Materiały inżynierskie z elementami inżynierii stomatologicznej
POLITECHNIKA ŚLĄSKA
W GLIWICACH
Wydział Mechaniczny Technologiczny
dr inż. Grzegorz Matula
Powłoki i warstwy wierzchnie
Materiały inżynierskie z elementami inżynierii stomatologicznej
Własności użytkowe wielu produktów i
ich elementów zależą nie tylko od
możliwości
przeniesienia
obciążeń
mechanicznych przez cały czynny przekrój
elementu z zastosowanego materiału, w
przypadku metali i ich stopów najczęściej
obrobionego
cieplnie,
lub
od
jego
własności fizykochemicznych, lecz bardzo
często także lub głownie od struktury i
własności warstw powierzchniowych.
OGÓLNA CHARAKTERYSTYKA WYTWARZANIA WARSTW
POWIERZCHNIOWYCH
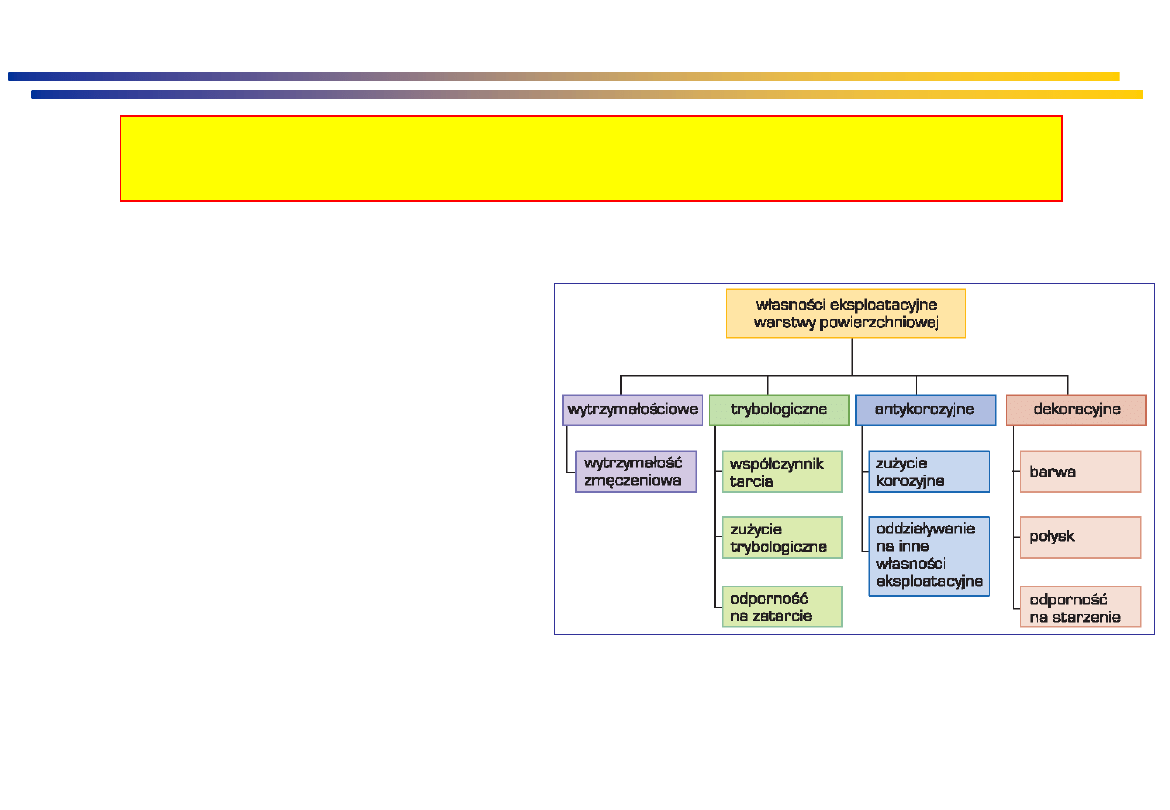
Najważniejsze własności eksploatacyjne warstwy powierzchniowej

Materiały inżynierskie z elementami inżynierii stomatologicznej
Względy ekonomiczne nakazują również stosowanie w takich
przypadkach
warstw
powierzchniowych,
zapewniających
wymagane własności użytkowe przy równoczesnym użyciu
możliwie tanich materiałów na rdzeń elementu, od którego
wymaga się z reguły mniejszych własności użytkowych.
Materiały inżynierskie z elementami inżynierii stomatologicznej
Ze względu na zastosowanie, wśród konstytuowanych warstw
powierzchniowych można wyodrębnić warstwy:
•wykazujące wymagane własności fizyczne zapewniające produktom
lub ich elementom określone własności mechaniczne, jak wysoką
twardość w stosunku do właściwej dla podłoża, zwiększoną
odporność na zużycie trybologiczne, zwiększoną przewodność
elektryczną lub cieplną, dużą odporność na działanie wysokiej
temperatury,
KLASYFIKACJA WARSTW POWIERZCHNIOWYCH ZE WZGLĘDU
NA ZASTOSOWANIE
Materiały inżynierskie z elementami inżynierii stomatologicznej
antykorozyjne, w tym o charakterze anodowym lub
katodowym, przeciwdziałające korozji elektrochemicznej,
jak również stanowiące barierę dyfuzyjną dla korozji
gazowej,
dekoracyjne
i
ochronno–dekoracyjne,
nadające
produktom estetyczny wygląd zewnętrzny, o czym decyduje
barwa, połysk, odporność na pokrywanie się nalotem i
ewentualnie faktura powierzchni oraz zdolność do
fluorescencji lub radioaktywności.
KLASYFIKACJA WARSTW POWIERZCHNIOWYCH ZE WZGLĘDU
NA ZASTOSOWANIE

Materiały inżynierskie z elementami inżynierii stomatologicznej
Uzyskane warstwy powierzchniowe mogą być:
warstwami wierzchnimi
, ograniczonymi powierzchnią obrabianego
elementu, obejmującymi obszar materiałów o własnościach różniących się
od własności materiałów rdzenia, uzyskanymi w wyniku łącznego
działania sił mechanicznych, elektrycznych, ciepła, czynników
chemicznych,
powłokami
, czyli warstwami metalu, stopu, materiału ceramicznego,
materiału polimerowego lub innych materiałów, naniesionymi trwale na
powierzchnię podłoża, w celu uzyskania wymaganych własności
fizycznych, antykorozyjnych lub dekoracyjnych.
Materiały inżynierskie z elementami inżynierii stomatologicznej
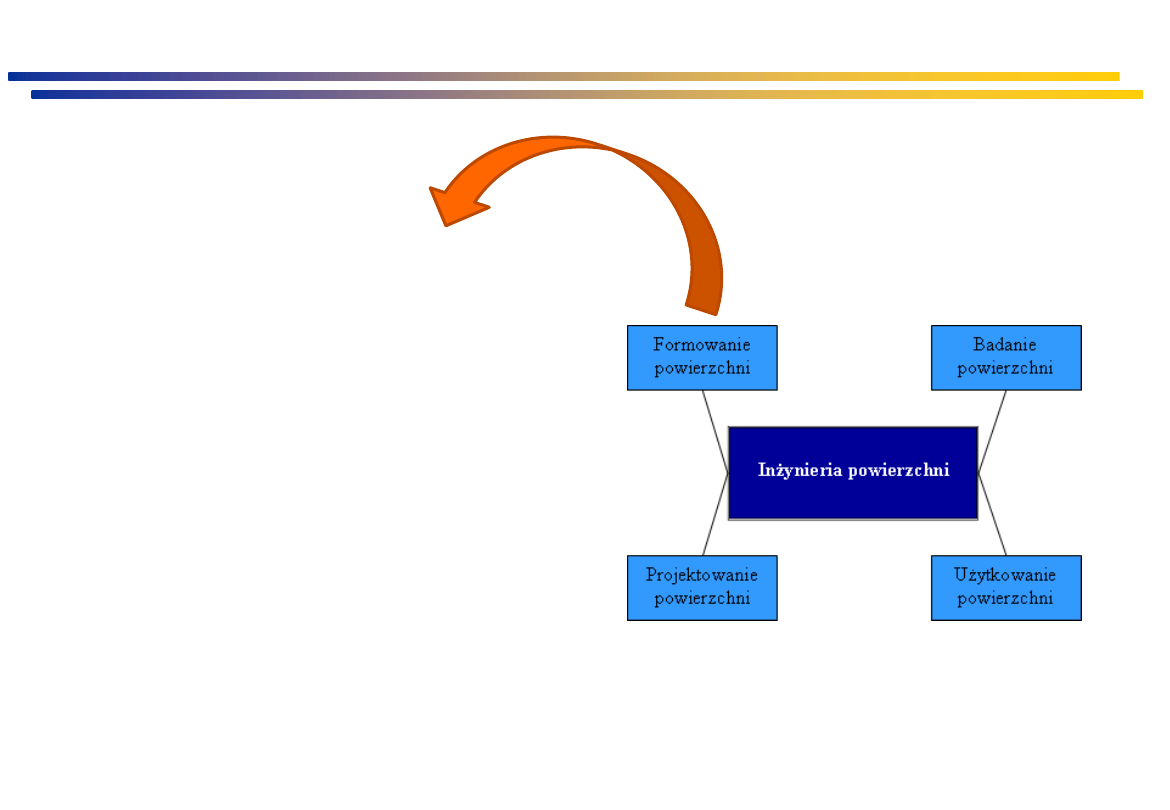
Obszary aktywności inżynierii
powierzchni
Obszary
szczegółowe z których wybrano
technologie
przedstawione
w
danym
obszarze tematycznym
Kształtowanie warstwy wierzchniej
-
Obróbka mechaniczna
Obróbka cieplna
Wytwarzanie
powłok metodami
cieplno-
mechanicznymi,
chemicznymi, elektrochemiczymi,
cieplno-chemicznym i
fizycznymi
Materiały inżynierskie z elementami inżynierii stomatologicznej
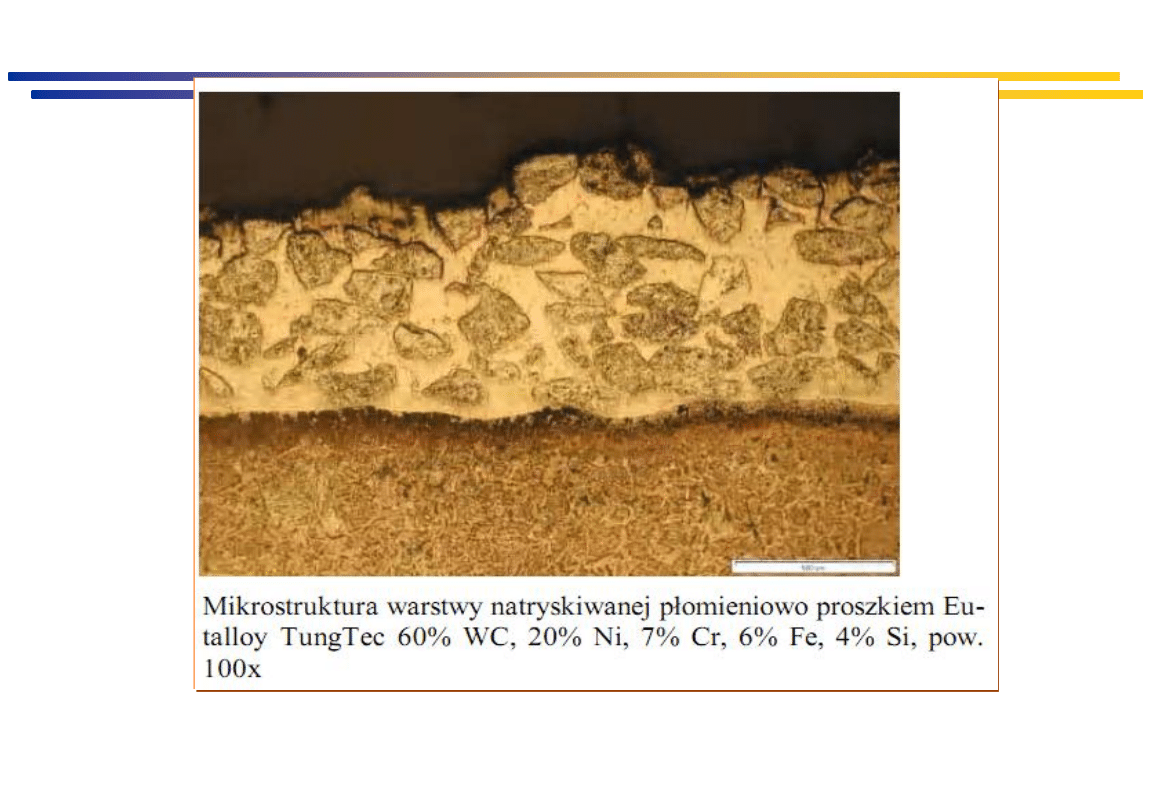
a) Natryskiwanie płomieniowe
• klasyczne lub poddźwiękowe
• naddźwiękowe HVOF i
HP/HVOF (High Velocity Oxy
Fuel)
b) Natryskiwanie łukowe
c) Natryskiwanie detonacyjne
d) Natryskiwanie plazmowe
e) Natryskiwanie laserowe
Podział metod natryskiwania cieplnego oraz jego zastosowanie

Materiały inżynierskie z elementami inżynierii stomatologicznej
Natryskiwanie powłok
Historia metalizacji natryskowej w Polsce
1923 - niemiecka firma Metallisator z Berlina uruchomia w Polsce dwa warsztaty. Jeden z nich
zajmuje się regeneracją części maszyn, drugi natryskiwaniem powłok antykorozyjnych na
kadłuby kutrów rzecznych.
1945-47 - przemysł polski otrzymuje od USA w ramach pomocy międzynarodowej pewną
liczbę pistoletów do metalizacji typu Metco-2. Z uwagi jednak na brak wykwalifikowanych
pracowników, wiedzy i doświadczenia nie są one w pełni prawidłowo wykorzystywane.
1948 - Instytut Mechaniki Precyzyjnej podejmuje się promocji, rozwoju i wykorzystania w
przemyśle metody natryskiwania powłok w Polsce.
30.01.1950 r. - Zarządzenie Przewodniczącego Państwowej Komisji Planowania Gospodarczego
o rozpowszechnianiu i stosowaniu metalizacji natryskowej we wszystkich gałęziach gospodarki.

