„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Dorota Lubaszka
Otrzymywanie surówki 812[02].Z2.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Igor Lange
mgr inż. Jacek Widera
Opracowanie redakcyjne:
mgr inż. Dorota Lubaszka
mgr inż. Marek Olsza
Konsultacja:
mgr inż. Danuta Pawełczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[02].Z2.01
„Otrzymywanie surówki”, zawartego w modułowym programie nauczania dla zawodu
operator maszyn i urządzeń metalurgicznych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Przygotowanie wsadu wielkopiecowego
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
17
4.1.4. Sprawdzian postępów
19
4.2.
Wielki piec i urządzenia pomocnicze
20
4.2.1. Materiał nauczania
20
4.2.2. Pytania sprawdzające
27
4.2.3. Ćwiczenia
27
4.2.4. Sprawdzian postępów
30
4.3.
Proces wielkopiecowy
31
4.3.1. Materiał nauczania
31
4.3.2. Pytania sprawdzające
37
4.3.3. Ćwiczenia
38
4.3.4. Sprawdzian postępów
40
4.4.
Produkty wielkiego pieca
41
4.4.1. Materiał nauczania
41
4.4.2. Pytania sprawdzające
43
4.4.3. Ćwiczenia
43
4.4.4. Sprawdzian postępów
45
4.5.
Praca przy wielkim piecu
46
4.5.1. Materiał nauczania
46
4.5.2. Pytania sprawdzające
52
4.5.3. Ćwiczenia
52
4.5.4. Sprawdzian postępów
54
5.
Sprawdzian osiągnięć
55
6.
Literatura
60

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1.
WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu otrzymywania surówek
ż
elaza w procesie wielkopiecowym.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, które pozwolą Ci stwierdzić czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań testowych,
–
literaturę uzupełniającą
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
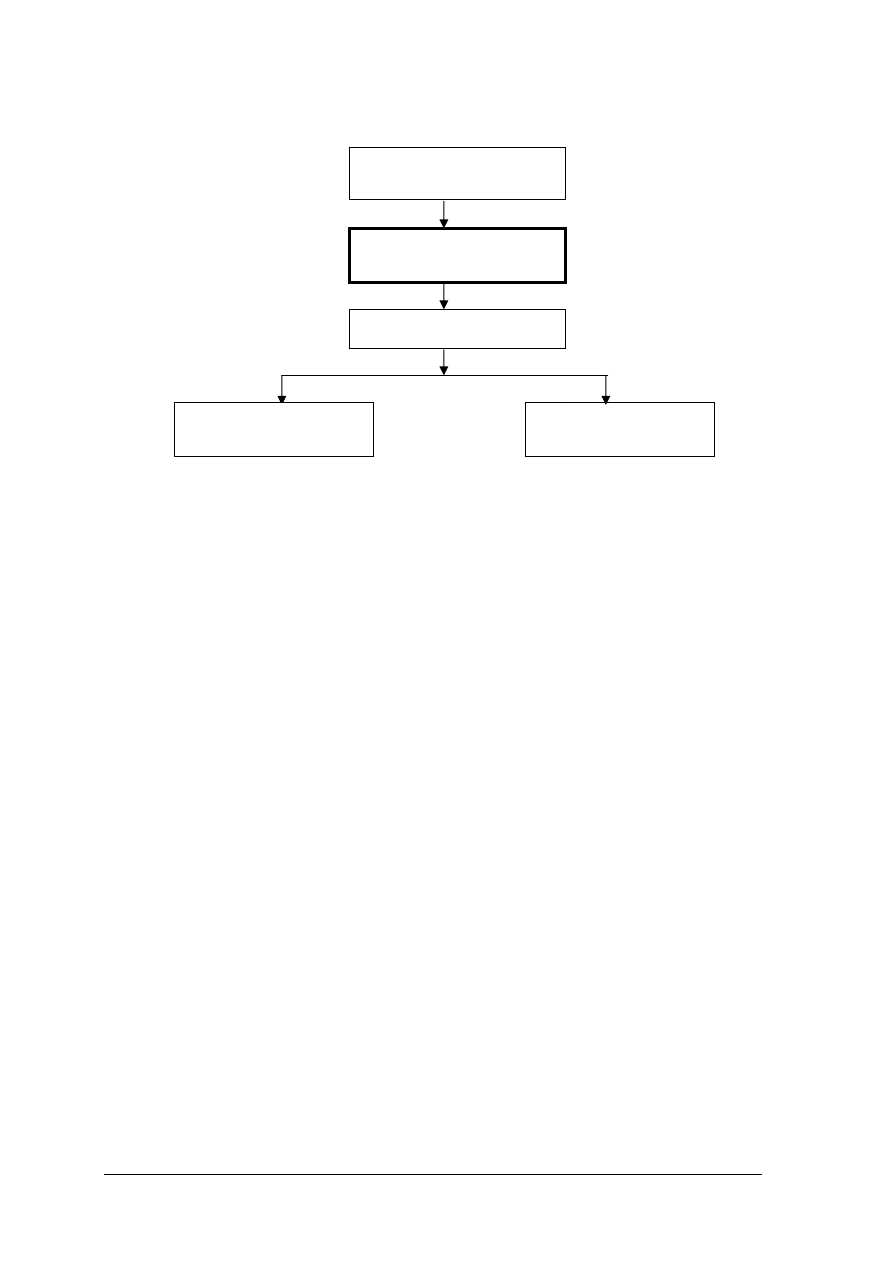
Schemat układu jednostek modułowych
812[02].Z2
Technologia procesów
metalurgicznych
812[02].Z2.03
Otrzymywanie metali
nieżelaznych
812[02].Z2.04
Otrzymywanie materiałów
z proszków spiekanych
812[02].Z2.02
Otrzymywanie stali
812[02].Z2.01
Otrzymywanie surówki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej powinieneś umieć:
—
charakteryzować stany skupienia materii,
—
charakteryzować budowę krystaliczną metali,
—
posługiwać się podstawowymi pojęciami z zakresu metaloznawstwa,
—
charakteryzować rudy żelaza,
—
rozróżniać składniki strukturalne, gatunki, właściwości i zastosowanie stopów Fe – C,
—
określać wpływ pierwiastków na właściwości stopów Fe – C,
—
charakteryzować maszyny i urządzenia stosowane w procesach metalurgicznych,
—
charakteryzować układy sterowania i regulacji stosowane w procesach metalurgicznych,
—
stosować przepisy bhp, przeciw pożarowe oraz ochrony środowiska,
—
korzystać z dokumentacji technicznej, literatury technicznej, norm, poradników,
—
pracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
wyjaśnić fizykochemiczne podstawy procesów metalurgicznych,
−
rozróżnić materiały wsadowe do procesu wielkopiecowego,
−
scharakteryzować proces produkcji koksu,
−
rozróżnić urządzenia wykorzystywane podczas produkcji koksu,
−
scharakteryzować przygotowanie rudy do procesu wielkopiecowego,
−
rozróżnić urządzenia wykorzystywane podczas przygotowania rudy do procesu
wielkopiecowego,
−
objaśnić budowę wielkiego pieca,
−
rozróżnić materiały ogniotrwałe stosowane na wymurówkę wielkiego pieca,
−
scharakteryzować układy wielkiego pieca: chłodzenia ścian pieca, załadowczy wsadu,
podgrzewania dmuchu, odbioru i oczyszczania gazu, odbioru żużla i surówki, sterowania
piecem,
−
objaśnić etapy procesu wielkopiecowego,
−
przedstawić rozkład temperatur w wielkim piecu,
−
rozróżnić reakcje chemiczne zachodzące w trakcie procesu wielkopiecowego,
−
scharakteryzować produkty wielkiego pieca,
−
określić zakres remontu bieżącego, średniego i kapitalnego wielkiego pieca,
−
rozróżnić urządzenia odpylające stosowane w procesie technologicznym otrzymywania
surówki,
−
określić zasady zachowania się w strefach gazoniebezpiecznych oraz w strefach
bezpośredniego zagrożenia odpryskiem żużla i ciekłego metalu oraz gorącego metalu,
−
określić zasady bhp, ochrony ppoż. i ochrony środowiska obowiązujące podczas
produkcji surówki,
−
skorzystać z dokumentacji technicznej, norm, poradników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.
MATERIAŁ NAUCZANIA
4.1. Przygotowanie wsadu wielkopiecowego
4.1.1. Materiał nauczania
Pierwszym etapem otrzymywania żelaza i jego stopów jest proces przerobu rud na
surówkę w wielkim piecu. W procesie wielkopiecowym uzyskuje się przez redukcję tlenków
ż
elaza, zawartych w rudzie, ciekłą surówkę. Surówka wielkopiecowa zawiera około 95% Fe
oraz domieszki takie jak węgiel, mangan, krzem, fosfor, siarka.
