„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Piotr Masłoń
Stosowanie materiałów konstrukcyjnych i posługiwanie się
dokumentacją techniczną 711[02].O2.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Stanisław Cyrulski
mgr inż. Łukasz Orzech
Opracowanie redakcyjne:
mgr inż. Danuta Pawełczyk
Konsultacja:
mgr inż. Gabriela Poloczek
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 711[02].O2.01
„Stosowanie materiałów konstrukcyjnych i posługiwanie się dokumentacją techniczną”,
zawartego w modułowym programie nauczania dla zawodu górnik eksploatacji podziemnej.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawowe pojęcia z materiałoznawstwa. Materiały stosowane w budowie
maszyn
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
17
4.1.4. Sprawdzian postępów
18
4.2. Korozja metali i ochrona przed korozją
19
4.2.1. Materiał nauczania
19
4.2.2. Pytania sprawdzające
21
4.2.3. Ćwiczenia
21
4.2.4. Sprawdzian postępów
22
4.3. Rysunek techniczny i maszynowy
23
4.3.1. Materiał nauczania
23
4.3.2. Pytania sprawdzające
29
4.3.3. Ćwiczenia
29
4.3.4. Sprawdzian postępów
30
4.4. Zarys mechaniki technicznej i wytrzymałości materiałów
31
4.4.1. Materiał nauczania
31
4.4.2. Pytania sprawdzające
39
4.4.3. Ćwiczenia
39
4.4.4. Sprawdzian postępów
40
4.5. Części maszyn
41
4.5.1. Materiał nauczania
41
4.5.2. Pytania sprawdzające
57
4.5.3. Ćwiczenia
57
4.5.4. Sprawdzian postępów
58
5. Sprawdzian osiągnięć
59
6. Literatura
64

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o stosowaniu materiałów
konstrukcyjnych i posługiwaniu się dokumentacją techniczną.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
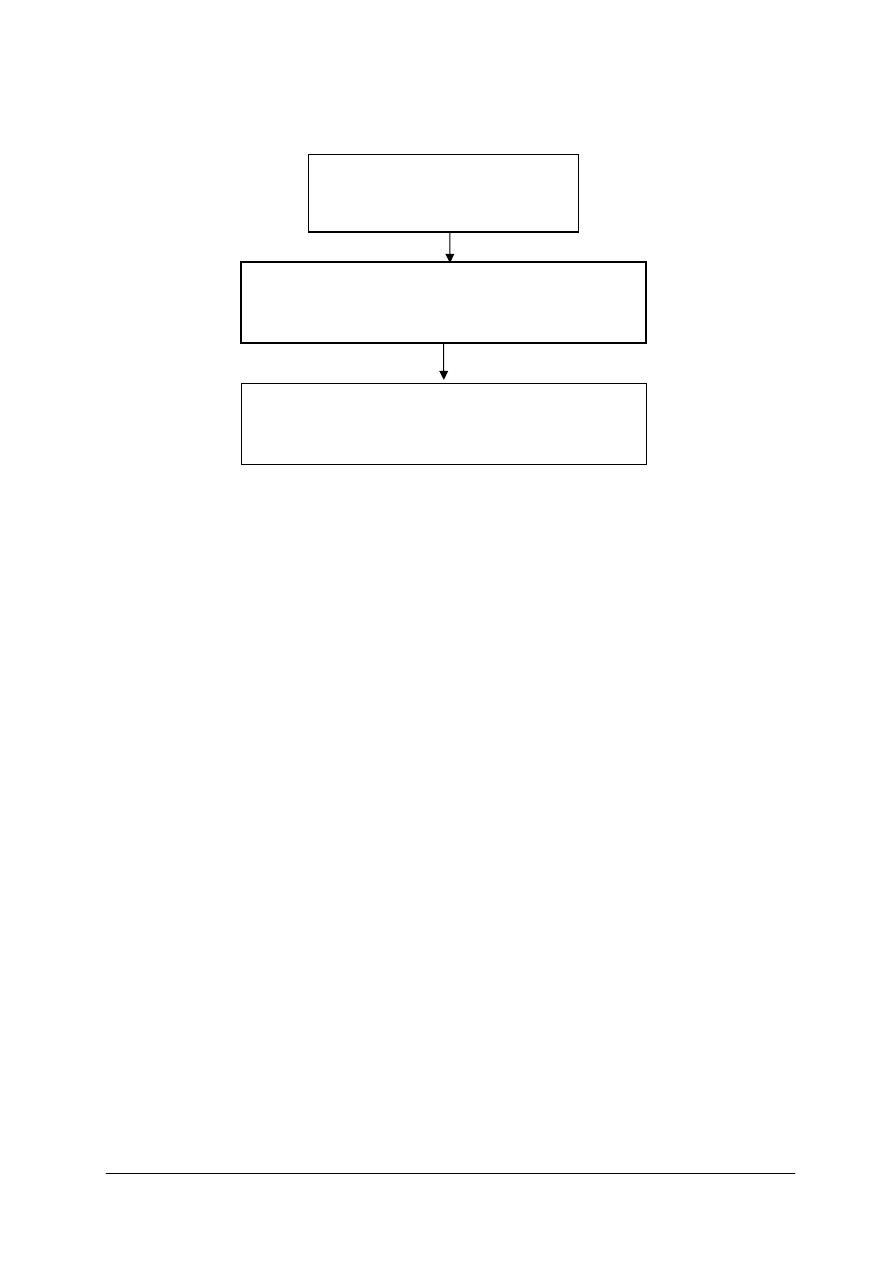
Schemat układu jednostek modułowych
711[02].O2.01
Stosowanie materiałów konstrukcyjnych
i posługiwanie się dokumentacją techniczną
711[02].O2.02
Eksploatowanie maszyn i urządzeń
711[02].O2
Podstawy technologii
i konstrukcji mechanicznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
stosować jednostki układu SI,
–
przeliczać jednostki,
–
przekształcać wzory,
−
korzystać z różnych źródeł informacji,
−
posługiwać się podstawowymi pojęciami z zakresu mechaniki,
−
rozróżniać podstawowe wielkości mechaniczne i ich jednostki,
−
wykonać proste konstrukcje geometryczne,
−
odczytać dane z układu współrzędnych,
−
odczytać podstawowe równania reakcji chemicznych,
−
obsługiwać komputer,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić podstawowe pojęcia z materiałoznawstwa,
−
określić właściwości fizyczne, mechaniczne i technologiczne metali i ich stopów,
−
scharakteryzować otrzymywanie i zastosowanie metali i ich stopów,
−
rozróżnić gatunki stali i stopów,
−
rozróżnić gatunki metali nieżelaznych i ich stopów,
−
określić rodzaje korozji,
−
określić sposoby zabezpieczenia przed korozją,
−
wykonać rysunek części maszyn w rzutach prostokątnych i aksonometrycznych,
−
wykonać szkic wykonawczy części maszyny,
−
wykonać rysunek z zastosowaniem techniki komputerowej,
−
zastosować podstawowe prawa mechaniki technicznej i wytrzymałości materiałów,
−
do obliczania elementów maszyn,
−
scharakteryzować połączenia stosowane w maszynach i urządzeniach,
−
scharakteryzować osie, wały i łożyska,
−
wyjaśnić zasadę działania łożysk i mechanizmów,
−
rozróżnić rodzaje i scharakteryzować zasadę działania sprzęgieł i hamulców,
−
odczytać i zinterpretować proste schematy mechaniczne,
−
odczytać informacje zawarte na rysunkach i schematach mechanicznych,
−
wskazać rodzaje dokumentacji technicznej,
−
zinterpretować informacje zawarte w dokumentacji technicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.
MATERIAŁ NAUCZANIA
4.1. Podstawowe
pojęcia
z
materiałoznawstwa.
Materiały
stosowane w budowie maszyn
4.1.1. Materiał nauczania
Materiałami nazywamy tworzywa naturalne lub sztuczne, z których wykonuje się
produkty użytkowe.
Materiały naturalne są wytworzone przez siły przyrody, natomiast materiały sztuczne -
przez człowieka.
Użyteczność produktów zależy od prawidłowości konstrukcji, poprawności wykonania oraz
w znacznej mierze od dobrego wykorzystania właściwości fizyko-chemicznych materiałów.
Właściwości fizyczne określają cechy materiałów reprezentujące ich zachowanie pod
wpływem działania czynników fizycznych, tj,: temperatury, naprężeń, pola elektrycznego
i magnetycznego. Właściwości fizyczne określające zachowanie się materiałów pod
wpływem obciążeń mechanicznych nazywamy własnościami mechanicznymi. Zespół cech
określających
zachowanie
materiału
podczas
procesów produkcyjnych
nazywamy
własnościami technologicznymi.
Właściwości chemiczne charakteryzują stopień zdolności materiałów do wchodzenia
w reakcje chemiczne z otoczeniem. Właściwości chemiczne pierwiastków, z których są
zbudowane materiały, zależą od struktury elektronowej, a w szczególności od rozmieszczenia
elektronów na powłoce zewnętrznej. Elektrony krążące po tej powłoce nazywają się
elektronami walencyjnymi.
Właściwości materiału zależą od jego struktury. Strukturą materiału nazywamy
przestrzenne rozmieszczenie jego atomów. Podczas wytwarzania i użytkowania przedmiotów
mogą zachodzić korzystne lub niekorzystne zmiany struktury, które powodują istotne zmiany
właściwości materiałów. Materiały mogą występować w trzech stanach skupienia: stałym,
ciekłym i gazowym.
Istnieją różne kryteria podziału materiałów na grupy materiałowe. Oto jeden
z przykładów podziału materiałów ze względu na właściwości fizyko-chemiczne i użytkowe
materiałów:
−
metale i ich stopy,
−
materiały niemetaliczne; szkło, ceramika, drewno, lakiery i emulsje, kleje, guma, paliwa
i oleje,
−
polimery,
−
kompozyty.
Własności mechaniczne metali i ich stopów
Własności mechaniczne to zespół cech określających odporność materiałów na działanie
na nie sił zewnętrznych. Mają one podstawowe znaczenie dla trwałości wszelkich
konstrukcji oraz stanowią podstawę wyboru najwłaściwszych metod obróbki materiału w
celu uzyskania zaprojektowanego wyrobu.
Dla celów technicznych wykonuje się różne próby, określone normami, które
umożliwiają sprawdzenie, czy badany materiał odpowiada ustalonym warunkom.
Najczęściej bada się: wytrzymałość na rozciąganie, wytrzymałość na ściskanie,
wytrzymałość na ścinanie, wytrzymałość na zginanie, wytrzymałość na skręcanie. Są one
opisane w rozdziale 4.4. W tym rozdziale są opisane: wytrzymałość na pełzanie,
wytrzymałość zmęczeniowa, twardość i udarność.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Wytrzymałość na pełzanie
Wytrzymałość metali i stopów w podwyższonej temperaturze zależy od szybkości
narastania obciążenia. Z doświadczeń wynika, że wytrzymałość jest tym mniejsza, im dłuższe
jest działanie siły. Zerwanie materiału w podwyższonej temperaturze może nastąpić nawet
wówczas, gdy naprężenia w materiale są mniejsze od naprężeń określonych jako wytrzymałość
na rozciąganie w takiej samej temperaturze. Podczas długotrwałego działania siły materiał pod
jej wpływem bardzo wolno ulega wydłużeniu. Jest to pełzanie, prowadzące zazwyczaj do
pęknięcia materiału po dłuższym czasie.
Wytrzymałość zmęczeniowa
Jeżeli na materiał działają siły zmieniające swą wartość okresowo, to w materiale tym
mogą powstać pęknięcia, chociaż naprężenia nie osiągnęły nigdy wartości, które przy stałym
obciążeniu mogłyby spowodować zniszczenie materiału. Naprężenia powstające w takich
warunkach nazywa się zmęczeniowymi. Pęknięcia zaczynają się w pewnym punkcie przekroju
zwykle przy powierzchni, i z wolna postępują w głąb materiału. Ponieważ przekrój zostanie
w ten sposób dostatecznie osłabiony, następuje nagle pękniecie obciążonego elementu.
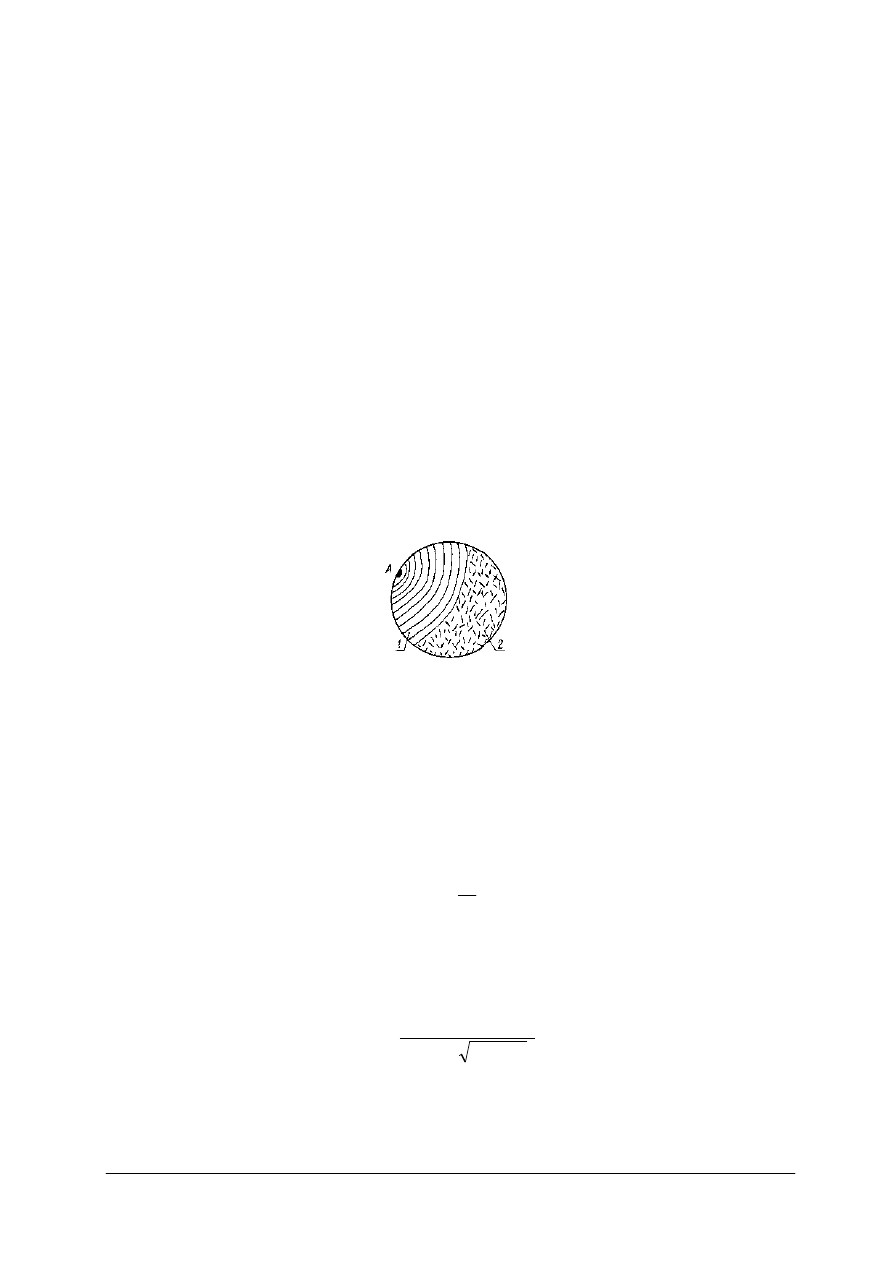
Pęknięcia wywołane naprężeniami zmęczeniowymi mają charakterystyczny przełom. Jedna
cześć przełomu ma wygląd gładki – 1, a druga – krystaliczny 2
(rys. 1).
Określenie
wytrzymałości zmęczeniowej odbywa się na znormalizowanych próbkach poddawanych
obciążeniom okresowo zmiennym.
Rys. 1. Przełom zmęczeniowy [3, s. 212]
Twardość
Twardością nazywa się odporność materiału na odkształcenia trwałe powstające wskutek
wciskania weń wgłębnika. Do pomiaru stosuje się najczęściej metody: Brinella, Rockwella,
i Vickersa.
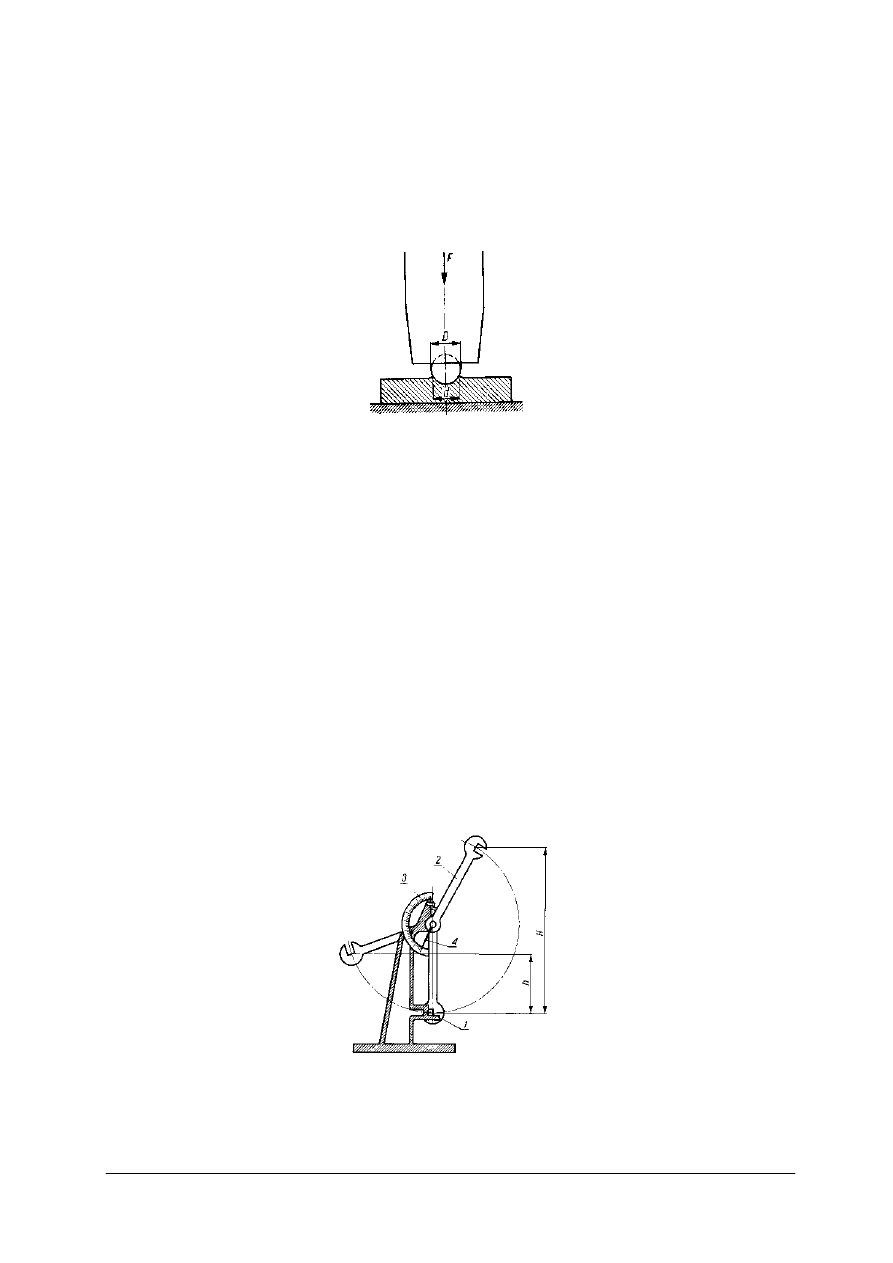
Pomiar twardości metodą Brinella (PN–9I/H–04350) polega na wgniataniu w badany
materiał pod obciążeniem F kulki hartowanej o średnicy D. Miarą twardości w tej metodzie
jest stosunek siły F do pola powierzchni S trwałego odcisku, utworzy się na powierzchni
próbki.
S
F
H
=
B
S – pole odcisku [mm
2
],
F – siła obciążająca [N].
Po podstawieniu wzoru na powierzchnię odcisku:
)
d
D
πD(D
2F
0,102
HB
2
2
−
−
⋅
=
D – średnica wgniatanej kulki, [mm],
d – średnica odcisku, [mm],
F – siła obciążająca, [N].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Do pomiaru twardości metodą Brinella służy twardościomierz. Jest to ręczna prasa
hydrauliczna, za pomocą której można wywrzeć na próbkę nacisk o określonej wartości.
Następnie za pomocą lupy pomiarowej należy zmierzyć średnicę odcisku i określić twardość,
posługując się wzorem lub tablicami dołączonymi do twardościomierza Brinella.
Twardość Brinella jest wielkością bezwymiarową.
Rys. 2. Twardościomierz Brinella [3, s. 213]
Twardość metodą Rockwella (PN–91/H–043 55) określa się na podstawie głębokości
odcisku powstałego w materiale w wyniku wciskania diamentowego stożka o kącie rozwarcia
120° lub kulki stalowej hartowanej o średnicy 1,5875 mm. Obciążenie dwustopniowe wgłębnika
stosuje się w celu zmniejszenia błędów pomiaru i wyeliminowania wpływu stanu powierzchni
próbki.
Pomiar twardości metodą Vickersa polega na wciskaniu w badany materiał diamentowego
ostrosłupa przy obciążeniu 9,8 N i większym. Miarą twardości Vickersa jest stosunek siły F,
wciskającej diament, do powierzchni S pobocznicy trwałego odcisku.
Udarność
Na podstawie badania wytrzymałości materiałów pod obciążeniem powoli wzrastającym nie
możemy określić, jak będą się one zachowywać wówczas, gdy obciążenie będzie wzrastać bardzo
szybko. Odporność na uderzenie, czyli udarność, zależy od rodzaju materiału, temperatury oraz
kształtu próbki, którą poddano badaniu. Na jednym z boków próbki jest nacięty karb, który
ma za zadanie ułatwienie i zlokalizowanie pęknięcia próbki w czasie badania. Przyrząd używany
do określania udarności nazywa się młotem udarnościowym.
Rys. 3. Młot udarnościowy Charpy’ego; 1 – próbka, 2 – wahadło, 3 – podziałka kątowa, 4 – wskaźnik, [3, s. 216]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
W celu wykonania pomiaru umieszcza się próbkę na podporach, a wahadło podnosi się
na wysokość H. Opuszczone z tej wysokości uderza ono w próbkę, a po jej zniszczeniu unosi
się jeszcze na wysokość h mniejszą od H. Jeżeli ciężar wahadła wynosi G, to w położeniu górnym
energia potencjalna młota L
1
wynosi
L
1
= G · H
Po złamaniu próbki wahadło ma jeszcze energię, dzięki której mogło się wznieść na wysokość h.
Energia ta L
2
wynosi
L
2
= G · h
Energia zużyta na zniszczenie (złamanie) próbki L wynosi
L = L
1
– L
2
= G · ( H – h )
Jeżeli pole powierzchni przekroju poprzecznego próbki mierzone przed próbą wynosi S
0
cm
2
,
to praca jednostkowa zużyta na złamanie wynosi
0
0
S
h)
G(H
S
L
KC
−
=
=
Wartość KC jest miarą udarności materiału.
Własności technologiczne metali i ich stopów
Własności technologiczne to zespół cech materiału charakteryzujących jego zachowanie
się w czasie procesów produkcyjnych. Z tego powodu przy doborze materiału, należy uwzględnić
nie tylko jego cechy eksploatacyjne, lecz również jego podatność na wpływ określonych
procesów technologicznych. Najczęściej bada się własności odlewnicze, skrawalność, własności
plastyczne oraz zgrzewalność i spawalność.
Własności odlewnicze
Podstawowymi własnościami charakteryzującymi przydatność metalu lub stopu do celów
odlewniczych są: lejność, czyli zdolność do wypełniania form, oraz skurcz metalu podczas
stygnięcia. Lejność zależy od płynności materiału w temperaturze zalewania. Miarą lejności
jest odległość, na jaką popłynie ciekły metal w znormalizowanej formie, mającej kształt pręta
lub spirali i ustawionej poziomo. Skurcz metalu podczas odlewania ma wpływ na
powstawanie w przedmiocie naprężeń mogących spowodować jego pęknięcie lub
odkształcenia. Ponadto jest on przyczyną powstawania jam skurczowych, porowatości itp.
Skrawalność
Podatność materiału do obróbki skrawaniem nazywa się skrawalnością. Określa się ją na
podstawie kilku wskaźników (zużycia narzędzia, sił i energii skrawania, jakości warstwy
wierzchniej, wydajności skrawania, rodzaju i łatwości usuwania wiórów). Stal wykazująca
dobrą skrawalność ma mniejszą od innych wytrzymałość na rozciąganie oraz odznacza się
kruchością, którą powoduje zawartość siarki i fosforu. Cechą podobną do skrawalności jest
ścieralność; określa ona skłonność materiału do zużywania się wskutek tarcia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Własności plastyczne
Oceny technologicznych własności plastycznych dokonuje się na podstawie prób
mających wykazać podatność materiału na odkształcenia trwałe, niezbędne do nadania
właściwych kształtów produktom, przy czym jako najważniejsze należy wymienić: próbę
zginania, próbę nawijania drutu oraz próbę tłoczności.
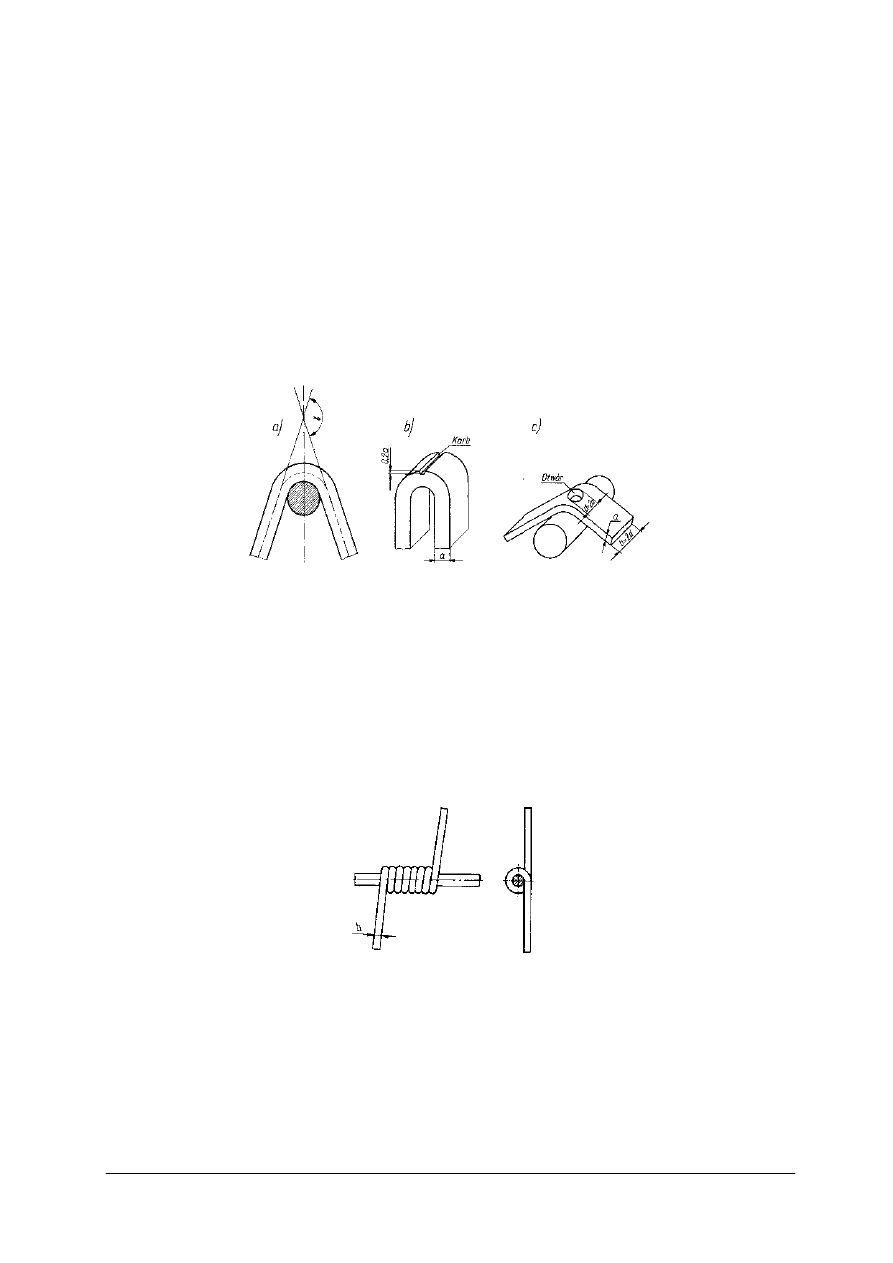
Próbę zginania wykonuje się na prętach o przekrojach kołowym, kwadratowym lub
prostokątnym. Polega ona na powolnym zginaniu próbki wokół innego pręta, którego
wymiary określają przepisy (rys. 4a). W niektórych przypadkach stosuje się obostrzoną próbę
zginania. Poddaje się wówczas zginaniu płaskowniki z naciętym piłką karbem (rys. 4b) lub
płaskowniki z wywierconym w nich otworem o średnicy równej podwójnej grubości próbki
(rys. 4c). W próbie zginania miarą plastyczności jest wartość kąta, o jaki próbkę można zgiąć
bez spowodowania pęknięcia.
Rys. 4. Próba zginania [3, s. 219]
Materiały bardzo plastyczne poddaje się próbie wielokrotnego przeginania.
Miarą plastyczności jest liczba określonych przegięć, wykonanych do chwili pojawienia się
pierwszych pęknięć.
Próbę nawijania stosuje się do drutów o średnicach mniejszych od 6 mm. Określa
się własności plastyczne drutu oraz umożliwia wykrycie niejednorodności materiału. Próba
polega na nawinięciu drutu na trzpień o określonej średnicy (rys. 5). Sposób nawinięcia,
liczbę zwojów oraz średnice trzpienia określają właściwe przepisy odbiorcze.