Materiały inżynierskie z elementami inżynierii stomatologicznej
Natryskiwanie powłok
Ważniejsze sukcesy polskich naukowców w metalizacji natryskowej:
1951 na bazie pistoletu Metco-2 powstaje pierwszy, polski pistolet
płomieniowy typu GPM-L2.
W Instytucie
Badań Jądrowych opracowano konstrukcję i podjęto produkcję
wysokiej
jakości pistoletów plazmowych PN-110 i PN-200. Licencję na jeden z
tych
pistoletów zakupiła Francja.
W latach 1956-1990 opracowano w Instytucie Mechaniki Precyzyjnej
oryginalne konstrukcje
płomieniowych pistoletów tyglowych, drutowych,
przeznaczonych do natryskiwania
materiałów niskotopliwych, ręcznych
pistoletów
łukowych
oraz
urządzeń
łukowych
do
natryskiwania
zmechanizowanego.
Materiały inżynierskie z elementami inżynierii stomatologicznej
Natryskiwanie powłok
Materiały inżynierskie z elementami inżynierii stomatologicznej
Natryskiwanie powłok
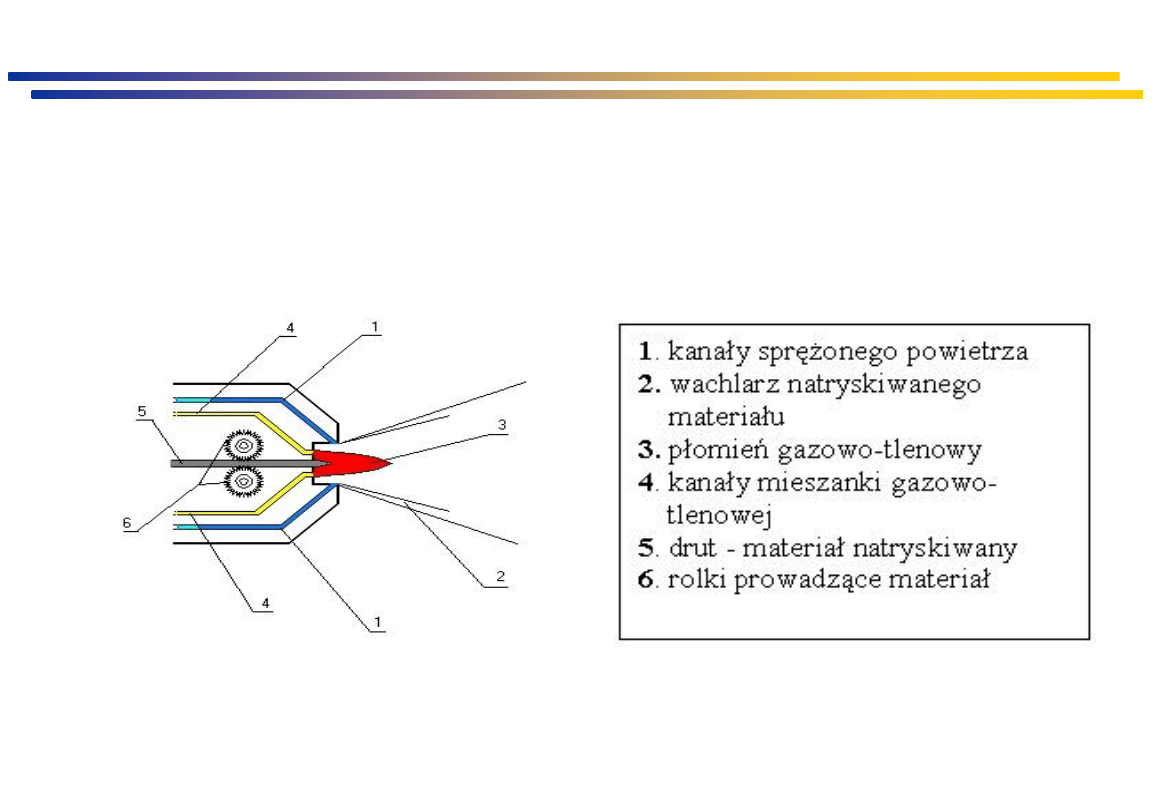
Schemat pistoletu gazowego
Materiały inżynierskie z elementami inżynierii stomatologicznej
Natryskiwanie powłok
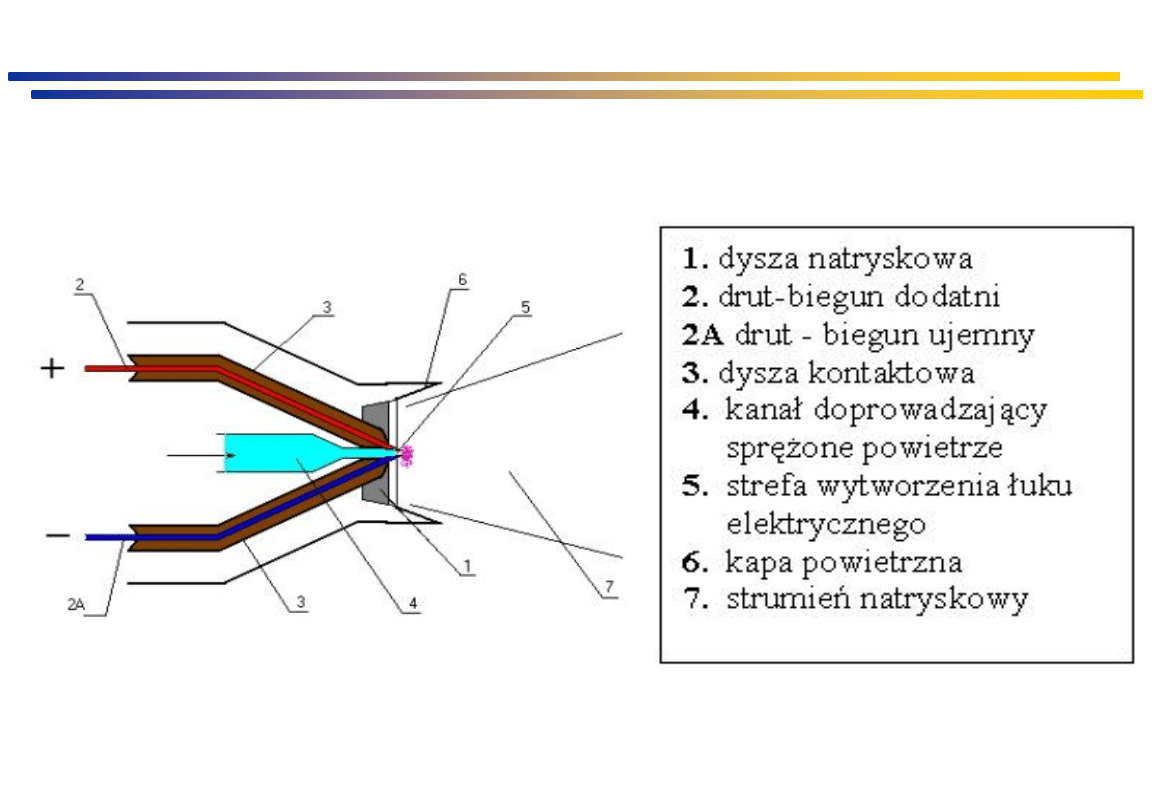
Schemat pistoletu łukowego
Materiały inżynierskie z elementami inżynierii stomatologicznej
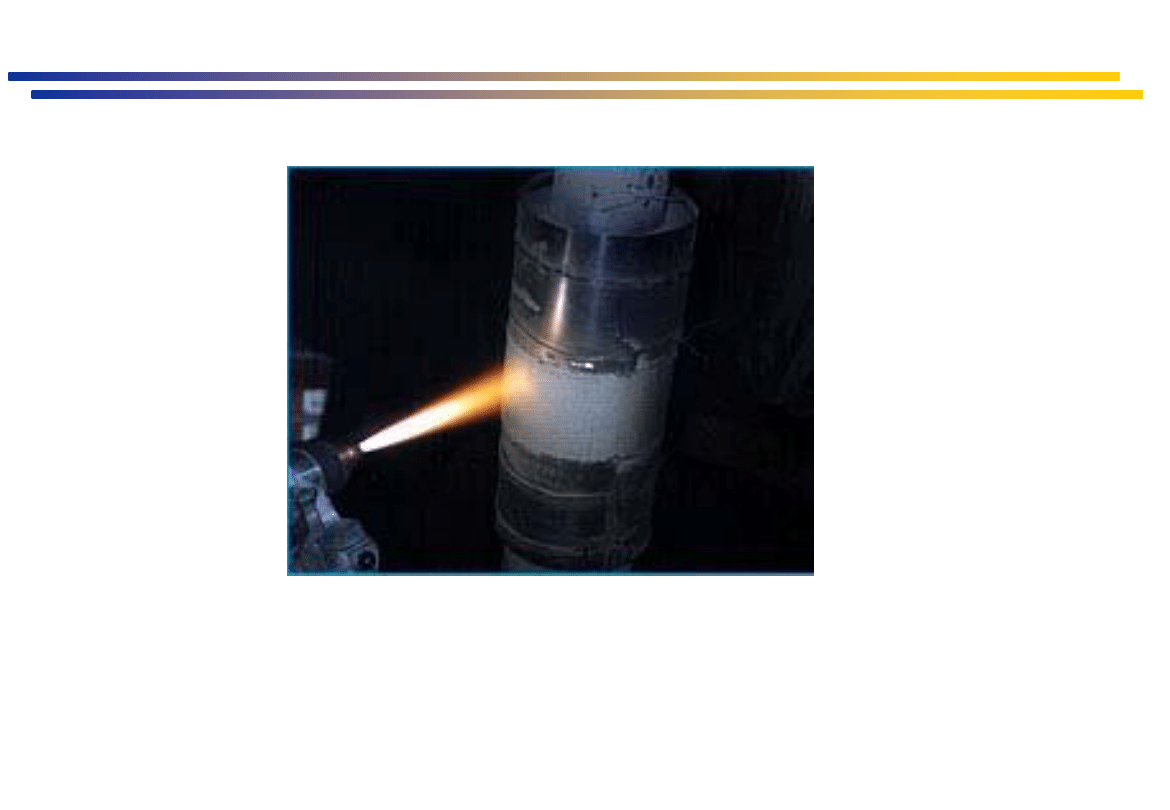
Natryskiwanie powłok
Przykład natryskiwania cieplnego
Materiały inżynierskie z elementami inżynierii stomatologicznej
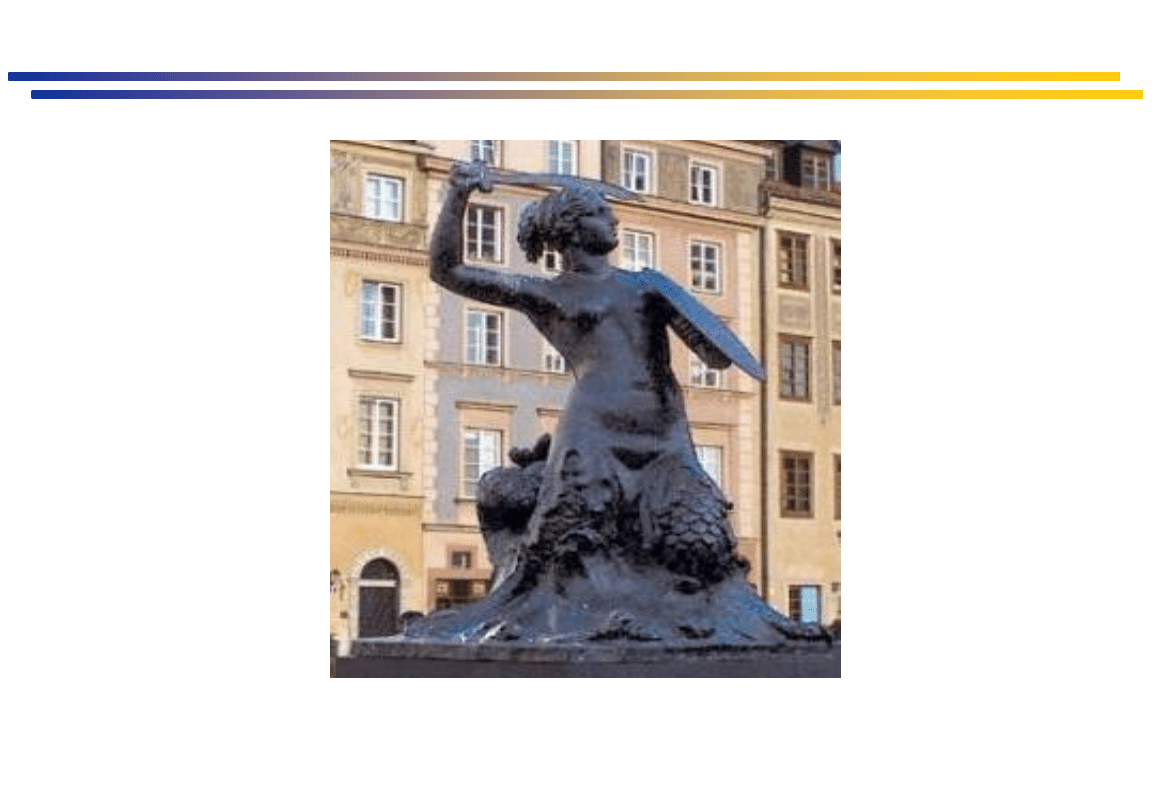
Natryskiwanie powłok
Pomnik Warszawskiej Syrenki pokryty brązem w procesie natryskiwania cieplnego
Materiały inżynierskie z elementami inżynierii stomatologicznej
Natryskiwanie powłok
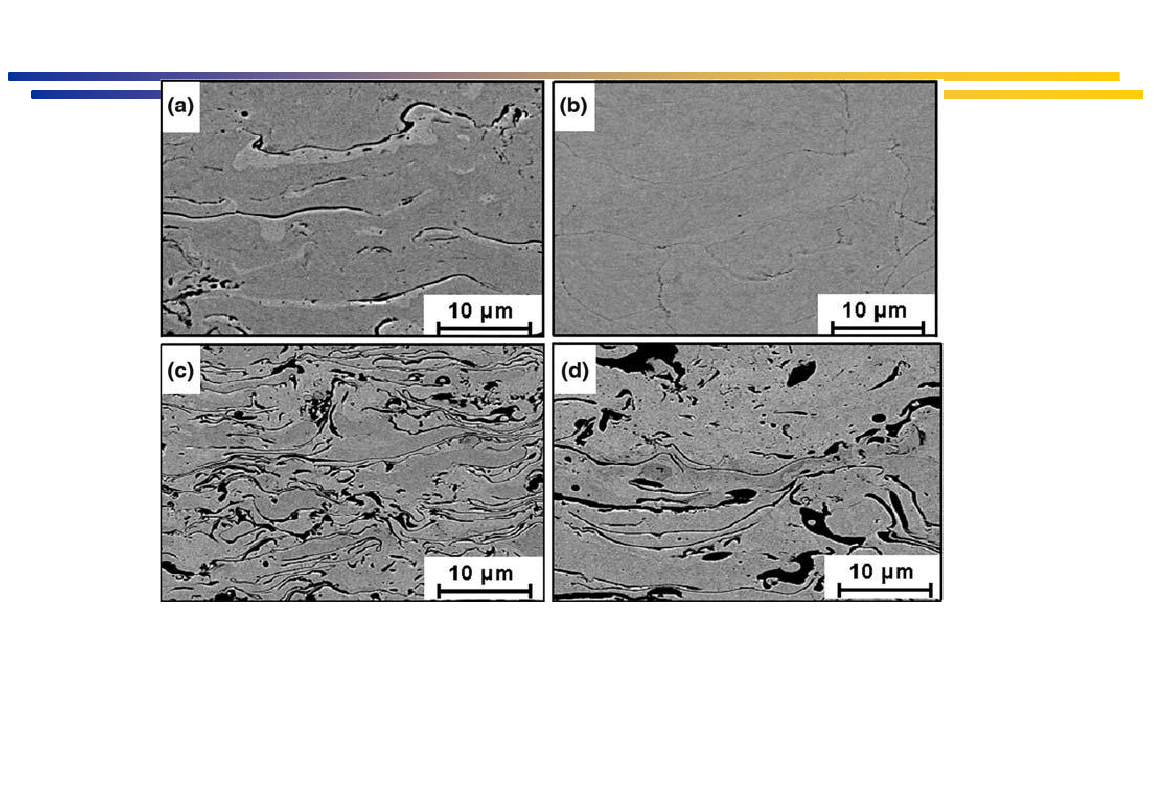
Mikrostruktura powłoki Ni-5%Al nakładanej przez
a)natryskiwanie naddźwiękowe,
b) natryskiwanej na zimno (cold spray), c) natryskiwanie plazmą,
d) natryskiwanie łukowe [31].
