płochy,
–
plany przewlekania nitek osnowy w oczka strun nicielnicowych,
–
plan sterowania nicielnicami,
–
przekroje tkaniny wzdłuż nitek osnowy i wątku.
Plan przewlekania nitek w szczeliny płochy oznacza się nad rysunkiem splotu i nad
przekrojem wzdłuż nitek wątku. Liczba zamalowanych kratek w rzędzie oznacza liczbę nitek
osnowy przewleczonych do jednej szczeliny płochy.
Plan przewlekania osnowy do strun nicielnicowych umieszcza się nad planem
przewlekania w płochę. Liczba rzędów kratek w planie przewlekania odpowiada liczbie
nicielnic, które na krośnie liczy się od przewału do bidła, a na rysunku dyspozycyjnym od
góry do dołu.
Plan sterowania nicielnicami służy do przygotowania wzornic dla maszyn
nicielnicowych.
Poziome rzędy kratek oznaczają nicielnice, a pionowe liczbę wątków w raporcie splotu.
Zamalowana kratka na planie sterowania oznacza wyniesienie nicielnicy do góry. Przy
małych raportach wątkowych splotu plan sterowania nicielnicami powtarza się kilka razy, aby
najmniejsza liczba kart wzornicy odpowiadała co najmniej liczbie boków graniaka maszyny
nicielnicowej.
Przekroje tkaniny rysuje się zgodnie z zasadami stosowanymi w rysunku technicznym,
a więc przekrój wzdłuż dowolnej nitki osnowy rysuje się po lewej stronie rysunku splotu,
a przekrój wzdłuż dowolnej nitki wątku nad lub pod rysunkiem splotu. Przykładowy rysunek
dyspozycyjny tkaniny pokazuje rysunek 11
Sploty tkanin pojedynczych dzieli się na następujące grupy:
1)
sploty zasadnicze,
2)
sploty pochodne:
–
sploty pochodne od splotów zasadniczych,
–
sploty modyfikowane (kombinowane).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 11. Uproszczony rysunek dyspozycyjny tkaniny o splocie
6
1
(4) [opracowanie własne]
Sploty zasadnicze
Każdy splot zasadniczy musi spełniać następujące warunki:
–
każda nitka ma w raporcie tylko jedno pokrycie osnowowe wśród wątkowych lub tylko
jedno pokrycie wątkowe wśród osnowowych,
–
raport osnowowy i raport wątkowy powinny być sobie równe, czyli R
o
= R
w
, poszczególne
rodzaje skoków powinny mieć wartości stałe w obrębie raportu: so = constans, sw =
constans.
Do splotów zasadniczych zalicza się:
–
sploty płócienne,
–
sploty skośne,
–
sploty atłasowe.
Splot płócienny
W splocie tym nitka wątku przebiega kolejno pod jedną i nad jedną nitką osnowy. Splot
płócienny nadaje tkaninie gładką powierzchnię i pewną sztywność. Wygląd lewej i prawej
strony tkaniny jest jednakowy. Parametry tkaniny o splocie płóciennym mają, więc
następujące wartości:
R
o
= 2, s
o
= 1, p
o
= 2, R
w
= 2, s
w
= 1, p
w
= 2.
Oznaczenie splotu płóciennego przyjmuje postać
1
1
, co oznacza, że na pierwszej nitce
wątku występują kolejno – jedno pokrycie osnowowe i jedno wątkowe.
Splot ten stosuje się do wyrobu tkanin, których wytrzymałość na wyciąganie
i wyszarpywanie nitek powinna być duża, np. przeznaczonych na bieliznę, odzież sportową.
Tkaniny lniane o splocie płóciennym nazywane są płótnem, wełniane suknem, jedwabne taftą.
Przykładowo zostaną podane najczęściej spotykane typy handlowe tkanin o splocie
płóciennym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Zastosowanie splotu płóciennego i wybrane handlowe nazwy tkanin
Tkaniny bawełniane
Batyst – tkanina o splocie płóciennym, cienka, miękka, merceryzowana. Produkowana
w kolorach pastelowych, nieraz drukowana lub o efektach tkackich. Stosowana na bieliznę
dziecięcą i damską, sukienki, bluzki fartuszki.
Canvas – rodzaj dżinsu. Gruba tkanina bawełniana o splocie płóciennym, odporna na
zniszczenia. Stosowana głównie na ubrania młodzieżowe.
Fulard – jedna z najlżejszych tkanin bawełnianych przeznaczona na bieliznę damską,
bluzki, apaszki, itp.
Kora – tkanina o splocie płóciennym i nierównej powierzchni uzyskanej przez
miejscowe nadrukowanie stężonego ługu sodowego, który powoduje wykurczenie pokrytych
nim fragmentów materiału. Kora bywa jednobarwna lub drukowana. Stosowana na sukienki
damskie i odzież dziecięcą, koszule i piżamy. Często jest utożsamiana z gofrą.
Kreton – tkanina z przędz pojedynczych, bielona, opalana, silnie apretowana po lewej
stronie, bardzo często drukowana, przeznaczona na sukienki, tkaniny dekoracyjne.
Madera – tkanina bawełniana lub bawełnopodobna o splocie płóciennym z apreturą
nadającą trwały połysk. Żywica może być rozłożona równomiernie na całej powierzchni lub
tylko w określonych miejscach, co daje błyszczący wzór. Produkowana jest jednobarwna lub
kolorowo tkana. Stosowana na letnią odzież.
Perkal – tkanina podobna do kretonu, ale nieco lżejsza, z połyskiem na prawej stronie.
Przeznaczona na bieliznę osobistą i pościelową.
Popelina – tkanina o splocie płóciennym. Nitki osnowy i wątku mocno skręcone.
Na powierzchni tkaniny w kierunku wątku występują lekkie zgrubienia w formie prążków.
Tkanina merceryzowana, biała lub barwna, często apreturowana.
Zefir – gęstość osnowy i wątku taka sama. Tkaniny przede wszystkim bieliźniane,
koszulowe.
Tkaniny wełniane
Boucle – tkanina wykonana najczęściej splotem płóciennym, z okrywą pętelkową
uzyskiwaną w wyniku zastosowania obok przędz gładkich, nitek ozdobnych – pętelkowych.
W zależności od surowca, z jakiego została wyprodukowana, głównie wykorzystywana jest
na wyroby odzieżowe.
Fresco – tkanina o dużym natężeniu skrętów (odporność na mięcie), małej gęstości
liniowej przędz, przeznaczona głównie na odzież wierzchnią letnią.
Jersey – tkanina wełniana lub wełnopodobna na sukienki damskie. Uzyskana dzięki
zastosowaniu głównie na wątek przędzy o skręcie Z i S na przemian.
Tkaniny jedwabne
Broche – tkanina, w której motywy wzoru tworzy się przez dodatkowe wątki,
wprowadzane za pomocą specjalnych czółenek.
Chiffon – cienka ażurowa tkanina z greży silnie skręconej. Używana na sukienki,
apaszki, itp.
Crepe de Chine – tkanina wykonana z silnie skręconej przędzy wątkowej. Wprowadzane
są na przemian dwa wątki o skręcie Z i dwa o skręcie S.
Tafta – sztywna tkanina używana na suknie balowe i wieczorowe, wykonana z jedwabiu
naturalnego.
Sploty skośne (rządkowe)
Tkaninę o splocie skośnym rozpoznaje się po wąskich, delikatnych prążkach (rządkach),
które mogą być pochylone w prawo – Z, albo w lewo – S (rys. 12).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 12. Sploty skośne: a) splot skośny wątkowy
6
1
Z, przekroje tkaniny na trzeciej nitce osnowy i wątku,
b) splot skośny osnowowy
1
6
Z, przekroje tkaniny na czwartej nitce osnowy i wątku [4, s. 54]
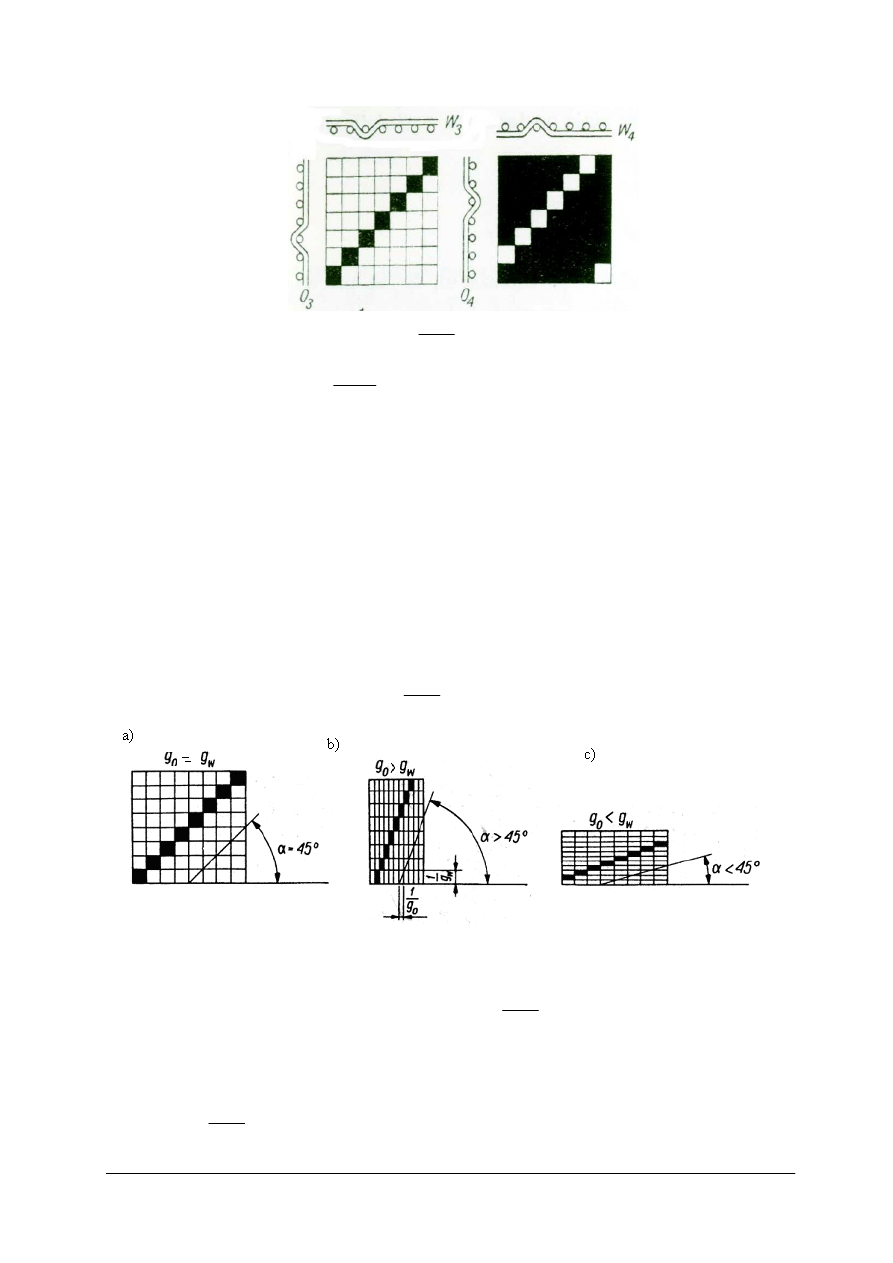
Nachylenie ich zależy od gęstości nitek wątku i osnowy. Przy jednakowej gęstości nitek
wątku i osnowy rządki biegną pod kątem 45
0
do brzegu tkaniny (rys. 13). Jeżeli gęstość
osnowy jest większa od gęstości wątku, rządki tworzą z brzegiem tkanin kąt większy niż 45°.
Jeżeli gęstość osnowy jest mniejsza od gęstości wątku, to linie prążków przebiegają pod
kątem mniejszym jak 45°.
Tkaniny o splocie skośnym są bardziej miękkie i porowate niż tkaniny o splocie
płóciennym, wykonane z takich samych nitek. Splot ten i jego odmiany stosuje się często dla
tkanin wełnianych i wełnopodobnych
.
W zasadniczym splocie skośnym nitka wątku przebiega stale nad dwiema i pod jedną
nitką osnowy, przy czym za każdym nawrotem nitki wątku przeplot przesuwa się o jedną
nitkę osnowy. Najmniejszy raport splotu skośnego musi mieć trzy nitki osnowy i trzy nitki
wątku. Rysunek tego splotu na kratkówce pokazano na rysunku 10. Wyróżnik określony
z pierwszej nitki wątku przybiera postać
2
1
Z.
Rys. 13. Zmiana kąta pochylenia rządków w tkaninie o splotach skośnych zależnie od stosunku gęstości
liniowej przędz osnowy i wątku [4, s. 64]
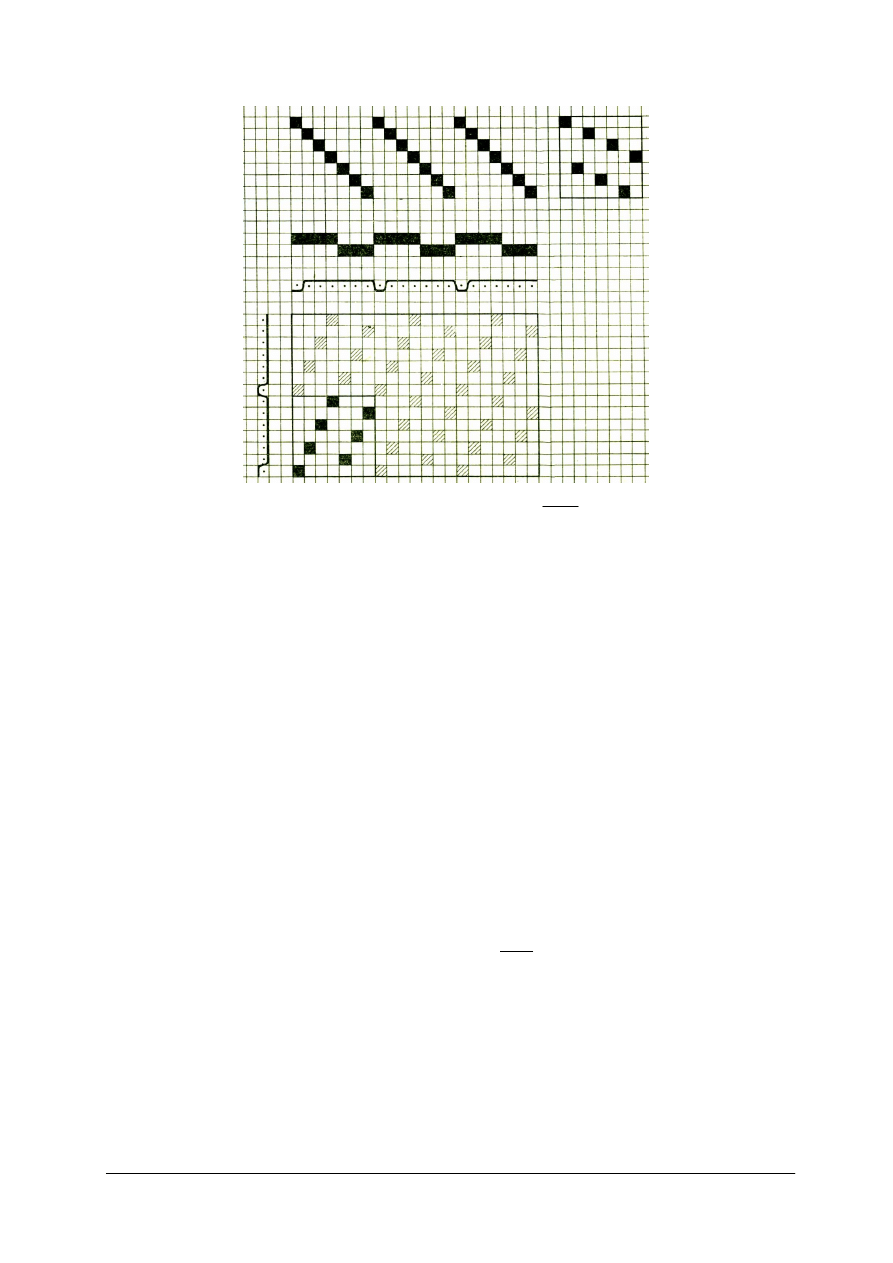
Na rysunku 14a pokazany jest splot o wyróżniku
Z
4
1
.
Jeżeli rządki po prawej stronie
tkaniny biegną w górę ku prawemu brzegowi, to po stronie lewej biegną w górę ku lewemu
brzegowi tkaniny, a zatem prawa strona ma inny wygląd niż strona lewa (rys. 14b). Ponieważ
lewa strona tkaniny jest negatywem strony prawej, więc oznaczenie odwróconej tkaniny
zmieni się na
1
4
S.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
a)
b)
Rys. 14. Splot skośny wątkowy
Z
4
1
i osnowowy
1
4
S [4]
W splocie
Z
4
1
przeważają pokrycia wątkowe, a w splocie
1
4
S – pokrycia
osnowowe, pierwszy z nich nazywamy splotem wątkowym, drugi – splotem osnowowym.
Zastosowanie splotów skośnych i wybrane handlowe nazwy tkanin
Barchan – tkanina wykonana w splocie skośnym, o większej gęstości niż flanela,
drapana po lewej stronie. Stosowana na ciepłe szlafroki, bluzki, sukienki i ubrania dziecięce.
Denim – amerykańska nazwa tkaniny bawełnianej o splocie skośnym wątkowym –
odmiana dżinsu (nazywana teksasem). Tkanina miękka przyjemna w dotyku. Dawna nazwa
Serge de Nimes, produkowana była już w XVI wieku we Francji i sprzedawana przez
ż
eglarzy z Genui. Przeznaczona na odzież typu sportowego i ubrania młodzieżowe.
Drelich – tkanina wykonana w splocie skośnym lub skośnym łamanym. Tkanina o dużej
gęstości z grubych mocnych nitek, barwiona. Stosowana na kombinezony, ubrania robocze,
mundury letnie.
Dżins – gruba, gęsta tkanina bawełniana, tkana w splocie skośnym. Stosowana
na ubrania robocze i odzież typu sportowego.
Flanela – tkanina wykonana w splocie płóciennym lub skośnym. Wątek luźno skręcony.
Wykonana z bawełny, drapana jedno- lub dwustronnie. Wykonana z wełny, nie jest drapana,
a okrywa włókienna powstaje w wyniku łagodnego folowania. Jednobarwna, drukowana
lub kolorowo tkana.
Flausz – tkanina wykonana w splocie skośnym wątkowym, rzadziej satynowym.
Wytwarzany jest jako tkanina pojedyncza lub dwuwarstwowa. W celu uzyskania lepszej
układalności, stosuje się różne przędze na osnowę i wątek.
Gabardyna – tkanina wykonana w splocie skośnym, wątek wielokrotny. Wykonana
z nitek w jednym kolorze, czasem przy użyciu wątku i osnowy w różnych kolorach.
Stosowana na płaszcze, bywa wykończona impregnacją wodoodporną. Poza tym
wykorzystywana do szycia letnich ubrań męskich, spodni, garsonek.
Inlet – bardzo gęsta, jednobarwna tkanina o splocie skośnym lub atłasowym, rzadziej
płóciennym. Apreturowana i bardzo silnie gładzona. Przeznaczona na wsypy.