Rys. 5. Próba nawijania drutu [3, s. 219]
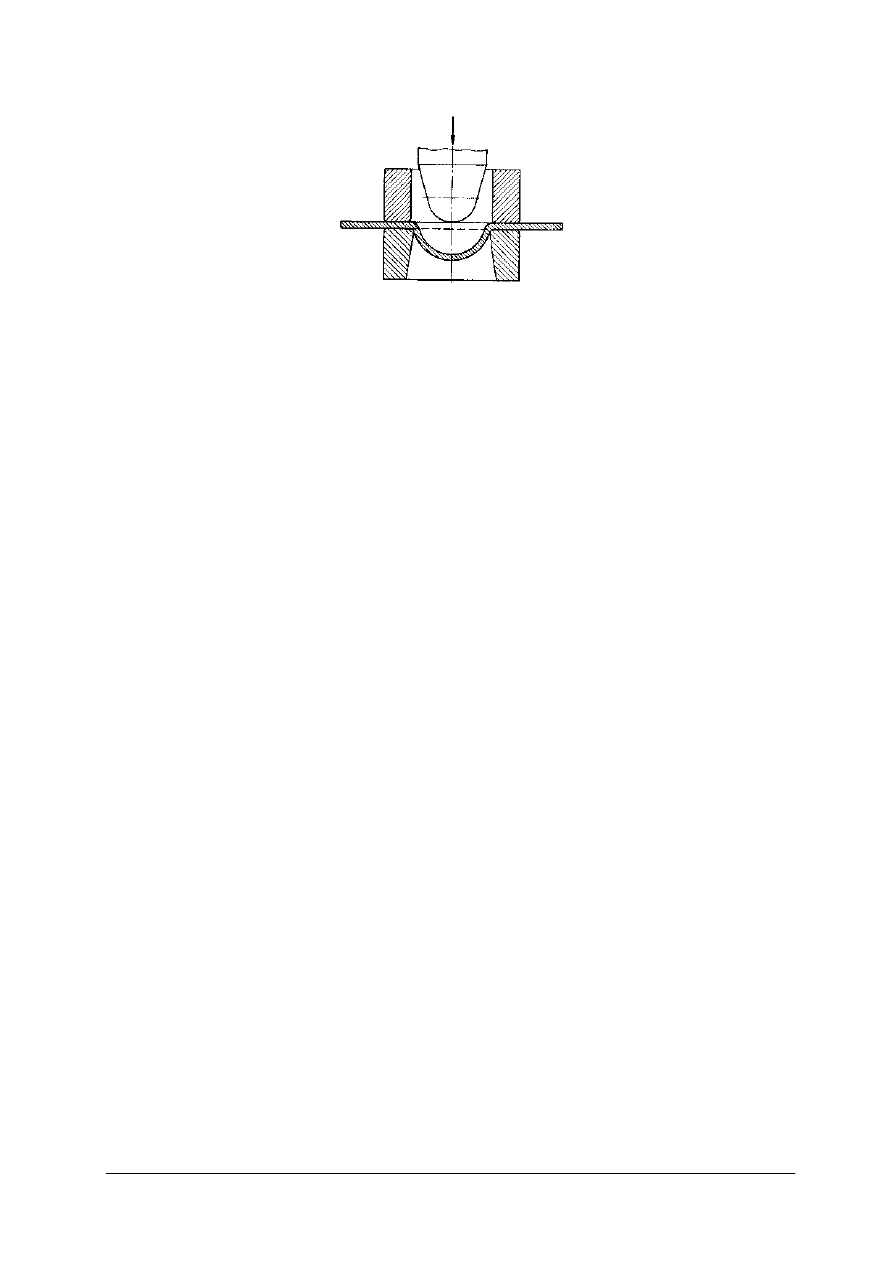
Próbę tłoczności cienkich blach i taśm wykonuje się metodą Erichsena. Polega ona na
powolnym wtłaczaniu kulisto zakończonego stempla stalowego lub kulki w próbkę z blachy
umocowanej w odpowiednio ukształtowanej matrycy (rys. 6). Miarą tłoczności jest głębokość
wytłoczonego w blasze wgłębienia do chwili wystąpienia w niej pęknięcia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 6. Próba tłoczności [3, s. 219]
Materiały konstrukcyjne
Stopy żelaza z węglem
Stopy żelaza z węglem są podstawowymi stopami od dawna stosowanymi w technice.
Stopy żelaza dzielimy na stale, staliwa i żeliwa. Stal jest przerobionym plastycznie stopem
żelaza z węglem oraz innymi pierwiastkami, zawierającym do 2% węgla i otrzymywanym w
procesach stalowniczych w stanie ciekłym. Takie stopy przed obróbką plastyczną, a więc tylko
odlane, nazywamy staliwami. Staliwo znajduje zastosowanie na odlewy niektórych części
maszyn i urządzeń.
Gatunek stali określa się na podstawie składu chemicznego. W niektórych przypadkach do
określenia gatunku podaje się również własności wytrzymałościowe, chemiczne oraz fizyczne.
Podstawa klasyfikacji stali
Przyjmując jako podstawę podziału skład chemiczny, wszystkie stale można podzielić na
dwie zasadnicze grupy – stale węglowe i stale stopowe.
Do stali węglowych zalicza się takie, w których zawartość poszczególnych pierwiastków
stopowych nie przekracza następujących wartości: Mn 0,8%, Si – 0,4%, Ni – 0,3%, Cr – 0,3%,
W – 0,2%, Co – 0,2%, Cu – 0,2%, A1 – 0,1%, Mo – 0,05%, V – 0,05% i Ti – 0,05%. Jeżeli
zawartość przynajmniej jednego składnika stopowego w stali osiągnie podaną wyżej umowną
graniczną wartość lub ją przekroczy, taką stal nazywamy stopową.
W zależności od zastosowania rozróżnia się stale:
−
konstrukcyjne (węglowe i stopowe),
−
narzędziowe (węglowe i stopowe),
−
o szczególnych własnościach (stopowe).
Do stali konstrukcyjnych zaliczamy tylko te gatunki, które są przeznaczone do wyrobu
części maszyn i urządzeń pracujących w zwykłych warunkach. Stali konstrukcyjnych
węglowych używa się w stanie surowym lub obrobionym cieplnie albo cieplno-chemicznie.
Natomiast do stali konstrukcyjnych stopowych stosuje się zawsze obróbkę cieplną lub
cieplno-chemiczną.
Stale konstrukcyjne
Większość stali stanowią stale węglowe. Stale konstrukcyjne – zgodnie z wymaganiami
Polskich Norm – dzieli się na stale:
−
węglowe konstrukcyjne zwykłej jakości,
−
węglowe konstrukcyjne wyższej jakości,
−
konstrukcyjne stopowe do nawęglania,
−
konstrukcyjne do azotowania,
−
konstrukcyjne stopowe do ulepszania cieplnego,
−
sprężynowe (resorowe),
−
na łożyska toczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Stale narzędziowe
Stale te dzielimy na węglowe i stopowe. Podziału stali węglowych dokonuje się
w zależności od ich właściwości, a stali stopowych – od ich zastosowania. Materiały
przeznaczone na narzędzia powinny odznaczać się odpowiednią wysoką twardością.
Twardość stali zależy głównie od zawartości węgla.
Istotną dla pracy wielu narzędzi własnością stali jest odporność na działanie
podwyższonej temperatury. Stale narzędziowe stopowe do pracy na zimno zawierają większe
ilości węgla, zwykle około 1%, głównymi składnikami stali narzędziowych stopowych do
pracy na zimno są chrom, wolfram i wanad oraz krzem i mangan.
Ze względu na rodzaj pracy stali narzędziowych stopowych przeznaczonych do pracy na
zimno można je podzielić na trzy grupy. Pierwszą, największą, grupę stanowią stale
przeznaczone na narzędzia skrawające, drugą – stale na narzędzia do obróbki plastycznej,
a trzecią – stale na przyrządy pomiarowe.
Za najważniejsze uważa się wymagania dotyczące twardości i plastyczności stali.
Narzędzia, które pracują udarowo, należy wykonywać ze stali o mniejszej hartowności, gdyż
plastyczny rdzeń lepiej znosi nagłe obciążenia. Natomiast narzędzia pracujące przy nacisku
wzrastającym powoli należy wykonywać ze stali, które przehartowują się na wskroś.
Stale szybkotnące są przeznaczone na narzędzia do obróbki skrawaniem o dużej
wydajności. Ich własności są dużo lepsze niż własności stali narzędziowych węglowych
i stopowych.
Stale o specjalnych własnościach fizycznych i chemicznych
Stale te zawierają zwykle duże ilości składników stopowych. W tej grupie stali
wymienia się stale odporne na korozję (nierdzewne i kwasoodporne), stale żaroodporne
i żarowytrzymałe i inne – o specjalnych własnościach. Większość tych stali daje się
spawać.
Stale żaroodporne dzieli się na dwie grupy. Pierwszą stanowią stale odporne do
900
o
C, a drugą – odporne do 1100
o
C.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
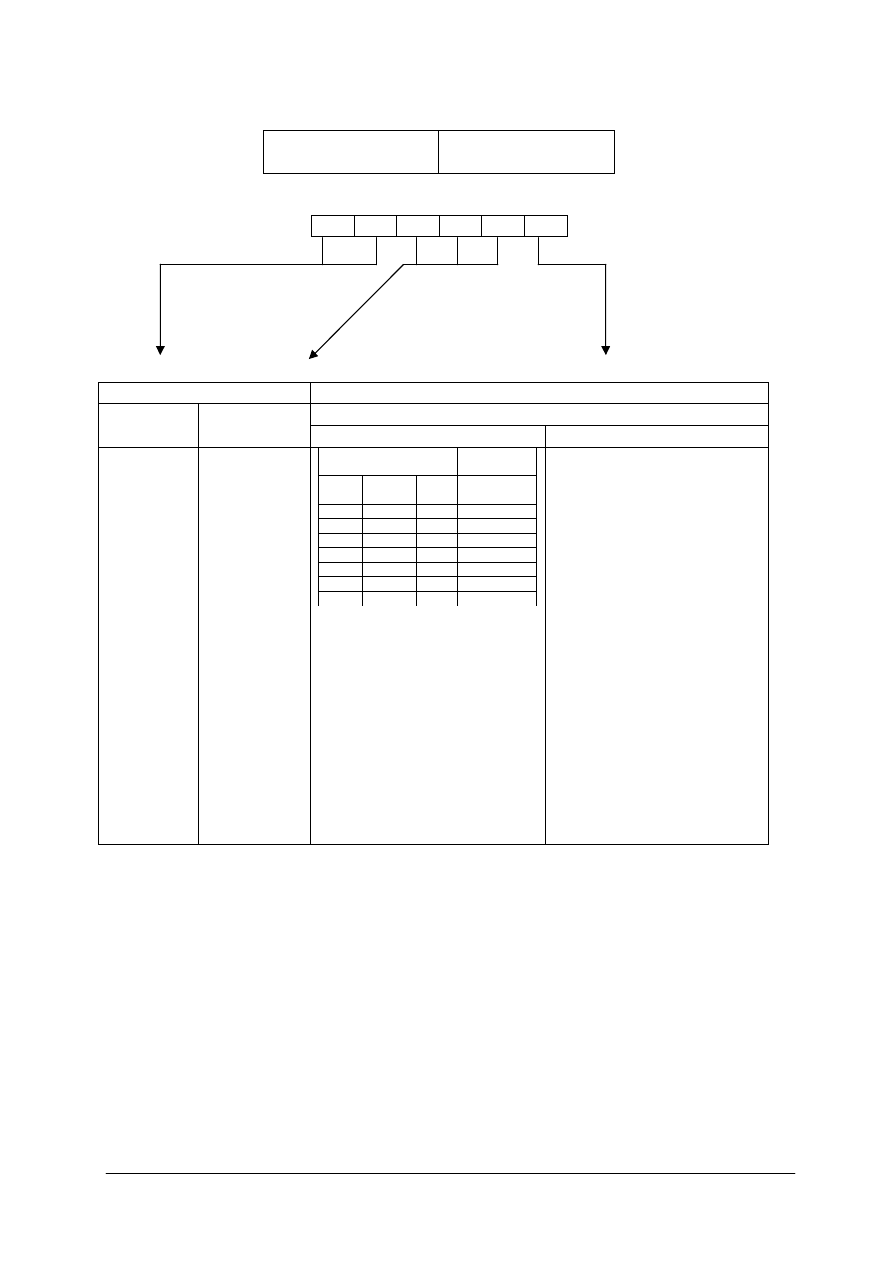
Tabela 1 - Stale konstrukcyjne według EN 10027-1:2005
Symbole główne
Symbole dodatkowe
gatunków stali
G
S
n
n
n
an
Symbole główne
Symbole dodatkowe
Dla stali
Litery
Własności
mechaniczne
Grupa 1
Grupa 2
G = staliwo
(jeżeli to
potrzebne)
S = stal
konstrukcyjna
nnn = symbol
trzycyfrowy –
minimalna granica
plastyczności
w MPa dla
najmniejszego
zakresu
wymiarowego
np. S335N
Udarność (praca
łamania) w dżulach J
Temperatur
a próby
27J J
40J
60J
o
C
JR
KR
LR
20
JO
KO
L0
0
J2
K2
L2
- 20
J3
K3
L3
- 30
J4
K4
L4
- 40
J5
K5
L5
- 50
J6
K6
L6
- 60
A = utwardzone wydzieleniowo
M = walcowane termomechanicznie
N = normalizowane lub walcowane
normalizujące
Q = ulepszane cieplnie
G = inne cechy (jeżeli potrzebne)
oznaczania dalej jedną cyfrą
lub dwiema cyframi
C = do specjalnego kształtowania
na zimno
D = do powlekania zanurzeniowego na
gorąco
E = do emaliowania
F = do kucia
H = na kształtowniki zamknięte
L = do stosowania w niskich
temperaturach
M = walcowanie termomechaniczne
N = normalizowane lub walcowane
normalizująco
P = na kształtowniki grodziowe
S = do budowy statków
T = na rury
W = odporne na korozję atmosferyczną
an = symbole chemiczne wymaganych
dodatkowych pierwiastków np. Cu z jedną,
jeżeli to potrzebne cyfrą oznaczającą 10 x
średnią wymaganą zawartość pierwiastka
(zaokrągloną do 0,1 %)
Staliwa
Stopy żelaza z węglem o zawartości 0,02 – 2,06% i innymi otrzymane przez odlanie
i krzepnięcie bez obróbki plastycznej nazywa się staliwami. Ze względu na skład chemiczny
staliwa również dzielimy na: węglowe i stopowe.
Staliwa węglowe
Podstawą klasyfikacji staliwa węglowego jest zawartość węgla oraz odpowiadająca danej
zawartości węgla minimalna wytrzymałość na rozciąganie. Odlewy staliwa są poddawane
obróbce cieplnej, zazwyczaj normalizowaniu i odprężaniu, rzadziej ulepszaniu cieplnemu
(tabela 2 ).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Tabela 2. Staliwo węglowe konstrukcyjne. Obróbka cieplna (według PN-85/H-83152)
Znak
gatunku
Rodzaj obróbki cieplnej
Zakres temperatur w
0
C
Sposób chłodzenia
L400
L450
L500
L600
L650
normalizowanie
wyżarzanie odprężające
normalizowanie
wyżarzanie odprężające
wyżarzanie zupełne
normalizowanie
wyżarzanie zupełne
normalizowanie
wyżarzanie zupełne
normalizowanie
930 – 950
400 – 600
930 – 950
400 – 600
870 – 890
910 – 930
860 – 880
890 – 910
850 – 870
890 – 910
w powietrzu
z piecem
w powietrzu
z piecem
z piecem
w powietrzu
z piecem
w powietrzu
z piecem
w powietrzu
Żeliwa
Dobre własności odlewnicze i mechaniczne że żeliwo znalazło szerokie zastosowanie
w przemyśle. Do własności, które o tym zadecydowały, należą: łatwa obrabialność, duża
odporność na ścieranie, duża stałość wymiarów, zdolność tłumienia drgań i inne.
Głównym składnikiem żeliwa – oprócz żelaza – jest węgiel. Niekiedy do żeliwa
wprowadza się dodatkowo składniki stopowe, np. chrom, nikiel, miedź, w celu uzyskania
specjalnych własności.
Stopy miedzi
Stosowana w technice miedź jest zanieczyszczona różnymi domieszkami. Większość
domieszek wpływa ujemnie na przewodność elektryczną miedzi.
Stopy miedzi z cynkiem noszą nazwę mosiądzów. Rozróżnia się mosiądze odlewnicze
i mosiądze do przeróbki plastycznej.
Mosiądze odlewnicze zawierają 30 ÷ 40% cynku i niekiedy pewne ilości manganu, krzemu,
aluminium oraz ołowiu. Mosiądze do przeróbki plastycznej zawierają 20 ÷ 40% cynku oraz
niekiedy również inne składniki stopowe. Oprócz mosiądzów zwykłych w przemyśle stosuje się
również tzw. mosiądze specjalne. Otrzymuje się je przez wprowadzenie do mosiądzów zwykłych
innych składników stopowych, takich jak nikiel, krzem, cyna, aluminium, mangan i inne.
W zależności od składnika stopowego nadaje się im nazwy, np. mosiądz niklowy, mosiądz
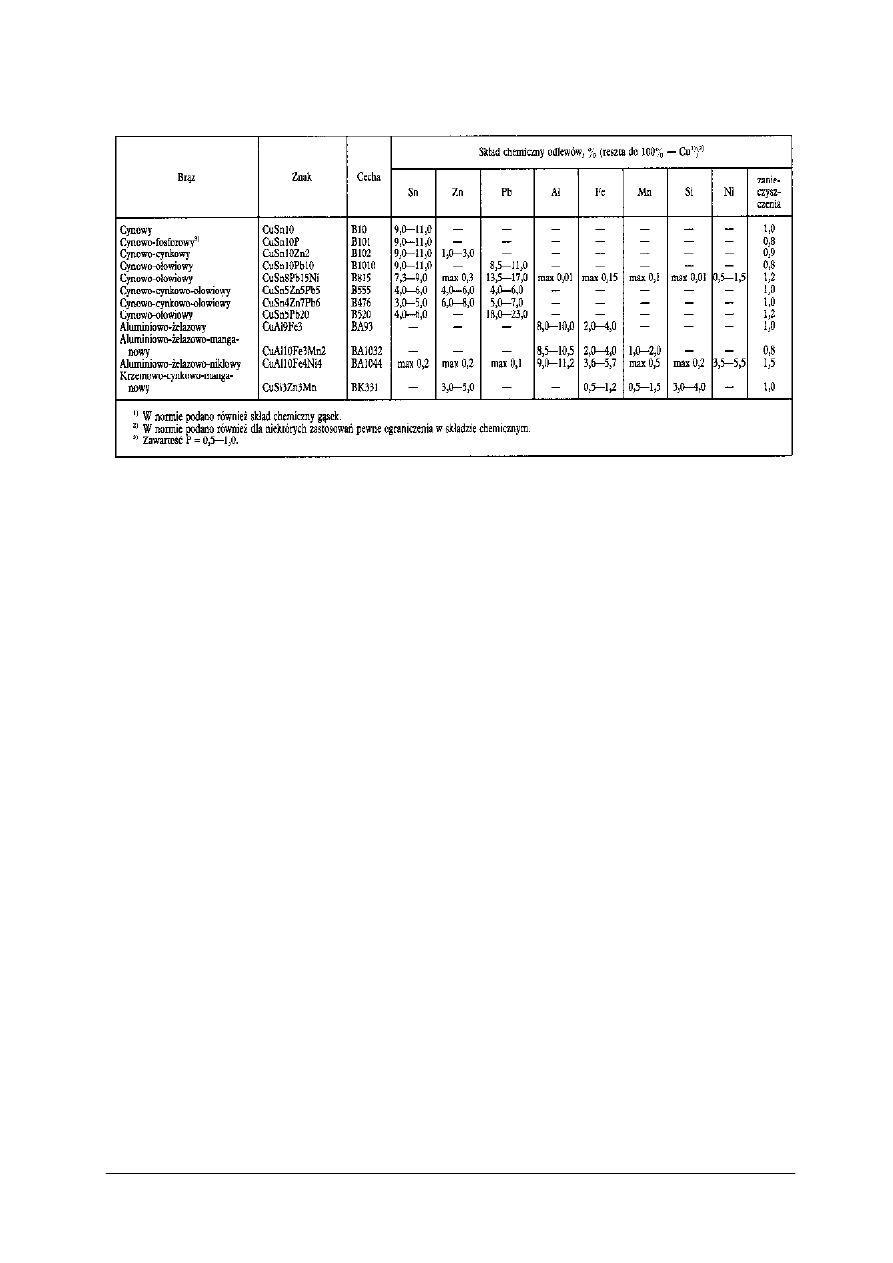
krzemowy itd. Stopy miedzi z cyną noszą nazwę brązów. Do obróbki plastycznej nadają się
tylko brązy o zawartości cyny nie przekraczającej 7%. Obróbka plastyczna jest wykonywana
zawsze na zimno. Brązy o zawartości do 6% cyny odznaczają się dużą plastycznością i dobrymi
własnościami wytrzymałościowymi.
Dodatek cyny podwyższa własności wytrzymałościowe i sprężyste stopu. Z tego powodu
brązy zawierające do 10% cyny są stosowane na koła zębate.
Brązów o zawartości cyny przekraczającej 10% używa się na odlewy. Aby poprawić
własności odlewnicze, do brązów dodaje się w niewielkiej ilości cynk, który poprawia
własności wytrzymałościowe.
Oprócz cyny w skład brązów wchodzą niekiedy również cynk, ołów, nikiel i fosfor.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Tabela 3. Oznaczenia brązów odlewniczych. Skład chemiczny (według PN-91/H-87026)
Stopy aluminium
Aluminium odznacza się małym ciężarem właściwym, dobrą przewodnością
elektryczną, dobrym przewodnictwem cieplnym. Ponadto z niektórymi metalami tworzy
stopy o dobrych własnościach odlewniczych oraz stopy o dobrych własnościach
plastycznych.
Główne składniki stopów aluminiowych to miedź i krzem oraz magnez, mangan i cynk.
W stopach aluminium spotyka się również i inne domieszki. Do rzadziej stosowanych
w stopach aluminium domieszek zalicza się nikiel, żelazo oraz chrom, kobalt i tytan. Stopy
aluminium dzielimy na odlewnicze i do przeróbki plastycznej.
Stopy niklu
W stanie czystym nikiel jest stosowany do powlekania powierzchni narażonych na
korozję. Najczęściej nikiel jest używany jako składnik stopowy wielu stali oraz różnych
innych stopów.
Liczne zastosowania znajdują stopy niklu z miedzią o różnej zawartości niklu. Z tej
grupy stopów należy wymienić nikielinę o zawartości około 20% niklu, konstantan
zawierający około 40% niklu i stop Monela o zawartości około 70% niklu.
Nikielina odznacza się dobrą plastycznością, odpornością na korozję i ładnym
wyglądem po wypolerowaniu.
Konstantan odznacza się stałością oporu elektrycznego w dużym zakresie temperatur.
Znajduje zastosowanie głównie na termoelementy z żelazem lub miedzią.
Stop Monela jest bardzo odporny na działanie korozyjne czynników chemicznych.
Stosuje się go przede wszystkim do budowy łopatek niektórych turbin parowych.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz własności mechaniczne metali i ich stopów?
2. Jakie znasz własności technologiczne metali i ich stopów?
3. Na czym polega próba zginania?
4. Na czym polega próba nawijania drutu?
5. Na czym polega próba tłoczenia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
6. Co to jest stal?
7. Co to jest żeliwo?
8. Jak odczytać oznaczenia stopów żelaza?
9. Jakie są najważniejsze stopy miedzi?
10. Jakie są najważniejsze stopy niklu?
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ twardość próbek metodą Brinella.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykonać badanie twardościomierzem,
2) zmierzyć średnicę odcisku w dwóch prostopadłych do siebie kierunkach (d
1
i d
2
)
izapisać wyniki:
pierwszy pomiar d
1
,
drugi pomiar d
2,
3) obliczyć wartość średnią średnicy odcisku d = (d
1
+ d
2
)/2
i zapisać wynik:
średnica pomiarowa d,
4) obliczyć twardość HB dla wszystkich próbek,
5) porównać wyniki i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
twardościomierz Brinella,
−
próbki do badania twardości,
−
suwmiarka uniwersalna.
Ćwiczenie 2
Na podstawie tablic z Polskiej Normy PN–EN 10027–1 odczytaj parametry
i przeznaczenie stali oznaczonej symbolami S 235 J0W, P355Q, S460Q, R320Cr
.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w Polskiej Normie PN – EN 10027 – 1 tablice dla odpowiednich stali,
2) na podstawie tablic odczytać parametry i przeznaczenie stali,
3) zapisać odczytane parametry.
Wyposażenie stanowiska pracy:
−
Polska Norma PN – EN 10027 – 1,
−
Mały poradnik mechanika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić własności fizyczne metali?
2) wymienić własności mechaniczne metali?
3) wymienić własności technologiczne metali?
4) wyjaśnić pojęcie twardość?
5) wyjaśnić pojęcie udarność?
6) wyjaśnić pojęcie wytrzymałość zmęczeniowa?
7) wyjaśnić pojęcie plastyczność?
8) określić własności metalu na podstawie przeprowadzonych badań?
9) rozpoznać rodzaj stali po jej oznaczeniu?
10) wyjaśnić różnicę między stalą i żeliwem?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2. Korozja metali i ochrona przed korozją
4.2.1. Materiał nauczania
Rodzaje i skutki korozji
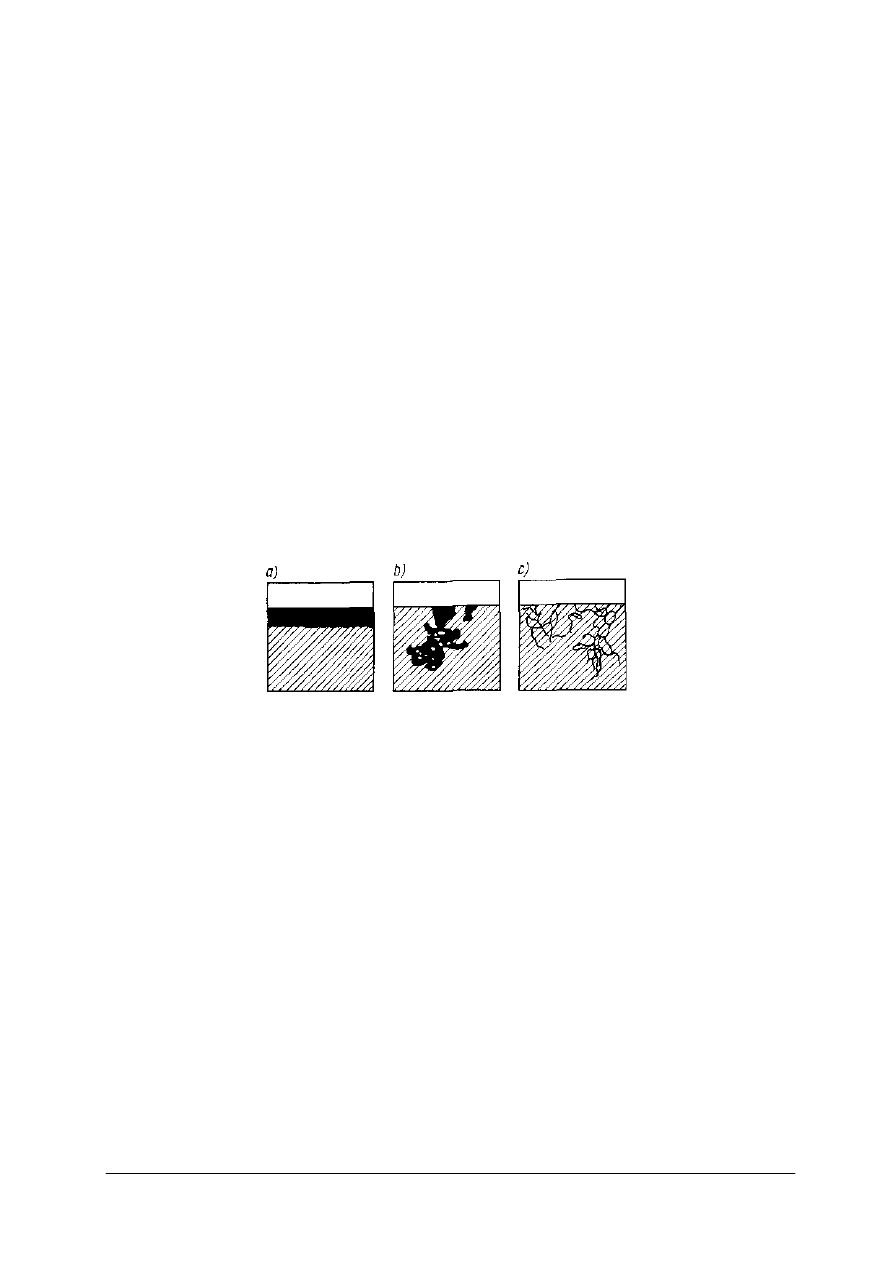
Zależnie od rodzaju działających czynników procesy niszczenia materiałów
konstrukcyjnych dzieli się na mechaniczne, chemiczne i elektrochemiczne. Rozróżnia się
korozję chemiczną i elektrochemiczną. Korozja chemiczna obejmuje reakcje miedzy metalami
i cieczami nie będącymi elektrolitami i podlega podstawowym prawom reakcji chemicznych.
Korozja elektrochemiczna zachodzi w obecności elektrolitu. Niszczące działanie może objąć
całą powierzchnię przedmiotu równomiernie. W takim przypadku proces niszczenia jest
powierzchniowy i nie wpływa na zmianę wytrzymałości całej konstrukcji. Niekiedy spotyka
się korozje nierównomierną, która obejmuje jedynie niewielki obszar powierzchni metalu,
lecz rozprzestrzenia się w głąb materiałów (korozja wżerowa). W wyniku takiego procesu
powstają wżery sięgające w materiał na znaczną głębokość, co w znacznym stopniu
zmniejsza wytrzymałość konstrukcji i może spowodować jej uszkodzenie. W pewnych
przypadkach proces korozji obejmuje jedynie granice ziarn. Korozję taką nazywa się
korozją międzykrystaliczną. Jej skutki są bardzo niebezpieczne, gdyż sięgając daleko
w głąb materiału są z zewnątrz praktycznie niewidoczne. Korozji międzykrystalicznej
ulegają szczególnie łatwo niektóre stopy aluminium.