Materiały inżynierskie z elementami inżynierii stomatologicznej
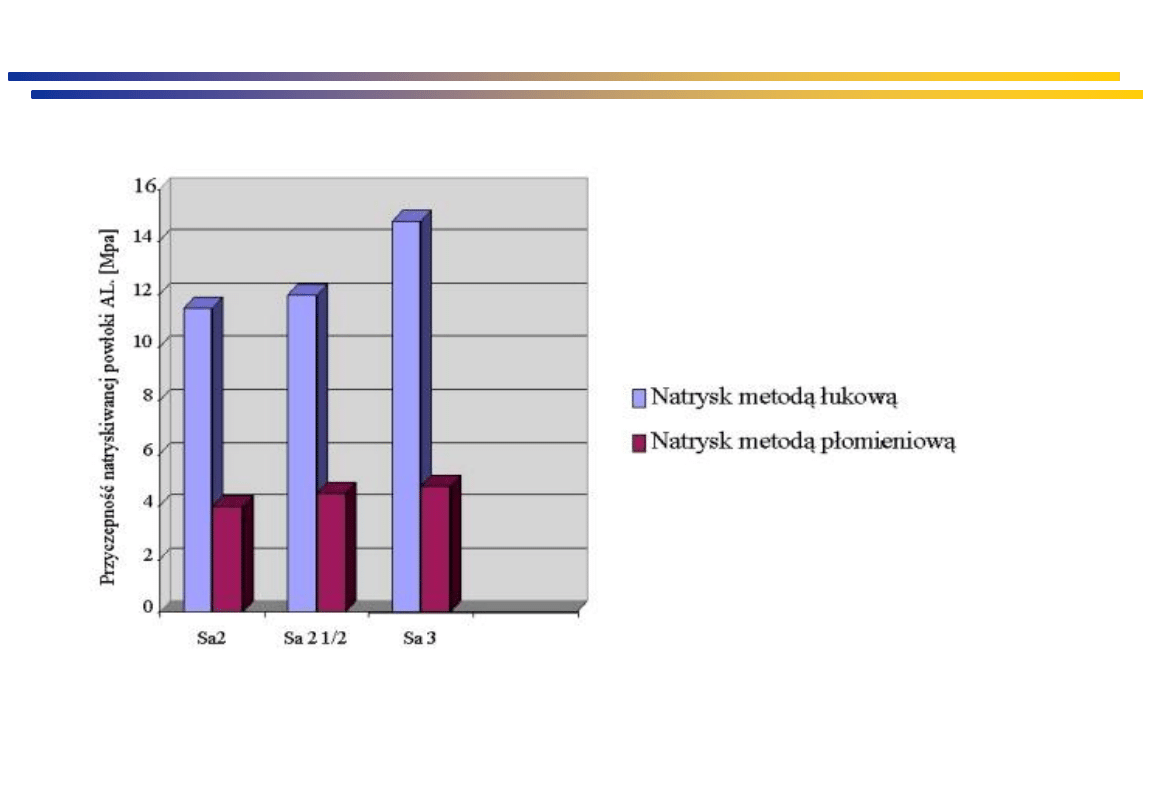
Natryskiwanie powłok
Średnia przyczepność w MPa aluminiowych powłok natryskiwanych
Materiały inżynierskie z elementami inżynierii stomatologicznej
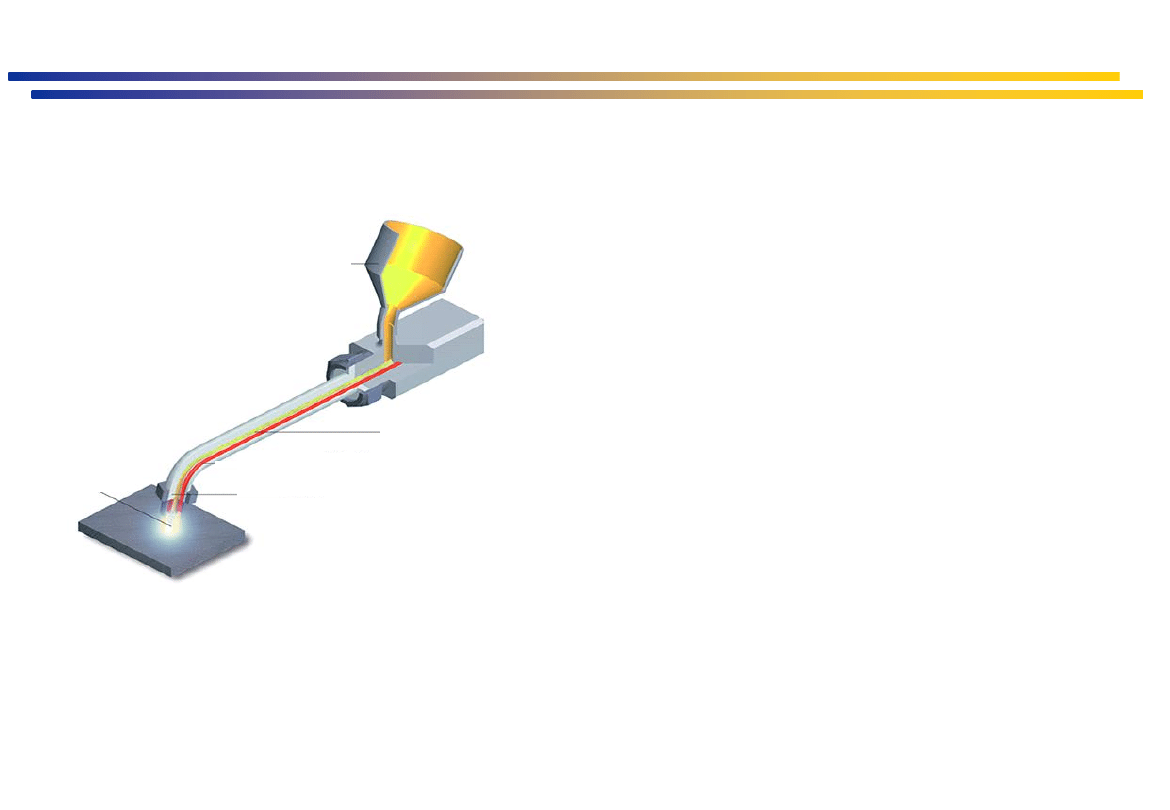
Natryskiwanie płomieniowe
Jest
to
proces,
w
którym materiał
przeznaczony na powłokę może być w
postaci proszku lub drutu. Źródłem ciepła
stosowanym w tej technice jest płomień
gazowy, ze spalania najczęściej acetylenu w
tlenie, o temperaturze płomienia ok. 3000
o
C.
Nanoszenie na natryskiwaną powierzchnię
następuje wyłącznie przez gazy spalinowe
lub
dodatkowo
doprowadzony
gaz
rozpylający, którym może być powietrze, a
natryskiwane cząstki osiągają prędkość od
100 do 350 m/s. Technologia ta jest
uznawana za najbardziej popularną i
rozpowszechnioną.
Zasobnik z proszkiem
Płomień
Kanały doprowadzające
gaz i proszek
Dziób palnika
Materiały inżynierskie z elementami inżynierii stomatologicznej
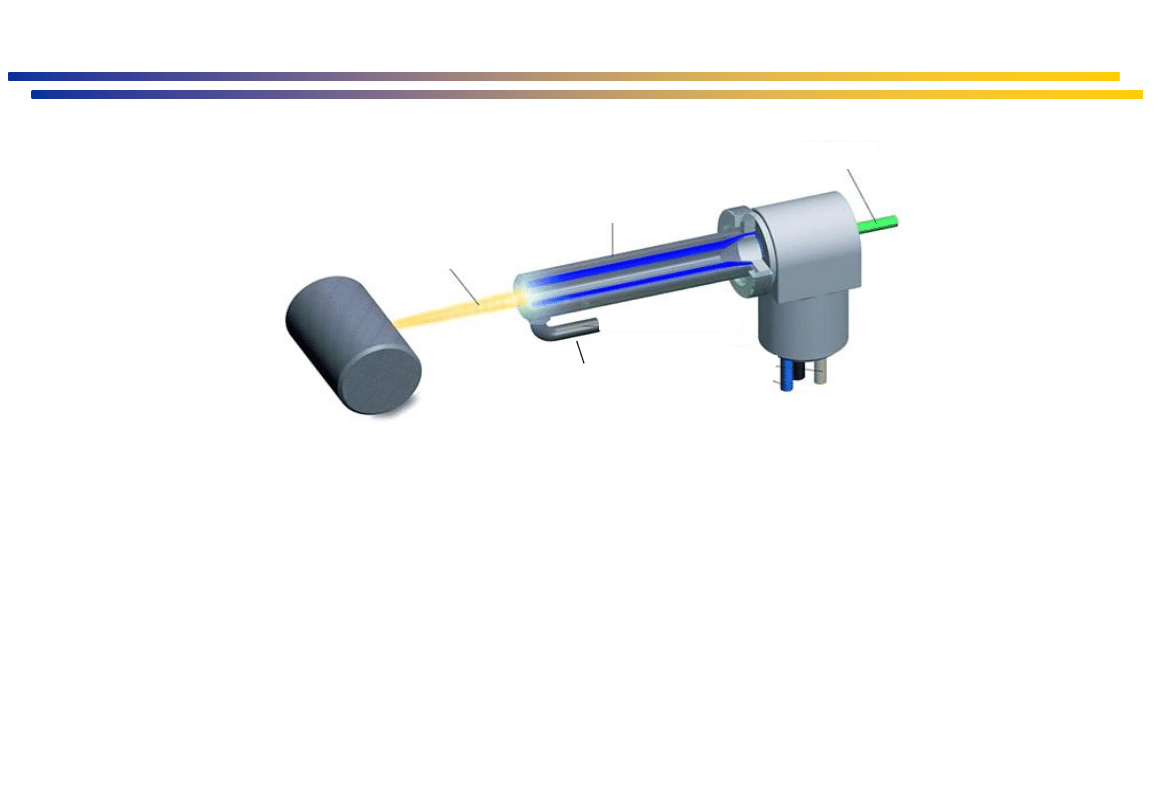
Płomieniowe natryskiwanie naddźwiękowe HVOF
Podczas tego rodzaju natryskiwania materiał podawany jest do palnika w postaci proszku, na
skutek ciągłego spalania mieszanki gazów (lub tlenu z benzyną lotniczą) wewnątrz specjalnej
komory, wytwarza się wysokie ciśnienie następnie poprzez użycie specjalnej dyszy rozprężnej,
uzyskuje się strumienia gazów o dużej prędkości (naddźwiękowej), co pozwala na nanoszenie
cząstek dobranego materiału na powłokę z ogromną energią kinetyczną.