Just – teksas ścieralny. Tkanina bawełniana o splocie skośnym, wytwarzana na wzór
amerykańskiego denimu. Barwiona w indygo (niebieski barwnik kadziowy). Używana na
ubrania młodzieżowe i sportowe.
Sploty atłasowe (satynowe)
Tkaniny o splotach atłasowych są jednostronne, gładkie, miękkie i z połyskiem. Po jednej
stronie tkaniny widoczne są prawie tylko pokrycia osnowowe, a po drugiej – wątkowe. Duże
raporty i duża gęstość liniowa przędz obu układów powodują, że długie przeploty nitek
osnowy po jednej stronie, a wątku po drugiej, zbliżają się do siebie i kryją pojedyncze
pokrycia drugiego układu. Dlatego tkanina jest gładka, dobrze odbija promienie świetlne
i błyszczy po stronie układu, który ma wyższy wskaźnik zapełnienia tkaniny przędzą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Im cieńsza jest przędza oraz im jej gęstość liniowa jest większa, tym połysk tkaniny
jest silniejszy.
Tkaniny, których błyszcząca prawa strona utworzona jest z pokryć osnowowych, noszą
nazwę atłasów, a tkaniny z dominantą pokryć wątkowych nazywane są satynami (rys. 15).
Sploty atłasowe i satynowe stosuje się przede wszystkim w tkaninach z nitek lśniących –
z jedwabiu naturalnego, ciągłych włókien sztucznych i syntetycznych lub bawełny
merceryzowanej.
Splot atłasowy podkreśla bowiem połysk nitek. W tkaninach o splocie atłasowym można
łączyć dwa rodzaje nitek, przy czym cenniejszą z nich uwidacznia się po prawej stronie
tkaniny. Tkaniny wełniane, dla których sploty atłasowe są rzadziej stosowane, znane są pod
nazwą deskinów (doeskin).
Najmniejszy raport splotu atłasowego posiada pięć nitek osnowy i pięć nitek wątku,
a więc R
o
= R
w
≥
5.
Pełne oznaczenie splotu składa się z wyróżnika i wartości liczbowej skoku, umieszczonej
w nawiasie za wyróżnikiem
4
1
(3).
Przy określaniu wartości skoków dla dowolnych
raportów splotów atłasowych, muszą być zachowane trzy warunki:
–
raport splotu musi być kwadratowy, ale równy lub większy od pięciu: R
o
= R
w
≥
5,
–
wartość skoku musi być większa od jedności, ale mniejsza od raportu zmniejszonego
o jedność 1 < s < R -1,
–
liczby określające wielkość raportu i wartość skoku muszą być względem siebie liczbami
pierwszymi, tzn. jedna nie może być podzielnikiem drugiej, nie mogą być sobie równe
i nie mogą mieć wspólnego podzielnika.
Zastosowanie splotów atłasowych i wybrane handlowe nazwy tkanin
Atłas – gęsta tkanina produkowana splotem atłasowym. Prawa strona o silnym połysku,
lewa matowa. Używana na bieliznę, suknie oraz jako tkanina dekoracyjna.
Barchan pościelowy – tkanina o splocie atłasowym osnowowym lub wątkowym,
jednostronnie lekko drapana.
Drelich materacowy – bawełniana lub lniana tkanina atłasowa, najczęściej w podłużne
kolorowe pasy.
Fulardyna – silnie błyszcząca tkanina bawełniana o splocie atłasowym. Połysk
wywołany jest merceryzacją lub kalandrowaniem.
.
Rys. 15. Kolejne etapy rysowania splotu atłasowego wątkowego
6
1
(3) [
opracowanie własne
]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Messalina – tkanina jedwabna w pięcionitkowym splocie atłasowym, lekka i miękka,
silnie błyszcząca, stosowana głównie na odzież damską i podszewki.
Satyna – tkanina o splocie satynowym, mająca gładką powierzchnię, Produkowana jako
jednobarwna lub drukowana. Jest miękka, dobrze się układa. Stosowana głównie na odzież
damską i podszewki.
Sploty pochodne
Tkaniny o splotach zasadniczych nie zaspokajają wszystkich wymagań użytkowników,
zachodzi więc konieczność stałego tworzenia nowych splotów na podstawie splotów
zasadniczych. Metod tworzenia nowych splotów jest dużo, a najważniejsze z nich są:
–
dodawanie i odejmowanie pokryć,
–
stosowanie różnych skoków,
–
przemieszczanie pojedynczych nitek albo grup nitek,
–
zmiana kierunku rządków,
–
łączenie różnych splotów,
–
dowolna kompozycja.
Splot rypsowy
Tkaniny o tym splocie charakteryzują
się występowaniem na powierzchni wyraźnych
prążków jednakowej lub różnej szerokości, o kierunku poprzecznym, podłużnym lub
skośnym. Powierzchnia tkaniny o splocie rypsowym poprzecznym jest reliefowa, tzn.
występują na niej poprzeczne wypukłe prążki oddzielone wklęsłymi bruzdami (rys. 16).
Ryps taki nazywa się osnowowym. Splotem rypsowym wytwarza się tkaniny na suknie,
okrycia damskie, wstążki, tkaniny dekoracyjne i meblowe.
Rys. 16. Splot rypsowy poprzeczny
1
1
(010) [opracowanie własne]
Splot panama
Powstaje przez przeplatanie się dwu lub więcej nitek osnowy z taką samą liczbą nitek
wątku, wskutek czego na powierzchni tkaniny tworzą się kwadraciki (rys. 17). Sploty
panamowe powstają analogicznie jak sploty rypsowe z tym, że splotami wyjściowymi mogą
być: splot płócienny, splot rypsowy podłużny albo rypsowy poprzeczny. Tkaniny o takim
splocie są bardziej przewiewne i miękkie od tkanin o splocie płóciennym. Tkanin o splocie
panama używa się na koszule, bluzy sportowe.
Rys. 17. Schemat splotu panama
2
2
(020) [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Sploty modyfikowane (kombinowane)
Grupa splotów modyfikowanych jest najliczniejsza i najbogatsza w formach. Tkaniny
o tych splotach mają odmienne faktury od dotychczas poznanych. Sploty modyfikowane
stosuje się do wyrobu tkanin pojedynczych, wielowarstwowych i specjalnych
.
Tworzy się je
ze splotów zasadniczych i pochodnych, wieloma różnymi metodami:
–
dodawanie i odejmowanie pokryć osnowowych,
–
nakładanie na siebie różnych splotów,
–
wsuwanie między siebie nitek różnych splotów,
–
przestawianie nitek w różnych kombinacjach,
–
podwajanie i usuwanie nitek w raportach splotów wyjściowych,
–
powtarzanie fragmentów splotów w różnych kombinacjach,
–
swobodnej kompozycji,
–
mechanicznego projektowania.
Do produkcji niektórych rodzajów tkanin konieczne są specjalne krosna lub specjalne
mechanizmy i urządzenia
.
Na rysunku 18 przedstawiony jest splot modyfikowany, powstały z
zestawienia splotu skośnego wątkowego o wyróżniku
Z
3
1
i osnowowego
S
1
3
.
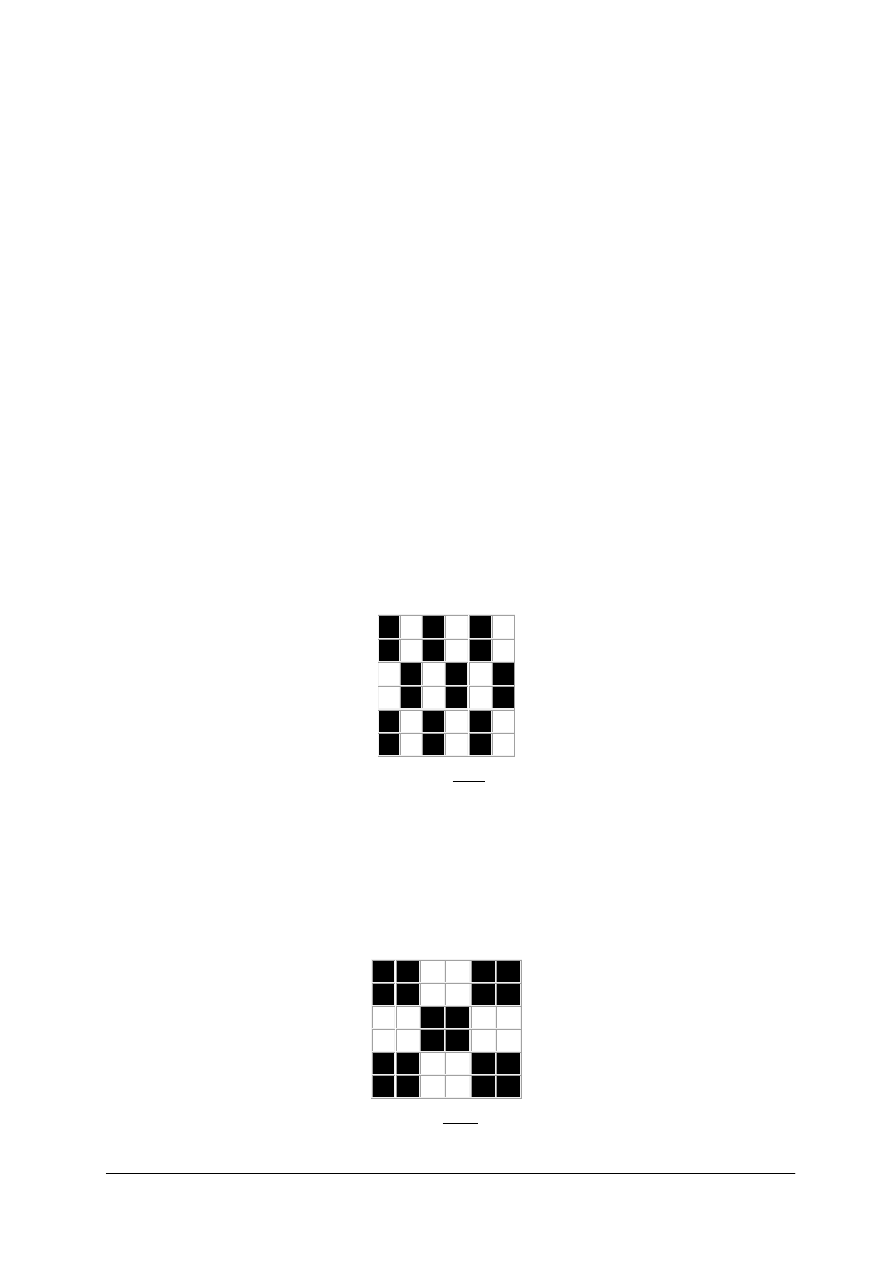
Rys. 18. Splot modyfikowany o wzorze pasiastym [4, s. 68]
Na rysunku 19 pokazany jest splot powstały na bazie splotu atłasowego wątkowego
4
1
(2) i osnowowego
1
4
(2). Połączenie tych dwóch splotów pozwala uzyskać na
tkaninie wzór kostkowy.
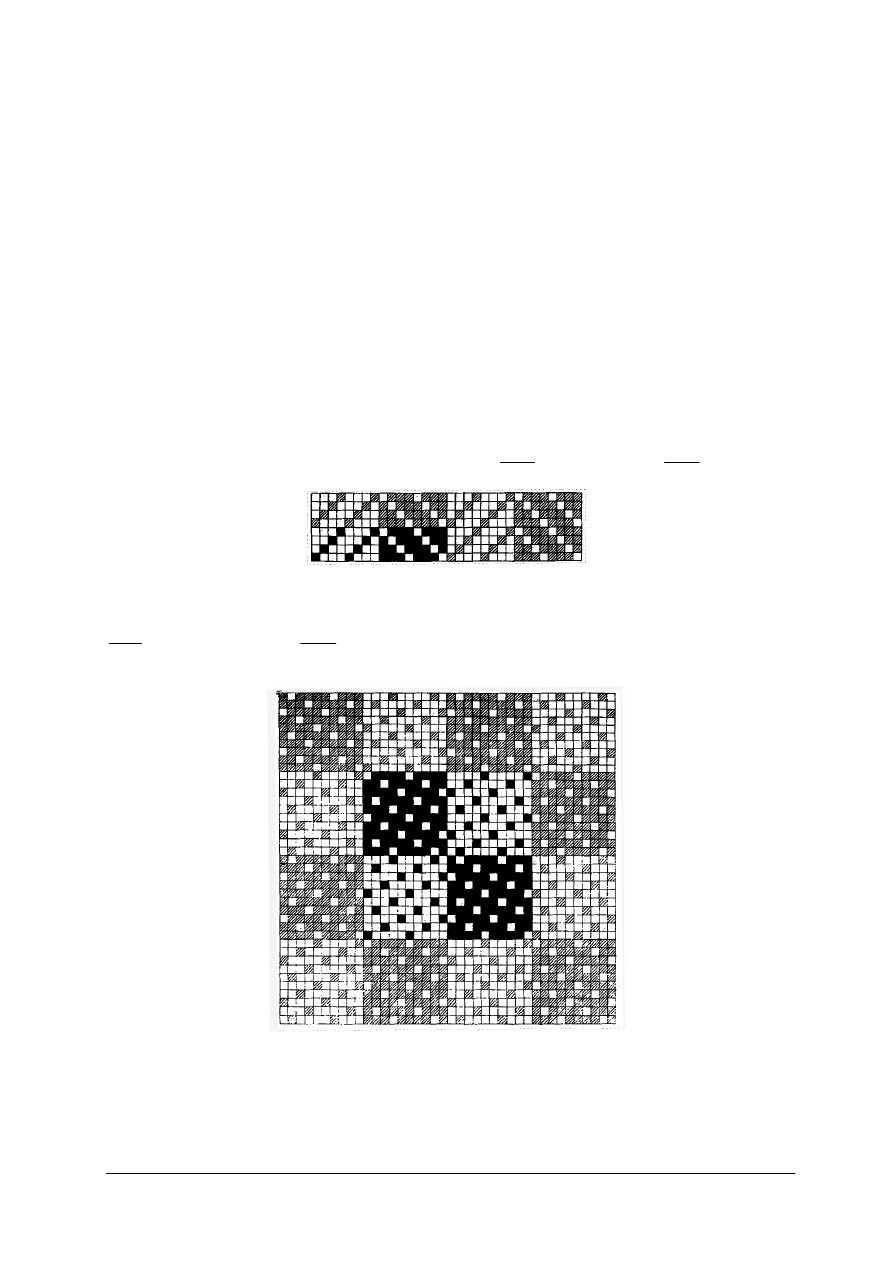
Rys. 19. Splot modyfikowany o wzorze kostkowym [4, s. 68]
Ogólnie sploty modyfikowane można podzielić na sześć grup:
–
sploty krepowe właściwe i wzorzyste,
–
sploty zestawne,
–
sploty żeberkowe i reformowe,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
–
sploty złożone – w tkaninach wielowarstwowych i specjalnych,
–
sploty nietypowe – gazejskie, gobelinowe i inne,
–
sploty wzorzyste – w tkaninach pojedynczych, wielowarstwowych i specjalnych.
W każdej grupie da się wyróżnić szereg podgrup, rodzajów i odmian.
Zastosowanie splotów rypsowych, panamowych i modyfikowanych oraz wybrane
handlowe nazwy tkanin
Adamaszek – pochodzi ze Wschodu; w Europie produkowana od XIII wieku. Stosowana
na ubiory, obicia ścian i mebli, obrusy. Wytwarzana jest na krosnach żakardowych. Tło tkane
jest splotem atłasowym, a motyw wzoru satynowym lub odwrotnie.
Aksamit – pochodzi z Indii; w Europie wytwarzana jest od średniowiecza, w Polsce od
XVIII wieku. Tkanina z okrywą włókienną osnowową. Od spodu gładka, z wierzchu pokryta
krótką okrywą włókienną, która powstaje dzięki wyciągniętym i następnie strzyżonym
pętelkom dodatkowej nitki osnowy. Używana na suknie, kostiumy, zasłony, obicia mebli.
Odmianami aksamitu są welur i plusz, mające inna długość okrywy włókiennej (rys. 2, s. 9).
Ażur – tkanina wytwarzana z różnych surowców, w której wzorzyste prześwity powstają
dzięki zastosowaniu splotu gazejskiego lub przez opuszczenie niektórych nitek wątku lub
osnowy, albo wątku i osnowy równocześnie.
Chintz – mocno połyskliwa tkanina bawełniana, której powierzchnia sprawia wrażenie
nawoskowanej. Dzięki impregnacji i gładzeniu jest dość odporna na zabrudzenie i działanie
wody. Stosowana do produkcji odzieży sportowej, płaszczy i kurtek oraz jako materiał
dekoracyjny.
Frotte – tkanina bawełniana mająca po jednej lub po obu stronach gęsto położone
pętelki, które powstają przez zastosowanie dwóch osnów – jednej napiętej (zasadniczej),
a drugiej luźnej (runowej), tworzącej pętelki. Produkowana jest jako tkanina jednobarwna lub
kolorowo tkana. Stosowana głównie na ręczniki lub wdzianka plażowe (rys. 4, s. 10).
Gaza – tkanina, w której nitki osnowy (dwie lub więcej) są wzajemnie okręcone wokół
siebie, tworząc tak zwany splot gazejski (rys. 5, s. 11). Dzięki splotowi w tkaninie powstają
znaczne prześwity, które mogą być rozłożone na całej powierzchni tkaniny lub tylko w jej
fragmentach. Gaza charakteryzuje się ażurowym wzorem i dużą przewiewnością. Używana
jest na sukienki letnie, bluzki, bieliznę osobistą. Wyprodukowana z grubszych przędz
przeznaczona jest na firanki. Odmianą gazy jest tkanina o luźnym splocie płóciennym,
stosowana na materiały opatrunkowe.
Gofra – tkanina, której powierzchnia pokryta jest wytłoczonymi wzorami, tworzącymi
na powierzchni wypukłości o określonym kształcie. Stosowana na sukienki, bluzki, piżamy,
odzież dziecięcą, bieliznę pościelową.
Krepon – tkanina charakteryzuje się nieregularną, zmarszczoną powierzchnią. Efekt
zmarszczenia uzyskuje się dzięki apreturze krepowej i zastosowaniu na wątek nitek mocno
skręconych.
Plusz – odmiana aksamitu z długą okrywą włókienną położoną w jedną stronę. Okrywa
ta utworzona jest przez wyciągnięcie, a następnie przecięcie luźno skręconej dodatkowej
osnowy. Osnowa podstawowa tworzy z wątkiem splot płócienny lub skośny. Plusze
odzieżowe stanowią imitacje futer.
Panama – tkanina wykonana splotem panama. Nitki osnowy i wątku przeplatają się
parami lub w większych grupach, tworząc wzór kostkowy.
Ryps – tkanina wykonana splotem rypsowym, który daje na powierzchni
charakterystyczne, wypukłe prążki, biegnące wzdłuż wątku lub osnowy.
Sztruks – tkanina o splocie zastawnym – żeberkowym (splot płócienny połączony
z rypsowym) mająca zróżnicowany wygląd obu powierzchni. Lewa strona jest gładka, a na
prawej widać drobne prążki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.2.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie parametry opisują splot tkacki?
2.
Jak zapisujemy wyróżnik splotu tkackiego?
3.
Czym charakteryzuje się splot osnowowy i wątkowy?
4.
Co zawiera skrócony rysunek dyspozycyjny tkaniny?
5.
Jakie warunki muszą spełniać sploty zasadnicze?