Materiałami wsadowymi w procesie wielkopiecowym są rudy żelaza, koks oraz topniki.
Rudy żelaza są źródłem żelaza niezbędnego do wytworzenia surówki w procesie
wielkopiecowym. W skład rud żelaza wchodzą najczęściej związki żelaza w postaci tlenków,
wodorotlenków, węglanów, rzadziej siarczków. Oprócz związków żelaza rudy zawierają
również skałę płonną. Skałę płonną tworzą związki takie jak kwarc, kaolinit, kalcyt,
magnezyt. Niektóre mineralne zanieczyszczenia występujące w rudzie trudno przechodzą
w stan ciekły. Rudy zawierające takie zanieczyszczenia nazywamy trudno topliwymi. W celu
umożliwienia stopienia skały płonnej rud dodaje się do wielkiego pieca specjalne topniki.
W niektórych przypadkach skład chemiczny zanieczyszczeń rudy żelaza umożliwia łatwe jej
stopienie wraz z dodanymi topnikami. Rudy takie nazywają się łatwo topliwymi. Istnieją
również rudy, których skała płonna topi się łatwo bez dodatku topników. Takie rudy nazywa
się samotopliwymi. Skład chemiczny skały płonnej ma duże znaczenie dla procesów
metalurgicznych. Jeśli w skale płonnej przeważa krzemionka (SiO
2
) to ruda jest kwaśna. Jeśli
przeważają składniki zasadowe (kalcyt CaCO
3
, magnezyt MgCO
3
), to ruda ma charakter
zasadowy. Większość występujących w przyrodzie rud żelaza ma charakter kwaśny.
W procesach metalurgicznych do rud kwaśnych dodaje się topniki zasadowe, a do rud
zasadowych topniki kwaśne.
Niektóre związki chemiczne znajdujące się w rudzie mogą przechodzić w czasie procesu
wielkopiecowego do surówki. Zależnie od ich wpływu na własności surówki rozróżniamy
domieszki pożyteczne, jak mangan, chrom, krzem, oraz zanieczyszczenia szkodliwe, jak
siarka, fosfor i arsen.
Rudami, które mają największe znaczenie przemysłowe są:
—
magnetyt lub żelaziak magnetyczny (Fe
3
0
4
), zawierający około 70% Fe, barwa
stalowoszara aż do czarnej,
—
hematyt lub żelaziak czerwony (Fe
2
0
3
), zawierający 50–60% Fe, barwa stalowoniebieska
lub czerwona,
—
limonit lub żelaziak brunatny (2Fe
2
O
3
·3H
2
0), zawierający średnio 30–53% Fe, barwa
ż
ółta, brunatna, a niekiedy czarna,
—
syderyt lub żelaziak szpatowy (FeCO
3
), zawierający średnio 30–40% Fe, barwa
ż
ółtawoszara lub żółtawobrunatna.
Rudy wydobyte w kopalni są poddawane procesom przygotowawczym ułatwiającym
otrzymanie z nich surówki. Do procesów przygotowawczych można zaliczyć rozdrabnianie,
sortowanie, spiekanie, grudkowanie i brykietowanie(rys.1).
Rozdrabnianie ma na celu uzyskanie wymaganej ziarnistości materiałów wsadowych. Do
kruszenia zgrubnego (do 100 mm)stosuje się łamacze szczękowe i kruszarki walcowe. Do