Rys. 7. Skutki korozji a) równomiernej, b) nierównomiernej, c) międzykrystalicznej [3, s. 352]
Metal ulegający korozji chemicznej pokrywa się warstwą związków chemicznych,
będących produktami korozji. Dalszy postęp tego procesu zależy od szczelności warstwy
powstałej na powierzchni. która utrudnia zetknięcie się agresywnego środowiska
z czystą powierzchnią metalu. Szczelność warstwy powstałej w wyniku korozji zależy od
stosunku objętości powstałych związków do objętości korodującego metalu Powstawanie
na metalu warstw korozyjnych rozpoczyna się od zaabsorbowania gazu, który następnie
ulega dysocjacji. Zdysocjowany gaz wchodzi w reakcję z metalem, tworząc na jego
powierzchni cienką warstwę związku chemicznego.
Narastanie warstw korozyjnych zależy w znacznej mierze od dyfuzji atomów lub jonów
w warstwie skorodowanej. Szybkość narastania warstw utworzonych w wyniku utleniania
powierzchni metalu jest zależna od rodzaju zjawisk zachodzących podczas korozji oraz od
struktury wytworzonej warstwy. Powstające z produktów korozji warstwy mogą szczelnie
i trwale przylegać do metalu lub łatwo od jego powierzchni odpryskiwać. W pierwszym
przypadku produkty korozji stanowią ochronę przed dalszym agresywnym działaniem
środowiska. W drugim przypadku metal szybko ulega zniszczeniu, ponieważ odpryskujące
warstwy produktów odsłaniają coraz to nowe powierzchnie metalu, które następnie ulegają
korozji. Korozja elektrochemiczna przebiega w zupełnie innych warunkach niż korozja
chemiczna. Powstaje wówczas, gdy w elektrolicie występuje różnica potencjałów miedzy
różnymi obszarami metalu lub stopu. Zanurzenie dowolnego metalu w wodnym roztworze

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
powoduje natychmiastowe przechodzenie do roztworu dodatnich jonów metali, czyli
kationów. Przejście kationów do roztworu powoduje naładowanie metalu ładunkami ujemnymi.
Po pewnym czasie na granicy metalu i cieczy ustala się w określonych warunkach potencjał
elektrochemiczny, którego wartość jest dla różnych metali różna. Dwa różne metale o różnym
potencjale elektrochemicznym zanurzone w elektrolicie tworzą ogniwo, w którym metal
o mniejszym potencjale jest anodą, a metal o większym potencjale katodą. Im bardziej różnią
się ich potencjały elektrochemiczne, tym silniej ulega korozji metal o niższym potencjale.
Niektóre metale w pewnych przypadkach nie ulegają korozji, gdyż na ich powierzchniach
powstaje cienka warstwa tlenków. Metale takie nazywa się pasywnymi. Do najłatwiej
pasywujących się metali należą chrom, nikiel i tytan. Wprowadzenie do stopu metali łatwo się
pasywujących powoduje pasywację stopu.
Ochrona przed korozją
Konstrukcję metalową można chronić przed korozją przez stosowanie metalu pozbawionego
zanieczyszczeń i nałożenie lub wytworzenie powłoki ochronnej. Wprowadzenie do metalu
nieodpornego na korozję składników stopowych odpornych na korozję, zabezpiecza
w znacznym stopniu stop przed niszczącym działaniem ośrodka korozyjnego. Rozróżnia się
powłoki nakładane metalowe i niemetalowe. Na powłoki metalowe o dużej odporności na korozję
używa się niklu, chromu, miedzi, srebra, cyny, cynku, ołowiu, kadmu, aluminium, czasem
złota. Grubość powłoki ochronnej jest mała i wynosi 0,00 ÷ 0,025 mm. Powłoka powinna
dobrze przylegać do podłoża, nie łuszczyć się i być ścisła. Powłoki ochronne nakłada się przez
zanurzenie, natrysk, platerowanie oraz galwanicznie. Metalizacja natryskowa polega na
natryskiwaniu ciekłego metalu pistoletem rozpylającym.
Platerowanie (nawalcowywanie) polega na walcowaniu na gorąco grubszej blachy
z metalu mniej odpornego na korozje z nałożoną na nią cienką blachą metalu ochronnego.
W wyniku platerowania otrzymuje się blachę pokrytą cienką, dobrze przylegająca warstwa
ochronną. Platerowanie można wykonać po obu stronach blachy.
Metody galwaniczne polegają na elektrolitycznym nałożeniu warstwy metalu ochronnego
na przedmiot zanurzony w elektrolicie zawierającym w odpowiednim stężeniu sole
nakładanego metalu. Metodą tą wykonuje się najczęściej niklowanie, chromowanie,
miedziowanie oraz kadmowanie, cynowanie, cynkowanie i mosiądzowanie. Warstwy
ochronne są niekiedy nakładane w celu zwiększenia odporności przedmiotów na ścieranie.
Powłoki niemetalowe oddzielają metale od agresywnego ośrodka. Stosuje się powłoki
pochodzenia organicznego; nakładane materiały to farby, oleje, lakiery szybko schnące
i lakiery piecowe, ponadto smoły i asfalty oraz różnego rodzaju smary. Ostatnio do tego celu są
stosowane tworzywa sztuczne.
W
przypadku powłok wytwarzanych połączenie ich z materiałem chronionym ma
charakter chemiczny. Rozróżnia się powłoki wytwarzane metalowe i niemetalowe. Powłoki
metalowe uzyskuje się w wysokiej temperaturze na zasadzie dyfuzji metalu ochronnego w głąb
metalu chronionego Najbardziej znane są procesy wprowadzania do stali aluminium, tj.
aluminiowania, wprowadzanie cynku oraz nachromowywanie. Powłoki niemetalowe
wytwarza się metodami chemicznymi lub elektrochemicznymi. Oksydowanie polega na
wytwarzaniu na powierzchni stali czarnych tlenków żelaza. Bardzo dobrą metodą
stosowaną w celu wytworzenia powłok ochronnych na aluminium i jego stopach jest tzw.
eloksalacja.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest korozja?
2. Jakie znasz rodzaje korozji?
3. Od czego zależy szczelność warstwy skorodowanej?
4. W jaki sposób przebiega korozja?
5. Co decyduje, o odporności metalu na korozję elektrochemiczną?
6. Co znaczy określenie – metal pasywny?
7. Jakie znasz metody ochrony przed korozją?
8. Na czym polega platerowanie?
9. Jakie powłoki zaliczamy do powłok ochronnych wytwarzanych?
10. Na czym polega oksydowanie?
4.2.3. Ćwiczenia
Ćwiczenie 1
Sprawdź wpływ środowiska na korozję trzech rodzajów próbek metali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) z dwóch próbek stali niezabezpieczonej przed korozją – jedną próbkę umieścić w wodzie
drugą na powietrzu,
2) jedną próbkę stali niezabezpieczonej przed korozją i drugą próbkę zabezpieczoną np.
lakierem – umieścić w wodzie,
3) jedną próbkę stali niezabezpieczonej przed korozją oraz drugą próbkę aluminium –
umieścić w wodzie,
4) po upływie określonego czasu przez nauczyciela ocenić stan próbek,
5) zapisać wnioski z obserwacji.
Wyposażenie stanowiska pracy:
−
próbki stali niezabezpieczonej przed korozją,
−
próbki stali pomalowanej lakierem,
−
próbki aluminium.
Ćwiczenie 2
Dobierz sposób ochrony przed korozją do zabezpieczenia następujących 6 części maszyn
i elementów konstrukcji: blachy stalowe, łożyska, cylindry układu hamulcowego,
kształtowniki walcowane, rury stalowe, liny maszyn wyciągowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać wymienione części maszyn w punktach od 1 do 6,
2) wyszukać w poradniku dla ucznia wiadomości na temat ochrony metali przed korozją,
3) przyporządkować sposoby ochrony do części maszyn i elementów konstrukcyjnych,
4) sprawdzić poprawność wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1.
zdefiniować pojęcia korozji chemicznej i elektrochemicznej?
2.
rozróżnić korozję równomierną, wżerową i międzykrystaliczną?
3.
wyjaśnić mechanizm powstawania korozji?
4.
wyjaśnić określenie metal pasywny?
5.
określić zadania powłok ochronnych?
6.
rozróżnić rodzaje powłok ochronnych?
7.
wyjaśnić pojęcia: platerowanie i oksydowanie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.3. Rysunek techniczny i maszynowy
4.3.1. Materiał nauczania
Rodzaje rysunków technicznych
Według sposobu przedstawienia podmiotu (treści) rysunki techniczne maszynowe dzieli
się w następujący sposób:
1. Szkic – przedstawienie przedmiotu wykonane odręcznie i stanowiące zwykle podstawę
do wykonania rysunku.
2. Rysunek – przedstawienie przedmiotu wykonane w określonej podziałce i przy użyciu
przyborów rysunkowych.
3. Schemat – przedstawienie w sposób uproszczony zasady działania lub budowy
mechanizmu, maszyny lub urządzenia.
4. Plan – przedstawienie rozmieszczenia maszyn, urządzeń lub instalacji.
5. Wykres – przedstawienie zależności między dowolnymi wielkościami zmiennymi.
Według metody rzutowania rysunki techniczne maszynowe dzieli się następująco:
1. Rysunek rzutowy – rysunek przedstawiający przedmiot w rzutach prostokątnych na
wzajemnie prostopadłe płaszczyzny.
2. Rysunek aksonometryczny – rysunek przedstawiający przedmiot w rzucie
aksonometrycznym jednomiarowym albo dwumiarowym prostokątnym lub ukośnym.
3. Rysunek perspektywiczny – rysunek przedstawiający przedmiot w rzucie
perspektywicznym.
Według stopnia złożoności przedmiotu rysowanego rysunki techniczne maszynowe dzieli
się w następujący sposób:
1. Rysunek złożeniowy – rysunek przedstawiający wszystkie zespoły i części wyrobu
w złożeniu, czyli po zmontowaniu.
2. Rysunek zespołowy (zespołu) – rysunek przedstawiający wszystkie podzespoły i części
zespołu w złożeniu. Rysunki zespołowe bywają często nazywane rysunkami
złożeniowymi zespołu.
3. Rysunek zestawieniowy – rysunek złożeniowy lub zespołowy z wymiarami i wszystkimi
innymi danymi potrzebnymi do wykonania wszystkich części i ich zmontowania.
Rysunek taki jest więc połączeniem rysunku złożeniowego (lub zespołowego) i rysunków
wykonawczych części składowych.
4. Rysunek wykonawczy – rysunek części zawierający wszystkie dane potrzebne do jej
wykonania.
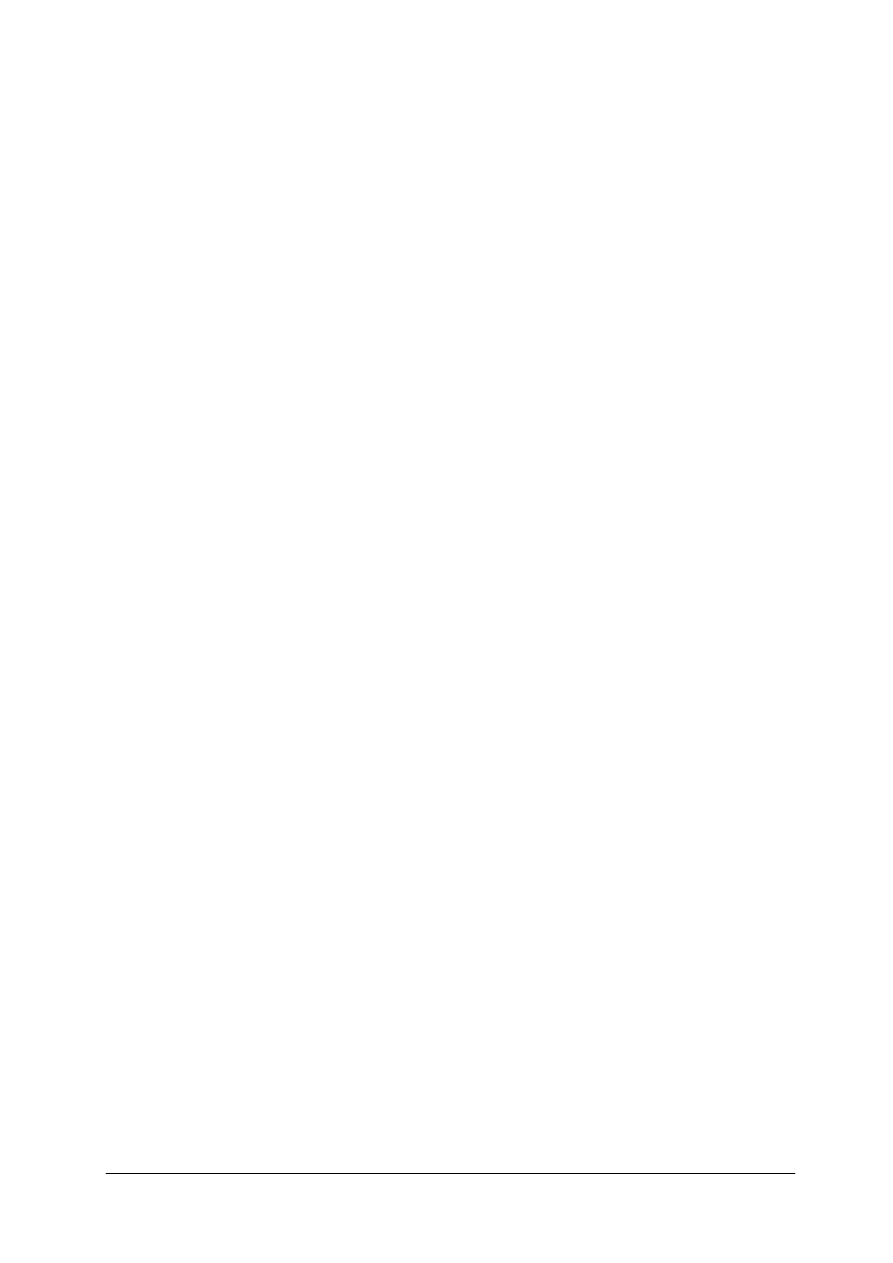
Normalizacja w rysunku technicznym
Normalizacja w rysunku technicznym jest działem zawierającym informacje dotyczące
formatów arkuszy rysunkowych, rodzajów tabliczek rysunkowych, grubości linii
rysunkowych. Jest to niezbędne dla ujednolicenia zasad dotyczących zarówno wykonania jak
i odczytywania danego rysunku. Elementami rysunku podlegającymi normalizacji są: formaty
arkuszy rysunkowych, rodzaje linii rysunkowych, rodzaje pisma technicznego, podziałki
stosowane w rysunku, tabliczki rysunkowe oraz sposoby opisywania poszczególnych rzutów
przedmiotu. Formatami podstawowymi są formaty od A4 do A0. Rodzaje linii rysunkowych
wraz z ich zastosowaniem pokazuje rys. 8.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 8. Rodzaje linii rysunkowych [2, s. 12]
Normalizacja elementów rysunku technicznego:
−
ułatwia wymianę myśli technicznej,
−
usprawnia wykonywanie,
−
ujednolica wygląd rysunków.
Znormalizowane rozmiary papierów, na których sporządza się rysunki techniczne,
ułatwiają ich przechowywanie. Znormalizowane pismo rysunkowe, grubości linii i ich
rodzaje, podziałki, tabliczki rysunkowe itp. ułatwiają czytanie rysunków. Wpływają też na
estetykę rysunków.
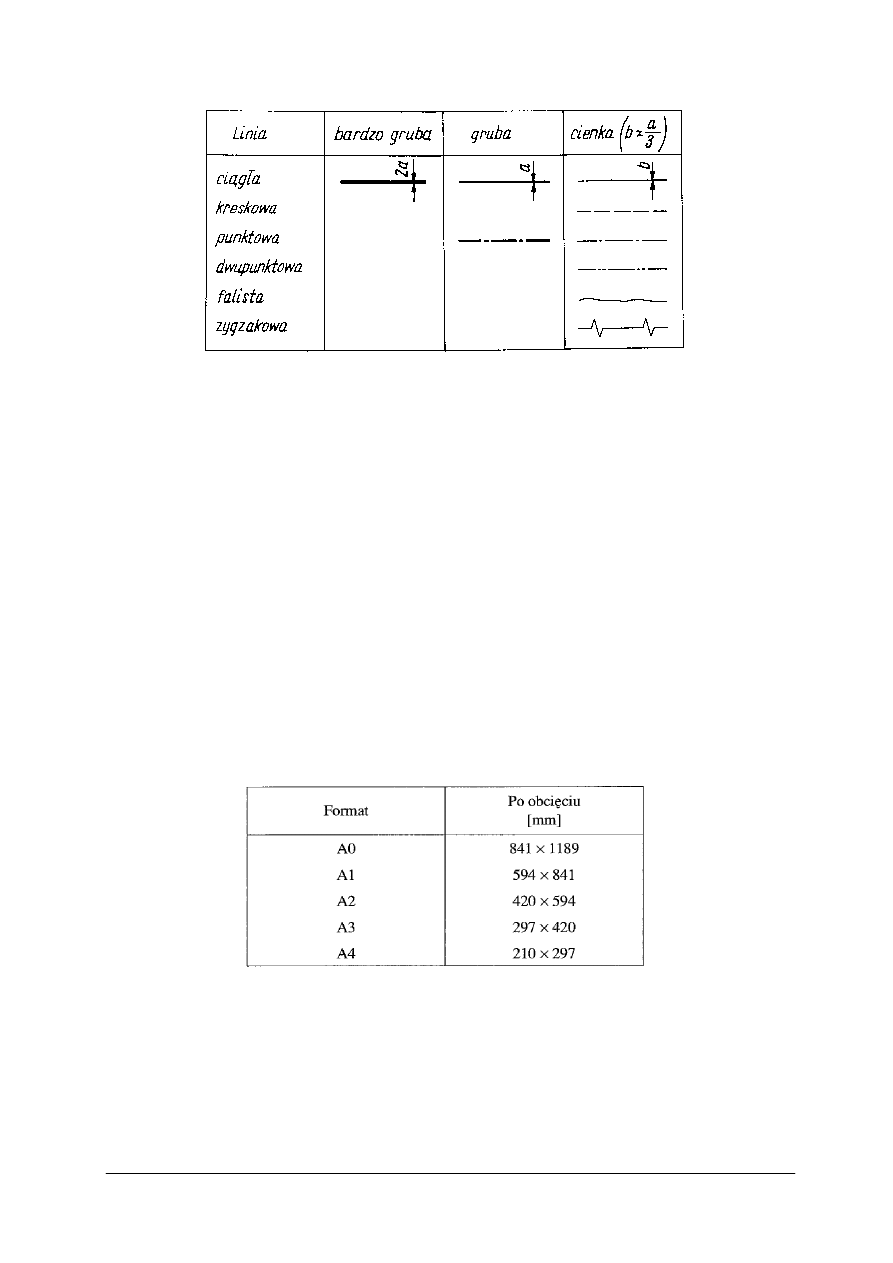
Formaty i tabliczki rysunkowe
Formaty arkuszy do wykonywania rysunków technicznych są znormalizowane.
Wszystkie formaty są geometrycznie podobne, każdy kolejny mniejszy format otrzymuje się
przez podział na dwie równe części formatu bezpośrednio większego.
W rysunku technicznym stosuje się pięć formatów zasadniczych: A0, A1, A2, A3 i A4.
Format A0 ma pole powierzchni 1 m
2
.
Tabela 4. Wymiary zasadniczych formatów arkuszy rysunkowych wg PN-80/N-01612
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rzutowanie prostokątne
Rzutowanie prostokątne polega na wyznaczaniu rzutów prostokątnych przedmiotu na
wzajemnie prostopadłych rzutniach, przy założeniu, że przedmiot rzutowany znajduje się
między obserwatorem i rzutnią.
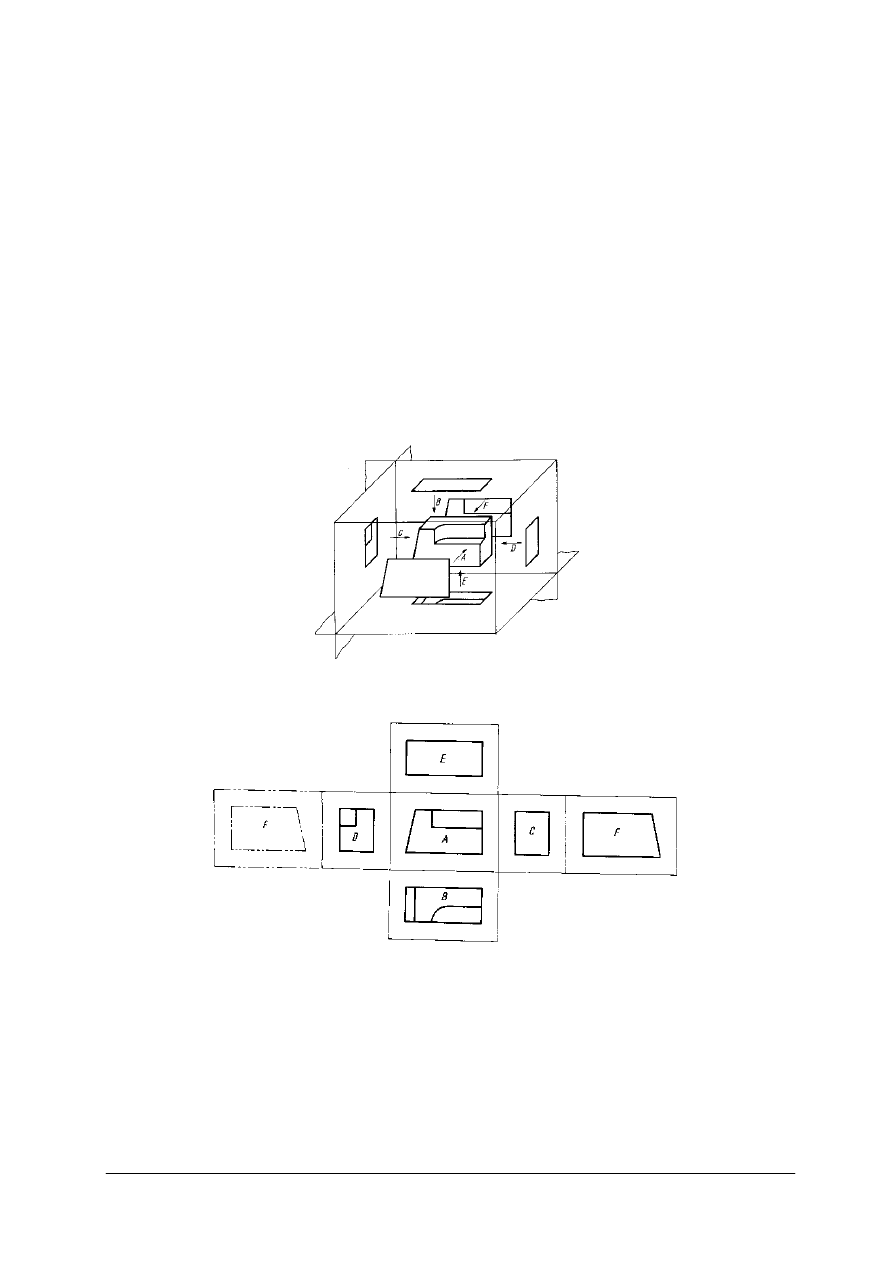
Jeżeli umieścimy przedmiot wewnątrz wyobrażalnego prostopadłościanu (rys. 9),
którego
wszystkie ściany są rzutniami, i wyznaczymy na tych rzutniach rzuty prostokątne przedmiotu,
to po rozwinięciu ścian prostopadłościanu otrzymamy układ rzutów tego przedmiotu
pokazany na rys. 10.
Poszczególne rzuty mają następujące nazwy:
−
rzut w kierunku A – rzut z przodu (rzut główny),
−
rzut w kierunku B – rzut z góry,
−
rzut w kierunku C – rzut od lewej strony,
−
rzut w kierunku D – rzut od prawej strony.
−
rzut w kierunku E – rzut z dołu,
−
rzut w kierunku F – rzut z tylu.
Rys. 9. Prostopadłościan rzutni [2, s. 32]
Rys. 10. Układ rzutni w rozwinięciu [2, s. 33]
Gdy w celu uniknięcia zbyt dużych formatów papieru poszczególne rzuty przedmiotu
rysuje się na oddzielny arkuszach, to na jednym z nich (zwykle z rzutem głównym oznacza
się kierunki rzutowania innych widoków i przekrojów, podając numery arkuszy, których
odpowiednie rzuty się znajdują, a na arkuszach z tymi rzutami podaje się informację, na
którym arkuszu jest pokazany kierunek tego widoku lub przekroju.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
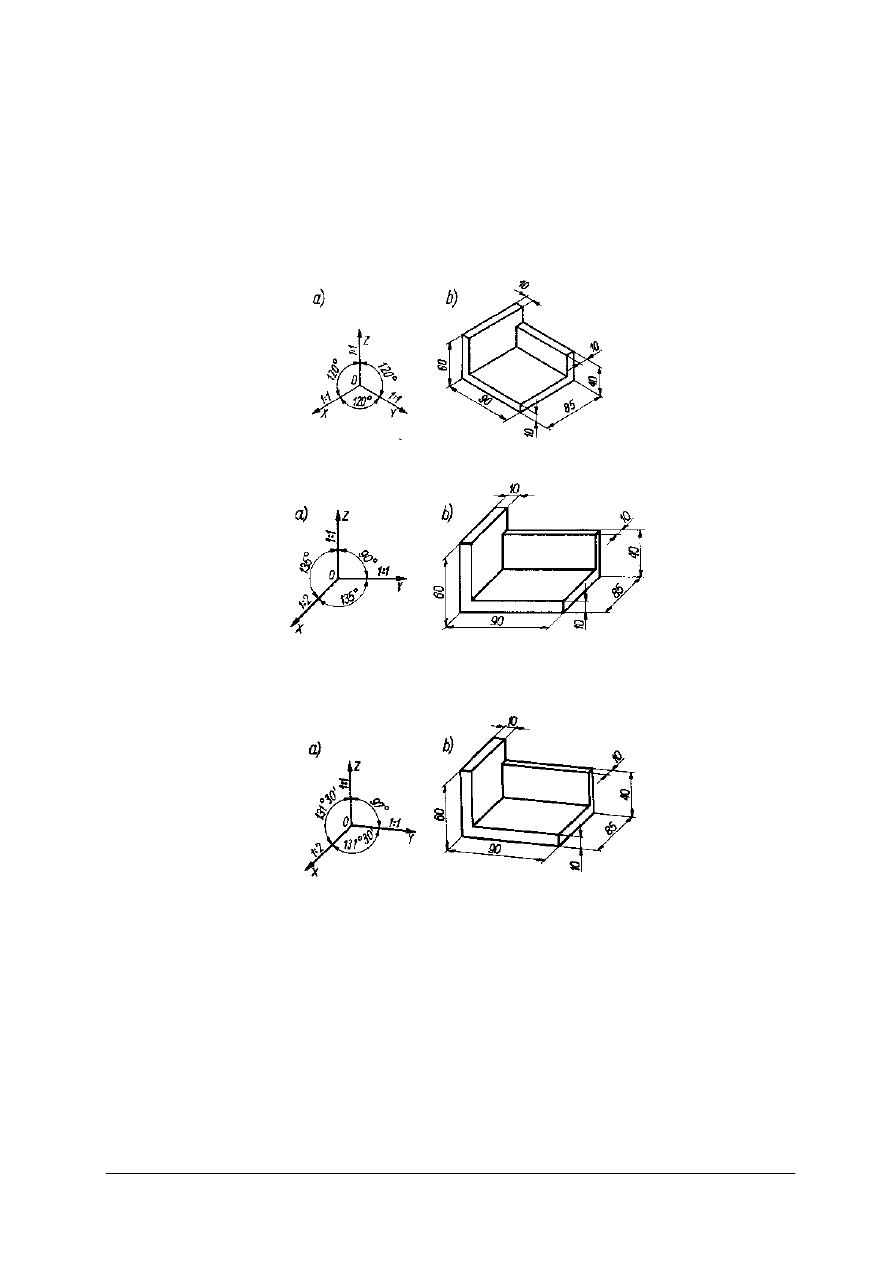
Rzutowanie aksonometryczne
Do przedstawiania kształtów przedmiotów w sposób poglądowy, w jednym rzucie służą
w rysunku technicznym maszynowym rzuty aksonometryczne. Rzuty aksonometryczne
dzielimy na:
−
izometryczne,
−
dimetryczne ukośne,
−
dimetryczne prostokątne.
Rys. 11. Rzut izometryczny: a) układ osi współrzędnych; b) przedmiot w rzucie izometrycznym [2, s. 183]
Rys. 12. Rzut dimetryczny ukośny: a) układ osi współrzędnych; b) przedmiot w rzucie dimetrycznym
ukośnym [2, s.184]
Rys. 13. Rzut dimetryczny prostokątny: a) układ osi współrzędnych; b) przedmiot w rzucie dimetrycznym
prostokątnym [2, s. 186]
Wymiarowanie
Linia wymiarowa jest to cienka linia prosta lub łukowa zakończona grotami
dotykającymi ostrzem linii rysunkowych w punktach, których odległość ma być na rysunku
podana. Wymiary na rysunku powinny być tak rozmieszczone, żeby jak najwięcej z nich
można było odczytać patrząc na rysunek od dołu lub od prawej strony.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 14. Rozmieszczenie wymiarów równoległych [2, s. 49]
Przy wymiarowaniu średnic wymiar poprzedza się znakiem Ø.
Rys. 15. Wymiarowanie średnic [2, s. 50]
Przy wymiarowaniu promieni łuków linie wymiarową prowadzi się od środka łuku
i zakańcza się grotem tylko od strony łuku , a liczbę wymiarową poprzedza się literą R.