Natryskiwanie detonacyjne
– w podobny sposób realizowane jest natryskiwanie detonacyjne, w
którym materiał powłoki podawany jest cyklicznie na powierzchnię z częstotliwością 10 ÷ 20 Hz
Podajnik proszku
Dysza rozpylająca
Płomień
Chodzenie
wodą
Kanały
doprowadzające
gaz
Materiały inżynierskie z elementami inżynierii stomatologicznej
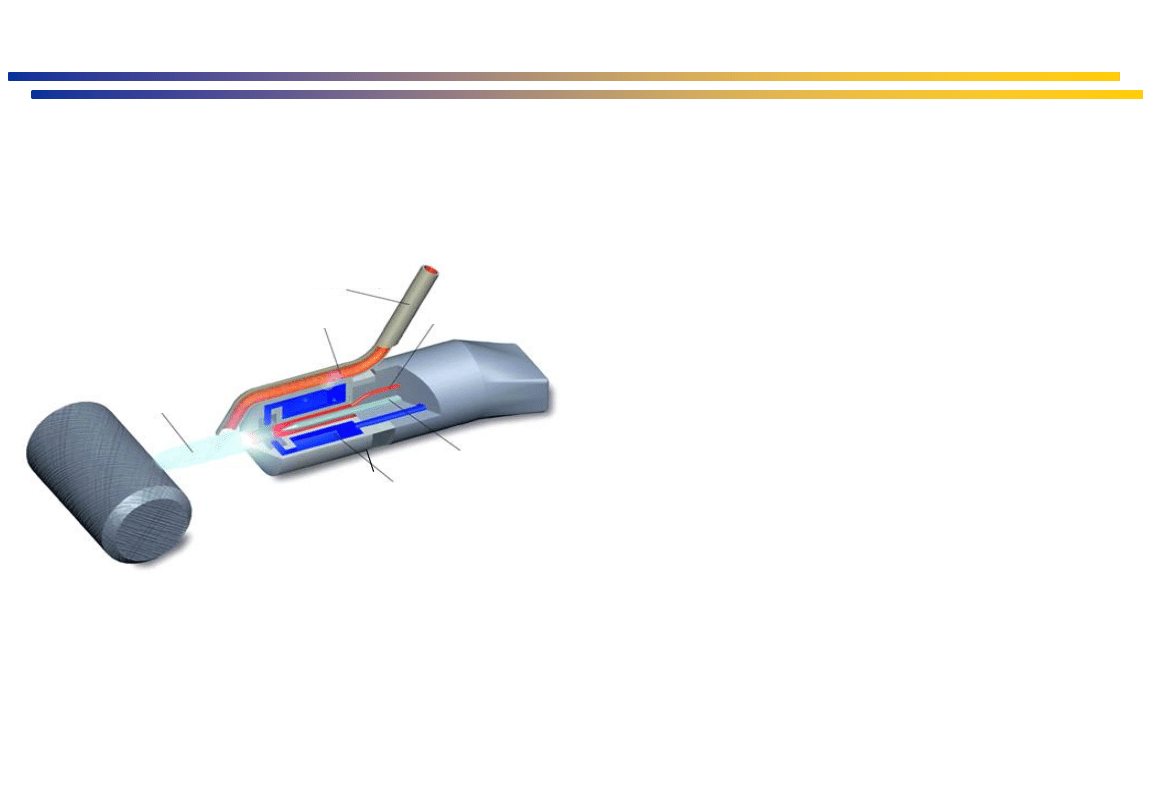
Natryskiwanie plazmą
Materiał powłoki nagrzewany jest do stanu
plastycznego lub ciekłego i nanoszony na
powierzchnię przez strumień plazmy, która
powstaje w łuku elektrycznym, palącym się
między elektrodą (katodą) i dyszą (anodą).
Temperatura plazmy może dochodzić do 16
000
o
C
co
wymusza
konieczność
intensywnego chłodzenia dyszy. Proszek
materiału powłokowego wprowadzany jest
przez gaz transportujący go aż do
strumienia plazmy wewnątrz lub na
zewnątrz
dyszy
plazmotronu.
Dużą
prędkość strumienia plazmy jest wywołana
przez rozprężanie cieplne wypływającego z
dyszy gazu.
Płomień
Chodzenie
wodą
Kanał
doprowadzający
proszek
Kanał
doprowadzający
gaz plazmowy
Proszek
Elektroda
Materiały inżynierskie z elementami inżynierii stomatologicznej
Materiały inżynierskie z elementami inżynierii stomatologicznej
Thermal spraying
High velocity oxy-fuel
Project LANAMATE

Materiały inżynierskie z elementami inżynierii stomatologicznej
Selective laser sintering as an additive manufacturing
technology
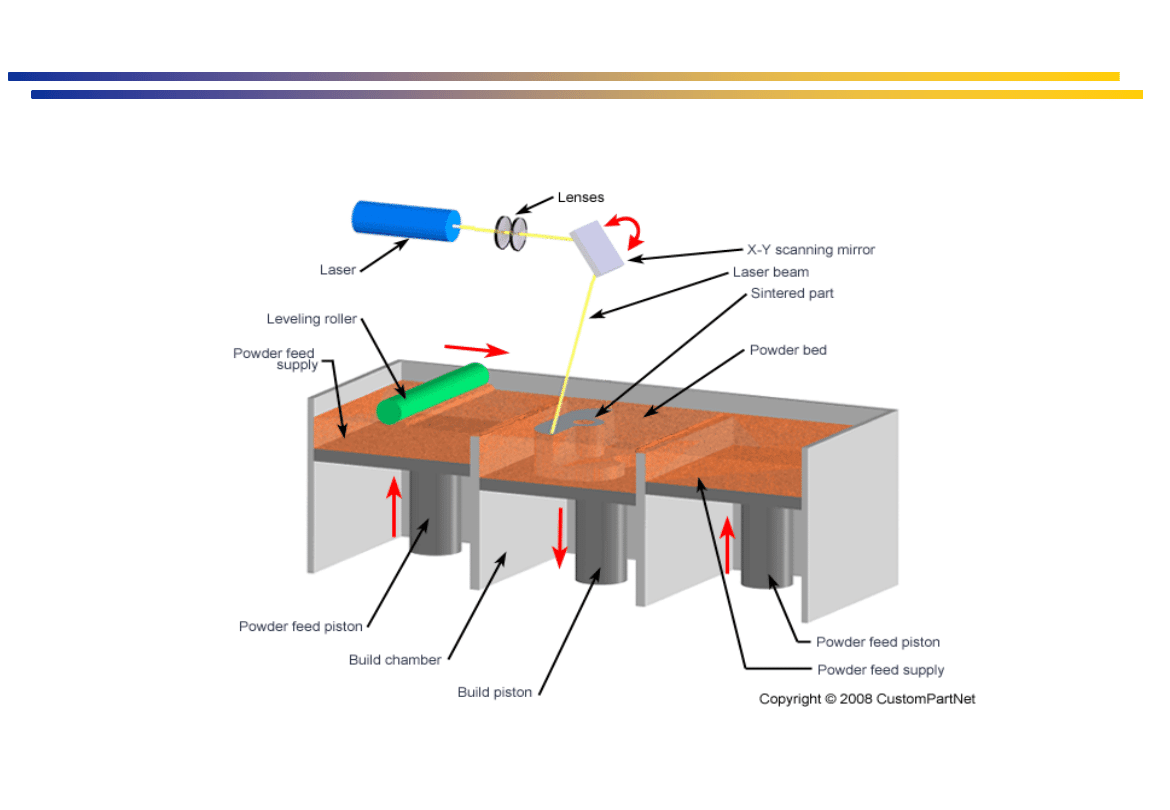
Materiały inżynierskie z elementami inżynierii stomatologicznej
Selective laser sintering as an additive manufacturing
technology
Materiały inżynierskie z elementami inżynierii stomatologicznej
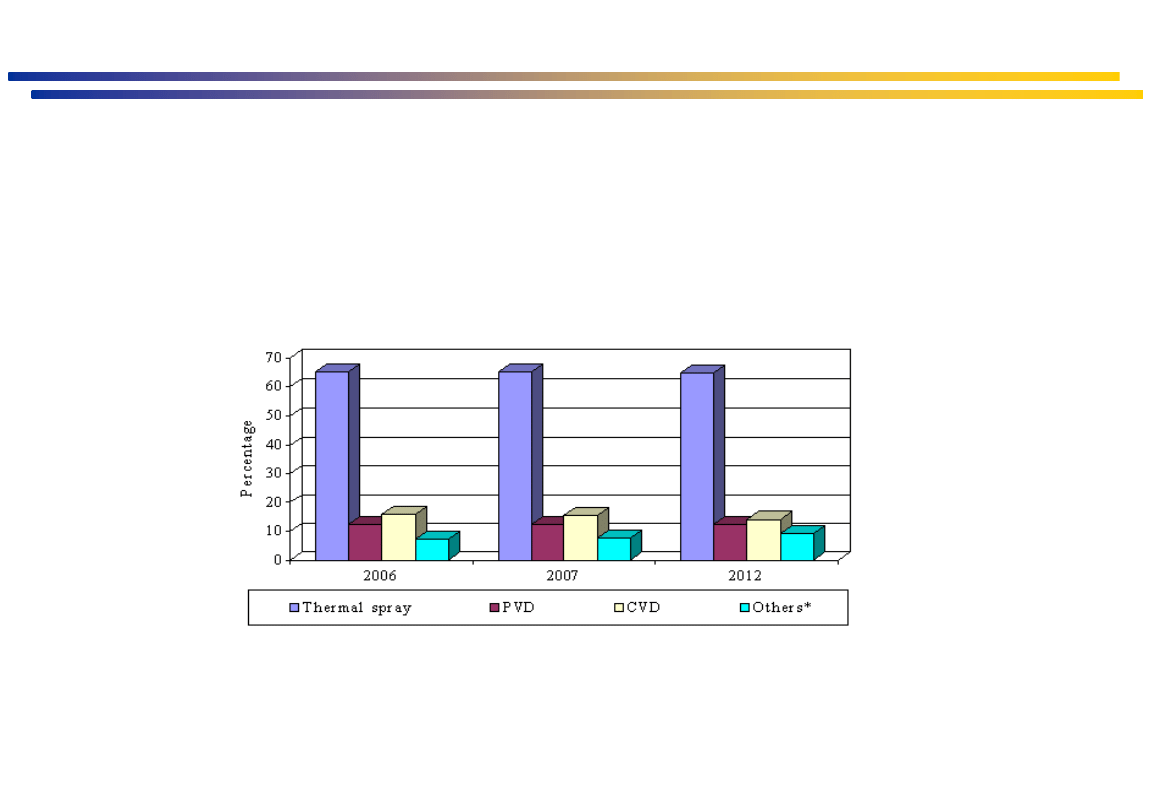
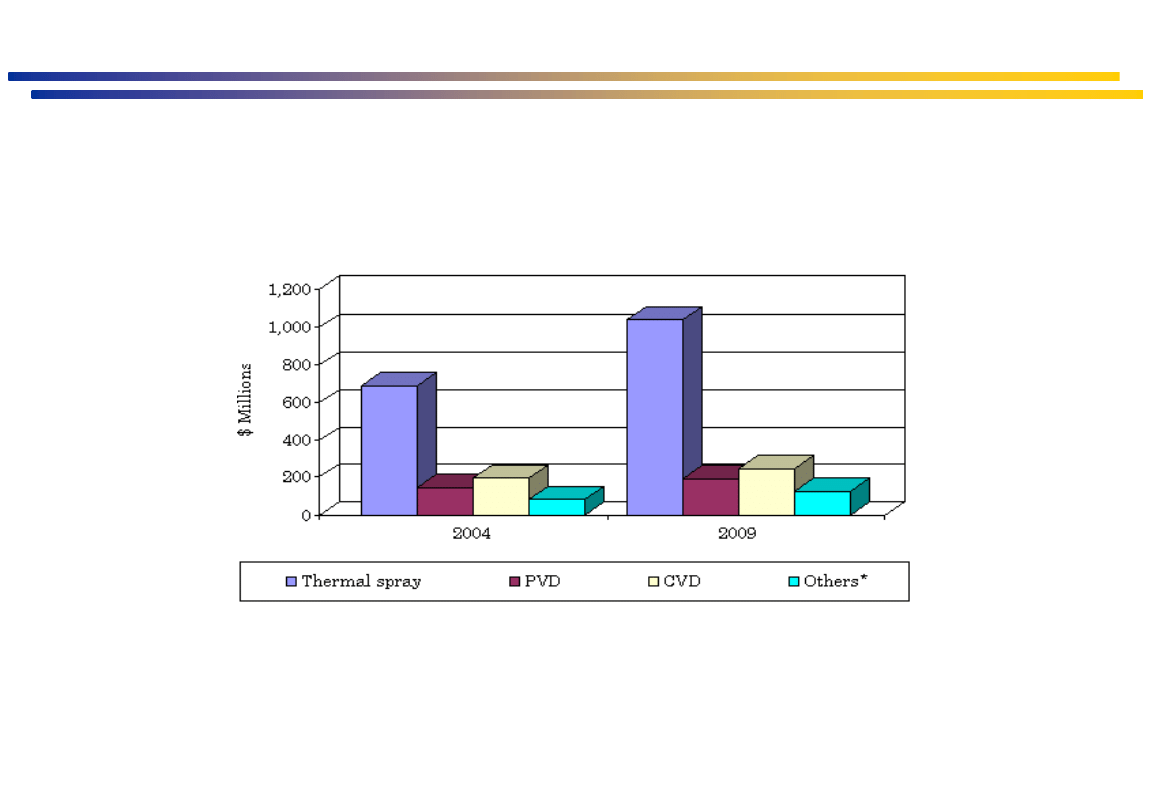
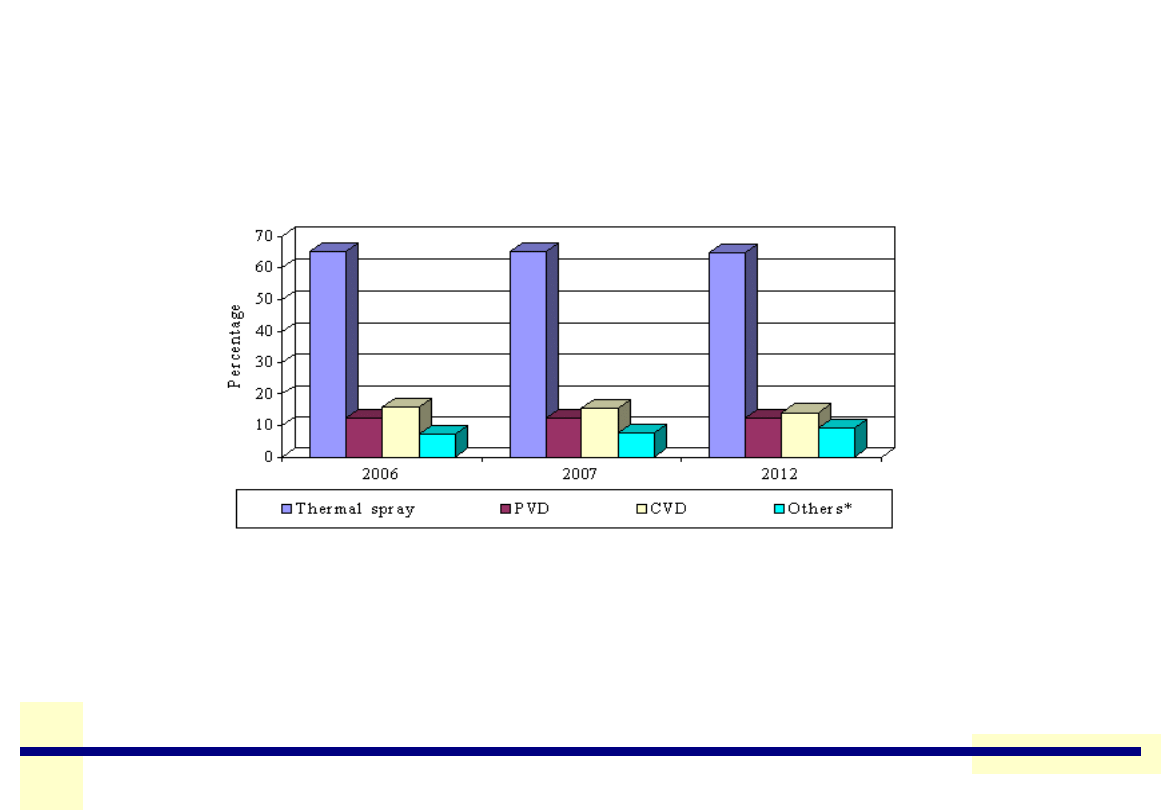
Porównanie udziału procentowego powłok ceramicznych wytwarzanych różnymi metodami w
USA
Badania rynku w USA wykazały że natryskiwanie cieplne stanowi około 65% udziału
wszystkich powłok ceramicznych wytwarzanych różnymi metodami. Roczne tempo wzrostu
natryskiwania cieplnego wynosi 8,5% przy wartości 5,8 i 5,0% dla technologii PVD i CVD.