kruszenia średniego (100–30 mm) używa się zwykle łamaczy stożkowych lub grzybkowych.
Do pozostałych stopni kruszenia stosuje się młyny kulowe i młyny młotkowe.
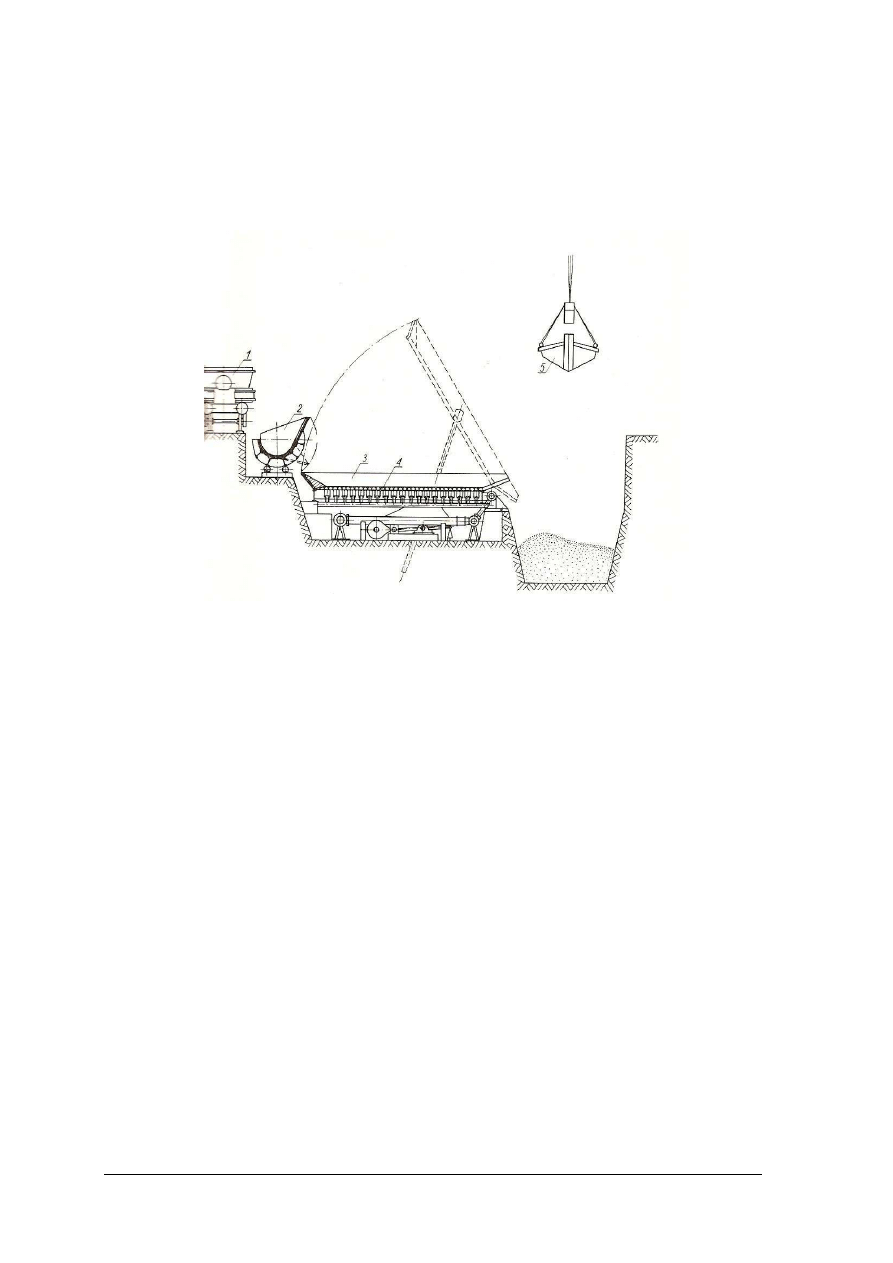
Kruszenie rud odbywa się najczęściej w łamaczach stożkowych (rys. 2).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
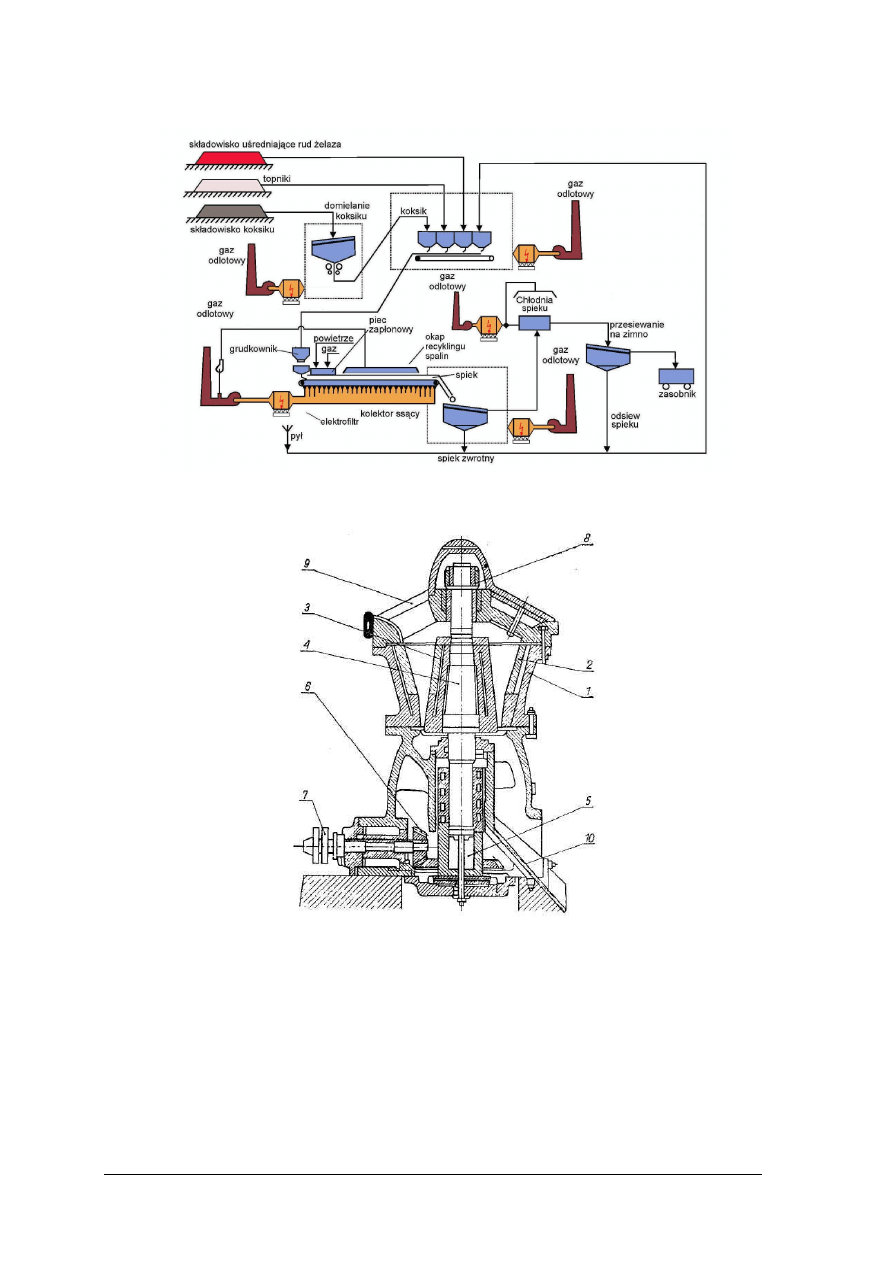
Rys. 1. Schemat przygotowania rud [2]
Rys. 2. Łamacz stożkowy [3, s. 84]
Przestrzeń robocza łamacza (rys.2) znajduje się między dwom stożkami. Wewnętrzny
stożek 3 nasadzony jest na wał pionowy 4, który jest połączony z kolei z wałem 5. Wał 5 jest
napędzany silnikiem 7, poprzez przekładnię zębatą 6. Obracanie wału 5 powoduje na
przemian zbliżanie i oddalanie się stożka ruchomego 3 od wewnętrznej powierzchni kadłuba
2. Przy zbliżaniu powierzchni stożkowych następuje kruszenie rudy.
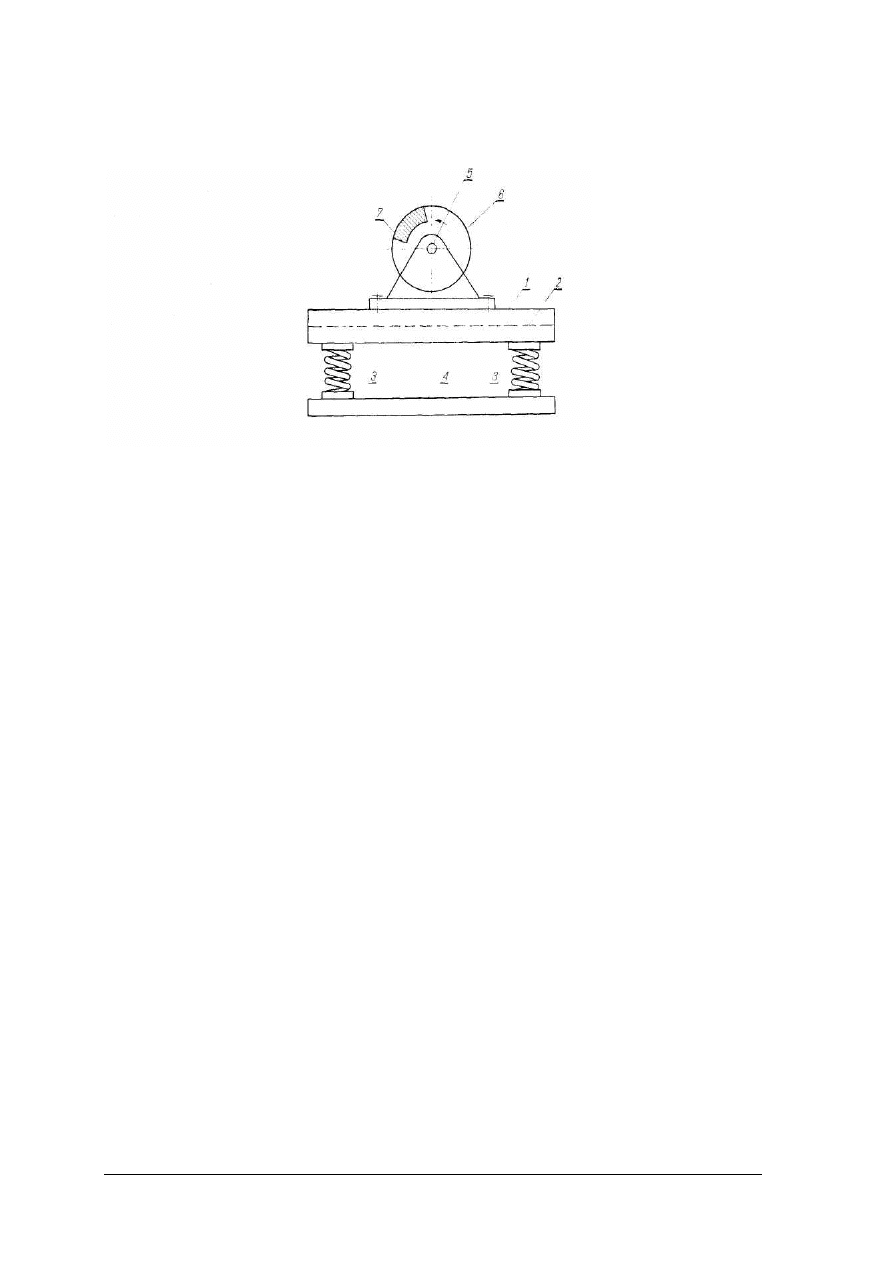
Sortowanie rudy odbywa się najczęściej za pomocą sit wibracyjnych. Wykonują one
szybkie drgania w kierunku prostopadłym do płaszczyzny sita. Amplituda drgań wynosi 0,5–
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
1,0 mm, a częstotliwość wynosi 1500–3000 drgań/minutę. Pod względem napędu sita
wibracyjne dzielą się na mechaniczne lub elektromagnetyczne.
Rys. 3.
Schemat przesiewacza bezwładnościowego: 1 – kadłub ruchomy, 2 – sito,
3 – sprężyny, 4 – nieruchoma rama przesiewacza, 5 – wał, 6 – koło pasowe,
7 – ciężar niewyrównoważony [4, s. 77]
Spiekanie rud żelaza ma za zadanie jej zbrylenie oraz połączenie z topnikami. W celu
zwiększenia wydajności i uzyskania dobrej jakości spieku należy właściwie przygotować
mieszankę. Jednorodność składu oraz jednakowe własności rudy uzyskuje się przez
równomierne usypywanie cienkich warstw poszczególnych gatunków rudy we wspólne
podłużne zwały. Ruda powinna przebywać w zwałach przez okres 14 dni. W tym czasie
następuje sezonowanie rudy, polegające na wyrównaniu zawartości wilgoci oraz zbryleniu
najdrobniejszych ziarenek. Podczas sezonowania korzystne jest dodanie do rudy wapna
palonego. Wsadem do procesu spiekania jest miał rudy żelaza (ziarno poniżej 8 mm), kamień
wapienny lub dolomit oraz paliwo w postaci drobno zmielonego koksiku (ziarno poniżej
3 mm) W procesie spiekania zbrylanie się drobnoziarnistej rudy następuje wskutek
powierzchniowego nadtapiania się ziarn pod działaniem ciepła uzyskiwanego wskutek
spalania się koksiku dodawanego do mieszanki spiekalniczej. Do spiekania rud używa się
taśm spiekalniczych napędzanych silnikami prądu stałego.