6.
Czym charakteryzują się tkaniny wykonane w splocie płóciennym?
7.
Jakie nazwy handlowe mają tkaniny wykonane w splocie płóciennym?
8.
Jaki jest najmniejszy raport splotu skośnego?
9.
Czym różni się tkanina wykonana w splocie atłasowym od tkaniny wykonanej w splocie
satynowym?
10.
Jak wygląda powierzchnia tkaniny wykonanej w splocie panamowym?
11.
Jakie zastosowanie mają sploty modyfikowane (kombinowane)?
12.
Jakie sploty wykorzystuje się przy produkcji tkaniny o nazwie handlowej „Gaza”?
4.2.3. Ćwiczenia
Ć
wiczenie 1
Określ, które tkaniny wykonano w splocie skośnym wątkowym, a które w splocie
skośnym osnowowym. Zaznacz na próbkach tkanin kierunki rządków.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat splotów skośnych,
2)
ustalić prawą stronę tkaniny,
3)
ustalić kierunek osnowy,
4)
dokonać analizy poszczególnych tkanin – przy pomocy lupy sprawdzić sposób
przeplatania nitek osnowy i wątku,
5)
rozpoznać rodzaje splotów skośnych i kierunek rządków,
6)
zapisać przy próbce tkaniny uzasadnienie wyboru.
Wyposażenie stanowiska pracy:
–
zestaw próbek tkanin,
–
papier formatu A4, flamastry,
–
lupa,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Narysuj splot skośny o wyróżniku
S
3
2
.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące wykonywania rysunków
splotów tkackich,
2)
wykonać rysunek splotu tkackiego o podanym wyróżniku.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Wyposażenie stanowiska pracy:
–
papier formatu A4 w kratkę, flamastry,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Narysuj splot satynowy o wyróżniku
)
3
(
4
1
.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące wykonywania rysunków
splotów tkackich,
2)
wykonać rysunek splotu tkackiego o podanym wyróżniku.
Wyposażenie stanowiska pracy:
–
papier formatu A4 w kratkę, flamastry,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Narysuj splot tkacki satynowy o wyróżniku
)
3
(
7
1
. Narysuj przekroje tkaniny dla O
3
(trzecia nitka osnowy) i W
2
(druga nitka wątku).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące wykonywania rysunków
splotów tkackich i przekrojów tkanin,
2)
wykonać rysunek splotu tkackiego o podanym wyróżniku,
3)
wykonać rysunek przekroju tkaniny, na podstawie analizy przeplotów nitek.
Wyposażenie stanowiska pracy:
–
papier formatu A4 w kratkę, flamastry,
–
poradnik dla ucznia,
–
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 5
Oblicz możliwe wartości skoku dla wyróżnika splotu atłasowego
7
1
.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat splotów atłasowych,
2)
dokonać analizy posiadanych danych,
3)
zapisać na kartce uzasadnienie wyboru.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wyposażenie stanowiska pracy:
–
papier formatu A4, flamastry,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 6
Określ z rysunku splotu tkaniny:
1)
wyróżnik splotu,
2)
numer nitki osnowy i wątku, na której wykonany jest przekrój tkaniny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat splotów atłasowych,
2)
dokonać analizy rysunku splotu tkackiego,
3)
zapisać wyróżnik splotu, nr nitki osnowy i wątku, dla których wykonano przekrój oraz
uzasadnienie wyboru.
Wyposażenie stanowiska pracy:
–
papier formatu A4, flamastry,
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić pojęcie raport splotu?
2)
wyjaśnić pojęcie pokrycie osnowowe, pokrycie wątkowe?
3)
wyjaśnić pojęcie raport osnowowy, raport wątkowy?
4)
określić podstawowe cechy splotu skośnego?
5)
określić podstawowe cechy splotu atłasowego?
6)
określić podstawowe cechy splotu ażurowego?
7)
określić podstawowe cechy splotów z reliefem?
8)
narysować przekrój tkaniny ?
9)
określić metody tworzenia splotów modyfikowanych?
10)
zastosować metodę tworzenia splotów atłasowych?
11)
rozpoznać sploty tkanin?
12)
narysować splot tkacki na podstawie wyróżnika?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.3. Przewijanie, cewienie przędzy
4.3.1. Materiał nauczania
Celem procesu przewijania jest otrzymanie nawoju, który będzie odpowiadać
wymaganiom stawianym przez procesy następujące po przewijaniu, a mianowicie snucia,
cewienia, barwienia, skręcania, zasilania wątkiem krosien bezczółenkowych.
Aby nawój przewijarkowy mógł spełnić te wymagania, powinien posiadać następujące
cechy:
–
w określonej swej objętości powinien zawierać maksymalną długość nitki, czyli mieć
możliwie dużą masę właściwą. Umożliwi to rzadką wymianę nawojów w procesach
technologicznych następujących po przewijaniu, co zwiększa wydajność stosowanych
maszyn,
–
nitka w nawoju przewijarkowym nie powinna mieć błędów, powodujących zrywy
i zatrzymania maszyny. Błędy występujące w nitce obniżą także jakość gotowej tkaniny,
–
nawój powinien być nawinięty w taki sposób na odpowiednią cewkę i mieć taki kształt
oraz rodzaj nawinięcia, aby odwijanie nitki mogło się odbywać z dużą prędkością, np.
podczas snucia, cewienia lub zasilania wątkiem krosien bezczółenkowych,
–
nawój powinien mieć równomiernie rozłożoną nitkę, tak aby odwijała się bez zrywów.
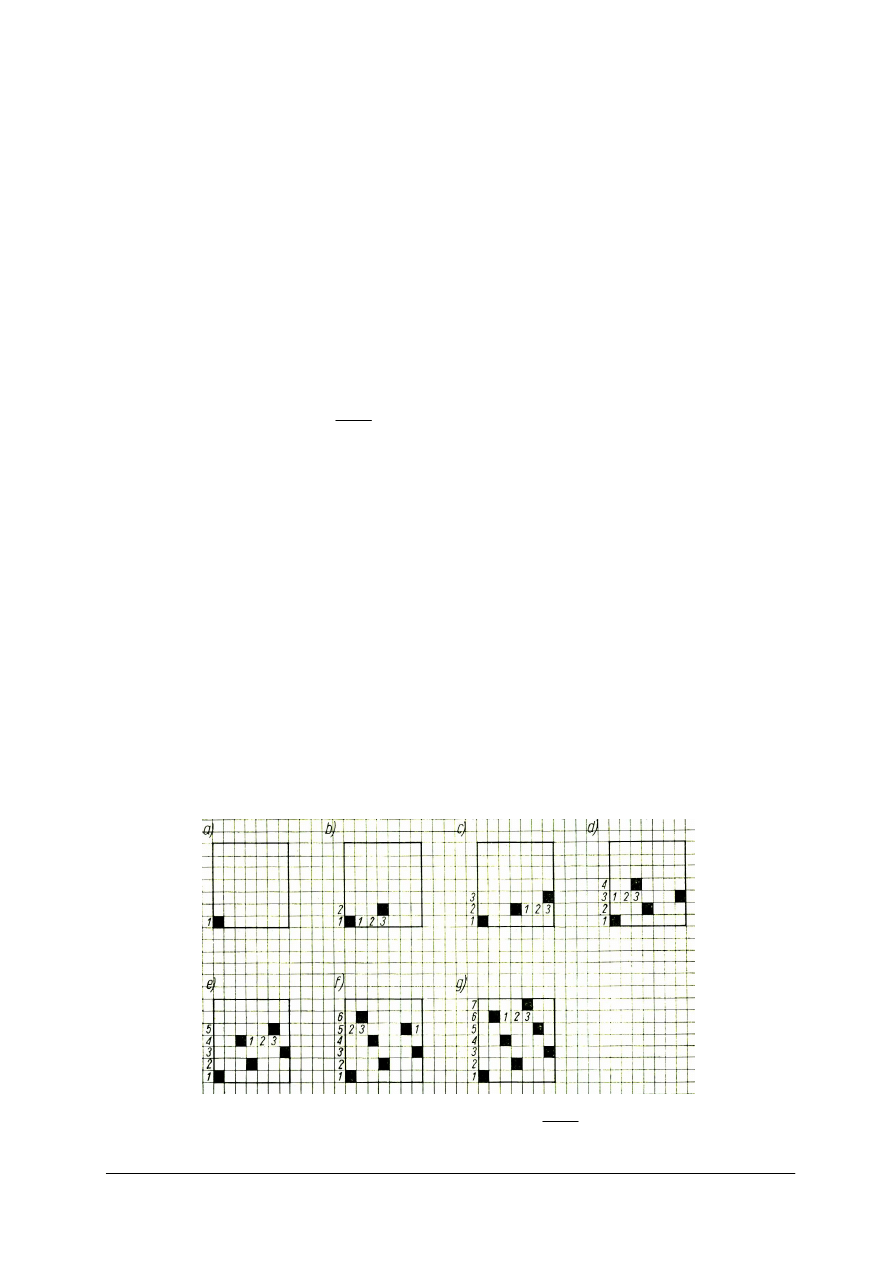
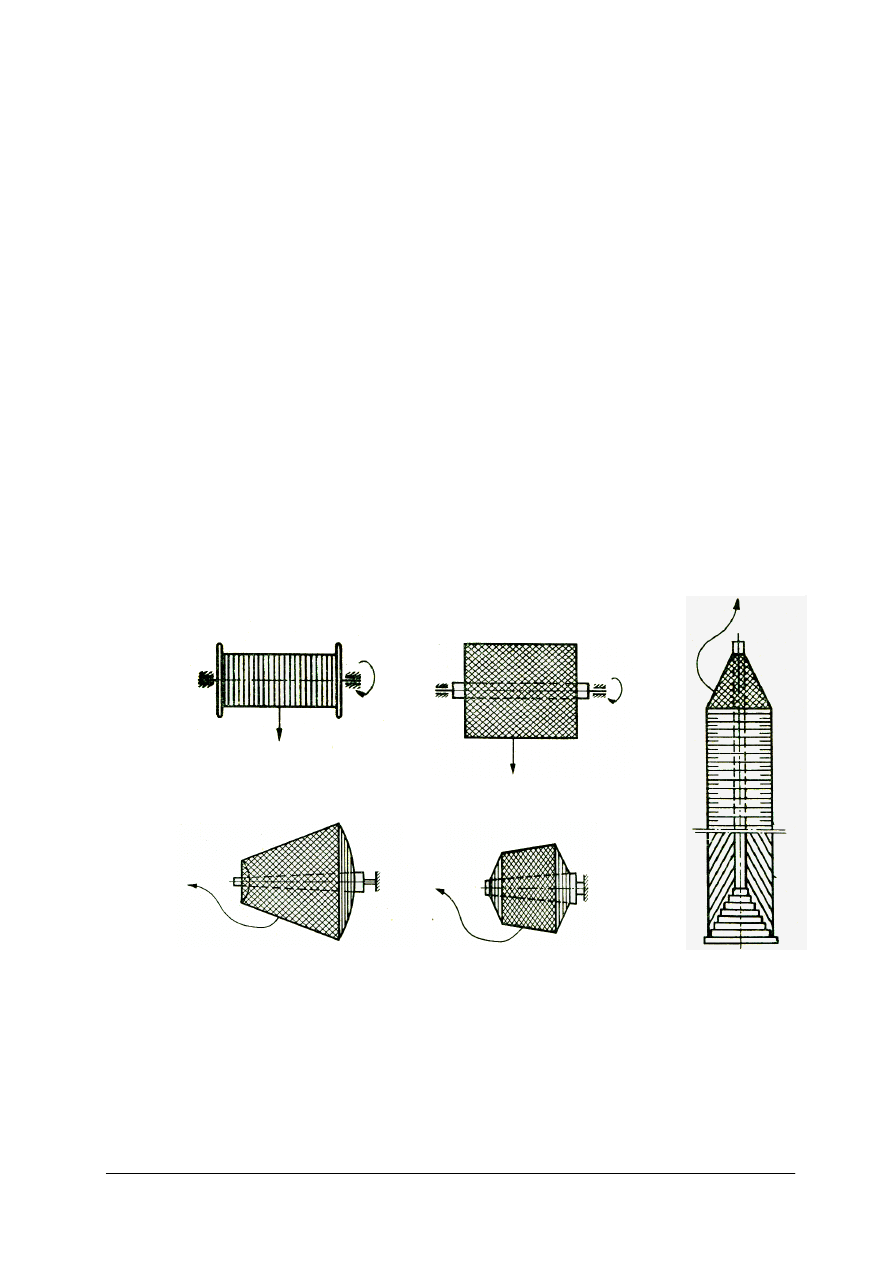
Rys. 20. Rodzaje nawojów i sposoby odwijania z nich nitki: a) nawój walcowy, równoległy, b) nawój walcowy,
krzyżowy, c) nawój stożkowy, krzyżowy, d) nawój szyszkowy, krzyżowy, e) nawój rakietowy
[4, s. 140–142]
W zależności od rodzaju przewijarki, na której przewijana jest nitka, otrzymujemy jeden
z rodzajów nawoju (rys. 20).
1.
Nawój walcowy, równoległy – powstaje, gdy poszczególne nitki są ułożone bardzo blisko
jedna obok drugiej, prostopadle do osi cewki, na którą są nawijane. Spoistość jego części
brzegowych jest bardzo mała. Pod działaniem nawet małych sił wzdłużnych zwoje nitek,
ułożone prawie równolegle do powierzchni bocznych nawoju, zsypują się, powodując
a)
b)
c)
d)
e)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
splątanie przędzy. W celu zabezpieczenia przed takimi przypadkami nawoje równoległe
tworzy się wyłącznie na cewkach tarczowych.
2.
Nawój walcowy, krzyżowy – powstaje, gdy poszczególne nitki są ułożone bardzo blisko
jedna obok drugiej, pod pewnym określonym kątem do osi cewki, na którą są nawijane.
Odznaczają się one znaczną trwałością kształtu, co ma szczególne znaczenie przy
transporcie. Można je tworzyć na cewkach beztarczowych walcowych. Takie kształty
przyjmują też same nawoje. Jeżeli nawoje są walcowe równoległe lub krzyżowe, to
odwijanie z nich nitki odbywa się przez obrót cewki wokół jej podłużnej osi z prędkością
obwodową nie większą niż 1,7 m/s.
3.
Nawój stożkowy o nawinięciu krzyżowym – nawoje tego typu są powszechnie używane
w przemyśle, gdyż nie ograniczają prędkości odwijania. Nitka z nieruchomego nawoju
jest odwijana w kierunku podłużnej osi cewki i mniejszej średnicy stożka. Rozróżnia się
nawoje o różnym kącie pochylenia stożka oraz różnej wielkości.
4.
Nawój szyszkowy – odmiana nawoju stożkowego z nawinięciem krzyżowym.
Wytwarzany na przewijarkach wodzikowych. Nawoje stożkowe – krzyżowe oraz
walcowe – krzyżowe umożliwiają odwijanie nitki z nieruchomej cewki, dzięki tworzeniu
się balonu przy prędkości powyżej 1,3 m/s.
5.
Nawój rakietowy – formowany najczęściej z przędz grubych, odpadkowych. Nitka jest
odwijana w kierunku zgodnym z osią podłużną nawoju, który w czasie odwijania jest
nieruchomy.
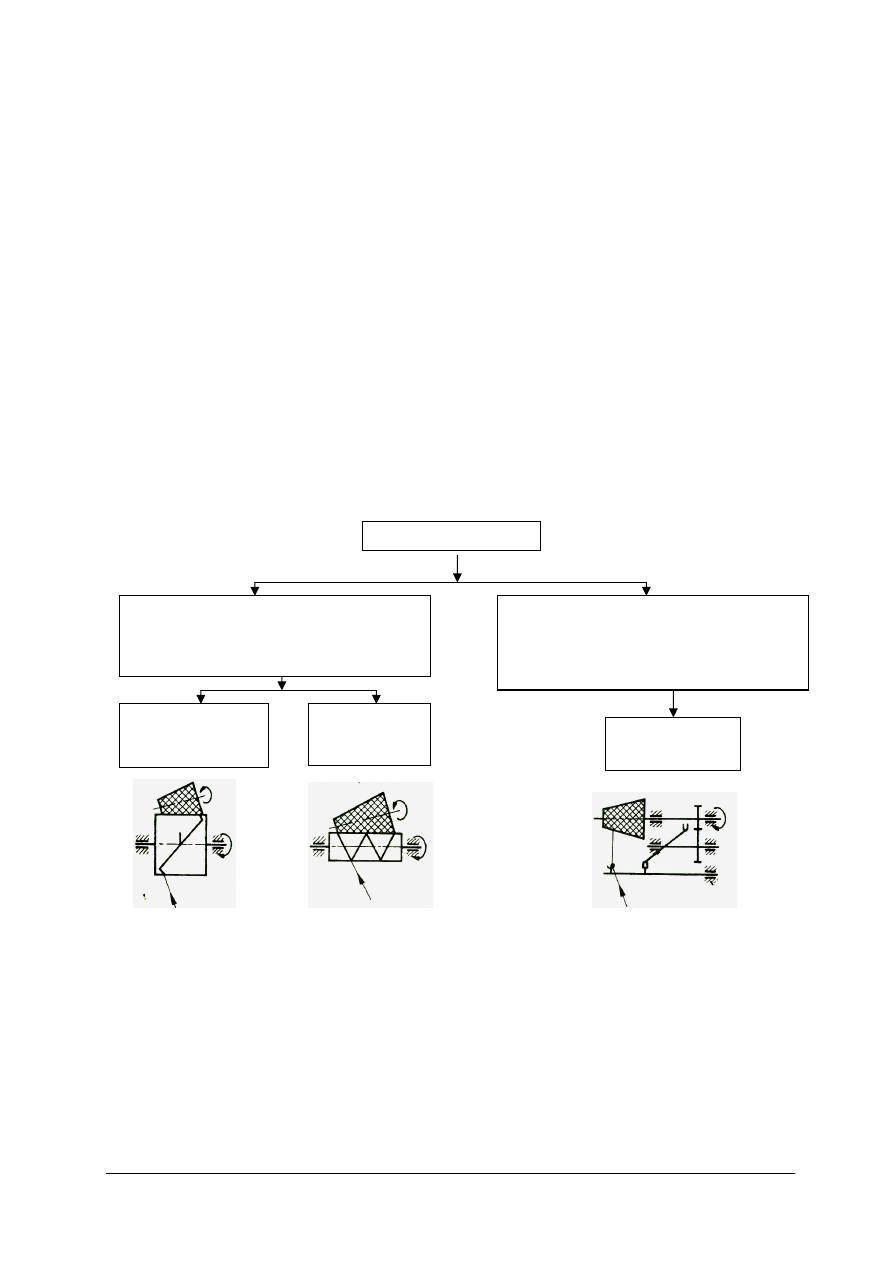
Rys. 21. Podział przewijarek [4, s. 159]
Przewijarki można podzielić ze względu na sposób napędu nawoju oraz wodzenie nitki
na: przewijarki z bezpośrednim napędem nawoju i przewijarki z pośrednim napędem nawoju
(rys. 21).
Do pierwszej grupy najliczniej reprezentowanej w przemyśle włókienniczym zalicza się
przewijarki bębnowe i wałkowe. Przeznaczone są one do przewijania przędzy bawełnianej,
wełnianej i z włókien łykowych.
