
1
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I ZARZĄDZANIA
ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI
- PROJEKT
Wykonawcy:
Adrian Nowicki, Tomasz Janczarczyk, Mateusz Kurlus
Wydział:
BMiZ
Kierunek:
Zarządzanie i Inżynieria Produkcji
Semestr:
VI
Specjalizacja:
IPR-1
Rok akademicki:
2012/2013
Studia:
Stacjonarne I stopnia
Prowadzący zajęcia:
mgr inż. Michał Rogalewicz
Poznań, 2013 r.

2
Spis treści
3
1. Określenie systemu wytwarzania. Dane wejściowe.
W naszym projekcie zastosowany został system wytwarzania A – zestaw 7. Wszelkie
czynności zostały wykonane w oparci o ustalone dane wejściowe oraz zlecenia z zestawu 7.
Poniżej przedstawiono zlecenia, które zostaną wykonane systemem wytwarzania A.
Numer zlecenia:
01
Nazwa wyrobu:
Wałek 001
Materiał wyrobu:
stal St3
Rodzaj półfabrykatu:
Pręt walcowany
Masa 1 szt. Półfabrykatu:
7,5 kg
Liczba sztuk w zleceniu:
50
Zapotrzebowanie:
tygodniowe
Numer zlecenia:
02
Nazwa wyrobu:
Wałek 002
Materiał wyrobu:
stal 45
Rodzaj półfabrykatu:
Pręt walcowany
Masa 1 szt. Półfabrykatu:
8,15 kg
Liczba sztuk w zleceniu:
50
Zapotrzebowanie:
tygodniowe
Numer zlecenia:
03
Nazwa wyrobu:
Korpus 001
Materiał wyrobu:
Zl 250
Rodzaj półfabrykatu:
odlew
Masa 1 szt. Półfabrykatu:
31,8 kg
Liczba sztuk w zleceniu:
45
Zapotrzebowanie:
tygodniowe
Numer zlecenia:
04
Nazwa wyrobu:
Korpus 002
Materiał wyrobu:
Zl 250
Rodzaj półfabrykatu:
odlew
Masa 1 szt. Półfabrykatu:
31,6 kg
Liczba sztuk w zleceniu:
55
Zapotrzebowanie:
tygodniowe
OPERACJA TECHNOLOGICZNA
∑t
g
[min]
Przecinanie
0,90
Planowanie czół
0,75
Nakiełkowanie
0,60
Toczenie zgrubne
1,25
Toczenie kształtujące
2,75
Wiercenie otworu poprzecznego
1,65
Obróbka wykańczająca
2,95
Wiercenie otworu osiowego
1,40
OPERACJA TECHNOLOGICZNA
∑t
g
[min]
Przecinanie
0,85
Planowanie czół
0,70
Nakiełkowanie
0,60
Toczenie zgrubne
3,40
Toczenie kształtujące
3,75
Frezowanie rowka wpustowego
2,80
Obróbka wykańczająca
3,65
Wiercenie otworu osiowego
1,05
OPERACJA TECHNOLOGICZNA
∑t
g
[min]
Frezowanie zgrubne płaszczyzn
3,45
Frezowanie kształtujące płaszczyzn
3,70
Frezowanie rowków
3,40
Obróbka wykańczająca płaszczyzn
4,30
Rozwiercanie otworów
3,20
Gwintowanie otworów
3,05
Wiercenie otworów
2,80
OPERACJA TECHNOLOGICZNA
∑t
g
[min]
Frezowanie zgrubne płaszczyzn
4,05
Frezowanie kształtujące płaszczyzn
3,20
Frezowanie rowków
3,50
Obróbka wykańczająca płaszczyzn
3,05
Rozwiercanie otworów
2,30
Gwintowanie otworów
2,60
Wiercenie otworów
3,75
4
2. Hala produkcyjna
Schemat hali produkcyjnej systemu wytwarzania A.

5
3. Charakterystyka zasobów produkcyjnych
Przecinarka PT 450
Cena zakupu: 55000 zł
Zajmowana powierzchnia: 3,5 m
2
Moc znamionowa silnika: 4 kW
Okres użytkowania: 10 lat
Koszt amortyzacji
K
Aj
= C
obj
/U
j
K
Aj
– koszt amortyzacji j-tej obrabiarki [zł/rok]
C
obj
– cena j-tej obrabiarki [zł] – 55000 zł
U
j
– okres użytkowania j-tej obrabiarki (10 lat)
K
A
= 55000/10 = 5500 [zł/rok]
Koszt utrzymania powierzchni zajmowanej przez obrabiarkę
K
upj
= C
pj
* P
oj
* D
K
upj
– koszt utrzymania powierzchni zajmowanej przez j-tą obrabiarkę [zł/rok]
C
pj
– cena utrzymania powierzchni zajmowanej przez j-tą obrabiarkę - 1 [zł/dzień*m2]
P
oj
– powierzchnia zajmowana przez j-tą obrabiarkę – 3,5m
2
D – liczba dni w roku – 365 dni
Kupj = 1 * 3,5 * 365 = 1277,5 [zł/ rok]
Fundusz maszynowy nominalny
F
MNj
= D * h * z
F
MNj
– fundusz maszynowy nominalny j-tej obrabiarki [gr/rok]
D – liczba
dni roboczych w danym okresie czasu (52 tygodnie * 5 dni = 260 dni)
H – liczba godzin roboczych w ciągu dnia na jednej zmianie roboczej (8 h)
Z – liczba zmian roboczych (1)
F
MNj
= 260 * 8 * 1 = 2080 [gr/rok]
Koszt energii
K
Enj
= N
sj
* w
sj
* F
MNj
*C
en
K
Enj
– koszty energii elektrycznej j-tej obrabiarki [zł/rok]
N
sj
- moc zainstalowanych silników j-tej obrabiarki [kW] – 4 [kW]
w
sj
- współczynnik wykorzystania mocy znamionowej silników j-tej obrabiarki – 30 %
F
MNj
- fundusz maszynowy nominalny j-tej obrabiarki – 2080 [zł]
C
en
– cena energii elektrycznej [zł/kWh] – 0,6 [zł/kWh]
K
Enj
= 4 * 30% * 2080 * 0,6 = 1497,6 [zł/rok]
Koszt utrzymania obrabiarki
K
uoj
= 0,3 * K
Aj
K
uoj
– koszt utrzymania j-tej obrabiarki [zł/rok]
K
Aj
– koszt amortyzacji j-tej obrabiarki [5500 zł/rok]
K
uoj
= 0,3 * 5500 = 1650 [zł/rok]
Koszt maszynogodziny obrabiarki
K
MGOj
= (K
Aj
+ K
upj
+ K
Enj
+ K
uoj
)/ F
MNj
K
MGOj
- koszt maszynogodziny j-tej obrabiarki [zł/h]
K
MGOj
= (5500 + 1277,5 + 1497,6 + 1650)/2080 = 9925,1/2080 = 4,77 [zł/h]
Stawka pracownika obsługującego – 8,50 zł/h
6
Wiertarka kolumnowa VS 40 – 400 Castor Heltos
Cena zakupu: 120000 zł
Zajmowana powierzchnia: 6 m
2
Moc znamionowa silnika: 9 kW
Okres użytkowania: 10 lat
Koszt amortyzacji:
K
Aj
= C
obj
/U
j
K
Aj
– koszt amortyzacji j-tej obrabiarki [zł/rok]
C
obj
– cena j-tej obrabiarki [zł] – 120000 zł
U
j
– okres użytkowania j-tej obrabiarki (10 lat)
K
A
= 120000/10 = 12000 [zł/rok]
Koszt utrzymania powierzchni zajmowanej przez obrabiarkę:
K
upj
= C
pj
* P
oj
* D
K
upj
– koszt utrzymania powierzchni zajmowanej przez j-tą obrabiarkę [zł/rok]
C
pj
– cena utrzymania powierzchni zajmowanej przez j-tą obrabiarkę - 1 [zł/dzień*m2]
P
oj
– powierzchnia zajmowana przez j-tą obrabiarkę – 6m
2
D – liczba dni w roku – 365 dni
Kupj = 1 * 6 * 365 = 2190 zł/ rok
Fundusz maszynowy nominalny:
F
MNj
= D * h * z
F
MNj
– fundusz maszynowy nominalny j-tej obrabiarki [gr/rok]
D – liczba
dni roboczych w danym okresie czasu (52 tygodnie * 5 dni = 260 dni)
H – liczba godzin roboczych w ciągu dnia na jednej zmianie roboczej (8 h)
Z – liczba zmian roboczych (1)
F
MNj
= 260 * 8 * 1 = 2080 [gr/rok]
Koszt energii:
K
Enj
= N
sj
* w
sj
* F
MNj
*C
en
K
Enj
– koszty energii elektrycznej j-tej obrabiarki [zł/rok]
N
sj
- moc zainstalowanych silników j-tej obrabiarki [kW] – 9 [kW]
w
sj
- współczynnik wykorzystania mocy znamionowej silników j-tej obrabiarki – 30 %
F
MNj
- fundusz maszynowy nominalny j-tej obrabiarki – 2080 [zł]
C
en
– cena energii elektrycznej [zł/kWh] – 0,6 [zł/kWh]
K
Enj
= 9 * 30% * 2080 * 0,6 = 3369,60 [zł/rok]
Koszt utrzymania obrabiarki:
K
uoj
= 0,3 * K
Aj
K
uoj
– koszt utrzymania j-tej obrabiarki [zł/rok]
K
Aj
– koszt amortyzacji j-tej obrabiarki [12000 zł/rok]
K
uoj
= 0,3 * 12000 = 3600 zł [zł/rok]
Koszt maszynogodziny obrabiarki:
K
MGOj
= (K
Aj
+ K
upj
+ K
Enj
+ K
uoj
)/ F
MNj
K
MGOj
- koszt maszynogodziny j-tej obrabiarki [zł/h]
K
MGOj
= (12000 + 2190 + 3369,60 + 3600)/2080 = 21159,60/2080 = 10,17 [zł/h]
Stawka pracownika obsługującego – 12,00 zł/h