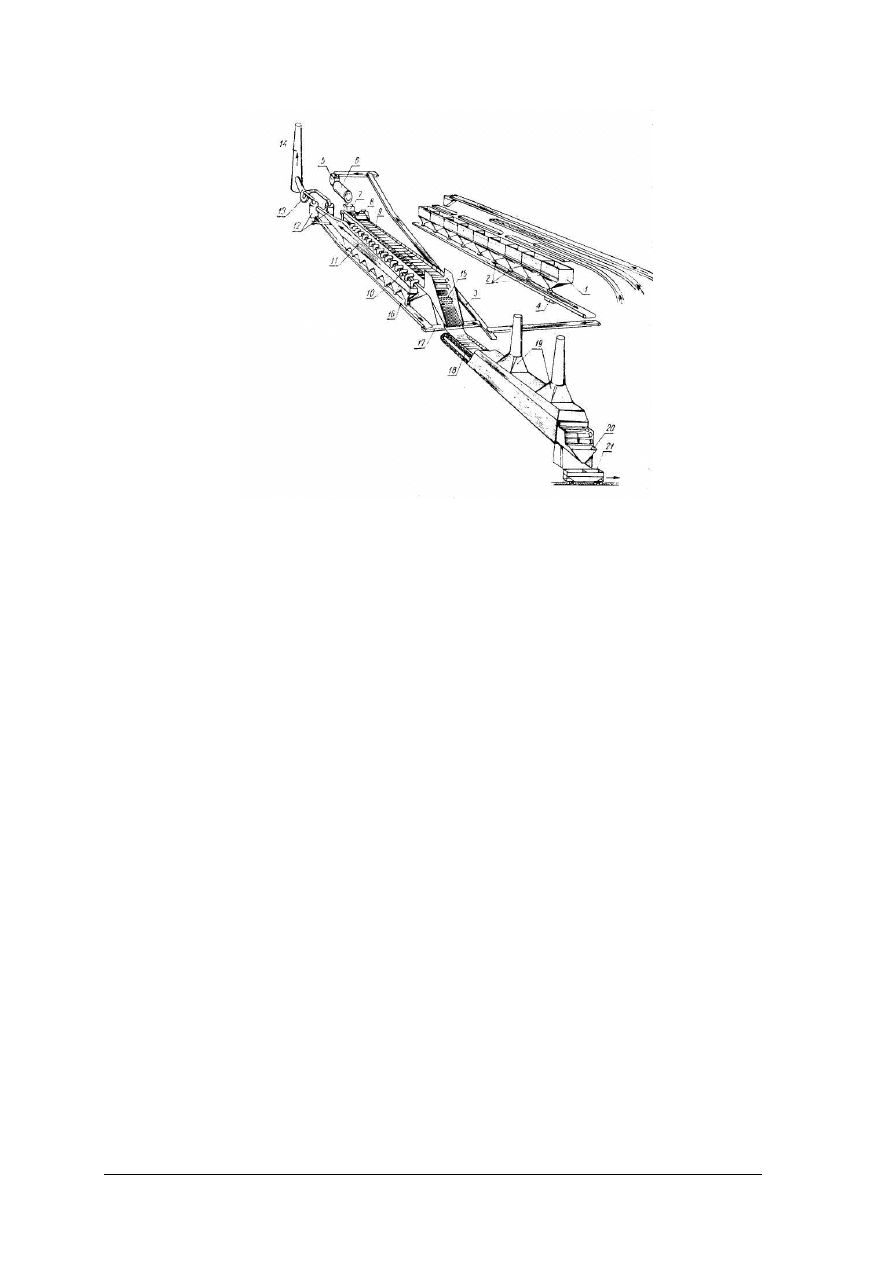
Taśma spiekalnicza (rys. 4) jest taśmą napiętą na dwóch bębnach, złożoną z szeregu
przegubowo połączonych wózków, których dnem jest ruszt. Powietrze potrzebne do spalania
koksiku jest zasysane od góry przez ssawy 13. Pod rusztem taśmy znajdują się komory
zasysające, którymi odprowadzane są spaliny powstałe podczas spalania koksiku. Początek
procesu spiekania następuje bezpośrednio za urządzeniami zasypującymi mieszankę, gdzie
zainstalowany jest palnik gazowy 8. Płomień palnika zapala koksik w przesuwającej się pod
nim powierzchniowej warstwie mieszanki spiekalniczej. Prędkość ruchu taśmy wynosi
1,5–4,5 m/min i jest tak dobrana, że po jej całkowitym przejściu kończy się proces spiekania.
Spiek w postaci gorących placków przechodzi przez łamacz obrotowy 15, gdzie zostaje
rozdrobniony na kawałki poniżej 150 mm. Rozdrobniony spiek, po przesianiu spada na
stalową taśmę chłodzącą 18. Drobnoziarnisty spiek wspólnie z pyłem oddzielonym od spalin
odprowadzany jest podajnikami 17 i 3 do mieszalnika 6.
Kontrola procesu spiekania obejmuje kontrolę mieszanki wsadowej (ilość materiałów,
skład chemiczny), kontrolę procesu spiekania (temperatura spalin, podciśnienie w komorach
odciągowych, prędkość posuwu taśmy), kontrolę spieku (wytrzymałość bębnowa, analiza
chemiczna, skład sitowy).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 4. Taśma spiekalnicza [3, s. 88]
Ocenę jakości spieku prowadzi się między innymi przez stałą obserwację gotowego
spieku spadającego z taśmy i rozkład temperatury w najniższej warstwie spieku na jej
przełomie. Przy równomiernej mieszance i właściwym przesysaniu przez nią powietrza strefa
ż
aru przesuwa się równomiernie w dół. W ostatnim stadium spiekania na przełomie spieku
jest widoczna strefa żaru w postaci rozpalonej do białości smugi wysokości około 40 mm tuż
nad rusztem. Przy niewłaściwym przebiegu spiekania żar nie tworzy smugi ciągłej, ale jest
przerwany i ma uskoki na różnych poziomach. Jeśli żar na końcu taśmy nie doszedł do rusztu
należy zwolnić prędkość taśmy. Jeśli stwierdzono, że spiek na przełomie jest w całości
ciemny, należy zwiększyć prędkość taśmy, gdyż spiekanie zakończyło się jeszcze przed
końcem taśmy.
Grudkowanie rud polega na tworzeniu się z drobnoziarnistej, nawilżonej rudy, prawie
foremnych kulek o średnicach 20÷25 mm. Urządzenia do prowadzenia procesu grudkowania
mogą być dwojakiego typu, przy czym ich zastosowanie zależy przede wszystkim od
przeznaczenia produkowanych grudek. Grudki przeznaczone do dalszego spiekania
przygotowuje się w grudkowniach talerzowych. W tym procesie dokonuje się zbrylania
bardzo drobnoziarnistych składników mieszanki w grudki o wymiarach około 6 mm.