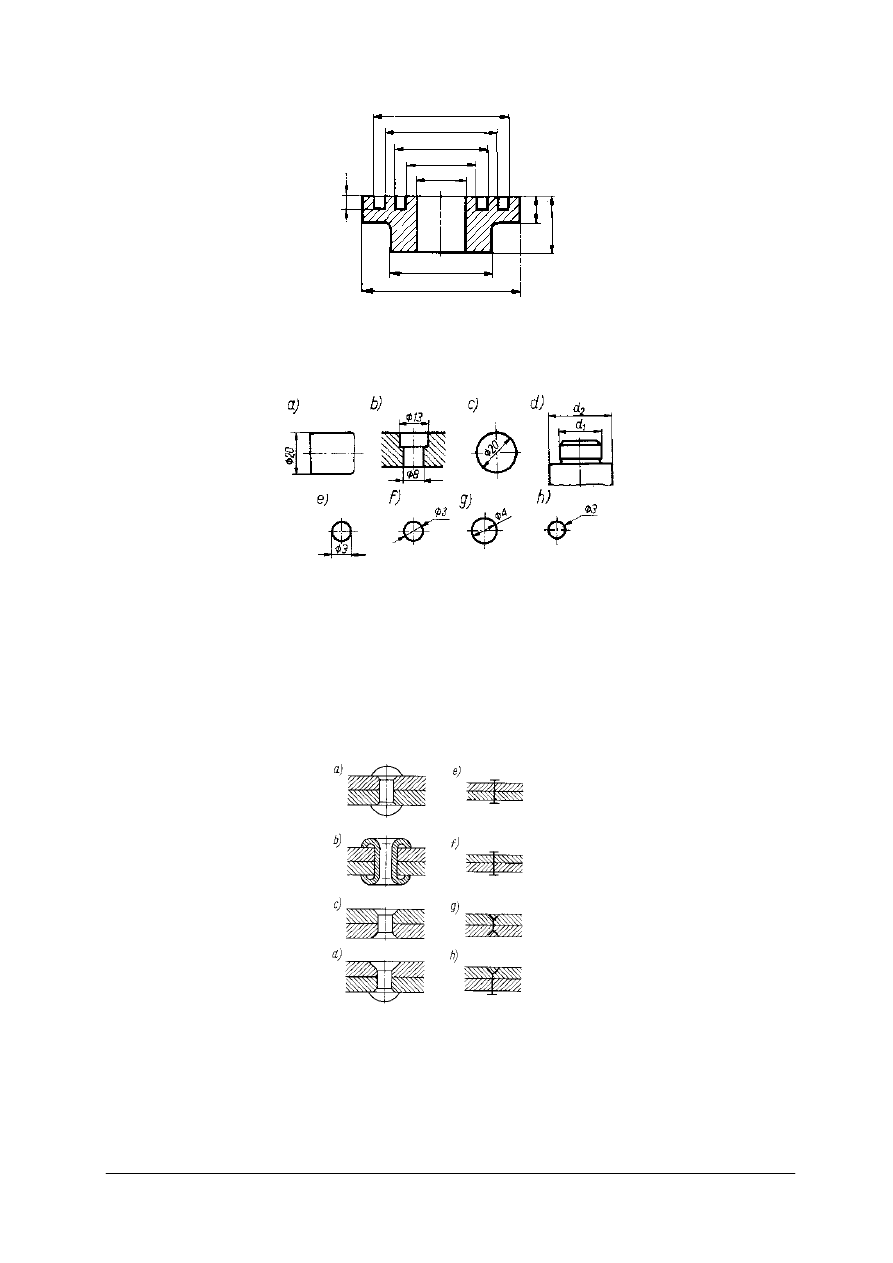
Rysowanie połączeń części maszynowych
Nity na rysunkach połączeń nitowych w rzucie na płaszczyznę równoległą rysuje się
dokładnie albo w uproszczeniu w zależności od stopnia uproszczenia.
Rys. 16. Połączenia nitowe na płaszczyznę równoległą: a) – d) rysunki dokładne, e) – h) rysunki uproszczone,
[2, s. 112]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
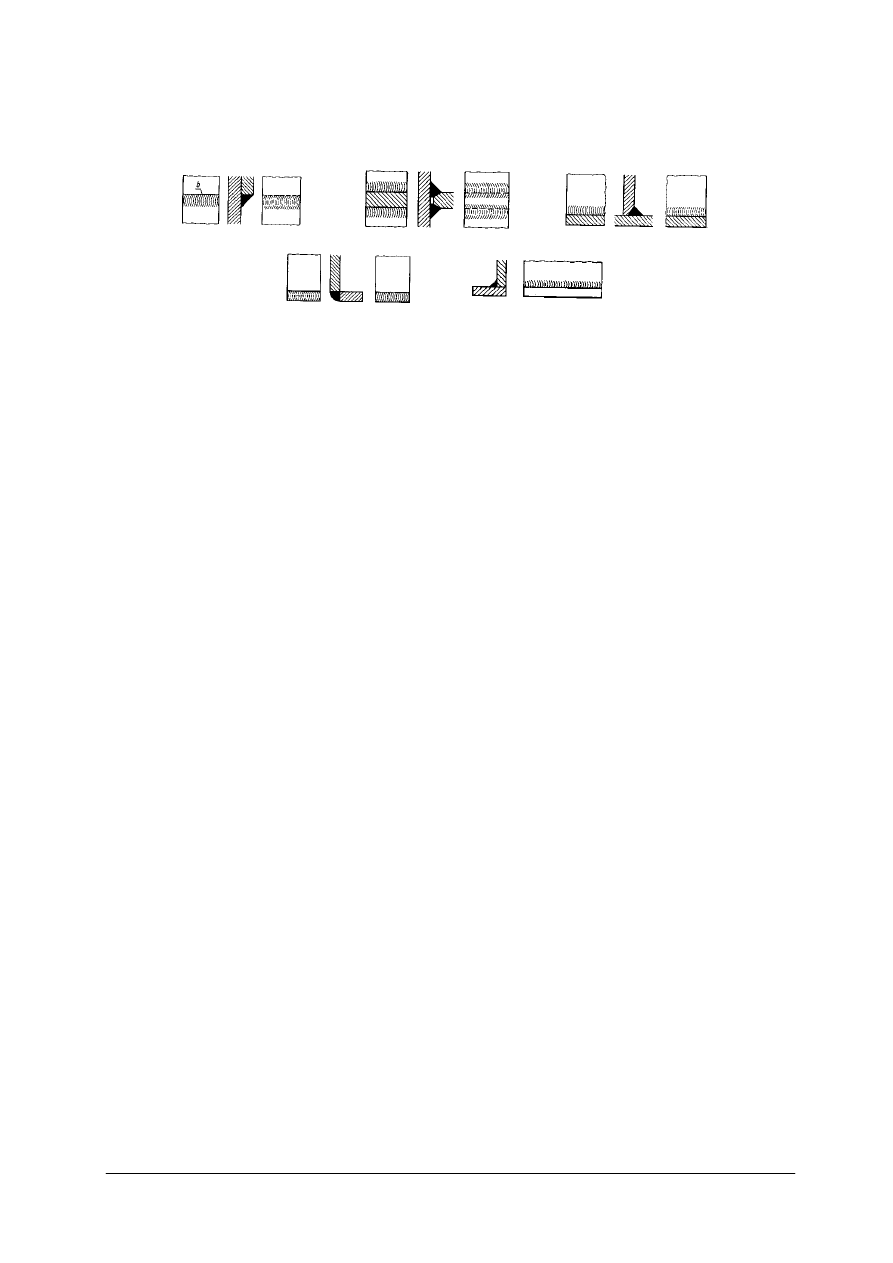
Przykłady rysowania spoin w połączeniach spawanych
a) b) c)
d) e)
Rys. 17. Przykłady rysowania spoin [2, s. 114]
Schematy mechaniczne
Zasady działania maszyn, urządzeń, instalacji itd. najlepiej przedstawiać w postaci rysunków
schematycznych, które są zarówno prostsze i łatwiejsze do wykonania dla konstruktora, jak
i przejrzystsze dla użytkownika, niż rysunki konstrukcyjne.
Najważniejsze rodzaje schematów to:
1. Schemat strukturalny jest schematem poglądowym, pokazującym zależności miedzy
najważniejszymi częściami funkcjonalnymi wyrobu i zasadę jego działania. Części
funkcjonalne przedstawia się w postaci prostych figur geometrycznych.
2. Schemat funkcjonalny przedstawia działanie poszczególnych części funkcjonalnych wyrobu
albo całego wyrobu. Części funkcjonalne rysuje się w postaci uproszczonych widoków i
przekrojów, symboli graficznych lub prostych figur geometrycznych.
3. Schemat zasadniczy przedstawia wszystkie główne części składowe wyrobu i powiązania
między nimi; ze schematu tego można odczytać dokładnie budowę i zasadę działania wyrobu.
4. Schemat montażowy przedstawia połączenia między częściami funkcjonalnymi wyrobu.
5. Schemat podłączenia (przyłączenia) przedstawia zewnętrzne podłączenia wyrobu.
Schematy rysuje się bez określania podziałki, a wzajemne położenie części wyrobu może
nie odpowiadać wcale rzeczywistemu położeniu.
Wykaz zespołów funkcjonalnych wyrobu (np. pomp, sprzęgieł, przekładni) należy
sporządzać dla schematów zasadniczych, montażowych i podłączeń (można także dla schematów
funkcjonalnych).
Zespoły funkcjonalne przedstawia się na schematach:
a) za pomocą symboli graficznych z Polskich Norm (PN) lub norm branżowych (BN),
b) w postaci uproszczonych widoków i przekrojów,
c) w postaci prostych figur geometrycznych (najczęściej prostokątów).
Opisy elementów schematów, gdy są potrzebne, mogą być słowne, cyfrowe lub literowo-cyfrowe.
Dokumentacja techniczno-ruchowa maszyn i urządzeń
Dokumentacja techniczno-ruchowa (DTR) zwana również paszportem maszyny, jest
opracowywana dla każdego urządzenia lub maszyny i powinna zawierać: charakterystykę
techniczną i dane ewidencyjne, rysunek złożeniowy, wykaz wyposażenia normalnego
i specjalnego, schematy kinematyczne, elektryczne i pneumatyczne, schemat funkcjonowania,
instrukcję obsługi, instrukcję użytkowania instrukcję konserwacji i smarowania, instrukcję
bhp normatywy remontowe wykaz części zamiennych, wykaz faktycznie posiadanego
wyposażenia, wykaz załączonych rysunków, wykaz części zapasowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega normalizacja?
2. Jakie znasz rodzaje rysunków technicznych?
3. Jakie znasz formaty arkuszy rysunkowych?
4. Jakie znasz rodzaje rzutowania w rysunku technicznym?
5. W jaki sposób rysuje się połączenia nitowe na rysunkach maszynowych?
6. W jaki sposób rysuje się połączenia spawane na rysunkach maszynowych?
7. W jaki sposób rysuje się linie wymiarowe na rysunku technicznym maszynowym?
8. Jakie rodzaje schematów stosuje się w rysunkach mechanicznych?
9. Co powinna zawierać dokumentacja techniczno-ruchowa maszyny?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj rysunki prostopadłościanu, walca, ostrosłupa o podstawie kwadratu
w rzutowaniu prostokątnym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować arkusz rysunkowy w formacie A3 i przybory rysunkowe,
2) narysować ramkę oraz tabelkę,
3) wypełnić tabelkę pismem technicznym,
4) rozplanować położenie rzutni na arkuszu rysunkowym,
5) wykreślić figury zgodnie z poleceniem nauczyciela,
6) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
Poradnik dla ucznia,
–
przykłady figur geometrycznych,
–
zestaw przyborów rysunkowych,
–
arkusze rysunkowe.
Ćwiczenie 2
Wykonaj rysunki: prostopadłościanu, walca i ostrosłupa o podstawie kwadratu
w rzutowaniu aksonometrycznym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować arkusz rysunkowy w formacie A3 i przybory rysunkowe,
2) narysować ramkę oraz tabelkę,
3) wypełnić tabelkę pismem technicznym,
4) rozplanować położenie rzutni na arkuszu rysunkowym,
5) wykreślić figury zgodnie z poleceniem nauczyciela w rzucie izometrycznym,
6) wykreślić figury zgodnie z poleceniem nauczyciela w rzucie dimetrycznym ukośnym,
7) wykreślić figury zgodnie z poleceniem nauczyciela w rzucie dimetrycznym
prostokątnym,
8) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Wyposażenie stanowiska pracy:
–
Poradnik dla ucznia,
–
przykłady figur geometrycznych,
–
zestaw przyborów rysunkowych,
–
arkusze rysunkowe.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować normalizację?
2) rozróżnić rodzaje rysunków technicznych?
3) przygotować arkusz rysunkowy w odpowiednim formacie?
4) zastosować właściwe linie rysunkowe?
5) rozróżnić rzut prostokątny od aksonometrycznego?
6) rysować połączenia nitowe na rysunku maszynowym?
7) rysować połączenia spawane na rysunku maszynowym?
8) wymienić
rodzaje
schematów
stosowanych
w
rysunkach
mechanicznych?
9) wymienić co powinna zawierać dokumentacja techniczno-ruchowa
maszyny?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4. Zarys mechaniki technicznej i wytrzymałości materiałów
4.4.1. Materiał nauczania
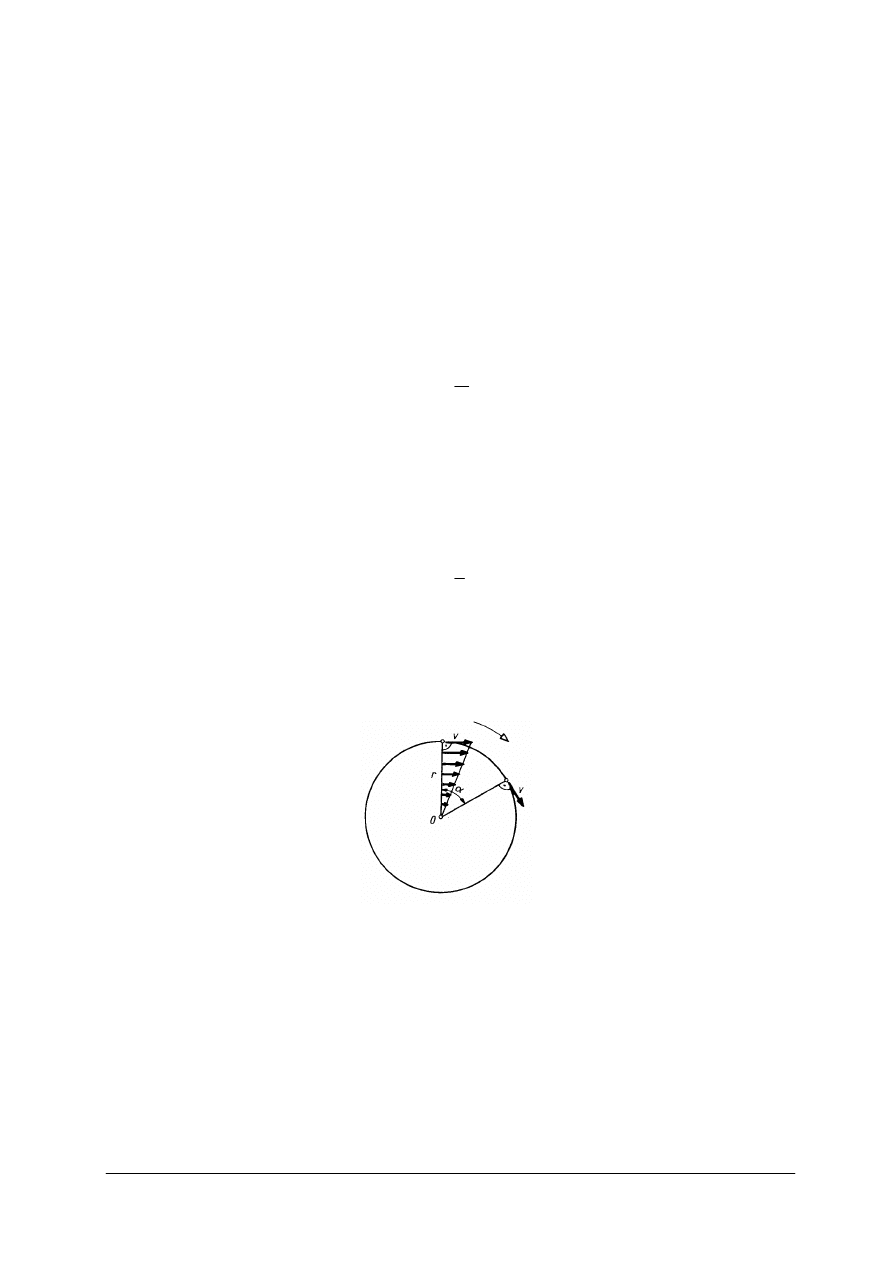
Ruch obrotowy
Jeżeli wszystkie punkty ciała sztywnego zakreślają okręgi, których wspólny środek leży w
osi obrotu, i droga mierzona po łukach stanowiących tory tych punktów jest stała w czasie, to
ruch taki nazywamy ruchem obrotowym jednostajnym. Gdy ciało porusza się takim ruchem,
jego kąt obrotu w jednostce czasu zachowuje stałą wartość. Stałą wartość ma zatem także jego
prędkość kątowa ω, określana wzorem:
t
α
ω
=
Kąt a jest określany w mierze łukowej, tzn. w radianach, dlatego prędkość jest wyrażana w
l/s.
Prędkość obwodowa v punktu leżącego na danym okręgu o promieniu r w ruchu
obrotowym jednostajnym jest również stała. W miarę zbliżania się tych punktów do osi
obrotu prędkość ta proporcjonalnie zmniejsza się, by w punkcie O osiągnąć wartość równą
zero. Zgodnie z definicją prędkość obwodową wyraża się wzorem:
t
s
v
=
w którym s jest drogą przebytą przez punkt. Po wykonaniu jednego pełnego obrotu
będzie ona obwodem okręgu o promieniu r, czyli:
r
s
⋅
⋅
=
π
2
Rys. 18. Ruch po okręgu [1, s. 11]
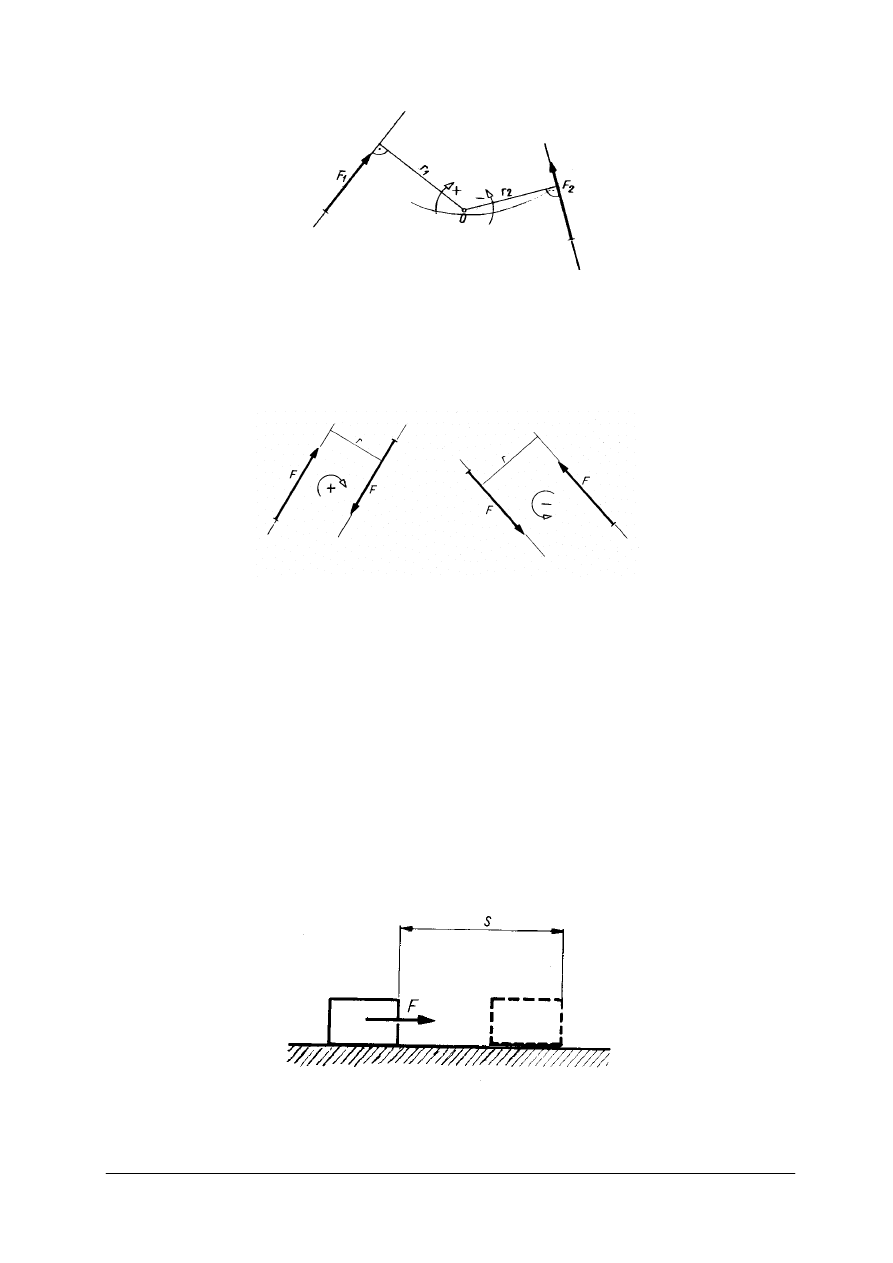
Moment siły względem punktu. Para sił
Momentem siły F względem punktu O (rys. 19) nazywamy iloczyn wartości tej siły przez
jej ramię r, tj. najkrótszą (po prostopadłej) odległość tego punktu od linii działania siły:
M = F • r
Wartość momentu jest proporcjonalna do siły i je j ramienia. Jeżeli linia działania siły F
pokrywa się z punktem O, to ramię r jest równe zeru, a zatem i moment tej siły wynosi zero.
Jednostką momentu siły jest niutonometr (N • m).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 19. Moment siły [1, s.13]
Parę sił tworzy układ złożony z dwóch sil równoległych o t e j samej wartości, lecz
przeciwnych zwrotach, oddalonych od siebie o wielkość r, zwaną promieniem pary sił
(rys. 20).
Rys. 20. Para sił [1, s. 14]
Momentem pary sił nazywamy iloczyn jednej z sił F i ramienia pary r.
M = F • r
Parę sił można zrównoważyć tylko inną parą sił, dowolnie przyłożoną do ciała,
o momencie równym co do wartości, lecz o przeciwnym znaku.
Praca, moc, energia i sprawność
Praca jest iloczynem siły F i drogi s przebytej w kierunku działania tej siły
W = F ∙ s
Jednostką pracy jest dżul (l J).
l dżul to praca, jaką siła l niutona wykonuje na drodze l m. Warunkiem wykonania pracy jest
zgodność kierunku działania siły F (rys. 21) lub jej składowej z kierunkiem przesunięcia.
Rys. 21. Kierunek działania siły i przesunięcia [1, s. 16]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Moc to stosunek pracy W do czasu t, w jakim została ona wykonana
t
W
P
=
Jednostką mocy jest wat (l W). l wat to moc urządzenia wykonującego pracę l dżula w ciągu
l sekundy.
Nagromadzoną w jakimś ciele pracę nazywamy energią i dlatego mierzymy ją
takimi samymi jednostkami. Energia występuje w różnych postaciach. Rozróżnia się energię:
mechaniczną,
elektryczną,
chemiczną,
cieplną,
jądrową
itd.
Energia
jest
niezniszczalna, zmienia jedynie swoją postać, np. z elektrycznej na mechaniczną, z cieplnej
na elektryczną. Do wykorzystania energii w celu przetworzenia jej na pracę służą maszyny
robocze, a do zmiany postaci energii – silniki. Niecała jednak energia dostarczana do
urządzenia jest efektywnie wykorzystywana, gdyż każda maszyna lub silnik po wprawieniu w
ruch musi pokonać pewne opory, na co jest zużywana część energii. Tak więc, aby uzyskać
założoną wartość energii z określonego urządzenia, musimy dostarczyć jej więcej,
przewidując straty energii w wyniku ruchu urządzenia. W tym celu posługujemy się
współczynnikiem zwanym sprawnością.
Sprawnością η maszyny lub urządzenia nazywamy stosunek pracy lub energii
użytecznej do pracy lub energii włożonej. Sprawność jest wielkością niemianowaną lub
wyrażaną w procentach.
Tarcie
Tarcie jest zjawiskiem powszechnie występującym w przyrodzie i technice. Pojawia się
zawsze podczas jakiegokolwiek ruchu. Niejednokrotnie jest pożądane (np. w hamulcach,
przekładniach ciernych, sprzęgłach), lecz równie często staramy się je zmniejszyć do
minimum (np. w łożyskach, prowadnicach obrabiarek). Rozróżniamy; tarcie ślizgowe,
występujące podczas przesuwania się jednego ciała po drugim (rys. 22) i tarcie toczne,
występujące podczas toczenia się ciała w kształcie walca lub
Rys. 22. Tarcie [1, s.20]
siła tarcia jest zawsze przeciwnie zwrócona do siły wywołującej ruch ciała.
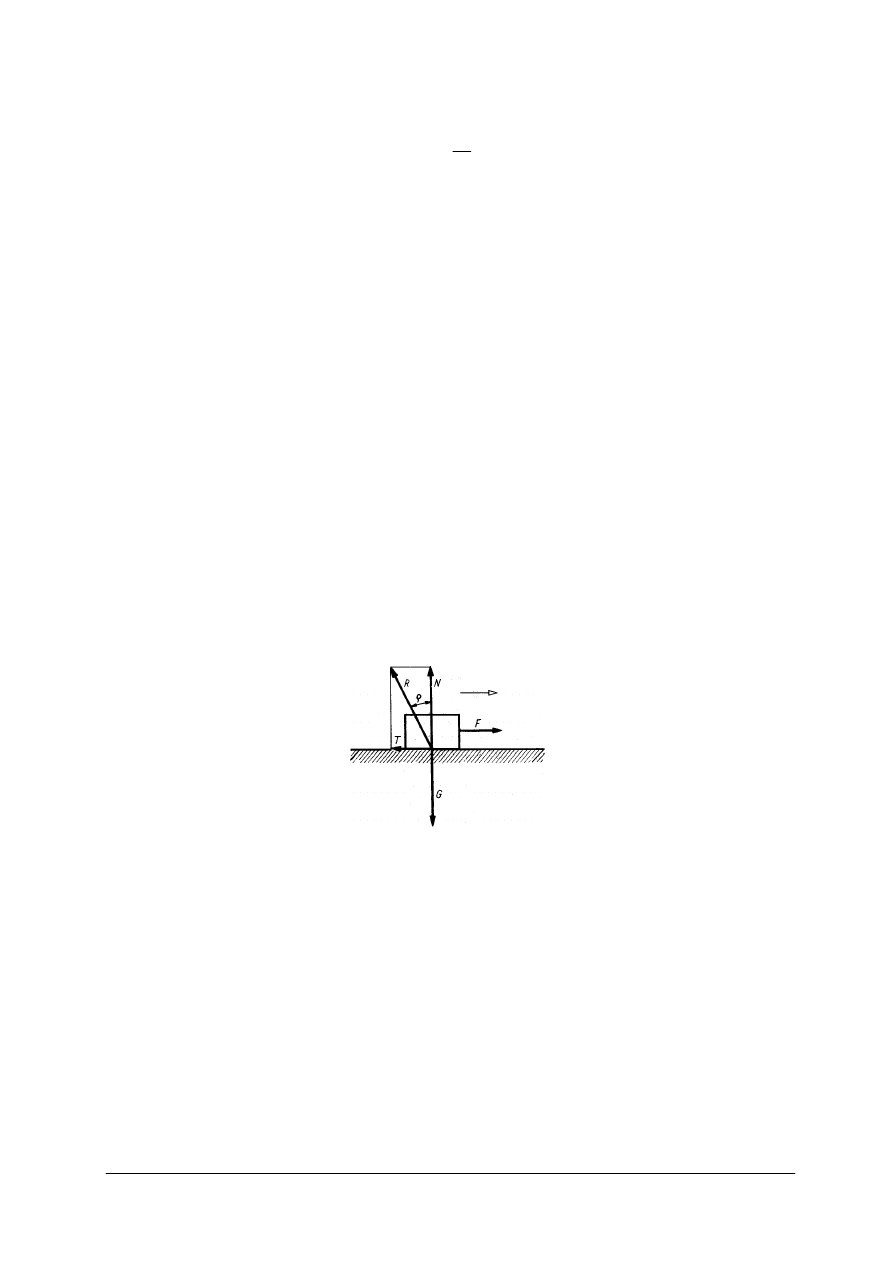
Tarcie ślizgowe
Na ciało leżące na płaszczyźnie poziomej działa siła ciężkości G
G = m • g
gdzie g = 9,81 m/s
2
– przyspieszenie ziemskie oraz siła normalna N, skierowana przeciwnie.
Aby ciało będące w stanie równowagi zaczęło przesuwać wskutek przyłożenia siły F, siła ta
musi być większa od siły tarcia T. Tangens kąta tarcia oznaczamy literą μ i nazywamy
współczynnikiem tarcia ślizgowego.
Współczynnik tarcia ślizgowego jest zmienny i zależy od: rodzaju materiału
i chropowatości stykających się powierzchni; sposobu smarowania współpracujących ze sobą
powierzchni; tego, czy ciało jest w spoczynku, czy w ruchu, nie zależy natomiast od masy
ciała i wielkości stykających się powierzchni.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Tarcie toczne
Siła tarcia tocznego jest mniejsza niż tarcia ślizgowego (rys. 23). Zetknięcie walca
z podłożem nie jest punktowe, lecz na pewnej długości łuku. W związku z tym reakcja N jest
przesunięta względem osi walca o odcinek f, którego wartość w mm jest
nazywana współczynnikiem tarcia tocznego. Każda siła F większa od siły tarcia T wprawi
walec w ruch. Wraz ze wzrostem średnicy toczącego się elementu siła tarcia tocznego maleje.