7
Szlifierka do płaszczyzn SPG 30x80
Cena zakupu: 140000 zł
Zajmowana powierzchnia: 6,0 m
2
Moc znamionowa silnika: 9 kW
Okres użytkowania: 10 lat
Koszt amortyzacji
K
Aj
= C
obj
/U
j
K
Aj
– koszt amortyzacji j-tej obrabiarki [zł/rok]
C
obj
– cena j-tej obrabiarki [zł] – 140000 zł
U
j
– okres użytkowania j-tej obrabiarki (10 lat)
K
A
= 140000/10 = 14000 [zł/rok]
Koszt utrzymania powierzchni zajmowanej przez obrabiarkę
K
upj
= C
pj
* P
oj
* D
K
upj
– koszt utrzymania powierzchni zajmowanej przez j-tą obrabiarkę [zł/rok]
C
pj
– cena utrzymania powierzchni zajmowanej przez j-tą obrabiarkę - 1 [zł/dzień*m2]
P
oj
– powierzchnia zajmowana przez j-tą obrabiarkę – 6 m
2
D – liczba dni w roku – 365 dni
Kupj = 1 * 6 * 365 = 2190 [zł/ rok]
Fundusz maszynowy nominalny
F
MNj
= D * h * z
F
MNj
– fundusz maszynowy nominalny j-tej obrabiarki [gr/rok]
D – liczba
dni roboczych w danym okresie czasu (52 tygodnie * 5 dni = 260 dni)
H – liczba godzin roboczych w ciągu dnia na jednej zmianie roboczej (8 h)
Z – liczba zmian roboczych (1)
F
MNj
= 260 * 8 * 1 = 2080 [gr/rok]
Koszt energii
K
Enj
= N
sj
* w
sj
* F
MNj
*C
en
K
Enj
– koszty energii elektrycznej j-tej obrabiarki [zł/rok]
N
sj
- moc zainstalowanych silników j-tej obrabiarki [kW] – 9 [kW]
w
sj
- współczynnik wykorzystania mocy znamionowej silników j-tej obrabiarki – 30 %
F
MNj
- fundusz maszynowy nominalny j-tej obrabiarki – 2080 [zł]
C
en
– cena energii elektrycznej [zł/kWh] – 0,6 [zł/kWh]
K
Enj
= 4 * 30% * 2080 * 0,6 = 3369,6 [zł/rok]
Koszt utrzymania obrabiarki
K
uoj
= 0,3 * K
Aj
K
uoj
– koszt utrzymania j-tej obrabiarki [zł/rok]
K
Aj
– koszt amortyzacji j-tej obrabiarki [14000 zł/rok]
K
uoj
= 0,3 * 14000 = 4200 [zł/rok]
Koszt maszynogodziny obrabiarki
K
MGOj
= (K
Aj
+ K
upj
+ K
Enj
+ K
uoj
)/ F
MNj
K
MGOj
- koszt maszynogodziny j-tej obrabiarki [zł/h]
K
MGOj
= (14000 + 2190 + 3369,6 + 4200)/2080 = 23759,6/2080 = 11,42 [zł/h]
Stawka pracownika obsługującego – 14,00 zł/h

8
Szlifierka do wałków RUP 280
Cena zakupu: 125000 zł
Zajmowana powierzchnia: 5,5 m
2
Moc znamionowa silnika: 9 kW
Okres użytkowania: 10 lat
Koszt amortyzacji
K
Aj
= C
obj
/U
j
K
Aj
– koszt amortyzacji j-tej obrabiarki [zł/rok]
C
obj
– cena j-tej obrabiarki [zł] – 125000 zł
U
j
– okres użytkowania j-tej obrabiarki (10 lat)
K
A
= 125000/10 = 12500 [zł/rok]
Koszt utrzymania powierzchni zajmowanej przez obrabiarkę
K
upj
= C
pj
* P
oj
* D
K
upj
– koszt utrzymania powierzchni zajmowanej przez j-tą obrabiarkę [zł/rok]
C
pj
– cena utrzymania powierzchni zajmowanej przez j-tą obrabiarkę - 1 [zł/dzień*m2]
P
oj
– powierzchnia zajmowana przez j-tą obrabiarkę – 5,5 m
2
D – liczba dni w roku – 365 dni
Kupj = 1 * 5,5 * 365 = 2007,5 [zł/ rok]
Fundusz maszynowy nominalny
F
MNj
= D * h * z
F
MNj
– fundusz maszynowy nominalny j-tej obrabiarki [gr/rok]
D – liczba
dni roboczych w danym okresie czasu (52 tygodnie * 5 dni = 260 dni)
H – liczba godzin roboczych w ciągu dnia na jednej zmianie roboczej (8 h)
Z – liczba zmian roboczych (1)
F
MNj
= 260 * 8 * 1 = 2080 [gr/rok]
Koszt energii
K
Enj
= N
sj
* w
sj
* F
MNj
*C
en
K
Enj
– koszty energii elektrycznej j-tej obrabiarki [zł/rok]
N
sj
- moc zainstalowanych silników j-tej obrabiarki [kW] – 9 [kW]
w
sj
- współczynnik wykorzystania mocy znamionowej silników j-tej obrabiarki – 30 %
F
MNj
- fundusz maszynowy nominalny j-tej obrabiarki – 2080 [zł]
C
en
– cena energii elektrycznej [zł/kWh] – 0,6 [zł/kWh]
K
Enj
= 9 * 30% * 2080 * 0,6 = 3369,6 [zł/rok]
Koszt utrzymania obrabiarki
K
uoj
= 0,3 * K
Aj
K
uoj
– koszt utrzymania j-tej obrabiarki [zł/rok]
K
Aj
– koszt amortyzacji j-tej obrabiarki [12500 zł/rok]
K
uoj
= 0,3 * 12500 = 3750 zł
Koszt maszynogodziny obrabiarki
K
MGOj
= (K
Aj
+ K
upj
+ K
Enj
+ K
uoj
)/ F
MNj
K
MGOj
- koszt maszynogodziny j-tej obrabiarki [zł/h]
K
MGOj
= (14000 + 2007,5 + 3369,6 + 3750)/2080 = 23127,1/2080 = 11,12 [zł/h]
Stawka pracownika obsługującego – 11,00 zł/h

9
Tokarka uniwersalna TUJ 560 M
Cena zakupu: 95000 zł
Zajmowana powierzchnia: 6 m
2
Moc znamionowa silnika: 7 kW
Okres użytkowania: 10 lat
Koszt amortyzacji
K
Aj
= C
obj
/U
j
K
Aj
– koszt amortyzacji j-tej obrabiarki [zł/rok]
C
obj
– cena j-tej obrabiarki [zł] – 95000 zł
U
j
– okres użytkowania j-tej obrabiarki (10 lat)
K
A
= 95000/10 = 9500 [zł/rok]
Koszt utrzymania powierzchni zajmowanej przez obrabiarkę
K
upj
= C
pj
* P
oj
* D
K
upj
– koszt utrzymania powierzchni zajmowanej przez j-tą obrabiarkę [zł/rok]
C
pj
– cena utrzymania powierzchni zajmowanej przez j-tą obrabiarkę - 1 [zł/dzień*m2]
P
oj
– powierzchnia zajmowana przez j-tą obrabiarkę – 6 m
2
D – liczba dni w roku – 365 dni
Kupj = 1 * 6 * 365 = 2190 [zł/ rok]
Fundusz maszynowy nominalny
F
MNj
= D * h * z
F
MNj
– fundusz maszynowy nominalny j-tej obrabiarki [gr/rok]
D – liczba
dni roboczych w danym okresie czasu (52 tygodnie * 5 dni = 260 dni)
H – liczba godzin roboczych w ciągu dnia na jednej zmianie roboczej (8 h)
Z – liczba zmian roboczych (1)
F
MNj
= 260 * 8 * 1 = 2080 [gr/rok]
Koszt energii
K
Enj
= N
sj
* w
sj
* F
MNj
*C
en
K
Enj
– koszty energii elektrycznej j-tej obrabiarki [zł/rok]
N
sj
- moc zainstalowanych silników j-tej obrabiarki [kW] – 7 [kW]
w
sj
- współczynnik wykorzystania mocy znamionowej silników j-tej obrabiarki – 30 %
F
MNj
- fundusz maszynowy nominalny j-tej obrabiarki – 2080 [zł]
C
en
– cena energii elektrycznej [zł/kWh] – 0,6 [zł/kWh]
K
Enj
= 7 * 30% * 2080 * 0,6 = 2620,8 [zł/rok]
Koszt utrzymania obrabiarki
K
uoj
= 0,3 * K
Aj
K
uoj
– koszt utrzymania j-tej obrabiarki [zł/rok]
K
Aj
– koszt amortyzacji j-tej obrabiarki [9500 zł/rok]
K
uoj
= 0,3 * 9500 = 2850 zł
Koszt maszynogodziny obrabiarki
K
MGOj
= (K
Aj
+ K
upj
+ K
Enj
+ K
uoj
)/ F
MNj
K
MGOj
- koszt maszynogodziny j-tej obrabiarki [zł/h]
K
MGOj
= (9500 + 2190 + 2620,8 + 2850)/2080 = 17169,8/2080 = 8,25 [zł/h]
Stawka pracownika obsługującego – 10,50 zł/h