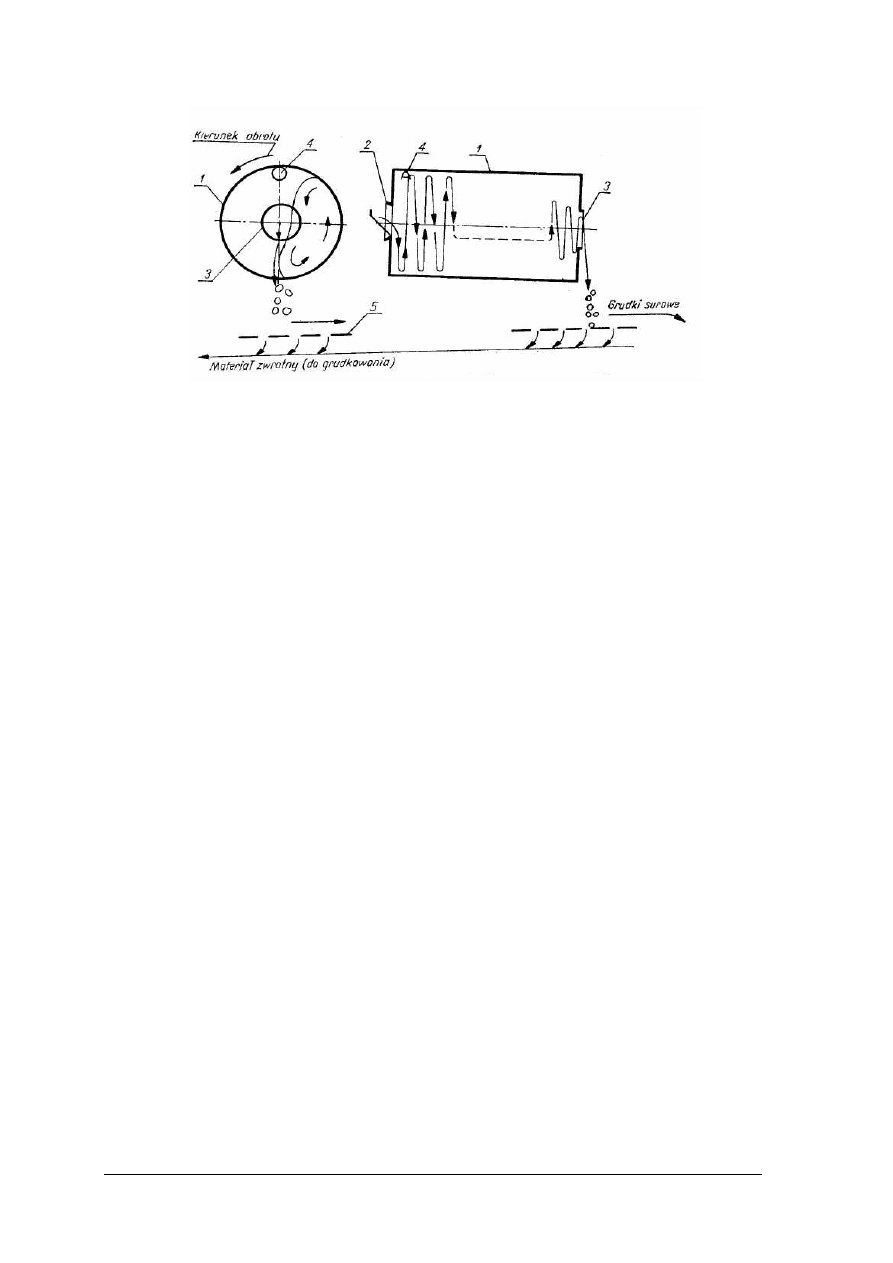
Grudkowanie rud przeznaczonych do bezpośredniego przerobu w wielkich piecach
przeprowadza się w bębnach grudkowych (rys. 5). W procesie otrzymuje się grudki
dochodzące do 35 mm. Obrót bębna 1 powoduje toczenie się materiału po jego wewnętrznej
powierzchni, natomiast nachylenie osi bębna powoduje przesuwanie się materiału ku
wylotowi 3. Grudki po opuszczeniu bębna są segregowane na sitach 5.
Brykietowanie polega na zbrylaniu rudy w prasach pod dużym ciśnieniem. Miał rudy,
o ziarnistości poniżej 5 mm, po wysuszeniu i odsianiu większych ziarn, jest mieszany
z materiałem wiążącym w postaci wiór żeliwnych z dodatkiem soli kuchennej. Po napełnieniu
formy mieszanką następuje prasowanie. Dla nadania brykietom większej wytrzymałości
poddaje się je utwardzaniu, przez nagrzewanie w piecach do prażenia brykietów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 5. Bęben grudkowy [3, s. 91]
Koks w procesie wytapiania surówki w wielkim piecu ma za zadanie dostarczenie ciepła
oraz zredukowanie tlenków żelaza. Otrzymuje się go w procesie koksowania, który polega na
ogrzewaniu węgla bez dostępu powietrza do temp. 1000 ºC w tzw. bateriach koksowniczych.
W tych warunkach węgiel ulega rozkładowi na cztery główne produkty: koks, wodę
pogazową, smołę węglową i gaz koksowniczy. Koks jest to paliwo o wyższej kaloryczności
od zwykłego węgla kopalnego, gdyż zawiera co najmniej 90–95% czystego węgla.
W procesie koksowania z surowego węgla usuwane są gazy, ciecze, substancje łatwotopliwe,
oraz inne substancje (głównie organiczne) ulegające rozkładowi w tych temperaturach. Koks
jest substancją szaro-czarną, porowatą, o charakterystycznym zapachu gazów koksowniczych.
Zaletą koksu w porównaniu z węglem kamiennym jest jego wyższa kaloryczność,
jednocześnie spokojniejsze spalanie, co umożliwia rzadsze uzupełnianie opału w piecu.
Koks hutniczy powinien odznaczać się dobrą wytrzymałością na ściskanie i ścieranie
w warunkach pracy w wielkim piecu oraz dobrą przepuszczalnością gazów. Nie powinien
zawierać nadmiernych ilości siarki, wilgoci i popiołu.
Węgiel do procesu koksowania wymaga odpowiedniej przeróbki, która polega na
rozdrobnieniu na drobne frakcje, a następnie wymieszaniu frakcji różnych gatunków według
określonych wymagań. Gotową mieszankę koksowniczą pobiera się w odpowiednich
porcjach do ubijarek wsadu (wsadnicy) albo wagonu załadowczego (zasypnicy). Ładowanie
komór może odbywać się systemem ubijanym lub zasypowym. Do rozdrabniania węgla
stosuje się mechaniczne urządzenia rozdrabniające. Rozdrabnianie (kruszenie) węgla
w procesie koksowniczym odbywa się w dwóch etapach – kruszenie wstępne i końcowe.
Do kruszenia wstępnego używa się łamaczy szczękowych oraz kruszarek walcowych.
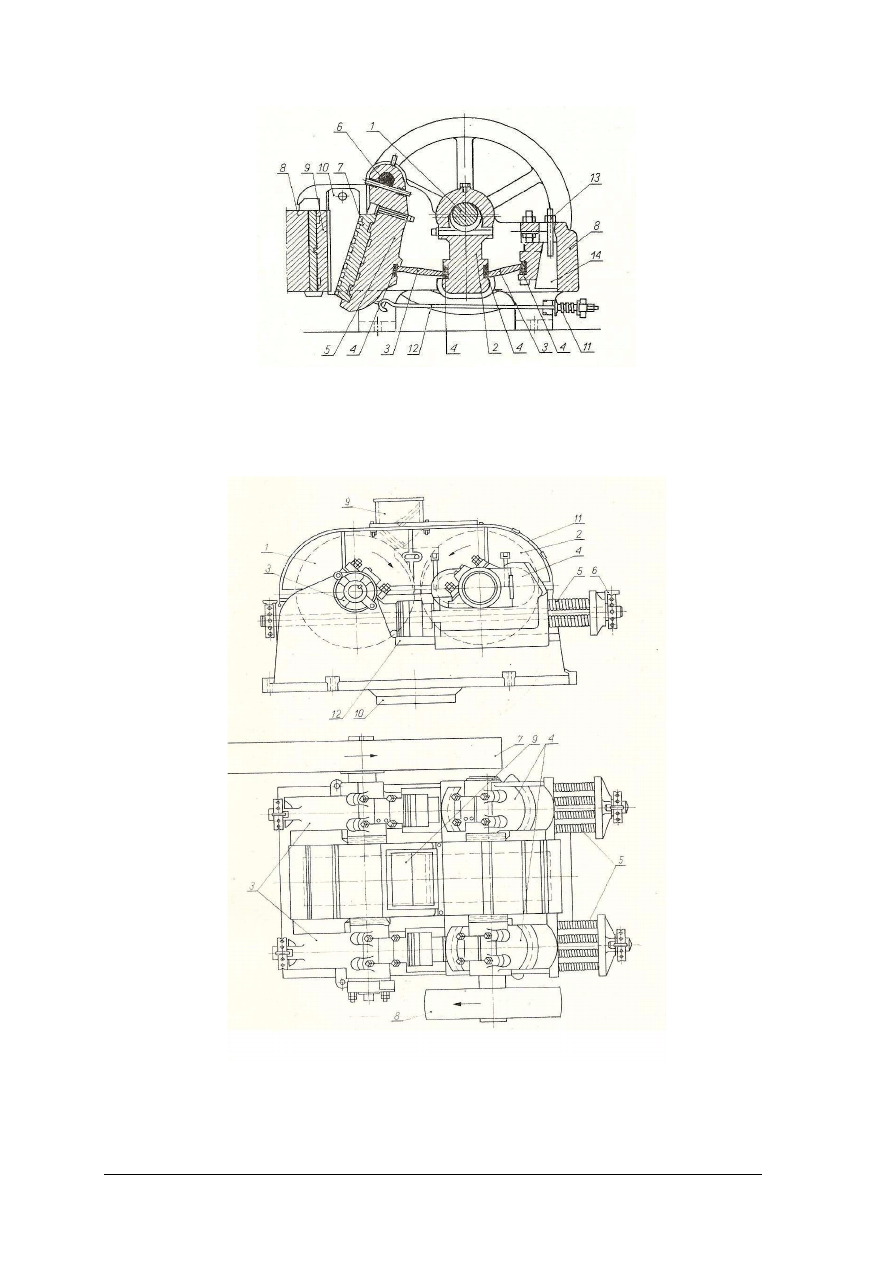
Łamacz szczękowy (rys. 6) ma dwie szczęki kruszące, ruchomą i stałą. Szczęka ruchoma
wykonując ruch wahadłowy zbliża się i oddala od szczęki stałej. Między szczękami
dostarczany materiał jest poddawany procesowi rozdrabniania. Wielkość szczeliny między
szczękami określa kawałkowość kruszywa.