Report
ID:AVM015D,
2007, Analyst:
Andrew
McWilliams
Materiały inżynierskie z elementami inżynierii stomatologicznej
Zyski związane z wytwarzaniem powłok ceramicznych różnymi metodami w USA
Report
ID:AVM015C,
Analyst: Thomas
Abraham

Materiały inżynierskie z elementami inżynierii stomatologicznej
Powłoki natryskiwane cieplnie
Zalety:
• połączenie powłoki z podłożem zależne od metody i
materiału powłoki (adhezyjne, dyfuzyjne,
mechaniczne),
• szeroki zakres grubości powłoki od 0,01 do 2,0 mm po
jednokrotnym natryskiwaniu,
• możliwość dowolnego doboru składu powłoki,
• łatwość obsługi palników natryskowych,
• możliwość automatyzacji i robotyzacji procesu,
natryskiwanie niemal dowolnych miejsc konstrukcji,
• możliwość regulowania grubości powłoki przez
stosowanie wielokrotnego natryskiwania,
• niski koszt inwestycji,
• wielokrotne natryskiwanie tym samym lub różnymi
rodzajami materiału.
Wady:
• konieczność nagrzewania materiału wsadowego do
stanu plastycznego lub ciekłego w urządzeniu lub na
zewnątrz urządzenia do natryskiwania,
• często duża porowatość powłok dochodząca do 10%
udziału porów, zależna od metody,
• konieczność prowadzenia dodatkowej obróbki
uszczelniającej powłoki,
• częste utlenienie powłoki,
• duży poziom hałasu zwłaszcza w technice
detonacyjnej,
• konieczność przygotowania powierzchni
natryskiwanego przedmiotu przez odtłuszczenie i
usunięcie tlenków (piaskowanie, śrutowanie),
• konieczność natryskiwania w krótkim okresie czasu po
przygotowaniu powierzchni,
• trudności technologiczne związane z pokrywaniem
obszarów trudnodostępnych lub powierzchni
wewnętrznych

Materiały inżynierskie z elementami inżynierii stomatologicznej
Formowanie powłok z gęstwy polimerowo-proszkowej
i spiekanie
Lepiszcze:
• parafina,
• lakier,
• polipropylen,
• szkło wodne,
• żywica termoutwardzalna.
Proszek:
• stal szybkotnąca HS6-5-2 (M2 w
ASTM),
• stal szybkotnąca HS12-1-5-5 (T15 w
ASTM),
• węglik WC,
• węglik VC,
• mieszanina węglików „tetra carbides”
Materiały inżynierskie z elementami inżynierii stomatologicznej
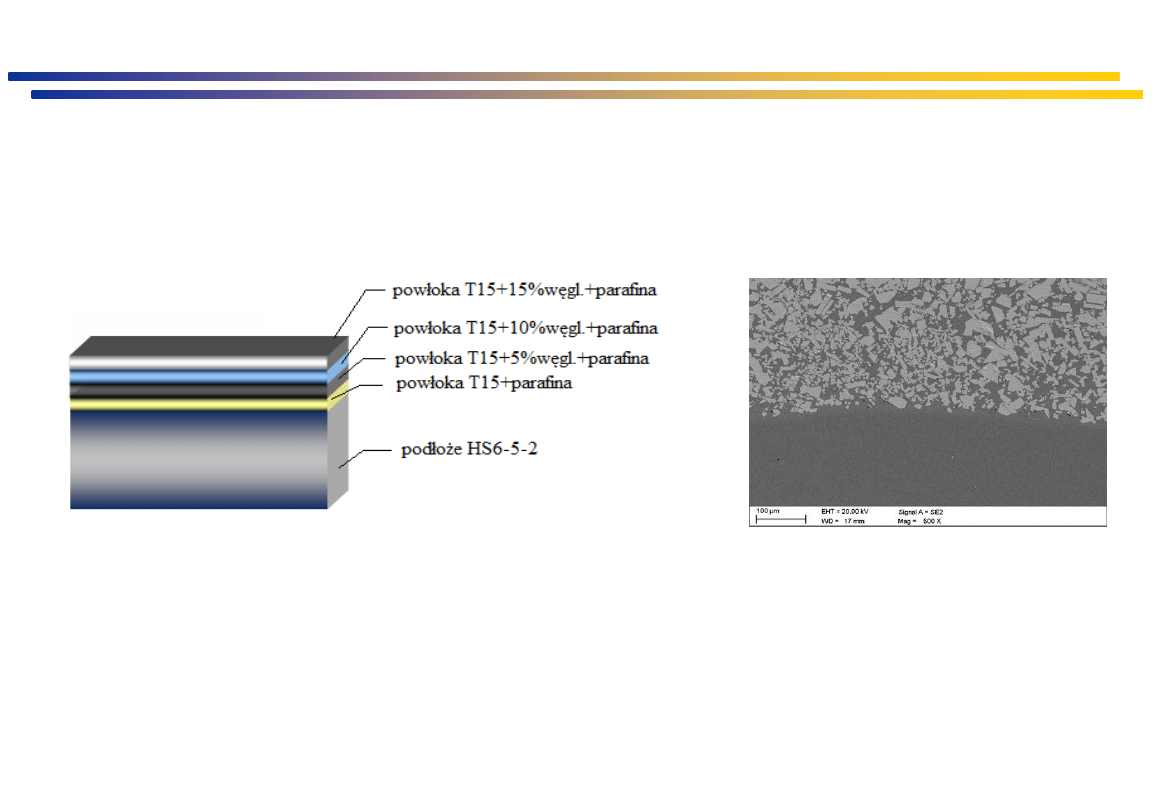
Formowanie powłok z gęstwy polimerowo-proszkowej
i spiekanie
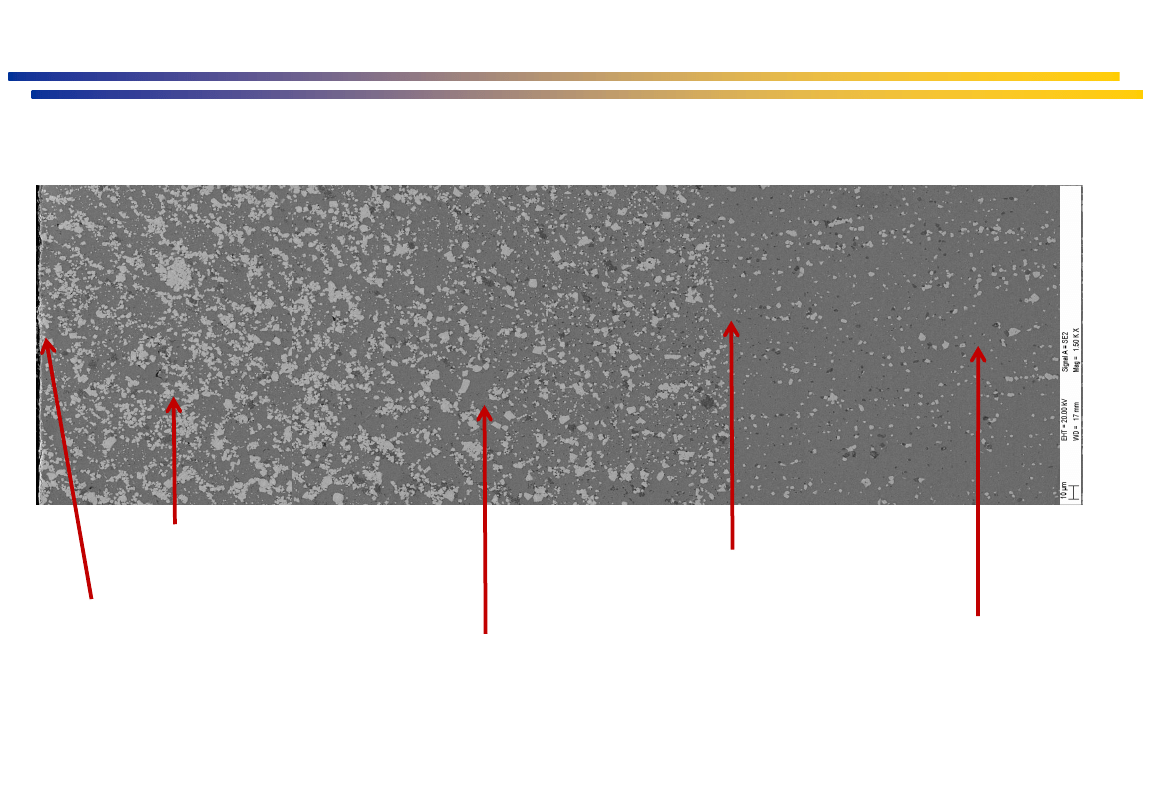
Przykład nakładania kolejnych powłok w celu
uzyskania warstwy gradientowej
Struktura
warstwy
wierzchniej
M2/WC/lakier
na
stali
41Cr4
spiekanej w temperaturze 1260
o
C
Materiały inżynierskie z elementami inżynierii stomatologicznej
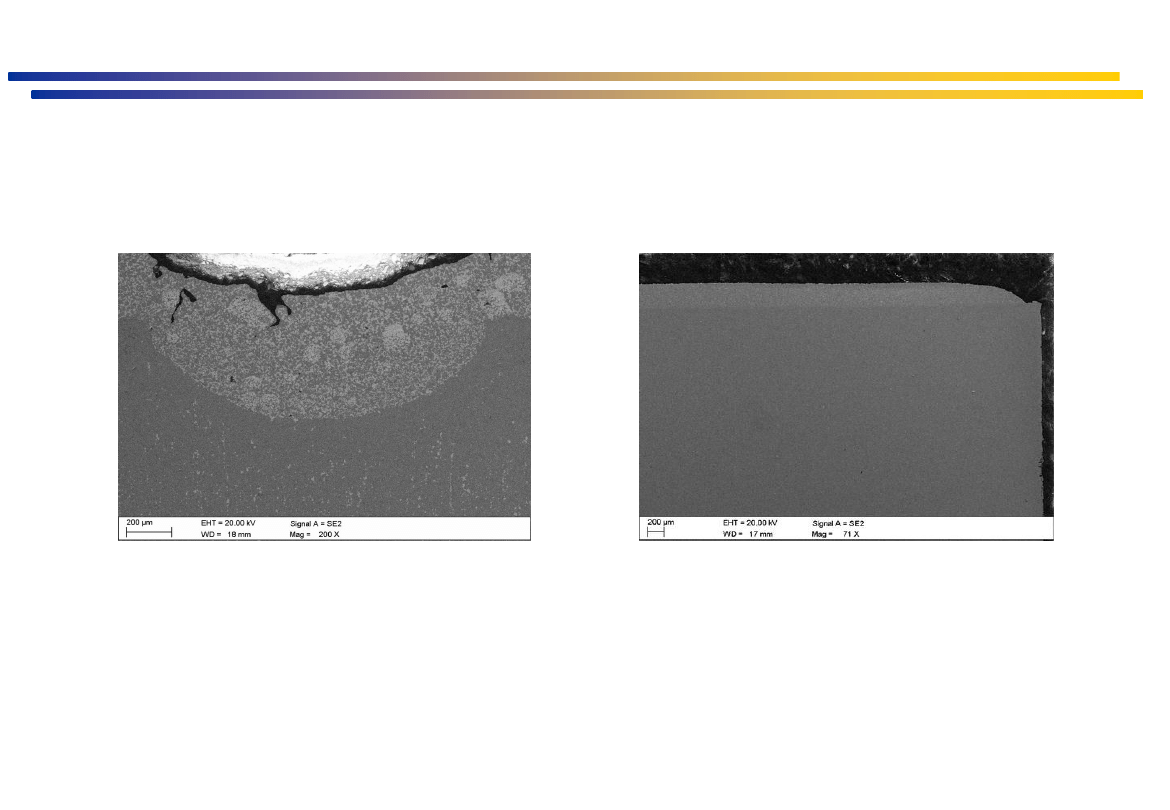
Formowanie powłok z gęstwy polimerowo-proszkowej
i spiekanie
Regenerowana powierzchnia stali
szybkotnącej - widoczny ubytek
wypełniony węglikostalą
Struktura
warstwy
wierzchniej
M2/lakier na stali 41Cr4 spiekanej w
temperaturze 1260
o
C
Materiały inżynierskie z elementami inżynierii stomatologicznej
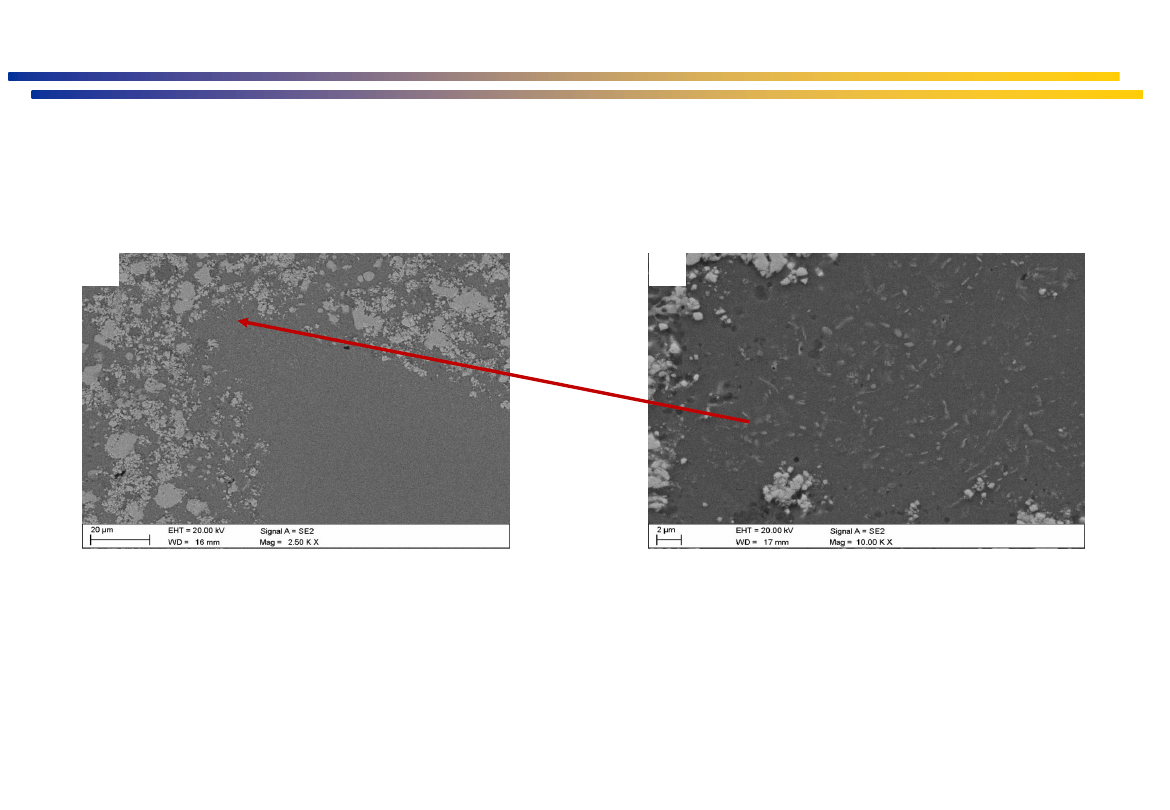
Formowanie powłok z gęstwy polimerowo-proszkowej
i spiekanie
Przekrój poprzeczny wiertła ze stali C70U pokrytego powłoką T15/węgliki/ a) pomocnicza
krawędź skrawająca, b) powiększenie obszaru z rysunku a
a)
b)
Materiały inżynierskie z elementami inżynierii stomatologicznej
Gładka i zwarta powierzchnia
wytworzonego materiału
o bardzo niskiej porowatości
Warstwa górna najbardziej bogata
w węgliki stanowiąca
powierzchnię narzędzia
Warstwa pośrednia
o mniejszym udziale węglików
Granica pomiędzy nałożoną powłoka i
powierzchnią stali szybkotnącej
niewykazująca dekohezji.