10
Uniwersalna frezarka konwencjonalna FNE 40P
Cena zakupu: 115000 zł
Zajmowana powierzchnia: 6 m
2
Moc znamionowa silnika: 10 kW
Okres użytkowania: 10 lat
Koszt amortyzacji
K
Aj
= C
obj
/U
j
K
Aj
– koszt amortyzacji j-tej obrabiarki [zł/rok]
C
obj
– cena j-tej obrabiarki [zł] – 115000 zł
U
j
– okres użytkowania j-tej obrabiarki (10 lat)
K
A
= 115000/10 = 11500 [zł/rok]
Koszt utrzymania powierzchni zajmowanej przez obrabiarkę
K
upj
= C
pj
* P
oj
* D
K
upj
– koszt utrzymania powierzchni zajmowanej przez j-tą obrabiarkę [zł/rok]
C
pj
– cena utrzymania powierzchni zajmowanej przez j-tą obrabiarkę - 1 [zł/dzień*m2]
P
oj
– powierzchnia zajmowana przez j-tą obrabiarkę – 6 m
2
D – liczba dni w roku – 365 dni
Kupj = 1 * 6 * 365 = 2190 [zł/ rok]
Fundusz maszynowy nominalny
F
MNj
= D * h * z
F
MNj
– fundusz maszynowy nominalny j-tej obrabiarki [gr/rok]
D – liczba
dni roboczych w danym okresie czasu (52 tygodnie * 5 dni = 260 dni)
H – liczba godzin roboczych w ciągu dnia na jednej zmianie roboczej (8 h)
Z – liczba zmian roboczych (1)
F
MNj
= 260 * 8 * 1 = 2080 [gr/rok]
Koszt energii
K
Enj
= N
sj
* w
sj
* F
MNj
*C
en
K
Enj
– koszty energii elektrycznej j-tej obrabiarki [zł/rok]
N
sj
- moc zainstalowanych silników j-tej obrabiarki [kW] – 10 [kW]
w
sj
- współczynnik wykorzystania mocy znamionowej silników j-tej obrabiarki – 30 %
F
MNj
- fundusz maszynowy nominalny j-tej obrabiarki – 2080 [zł]
C
en
– cena energii elektrycznej [zł/kWh] – 0,6 [zł/kWh]
K
Enj
= 10 * 30% * 2080 * 0,6 = 3744 [zł/rok]
Koszt utrzymania obrabiarki
K
uoj
= 0,3 * K
Aj
K
uoj
– koszt utrzymania j-tej obrabiarki [zł/rok]
K
Aj
– koszt amortyzacji j-tej obrabiarki [11500 zł/rok]
K
uoj
= 0,3 * 11500 = 3450 zł
Koszt maszynogodziny obrabiarki
K
MGOj
= (K
Aj
+ K
upj
+ K
Enj
+ K
uoj
)/ F
MNj
K
MGOj
- koszt maszynogodziny j-tej obrabiarki [zł/h]
K
MGOj
= (11500 + 2190 + 3744 + 3450)/2080 = 20884/2080 = 10,04 [zł/h]
Stawka pracownika obsługującego – 11,50 zł/h

11
Tokarka sterowana numerycznie NEF 320K
Cena zakupu: 185000 zł
Zajmowana powierzchnia: 6 m
2
Moc znamionowa silnika: 7 kW
Okres użytkowania: 10 lat
Koszt amortyzacji
K
Aj
= C
obj
/U
j
K
Aj
– koszt amortyzacji j-tej obrabiarki [zł/rok]
C
obj
– cena j-tej obrabiarki [zł] – 185000 zł
U
j
– okres użytkowania j-tej obrabiarki (10 lat)
K
A
= 185000/10 = 18500 [zł/rok]
Koszt utrzymania powierzchni zajmowanej przez obrabiarkę
K
upj
= C
pj
* P
oj
* D
K
upj
– koszt utrzymania powierzchni zajmowanej przez j-tą obrabiarkę [zł/rok]
C
pj
– cena utrzymania powierzchni zajmowanej przez j-tą obrabiarkę - 1 [zł/dzień*m2]
P
oj
– powierzchnia zajmowana przez j-tą obrabiarkę – 6 m
2
D – liczba dni w roku – 365 dni
Kupj = 1 * 6 * 365 = 2190 [zł/ rok]
Fundusz maszynowy nominalny
F
MNj
= D * h * z
F
MNj
– fundusz maszynowy nominalny j-tej obrabiarki [gr/rok]
D – liczba
dni roboczych w danym okresie czasu (52 tygodnie * 5 dni = 260 dni)
H – liczba godzin roboczych w ciągu dnia na jednej zmianie roboczej (8 h)
Z – liczba zmian roboczych (1)
F
MNj
= 260 * 8 * 1 = 2080 [gr/rok]
Koszt energii
K
Enj
= N
sj
* w
sj
* F
MNj
*C
en
K
Enj
– koszty energii elektrycznej j-tej obrabiarki [zł/rok]
N
sj
- moc zainstalowanych silników j-tej obrabiarki [kW] – 7 [kW]
w
sj
- współczynnik wykorzystania mocy znamionowej silników j-tej obrabiarki – 30 %
F
MNj
- fundusz maszynowy nominalny j-tej obrabiarki – 2080 [zł]
C
en
– cena energii elektrycznej [zł/kWh] – 0,6 [zł/kWh]
K
Enj
= 7 * 30% * 2080 * 0,6 = 2620,8 [zł/rok]
Koszt utrzymania obrabiarki
K
uoj
= 0,3 * K
Aj
K
uoj
– koszt utrzymania j-tej obrabiarki [zł/rok]
K
Aj
– koszt amortyzacji j-tej obrabiarki [18500 zł/rok]
K
uoj
= 0,3 * 18500 = 5550 zł
Koszt maszynogodziny obrabiarki
K
MGOj
= (K
Aj
+ K
upj
+ K
Enj
+ K
uoj
)/ F
MNj
K
MGOj
- koszt maszynogodziny j-tej obrabiarki [zł/h]
K
MGOj
= (18500 + 2190 + 2620,8 + 5550)/2080 = 28860,8/2080 = 13,88 [zł/h]
Stawka pracownika obsługującego – 10,50 zł/h

12
Tokarskie centrum obróbkowe
Cena zakupu: 375000 zł
Zajmowana powierzchnia: 6,5 m
2
Moc znamionowa silnika: 12 kW
Okres użytkowania: 10 lat
Koszt amortyzacji
K
Aj
= C
obj
/U
j
K
Aj
– koszt amortyzacji j-tej obrabiarki [zł/rok]
C
obj
– cena j-tej obrabiarki [zł] – 375000 zł
U
j
– okres użytkowania j-tej obrabiarki (10 lat)
K
A
= 375000/10 = 37500 [zł/rok]
Koszt utrzymania powierzchni zajmowanej przez obrabiarkę
K
upj
= C
pj
* P
oj
* D
K
upj
– koszt utrzymania powierzchni zajmowanej przez j-tą obrabiarkę [zł/rok]
C
pj
– cena utrzymania powierzchni zajmowanej przez j-tą obrabiarkę - 1 [zł/dzień*m2]
P
oj
– powierzchnia zajmowana przez j-tą obrabiarkę – 6 m
2
D – liczba dni w roku – 365 dni
Kupj = 1 * 6 * 365 = 2190 [zł/ rok]
Fundusz maszynowy nominalny
F
MNj
= D * h * z
F
MNj
– fundusz maszynowy nominalny j-tej obrabiarki [gr/rok]
D – liczba
dni roboczych w danym okresie czasu (52 tygodnie * 5 dni = 260 dni)
H – liczba godzin roboczych w ciągu dnia na jednej zmianie roboczej (8 h)
Z – liczba zmian roboczych (1)
F
MNj
= 260 * 8 * 1 = 2080 [gr/rok]
Koszt energii
K
Enj
= N
sj
* w
sj
* F
MNj
*C
en
K
Enj
– koszty energii elektrycznej j-tej obrabiarki [zł/rok]
N
sj
- moc zainstalowanych silników j-tej obrabiarki [kW] – 12 [kW]
w
sj
- współczynnik wykorzystania mocy znamionowej silników j-tej obrabiarki – 30 %
F
MNj
- fundusz maszynowy nominalny j-tej obrabiarki – 2080 [zł]
C
en
– cena energii elektrycznej [zł/kWh] – 0,6 [zł/kWh]
K
Enj
= 12 * 30% * 2080 * 0,6 = 4492,8 [zł/rok]
Koszt utrzymania obrabiarki
K
uoj
= 0,3 * K
Aj
K
uoj
– koszt utrzymania j-tej obrabiarki [zł/rok]
K
Aj
– koszt amortyzacji j-tej obrabiarki [37500 zł/rok]
K
uoj
= 0,3 * 37500 = 11250 zł
Koszt maszynogodziny obrabiarki
K
MGOj
= (K
Aj
+ K
upj
+ K
Enj
+ K
uoj
)/ F
MNj
K
MGOj
- koszt maszynogodziny j-tej obrabiarki [zł/h]
K
MGOj
= (37500 + 2190 + 4492,8 + 11250)/2080 = 55432,8/2080 = 26,65 [zł/h]
Stawka pracownika obsługującego – 14,00 zł/h