Do drugiej grupy zalicza się przewijarki z pośrednim napędem nawoju, w których cewka
z nawojem osadzona jest na obracającym się wrzecionie, natomiast wodzik rozprowadzający
Bezpośredni napęd nawoju elementem
obrotowym. Zmienny stosunek obrotów
nawoju i bębna.
Pośredni napęd nawoju przez zamocowanie
cewki na obracającym się wrzecionie. Stały
stosunek obrotów nawoju i ruchów wodzika.
Przewijarki
z bębnem
szczelinowym
Przewijarki
z wałkiem
rowkowym
Przewijarki
wodzikowe
Przewijarki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
nitkę na cewce ma oddzielny napęd krzywkowy. Przewijarki tego typu nazwane zostały
wodzikowymi i są stosowane przede wszystkim do przewijania przędz jedwabnych.
Przewijanie przędzy należy do operacji wyjątkowo pracochłonnych. Osoba obsługująca
przewijarkę musi:
–
zdejmować puste cewki przędzalnicze z wrzecion przewijarki i nakładać pełne,
–
łączyć początek nitki z pełnego nawoju przędzalniczego z końcem nitki poprzednio
nawijanej na cewkę walcową lub stożkową,
–
odszukiwać końce nitki w przypadku jej zrywu, związać je i uruchomić punkt przewijający,
–
zdejmować pełne nawoje przewijarkowe i zakładać puste cewki walcowe lub stożkowe,
–
inicjować nawijanie na cewki.
Aby obniżyć koszty tego procesu oraz podnieść jakość przewijanej przędzy, udoskonala
się konstrukcję przewijarek. Produkowane przewijarki automatyczne posiadają nie tylko
urządzenia łączące zerwane końce nitek, ale także kontrolujące jakość przewijanej przędzy
i usuwające znalezione błędy (rys. 22).
Rys. 22. Cztery punkty przewijarki automatycznej [opracowanie własne]
Błędy nawojów przewijarkowych
–
nawinięcie nitek na nawój w postaci taśmy albo „pasma”,
–
wyrzucenie pojedynczych nitek w postaci cięciw na boczne powierzchnie nawoju,
–
nieprawidłowy kształt nawoju,
–
poprzecinanie nitek na brzegach nawoju,
–
niedostateczne oczyszczenie przędzy,
–
nieprawidłowo związane węzły,
–
nierównomierna twardość nawoju.
Jeśli oddział przygotowawczy tkalni przygotowuje przędzę do przerobu na tkalnię
wyposażoną w krosna czółenkowe, to musi być także wyposażony w maszyny zwane
cewiarkami, żeby przygotować przędzę wątkową do procesu tkania. Cewienie, tak jak
przewijanie, ma podwyższyć właściwości technologiczne przędzy przez usunięcie
zanieczyszczeń i częściowe wyeliminowanie błędów przędzalniczych. Nawój tworzony na
cewiarce powinien mieć wielkość i formę odpowiednią do wymiarów czółenka. Powinien
również gromadzić maksymalną ilości przędzy i zapewniać płynne odwijanie wątku w czasie
procesu tkania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Utworzenie takiego nawoju wymaga:
a)
ruchu obrotowego cewki w celu nawinięcia wątku,
b)
ruchu posuwisto-zwrotnego w celu uformowania w pewnej strefie struktury krzyżowej,
c)
ruchu postępowego w celu utworzenia nawoju na całej długości cewki.
Ruch obrotowy otrzymuje cewka, a wodzik spełnia dwie pozostałe funkcje.
Cewiarki wyposażone są w następujące mechanizmy główne: nawijający, tworzący
nawój, urządzenie do wyrównywania napięć oraz urządzenie kontrolno-czyszczące.
Urządzeniem nawijającym jest wrzeciono poziome lub pionowe, napędzane za pomocą
przekładni pasowej, ciernej, lub zębatej.
Mechanizm rozprowadzający stanowi prowadnik, napędzany najczęściej za pomocą
urządzenia krzywkowego lub mimośrodowego.
Mechanizmem tworzącym nawój jest albo odpowiednie współdziałanie wrzeciona
i prowadnika, albo specjalny lejek układający przędzę.
Urządzenie do wyrównywania napięć stanowi zespół naprężający lub jeden naprężacz
uniwersalny, a urządzeniem kontrolno-czyszczącym są różnego rodzaju oczyszczacze.
Rozróżniamy cewiarki: mechaniczne, półautomatyczne i automatyczne.
Pracownik obsługujący cewiarkę mechaniczną musi:
–
wymieniać cewki wątkowe,
–
wiązać zerwane nitki,
–
wymieniać nawoje zasilające itp.
W cewiarce półautomatycznej cewki wątkowe wymieniane są mechanicznie.
Pozostałe czynności związane z obsługą maszyny musi wykonać pracownik.
W cewiarce automatycznej większość czynności wykonywana jest automatycznie.
Zadaniem pracownika jest wymiana nawojów zasilających i dostarczenie pustych cewek
do odpowiedniego zasobnika maszyny.
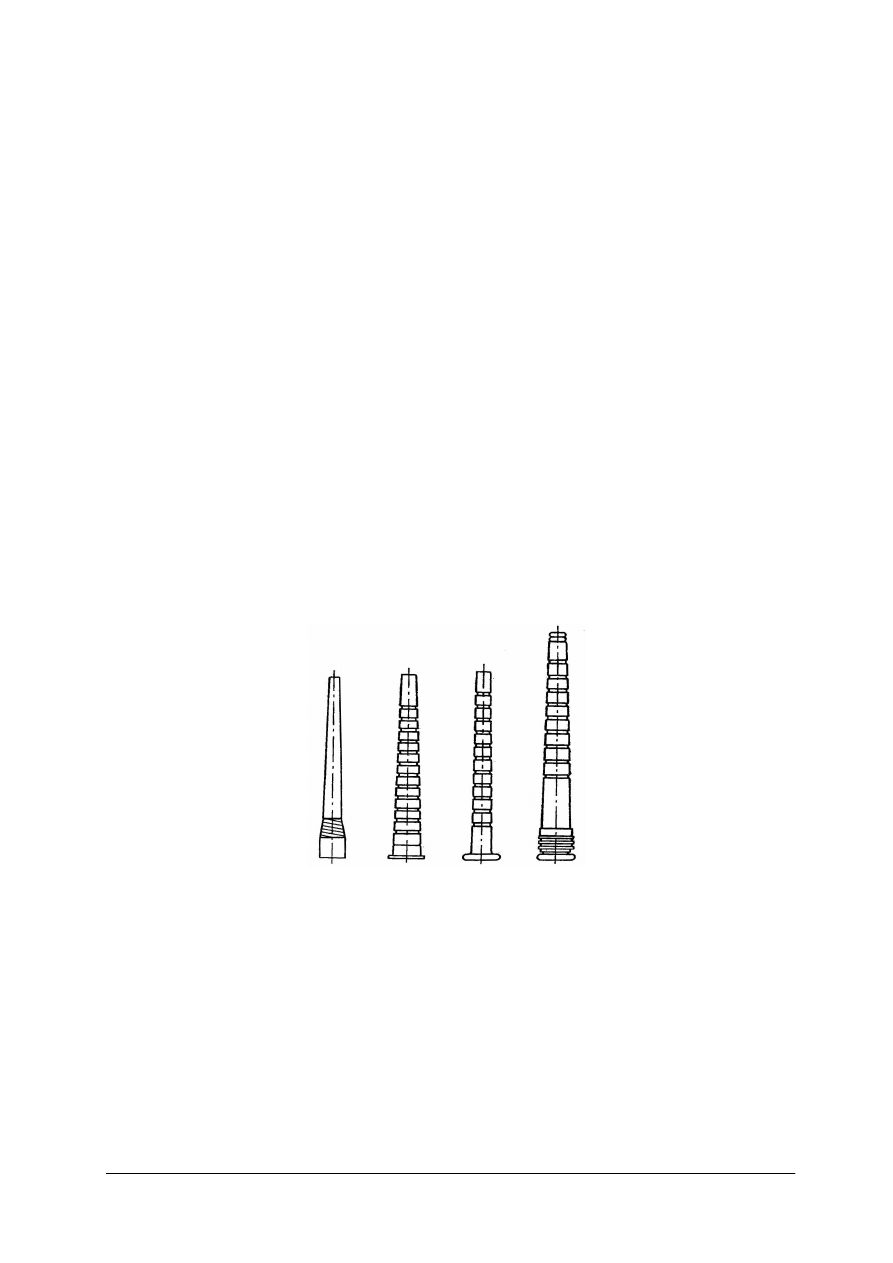
Rys. 23. Wybrane rodzaje cewek [opracowanie własne]
Wątek może być nawijany na cewki wykonane z papieru, drewna lub tworzywa (rys. 22).
Stosowane są także nawoje wężowe (rys. 23c). Charakteryzują się one tym, że nitka jest
nawijana bezpośrednio na wrzeciono. Gotowe nawoje ściąga się z wrzeciona i dostarcza do
tkalni z przeznaczeniem do czółenek wężowych. Na rysunku pokazane są czółenka zasilane
nawojem wężowym i nawojem uformowanym na cewce (rys. 23a i 23b).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
a)
b)
c)
Rys. 24. Rodzaje czółenek: a) do krosien z automatyczną wymianą cewek, b) cewki nasuwane są na „pióro”
w czółenku, c) na nawój wężowy [opracowanie własne]
4.3.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co jest celem przewijania przędzy?
2.
Jakie cechy powinien posiadać nawój przewijarkowy?
3.
Czym charakteryzują się nawoje przewijarkowe?
4.
Czym różni się przewijarka bębnowa od wodzikowej?
5.
Jak przygotowuje się wątek do zasilania krosien czółenkowych?
6.
Jakie błędy mogą powstać na nawoju w czasie przewijania?
7.
Jakie zagrożenia występują przy obsłudze przewijarki?
8.
Czym charakteryzuje się nawój tworzony na cewiarce?
9.
Jakie mechanizmy musi posiadać cewiarka, aby utworzyć prawidłowy nawój wątkowy?
10.
Jakie czynności wykonuje pracownik obsługujący cewiarkę mechaniczną?
11.
Czym charakteryzuje się nawój wężowy?
4.3.3. Ćwiczenia
Ć
wiczenie 1
Przewiń otrzymaną od nauczyciela przędzę na trzy nawoje. Zadanie wykonaj na
przewijarce wodzikowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją bhp i p.poż obowiązującą przy obsłudze przewijarki,
2)
dokonać analizy poszczególnych czynności,
3)
nałożyć cewki przędzalnicze na trzy punkty przewijarki,
4)
odszukać końce przędzy i przeprowadzić je przez elementy przewijarki,
5)
założyć pustą cewkę i zainicjować przewijanie,
6)
wymieniać przewinięte cewki przędzalnicze na pełne,
7)
łączyć początek nitki z pełnego nawoju przędzalniczego z końcem nitki poprzednio
nawijanej na cewkę stożkową,
8)
kontrolować proces przewijania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wyposażenie stanowiska pracy:
–
przewijarka wodzikowa,
–
nożyczki,
–
instrukcja bhp i p.poż oraz ochrony środowiska obowiązująca przy obsłudze przewijarki
wodzikowej,
–
instrukcja obsługi przewijarki wodzikowej,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Przewiń otrzymaną od nauczyciela przędzę na trzy nawoje stożkowo-krzyżowe na
przewijarce wałkowej. Przewijaj z prędkością 6 m/s.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją bhp i p.poż obowiązującą przy obsłudze przewijarki,
2)
odszukać w instrukcji obsługi przewijarki informacje na temat sposobu regulacji
prędkości przewijania,
3)
dokonać analizy poszczególnych czynności,
4)
dokonać regulacji prędkości przewijania zgodnie z instrukcją,
5)
nałożyć cewki przędzalnicze na trzy punkty przewijarki,
6)
odszukać końce przędzy i przeprowadzić je przez elementy przewijarki,
7)
założyć pustą cewkę i zainicjować przewijanie,
8)
wymieniać przewinięte cewki przędzalnicze na pełne,
9)
łączyć początek nitki z pełnego nawoju przędzalniczego z końcem nitki poprzednio
nawijanej na cewkę stożkową,
10)
kontrolować proces przewijania,
11)
zdjąć pełne nawoje,
12)
uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
–
przewijarka wałkowa,
–
instrukcja bhp i p.poż,
–
instrukcja obsługi przewijarki,
–
nożyczki,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Przewiń otrzymaną przędzę na nawoje wątkowe. Znając masę liniową przewijanej
przędzy, ustaw posuw wodzika cewiarki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją bhp i p.poż obowiązującą przy obsłudze cewiarki,
2)
zapoznać się z instrukcją obsługi cewiarki,
3)
ustawić posuw wodzika,
4)
ustawić nawoje zasilające,
5)
przeprowadzić nitkę przez elementy maszyny,
6)
założyć pustą cewkę,
7)
zamocować nitkę na cewce,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
8)
uruchomić cewiarkę,
9)
wyjąć nawinięty nawój wątkowy,
10)
ocenić jakość wyprodukowanego nawoju.
Wyposażenie stanowiska pracy:
–
cewiarka,
–
instrukcją bhp i p.poż obowiązującą przy obsłudze cewiarki,
–
instrukcja obsługi cewiarki,
–
nożyczki,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić, jaki jest cel przewijania przędzy?
2)
dobrać typ przewijarki do rodzaju przędzy?
3)
przeprowadzić przędze przez elementy przewijarki od kopki
przędzalniczej do nawoju?
4)
określić błędy nawojów przewijarkowych?
5)
wyjaśnić, jaki jest cel cewienia przędzy?
6)
przeprowadzić nitkę wątku przez elementy cewiarki od nawoju do
cewki?
7)
wyjaśnić, jakie ruchy musi wykonać wodzik, aby nitka wątku została
prawidłowo nawiniętą na cewkę?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.4. Snucie osnów
4.1.1.
Materiał nauczania
Snucie jest procesem, w czasie, którego tworzy się wielonitkowy nawój równoległy –
osnowę. Osnowa nawinięta jest na wał.
Snucie może przebiegać różnie w zależności od przeznaczenia osnowy.
Rozróżniamy snucie:
–
zespołami,
–
taśmami,
–
sekcjami.
Snucie zespołami polega na tym, że nawija się grupę nitek na wał o rozstawie tarcz
równym lub nieco większym od rozstawu tarcz wału na krośnie. Tworzy się kilka, czy też
kilkanaście nawojów, które łączy się w jedną osnowę podczas klejenia (rys. 24a).
Snucie zespołami stosuje się głównie dla osnów bawełnianych lub bawełnopodobnych,
najczęściej z przędz pojedynczych, jednobarwnych (rys. 25).
Snucie taśmami polega na nawijaniu na bęben (z częścią stożkową regulowaną) grupy
nitek (taśm) kolejno jedna obok drugiej, aż do uzyskania całkowitej liczby nitek osnowy
(rys. 24b). Następnie całość przewija się na wał osnowowy, który może być bezpośrednio
założony na krosno. Snucie taśmami stosuje się w tkalniach wełny, jedwabiu, zarówno dla
osnów jedno jak i wielobarwnych oraz w tkalniach bawełny przy złożonych raportach
kolorowych.
Snucie sekcjami polega na nawijaniu grupy nitek o liniowej gęstości przyszłej osnowy na
krótkie wały tarczowe. Wały te zestawia się obok siebie na wspólnej osi, tworząc żądany
nawój (rys. 24c).
Rys. 25. Sposoby snucia: a) zespołami, b) taśmami, c) sekcjami, m
s
– liczba równocześnie snutych nitek,
m
o
– liczba nitek w osnowie, m
w
, m
z
– liczba snutych wałów, m
t
– liczba snutych taśm [4, s. 155]
a)
b)
c)
m
s=
w
o
m
m
m
s=
t
o
m
m
m
s=
z
o
m
m
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Tabela 1. Porównanie parametrów snucia zespołami i taśmami [opracowanie własne]
Parametry
Sposób snucia
Zespołami
Taśmami
m
s
– liczba nitek równocześnie snutych
m
o –
liczba nitek osnowy
i
t
, i
w –
liczba taśm lub wałów
m
s
=
w
o
i
m
m
s
=
t
o
i
m
b
s –
szerokość snucia
b
o –
szerokość osnowy
b
s
= const
(uzależniona jest od
szerokości roboczej
snowarki)
b
s
=
t
o
i
b
l
s
– długość snucia
l
o
– długość osnowy
l
s
≥
l
o
l
s
≅
l
o
g
s
– liczność nitek snutych
g
o
– liczność nitek osnowy
g
s
=
w
o
i
g
g
s
=
g
o
Rys. 26. Snowarka zespołowa [Przegląd włókienniczy]
Ramy natykowe są wyposażone w kilkaset specjalnych uchwytów przystosowanych do
odwijania stożkowych lub walcowych nawojów przewijarkowych. Każda z odwijanych nitek
przechodzi przez naprężacz i czujnik zrywów.
Pojemność ramy natykowej – liczba wszystkich uchwytów w ramie. Pojemność ram
natykowych wynosi od 600 do 1200 nawojów (rys. 26).
Rys. 27. Rama natykowa snowarki [Przegląd włókienniczy]
Aby ograniczyć czas postoju snowarki, wynikający z konieczności wymiany nawojów
przewijakowych, stosuje się różne rozwiązania konstrukcyjne ram natykowych, które
umożliwiają wymianę nawojów przewijarkowych w czasie pracy snowarki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Buduje się ramy natykowe z:
–
sekcjami obrotowymi (rys. 28),
–
kołkami natykowymi przesuwanymi za pomocą łańcucha (rys. 29),
–
zapasowymi nawojami do ciągłego snucia (rys. 30),
–
wymiennymi wózkami nawojowymi (rys. 31),
–
przejezdną snowarką taśmową (rys. 32).