Struktura odlewnej stali szybkotnącej z
typową segregacją pasmową węglików
powstającą podczas wytwarzania. Niski
udział węglików
Warstwy gradientowe formowane z proszków i spiekane
Materiały inżynierskie z elementami inżynierii stomatologicznej
500
600
700
800
900
1000
1100
1200
1300
1400
0
0,04
0,08
0,12
0,16
0,2
0,24
0,28
0,32
0,36
0,4
0,44
0,48
0,52
0,56
0,6
M
ik
ro
tw
ard
oś
ć
H
V0
,1
Odległość od powierzchni, mm
Spiekana
Hartowana
Odpuszczana w 570
°C
Odpuszczana w 630
°C
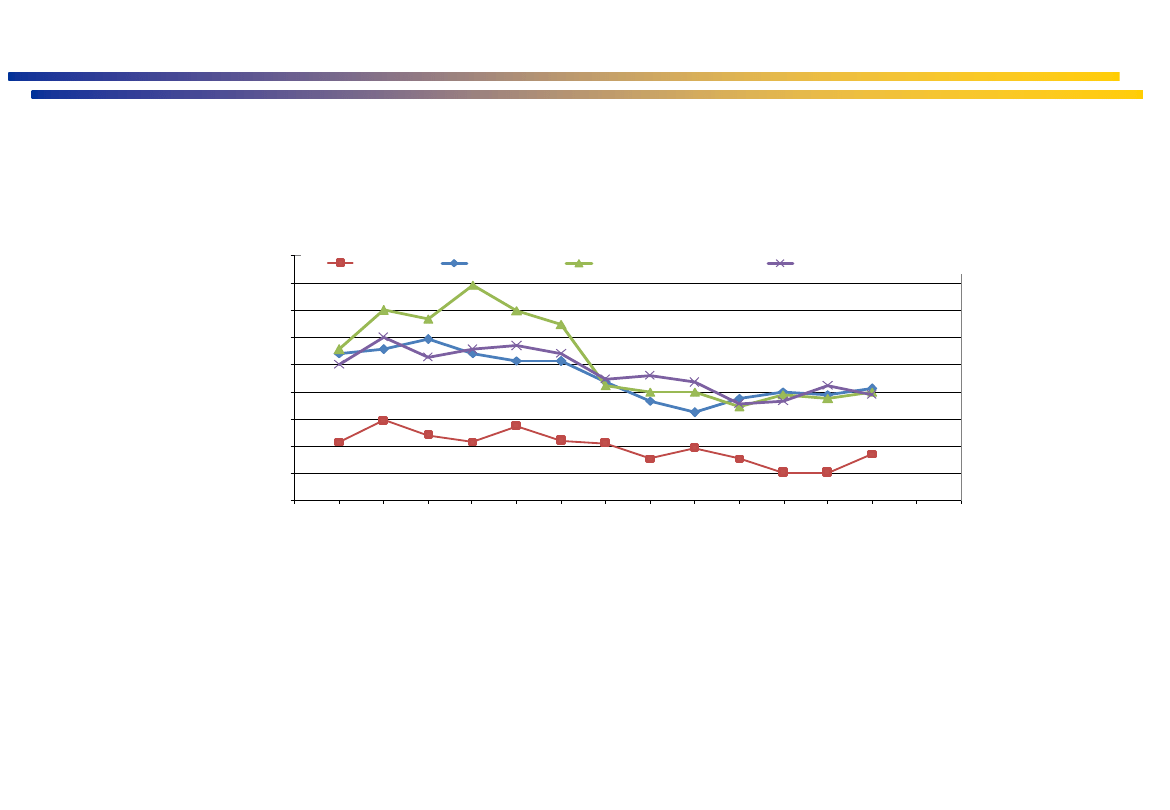
Rozkład mikrotwardości na przekroju stali HS6-5-2
pokrywanej
gradientową
warstwą
T15(HS12-1-5-
5)/węgliki w zależności od rodzaju obróbki cieplnej.
Formowanie powłok z gęstwy polimerowo-proszkowej
i spiekanie

Materiały inżynierskie z elementami inżynierii stomatologicznej
Formowanie powłok z gęstwy polimerowo-proszkowej
i spiekanie
Zalety:
• niskie koszty związane z zakupem urządzeń,
• łatwy sposób nakładania powłoki,
• możliwość zastosowania automatyzacji procesu,
• możliwość tworzenia warstw gradientowych,
• zmiany twardości powierzchni w szerokim zakresie, w
zależności od stosowanego proszku ,
• możliwość zmiany składu chemicznego warstwy
wierzchniej przez w zależności od zastosowanych gazów
podczas spiekania,
• zastosowania bezpośredniego chłodzenia z temperatury
spiekania umożliwia równocześnie obróbkę cieplną
rdzenia,
• możliwość regeneracji narzędzi i nie tylko,
• dyfuzyjny charakter połączenia powłoki z podłożem,
• brak konieczności odtłuszczania powierzchni,
• wysoki uzysk proszku wsadowego .
Wady:
• konieczność nagrzewania całej objętości
pokrywanego elementu do temperatury spiekania,
• gabaryty pokrywanego elementu zależne od wielkości
komory pieca,
• konieczność przeprowadzenia degradacji
zastosowanego lepiszcza,
• długi czas procesu wymagający wolnego nagrzewania
do temperatury spiekania,
• znaczny skurcz powłoki po spiekaniu zależny od
udziału lepiszcza,
• brak możliwości wytwarzania grubych powłok powyżej
1,5mm,
• możliwy niekorzystny wpływ wysokiej temperatury
spiekania na strukturę i własności rdzenia,
Materiały inżynierskie z elementami inżynierii stomatologicznej
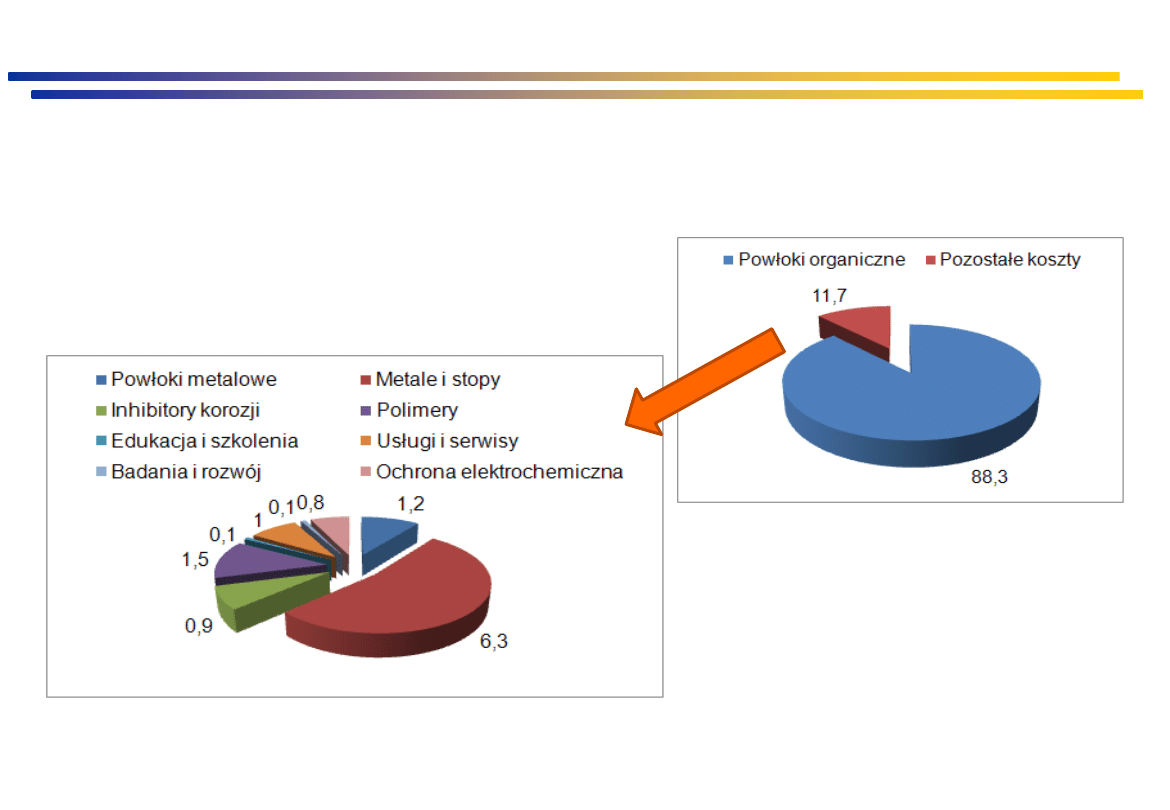
Podział kosztów korozji przypadający na poszczególne technologie przeciwkorozyjne
Materiały inżynierskie z elementami inżynierii stomatologicznej
Powłoki organiczne
Skład powłoki polimerowej
substancje
błonotwórcze
pigmenty
napełniacze
rozpuszczalniki
składniki
uzupełniające
Stale
rosnąca
produkcja
wyrobów
lakierniczych stanowi duże zagrożenie dla
zdrowia i środowiska naturalnego ze
względu na związki ołowiu stosowane w
pigmentach
oraz
lotne
substancje
organiczne
stosowane
w
rozpuszczalnikach
Materiały inżynierskie z elementami inżynierii stomatologicznej
Powłoki organiczne
Ograniczenie zużycia toksycznych i drogich
węglowodorów aromatycznych, to jest ksylenu i
toluenu
oraz
innych
rozpuszczalników
organicznych, realizowane jest na przykład,
przez
stosowanie
farb
proszkowych,
wodorozcieńczalnych
lub
o dużej zawartości napełniaczy (HS). Coraz
powszechniejszym
jest
nakładanie powłok
polimerowych Polimeryzacja powłoki wyklucza
udział różnego typu i rozpuszczal-ników,
toksycznych dla środowiska naturalnego.