W obudowie kruszarki walcowej (rys. 7) umieszczone są dwa walce. Walce mogą mieć
powierzchnie rowkowe lub też mogą być wyposażone w kły. Kły są tak osadzone, że kły
jednego walca trafiają w przestrzeń między kłami drugiego walca wywołując działanie
rozrywające. Do rozdrabniania końcowego używane są najczęściej dezyntegratory.
Dezyntegratory składają się z dwóch tarcz obracających się w przeciwne strony. W tarczach
umocowane są rzędy prętów stalowych. Węgiel zasypywany z boku trafia na wirujące pręty,
gdzie ulega rozdrobnieniu oraz wymieszaniu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 6.
Łamacz szczękowy: 1 – wał mimośrodowy, 2 – korbowód, 3 – płyty rozpierające,
4 – wkładki, 5 – szczęka ruchoma, 6 – oś, 7 i 9 – płyty kruszące, 8 – kadłub, 10 –
płyta ochronna, 11 – sprężyna, 12 – cięgno, 13 – śruba nastawna, 14 – klin do
regulacji szczelin [4, s. 16]
Rys. 7.
Kruszarka walcowa: 1 – walec na łożyskach stałych, 2 – walec na łożyskach ruchomych,
3 – łożyska stałe, 4 – łożyska ruchome, 5 – sprężyny, 6 – śruba naciągowa, 7 i 8 – koła pasowe,
9 – lej załadowczy, 10 – lej wyładowczy, 11 – osłona, 12 – podkładki do regulacji szczeliny
[4, s. 17]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
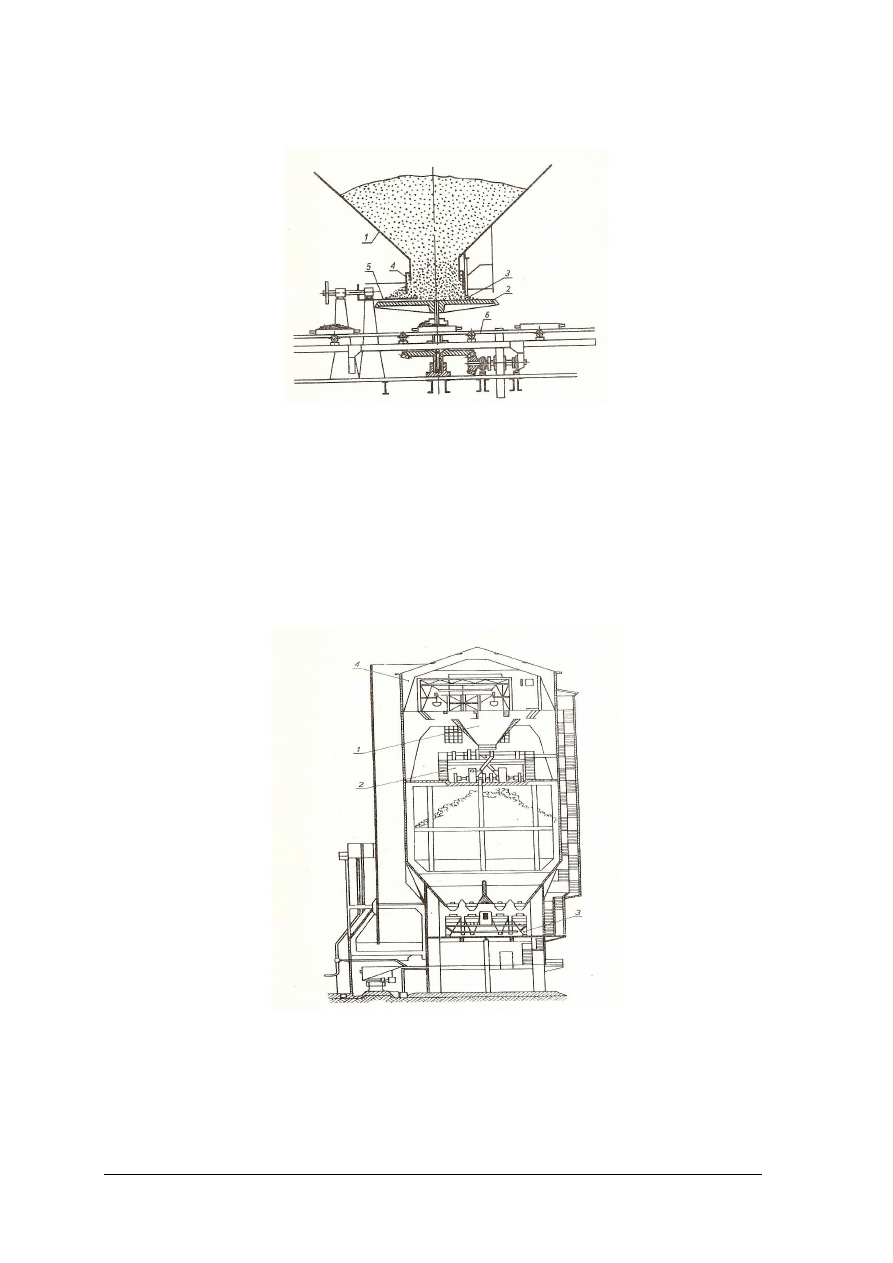
Do wytwarzania mieszanki koksowniczej służą zasilacze talerzowe (rys. 8).
Rys. 8. Zasilacz talerzowy [4, s. 19]
Mieszankę wsadową uzyskuje się z różnych gatunków węgla dostarczanego do
zasobników dawkujących. Pod każdym zasobnikiem znajduje się talerz zasilacza 2, który
obraca się w osi pionowej. Przestrzeń między zasobnikiem i talerzem wypełnia ruchomy
pierścień 4. po uruchomieniu talerza następuje wysypywanie węgla 3 ze zbiornika. Ilość
węgla zgarniętego można regulować zgarniakiem 5 lub ruchomym pierścieniem 4. Zasilacze
są ustawione nad zbiorczym przenośnikiem taśmowym 6.
Do magazynowania mieszanki służą wieże węglowe (rys. 9).
Rys. 9.
Wieża węglowa: 1 – zbiornik, 2 – urządzenie do mieszania, 3 – wóz zasypowy,
4 – urządzenie transportowe [4, s. 20]
Koksowanie odbywa się w specjalnych piecach koksowniczych. Koksownie wyposażone
są najczęściej w piece typu Koppersa, Otta lub Stilla. Można je opalać okresowo gazem
koksowniczym lub wielkopiecowym. Piece koksownicze łączy się w zespoły. Zespół pieców
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
mających wspólne urządzenie do ładowania i wyładowania nazywa się baterią koksowniczą.