Przerwa w pracy potrzebna jest jedynie na wymianę nałożonych nawojów oraz
przewiązanie i przeciągnięcie związanych nitek.
a)
Rys. 28. Rama natykowa z sekcjami obrotowymi: 1) sekcje obrotowe, 2) korba do obrotu sekcjami, 3) grzebień
zbiorczy, 4) końce zerwanych nitek [2, s. 56]
b)
Rys. 29. Rama natykowa snowarki: 1) nawoje przygotowane do wymiany, 2) napęd łańcuch, 3) łańcuch,
4) naprężacze, 5) Stopień do ułatwiania obsługi górnych rzędów [2, s. 57]
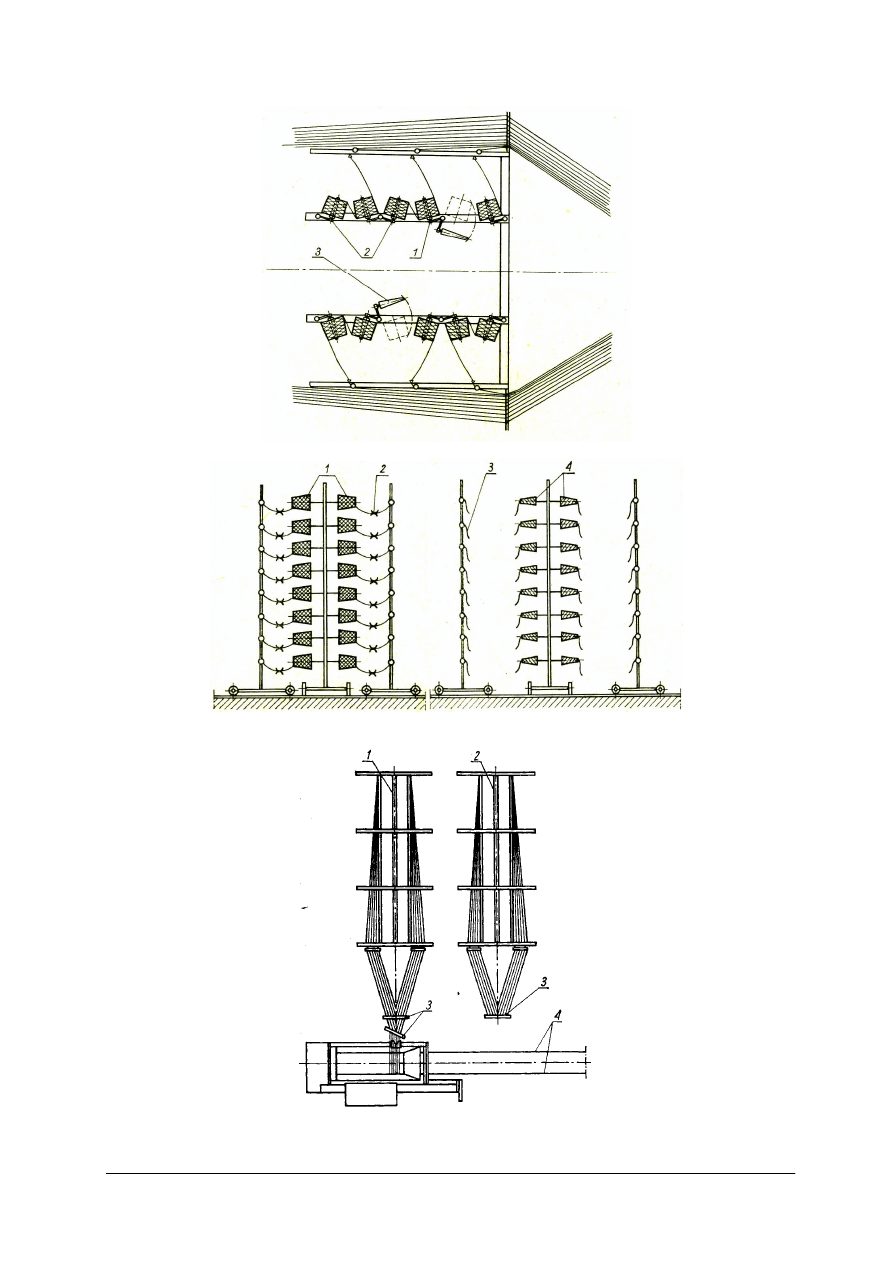
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 30. Rama natykowa snowarki: 1) nawoje robocze, 2) nawoje zapasowe, 3) trzpień do osadzania cewek [2, s. 52]
Rys. 31. Rama natykowa snowarki: 1) nawoje wymienne, 2) węzły na nitkach, 3) odcięte końce nitek zwisające
w naprężaczach, 4) resztki przędzy na cewkach po snuciu [2, s. 54]
Rys. 32. Ramy natykowe: 1)rama robocza, 2) rama zapasowa, 3) grzebień zbiorczy i szerokościowy, 4) szyny
jezdne dla snowarki, 5) stopień dla ułatwienia obsługi górnych rzędów [4, s. 182]
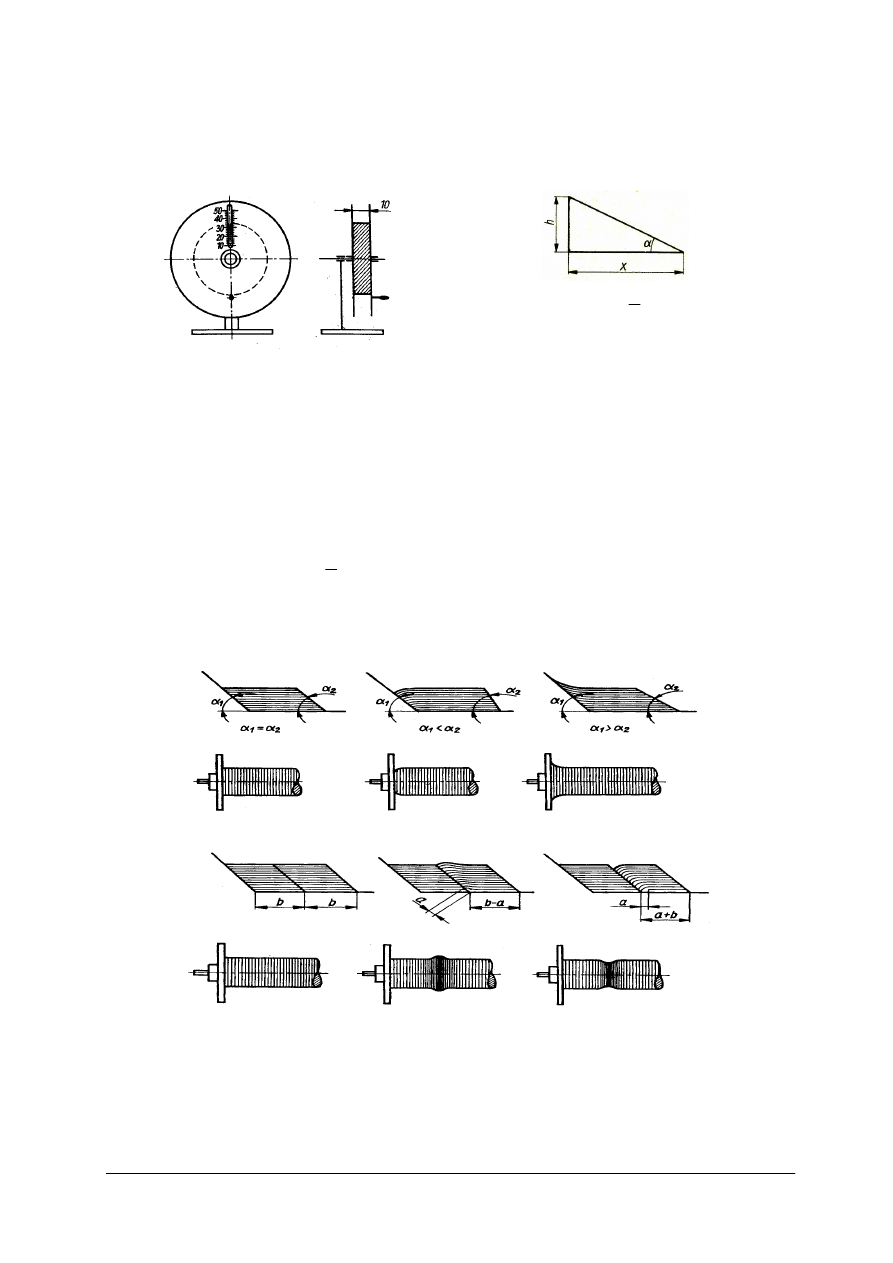
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
a)
c)
b)
c)
Ustalanie wartości kąta pochylenia stożka snowarki taśmowej
Przy prawidłowym ustaleniu wartości kąta
α
1
stożka snowarki jest on równy kątowi
α
2
nawoju, utworzonego z nawiniętej taśmy (rys. 28).
Przyrząd do określania rzeczywistej grubości jednej
warstwy nitek
tg
α
=
x
h
h- grubość jednej warstwy osnowy,
x- przesuw grzebienia szerokościowego
Rys. 33. Sposób wyznaczania kąta stożka snowarki taśmowej [4, s. 199]
Aby ustawić prawidłowo stożek bębna snowarki taśmowej należy
:
–
obliczyć grubość 100 warstw snutych nitek za pomocą przyrządu (przyrząd ustawiamy
przy grzebieniu szerokościowym snowarki w taki sposób, aby nitki ściągane z nawoju
przechodziły przez naprężacze, prowadniki, czujniki, grzebień zbiorczy i nawijały się
między tarcze przyrządu),
–
przyjąć jedną ze znanych wartości przesuwu grzebienia szerokościowego,
–
obliczyć zależność tg
α
=
x
h
.
Błędne ustawienie kąta pochylenia stożka snowarki taśmowej powoduje błędy w snutej
osnowie (rys. 29).
Rys. 34. Kształty przekrojów snutych taśm: a – prawidłowy, b – nieprawidłowy w wyniku zbyt małego przesuwu
grzebienia szerokościowego lub małego kąta stożka, c – nieprawidłowy w wyniku zbyt dużego przesuwu
grzebienia szerokościowego lub kąta stożka, d – prawidłowy w wyniku dobrego łączenia taśm na bębnie,
e–i, f– nieprawidłowy w wyniku złego łączenia taśm na bębnie [4, s. 200]
d)
e)
f)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Wydajność snowarki i prędkość snucia
W
1
=
i
n
Vs
•
•
3600
m osnowy/h
W
2
=
1000
3600
•
•
•
•
Nm
n
m
Vs
kg/h
gdzie:
Vs – prędkość snucia m/s,
i
– liczba snutych taśm lub liczba wałów w zespole,
n
– współczynnik wydajności,
m
– liczba nitek w taśmie lub zespole,
Nm – numer metryczny nitek.
Błędy snucia
Wynikające ze złej pracy obsługi:
–
narzucanie nitki na nawój bez jej związania z końcem nitki z nawoju,
–
nieprawidłowy kształt nawoju (rys. 29),
–
wiązanie węzłów z długimi końcami,
–
niezgodnie z warunkami technologicznymi założone nawoje na ramę nawykową,
–
zabrudzenie osnowy,
–
niejednakowe napięcie nitek spowodowane nieprawidłowym ustawieniem ramy
natykowej względem snowarki, niejednakowym nastawieniem naprężaczy, albo
nieprawidłowym przewlekaniem nitek przez grzebień,
–
niezgodna z dyspozycją technologiczną liczba nawiniętych na wał nitek,
–
złe przewleczenie nitek przez grzebień szerokościowy,
–
nieprawidłowa twardość nawoju.
Na skutek uszkodzenia snowarki:
–
uszkodzony licznik (różna długość taśm, tworzenie „krzyża” w różnych miejscach),
–
uszkodzony czujnik zrywu snowarki.
Z powodu uszkodzenia wałów snowarkowych lub osnowowych:
–
uszkodzona wewnętrzna powierzchnia tarcz wałów snowarkowych lub osnowowych,
–
ź
le zamocowane tarcze na wale.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co jest celem snucia?
2.
Jakie cechy powinien posiadać nawój osnowowy?
3.
Czym charakteryzuje się snucie sekcyjne?
4.
Czym różni się snucie taśmowe od zespołowego?
5.
Kiedy stosuje się snucie taśmowe?
6.
Jak przygotowuje się ramę natykową do snucia?
7.
Jakie błędy spowoduje złe ustawienie kąta pochylenia stożka na bębnie?
8.
Jakie błędy osnowy spowodowane są złą pracą obsługi?
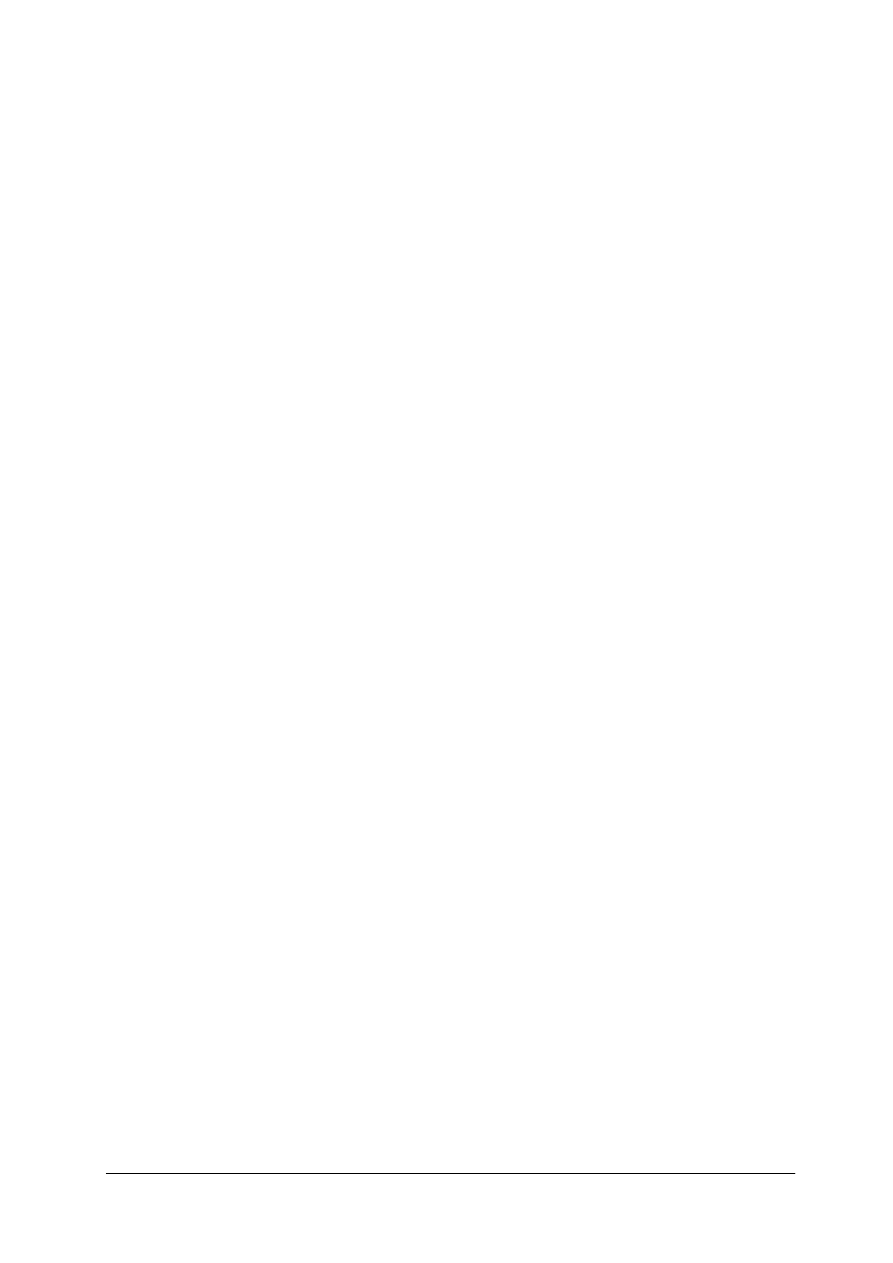
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.4.3. Ćwiczenia
Ć
wiczenie 1
Załóż otrzymane od nauczyciela nawoje stożkowo-krzyżowe na ramę natykową snowarki
taśmowej zgodnie z otrzymanymi warunkami technologicznymi osnowy. Przeprowadź nitki
przez prowadniki, naprężacze, czujniki zrywu, grzebień zbiorczy i szerokościowy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi snowarki taśmowej,
2)
zapoznać się z instrukcją bhp i p.poż oraz ochrony środowiska obowiązującą przy
obsłudze snowarki taśmowej,
3)
zapoznać się z warunkami technologicznymi osnowy,
4)
zorganizować stanowisko pracy,
5)
wykonać ćwiczenie, według polecenia,
6)
sprawdzić, czy wszystkie czynności wykonane są prawidłowo.
Wyposażenie stanowiska pracy:
–
snowarka taśmowa,
–
nożyczki, haczyk do przewlekania płochy,
–
warunki technologiczne osnowy,
–
instrukcja bhp i p.poż oraz ochrony środowiska obowiązująca przy obsłudze snowarki
taśmowej,
–
instrukcja obsługi snowarki taśmowej,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Przewiń osnowę nawiniętą na bęben snowarki taśmowej na wał osnowowy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją bhp i p.poż obowiązującą przy obsłudze snowarki taśmowej,
2)
zapoznać się z instrukcją obsługi snowarki taśmowej. Ze szczególną uwagą przeczytaj
fragmenty dotyczące przewijania osnowy z bębna snowarki na wał osnowowy,
3)
przygotować wał osnowowy,
4)
wykonać czynności zgodnie z instrukcją obsługi,
5)
wyjąć ze snowarki wał osnowowy z nawiniętą osnową,
6)
uporządkować stanowisko pracy,
7)
ocenić jakość wyprodukowanego nawoju osnowowego.
Wyposażenie stanowiska pracy:
–
snowarka taśmowa,
–
instrukcją bhp i p.poż obowiązującą przy obsłudze snowarki taśmowej,
–
instrukcja obsługi snowarki taśmowej,
–
nożyczki,
–
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Ć
wiczenie 3
Wykonaj osnowę na snowarce pasmanteryjnej zgodnie z otrzymanymi warunkami
technologicznymi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją bhp i p.poż obowiązującą przy obsłudze snowarki,
2)
zapoznać się z instrukcją obsługi snowarki,
3)
założyć otrzymane od nauczyciela nawoje na ramę natykową,
4)
przeprowadzić kolejne nitki przez prowadniki, czujniki zrywu, pręty prowadzące,
grzebień zbiorczy, grzebień szerokościowy, wałek mierzący, zamocować na tarczówce,
5)
nawinąć określoną długość osnowy na wał osnowowy,
6)
zdjąć wykonaną osnowę,
7)
uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
–
snowarka pasmanteryjna,
–
instrukcją bhp i p.poż obowiązującą przy obsłudze snowarki,
–
instrukcja obsługi snowarki,
–
nożyczki, haczyk do przewlekania płochy,
–
literatura zgodna z punktem 6 poradnika.
Ć
wiczenie 4
Określ jakość osnów pokazanych Ci przez nauczyciela i uzasadnij ocenę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące błędów nawojów
osnowowych i przyczyn ich powstawania,
2)
zapoznać się z warunkami technologicznymi osnowy,
3)
dokonać oceny jakości kolejnych osnów,
4)
rozpoznać błędy i omówić przyczyny ich powstania.
Wyposażenie stanowiska pracy:
–
wały osnowowe wykonane różnymi technikami snucia,
–
warunki technologiczne osnów,
–
papier formatu A4, długopis,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 5
Ustaw dla przędzy otrzymanej od nauczyciela do snucia kąt pochylenia stożka na bębnie
snowarki taśmowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją bhp i p.poż obowiązującą przy obsłudze snowarki,
2)
odszukać w materiałach dydaktycznych, jak ustawia się kąt pochylenia stożka na bębnie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
3)
zapoznać się z instrukcją obsługi snowarki. Ze szczególną uwagą przeczytać fragmenty
dotyczące regulacji kąta pochylenia stożka na bębnie snowarki,
4)
zmierzyć grubość jednej warstwy,
5)
ustalić wielkość posuwu grzebienia szerokościowego,
6)
obliczyć kąt pochylenia stożka,
7)
postępując zgodnie z instrukcją obsługi, ustawić obliczoną wartość kąta pochylenia
stożka.
Wyposażenie stanowiska pracy:
–
snowarka taśmowa,
–
instrukcją bhp i p.poż obowiązującą przy obsłudze snowarki taśmowej,
–
instrukcja obsługi snowarki taśmowej,
–
nożyczki,
–
papier formatu A4, długopis,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić różnice pomiędzy snuciem zespołowym a sekcyjnym?
2)
dobrać typ snowarki do rodzaju osnowy?
3)
przeprowadzić przędze przez elementy ramy natykowej snowarki,
grzebień zbiorczy, szerokościowy, wałek mierzący?