13
Frezarskie centrum obróbkowe DMC 63 V
Cena zakupu: 450000 zł
Zajmowana powierzchnia: 7 m
2
Moc znamionowa silnika: 10 kW
Okres użytkowania: 10 lat
Koszt amortyzacji
K
Aj
= C
obj
/U
j
K
Aj
– koszt amortyzacji j-tej obrabiarki [zł/rok]
C
obj
– cena j-tej obrabiarki [zł] – 450000 zł
U
j
– okres użytkowania j-tej obrabiarki (10 lat)
K
A
= 450000/10 = 45000 [zł/rok]
Koszt utrzymania powierzchni zajmowanej przez obrabiarkę
K
upj
= C
pj
* P
oj
* D
K
upj
– koszt utrzymania powierzchni zajmowanej przez j-tą obrabiarkę [zł/rok]
C
pj
– cena utrzymania powierzchni zajmowanej przez j-tą obrabiarkę - 1 [zł/dzień*m2]
P
oj
– powierzchnia zajmowana przez j-tą obrabiarkę – 7 m
2
D – liczba dni w roku – 365 dni
Kupj = 1 * 7 * 365 = 2555 [zł/ rok]
Fundusz maszynowy nominalny
F
MNj
= D * h * z
F
MNj
– fundusz maszynowy nominalny j-tej obrabiarki [gr/rok]
D – liczba
dni roboczych w danym okresie czasu (52 tygodnie * 5 dni = 260 dni)
H – liczba godzin roboczych w ciągu dnia na jednej zmianie roboczej (8 h)
Z – liczba zmian roboczych (1)
F
MNj
= 260 * 8 * 1 = 2080 [gr/rok]
Koszt energii
K
Enj
= N
sj
* w
sj
* F
MNj
*C
en
K
Enj
– koszty energii elektrycznej j-tej obrabiarki [zł/rok]
N
sj
- moc zainstalowanych silników j-tej obrabiarki [kW] – 10 [kW]
w
sj
- współczynnik wykorzystania mocy znamionowej silników j-tej obrabiarki – 30 %
F
MNj
- fundusz maszynowy nominalny j-tej obrabiarki – 2080 [zł]
C
en
– cena energii elektrycznej [zł/kWh] – 0,6 [zł/kWh]
K
Enj
= 10 * 30% * 2080 * 0,6 = 3744 [zł/rok]
Koszt utrzymania obrabiarki
K
uoj
= 0,3 * K
Aj
K
uoj
– koszt utrzymania j-tej obrabiarki [zł/rok]
K
Aj
– koszt amortyzacji j-tej obrabiarki [37500 zł/rok]
K
uoj
= 0,3 * 45000 = 13500 zł
Koszt maszynogodziny obrabiarki
K
MGOj
= (K
Aj
+ K
upj
+ K
Enj
+ K
uoj
)/ F
MNj
K
MGOj
- koszt maszynogodziny j-tej obrabiarki [zł/h]
K
MGOj
= (45000 + 2190 + 3744 + 13500)/2080 = 64434/2080 = 30,98[zł/h]
Stawka pracownika obsługującego – 14,00 zł/h
14
4. Park maszynowy
Nazwa
Wiertarka kolumnowa
Typ
VS 40 400
Zajmowana powierzchnia
6,0 m
2
Moc silnika
9,0 kW
Cena zakupu
120 000 zł
Okres użytkowania
10 lat
Koszty
Koszt energii
3369,60 zł
Koszt utrzymania powierzchni
2190 zł/rok
Koszt amortyzacji
12 000 zł/rok
Koszt utrzymania obrabiarki
3600 zł/rok
Fundusz pracy obrabiarki
2080 h/rok
Koszt maszynogodziny
10,17 zł/h
Stawka wynagrodzenia pracownika
12,00 zł
Nazwa
Przecinarka
Typ
PT 450
Zajmowana powierzchnia
3,5 m
2
Moc silnika
4,0 kW
Cena zakupu
55 000 zł
Okres użytkowania
10 lat
Koszty
Koszt energii
1497,6 zł/rok
Koszt utrzymania powierzchni
1277,5 zł/rok
Koszt amortyzacji
5 500 zł/rok
Koszt utrzymania obrabiarki
1650 zł/rok
Fundusz pracy obrabiarki
2080 h/rok
Koszt maszynogodziny
4,77 zł/h
Stawka wynagrodzenia pracownika
8,50 zł/h
Nazwa
Szlifierka do
płaszczyzn
Typ
SPG 30x80
Zajmowana powierzchnia
6,0 m
2
Moc silnika
9,0 kW
Cena zakupu
140 000 zł
Okres użytkowania
10 lat
Koszty
Koszt energii
3369,60 zł/rok
Koszt utrzymania powierzchni
2190,00 zł/rok
Koszt amortyzacji
14 000 zł/rok
Koszt utrzymania obrabiarki
4200 zł/rok
Fundusz pracy obrabiarki
2080 h/rok
Koszt maszynogodziny
11,42 zł/h
Stawka wynagrodzenia pracownika
14,00 zł/h
15
Nazwa
Szlifierka do wałków
Typ
RUP 280
Zajmowana powierzchnia
5,5 m
2
Moc silnika
9,0 kW
Cena zakupu
125 000 zł
Okres użytkowania
10 lat
Koszty
Koszt energii
3369,60 zł/rok
Koszt utrzymania powierzchni
2007,7 zł/rok
Koszt amortyzacji
12 500 zł/rok
Koszt utrzymania obrabiarki
3750 zł/rok
Fundusz pracy obrabiarki
2080 h/rok
Koszt maszynogodziny
11,12 zł/h
Stawka wynagrodzenia pracownika
11,00 zł/h
Nazwa
Tokarka uniwersalna
Typ
TUJ 560 M
Zajmowana powierzchnia
6 m
2
Moc silnika
7 kW
Cena zakupu
95 000 zł
Okres użytkowania
10 lat
Koszty
Koszt energii
2620,8 zł/rok
Koszt utrzymania powierzchni
2190 zł/rok
Koszt amortyzacji
9500 zł/rok
Koszt utrzymania obrabiarki
2850 zł/rok
Fundusz pracy obrabiarki
2080 h/rok
Koszt maszynogodziny
8,25 zł/h
Stawka wynagrodzenia pracownika
10,50 zł/h
Nazwa
Uniwersalna frezarka
konwencjonalna
Typ
FNE 40P
Zajmowana powierzchnia
6 m
2
Moc silnika
10 kW
Cena zakupu
115 000 zł
Okres użytkowania
10 lat
Koszty
Koszt energii
3744 zł/rok
Koszt utrzymania powierzchni
2190 zł/rok
Koszt amortyzacji
11 500 zł/rok
Koszt utrzymania obrabiarki
3450 zł/rok
Fundusz pracy obrabiarki
2080 h/rok
Koszt maszynogodziny
10,04 zł/h
Stawka wynagrodzenia pracownika
11,50 zł/h
16
Nazwa
Tokarka sterowana
numerycznie
Typ
NEF 320K
Zajmowana powierzchnia
6 m
2
Moc silnika
7 kW
Cena zakupu
185 000 zł
Okres użytkowania
10 lat
Koszty
Koszt energii
2620,80 zł/rok
Koszt utrzymania powierzchni
2190 zł/rok
Koszt amortyzacji
18 500 zł/rok
Koszt utrzymania obrabiarki
5550 zł/rok
Fundusz pracy obrabiarki
2080 h/rok
Koszt maszynogodziny
13,88 zł/h
Stawka wynagrodzenia pracownika
10,50 zł/h
Nazwa
Tokarskie centrum
obróbkowe
Typ
CTX 310
Zajmowana powierzchnia
6,5 m
2
Moc silnika
12 kW
Cena zakupu
375 000 zł
Okres użytkowania
10 lat
Koszty
Koszt energii
4492,8 zł/rok
Koszt utrzymania powierzchni
2190 zł/rok
Koszt amortyzacji
37 500 zł/rok
Koszt utrzymania obrabiarki
11 250 zł/rok
Fundusz pracy obrabiarki
2080 h/rok
Koszt maszynogodziny
26,65 zł/h
Stawka wynagrodzenia pracownika
14,00 zł/h
Nazwa
Frezarskie centrum
obróbkowe
Typ
DMC 63 V
Zajmowana powierzchnia
7 m
2
Moc silnika
10 kW
Cena zakupu
450 000 zł
Okres użytkowania
10 lat
Koszty
Koszt energii
3744 zł/rok
Koszt utrzymania powierzchni
2555 zł/rok
Koszt amortyzacji
45 000 zł/rok
Koszt utrzymania obrabiarki
13 500 zł/rok
Fundusz pracy obrabiarki
2080 h/rok
Koszt maszynogodziny
30,98 zł/h
Stawka wynagrodzenia pracownika
14,00 zł/h
17
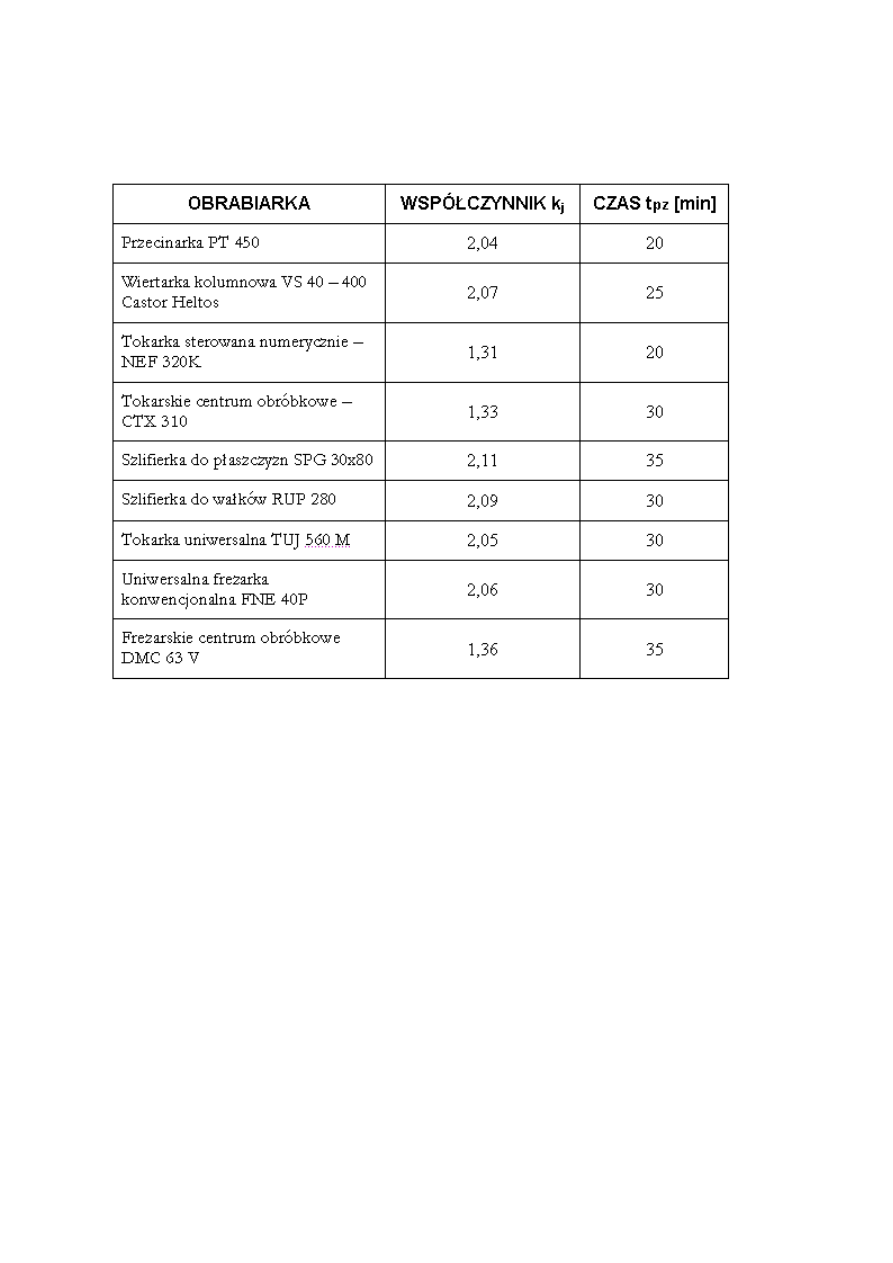
5. Współczynniki czasu jednostkowo i czasu przygotowawczo
zakończeniowego dla danych obrabiarek.
6. Ceny i koszty.
Ceny materiałów
· stal konstrukcyjna St3 – 2,70 [zł/kg],
· stal konstrukcyjna St5 – 2,95 [zł/kg],
· stal do ulepszania cieplnego 45 – 4,70 [zł/kg],
· stal do ulepszania cieplnego 55 – 4,90 [zł/kg],
· żeliwo szare Zl 150 – 7,40 [zł/kg],
· żeliwo szare Zl 200 – 7,90 [zł/kg],
· żeliwo szare zl 250 – 8,35 [zł/kg],
· staliwo L400 – 8,50 [zł/kg],
· staliwo L450 – 9,30 [zł/kg].
Koszt magazynowania (zmienny) – 0,05 zł /szt.
Cena energii elektrycznej – 0,60 [zł/kWh]
Cena dostawy półwyrobów – 500,00 [zł/dostawę]
18
7. Dane wejściowe.
Numer zlecenia:
01
Nazwa wyrobu:
Wałek 001
Materiał wyrobu:
stal St3
Rodzaj półfabrykatu:
Pręt walcowany
Masa 1 szt. Półfabrykatu:
7,5 kg
Liczba sztuk w zleceniu:
50
Zapotrzebowanie:
tygodniowe
Numer zlecenia:
02
Nazwa wyrobu:
Wałek 002
Materiał wyrobu:
stal 45
Rodzaj półfabrykatu:
Pręt walcowany
Masa 1 szt. Półfabrykatu:
8,15 kg
Liczba sztuk w zleceniu:
50
Zapotrzebowanie:
tygodniowe
Numer zlecenia:
03
Nazwa wyrobu:
Korpus 001
Materiał wyrobu:
Zl 250
Rodzaj półfabrykatu:
odlew
Masa 1 szt. Półfabrykatu:
31,8 kg
Liczba sztuk w zleceniu:
45
Zapotrzebowanie:
tygodniowe
Numer zlecenia:
04
Nazwa wyrobu:
Korpus 002
Materiał wyrobu:
Zl 250
Rodzaj półfabrykatu:
odlew
Masa 1 szt. Półfabrykatu:
31,6 kg
Liczba sztuk w zleceniu:
55
Zapotrzebowanie:
tygodniowe
OPERACJA TECHNOLOGICZNA
∑t
g
[min]
Przecinanie
0,90
Planowanie czół
0,75
Nakiełkowanie
0,60
Toczenie zgrubne
1,25
Toczenie kształtujące
2,75
Wiercenie otworu poprzecznego
1,65
Obróbka wykańczająca
2,95
Wiercenie otworu osiowego
1,40
OPERACJA TECHNOLOGICZNA
∑t
g
[min]
Przecinanie
0,85
Planowanie czół
0,70
Nakiełkowanie
0,60
Toczenie zgrubne
3,40
Toczenie kształtujące
3,75
Frezowanie rowka wpustowego
2,80
Obróbka wykańczająca
3,65
Wiercenie otworu osiowego
1,05
OPERACJA TECHNOLOGICZNA
∑t
g
[min]
Frezowanie zgrubne płaszczyzn
3,45
Frezowanie kształtujące płaszczyzn
3,70
Obróbka wykańczająca płaszczyzn
4,30
Frezowanie rowków
3,40
Wiercenie otworów
2,80
Gwintowanie otworów
3,05
Rozwiercanie otworów
3,20
OPERACJA TECHNOLOGICZNA
∑t
g
[min]
Frezowanie zgrubne płaszczyzn
4,05
Frezowanie kształtujące płaszczyzn
3,20
Obróbka wykańczająca płaszczyzn
3,05
Frezowanie rowków
3,50
Wiercenie otworów
3,75
Gwintowanie otworów
2,60
Rozwiercanie otworów
2,30