Rys. 23. Tarcie toczne [1, s. 20]
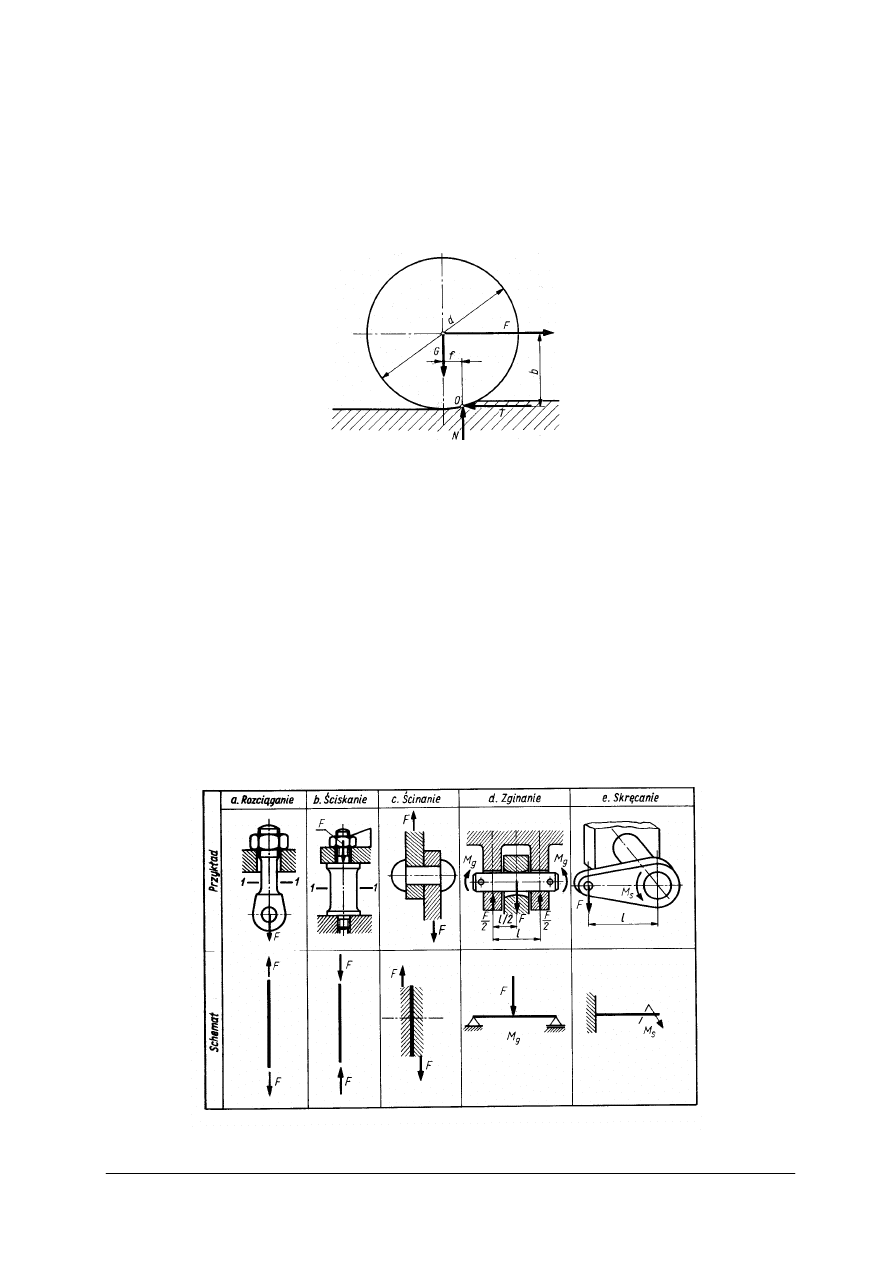
Wytrzymałość materiałów
Podział odkształceń i naprężeń
Zadaniem nauki o wytrzymałości materiałów jest sprawdzenie: czy materiały użyte na
elementy konstrukcyjne maszyn i urządzeń w określonych warunkach są w stanie stawiać
opór siłom zewnętrznym działającym na nie, jakie należy nadawać elementom
konstrukcyjnym kształty, jakie dobierać wymiary i materiały do ich wykonania, aby zapewnić
założoną w obliczeniach trwałość maszyn i urządzeń, z uwzględnieniem jak największej
oszczędności materiałów.
Obliczenia wytrzymałościowe materiałów służą przede wszystkim konstruktorom
umożliwiając im wybór najlepszego rozwiązania konstrukcji maszyny z uwzględnieniem
z jednej strony oszczędności stosowanych materiałów, z drugiej zaś warunków
bezpieczeństwa.
Rys. 24. Typowe obciążenia części maszyn [1, s. 24]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rysunek 24 przedstawia typowe rodzaje obciążeń części maszyn: rozciąganie,
ściskanie, ścinanie, zginanie i skręcanie. Siły zewnętrzne (obciążenia), działając na
element konstrukcyjny, powodują powstanie w nim sił wewnętrznych, które odniesione do
jednostki pola powierzchni przekroju elementu noszą nazwę naprężeń. W zależności od
kierunku działania sił zewnętrznych względem przekroju elementu występujące naprężenia
dzielimy na:
naprężenia normalne – wywołane obciążeniem prostopadłym do rozpatrywanego
przekroju (rozciąganie, ściskanie, zginanie); obliczamy je wg wzoru:
S
F
=
σ
naprężenia styczne – wywoływane obciążeniem równoległym do rozpatrywanego
przekroju (ścinanie, skręcanie); obliczamy je wg wzoru:
S
F
=
τ
Naprężenia dopuszczalne
Naprężenia powstające w próbce podczas jej rozciągania wyraża się stosunkiem siły F do
powierzchni przekroju poprzecznego S
0
tej próbki. W każdym charakterystycznym punkcie
wartości naprężeń będą inne wskutek ciągłego zwiększania siły i zmniejszania się. przekroju
próbki. Naprężenia, które mogą występować w materiale bez obawy naruszenia
warunków wytrzymałości
i
sztywności,
nazywamy
naprężeniami
dopuszczalnymi
i oznaczamy literą k. Dla różnych odkształceń dodajemy w indeksie odpowiedni
wyróżnik, charakteryzujący rodzaj odkształcenia, np.: k
r
– naprężenia dopuszczalne na
rozciąganie, k
c
– naprężenia dopuszczalne na ściskanie, k
g
– naprężenia dopuszczalne na
zginanie, k
t
- naprężenia dopuszczalne na ścinanie, k
s
– naprężenia dopuszczalne na
skręcanie. Warunkiem wytrzymałości materiału jest aby naprężenia rzeczywiste były zawsze
mniejsze, a co najwyżej równe naprężeniom dopuszczalnym.
Własności wytrzymałościowe
Do najważniejszych własności wytrzymałościowych zaliczamy: rozciąganie, ściskanie,
ścinanie, zginanie i skręcanie.
Wytrzymałość na rozciąganie
W próbie rozciągania badany materiał mający kształt pręta o stałym przekroju S, poddaje
się działaniu siły rozciągającej F, skierowanej wzdłuż osi pręta. Wówczas w dowolnym
przekroju prostopadłym do kierunku działania siły powstają naprężenia rozciągające
σ (sigma), których wartość wyraża się wzorem
0
S
F
σ
=
σ – naprężenie rozciągające, F – siła rozciągająca, S
0
– przekrój poprzeczny próbki
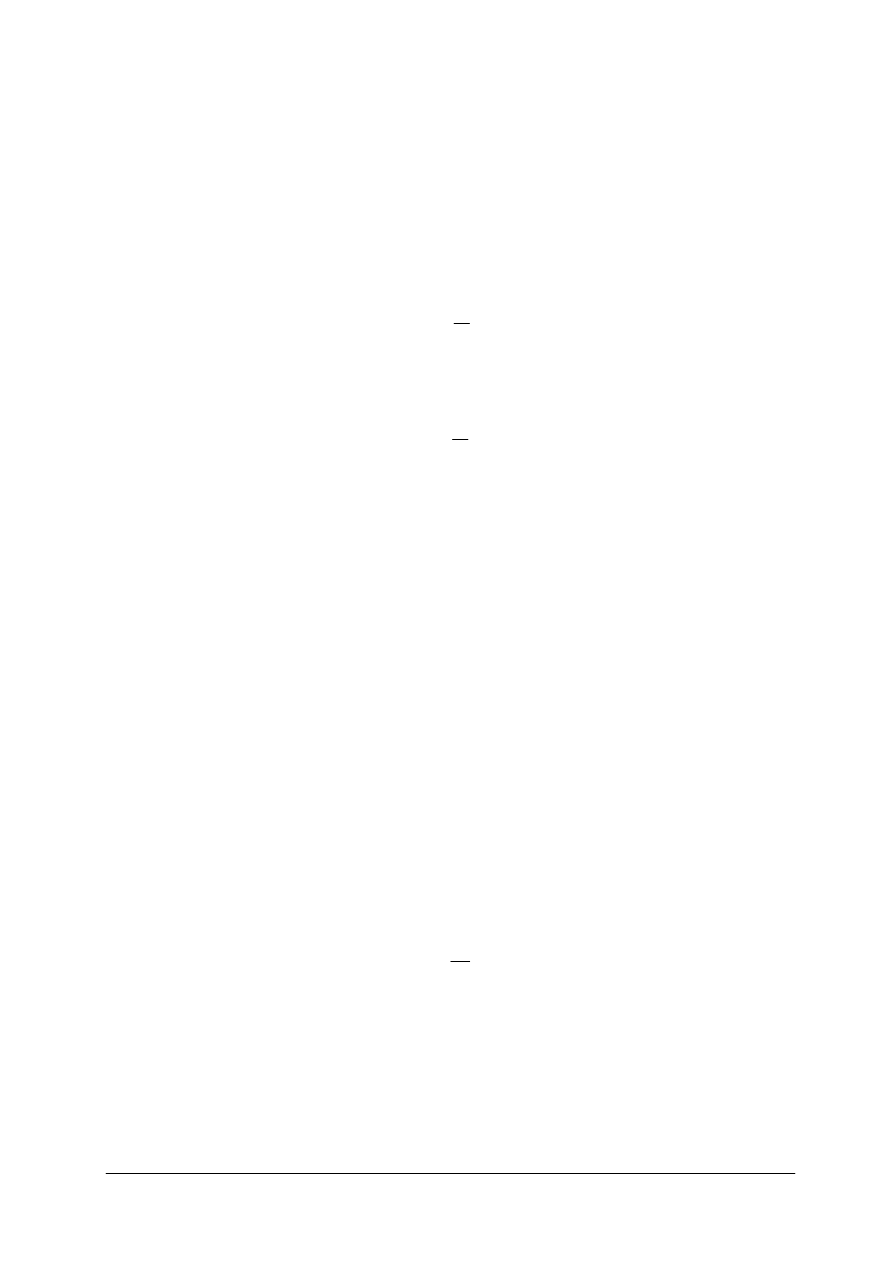
Zgodnie z PN–91/H–04310 w celu scharakteryzowania zachowania się metalu pod
wpływem obciążenia rozciągającego wyznacza się m.in. następujące parametry: wydłużenie
A
p
przewężenie Z, górną granicę plastyczności R
eH
i dolną R
eL
, umowną granicę
plastyczności R
0.2
, naprężenie rozrywające R
u.
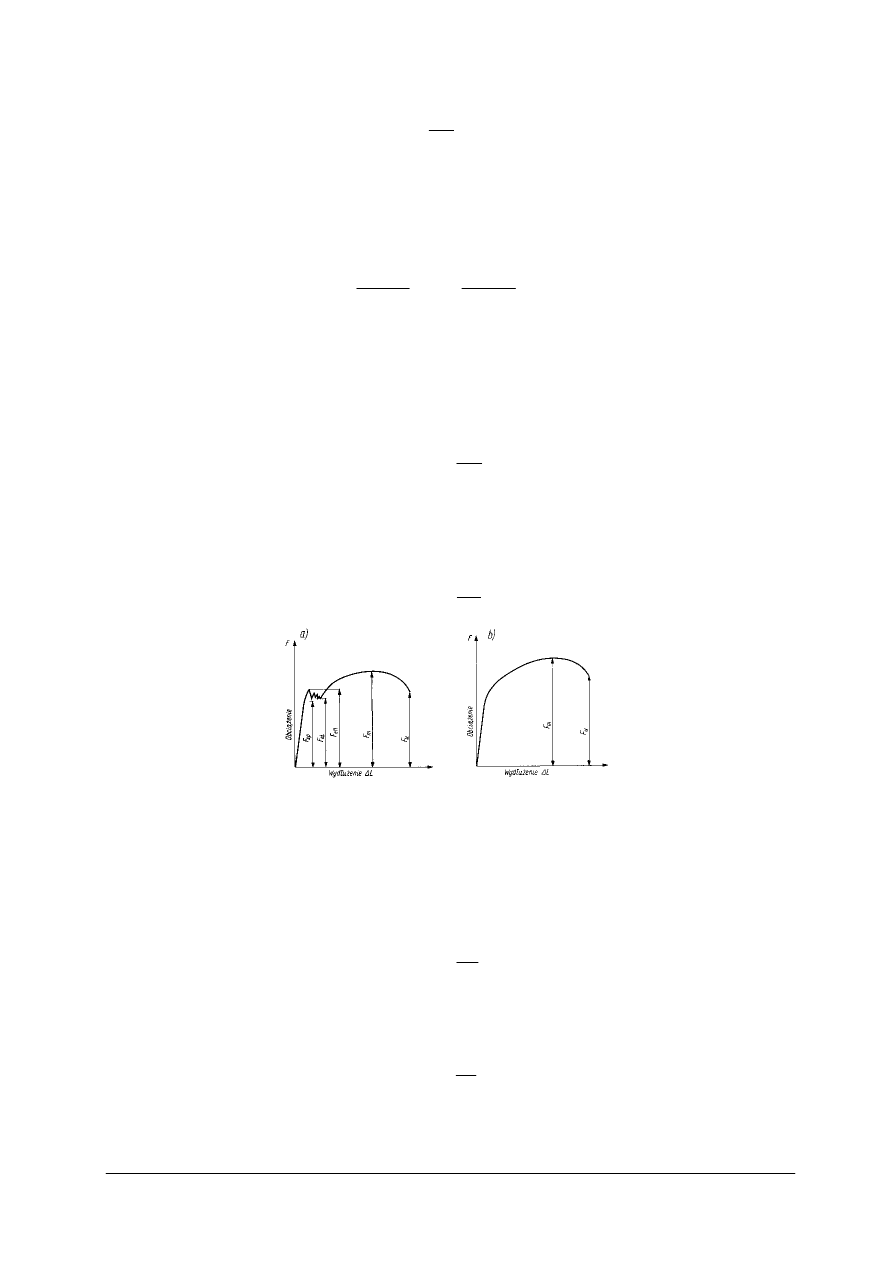
Wydłużenie A
p
to stosunek trwałego wydłużenia ΔL, próbki po rozerwaniu do długości
pomiarowej L
0
, próbki, wyrażony w procentach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
100%
L
ΔL
A
0
p
⋅
=
gdzie: L
0
– początkowa długość pomiarowa próbki. ΔL – przyrost długości próbki po
rozerwaniu
.
Przewężenie Z to zmniejszenie pola powierzchni przekroju poprzecznego próbki, odniesione
do pola jej pierwotnego przekroju.
100%
d
d
d
100
S
S
S
Z
2
0
2
u
2
0
0
u
0
⋅
−
=
⋅
−
=
gdzie: S
0
– pole powierzchni przekroju poprzecznego próbki przed rozerwaniem.
S
u
– pole powierzchni przekroju poprzecznego próbki w miejscu rozerwania.
d
0
– początkowa średnica próbki (przed rozerwaniem).
d
u
– średnica najmniejszego przekroju poprzecznego próbki po rozerwaniu.
Górna granica plastyczności R
eH
to naprężenie rozciągające w chwili nagłego wydłużenia, od
której następuje krótkotrwały spadek wartości siły rozciągającej
0
eH
eH
S
F
R
=
Dolna granica plastyczności R
eL
jest to najmniejsze naprężenie rozciągające, występujące
po przekroczeniu górnej granicy plastyczności.
0
eL
eL
S
F
R
=
Rys. 25. Krzywe rozciągania metali a) z wyraźną granicą plastyczności b) bez wyraźnej granicy plastyczności
[3, s. 208]
Wytrzymałość na rozciąganie R
m
to naprężenie rozciągające odpowiadające największej
sile obciążającej uzyskanej w czasie próby.
0
m
m
S
F
R
=
Naprężenie rozrywające R
u
to naprężenie rzeczywiste występujące w przekroju
poprzecznym próbki S
u
w miejscu przewężenia w chwili rozerwania
u
u
u
S
F
R
=
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 26. Próbka przed i po zerwaniu [3, s.209]
Próbę rozciągania wykonuje się na maszynach zwanych zrywarkami. Obecnie najczęściej
są używane maszyny wytrzymałościowe, które mogą służyć do wykonywania różnych prób
wytrzymałościowych , oprócz próby rozciągania, również prób ściskania, zginania i ścinania.
Wytrzymałość na ściskanie
Wytrzymałość na ściskanie wyznacza się głównie dla materiałów kruchych, np. żeliwa.
Próbka w kształcie walca lub sześcianu jest poddawana działaniu siły w kierunku
prostopadłym do przekroju poprzecznego. Po przekroczeniu pewnego obciążenia próbka
ulega zniszczeniu. Obciążenie to R
c
, zwane wytrzymałością na ściskanie, wyraża się zależnością
0
c
c
S
F
R
=
F
c
– najmniejsza siła powodująca zniszczenie próbki
S
0
– pole początkowego przekroju próbki
Kształt próbki wpływa na wartość wytrzymałości i z tego powodu próba ściskana jest
wykonywana na próbkach, których kształt i wymiary określają normy.
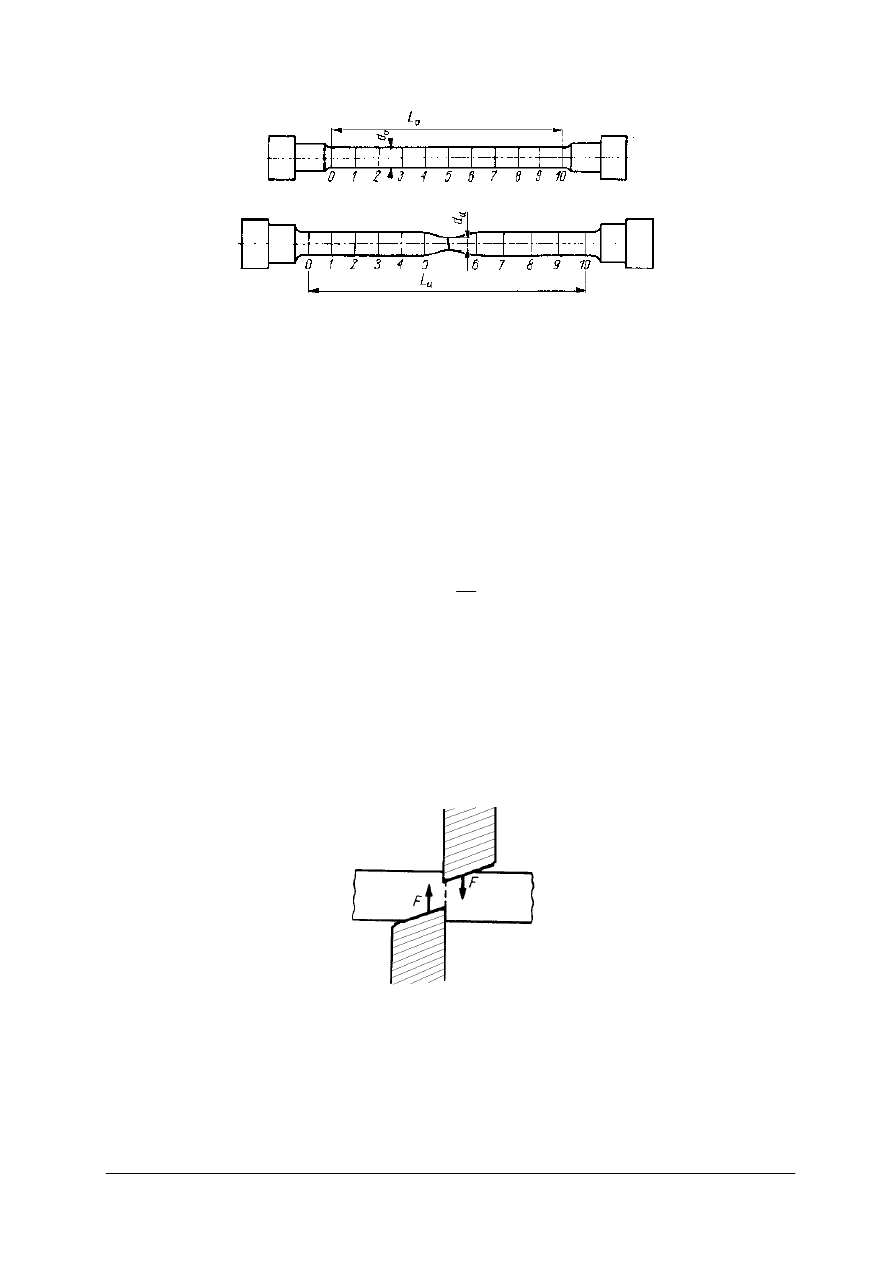
Ścinanie
Ścinanie elementu występuje w wyniku działania dwu sił równoległych o przeciwnych
zwrotach, tworzących parę sił. Ramię działania pary sił jest bardzo małe (rys. 27).
Rys. 27. Ścinanie [1, s. 31]
W przypadku gdyby siły te leżały na wspólnej linii działania, nie wystąpiłoby ścinanie,
lecz ściskanie. Rzeczywiste naprężenia występujące w materiale przy ścinaniu obliczamy
stosując wzór
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
S
F
=
τ
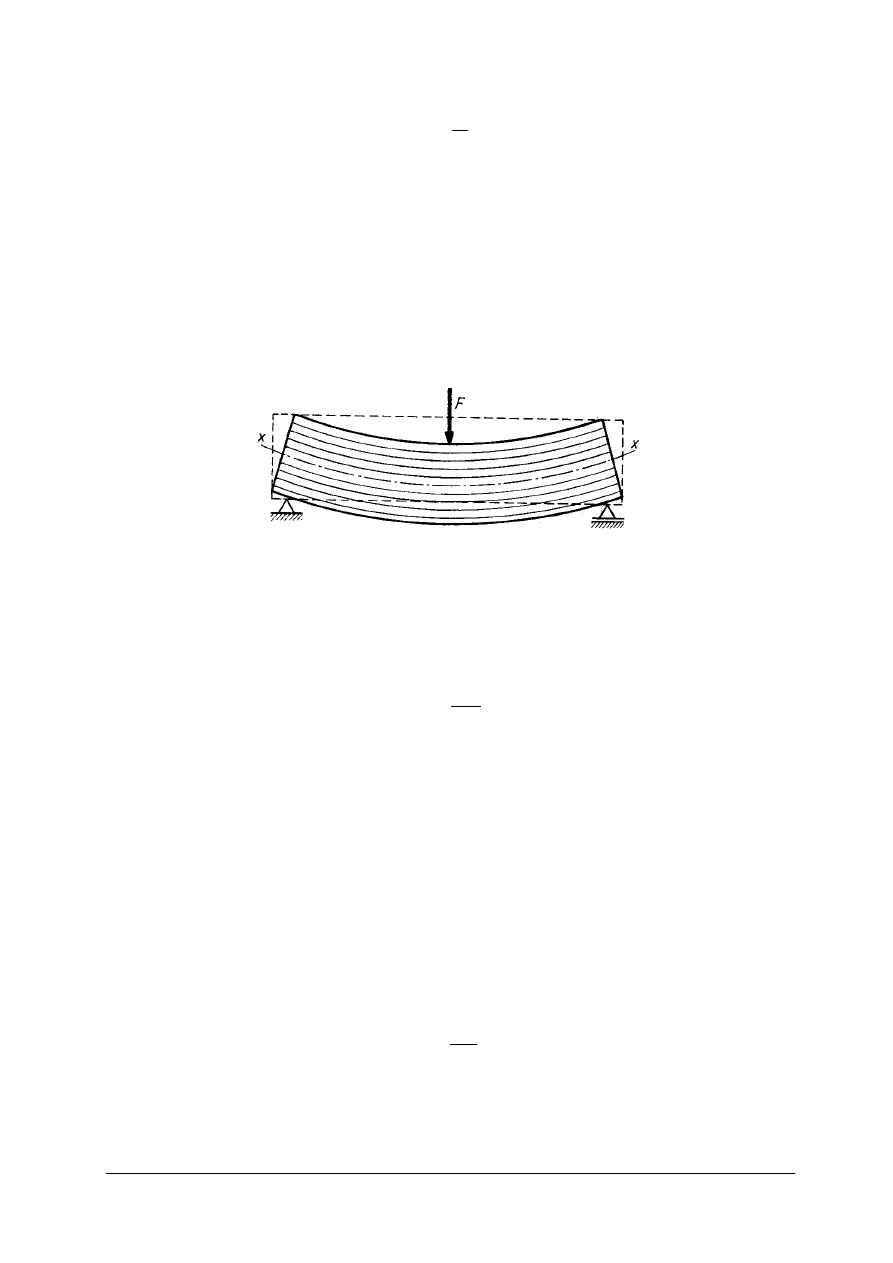
Zginanie
Zginanie najłatwiej można wyjaśnić na przykładzie belki o przekroju prostokątnym,
podpartej na obu końcach, na którą działa siła F (rys. 28). Jeżeli .wyobrazimy sobie, że
materiał belki składa się z włókien ułożonych warstwami, to podczas zginania ulegają one
odkształceniom. Górne włókna są ściskane, dolne zaś rozciągane. Mniej więcej w środku
belki włókna nie ulegają ściskaniu, ani rozciąganiu i tworzą tzw. warstwę obojętną w której
ulegają one tylko zgięciu, nie zaś odkształceniu (skróceniu lub wydłużeniu), jak w
pozostałych przypadkach.
Rys. 28. Schemat zginania [1, s. 36]
Wskutek odkształceń w materiale powstają naprężenia – w górnej części belki
ściskające, a w dolnej rozciągające, które proporcjonalnie maleją do zera w warstwie
obojętnej. Na naprężenia zginające składają się. zatem naprężenia ściskające i rozciągające.
Przy obliczeniach naprężeń zginających korzystamy ze wzoru
W
M
g
g
=
σ
gdzie: σ
g –
naprężenia zginające w [Pa] (w praktyce w MPa),
M
g
– moment zginający [N • m],
W – wskaźnik wytrzymałości przekroju na zginanie [ m
3
],
Naprężenia zginające zależą od: wartości momentu zginającego M
g
i wartości
wskaźnika wytrzymałości przekroju na zginanie W.
Skręcanie
Skręcanie występuje w wyniku przyłożenia pary sił lub siły na ramieniu prostopadle do
osi prętów. Para sił lub siła działająca na ramieniu wywołują moment skręcający M
s
Powoduje on obrót względem siebie równoległych przekrojów pręta, wskutek czego włókna
równoległe do osi ulegają skręceniu o pewien kąt. Naprężenia skręcające oblicza się wg
wzoru
s
s
s
W
M
=
τ
gdzie: τ
s
–
naprężenie skręcające w Pa (w praktyce w MPa), M
s
–moment skręcający w N • m,
W
s
– wskaźnik wytrzymałości przekroju na skręcanie w m
3
.
Wskaźnik wytrzymałości przekroju na skręcanie W
s
jest wielkością charakteryzującą
kształt i wymiary przekroju skręcanego elementu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy ruchem obrotowym?
2. Co nazywamy momentem siły F?
3. Co nazywamy pracą?
4. Co nazywamy mocą?
5. Co nazywamy sprawnością?
6. Co to jest tarcie?
7. Co to jest naprężenie dopuszczalne?
8. Co to jest naprężenie styczne?
9. Co to jest odkształcenie?
10. Co to jest naprężenie normalne?
4.4.3. Ćwiczenia
Ćwiczenie 1
Oblicz prędkość obwodową V i kątową ω wirnika silnika elektrycznego o średnicy
d = 200 mm wykonującego 1410 obr./min.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać dane z polecenia ćwiczenia,
2) wypisać wzory na prędkość obwodową i kątową,
3) obliczyć wartość prędkości obwodowej wstawiając dane do wzoru,
4) obliczyć wartość prędkości kątowej wstawiając dane do wzoru,
5) napisać odpowiedź.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
kalkulator.
Ćwiczenie 2
Jaką średnicę minimalną musi mieć ogniwo łańcucha podnoszącego ładunek o masie
m = 3000 kg jeżeli naprężenie dopuszczalne na rozciąganie wynosi 120 MPa.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać dane z polecenia ćwiczenia,
2) wykonać rysunek,
3) wypisać wzór na naprężenie dopuszczalne,
4) przekształcić odpowiednio wzór,
5) obliczyć średnicę ogniwa łańcucha wstawiając dane do wzoru,
6) otrzymaną wartość podać w zaokrągleniu do pełnych milimetrów,
7) napisać odpowiedź.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
kalkulator.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcia naprężenia i odkształcenia?
2) zdefiniować pojęcie naprężenia dopuszczalnego?
3) określić pracę, moc, energię i sprawność?
4) rozróżnić prędkość obwodową i prędkość kątową?
5) wyjaśnić pojęcie tarcia?
6) rozróżnić tarcie ślizgowe i tarcie toczne?
7) wyjaśnić pojęcie ścinania?
8) wyjaśnić pojęcie zginania?
9) określić pojęcia siła, moment siły?
10) wyjaśnić pojęcie para sił?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.5. Części maszyn
4.5.1. Materiał nauczania
Połączenia
Połączenia służą do powiązania elementów maszyny w całość. Ogólnie dzieli się je na:
nierozłączne i rozłączne.
Połączenia nierozłączne to takie, których elementy przy ich rozłączaniu ulegają
zniszczeniu. Należą do nich połączenia: nitowe, spawane, zgrzewane, lutowane, klejowe
i wciskowe.
Połączenia
rozłączne
to
takie,
które
można
wielokrotnie
rozłączyć
bez
uszkadzania elementów. Należą do nich połączenia: gwintowe, wpustowe, wielowypustowe,
kołkowe, sworzniowe i klinowe. Ponadto połączenia dzieli się na spoczynkowe i ruchowe.
Połączenia nitowe
Połączenia nitowe są zaliczane do połączeń spoczynkowych. Połączenie blach lub
kształtowników za pomocą nitów polega na skojarzeniu otworów wykonanych
w wymienionych elementach o średnicy nieco większej niż średnica trzonu nitu. Po włożeniu
nitów w otwory następuje ich zamykanie (ręcznie lub maszynowo), dzięki któremu uzyskuje
się odpowiednie ukształtowanie zakuwki.
Nitowanie odbywa się na zimno lub na gorąco. Na zimno zakuwa się łby z metali
nieżelaznych oraz stalowe o średnicy do 9 mm. Przy zakuwaniu na gorąco należy przewidzieć
większą średnicę otworu w łączonych elementach – ze względu na rozszerzalność
temperaturową nitu.