4)
wyjaśnić różnice pomiędzy pojęciem szerokość snucia a szerokość
osnowy?
5)
wyjaśnić pojęcie raport snucia?
6)
wyjaśnić, co wpływa na jakość snutej osnowy?
7)
wyjaśnić, jak obliczamy liczbę nitek w taśmie?
8)
ustawić kąt pochylenia stożka na bębnie snowarki taśmowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.5. Klejenie osnów
4.5.1. Materiał nauczania
Wytrzymałość nitek osnowy jest zbyt mała, aby mogła oprzeć się działaniu takich
mechanizmów krosna jak:
–
mechanizm bidłowy,
–
mechanizm tworzący przesmyk.
Szczególnie niedostateczna na ścieranie i rozerwanie okazuje się wytrzymałość przędz
pojedynczych oraz o niskim współczynniku skrętu.
Odporność na ścieranie i rozerwanie można poprawić w procesie klejenia.
Proces ten polega na napawaniu nitek osnowy substancją, zapewniającą im powierzchniową
ochronę przed siłami tarcia oraz podwyższenie wytrzymałości na rozrywanie.
Ochronę powierzchniową zapewnia otoczka z elastycznej błonki, osadzona na
powierzchni przędzy, a wytrzymałość na rozrywanie rośnie z powodu wewnętrznego
sklejenia włókien w przędzy.
Prawidłowe sklejenie osnowy pozwala na znaczne zmniejszenie zrywności nitek osnowy
na krośnie, a tym samym wpływa na zwiększenie wydajności procesu tkania oraz uzyskanie
tkaniny o lepszej jakości.
Zasady doboru klejonek
Najważniejszymi wskaźnikami decydującymi o wyborze klejonki są:
–
rodzaj surowca,
–
rodzaj przędzy (zgrzebna, czesankowa),
–
jakość przędzy,
–
grubość i skręt przędzy,
–
liczność osnowy i wątku,
–
rodzaj splotu,
–
sposób barwienia (we włóknie, w przędzy, w tkaninie).
Właściwości dobrej klejonki:
–
łatwość rozpuszczania się w wodzie (odczyn obojętny – ph=7),
–
łatwość nawilżania i przenikania do przędzy,
–
maksymalnie duża przezroczystość,
–
dobra przyczepność do przędzy,
–
nienaruszanie właściwości fizycznych włókien,
–
łatwość wysychania,
–
powinna być łatwo spieralna,
–
niezawieranie środków szkodliwych dla otoczenia, jak również dla urządzeń i maszyn
klejarni oraz tkalni,
Na rysunku 30 pokazany jest przekrój poprzeczny przędzy bawełnianej sklejonej. Widać
na nim wygląd otoczki oraz stopień przenikania klejonki do wnętrza przędzy.
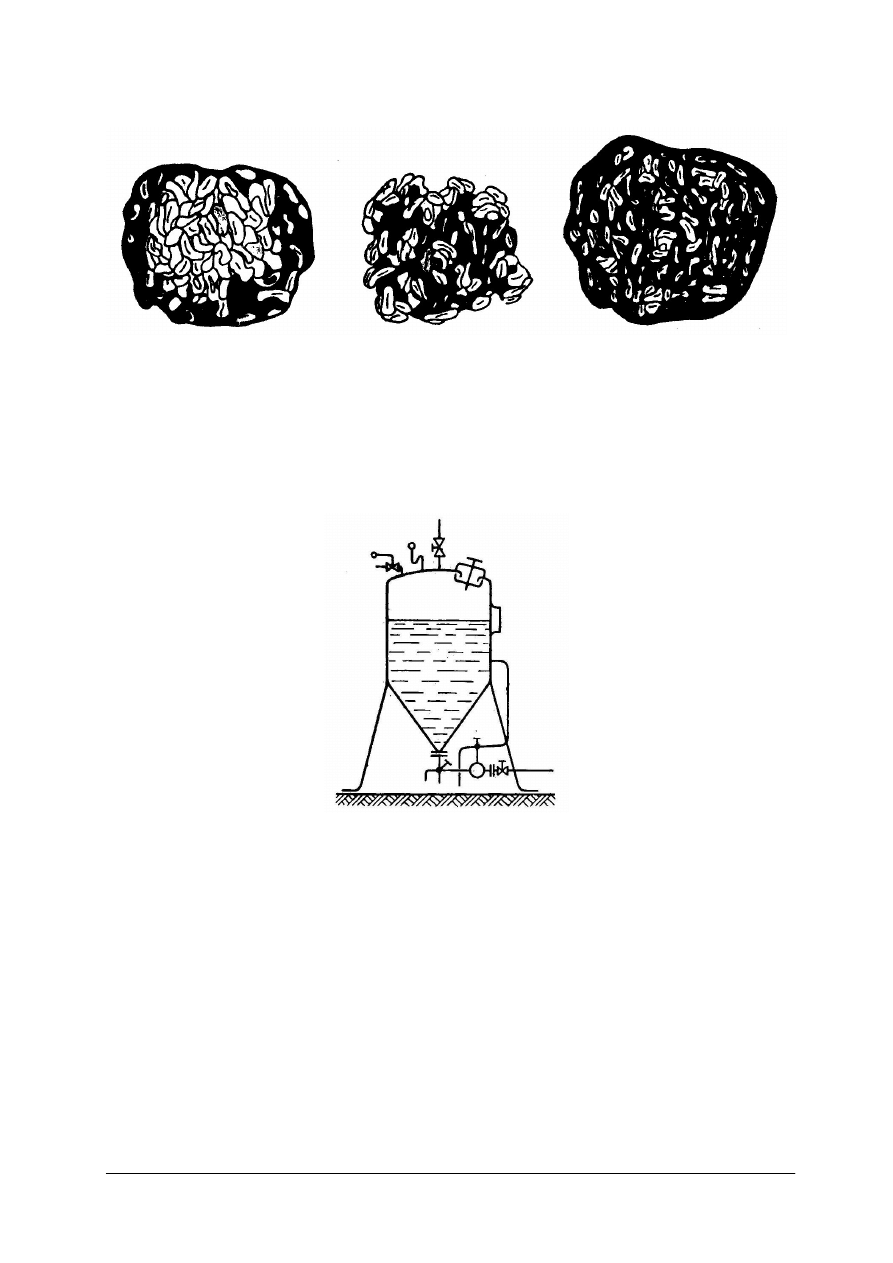
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
a)
b)
c)
Rys. 35. Przekrój poprzeczny klejonej przędzy bawełnianej: a) przędza z otoczką klejonki, b) przędza z klejonką
wprowadzoną między włókienka, c) przędza z otoczką i klejonką wprowadzoną do wnętrza [4, s. 207]
Klejonkę przyrządza się
w specjalnych naczyniach (rys. 29) zwanych autoklawami. Przy
jej przygotowaniu należy przestrzegać zasad podanych razem z recepturą klejonki.
Nie należy gotować klejonki w takich ilościach,
aby część jej pozostawała na kilka dni.
Nie nadaje się ona do użytku. Powtórne ogrzewanie klejonki również wpływa ujemnie na jej
lepkość.
Rys. 36. Autoklaw do gotowania klejonki [4, s. 213]
Klejarki
Klejarka służy do naniesienia przygotowanej klejonki na osnowę.
Na klejarce wykonuje się następujące czynności:
–
odwinięcie osnowy z jednego lub kilku wałów snowarkowych,
–
naniesienie klejonki i wyżęcie,
–
wysuszenie osnowy,
–
nawinięcie jej na wał osnowowy.
Aby wykonanie tych czynności było możliwe, klejarka musi posiadać następujące
urządzenia:
–
wstępne, stojak do wałów snowarskich,
–
klejące, składające się z napawarki i wałków wyżymających,
–
suszące,
–
odbiorcze,
–
pomocnicze (rozdzielcze i znakujące),
–
kontrolno-pomiarowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Ze względu na konstrukcję suszarek klejarki dzielimy na bębnowe (rys. 32) i komorowe
(rys. 33).
Poza tym pewne różnice w budowie mają klejarki przeznaczone do klejenia osnów
z różnych surowców ( bawełny, wełny, jedwabiu).
W klejarkach stosuje się różne rozwiązania techniczne stojaków do wałów snowarskich.
Urządzenia te mają za zadanie zasilać klejarkę osnową, która jest odwijana z jednego lub
kilku wałów snowarskich. Urządzenie powinno być tak zbudowane, aby zapewniało stałe
i równomierne napięcie podawanej osnowy.
Zadaniem urządzenia odbiorczego jest odebranie osnowy i nawinięcie jej na wał
osnowowy przy zachowaniu jednakowego napięcia oraz właściwej twardości nawoju.
Osnowa powinna nawijać się na wał osnowowy ze stałą prędkością oraz ze stałym napięciem.
Urządzenia pomocnicze to między innymi:
–
drążki rozdzielcze (stosuje się zarówno przed, jak i za suszarką, mają one za zadanie
rozdzielanie nitek osnowy),
–
grzebień szerokościowy (nadaje odpowiednią szerokość osnowie podczas nawijania na
wał osnowowy),
–
mechanizm do mierzenia i znakowania (dzieli osnowę na sztuki o określonej długości).
Urządzenia kontrolno pomiarowe monitorują proces klejenia.
Najważniejszymi parametrami objętymi kontrolą są:
–
temperatura klejonki,
–
stężenie klejonki i jej pH,
–
lepkość klejonki,
–
poziom klejonki w napawarce,
–
docisk wałów wyżymających,
–
prędkość przechodzenia osnowy i rozciąg osnowy,
–
temperatura suszenia,
–
wielkość naniesienia klejonki,
–
wilgotność wysuszonej osnowy.
Niektóre błędy i wady klejonej osnowy:
–
miękka osnowa (niedostatecznie sklejona). Może to być spowodowane za małym
stężeniem klejonki, rozrzedzeniem klejonki przez skropliny powstałe z pary
podgrzewającej oraz nierównomierność zasilania napawarki klejonką,
–
sztywna osnowa (nadmiernie sklejona) i przesuszona. Może to być spowodowane za
dużym stężeniem klejonki, przesuszeniem osnowy, za niską temperaturą klejonki podczas
klejenia, brakiem w klejonce środków zwilżających, za małym dociskiem wałów
wyżymających, użyciem twardej wody przy sporządzaniu klejonki,
–
wilgotna osnowa (niedostatecznie wysuszona). Może to być spowodowane zwiększoną
prędkością klejenia, niewłaściwym dociskiem wałów wyżymających, dodaniem
nadmiernej ilości środków zwilżających do klejonki,
–
sucha osnowa (nadmiernie wysuszona). Może to być spowodowane przyczynami
odwrotnymi niż w punkcie powyżej,
–
nieprawidłowe nawinięcie osnowy na wał. Może to być spowodowane niewłaściwym
rozkładem nitek w grzebieniu szerokościowym, za małym napięciem nitek przy
przewijaniu, brakiem nitek w osnowie oraz ich pokrzyżowaniem,
–
nadmierna ilość odpadków powstających podczas klejenia. Może to być spowodowane
złym snuciem, nierównomiernym hamowaniem wałów snowarkowych i tworzeniem się
obrączek z nitek na nawojach snowarkowych i bębnach suszących,
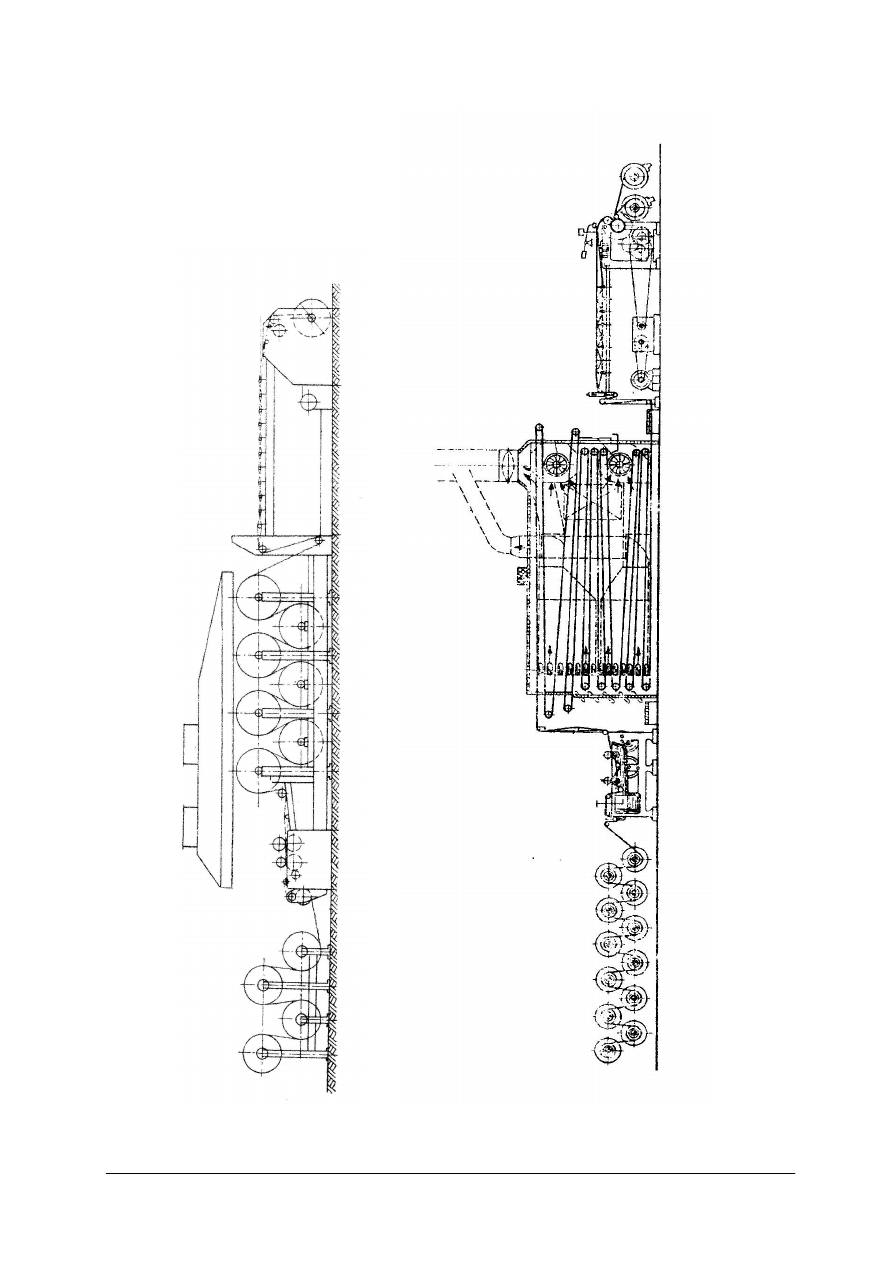
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Rys. 37. Klejarka bębnowa [2, s. 88]
Rys. 38. Klejarka komorowa [4, s. 216]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
–
odpadanie klejonki z nitek osnowy prowadzące do mechacenia się nitek i ich zrywów
w czasie tkania. Może to być spowodowane niską temperaturą klejonki i niewłaściwym
jej rodzajem.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co powinniśmy uwzględnić dobierając rodzaj klejonki?
2.
Jakie właściwości powinna posiadać dobra klejonka?
3.
Jakie urządzenia wchodzą w skład klejarki?
4.
Jak dzielimy klejarki?
5.
Jak zasila się klejarkę osnową?
6.
Jakie urządzenia pomocnicze posiada klejarka?
7.
Jakie zadanie mają drążki rozdzielcze?
4.5.3. Ćwiczenia
Ć
wiczenie 1
Przygotuj w autoklawie klejonkę zgodnie z otrzymaną od nauczyciela recepturą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi autoklawu,
2)
zapoznać się z instrukcją bhp i p.poż oraz ochrony środowiska obowiązującą przy
obsłudze autoklawu,
3)
zapoznać się z recepturą klejonki,
4)
pobrać potrzebne środki chemiczne z magazynu,
5)
zorganizować stanowisko pracy,
6)
przygotować klejonkę zgodnie z recepturą i postępując zgodnie z instrukcjami,
7)
sprawdzić, czy wszystkie czynności wykonane są prawidłowo,
8)
uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
–
autoklaw,
–
receptura klejonki,
–
ś
rodki ochrony osobistej,
–
instrukcja bhp i p.poż oraz ochrony środowiska obowiązująca przy obsłudze autoklawu,
–
instrukcja obsługi autoklawu,
–
literatura zgodna z punktem 6 poradnika dla ucznia dla ucznia.
Ć
wiczenie 2
Wymień parametry procesu klejenia, które mają wpływ na jakość osnowy. Wskaż na
klejarce miejsca, gdzie te parametry się kontroluje.
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi klejarki. Ze szczególną uwagą przeczytaj fragmenty
dotyczące kontroli procesu klejenia,
2)
odszukać w materiałach dydaktycznych parametry procesu klejenia, które mają wpływ na
jakość osnowy,
3)
wymienić parametry procesu klejenia,
4)
wskazać na klejarce, gdzie kontroluje się parametry procesu klejenia.
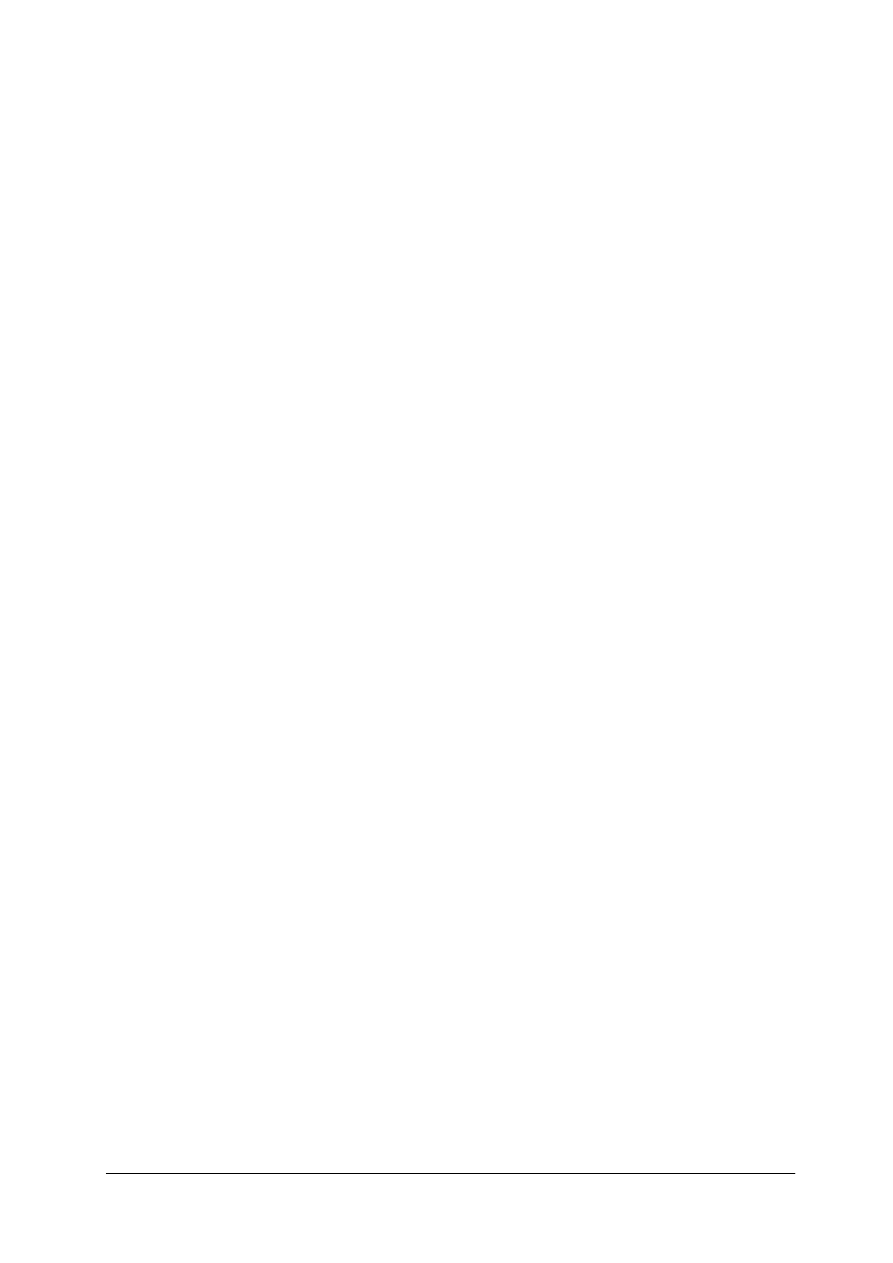
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Wyposażenie stanowiska pracy:
–
klejarka,
–
instrukcja obsługi klejarki,
–
materiały dydaktyczne,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Określ jakość osnów wskazanych Ci przez nauczyciela, wykonanych na klejarce.