19
8. Obliczenia produkcyjne
N
i
= N
pi
(1+b
pi
)
Ni – skorygowana liczność zlecenia produkcyjnego i-tego wyrobu, ,
Npi – planowana (wymagana) liczba sztuk i-tego wyrobu w zleceniu
produkcyjnym
bpi – współczynnik określający planowany poziom braków i-tego wyrobu
Zlecenie nr 01
N
i
= 50(1+4%)
N
i
= 52
Zlecenie nr 02
N
i
= 50(1+4%)
N
i
= 52
Zlecenie nr 03
N
i
= 45 (1+4%)
N
i
= 48
Zlecenie nr 04
N
i
= 55 (1+4%)
N
i
= 58
20
9. Ustalenie prawidłowej kolejności operacji technologicznych
Zlecenie 01
Zlecenie 02
Zlecenie 03
Zlecenie 04
OPERACJA TECHNOLOGICZNA ∑t
g
[min]
Przecinanie
0,90
Planowanie czół
0,75
Nakiełkowanie
0,60
Toczenie zgrubne
1,25
Toczenie kształtujące
2,75
Wiercenie otworu poprzecznego
1,65
Obróbka wykańczająca
2,95
Wiercenie otworu osiowego
1,40
SUMA 12,25
OPERACJA TECHNOLOGICZNA ∑t
g
[min]
Przecinanie
0,85
Planowanie czół
0,70
Nakiełkowanie
0,60
Toczenie zgrubne
3,40
Toczenie kształtujące
3,75
Frezowanie rowka wpustowego
2,80
Obróbka wykańczająca
3,65
Wiercenie otworu osiowego
1,05
SUMA 16,8
OPERACJA TECHNOLOGICZNA
∑t
g
[min]
Frezowanie zgrubne płaszczyzn
3,45
Frezowanie kształtujące płaszczyzn
3,70
Frezowanie rowków
3,40
Obróbka wykańczająca płaszczyzn
4,30
Wiercenie otworów
2,80
Gwintowanie otworów
3,05
Rozwiercanie otworów
3,20
SUMA 23,9
OPERACJA TECHNOLOGICZNA ∑t
g
[min]
Frezowanie zgrubne płaszczyzn
4,05
Frezowanie kształtujące płaszczyzn
3,20
Frezowanie rowków
3,50
Obróbka wykańczająca płaszczyzn
3,05
Wiercenie otworów
3,75
Gwintowanie otworów
2,60
Rozwiercanie otworów
2,30
SUMA 22,45