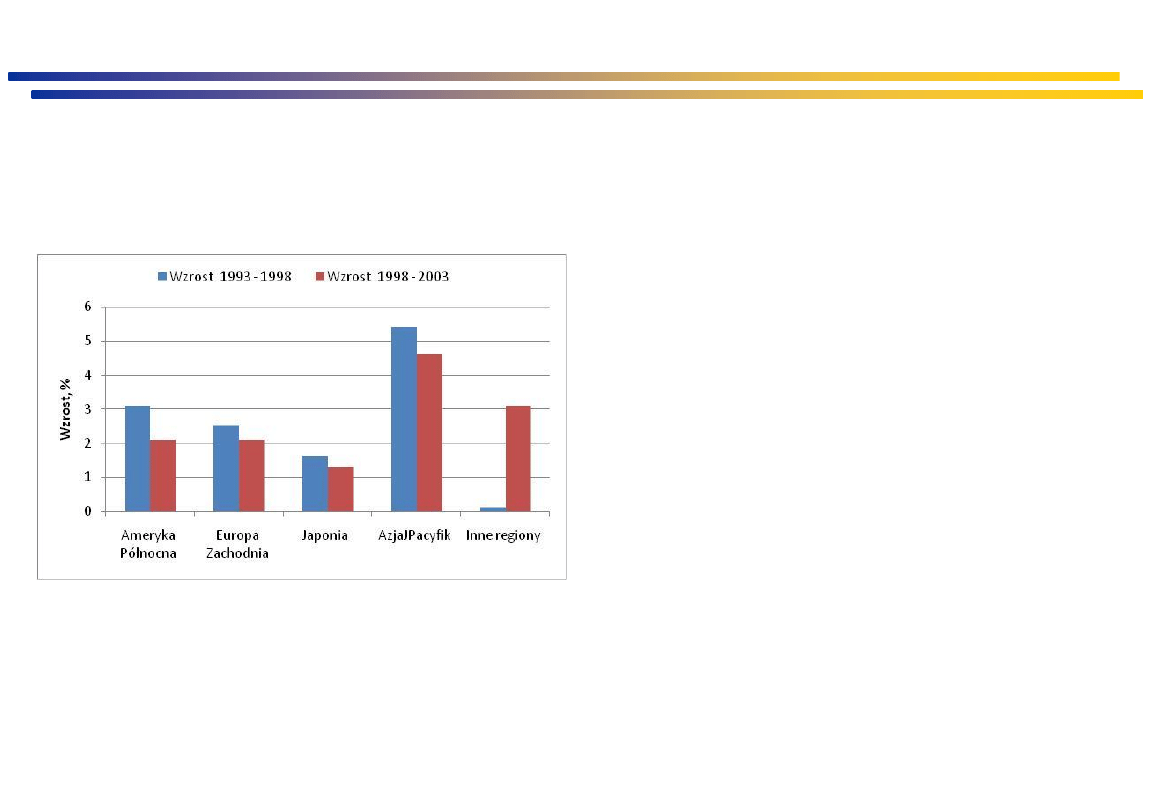
Wzrost w produkcja wyrobów lakierowych
w skali Światowej
Materiały inżynierskie z elementami inżynierii stomatologicznej
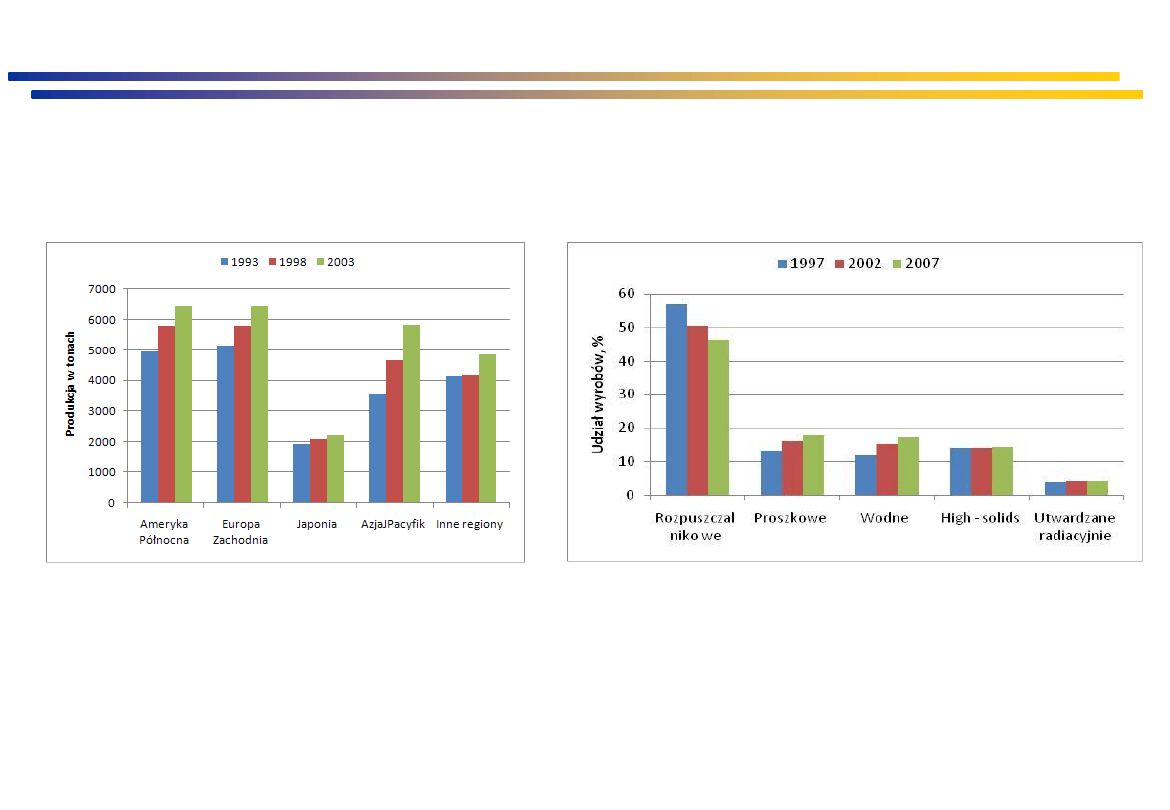
Powłoki organiczne
Światowa produkcja wyrobów lakierowych
Udział wyrobów lakierowych produkowanych w
Europie Zachodniej

Materiały inżynierskie z elementami inżynierii stomatologicznej
Powłoki organiczne
Zalety:
• niskie koszty inwestycyjne,
• łatwy sposób nakładania powłoki,
• brak konieczności zatrudnienia wysoko
wykwalifikowanych pracowników
• w niektórych metodach malowania możliwość
zastosowania automatyzacji procesu,
• możliwość tworzenia powłok
wielowarstwowych,
• wysokie walory dekoracyjne,
• możliwość pokrywania dużych elementów
konstrukcyjnych bez konieczności demontażu,
• pokrywanie powierzchni trudnodostępnych,
Wady:
• niska trwałość powłok,
• konieczność odpowiedniego przygotowania
powierzchni,
• relatywnie długi czas pokrywania,
• szkodliwe lotne substancje organiczne stosowane
w lakierach,
• trudności z utylizacją starych powłok malarskich,
Materiały inżynierskie z elementami inżynierii stomatologicznej
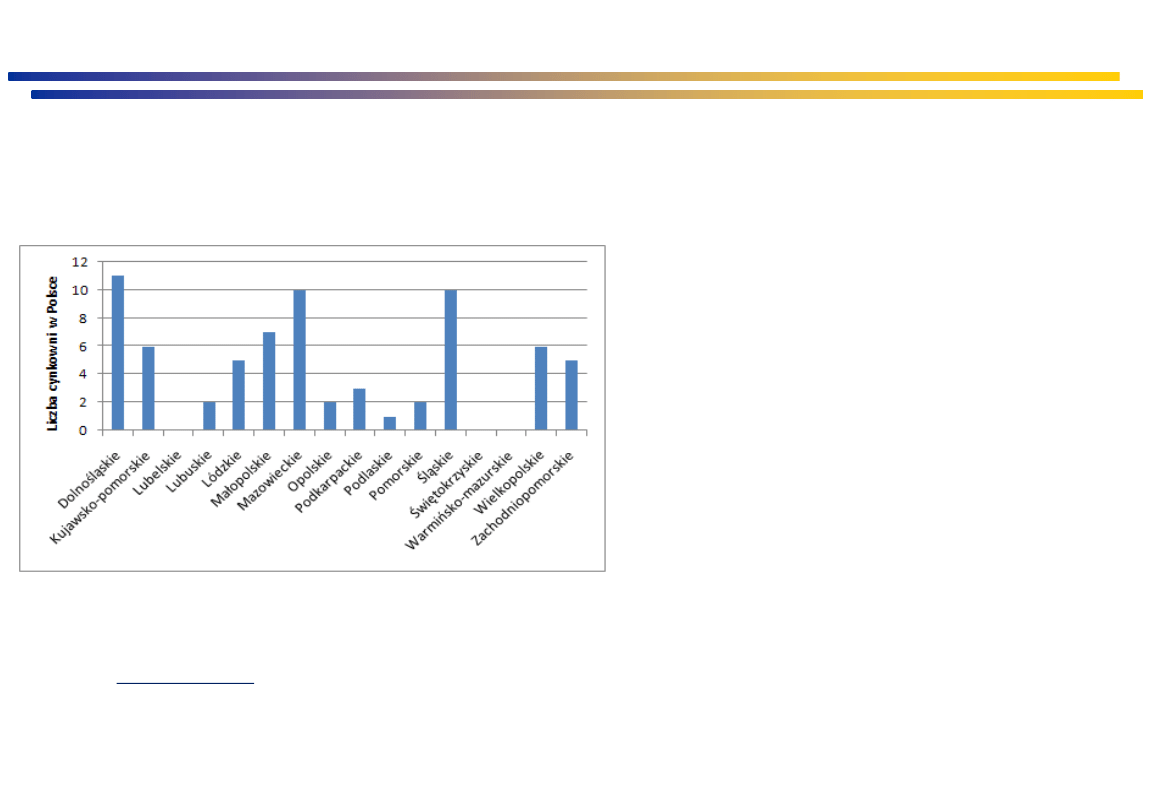
Liczba cynkowni w Polsce z podziałem na
województwa
Zgodnie z PN-EN ISO 12944-2 istnieje pięć
kategorii odporności korozyjnej:
C1 (bardzo słaba) - roczny ubytek powłoki
cynkowej to < 0,1 µm, ochrona ponad 100
lat
C2 (słaba) - roczny ubytek powłoki
cynkowej to 0,1 ÷ 0,7 µm,
C3 (średnia) - roczny ubytek powłoki
cynkowej to 0,7 ÷ 2,1 µm,
C4 (silna) - roczny ubytek powłoki
cynkowej to 2,1 ÷ 4,2 µm,
C5 (bardzo silna) - tereny silnie
uprzemysłowione o wysokiej wilgotności
powietrza i agresywnej atmosferze, również
tereny nadmorskie o wysokim zasoleniu.
Powłoki metalizowane ogniowo
Materiały inżynierskie z elementami inżynierii stomatologicznej
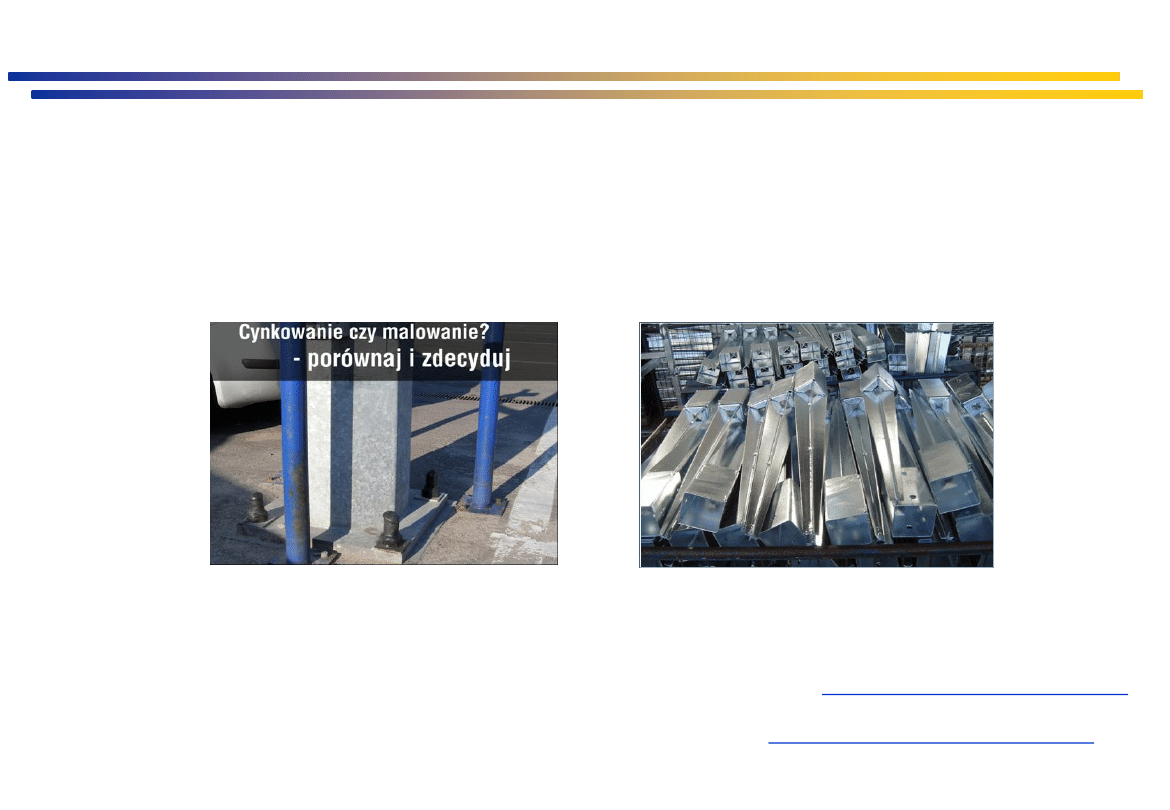
Powłoki metalizowane ogniowo
Przykład typowych powłok metalizowanych ogniowo (cynkowanych) i malowanych
Szeroko stosowane powłoki odporne na korozję to np. powłoki zawierające znaczną
ilość cynku, który można stosować w postaci proszku do lakierów lub wytwarzać jako
jednorodne powłoki cynkowe w procesie metalizacji ogniowej. Oprócz powłok
cynkowanych przez metalizowanie ogniowe stosowane są jeszcze powłoki Zn-Fe, Al,
Al-Si, Al-Zn i Pb-Sn
Źródło: www.portal-cynkowniczy.pl
www.ocynkownia-ogniowa.pl
Materiały inżynierskie z elementami inżynierii stomatologicznej
Liczba cynkowni w Polsce z podziałem na
województwa
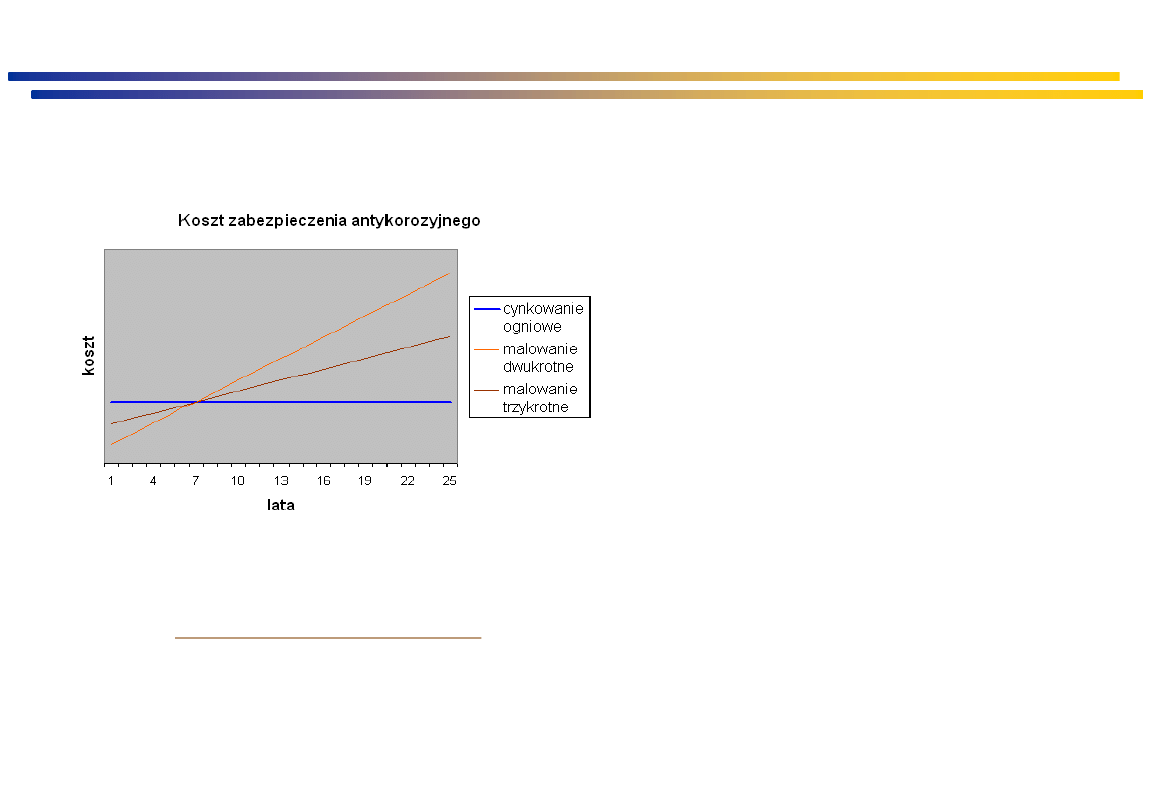
Powłoki duplex:
Zabezpieczenie antykorozyjne w systemie duplex
polega na nałożeniu na ogniową powłokę
cynkową specjalnej powłoki malarskiej, co
stanowi dodatkową ochronę przed korozją oraz
umożliwia osiąganie zamierzonych efektów
kolorystycznych. Powłoka malarska chroni cynk
przed utlenianiem i przedłuża jego trwałość nawet
do 100 lat.