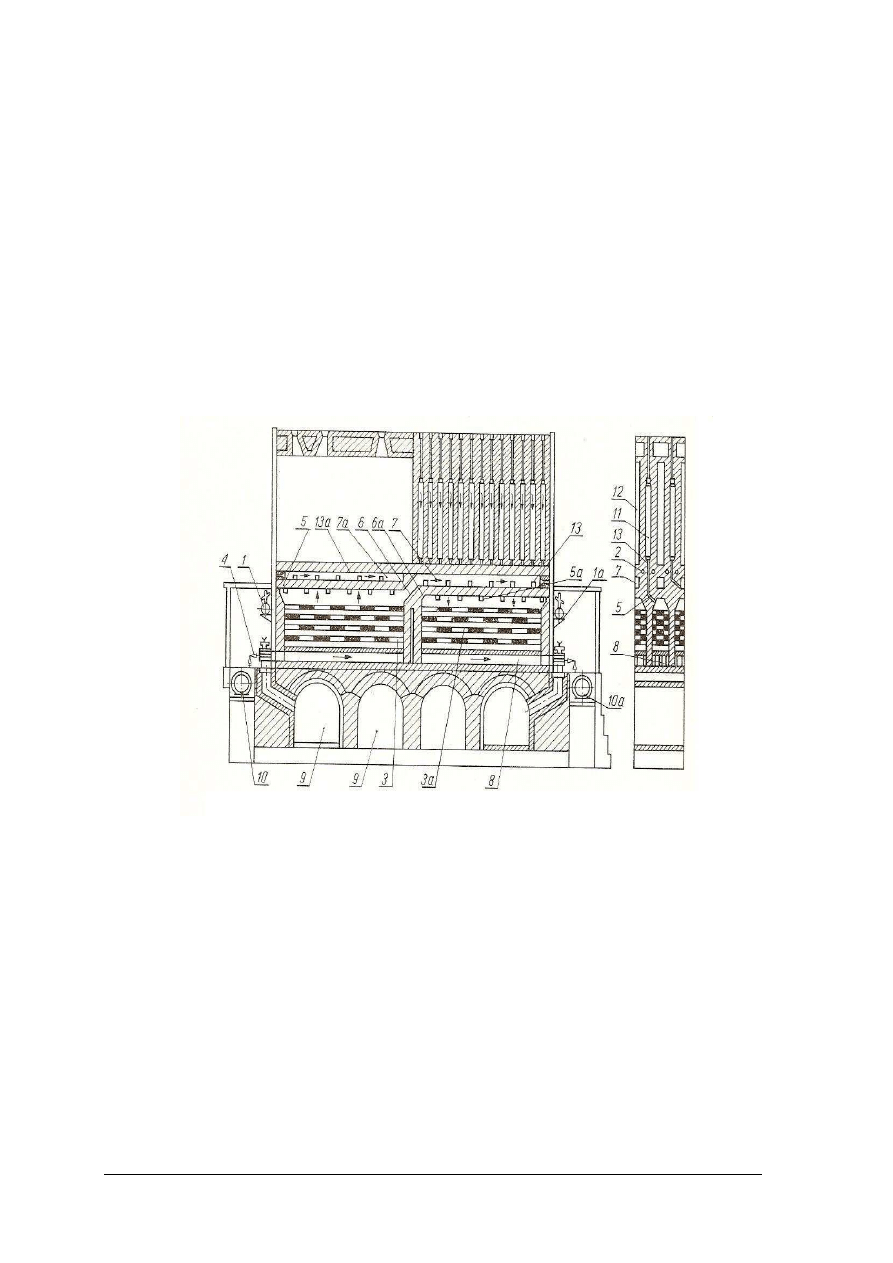
Na rysunku 10 przedstawiono schemat pieca Koppersa. Z obu stron pieca znajdują się
przewody doprowadzające gaz 1,1a, 10, 10a. Komory koksownicze 12 ogrzewane są przez
ś
ciankę odgraniczającą komorę grzewczą 11. Gaz doprowadzany jest kanałami 2 i kanałami
rozdzielczymi do każdego kanału grzewczego 11. Powietrze do spalania zasysane z jednej
strony baterii przez zawór 4 dostaje się do kanałów 8 regeneratora 3 i po nagrzaniu kanałem
5 do kanałów grzewczych 11. Powstałe spaliny kierowane są do sąsiedniego kanału
grzewczego i uchodzą do kanału rozdzielczego 7a i kanałami 6a do regeneratorów 3a. Jest to
obieg części koksowniczej. Podobnie rozprowadza się gaz z przewodu 1a. Do maszynowej
części powietrze przepływa przez regenerator 3, kanał łączący 6, kanał rozdzielczy 7 i kanał
13 do kanałów grzewczych 11. Spaliny z maszynowej części kierowane są kanałami 5a
wprost do regeneratora 3a i kominowych kanałów zbiorczych. W czasie kiedy regeneratory
części koksowej ogrzewają powietrze, regeneratory części maszynowej ogrzewane są
spalinami.
Rys. 10. Piec Koppersa [4, s. 22]
Wsad węglowy ogrzewa się w piecu do temperatury 1000÷1500ºC bez dostępu
powietrza. W tej temperaturze masa węglowa staje się materiałem twardym i wytrzymałym
oraz pozbawionym wilgoci i znacznej ilości części lotnych. Czas koksowania waha się
w granicach 12–16 godzin.
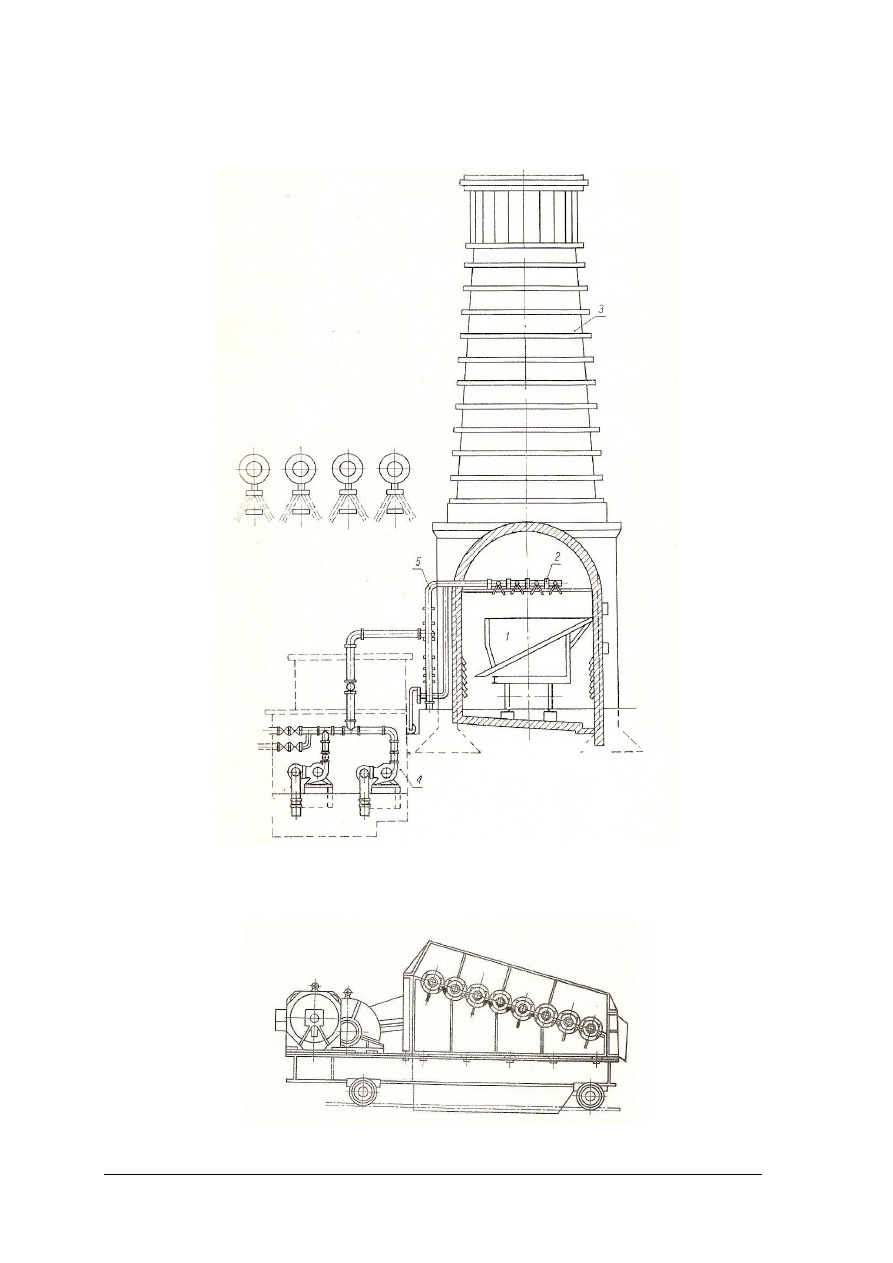
Po zakończeniu koksowania koks zostaje wypchnięty do wozu gaśniczego, w którym
rozżarzony koks odwozi się do wieży gaśniczej (rys. 11). Tam pod wpływem silnych
strumieni wody koks szybko się gasi. W dalszej kolejności zgaszony koks odwożony jest na
zrzutnię celem odprowadzenia nadmiaru wilgoci oraz ochłodzenia. Koks ze zrzutni zostaje
odtransportowany do sortowni. Zadaniem sortowania jest rozdział koksu na poszczególne
asortymenty. Do wykonania tego zadania służą przesiewacze rolkowe (rys. 12), wstrząsowe
oraz wibracyjne.