21
10. Wskazanie obrabiarek, na których możliwe jest wykonanie
operacji technologicznych
Zlecenie 01; N
i
= 52
Przecinanie
∑t
g
= 0,90 [min]
Przecinarka PT 450
k
j
= 2,04
t
j
= k
j
*∑tg= 2,04*0,9 = 1,836
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*1,836=115,472 [min]
Planowanie czół
∑t
g
= 0,70 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*0,7 = 1,435
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*1,435=104,62 [min]
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*0,7 = 0,917
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*0,917=67,684 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*0,7 = 0,931
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*0,931=78,412 [min]
Nakiełkowanie
∑t
g
= 0,60 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*0,6 = 1,23
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*1,23=93,96 [min]

22
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*0,6 = 0,786
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*0,786=60,872 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*0,6 = 0,798
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*0,798=71,496 [min]
Toczenie zgrubne
∑t
g
= 1,25 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*1,25 = 2,563
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*2,563=163,276 [min]
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*1,25 = 1,638
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*1,638=105,176 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*1,25 = 1,663
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*1,663=116,476 [min]
Toczenie kształtujące
∑t
g
= 2,75 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*2,75 = 5,638
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*5,638=323,176 [min]
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*2,75 = 3,603

23
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*3,603=207,356 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*2,75 = 3,658
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*3,658=220,216 [min]
Wiercenie otworu poprzecznego
∑t
g
= 1,65 [min]
Wiertarka kolumnowa VS 40 400
k
j
= 2,07
t
j
= k
j
*∑tg= 2,07*1,65 = 3,416
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=25+52*3,416=202,632 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*1,65 = 3,383
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*3,383=205,916 [min]
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*1,65 = 2,162
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*2,162=132,424 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*1,65 = 2,195
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*2,195=114,14 [min]
Obróbka wykańczająca
∑t
g
= 2,95 [min]
Szlifierka do płaszczyzn SPG 30x80
k
j
= 2,11
t
j
= k
j
*∑tg= 2,11*2,95 = 6,225

24
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+52*6,225=358,7 [min]
Szlifierka do wałków RUP 280
k
j
= 2,09
t
j
= k
j
*∑tg= 2,09*2,95 = 6,167
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*6,167=115,472 [min]
Wiercenie otworu osiowego
∑t
g
= 1,40 [min]
Wiertarka kolumnowa VS 40 400
k
j
= 2,07
t
j
= k
j
*∑tg= 2,07*1,40 = 2,898
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=25+52*2,898=175,696 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*1,40 = 2,87
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*2,87=179,24 [min]
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*1,40 = 1,834
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*1,834=115,368 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*1,40 = 1,862
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*1,832=126,824 [min]

25
Zlecenie 02; N
i
= 52
Przecinanie
∑t
g
= 0,85 [min]
Przecinarka PT 450
k
j
= 2,04
t
j
= k
j
*∑tg= 2,04*0,85 = 1,734
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*1,734=110,168 [min]
Planowanie czół
∑t
g
= 0,70 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*0,7 = 1,435
N = tpz + n × tj, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*0,7=66,4 [min]
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*0,7 = 0,917
N = tpz + n × tj, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*0,917=67,684 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*0,7 = 0,931
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*0,931=78,412 [min]
Nakiełkowanie
∑t
g
= 0,60 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*0,6 = 1,23
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*1,23=93,96 [min]
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*0,6 = 0,786
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej

26
N=20+52*0,786=60,872 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*0,6 = 0,798
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*0,798=71,496 [min]
Toczenie zgrubne
∑t
g
= 3,40 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*3,40 = 6,97
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*6,97=392,44 [min]
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*3,40 = 4,454
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*4,454=251,608 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*3,40 = 4,522
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*4,522=265,144 [min]
Toczenie kształtujące
∑t
g
= 3,75 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*3,75 = 7,688
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*7,688=429,776 [min]
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*3,75 = 4,913
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej

27
N=20+52*4,913=275,476 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*3,75 = 4,988
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*4,988=289,376 [min]
Frezowanie rowka wpustowego
∑t
g
= 2,80 [min]
Frezarskie centrum obróbkowe DMC 63
Vk
j
= 1,36
t
j
= k
j
*∑tg= 1,36*2,80 = 3,808
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+52*3,808=233,016 [min]
Obróbka wykańczająca
∑t
g
= 3,65 [min]
Szlifierka do płaszczyzn SPG 30x80
k
j
= 2,11
t
j
= k
j
*∑tg= 2,11*3,65 = 7,702
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+52*7,702=435,504 [min]
Szlifierka do wałków RUP 280
k
j
= 2,09
t
j
= k
j
*∑tg= 2,09*3,65 = 7,629
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*7,629=426,708 [min]
Wiercenie otworu osiowego
∑t
g
= 1,05 [min]
Wiertarka kolumnowa VS 40 400
k
j
= 2,07
t
j
= k
j
*∑tg= 2,07*1,05 = 2,174
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=25+52*2,174=138,048 [min]
Tokarka uniwersalna TUJ 560 M
k
j
= 2,05
t
j
= k
j
*∑tg= 2,05*1,05 = 2,153
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej

28
N=30+52*2,153=141,956 [min]
Tokarka sterowana numerycznie NEF 320K
k
j
= 1,31
t
j
= k
j
*∑tg= 1,31*1,05 = 1,376
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=20+52*1,376=91,552 [min]
Tokarskie centrum obróbkowe CTX 310
k
j
= 1,33
t
j
= k
j
*∑tg= 1,33*1,05 = 1,397
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=30+52*1,397=102,644 [min]
Zlecenie 03; N
i
= 48
Frezowanie zgrubne płaszczyzn
∑t
g
= 3,45
Frezarskie centrum obróbkowe DMC 63 V
Vk
j
= 1,36
t
j
= k
j
*∑tg= 1,36*3,45 = 4,692
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+48*4,692=260,216 [min]
Frezowanie kształtujące płaszczyzn
∑t
g
= 3,70
Frezarskie centrum obróbkowe DMC 63 V
Vk
j
= 1,36
t
j
= k
j
*∑tg= 1,36*3,70 = 5,032
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+48*5,032=276,526 [min]
Obróbka wykańczająca płaszczyzn
∑t
g
= 4,30
Szlifierka do płaszczyzn SPG 30x80
k
j
= 2,11
t
j
= k
j
*∑tg= 2,11*4,30 = 9,073
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+48*9,073=470,504 [min]