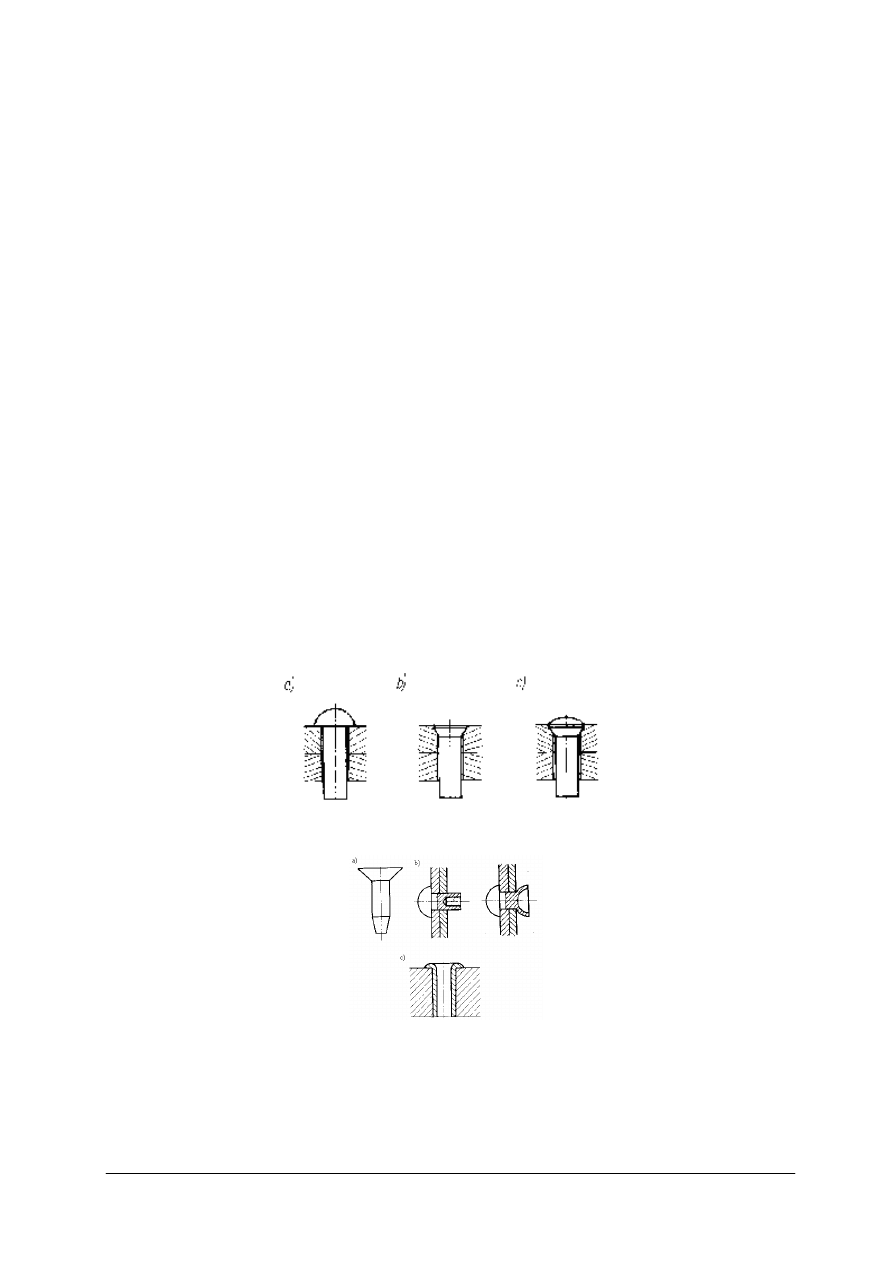
Nity dzielimy na normalne rys. 29 i specjalne rys. 30.
Rys. 29. Nity normalne, a) z łbem kulistym, b) z łbem płaskim, c) z łbem soczewkowym [1, s. 45]
Rys. 30. Nity normalne, a) pasowy b) wybuchowy, c) rurkowy [1, s. 45]
Nity specjalne stosuje się przy połączeniach w których dostęp z jednej strony jest
niemożliwy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Połączenia spawane
Połączenia spawane w budowie maszyn występują najczęściej. Spawanie polega na
łączeniu metali przez ich miejscowe stopienie, dzięki czemu cząsteczki metali wzajemnie do
siebie przenikają. Najczęściej jest spotykane spawanie gazowe i elektryczne.
Spawanie gazowe, przeważnie acetylenowo-tlenowe, jest stosowane do łączenia cienkich
blach oraz cięcia kształtowego blach grubych. Ma zastosowanie również w regeneracji
i naprawach części maszyn, w szczególności w produkcji jednostkowej i małoseryjnej.
Spawanie
elektryczne,
może
się
odbywać
elektrodami
topliwymi
lub
nietopliwymi. Podczas spawania elektrodą topliwą następuje stapianie elektrody, w wyniku
czego wraz z materiałem tworzy ona spoinę. Podczas spawania elektrodą nietopliwą elektroda
służy tylko do podtrzymywania łuku elektrycznego. Spoiwo jest dostarczane w postaci
drutów z materiałów odpowiednich do materiałów łączonych elementów.
Spośród powszechnie spotykanych połączeń spawanych należy wymienić złącza
(spoiny), czołowe, pachwinowe i otworowe. Łączenie czołowe cienkich blach nie wymaga
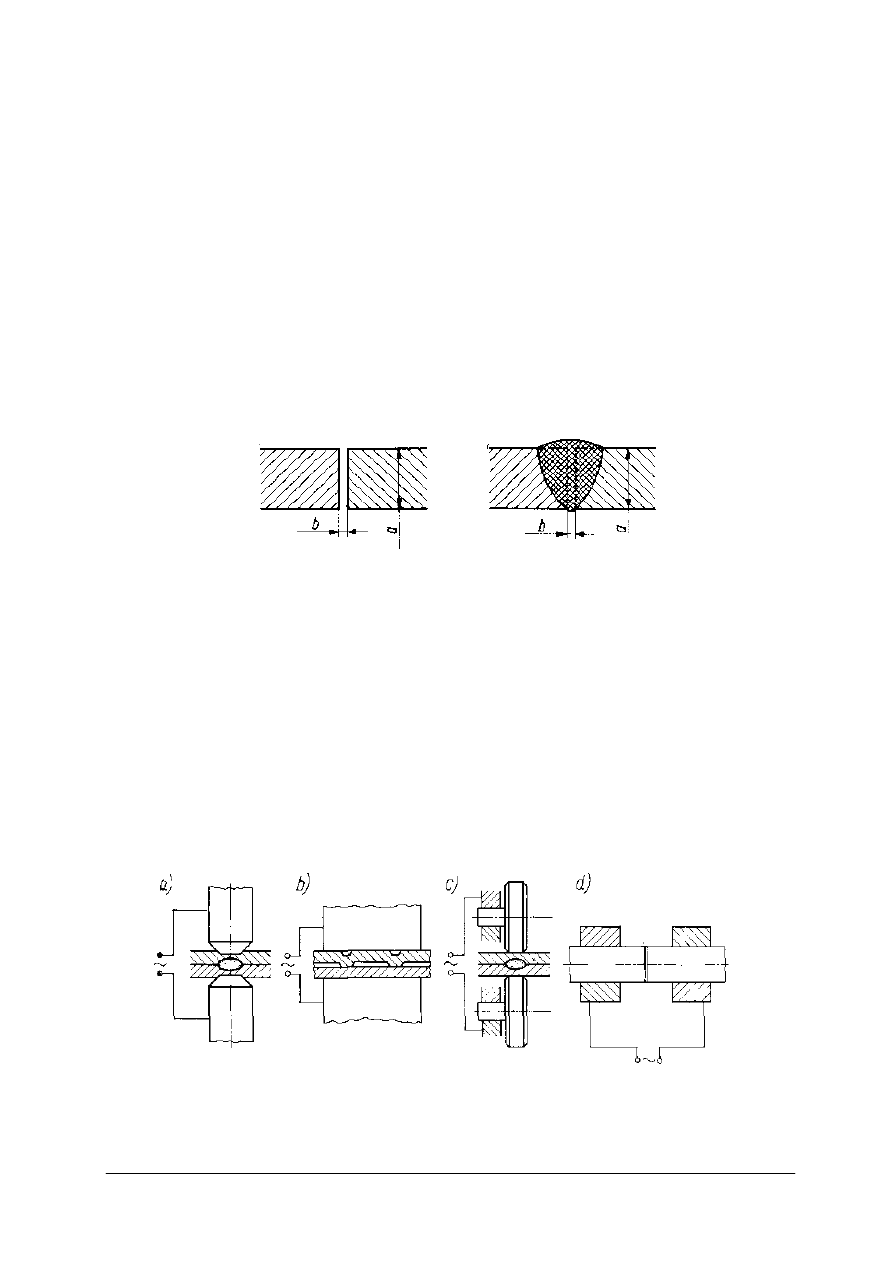
wstępnego przygotowania ich krawędzi (rys. 31).
Rys. 31. Spoina czołowa [1, s. 48]
W przypadku spawania czołowego grubszych blach krawędzie łączonych elementów
powinny być odpowiednio ukształtowane w celu zapewnienia prawidłowego przetopu
materiałów, a tym samym dużej wytrzymałości złącza.
W połączeniach spawanych najczęściej stosuje się spoiny pachwinowe. Nie wymagają
one wstępnego kształtowania krawędzi łączonych elementów i jest zapewniona duża
wytrzymałość złącza.
Zgrzewanie oporowe
Polega ono na wywołaniu przepływu prądu elektrycznego przez elektrody i łączone
elementy. Wskutek dużego oporu (rezystancji) w łączonych miejscach wytwarza się
ciepło, powodujące uplastycznienie materiału, podczas gdy elektrody jednocześnie dociskają
elementy do siebie. Zgrzewanie oporowe może być; punktowe, garbowe, liniowe i doczołowe
(rys. 32).
Rys. 32. Metody zgrzewania oporowego [1, s. 52]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Zgrzewanie oporowe punktowe i liniowe (rys. 32 a, c) stosuje się do cienkich blach, grubości
do kilku mm. Zgrzewanie liniowe jest stosowane w połączeniach, od których wymaga się
szczelności.
W przypadku zgrzewania grubszych elementów stosuje się zgrzewanie garbowe rys. 32b.
Zgrzewanie doczołowe polega na łączeniu płaszczyzn czołowych elementów (rys. 32d).
Doczołowo zgrzewa się np. część skrawającą noża tokarskiego (wykonaną bardzo drogiej
stali szybkotnącej) z częścią chwytową (z tańszej stali konstrukcyjnej).
Połączenia lutowane
Podczas lutowania nie zachodzi zjawisko nadtapiania materiałów łączonych
elementów, lecz zwilżanie powierzchni roztopionym lutem, który dyfunduje w głąb
materiałów. Zatem temperatura topnienia lu tu musi być niższa od temperatury
topnienia łączonych materiałów. Ze względu na zakres temperatury rozróżnia się
lutowanie: lutami miękkimi, których temperatura topnienia wynosi poniżej 500°C i lutami
twardymi, których temperatura topnienia jest większa niż 500°C.
Połączenia wciskowe
Połączenia wciskowe mogą być zaliczone zarówno do połączeń nierozłącznych, jak
i rozłącznych. Powstają dzięki odkształceniom sprężystym materiałów w wyniku
wciśnięcia części wewnętrznej o większym wymiarze w część zewnętrzną o wymiarze
mniejszym. Rozróżnia się połączenia wciskowe: wtłaczane – uzyskiwane przez wzajemne
wtłaczanie na zimno łączonych elementów o jednakowym wymiarze nominalnym.
i skurczowe, uzyskiwane przy kojarzeniu elementów o różnych, lecz zbliżonych wymiarach
nominalnych. Połączenie skurczowe można otrzymać w wyniku ogrzania części zewnętrznej,
oziębienia części wewnętrznej lub zastosowania obu tych sposobów jednocześnie. Wskutek
ogrzania części zewnętrznej, np. w piecu elektrycznym, następuje zwiększenie jej wymiarów
(średnicy otworu) i można wtedy swobodnie nasunąć ją na część wewnętrzną. W wyniku
oziębienia części wewnętrznej jej wymiary ulegają zmniejszeniu, lecz po umieszczeniu w
części zewnętrznej w temperaturze otoczenia część wewnętrzna powraca do pierwotnych
wymiarów i powstaje połączenie.
Zaletami połączeń wciskowych są: prostota i łatwość wykonania, brak elementów
pomocniczych, zachowanie współosiowości, możliwość przenoszenia dużych obciążeń. Wadami
tych połączeń są: konieczność bardzo dokładnego wykonania łączonych elementów, duże
naprężenia montażowe, zależność wytrzymałości połączeń od temperatury pracy. Połączenia
wciskowe często stosuje się np. podczas osadzania łożysk ślizgowych.
Połączenia gwintowe
Połączenia gwintowe są powszechnie stosowane w budowie maszyn, należą do
połączeń rozłącznych. W zależności od kierunku nawijania linii śrubowej rozróżnia się gwinty
prawozwojowe i gwinty lewozwojowe.
Gwinty mają różne zarysy i z tego względu dzieli się je na następujące podstawowe
rodzaje: gwinty metryczne o zarysie trójkątnym, gwinty rurowe walcowe o zarysie
trójkątnym, lecz o zaokrąglonych wierzchołkach, gwinty trapezowe symetryczne i gwinty
trapezowe niesymetryczne, gwinty okrągłe o zaokrąglonym zarysie. Gwinty trójkątne
metryczne i rurowe mogą być zwykłe lub drobnozwojowe.
Wkręty różnią się od śrub tym, że mają łby z naciętym rowkiem (rys. 33), służącym do
przykręcania ich wkrętakiem.
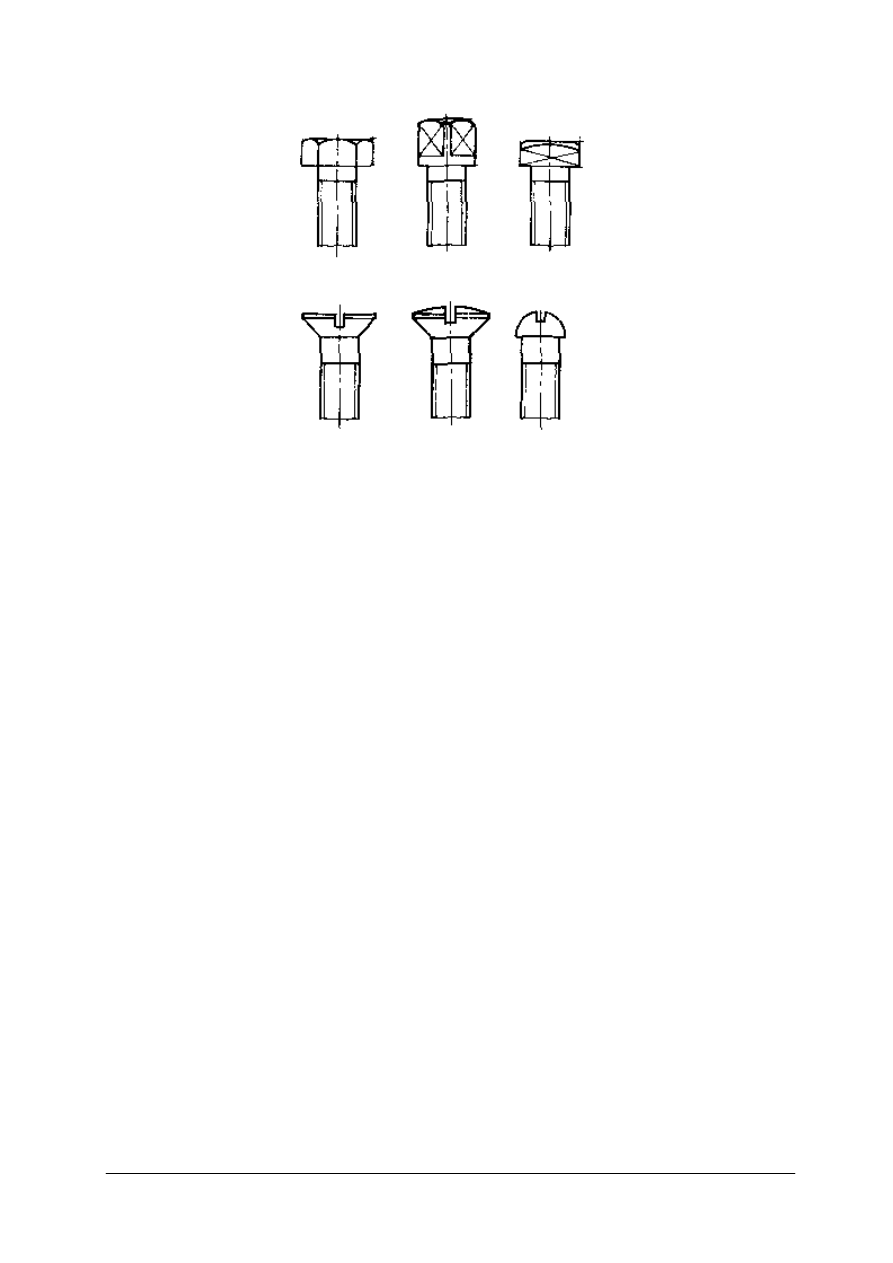
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Rys. 33. Śruby i wkręty [1, s.60]
Nakrętki są elementami współpracującymi ze śrubami i wkrętami.
W celu zmniejszenia nacisku powierzchniowego między łbem śruby, łbem wkręta lub
nakrętką a powierzchnią łączonych elementów stosuje się podkładki.
Na skutek wstrząsów i drgań, przenoszonych przez niektóre łączniki gwintowe,
istnieje możliwość ich luzowania. W celu wyeliminowania tego zjawiska łączniki
powinny być ustalane za pomocą podkładek sprężystych, zawleczek itp.
Połączenia wpustowe
Połączenia wpustowe należą do połączeń ruchowych, przenoszą bowiem moment
obrotowy. Tworzą je wpusty łączące piasty kół zębatych, pasowych itp. z wałem. Będąc
elementem pośredniczącym między piastą a wałem, wpust uniemożliwia obrót koła względem
wału. Aby możliwy był jego montaż, w czopie wału i w piaście koła wykonuje się
odpowiedni rowek. W połączeniach wpustowych spoczynkowych, t j. takich, w których koło
nie przesuwa się wzdłuż osi wału, wpust jego mocno wciśnięty w rowek czopa i piasty
natomiast w połączeniach wpustowych przesuwnych wpust jest mocno wciśnięty w rowek
czopa i luźno osadzony w rowku piasty.
W zależności od kształtu wpusty dzieli się na: pryzmatyczne (rys. 34a) i czółenkowe
(rys. 34b) połączeniach ruchowych wpusty o szerokości większej niż 14 mm są przykręcane
do czopa wkrętami (rys. 34c).
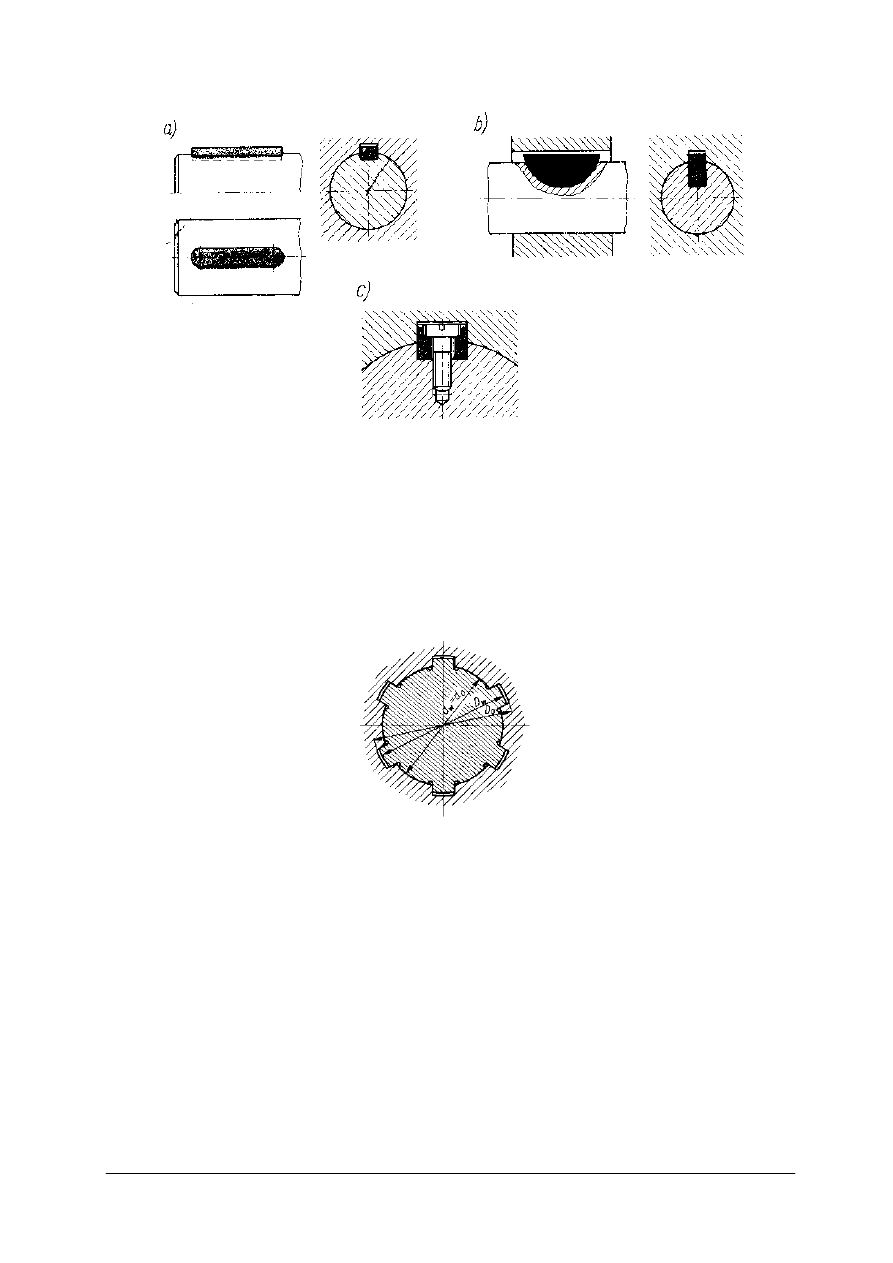
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Rys. 34. Połączenia wpustowe: a) wpustem pryzmatycznym, b) wpustem czółenkowym, c) wpustem
pryzmatycznym przykręcanym [1, s. 64]
Połączenia wielowypustowe
Połączenia wielowypustowe są zaliczane do połączeń ruchowych i podobnie ja k
połączenia wpustowe przenoszą moment obrotowy, a ponadto środkują piasty kół na czopach.
Połączenia te mogą przenosić większe obciążenia niż połączenia wpustowe, gdyż naciski
rozkładają się równomiernie na wszystkie wypusty. Połączenia wielowypustowe są
powszechnie stosowane w samochodowych skrzynkach biegów, obrabiarkach i sprzęgłach.
Rys. 35. Połączenie wielowypustowe [1, s. 65]
Połączenia klinowe
Połączenia klinowe są zaliczane do połączeń rozłącznych spoczynkowych. Klin jest
elementem, którego powierzchnie robocze (płaskie lub walcowe) są zbieżne względem
siebie, tworząc niewielki kąt rozwarcia α. W zależności od kształtu rozróżnia się kliny
dwustronne i jednostronne. Charakterystycznym parametrem klinów dwustronnych jest ich
zbieżność C, a klinów jednostronnych pochylenie S.
Rozróżniamy połączenia klinowe poprzeczne, w których oś klina jest prostopadła do
osi łączonych elementów połączenia takie są stosowane do łączenia wałów i tulei,
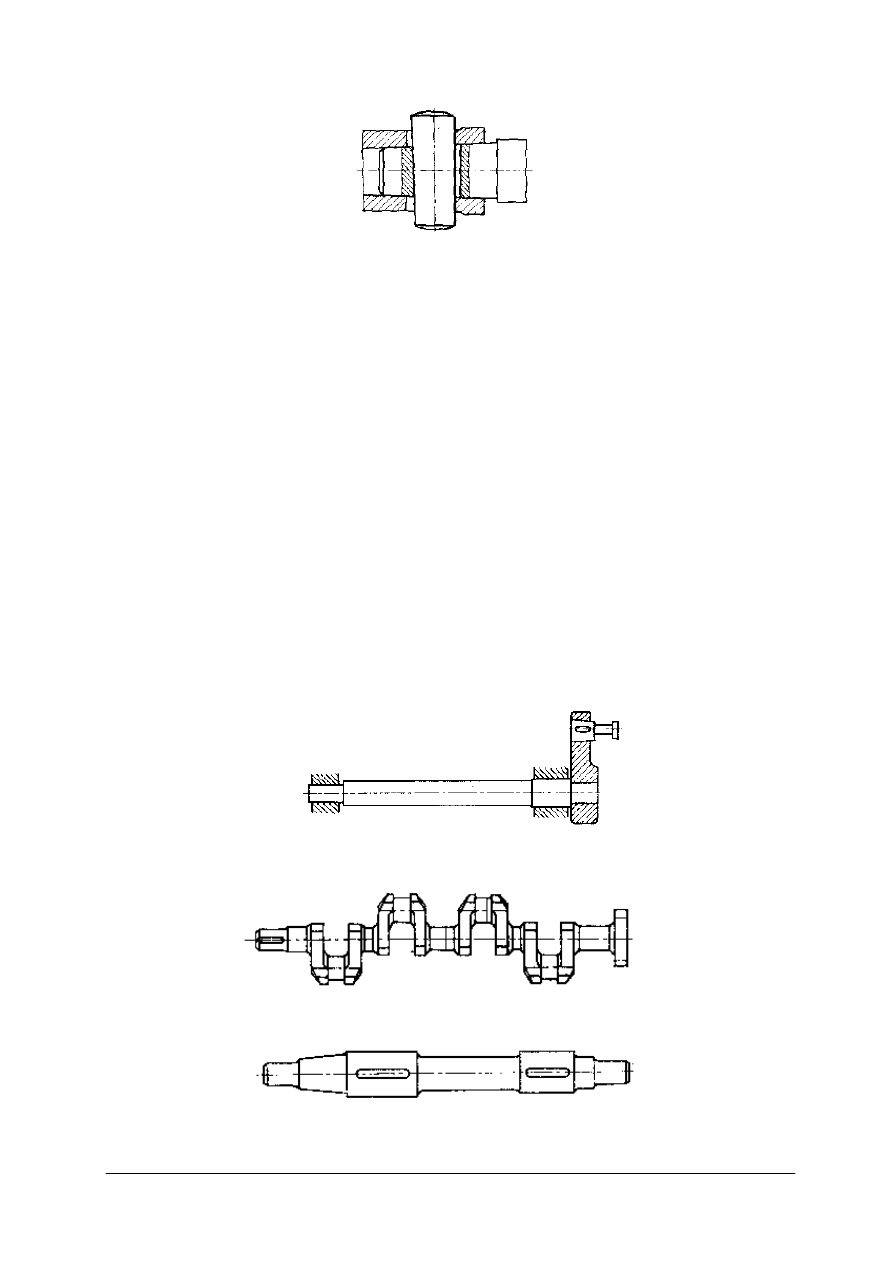
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 36. Połączenie klinowe poprzeczne, [1, s. 66]
połączenia klinowe wzdłużne o osi klina usytuowanej równolegle względem osi łączonych
elementów. Połączenia takie są stosowane do łączenia wałów z piastami kół
pasowych, zębatych itp. Stosuje się także połączenia klinowe nastawne umożliwiające
regulację wzajemnego położenia kojarzonych elementów oraz utrzymanie stałego napięcia
w połączeniu mimo zużywania się tych elementów.
Osie i wały
Osie i wały to części maszyn w kształcie prętów, nieraz znacznej długości, osadzone
w łożyskach i podtrzymujące inne części maszyn, które poruszają się ruchem obrotowym lub
obrotowo – zwrotnym Wały wykonują ruch obrotowy i służą do wzdłużnego przenoszenia
momentu obrotowego. Wały są narażone na równoczesne skręcanie i zginanie. Jeżeli na
części podtrzymywane przez wał działa obciążenie osiowe (np. w przypadku kół zębatych
stożkowych, kół ślimakowych itp.), wówczas wał jest dodatkowo narażony na rozciąganie lub
ściskanie. Niekiedy wały nie podtrzymują żadnych części maszyn (np. samochodowy wał
napędowy w sprzęgle Cardana) i wtedy na wał działają tylko obciążenia skręcające.
Ze względu na kształt rozróżniamy wały proste, korbowe rys. 37
i wykorbione rys. 38;
wśród wałów prostych rozróżnia się wały gładkie i kształtowe. Szczególnymi przypadkami
wałów kształtowych są: wał schodkowy, wał kołnierzowy, służący do przyłączania sąsiednich
odcinków wału lub innych części, oraz wał grzebieniowy, służący do przenoszenia obciążenia
wzdłużnego.