Uzasadnij podaną ocenę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych, jakie parametry wpływają na jakość osnowy
klejonej,
2)
zapoznać się z warunkami technologicznymi osnowy,
3)
dokonać oceny jakości klejonych osnów,
4)
rozpoznać błędy i omówić przyczyny ich powstania.
Wyposażenie stanowiska pracy:
–
wały osnowowe wykonane na klejarce,
–
warunki technologiczne osnów,
–
papier formatu A4, długopis,
–
literatura zgodna z punktem 6 poradnika dla ucznia dla ucznia.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić, na czym polega proces klejenia osnów?
2)
dobrać rodzaj klejonki do osnowy?
3)
wyregulować grzebień szerokościowy?
4)
wyjaśnić różnice pomiędzy klejarką bębnową a komorową?
5)
wyjaśnić, jakie są sposoby naniesienia klejonki?
6)
wyjaśnić, co to jest urządzenie odbiorcze?
7)
wyjaśnić, co wpływa na jakość klejonej osnowy?
8)
ocenić jakość klejonych osnów?
9)
Przygotować klejonkę zgodnie z recepturą?
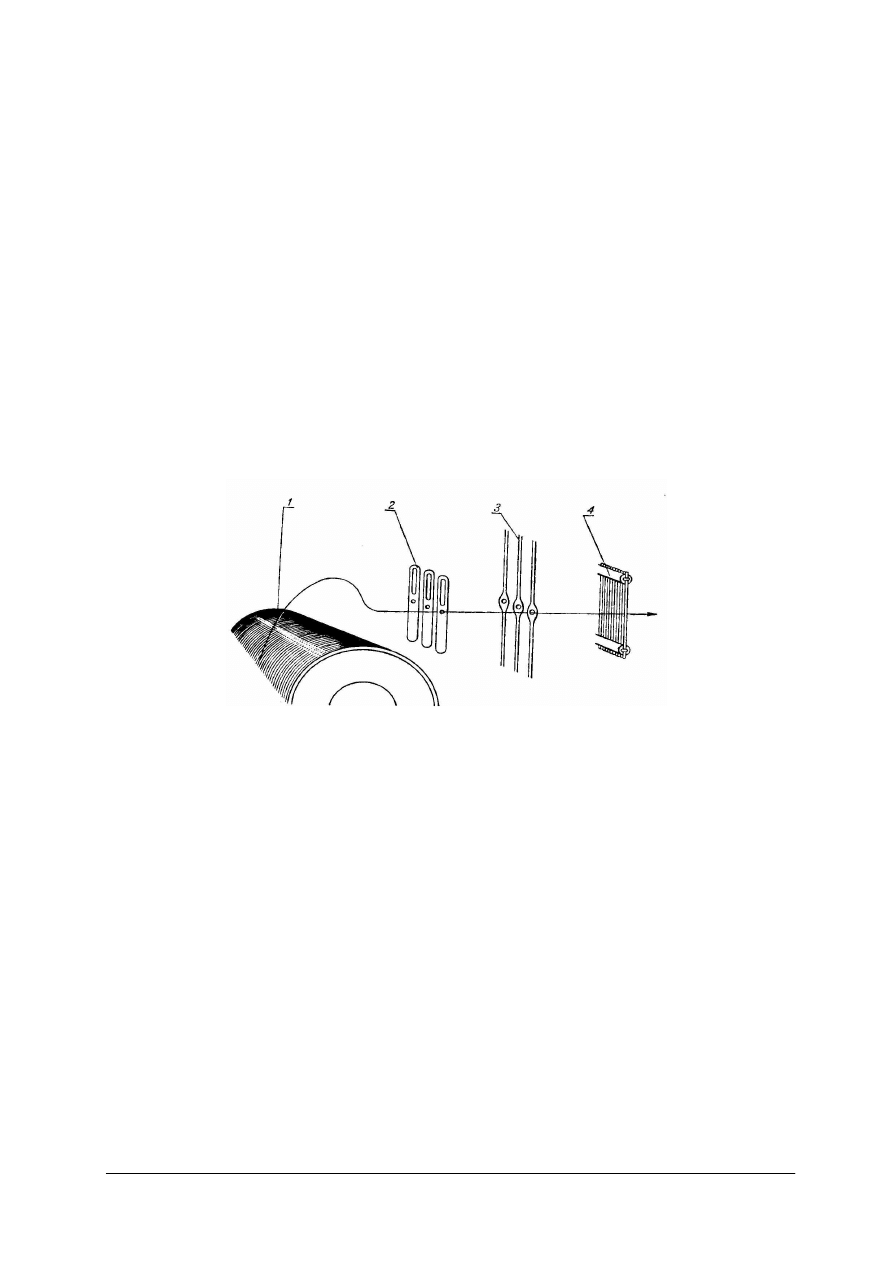
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.6. Przewlekanie, przykręcanie i przywiązywanie osnów
4.6.1.
Materiał nauczania
Aby nitki osnowowe na krośnie mogły się podnosić lub opuszczać, w celu utworzenia
splotu z wątkiem, muszą być przewleczone przez oczka strun nicielnicowych.
Celem przewlekania nitek osnowy jest więc umożliwienie takiego sterowania nimi przez
nicielnice podczas tworzenia tkaniny na krośnie, aby można było uzyskać żądany rodzaj ich
splotu z nitkami wątku.
W celu uzyskania tkaniny odpowiedniej szerokości z równomiernym rozłożeniem w niej
nitek, nitki są przewleczone przez szczeliny płochy. Płocha zapewnia usytuowanie nitek
osnowy w jednakowych odległościach od siebie.
Wraz z przewlekaniem nitek przez oczka strun nicielnicowych oraz szczeliny płochy, są one
również wprowadzane do lamel, służących do zatrzymania krosna po zrywie każdej z nitek
osnowy.
Na rysunku 34 przedstawiono schemat przewlekania nitki odwiniętej z wału
osnowowego (1), przez lamele (2), oczka strun nicielnicowych 3, oraz szczelinę płochy (4).
Rys. 39. Kolejność przewlekania nitki osnowy [2, s. 172]
Przewlekanie ręczne jest czynnością pracochłonną. Odbywa się ono na specjalnych
stanowiskach (rys. 35). Częściej jednak przewlekają dwie osoby, przewlekaczka
i podawaczka. Przewlekaczka przekłada haczyk (rys. 36) przez oczko struny nicielnicowej
i przeciąga nitkę nałożoną na haczyk przez podawaczkę.
Wydajność przewlekania zależy od:
–
ilości nicielnic, przez które przewlekamy,
–
ilości nitek, które przewlekamy,
–
raportu przewlekania,
–
liczby nitek przewlekanych przez jedną szczelinę płochy,
–
koloru i grubości przewlekanej przędzy.
Przy ręcznym przewlekaniu nitek do nicielnic i płochy można przewlec od 600 do 1800
nitek na godzinę.
Stosując przewlekarki mechaniczne proces przewlekania można przyspieszyć.
Przewlekarki mechaniczne wprowadzają do oczek strun i szczelin płochy od 8000 do 10000
nitek na godzinę.
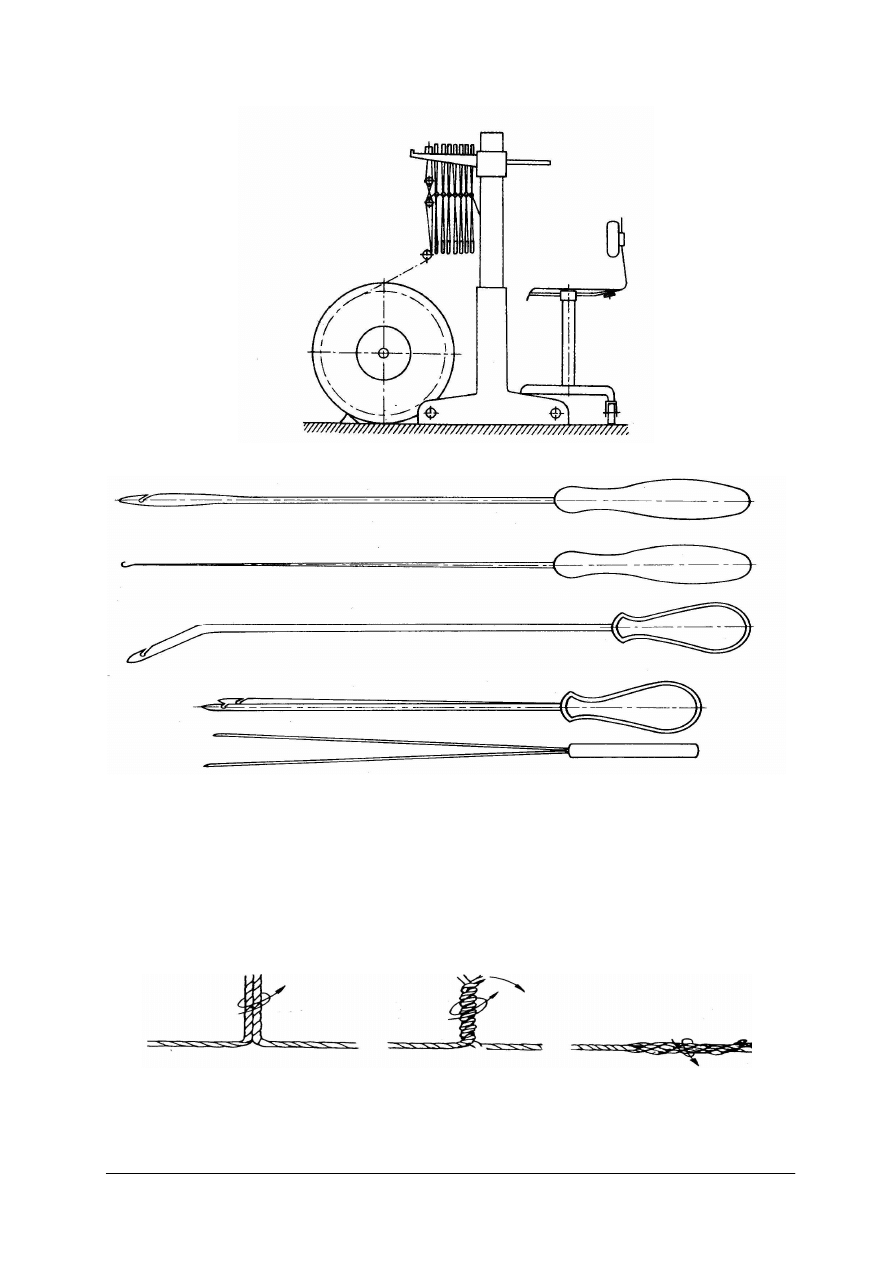
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Rys. 40. Stanowisko do jednoosobowego przewlekania nitek [2, s. 190]
Rys. 41. Haczyki do przewlekania nitek przez oczka strun nicielnicowych [2, s. 191]
W przypadku dalszego produkowania na krośnie takiej samej tkaniny stosuje się
przykręcanie lub przywiązywanie nowej osnowy do końców nitek starej osnowy.
Przykręcanie osnowy odbywa się bezpośrednio na krośnie. Wykwalifikowany przykręcacz
przykręca od 600 do 1500 nitek na godzinę.
Przywiązywanie osnów może być ręczne lub mechaniczne. Przywiązywanie tym różni się
od przykręcania, że łączy się końce przędzy za pomocą np. węzła tkackiego (rys. 38), a nie
skręcania końcówek przędzy (rys. 37).
Rys. 42. Kolejne fazy przykręcania [2, s. 189]
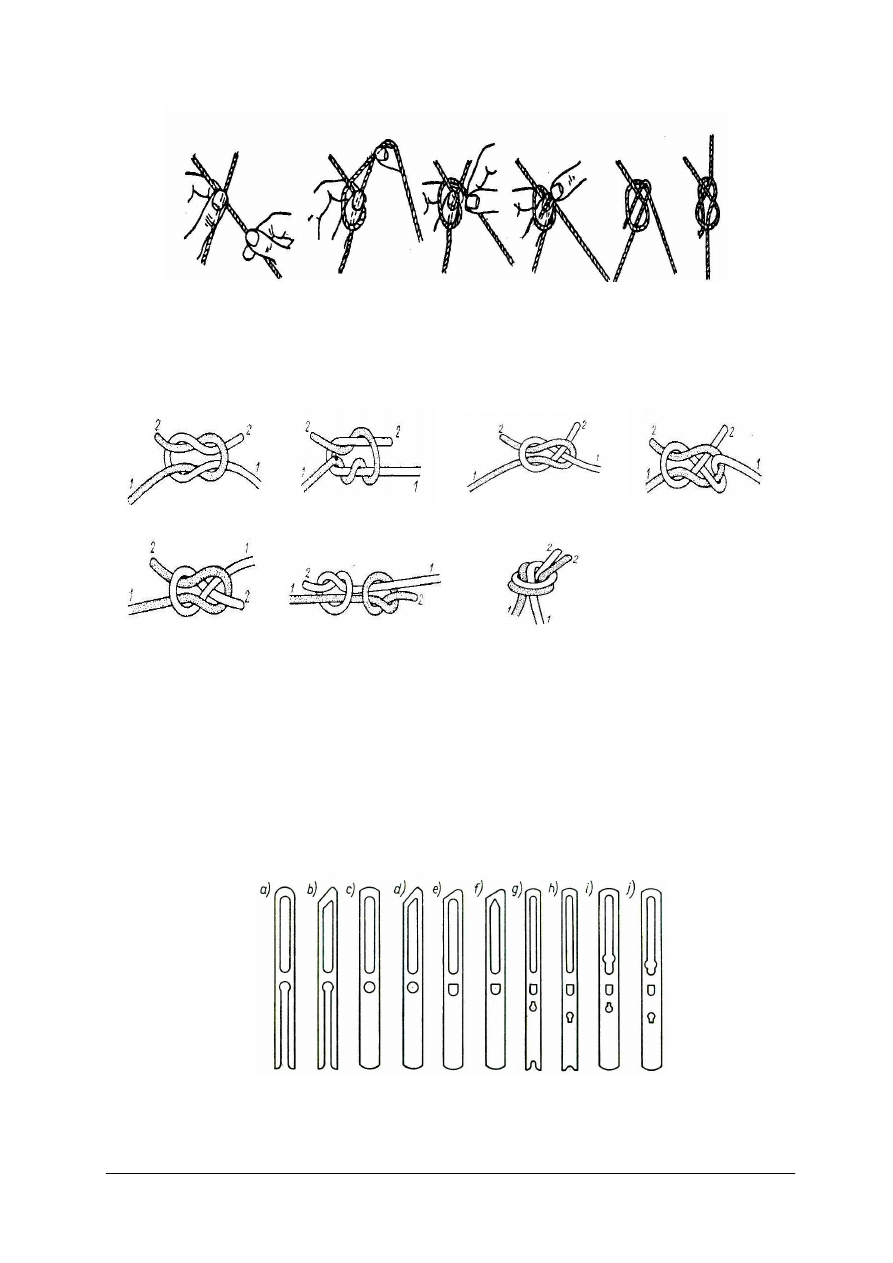
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Rys. 43. Kolejne fazy wykonywania węzła tkackiego [3, s. 706]
Rodzaje węzłów stosowanych do wiązania nitek pokazane są na rysunku 39. Rodzaj
użytego węzła do wiązania nitek zależy od ich parametrów.
a)
b)
c)
d)
e)
f)
g)
Rys. 44. Węzły stosowane do łączenia nitek: 1 – nitka, 2 – koniec nitki, płaski (tkacki), b) płaski podwójny,
c) tkacki pojedynczy, d) tkacki podwójny, e) Bay-c
′
e, f) rybacki, g) okrągły, [3, s. 707]
Mechaniczne przywiązywanie nitek wykonywane jest za pomocą maszyn, nazywanych
wiązarkami. Wiązarki osnów dzielą się na dwie zasadnicze grupy:
–
do wiązania stałego poza krosnem,
–
do wiązania przenośnego na krośnie.
Ostatnią czynnością jest nakładanie lamel (element czujnika osnowowego). Wybrane
typy lamel pokazane są na rysunku 33. Nakładanie lamel wykonywane jest, kiedy nitki
osnowy są naprężone i wyprostowane (kolejne nitki znajdują się w odpowiednim oczku
struny i odpowiedniej szczelinie płochy).
Rys. 45. Lamele: a–b) otwarte, c–d) zamknięte, e–j) zamknięte do automatycznych przewlekarek [2, s. 186]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.6.2 Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz rodzaje węzłów?
2.
Co wpływa na wydajność przewlekania?
3.
Jaka jest różnica pomiędzy przykręcaniem a przywiązywaniem?
4.
Jak dzielimy wiązarki osnów?
5.
Jaki element krosna pozwala utrzymać szerokość osnowy?
4.6.3. Ćwiczenia
Ć
wiczenie 1
Przewlecz ręcznie osnowę przez oczka strun nicielnicowych zgodnie z otrzymanym
od nauczyciela rysunkiem tkania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych, jak przewleka się osnowę ręcznie,
2)
przygotować stanowisko pracy,
3)
wykonać ćwiczenie,
4)
sprawdzić, czy osnowa jest prawidłowo przewleczona,
5)
uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
–
stojak do przewlekania osnów,
–
nożyczki,
–
haczyk do przewlekania,
–
materiały dydaktyczne,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Przywiąż na krośnie końce nitek nowej osnowy do nitek osnowy starej węzłem płaskim.
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych, jak wykonuje się węzeł płaski,
2)
przygotować stanowisko pracy,
3)
wykonać zadanie,
4)
sprawdzić, czy wszystkie nitki są prawidłowo przywiązane (jakość węzła, zachowana
kolejność nitek, napięcie nitek).
Wyposażenie stanowiska pracy:
–
krosno przygotowane do wiązania osnowy,
–
nożyczki,
–
materiały dydaktyczne,
–
literatura zgodna z punktem 6 poradnika.