Powłoki metalizowane ogniowo
Źródło: www.obrabiarka.pl
Zestawienie statystyczne c.d.
Porównanie udziału procentowego powłok
ceramicznych wytwarzanych różnymi
metodami w USA oraz prognozy na rok 2012
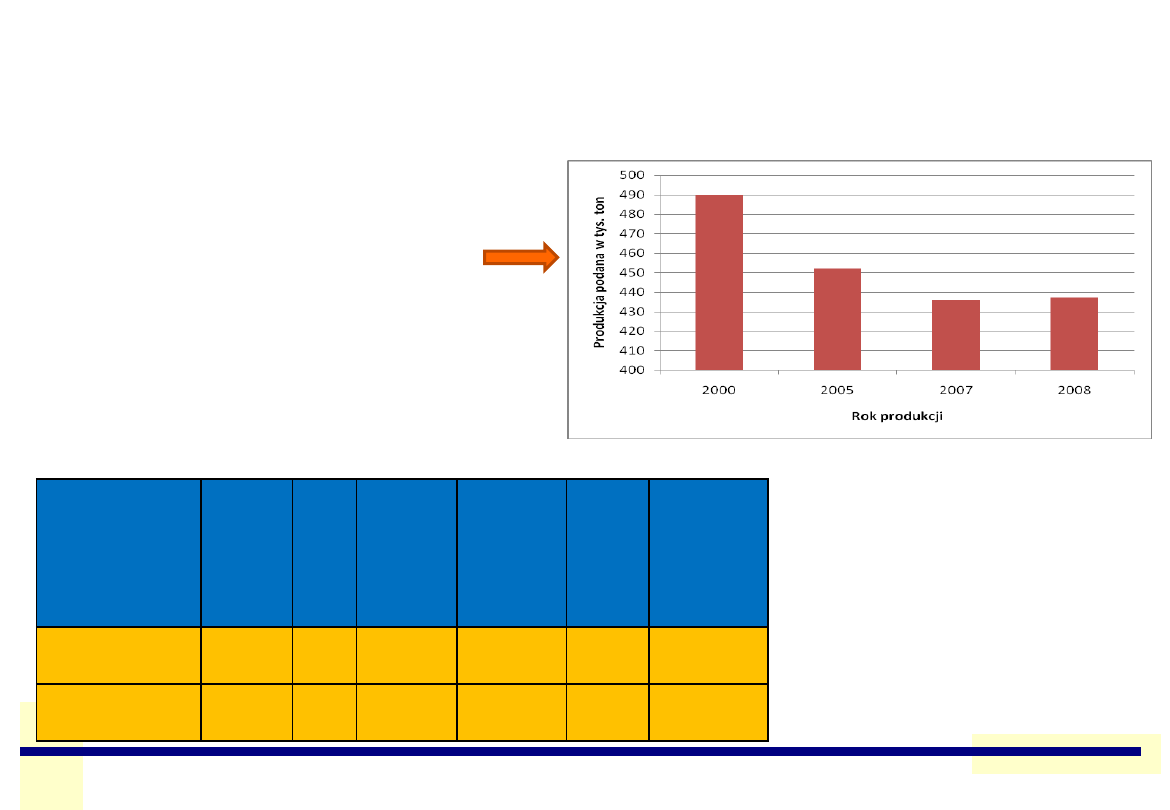
Zestawienie statystyczne c.d.
Produkcja blach ocynkowanych w Polsce
Ro
dza
j
m
at
er
ia
łu
Ro
lni
ct
w
o
,
ło
w
iect
w
o
i
leśn
ict
w
o
G
órnict
w
o
P
rz
et
w
órstw
o
prze
m
ys
ło
w
e
Wy
tw
a
rz
a
nie i
za
o
pa
try
w
a
nie
w
ener
gię
elek
try
cz
ną
i w
odę
B
ud
o
w
nict
w
o
Z
uży
cie
sum
ary
cz
ne
Blachy i taśmy
ocynowane, [t]
11
112
141147
42
4079
145428
Blachy i taśmy
cynkowane w [t]
37
105
1168110
576
22482
1191909
Zużycie materiałów cynowanych i
cynkowanych w Polsce w roku 2008 z
podziałem na branże
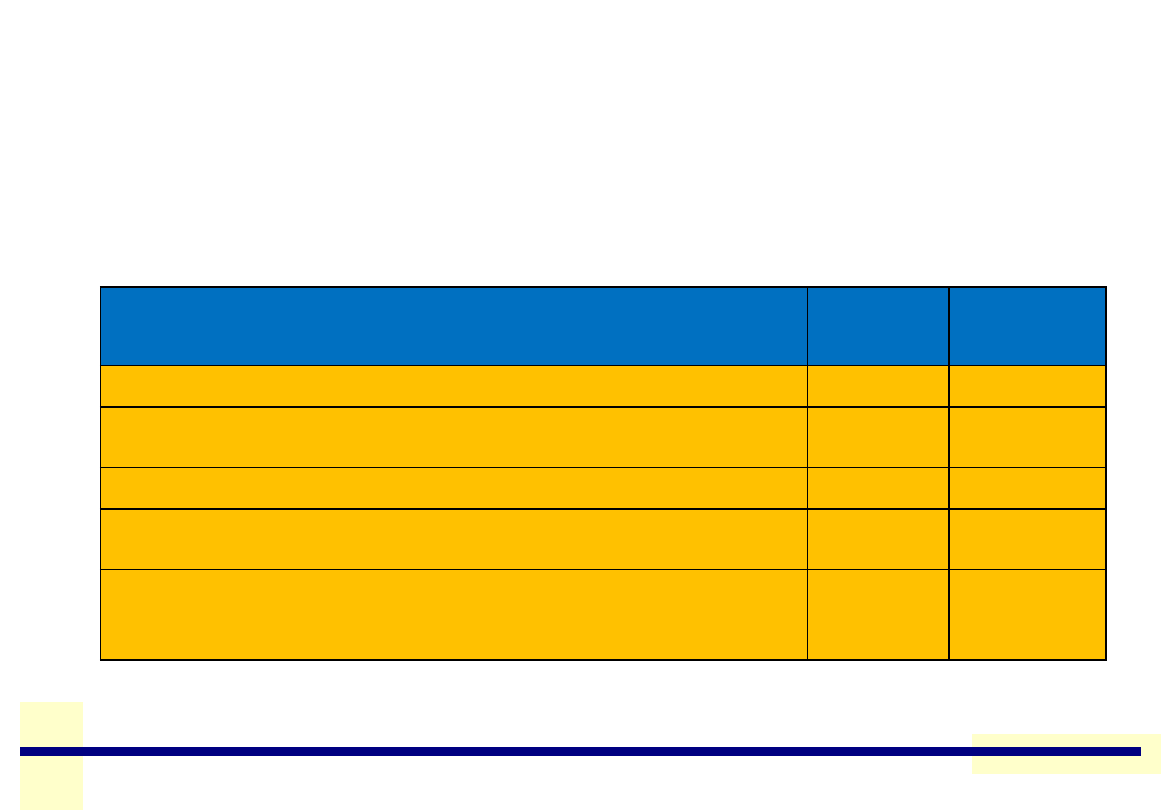
Zestawienie statystyczne c.d.
Tytuł
Numer
zgłoszenia
Data
publikacji
Sposób tworzenia powłoki ochronnej na części dużej maszyny
372559
25-07-2005
Sposób regeneracji wirników śrubowych oraz zestaw przyrządów do
regeneracji wirników śrubowych
374926
15-05-2006
Siłownik hydrauliczny dla górnictwa z powłoką z brązu
379666
12-11-2007
Wymienny ślizg przenośnika zgrzebłowego, zwłaszcza rynny
dołącznej lub kadłuba napędu
380495
03-03-2008
Sposób regeneracji wewnętrznych powierzchni cylindrycznych i
stanowisko do regeneracji wewnętrznych powierzchni
cylindrycznych
382001
17-09-2007
Ważniejsze patenty związane z napawaniem, które powstały w ostatnich latach w Polsce
Materiały inżynierskie z elementami inżynierii stomatologicznej
W zależności od rodzaju zjawisk przebiegających podczas wytwarzania
warstw powierzchniowych metody ich konstytuowania można podzielić na
6 grup, z których każda pozwala na uzyskanie odpowiedniego rodzaju
warstwy powierzchniowej o zróżnicowanej grubości i przeznaczeniu:
•mechaniczne, wykorzystujące nacisk lub energię kinetyczną narzędzia albo
cząstek w celu umocnienia warstwy wierzchniej na zimno bądź otrzymania
powłoki ochronnej na zimnym podłożu,
•cieplno–mechaniczne, w których wykorzystuje się łączne oddziaływanie
ciepła i nacisku w celu otrzymania powłok, jak również niekiedy warstw
wierzchnich,
METODY KONSTYTUOWANIA WARSTW POWIERZCHNIOWYCH

Materiały inżynierskie z elementami inżynierii stomatologicznej
• cieplne, które są związane z oddziaływaniem ciepła na warstwę powierzchniową
materiałów w celu spowodowania zmian struktury materiałów, głownie metali, w
stanie stałym, jak również zmian stanu skupienia ze stanu stałego w stan ciekły i
następnie odwrotnie, materiałów pokrywanych (nadtopienie), jak i pokrywających
(napawanie lub natapianie),
•cieplno–chemiczne, w których oddziałują łącznie ciepło i aktywny chemicznie
ośrodek, w celu pokrycia obrobionego materiału, głownie stopów metali,
wymaganym pierwiastkiem lub substancją chemiczną dla spowodowania zmian
struktury warstwy powierzchniowej; wśród metod cieplno–chemicznych
oddzielną grupę stanowią procesy chemicznego osadzania z fazy gazowej CVD,

Materiały inżynierskie z elementami inżynierii stomatologicznej
•chemiczne i elektrochemiczne, polegające na bezpośrednim osadzeniu materiału
niemetalowego lub metalowego na powierzchni obrabianego elementu (np. powłoki
malarskie,
z
materiałów polimerowych, powłoki galwaniczne), usuwaniu
zanieczyszczonej lub utlenionej warstwy powierzchniowej w procesach trawienia i
polerowania i inne,
•fizyczne, związane z osadzaniem powłok adhezyjnie połączonych z podłożem,
niekiedy z udziałem połączeń dyfuzyjnych w wyniku zjawisk fizycznych
przebiegających pod ciśnieniem atmosferycznym lub zwykle pod ciśnieniem
obniżonym, jak napawanie, napylanie, rozpylanie, implantowanie jonów lub
pierwiastków metalicznych bądź niemetalicznych; do metod tych należy fizyczne
osadzanie z fazy gazowej PVD.

Materiały inżynierskie z elementami inżynierii stomatologicznej
Wesołych Świąt Bożego Narodzenia
Wyszukiwarka
Podobne podstrony:
Matematyka Sem 2 Wykład Całki Powierzchniowe
IM wykład 1
Opracowanie pytań do wykładu o warstwach, PWR, Chemia Materiałów Inżynieria Materiałowa
19 Warstwy powierzchniowe otrzymywane metodami chemicznymi i elektrochemicznymi
10 Pomiar mikrotwardosci azotowanej warstwy powierzchniowej
im wyklad id 210863 Nieznany
8 - Warstwy Powierzchniowe O Specialnych Właściwościach, ZiIP, Semestr 2, Nauka o Materiałach z Elem
IM wykład 5 przemiany w HSS podczas obróbki cieplnej vA
Chemia, TCh, OSr, IM wyklad AM cz1
Ćw[1]. 08 - Warstwy powierzchniowe o specjalnych wlasciwosci, Politechnika Poznańska ZiIP, II semest
Mm Mięśnie przedramienia Grupa przednia (zginacze) warstwa powierzchowna
inżynieria materiałów lektrycznych, POZOSTAŁE, IM WYKŁAD
INYNIERIA - CIGA2, POZOSTAŁE, IM WYKŁAD
Mm Mięśnie przedramienia Grupa tylna (prostowniki) warstwa powierzchowna
8 - warstwy powierzchniowe o specjalnych wlasciwosciach, Politechnika Poznańska, Inżynieria Bezpiecz
20 Warstwy powierzchniowe otrzymywane w obróbkach cieplno chemicznych w war wyladowania jarzenioweg
Opracowanie pytań do wykładu o warstwach, PWr, Chemia materiałów
Matematyka Sem 2 Wykład Całki Powierzchniowe
IM wykład 1
więcej podobnych podstron