Rys. 37. Wał korbowy [4, s. 7]
Rys. 38. Wał wykorbiony [4, s. 7]
Rys. 39. Wał kształtowy z odcinkiem stożkowym [4, s. 7]
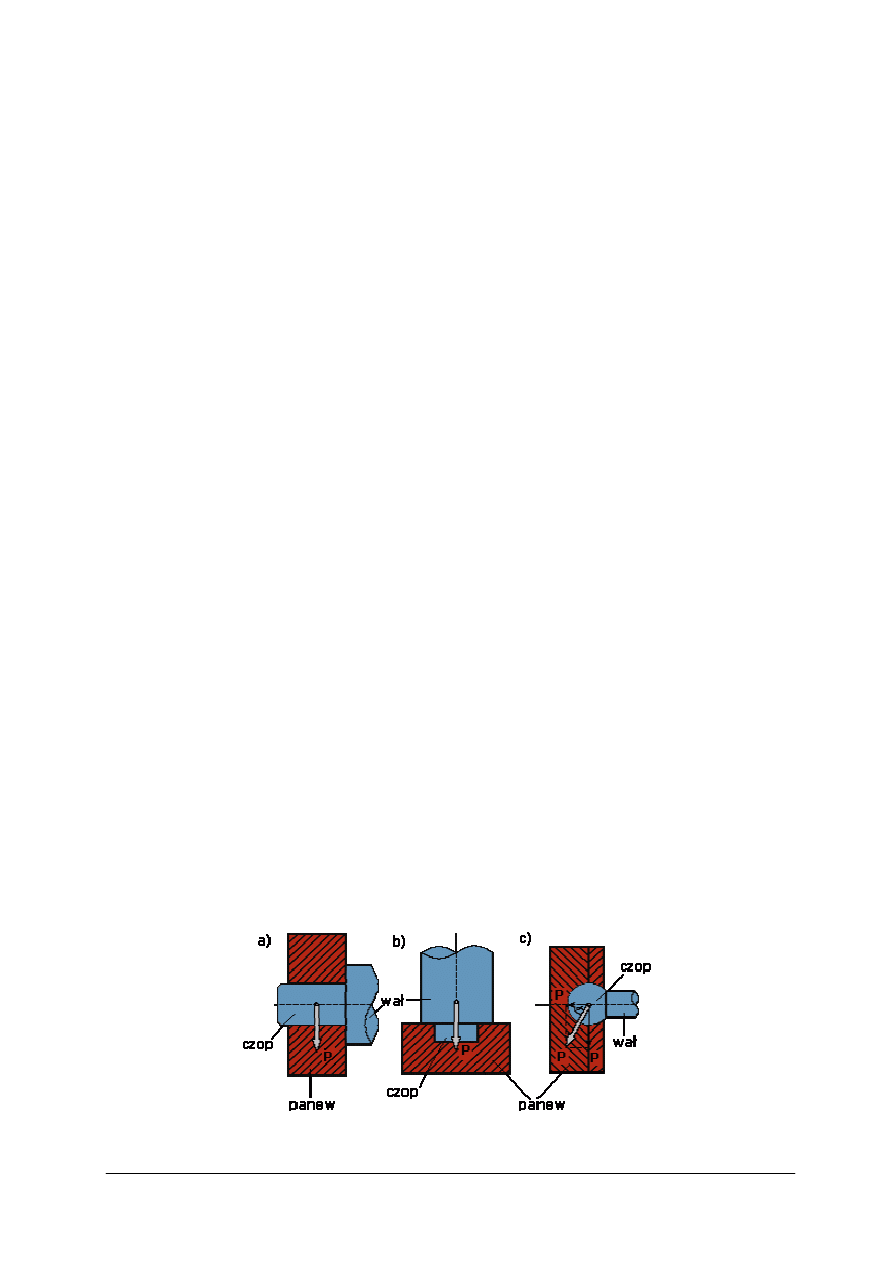
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Ze względu na liczbę podpór łożysk rozróżniamy wały dwu-, trój- lub wielopodporowe
oraz – stosowane wyjątkowo – wały jednopodporowe.
Osie podtrzymują inne części maszyn, lecz nie przenoszą momentu obrotowego. Poddane
są działaniu sil poprzecznych i momentów zginających. Podobnie jak wały, osie mogą być
także narażone dodatkowo na rozciąganie lub ściskanie. Rozróżniamy osie ruchome np. osie
wagonowe, oraz osie stałe np. oś bębna linowego. Pierwsze obracają się wraz z osadzonymi
na nich częściami maszyn, drugie są w trwałym spoczynku, a tylko części na nich osadzone
wykonują ruch obrotowy.
Do podstawowych wymagań, które powinny spełniać osie i wały, należą: dostateczna
wytrzymałość i sztywność, odporność na zużycie powierzchni narażonych na ścieranie;
technologiczność konstrukcji. Materiały, z których są wykonywane osie i wały, powinny być
tak dobrane, aby ich wytrzymałość odpowiadała wartościom i rodzajom powstających w nich
naprężeń.
Łożyska
W celu zapewnienia prawidłowej pracy elementów maszyn poruszających się ruchem
obrotowym powinno być zachowane stałe położenie osi obrotu wałów względem korpusu
maszyny. Zadanie to spełniają łożyska, a ustalanie położenia osi i wałów względem korpusu
maszyn i urządzeń nazywa się łożyskowaniem. Łożyska są obciążone siłami wynikającymi
z ciężaru wałów i osadzonych na nich elementów oraz siłami pochodzącymi od
obciążenia wałów i osi. Aby łożyska spełniały podane zadania, powinny się charakteryzować
małymi oporami ruchu, stabilną pracą, niezawodnością działania oraz odpornością na zużycie.
Powinny też spełniać określone wymagania technologiczno – konstrukcyjne.
Łożyska dzieli się na ślizgowe i toczne. W łożyskach ślizgowych powierzchnia czopa
wału ślizga się po powierzchni panewki lub bezpośrednio po powierzchni otworu łożyska.
W łożyskach tocznych między współpracującymi powierzchniami czopa i łożyska są
umieszczone elementy toczne np. kulki, wałki.
Łożyska ślizgowe wykonywane są z bardzo różnych materiałów, począwszy od
standardowych stopów łożyskowych, brązów, czy też stali skończywszy na tworzywach
sztucznych.
Podział łożysk ślizgowych można przeprowadzić na wiele sposobów np. podział ze
względu na kierunek obciążeń, działających na łożysko:
−
poprzeczne (rys. 40a), przeznaczone do przejmowania obciążeń prostopadłych do osi
obrotu wału,
−
wzdłużne (rys. 40b), obciążone siłami działającymi zgodnie z kierunkiem osi obrotu
wału,
−
poprzeczno-wzdłużne (rys. 40c), przeznaczone do przejmowania obciążeń zarówno
prostopadłych, jak i zgodnych z kierunkiem osi obrotu.
Rys. 40. Rodzaje obciążenia łożysk ślizgowych. a) poprzeczne, b) wzdłużne, c) poprzeczno-wzdłużne
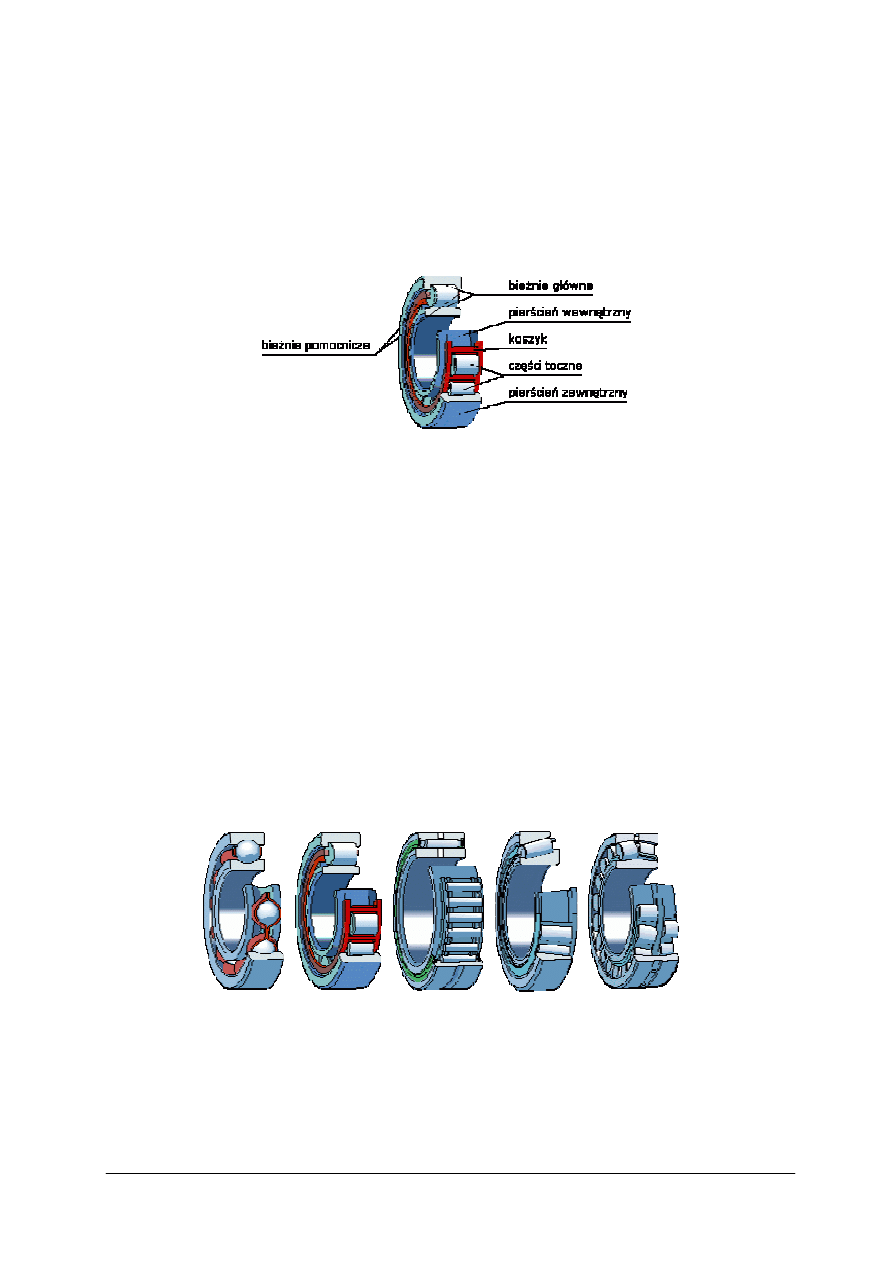
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Łożyska toczne
Podstawowymi elementami łożyska tocznego są:
−
części toczne,
−
koszyk,
−
pierścienie z bieżniami.
Między pierścieniami znajdują się ujęte koszykiem elementy toczne.
Rys. 41. Części składowe łożyska tocznego
Podział łożysk tocznych
Nazwy poszczególnych rodzajów łożysk tocznych wynikają z ich klasyfikacji według
następujących kryteriów:
−
kąta działania (promieniowe i osiowe),
−
kształtu części tocznych (kulkowe, walcowe, igiełkowe, stożkowe, baryłkowe),
−
możliwości wzajemnego wychylanie się pierścieni (zwykłe, wahliwe i samonastawne),
−
uzupełniających cech konstrukcyjnych, jak np. liczby rzędów części tocznych.
Łożyska, ze względu na kształt, części tocznych, można podzielić na:
−
kulkowe,
−
wałeczkowe,
−
walcowe,
−
igiełkowe,
−
stożkowe,
−
baryłkowe.
kulkowe
walcowe
igiełkowe
stożkowe
baryłkowe
Rys. 42. Rodzaje łożysk tocznych ze względu na kształt części tocznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Łożyska, ze względu na ilość rzędów części tocznych, można podzielić na:
−
jednorzędowe,
−
dwurzędowe,
−
wielorzędowe.
Sprzęgła
Sprzęgło to zespół układu napędowego maszyn, przeznaczony do łączenia wałów
i przekazywania momentu obrotowego z wału czynnego na wał bierny, bez zmiany kierunku
ruchu obrotowego. Sprzęgło składa się z członu czynnego, członu biernego i łącznika. Dzięki
wynalazkowi sprzęgła silniki, zespoły układu napędowego oraz mechanizmy robocze można
wykonywać w postaci odrębnych zespołów maszyn i urządzeń, a następnie łączyć je w całość
podczas montażu.
Sprzęgła można klasyfikować stosując różne kryteria np. wykonywane przez sprzęgło zadania,
rozwiązania konstrukcyjne, sposób włączania czy rodzaj łącznika przekazującego moment
obrotowy.
Sprzęgła sztywne stosowane są kiedy wały mają zapewnioną dużą dokładność
współosiowości. Jeżeli nie można zapewnić współosiowości stosowane są sprzęgła samonastawne.
Sprzęgła te mogą również likwidować skutki przesunięcia się wału wzdłuż swojej osi lub jego
wydłużenia. Sprzęgła samonastawne przegubowe umożliwiają łączenie wałów, których osie
przecinają się pod kątem ostrym.
Inne sprzęgła stanowią zabezpieczenie współpracujących urządzeń przed szkodliwymi
skutkami nagłych przeciążeń (np. przy uruchamianiu maszyny) oraz przed przenoszeniem
drgań. Zadanie to wykonują sprzęgła podatne. Sprzęgła bezpieczeństwa stosujemy
w przypadkach, gdy wskutek wzrostu obciążenia powinno nastąpić rozłączenie wałów.
Często są również stosowane sprzęgła sterowane, umożliwiające rozłączenie wałów bez
zatrzymania silnika lub przełączanie mechanizmów związanych ze zmianą prędkości
obrotowej.
Normalizacja i zasady doboru sprzęgieł
Sprzęgła są zespołami, które ze względu na szerokie zastosowanie najczęściej są
produkowane niezależnie od maszyn i urządzeń. Wiele sprzęgieł podlega normalizacji
i wówczas parametry ich budowy są podane w Polskich Normach, Niektóre rodzaje sprzęgieł
są stosowane w węższym zakresie i wówczas są produkowane według rozwiązań ustalanych
przez zakłady wytwórcze w uzgodnieniu z odbiorcami.
Podstawowym parametrem charakteryzującym pracę sprzęgła jest przenoszony moment
obrotowy.
W celu zastosowania właściwego sprzęgła należy na podstawie zadań, jakie ma ono
spełniać, określić rodzaj sprzęgła i jeśli będzie to sprzęgło znormalizowane – dobrać
z katalogu odpowiednią jego wielkość. Doboru sprzęgieł z norm i katalogów dokonuje się
w zasadzie na podstawie maksymalnego momentu obrotowego.
Sprzęgła nierozłączne
Sprzęgłami nierozłącznymi nazywa się sprzęgła, w których człon czynny i człon
bierny są połączone trwale. Sprzęgła te stosuje się w przypadkach, gdy rozłączanie członów
następuje jedynie przy demontażu maszyny. Sprzęgła nierozłączne dzielą się na:
−
sprzęgła sztywne, uniemożliwiające przesunięcia względne między członami w czasie
eksploatacji,
−
sprzęgła samonastawne, pozwalające na niewielkie przesunięcia wzdłużne i poprzeczne
wałów,
−
sprzęgła podatne, w których łącznikiem są elementy sprężyste.
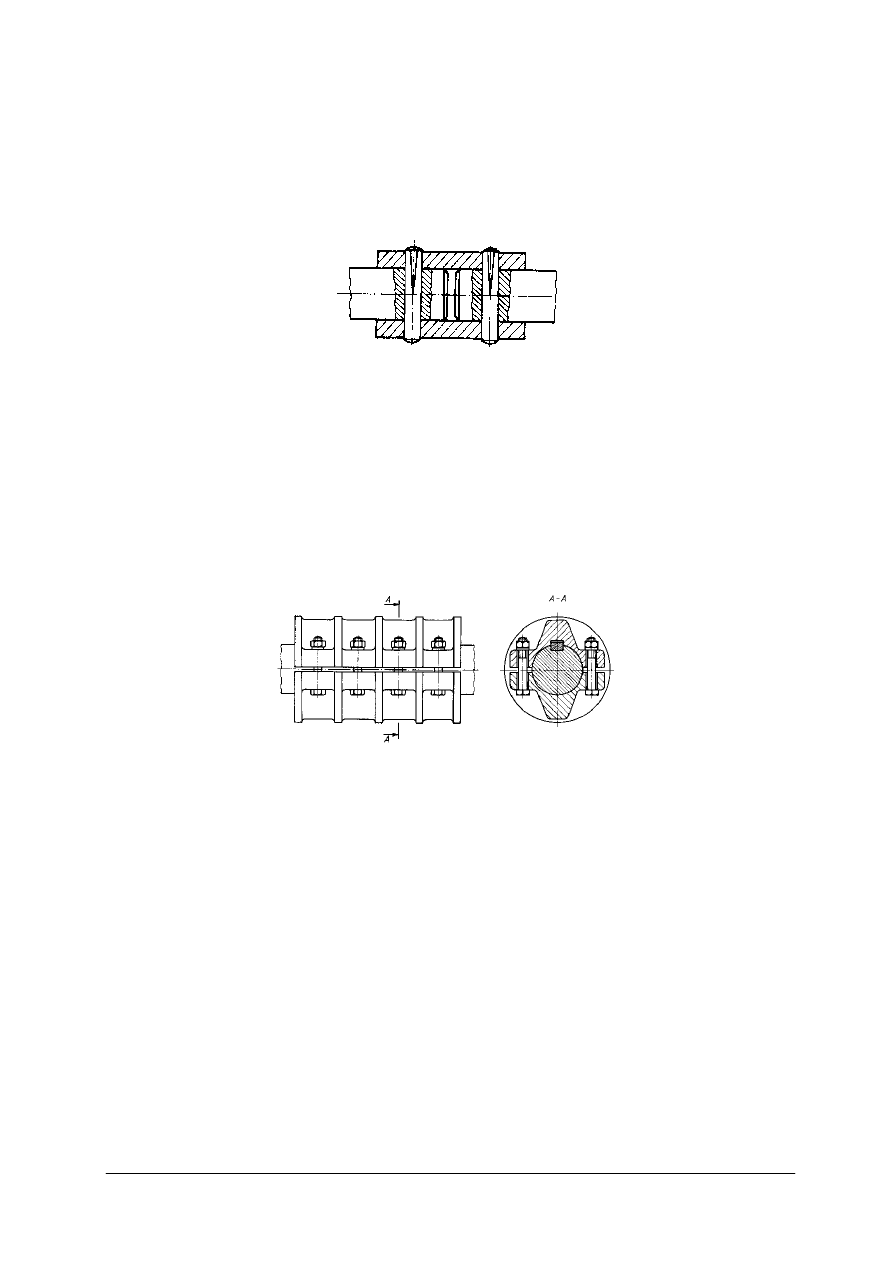
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Sprzęgła sztywne
Do sprzęgieł sztywnych zaliczamy sprzęgła tulejowe, łubkowe i kołnierzowe. Sprzęgła te
wymagają dokładnej współosiowości łączonych wałów.
Sprzęgło tulejowe kołkowe (rys. 43) jest jednym z najprostszych rodzajów sprzęgie ł.
Tuleja jest w tym przypadku członom czynnym i biernym, a kołki - łącznikiem. Łącznikami
mogą być również wpusty lub kliny.
Rys. 43. Sprzęgło tulejowe kołkowe [1, s.82]
Wadą sprzęgieł tulejowych jest m.in. konieczność znacznych przesunięć osiowych tulei lub
wału podczas montażu i demontażu sprzęgła.
Sprzęgło łubkowe składa się z dwóch łubek, które są zaciskane na wałach za pomocą
śrub (rys. 44). Wpusty służą do osadzenia sprzęgła na wałach oraz odgrywają rolę do-
datkowego zabezpieczenia przed poślizgiem. Sprzęgła łubkowe są znormalizowane. Wymiary
i parametry sprzęgieł są ujęte w normie PN-M-85253:1966. Według normy stosuje się je do
łączenia wałów o średnicach 25 ÷ 140 mm. Łubki wykonuje się z żeliwa lub rzadziej ze
staliwa. Zaletą sprzęgieł łubkowych jest dość łatwy ich montaż i demontaż. Do wad zalicza
się duże wymiary, znaczną masę oraz trudność wyrównoważenia sprzęgła.
Rys. 44. Sprzęgło łubkowe [1, s. 83]
Sprzęgła kołnierzowe składają się z dwóch tarcz złączonych śrubami. Tarcze osadza się
na wałach najczęściej za pomocą wpustów. Parametry sprzęgieł podaje norma PN-M-
85252:1966. Sprzęgła te są stosowane do łączenia wałów o średnicach 25 ÷ 200 mm.
Sprzęgła samonastawne
Umożliwiają łączenie wałów i przenoszenie momentu obrotowego w przypadkach, gdy
osie wałów nie pokrywają się lub gdy podczas pracy występują przesunięcia osiowe jednego
z wałów. W celu zapewnienia prawidłowej pracy tych sprzęgieł konieczne jest umożliwienie
ruchów członów względem siebie lub ruchów łącznika względem członów. Sprzęgła
samonastawne
muszą
się
charakteryzować
luzami
i możliwością
ślizgania się
współpracujących części po sobie, dlatego też nie nadają się do pracy przy zmiennym
kierunku ruchu obrotowego wału, jak również do przenoszenia dużych obciążeń.
Sprzęgło kłowe umożliwia przesunięcia wzdłużne wałów w granicach luzu osiowego.
Łącznikiem w tym sprzęgle są kły na powierzchniach czołowych obu tarcz. Wymiary i liczba
kłów zależą od warunków technologicznych i wytrzymałościowych. Sprzęgło Oldhama
dopuszcza przesunięcia poprzeczne i kątowe. Tarcze sprzęgła są osadzone na wałach,
natomiast rolę łącznika odgrywa osobna tarcza współpracująca z kłami obu tarcz rys. 45.
Wartości przesunięć poprzecznych i kątowych zależą od luzów oraz od konstrukcji sprzęgła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Sprzęgła Oldhama są stosowane dla wałów o średnicach 40÷120 mm. Sprzęgła te mogą
pracować tylko przy niewielkich prędkościach obrotowych.
Rys.45. Sprzęgło Oldhama [1, s. 85]
Sprzęgła podatne
W
sprzęgłach
podatnych
podstawowym
elementem
jest
łącznik podatny
sprężysty, którego zadaniem jest umożliwienie chwilowego względnego obrotu wału biernego
w stosunku do wału czynnego. Dzięki podatności łącznika sprzęgła te mogą zmniejszać
wpływ obciążeń dynamicznych na pracę napędu, łagodzić drgania, zmniejszać
nierównomierności przenoszonego momentu obrotowego itd. W sprzęgłach podatnych łączniki
wykonuje się najczęściej z gumy, a w sprzęgłach całkowicie metalowych ze sprężyn
najrozmaitszych kształtów.
Sprzęgło podatne z pakietami sprężyn płaskich umożliwia złagodzenie skutków nagłego
wzrostu obciążenia. Sprzęgła podatne dobiera się według danych katalogowych wytwórców
i przenoszonego maksymalnego momentu obrotowego.
Sprzęgła sterowane
Sprzęgłami sterowanymi nazywa się sprzęgła wyposażone w urządzenia, które
umożliwiają obsługującemu połączenie lub rozłączenie członów sprzęgła. W zależności od
charakteru pracy łączenie lub rozłączanie sprzęgła może następować w czasie spoczynku albo
w ruchu. Sprzęgła sterowane dzielą się na:
−
sprzęgła przełączalne synchronicznie, w których przełączanie następuje tylko przy
równych lub prawie równych prędkościach kątowych członu czynnego i biernego,
−
sprzęgła przełączalne umożliwiające przełączanie przy różnych prędkościach kątowych
obu członów.
Coraz powszechniejsze zastosowanie w budowie maszyn znajdują sprzęgła cierne.
Rozróżniamy sprzęgła cierne: tarczowe płaskie i stożkowe oraz wielopłytkowe. Mogą
one być sterowane mechanicznie, elektromagnetycznie, pneumatycznie i hydraulicznie.
Sprzęgła samoczynne
Sprzęgła samoczynne dzielimy na: odśrodkowe, jednokierunkowe i sprzęgła
bezpieczeństwa. Sprzęgła odśrodkowe to sprzęgła cierne włączane lub wyłączane dzięki sile
działającej na ich części cierne w zależności od prędkości obrotowej wału. Sprzęgła
jednokierunkowe umożliwiają przenoszenie ruchu lub momentu obrotowego między
wałami tylko w jednym kierunku. Gdy kierunek ruchu obrotowego wałów lub kierunek
momentu obrotowego zmienia się na przeciwny, sprzęgło rozłącza wały.
W sprzęgłach bezpieczeństwa materiały stosowane na łączniki (śruby, kołki) mają
mniejszą wytrzymałość niż materiały używane na pozostałe elementy sprzęgła. W chwili
przekroczenia dopuszczalnego obciążenia następuje zniszczenie łącznika.
Sprzęgło hydrokinetyczne to sprzęgło, w którym ruch obrotowy z elementu czynnego
do biernego jest przenoszony za pośrednictwem cieczy, przeważnie oleju lub wody.
Zazwyczaj stosowane jest w celu regulacji prędkości obrotowej elementu biernego poprzez
zmianę ilości cieczy pośredniczącej lub odległości elementu biernego od czynnego. Jest
najpowszechniejszym rodzajem przekładni hydraulicznej, stosowanym np. do przenoszenia
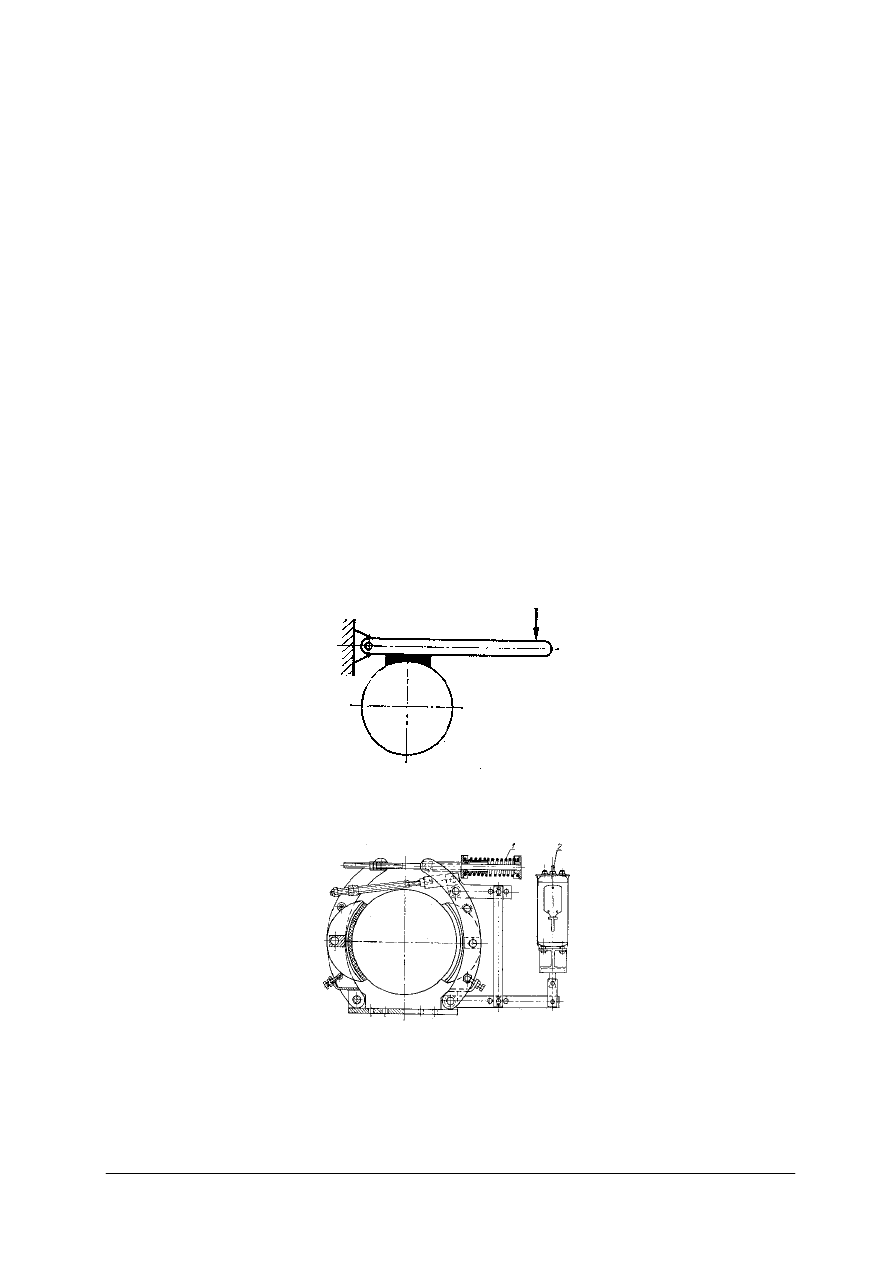
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
napędu w pojazdach silnikowych (maszynach roboczych ciężkich), czy do regulacji prędkości
obrotowej dużych pomp wirowych. W górnictwie są stosowane np. w napędach
przenośników. Cechą charakterystyczną przekładni hydrokinetycznej jest brak sztywnego
połączenia, co pozwala na nawet znaczne przeciążanie przekładni, bez niebezpieczeństwa
przeciążenia układu napędowego. Wadą tej przekładni jest stosunkowo niska sprawność.
Hamulce
Hamulce to urządzenia służące do zatrzymywania, zwalniania lub regulacji ruchu
maszyn. Zadaniem hamulców jest zatrzymanie części czynnej hamulca przez sprzęgnięcie jej z
częścią nieruchomą, z reguły związaną z korpusem maszyny. Zależnie od rodzaju mechanizmu
włączającego i wyłączającego, rozróżnia się hamulce cierne mechaniczne oraz – rzadziej
stosowane – hydrauliczne, pneumatyczne i elektromagnetyczne.
Do podstawowych odmian hamulców ciernych mechanicznych zalicza się hamulce
tarczowe oraz cięgnowe.
Ze względu na charakter pracy hamulce dzielą się na: luzowe i zaciskowe. Hamulce
luzowe są stale zaciśnięte na tarczy hamulca i luzowane przed uruchomieniem maszyny.
Hamulce luzowe są stosowane m.in. w mechanizmach podnoszenia suwnic oraz jako hamulce
bezpieczeństwa w kolejnictwie. Hamulce zaciskowe są stale swobodne, tzn. część stała
i ruchoma są odłączone i współpracują ze sobą tylko w czasie hamowania. Przykładem
hamulców zaciskowych mogą być hamulce nożne w samochodach, hamulce maszynowe itp.
W przemyśle maszynowym najczęściej są stosowane hamulce klockowe i cięgnowe.
Hamulce klockowe dzielimy na:
−
jednoklockowe rys. 46
Rys. 46. Schemat hamulca jednoklockowego [4, s. 247]
−
dwuklockowe rys. 47
Rys. 47. Hamulec dwuklockowy [4, s. 251]
Hamulce jednoklockowe powodują obciążenie wału bębna hamulcowego dość znaczną
siłą zginającą, dlatego stosowane są przy średnicach wałów do 50 mm, przenoszących
nieduże momenty obrotowe.