Ć
wiczenie 3
Zwiąż końce nitek otrzymanych od nauczyciela węzłem płaskim, tkackim pojedynczym,
tkackim podwójnym, okrągłym.
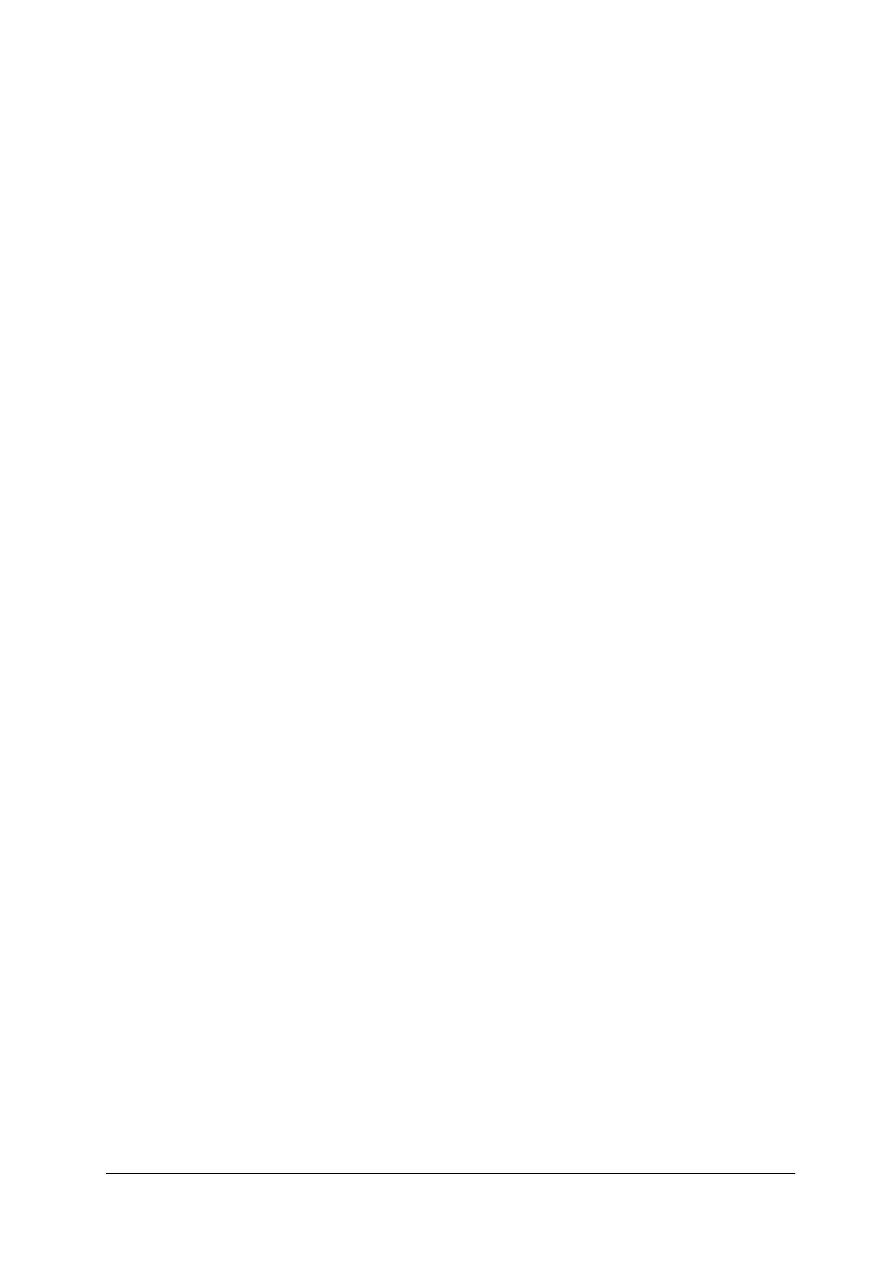
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych, jak wiązane są poszczególne rodzaje węzłów,
2)
przygotować stanowisko pracy,
3)
wykonać zadanie,
4)
sprawdzić, czy wszystkie nitki są prawidłowo związane.
Wyposażenie stanowiska pracy:
–
odcinki różnych nitek,
–
nożyczki,
–
materiały dydaktyczne,
–
literatura zgodna z punktem 6 poradnika dla ucznia.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić, na czym polega proces przewlekania osnów?
2)
wykonać węzeł tkacki podwójny?
3)
przygotować stanowisko pracy do ręcznego wiązania osnów?
4)
wyjaśnić różnice pomiędzy przywiązywaniem osnowy, a przewlekaniem
osnowy?
5)
wyjaśnić, jakie są sposoby wiązania osnów?
6)
przewlec ręcznie osnowę przez oczka strun nicielnicowych?
7)
przywiązać na krośnie końce nitek nowej osnowy do nitek starej
osnowy?
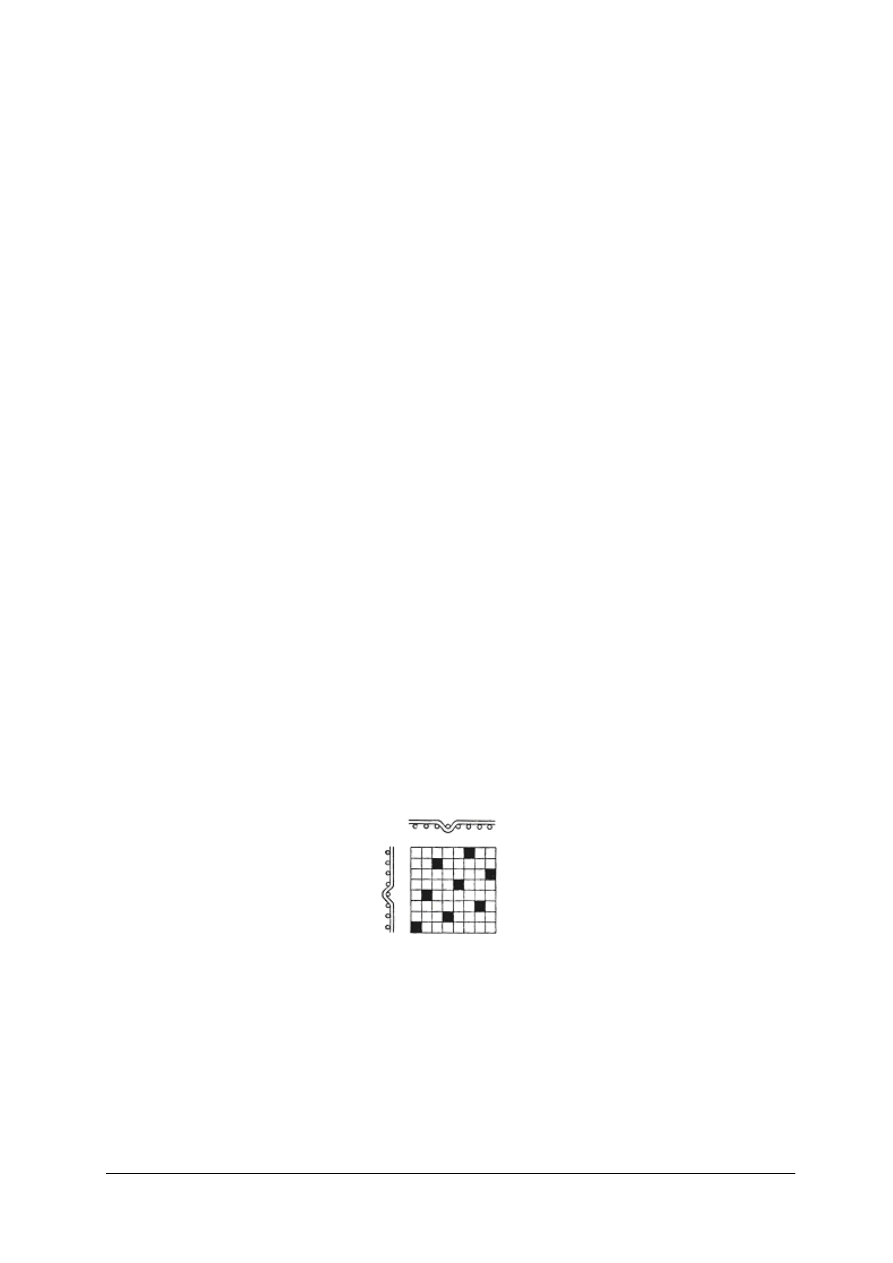
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadania. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Zadania wymagają stosunkowo prostych obliczeń, które powinieneś wykonać przed
wskazaniem poprawnego wyniku.
7.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9.
Na rozwiązanie testu masz 60 min.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Tkanina posiadająca bardzo dobre właściwości izolacyjne, mająca lekko spilśnioną
powierzchnię wykonana jest z przędzy
a)
wełnianej.
b)
lnianej.
c)
poliestrowej.
d)
jedwabnej.
2.
Tkaniny jedwabne o splocie płóciennym nazywamy
a)
płótnem.
b)
suknem.
c)
taftą.
d)
korą.
3.
Rysunek przedstawia splot
a)
skośny.
b)
satynowy.
c)
płócienny.
d)
rypsowy.
4.
Kąt nachylenia rządków w tkaninie wykonanej w splocie skośnym, gdy liczność nitek
osnowy i wątku jest jednakowa, wynosi
a)
90°.
b)
0°.
c)
45°.
d)
30°
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
5.
Tkanina lniana gęsta, wykonana w splocie płóciennym, jest odporna na
a)
rozrywanie.
b)
działanie kwasów.
c)
działanie promieni słonecznych.
d)
działanie zasad.
6.
Gdy spełnione są warunki: R
0
= R
w
≥
5, 1 < s < R-1 (s-wartość skoku), ułamek
S
R
jest
nieskracalny, to zapiszemy wyróżnik splotu
a)
rypsowego.
b)
panamowego.
c)
skośnego.
d)
atłasowego.
7.
Rama przedstawiona na rysunku posiada
a)
sekcje obrotowe.
b)
zapasowe nawoje do ciągłego snucia.
c)
przejezdną snowarkę taśmową.
d)
wymienne wózki nawojowe.
8.
Rysunek przedstawia nawój
a)
walcowy równoległy.
b)
walcowy krzyżowy.
c)
stożkowy krzyżowy.
d)
szyszkowy.
9.
Na rysunku przedstawiono sposób rozprowadzania nitki w przewijarce
a)
wodzikowej.
b)
z wałkiem rowkowym.
c)
z bębnem szczelinowym.
d)
do nawojów rakietowych.
10.
Na rysunku cyfrą 2 oznaczono
a)
płochę.
b)
osnowę.
c)
strunę nicielnicową.
d)
lamelę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
11.
Rysunek przedstawia
a)
snucie zespołowe.
b)
snucie sekcyjne.
c)
snucie taśmowe.
d)
snucie beznapięciowe.
12.
Do wolnej komórki w tabeli należy wstawić
Parametry
Sposób snucia
Zespołami
Taśmami
m
s
– liczba nitek równocześnie snutych,
m
o –
liczba nitek osnowy,
i
t
, i
w
– liczba taśm lub wałów.
m
s
=
w
o
i
m
m
s
=
t
o
i
m
b
s
– szerokość snucia,
b
o
– szerokość osnowy.
b
s
= const
(uzależniona jest od
szerokości roboczej
snowarki)
b
s
=
t
o
i
b
l
s
– długość snucia,
l
o
– długość osnowy.
l
s
≥
l
o
l
s
≅
l
o
g
s
– liniowa gęstość snucia,
g
o
– liniowa gęstość osnowy.
?
g
s
=
g
o
a)
g
s
=g
o
.
b)
g
s
=g
o
.
c)
g
s
=g
o
.
d)
g
s=
w
o
i
g
.
13.
Jeśli suma liczb znajdujących się w liczniku równa się sumie liczb w mianowniku, to
splot nazywamy
a)
jednostronnym.
b)
dwustronnym.
c)
osnowowym.
d)
wątkowym.
14.
Prędkość snucia wynosi 4 m/s, współczynnik wydajności 1, liczba snutych taśm 36.
Wydajność snowarki wyniesie
W
1
=
•
•
•
i
n
Vs 3600
m osnowy/h
gdzie:
Vs – prędkość snucia m/s,
i – liczba snutych taśm lub liczba wałów w zespole,
n – współczynnik wydajności,
a)
480 m osnowy/h.
b)
460 m osnowy/h.
c)
600 m osnowy/h.
d)
400 m osnowy/h.
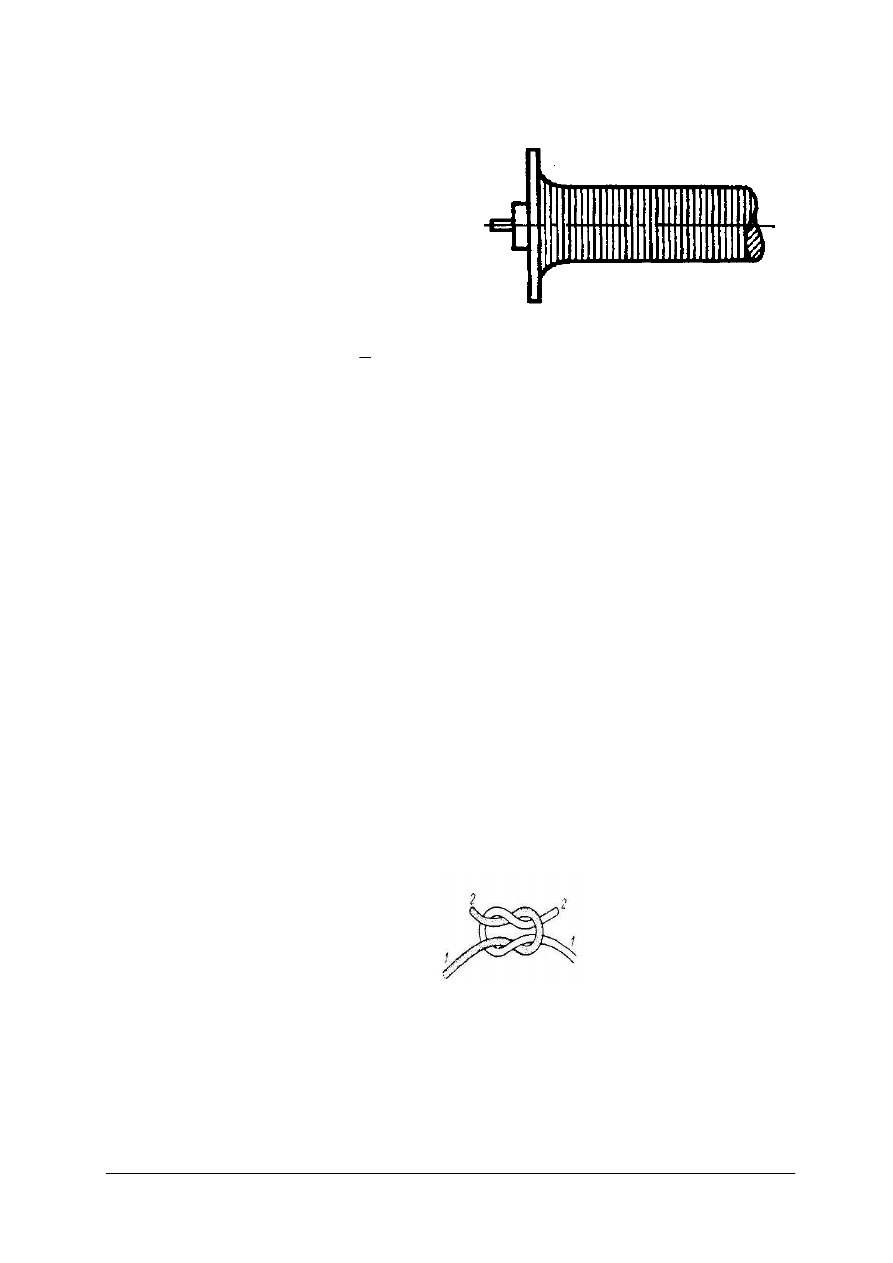
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
15.
Przyczyną błędu snucia przedstawionego na rysunku jest
a)
mały przesuw grzebienia
szerokościowego lub małego kąta stożka.
b)
duży przesuw grzebienia
szerokościowego lub kąta stożka.
c)
złe łączenie taśm.
d)
uszkodzona tarcza osnowowa.
16.
Wielkość h we wzorze tg
α
=
x
h
, gdzie tg
α
to kąt pochylenia stożka na bębnie snowarki
taśmowej oznacza
a)
wysokość 1 warstwy snutej przędzy.
b)
długość 20 warstw snutej przędzy.
c)
długość 10 warstw snutej przędzy.
d)
wysokość 5 warstw snutej przędzy.
17.
Klejonkę gotuje się w
a)
kotle.
b)
autoklawie.
c)
wannie z płaszczem wodnym.
d)
kotle z płaszczem wodnym.
18.
Snucie osnowy bawełnianej z przędzy podwójnej w kolorowe podłużne pasy najlepiej
wykonać na
a)
snowarce taśmowej
b)
snowarce zespołowej.
c)
snowarce sekcyjnej.
d)
klejarce.
19.
Błąd klejenia – miękka osnowa (niedostatecznie sklejona) – spowodowany jest
a)
małym stężeniem klejonki.
b)
dużą ilością środków zwilżających w klejonce.
c)
przesuszoną osnową.
d)
złym rozłożeniem nitek w grzebieniu szerokościowym.
20.
Przedstawiony na rysunku węzeł to
a)
płaski (tkacki).
b)
płaski podwójny.
c)
rybacki.
d)
okrągły.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Przygotowanie przędzy do tkania
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
6. LITERATURA
1.
Ignasiak B. (red.): Podstawy włókiennictwa. PŁ, 1978
2.
Lewiński J., Suszek H.: Tkactwo cz. I. WSiP, Warszawa1992
3.
Schellenberg A. (red.): Encyklopedia techniki. WN-T, Warszawa 1986
4.
Szosland J.: Podstawy budowy i technologii tkanin. WN-T, Warszawa 1979
5.
Ś
rednicka L., Owczarz R., Nycz E.: Budowa tkanin. WSiP, 1990
Czasopisma:
–
Przegląd Włókienniczy
Wyszukiwarka
Podobne podstrony:
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
operator maszyn w przemysle wlokienniczym 826[01] z2 02 n
operator maszyn w przemysle wlokienniczym 826[01] z2 05 n
operator maszyn w przemysle wlokienniczym 826[01] z2 04 u
operator maszyn w przemysle wlokienniczym 826[01] z2 01 n
operator maszyn w przemysle wlokienniczym 826[01] z2 04 n
operator maszyn w przemysle wlokienniczym 826[01] z2 03 u
operator maszyn w przemysle wlokienniczym 826[01] z2 02 u
operator maszyn w przemysle wlokienniczym 826[01] z2 05 u
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
operator maszyn w przemysle wlokienniczym 826[01] z2 04 n
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
operator maszyn w przemysle wlokienniczym 826[01] z2 01 u
operator maszyn w przemysle wlokienniczym 826[01] z2 02 n
operator maszyn w przemysle wlokienniczym 826[01] z2 05 n
operator maszyn w przemysle wlokienniczym 826[01] z2 04 u
operator maszyn w przemysle wlokienniczym 826[01] z2 03 u
operator maszyn w przemysle wlokienniczym 826[01] z2 02 u
operator maszyn w przemysle wlokienniczym 826[01] z2 01 n
więcej podobnych podstron