29
Frezowanie rowków
∑t
g
= 3,40
Frezarskie centrum obróbkowe DMC 63 V
Vk
j
= 1,36
t
j
= k
j
*∑tg= 1,36*3,4 = 4,624
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+48*4,624=256,952 [min]
Wiercenie otworów
∑t
g
= 2,80
Wiertarka kolumnowa VS 40-400
k
j
= 2,07
t
j
= k
j
*∑tg= 2,07*2,80 = 5,796
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=25+48*5,796=303,208 [min]
Rozwiercanie otworów
∑t
g
= 3,20
Wiertarka kolumnowa VS 40 400
k
j
= 2,07
t
j
= k
j
*∑tg= 2,07*1,05 = 6,624
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=25+48*6,624=342,952 [min]
Gwintowanie otworów
∑t
g
= 3,05
Wiertarka kolumnowa VS 40 400
k
j
= 2,07
t
j
= k
j
*∑tg= 2,07*1,05 = 6,314
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=25+48*6,314=328,072 [min]

30
Zlecenie 04; N
i
= 58
Frezowanie zgrubne płaszczyzn
∑t
g
= 4,05
Frezarskie centrum obróbkowe DMC 63 V
Vk
j
= 1,36
t
j
= k
j
*∑tg= 1,36*4,05 = 5,508
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+58*5,508=354,464 [min]
Frezowanie kształtujące płaszczyzn
∑t
g
= 3,20
Frezarskie centrum obróbkowe DMC 63 V
Vk
j
= 1,36
t
j
= k
j
*∑tg= 1,36*3,20 = 4,352
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+58*4,352=287,416 [min]
Obróbka wykańczająca płaszczyzn
∑t
g
= 3,05
Szlifierka do płaszczyzn SPG 30x80
k
j
= 2,11
t
j
= k
j
*∑tg= 2,11*3,05= 6,436
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+58*6,436=408,288 [min]
Frezowanie rowków
∑t
g
= 3,50
Frezarskie centrum obróbkowe DMC 63 V
Vk
j
= 1,36
t
j
= k
j
*∑tg= 1,36*3,50 = 4,76
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=35+58*4,76=311,08 [min]
Wiercenie otworów
∑t
g
= 3,75
Wiertarka kolumnowa VS 40 400
k
j
= 2,07
t
j
= k
j
*∑tg= 2,07*3,75 = 7,763
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=25+58*7,763=475,254 [min]