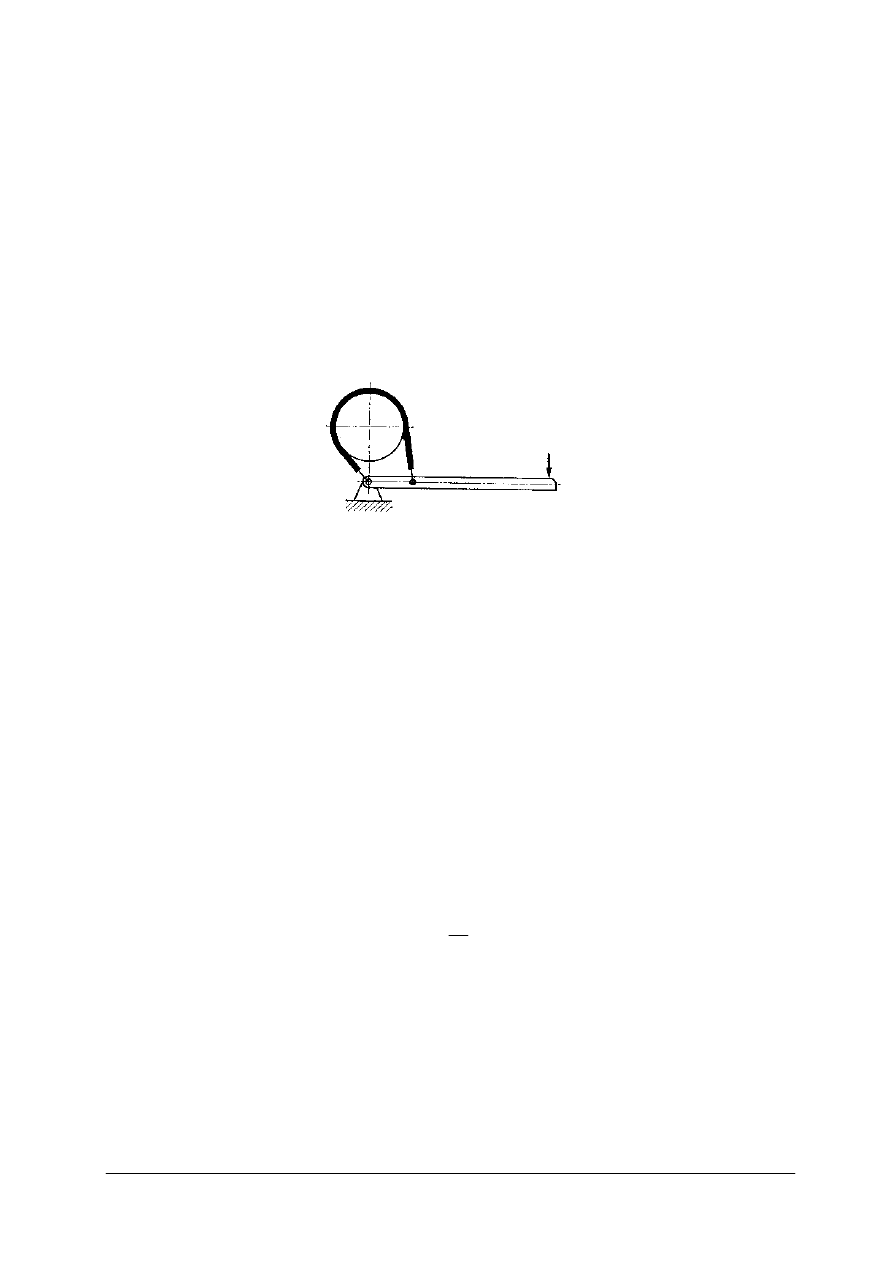
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
W hamulcach dwuklockowych siły nacisku klocków na bęben równoważą się, nie
powodując zginania wału, oraz ze względu na zdwojony układ dźwigni umożliwiają
hamowanie przy mniejszej sile. Hamulce dwuklockowe są stosowane m.in. w ciężkich
obrabiarkach oraz w mechanizmach podnoszenia suwnic. Hamulce dwuklockowe są
produkowane jako gotowe zespoły i objęte normami zakładów wytwórczych.
Hamulce cięgnowe
Hamulce cięgnowe dzielą się na zwykłe, różnicowe i sumowe (rys. 48). W porównaniu
z hamulcami klockowymi odznaczają się one większą skutecznością hamowania i dlatego
mogą być usytuowane na wałach, na których występują większe momenty obrotowe. Do ich
zalet zalicza się także prostotę konstrukcji i zwartą budowę. Wadą hamulców cięgnowych jest
to, że pod wpływem naciągu cięgna następuje zginanie wału bębna. Cięgna są wykonywane z
cienkiej taśmy stalowej, wyłożonej materiałem ciernym.
Rys. 48. Hamulec cięgnowy zwykły [4, s. 254]
Przekładnie mechaniczne
Mechanizmom maszyn roboczych jest nadawany ruch za pomocą różnych urządzeń,
zwanych napędami. W skład napędu wchodzą silnik i mechanizm, którego zadaniem jest
przenoszenie ruchu między wałami. Rozróżniamy napędy: mechaniczne, elektryczne,
pneumatyczne i hydrauliczne. Najczęściej stosowanymi mechanizmami służącymi do
przenoszenia ruchu między wałami są przekładnie mechaniczne. Rzadko można napędzać
maszynę bezpośrednio silnikiem. Najczęściej prędkość obrotowa roboczych elementów
maszyny różni się od prędkości obrotowej silnika. Często przy stałej prędkości obrotowej
silnika konieczne są zmiany prędkości obrotowej elementów maszyny. Przykładem może być
tokarka napędzana silnikiem elektrycznym. Dzięki przekładni mechanicznej – można
dobierać prędkość obrotową wrzeciona. Przekładnie mechanicznie zmniejszające prędkość
obrotową silnika nazywamy reduktorami, a zwiększające multiplikatorami.
Podstawowym parametrem przekładni jest jej przełożenie i, wyrażane stosunkiem
prędkości kątowej ω
1
wału napędzającego do prędkości kątowej ω
2
; wału napędzanego.
W praktyce częściej posługujemy się pojęciem prędkości obrotowej n i wzór na
przełożenie to stosunek prędkości obrotowej wału czynnego n
1
do prędkości obrotowej wału
biernego n
2
ma postać
2
1
n
n
i
=
Rozróżniamy trzy podstawowe rodzaje przekładni mechanicznych: cierne, cięgnowe
i zębate.
Przekładnie cierne
W przekładniach ciernych przenoszenie ruchu obrotowego z wału czynnego na bierny
następuje dzięki siłom tarcia, które powstają wskutek dociskania do siebie kół ciernych
o gładkiej powierzchni. Rozróżniamy przekładnie cierne o stałym (rys. 49a) i zmiennym
przełożeniu (rys. 49b). Te drugie są stosowane częściej.
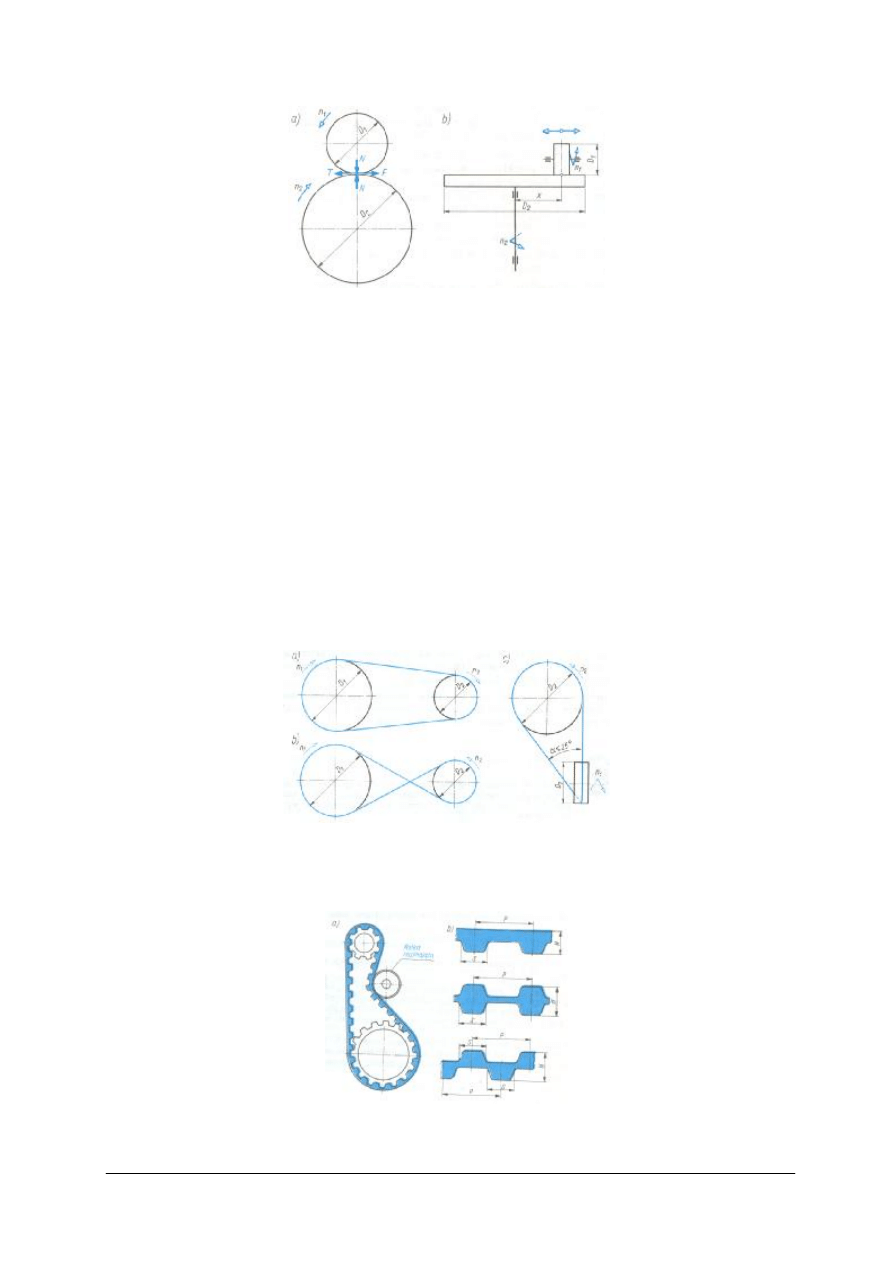
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Rys. 49. Przekładnie cierne [1, s. 92]
W przekładni ciernej o zmiennym przełożeniu koło napędzające poruszające się ze stałą
prędkością n
1
zmienia swoje położenie, powodując w sposób bezstopniowy zmianę wartości
prędkości obrotowej koła napędzanego n
2
.
Spośród wad przekładni ciernych należy wymienić szybkie zużywanie się
współpracujących elementów na skutek wywierania dużych nacisków oraz poślizg
powodujący brak stabilności przełożenia.
Przekładnie pasowe
Przekładnie pasowe zaliczamy do przekładni cięgnowych. Cięgnem przenoszącym
moment obrotowy jest pas. Zastosowanie pasa umożliwia przekazywanie ruchu na większe
odległości.
Rozróżniamy przekładnie pasowe: otwarte, skrzyżowane i półotwarte. W przekładni
otwartej (rys. 50a) kierunek obrotów koła biernego jest taki sam jak kota czynnego, natomiast
w przekładni skrzyżowanej (rys. 50b) — odwrotny. W przekładni półotwartej (rys. 50c)
przeniesienie napędu następuje w dwóch prostopadłych do siebie płaszczyznach.
Rys. 50. Przekładnie pasowe: a) otwarta, b) skrzyżowana, c) półotwarta [1, s. 94]
Pasy stosowane w przekładniach mogą być: płaskie i klinowe. Odrębną grupę przekładni
pasowych stanowią przekładnie z pasem zębatym (rys. 51), w których nie występuje poślizg.
Rys. 51. Przekładnia pasowa z pasem zębatym: a) schemat, b) zarysy pasów zębatych [1, s. 95]
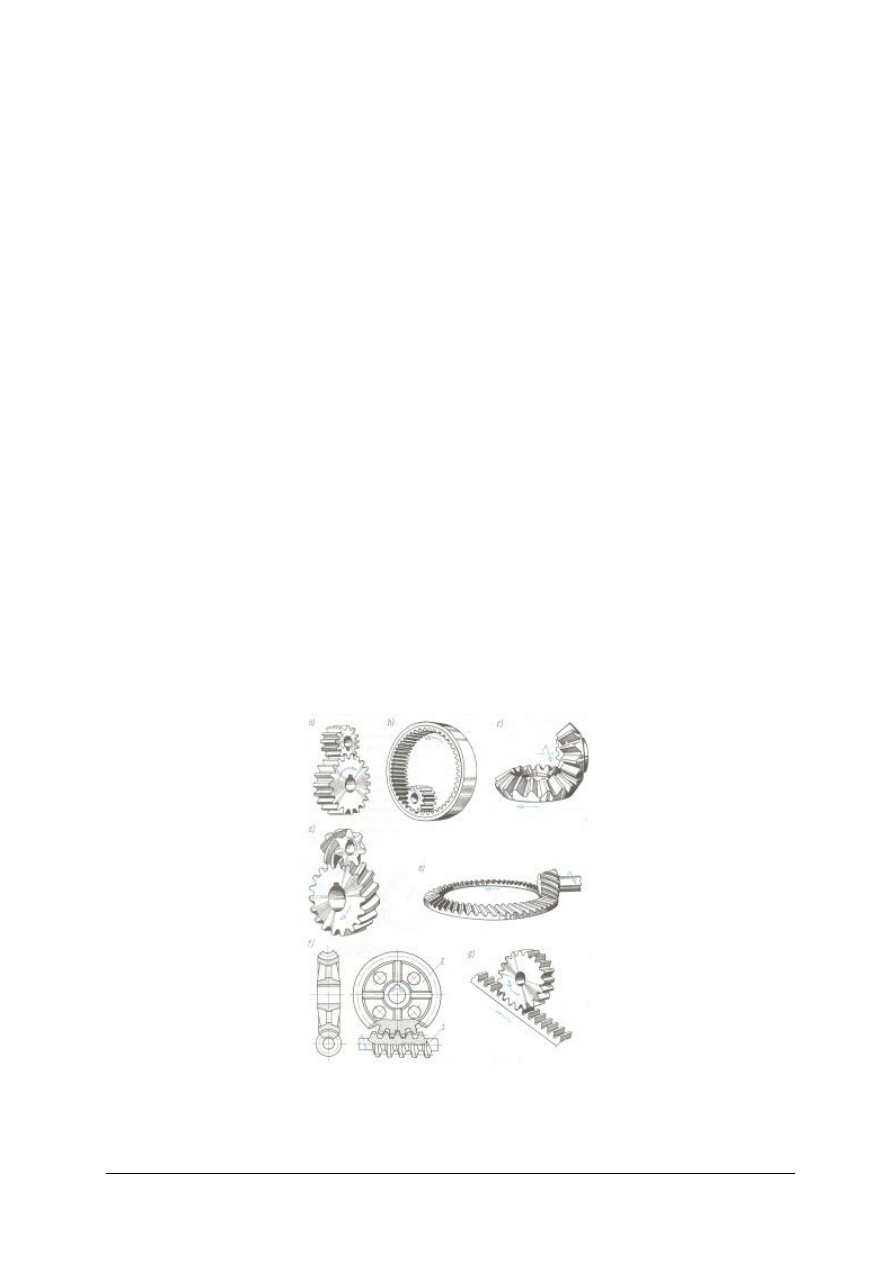
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Zaletami przekładni pasowych są: prosta i tania konstrukcja, dowolna dokładność rozstawu
osi kół, płynność ruchu; wadami; duże wymiary, zmienność przełożenia, szybkie zużywanie się
pasów, duże naciski na wały i łożyska.
Przekładnie łańcuchowe
Przekładnie łańcuchowe tak jak pasowe, należą do przekładni cięgnowych. Cięgno
stanowi łańcuch spoczywający na kole łańcuchowym w odpowiednio ukształtowanych
gniazdach. Dzięki temu uniemożliwiony jest poślizg łańcucha względem koła. Łańcuchy
dzielimy na: pierścieniowe, drabinkowe i zębate. Łańcuchy drabinkowe są stosowane
w napędach i urządzeniach dźwigowych. Łańcuchy zębate składają się z pakietów odpowiednio
ukształtowanych płytek. Płytki prowadzące wchodzą w rowki wieńców kół łańcuchowych,
uniemożliwiając zsunięcie się łańcucha z koła. W przypadku wydłużenia się łańcuchów
o 2,5% pierwotnej długości muszą być one wymienione. Warunkiem dobrej pracy łańcuchów
jest obfite smarowanie. Zaletami przekładni łańcuchowych są: stałe przełożenie, wysoka
sprawność, małe naciski na wały i łożyska, możliwość przenoszenia dużych obciążeń;
wadami: duży hałas, konieczność smarowania i wysoki koszt wykonania.
Przekładnie zębate
Przekładnie zębate znajdują największe zastosowanie w budowie maszyn, ponieważ
odznaczają się dużą sprawnością, mogą przenosić duże moce. Duże mogą być także prędkości
obwodowe. Cechuje je ponadto duża zwartość konstrukcji i stałe przełożenie.
Za pomocą przekładni zębatych moment obrotowy można przenosić tylko na niewielkie
odległości. Ze względu na kształt koła zębate dzieli się na: walcowe, stożkowe i płaskie.
W zależności od kształtu zębów rozróżniamy koła z zębami prostymi, skośnymi, łukowymi
i daszkowymi.
Zespół kół współpracujących ze sobą tworzy przekładnię zębatą. Przekładnia
jednostopniowa składa się z dwóch kół, wielostopniowa z większej ich liczby. Ze względu na
położenie osi kół przekładnie dzieli się
na: równoległe, kątowe i wichrowate.
W zależności od sposobu zazębiania mówimy o przekładniach zewnętrznych i wewnętrznych.
Rys. 52. Przekładnie zębate: o) równoległa o zazębieniu zewnętrznym, b) równoległa o zazębieniu wewnętrznym,
c) kątowa, d) wichrowata walcowa, e) hipoidalna, f) ślimakowa, g} zębatkowa [1, s. 102]
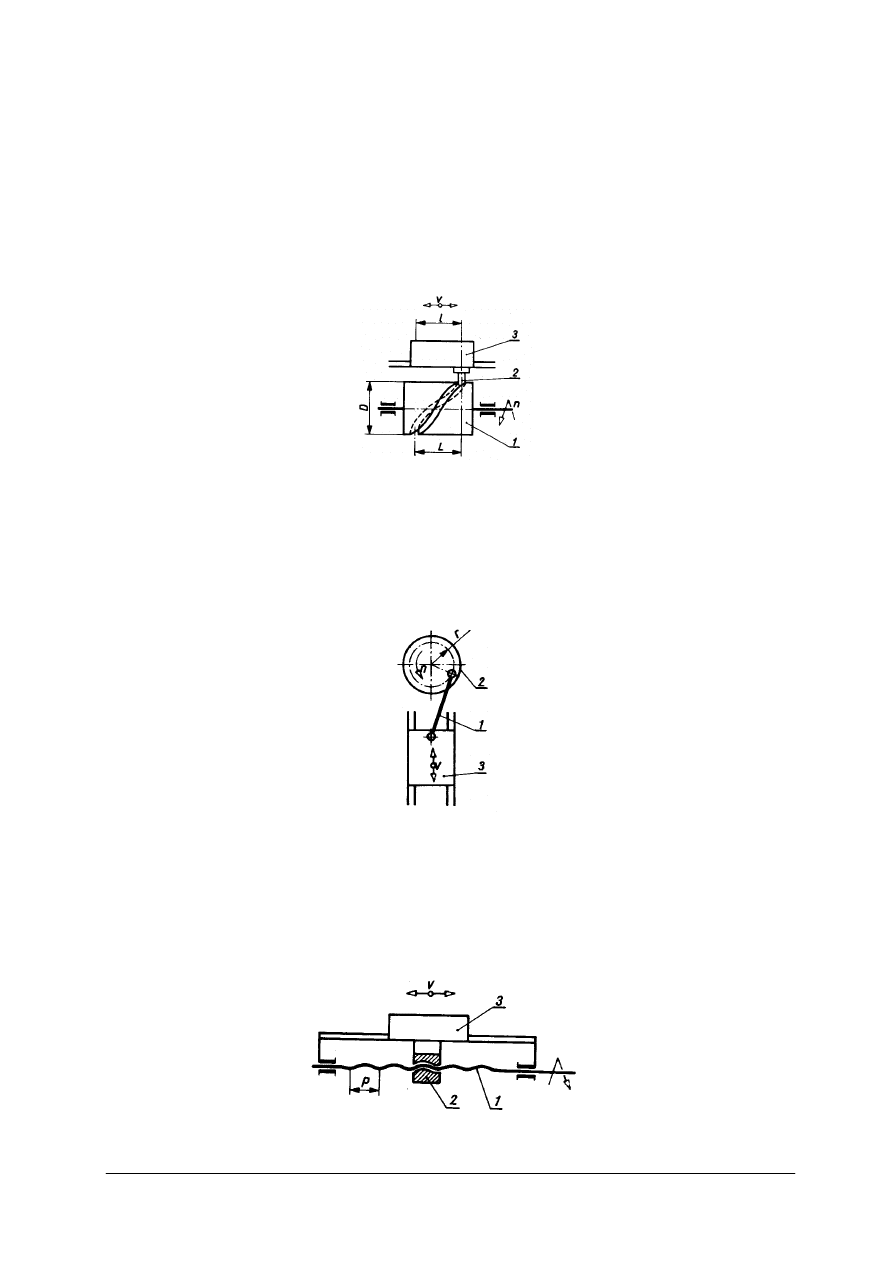
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Mechanizmy
Maszyny pod względem konstrukcyjnym składają się z zespołu różnych mechanizmów,
których przeznaczenie i budowa są dostosowane do ich zadań technologicznych. Najczęściej
zadaniem mechanizmu jest zamiana ruchu obrotowego na prostoliniowy. Mechanizm
krzywkowy (rys. 53) umożliwia uzyskiwanie ruchów o zmiennej prędkości i kierunku,
według z góry ustalonego programu. Program ten jest zawarty w ukształtowanej odpowiednio
powierzchni krzywki l, po której przesuwa się popychacz 2, sprzężony z dowolnym układem
wykonawczym, np. z suportem 3 obrabiarki. Krzywki mogą być w postaci bębna, lub tarczy.
Rys. 53. Mechanizm krzywkowy [1, s. 107]
Mechanizm korbowy (rys. 54) zawiera koło korbowe 2 o nastawialnej długości promienia
korby r, która wykonuje ruch obrotowy z prędkością obrotową n. Korba jest połączona
z wahliwym ramieniem l, sprzężonym z suwakiem 3. Wykonuje on ruch postępowo –
zwrotny z prędkością liniową v.
Rys. 54. Mechanizm korbowy [1, s. 107]
Podstawowym mechanizmem przekształcającym ruch obrotowy silnika elektrycznego na
ruch postępowo – zwrotny (posuwowy) suportu w obrabiarkach jest mechanizm śrubowy
(rys. 55). Składa się on ze śruby pociągowej l i współpracującej z nią nakrętki 2, sprzężonej
z suportem 3.
Rys. 55. Mechanizm śrubowy [1, s. 107]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje połączeń?
2. Jakie są rodzaje nitów?
3. Jakie są metody spawania?
4. Jak przebiega proces zgrzewania?
5. Jakie znasz rodzaje klinów?
6. Do czego służą łożyska?
7. Do czego służą sprzęgła?
8. Do czego służą hamulce?
9. Jakie znasz rodzaje przekładni mechanicznych?
10. Do czego służą mechanizmy?
4.5.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj elementy stosowane w połączeniach mechanicznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) Posegregować elementy na grupy:
−
śruby i nakrętki,
−
nity,
−
wpusty,
−
kliny,
−
kołki,
−
sworznie.
2) Opisać poszczególne elementy łączące.
Wyposażenie stanowiska pracy:
−
nity, śruby, nakrętki, wpusty, kliny, sworznie, kołki,
−
Poradnik dla ucznia,
−
Mały poradnik mechanika.
Ćwiczenie 2
Wykonaj naprawę krążnika z przenośnika taśmowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zdjąć pierścienie osadcze,
2) wybić oś z krążnika,
3) ściągnąć łożysko i uszczelnienie labiryntowe z osi,
4) wybić łożysko i uszczelnienie z gniazda krążnika,
5) wyczyścić oś,
6) wyczyścić i nasmarować gniazda łożyskowe,
7) założyć łożysko i uszczelnienie na oś,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
8) założyć pierścień osadczy,
9) włożyć oś z łożyskiem do płaszcza krążnika,
10) założyć łożysko i uszczelnienie na drugi koniec osi,
11) założyć pierścień osadczy.
Wyposażenie stanowiska pracy:
−
krążniki,
−
łożyska i uszczelnienia labiryntowe,
−
pierścienie osadcze,
−
młotki,
−
szczypce oczkowe,
−
smar łożyskowy,
−
ściągacz do łożysk,
−
wybijaki i nabijaki,
−
stojak do demontażu krążnika.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcia połączenie rozłączne, połączenie nierozłączne
2) określić zadania sprzęgieł?
3) określić zadania hamulców?
4) określić zadania wałów i osi?
5) określić zadania przekładni?
6) określić zadania mechanizmów?
7) rozróżnić elementy łączące?
8) rozróżnić rodzaje łożysk?
9) sklasyfikować przekładnie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań dotyczących określania właściwości materiałów konstrukcyjnych.
Wszystkie zadania są zadaniami wielokrotnego wyboru i tylko jedna odpowiedź jest
prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi: zaznacz prawidłową
odpowiedź X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową).
6. Test składa się z zadań o różnym stopniu trudności: poziom podstawowy, poziom
ponadpodstawowy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Na rozwiązanie
testu masz 45 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Jedną z najczęściej badanych właściwości mechanicznych jest
a) tłoczność.
b) wytrzymałość na rozciąganie.
c) skrawalność.
d) lejność.
2. Właściwości technologicznych nie określa próba
a) skrawalności.
b) tłoczności.
c) ściskania.
d) nawijania drutu.
3. W badaniu twardości metodą Brinella wgłębnik ma kształt
a) kulki ze stali hartowanej.
b) stożka.
c) ostrosłupa.
d) czworościanu diamentowego.
4. Oksydowanie to metoda zapobiegania korozji polegająca na
a) nałożeniu warstwy metalu ochronnego.
b) natryśnięciu ciekłego metalu.
c) malowaniu czarną farbą.
d) wytworzeniu na powierzchni stali czarnych tlenków żelaza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
5. Wytrzymałość elementów metalowych najszybciej osłabia korozja
a) równomierna.
b) międzykrystaliczna.
c) powierzchniowa.
d) wżerowa.
6. Pasywacja to
a) ochrona metalu przed korozją poprzez wytworzenie na jego powierzchni szczelnej
warstwy tlenku tego metalu.
b) zanurzeniu metalu chronionego w roztopionym.
c) elektrolityczne wytworzenie warstwy metalu ochronnego.
d) pokrycie elementu lakierem szybkoschnącym.
7. Polskie Normy oznacza się symbolem
a) RN.
b) FN.
c) PN.
d) EN.
8. Format rysunkowy A4 ma wymiary
a) 594 x 841 mm.
b) 210 x 297 mm.
c) 297 x 420 mm.
d) 420 x 594 mm.
9. Szkic to przedstawienie
a) w sposób uproszczony zasady działania lub budowy mechanizmu, maszyny lub
urządzenia.
b) przedmiotu wykonane odręcznie i stanowiące zwykle podstawę do wykonania
rysunku.
c) przedmiotu wykonane w określonej podziałce i przy użyciu przyborów rysunkowych.
d) przedmiotu w rzucie prostokątnym.
10. Współczynnik tarcia ślizgowego nie zależy od
a) smarowania stykających się powierzchni.
b) chropowatości stykających się powierzchni.
c) masy ciała.
d) tego czy ciało jest w ruchu czy w spoczynku.
11. Naprężenie dopuszczalne na zginanie oznaczamy symbolem
a) k
r.
b) M
g.
c) k
g.
d) τ.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
12. Naprężenie występujące przy ścinaniu obliczmy stosując wzór
a)
S
F
=
τ
.
b)
W
M
t
g
=
σ
.
c)
W
F
r
=
σ
.
d)
W
M
k
t
t
=
.
13. Do połączeń nierozłącznych zaliczamy połączenia
a) wpustowe.
b) nitowe.
c) klinowe.
d) kołkowe.
14. Zawartość węgla w stali wynosi
a) 2–4 %.
b) 0–2 %.
c) 0,5–2,5 %.
d) 0–3 %.
15. Mosiądz to stop miedzi z
a) niklem.
b) aluminium.
c) cynkiem.
d) cyną.
16. Połączenie skurczowe to rodzaj połączenia
a) spawanego.
b) wpustowego.
c) wciskowego.
d) nitowego.
17. Zadaniem osi jest
a) przenoszenie napędu.
b) łączenie członu czynnego z biernym.
c) przenoszenie momentu obrotowego.
d) podtrzymywanie innych części maszyn.
18. Elementem łożyska tocznego nie jest
a) panew.
b) koszyk.
c) bieżnia.
d) pierścień wewnętrzny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
19. Sprzęgło sztywne może łączyć wały
a) o małej współosiowości.
b) o dużej współosiowości.
c) skośne.
d) dowolnie położone względem siebie.
20. Przekładnią pasową nie jest przekładnia
a) otwarta.
b) półotwarta.
c) obwiedniowa.
d) skrzyżowana.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
KARTA ODPOWIEDZI
Imię i nazwisko............................................................................................................................
Stosowanie materiałów konstrukcyjnych i posługiwanie się dokumentacją
techniczną
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
6. LITERATURA
1. Bożenko L.: Maszynoznawstwo dla ZSZ. WSiP, Warszawa 1991
2. Dobrzański T.: Rysunek techniczny maszynowy.WN – T, Warszawa 1995
3. Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1998
4. Orlik Z., Rutkowski A.: Części maszyn. WSiP, Warszawa 1980
5. Polska Norma.: PN–EN 10027–1. Systemy oznaczeń stali. Część 1: Znaki stali. PKN
2007
6. Praca zbiorowa.: Mały poradnik mechanika. WNT, Warszawa 1994
Wyszukiwarka
Podobne podstrony:
gornik eksploatacji podziemnej 711[02] o2 01 n
gornik eksploatacji podziemnej 711[02] o2 01 n
gornik eksploatacji podziemnej 711[02] o2 01 u
gornik eksploatacji podziemnej 711[02] z1 01 n
gornik eksploatacji podziemnej 711[02] z1 01 u
gornik eksploatacji podziemnej 711[02] z4 01 n
gornik eksploatacji podziemnej 711[02] z4 01 u
gornik eksploatacji podziemnej 711[02] z3 01 u
gornik eksploatacji podziemnej 711[02] z3 01 n
gornik eksploatacji podziemnej 711[02] z1 01 n
gornik eksploatacji podziemnej 711[02] z1 01 n
Gornik eksploatacji podziemnej 711[02] 2009 01 23
gornik eksploatacji podziemnej 711[02] z4 01 u
gornik eksploatacji podziemnej 711[02] z1 01 u
gornik eksploatacji podziemnej 711[02] z4 03 n
więcej podobnych podstron