31
Rozwiercanie otworów
∑t
g
= 2,60
Wiertarka kolumnowa VS 40 400
k
j
= 2,07
t
j
= k
j
*∑tg= 2,07*2,60 = 5,382
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=25+58*5,382=337,156 [min]
Gwintowanie otworów
∑t
g
= 2,30
Wiertarka kolumnowa VS 40 400
k
j
= 2,07
t
j
= k
j
*∑tg= 2,07*2,30 = 4,761
N = t
pz
+ n × t
j
, N – norma czasu pracy wykonania operacji technologicznej
N=25+58*4,761=301,138 [min]
32
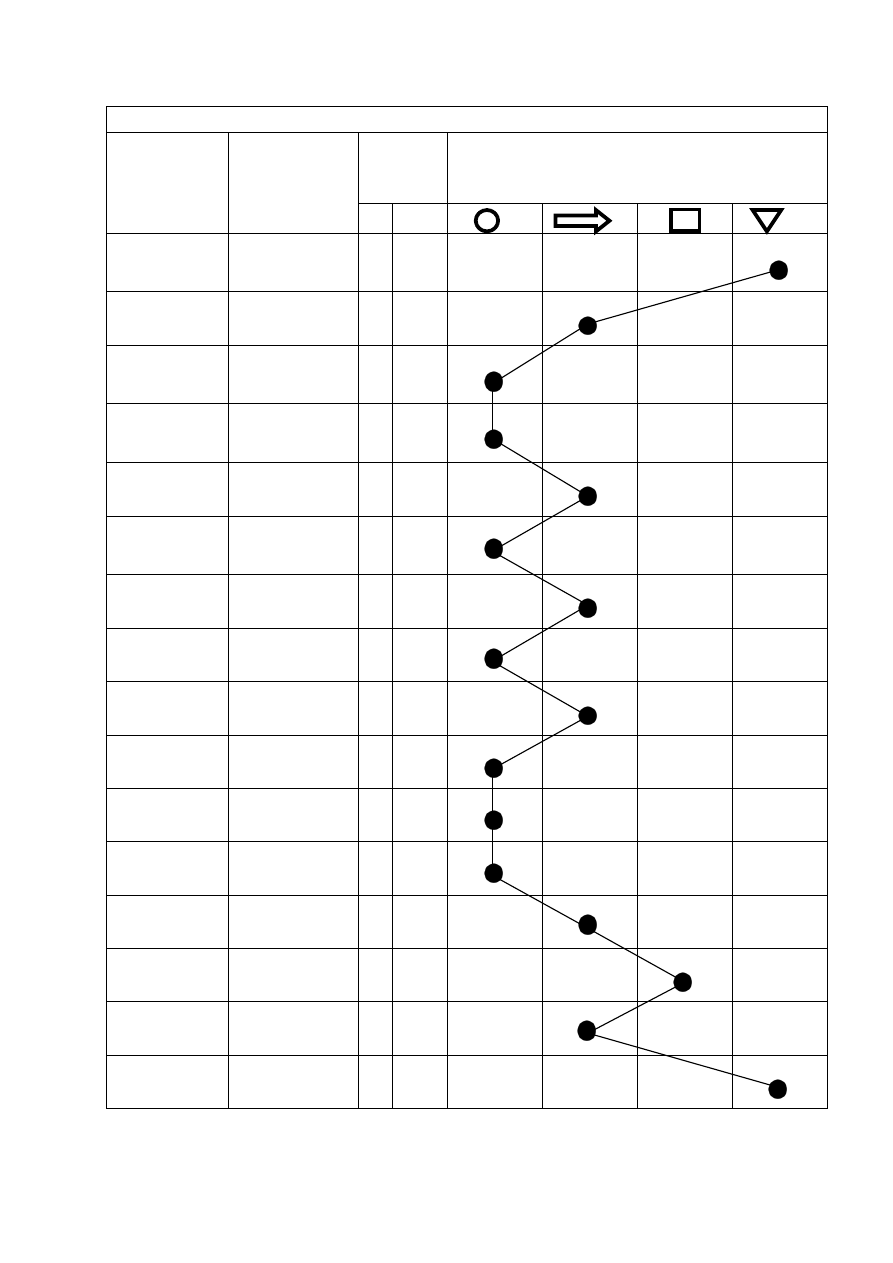
11. Schemat struktury procesu wytwarzania
Nazwa wyrobu: Wałek 001, materiał: Stal St3, liczba sztuk 52
Nazwa operacji
procesu
wytwarzania
Urządzenie /
powierzchnia
Czas
[min]
Schemat przebiegu
T
pz
t
j
Składowanie mat.
wyjściowego
Regały
-
-
Transport do
przecinarki
Wózek 1
-
0,1
Ciąć
PT 450
20
1,836
Transport do
przecinarki
Wózek 2
-
0,1
Planować czoło
TUJ 560 M
30
1,435
Transport do
tokarki
Wózek 3
-
0,1
Nakiełkować
NEF 230K
20
0,786
Transport do
tokarki
Wózek 4
-
0,1
Toczyć zgrubnie
CTX 310
30
1,663
Transport do
tokarki
Wózek 5
-
0,1
Toczyć
kształtująco
CTX 310
30
3,658
Transport do
tokarki
Wózek 6
-
0,1
Wiercić otwór
poprzeczny
CTX 310
30
2,195
Transport do
szlifierki
Wózek 7
-
0,1
Obrabiać
wykończająco
RUP 280
30
6,167
Transport do
tokarki
Wózek 8
-
0,1
Wiercić otwór
osiowy
CTX 310
30
1,862
Transport do
kontroli
Wózek 9
-
0,1
Kontrola jakości
Stanowisko
kontroli jakości
-
-
Transport do
magazynu
Wózek
-
0,1
Mag. wyrobów
gotowych
Regały
-
-
33
Nazwa wyrobu: Wałek 002, materiał: Stal 45, liczba sztuk 52
Nazwa
operacji
procesu
wytwarzania
Urządzenie /
powierzchnia
Czas
[min]
Schemat przebiegu
T
pz
t
j
Składowanie
mat.wyjściowego
Regały
-
-
Transport do
przecinarki
Wózek 1
-
0,1
Ciąć
PT 450
20
1,836
Transport do
przecinarki
Wózek 2
-
0,1
Planować czoło TUJ 560 M
30
1,435
Transport do
tokarki
Wózek 3
-
0,1
Nakiełkować
NEF 230K
20
0,786
Transport do
tokarki
Wózek 4
-
0,1
Toczyć zgrubnie NEF 230K
20
0,786
Transport do
tokarki
Wózek 5
-
0,1
Toczyć
kształtująco
CTX 310
30
3,658
Transport do
frezarki
Wózek 6
-
0,1
Frezować
rowek
wpustowy
DMC 63 V
35
3,808
Transport do
szlifierki
Wózek 7
-
0,1
Obrabiać
wykończająco
RUP 280
30
6,167
Transport do
tokarki
Wózek 8
-
0,1
Wiercić otwór
osiowy
NEF 320 K
20
1,376
Transport do
kontroli
Wózek 9
-
0,1
Kontrola jakości
Stanowisko
kontroli jakości
-
-
Transport do
magazynu
Wózek
-
0,1
Mag. wyrobów
gotowych
Regały
-
-
34
Nazwa wyrobu: Korpus 001, materiał: ZL 200, liczba sztuk 48
Nazwa
operacji
procesu
wytwarzania
Urządzenie /
powierzchnia
Czas
[min]
Schemat przebiegu
T
pz
t
j
Składowanie
materiału
wyjściowego
Regały
-
-
Transport do
frezarki
Wózek 1
-
0,1
Frezować
zgrubnie
płaszczyzny
DMC 63 V
35
4,692
Frezować
kształtująco
płaszczyzny
DMC 63 V
35
5,032
Transport do
szlifierki
Wózek 3
-
0,1
Obrabiać
wykończająco
płaszczyzny
SPG 30x80
35
9,073
Transport do
frezarki
Wózek 4
-
0,1
Frezować
rowki
DMC 63 V
35
4,624
Transport do
wiertarki
Wózek 5
-
0,1
Wiercić otwory VS 40-400
25
5,796
Rozwiercać
otwory
VS 40-400
25
6,624
Gwintować
otwory
VS 40-400
25
6,314
Transport do
kontroli
Wózek 9
-
0,1
Kontrola
jakości
Stanowisko
kontroli jakości
-
-
Transport do
magazynu
Wózek
-
0,1
Mag. wyrobów
gotowych
Regały
-
-
35
Nazwa wyrobu: Korpus 002, materiał: ZL 250, liczba sztuk 58
Nazwa
operacji
procesu
wytwarzania
Urządzenie /
powierzchnia
Czas
[min]
Schemat przebiegu
T
pz
t
j
Składowanie
materiału
wyjściowego
Regały
-
-
Transport do
frezarki
Wózek 1
-
0,1
Frezować
zgrubnie
płaszczyzny
DMC 63 V
35
5,508
Frezować
kształtująco
płaszczyzny
DMC 63 V
35
4,352
Transport do
szlifierki
Wózek 3
-
0,1
Obrabiać
wykończająco
płaszczyzny
SPG 30x80
35
6,436
Transport do
frezarki
Wózek 4
-
0,1
Frezować
rowki
DMC 63 V
35
4,76
Transport do
wiertarki
Wózek 5
-
0,1
Wiercić otwory VS 40-400
25
7,763
Rozwiercać
otwory
VS 40-400
25
5,382
Gwintować
otwory
VS 40-400
25
4,761
Transport do
kontroli
Wózek 9
-
0,1
Kontrola
jakości
Stanowisko
kontroli jakości
-
-
Transport do
magazynu
Wózek
-
0,1
Mag. wyrobów
gotowych
Regały
-
-
36
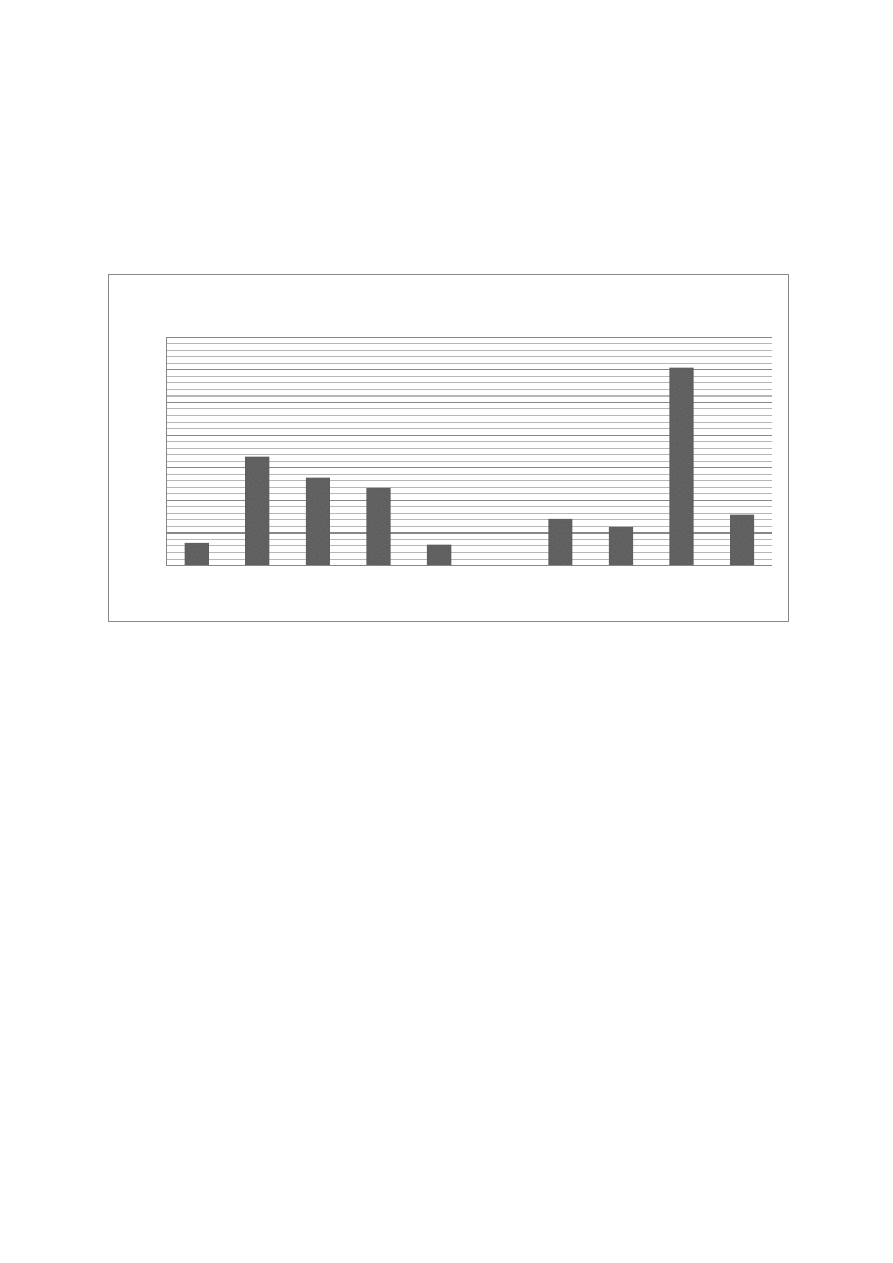
12. Analiza obciążeń stanowisk roboczych.
Okres analizy: od pierwszego do ostatniego zlecenia. Czas rzeczywisty wyniósł 3 030 minut,
podczas tego czasu obrabiarki pracowały w sumie 6 521,02 minut.
Poniżej zostało ukazane procentowe wykorzystanie poszczególnych obrabiarek.
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
PT 450
VS 40-
400
SPG
30x80
RUP 280 TUJ 560
M
FNE 40P NEF 320
K
CTX 310 DMC 63 V CTX 310
Procentowe wykorzystanie obrabiarek
37
13. Wnioski
1. Harmonogramowanie procesu wytwarzania, typu szeregowo – równoległego,
znacząco skraca czas potrzebny do obróbki.
2. Błędy technologa, uniemożliwiają ekonomiczne harmonogramowanie, gdyż
najczęściej wydłużają one czas procesu wytwarzania. Wynika to najcześciej z
niewłaściwego ustalenia T
pz
, T
j
oraz złego przyporządkowania możliwości
obróbkowych maszyn do wymaganych operacji.
3. Program ZPPro umożliwia harmonogramowanie, jednak jest posiada wiele
uciążliwych mankamentów. Najbardziej znaczącym jest brak tolerancji czasowej
poniżej 10 min, co powoduje wydłużenie czasu wytwarzania.
4. Większa liczba obrabiarek, umożliwia efektywniejsze wykorzystanie powierzonego
czasu.
5. Nowoczesne obrabiarki pozwalają na szybszą obróbkę, jednak wymagają dłuższego
czasu przygotowawczego oraz kreują wyższe koszty pracownicze.
6. Zapotrzebowanie tygodniowe jest czasem w zupełności wystarczającym.
7. Wszystkie zlecenia można zrobić w krótszym czasie.
8. Nie jest wymagane wykorzystywanie wszystkich obrabiarek w powyższym projekcie.
9. Wykorzystanie obrabiarek wskazuje na szerokie możliwości parku maszynowego,
gdyż dane zlecenia nie są wymagające.
10. Park maszynowy umożliwia wybór przyporządkowania obrabiarki do operacji.

38
Wyszukiwarka
Podobne podstrony:
ZPiU projekt Ietap
ZPiU projekt IIetap
Projekt semestralny ZPiU
p. Berlińska- projekt, study, semestr 3, ZPIU
projekt ZPiU
projekt ogrzewnictwo Ietap
projekt o narkomanii(1)
!!! ETAPY CYKLU PROJEKTU !!!id 455 ppt
Wykład 3 Dokumentacja projektowa i STWiOR
Projekt nr 1piątek
Projet metoda projektu
34 Zasady projektowania strefy wjazdowej do wsi
PROJEKTOWANIE ERGONOMICZNE
więcej podobnych podstron