Dobry koks ma zabarwienie jasno szare, z lekka srebrzyste. Nie brudzi rąk, a przy
uderzeniu wydaje słaby dźwięk. Jeśli w kawałkach koksu znajdują się cząstki słabo
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
spieczone, lekkie i łatwo ulegające rozkruszeniu, wskazuje to na wadliwe i niezupełne
zgazowanie wsadu. Koks taki nosi nazwę niedopału i zawiera znaczną ilość części lotnych.
Rys. 11. Wieża gaśnicza: 1 – wóz gaśniczy, 2 – natryski, 3 – wieża, 4 – pompy, 5 – przewód
zbiorczy [4, s. 33]
Rys. 12. Przesiewacz rolkowy [4, s. 34]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
W zakładach koksowniczych obowiązują szczegółowe instrukcje stanowiskowe oraz
przepisy bezpieczeństwa i higieny pracy. Zagrożenia w oddziale przygotowania wsadu
związane są z obsługą wywrotnic, wagonów, urządzeń taśmowych, młynów kruszarek
i innych. Niedozwolone jest smarowanie oraz naprawa maszyn pozostających w ruchu.
W zamkniętych pomieszczeniach zakładów przerabiających węgiel i w zbiornikach może
gromadzić się pył lub metan. Dlatego zabrania się używania otwartego ognia, a urządzenia
elektryczne powinny być zabezpieczone przed iskrzeniem.
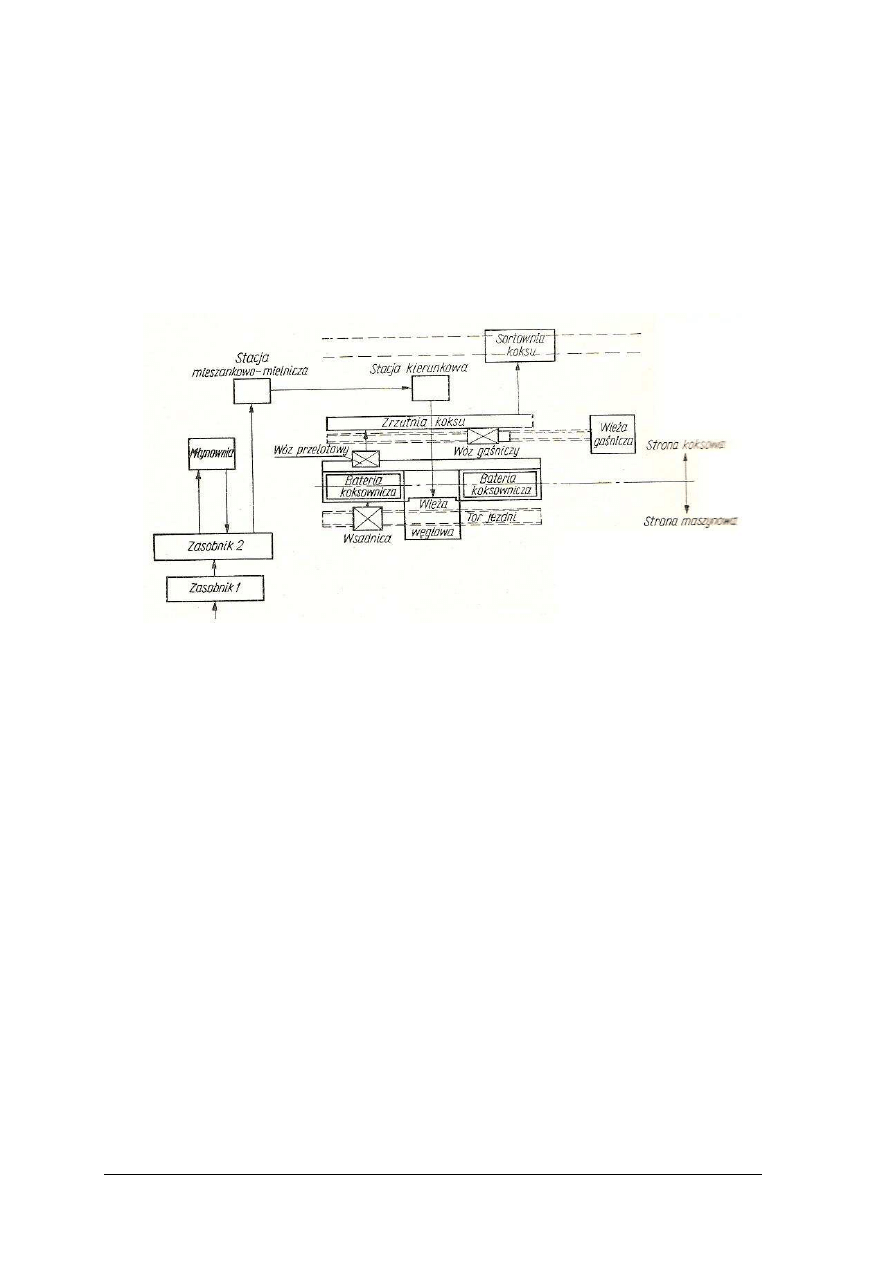
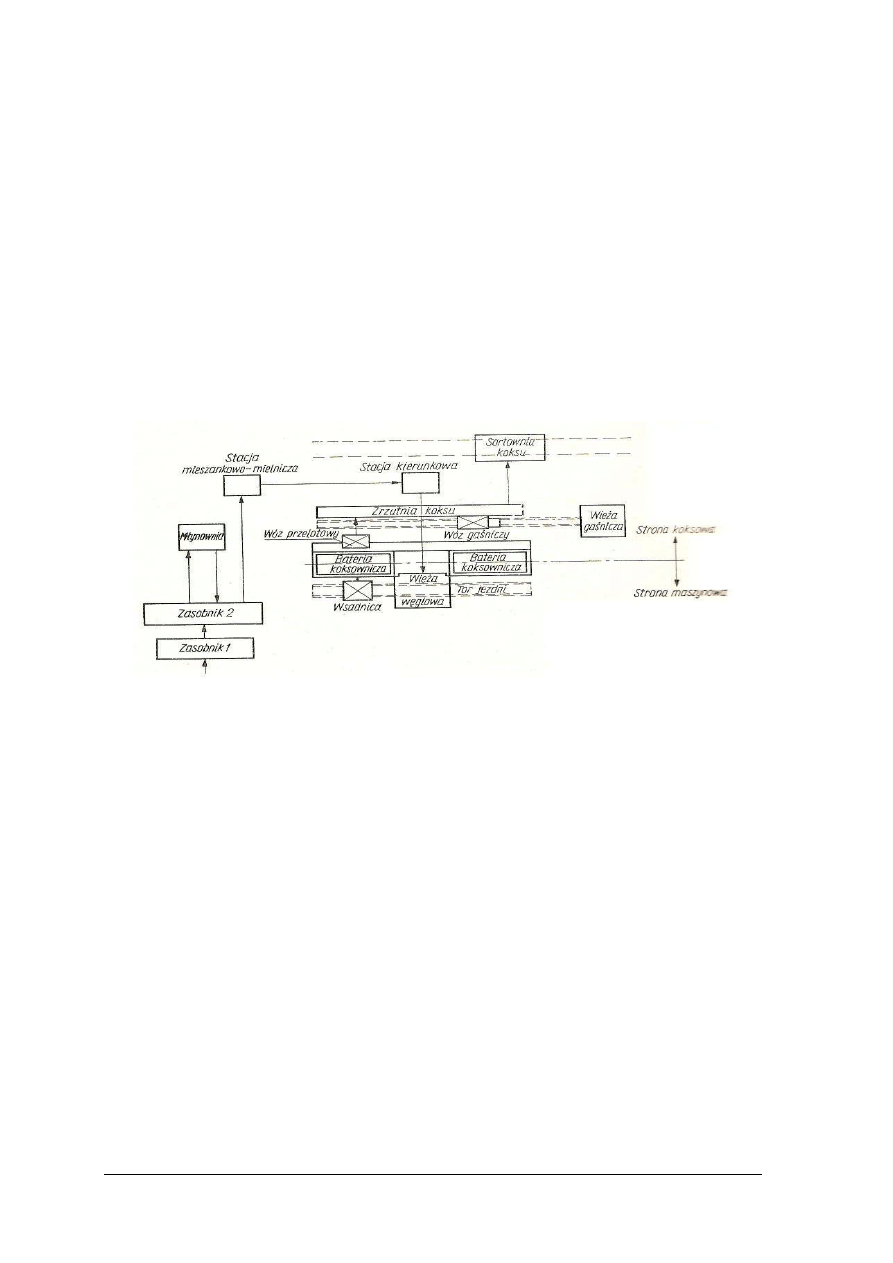
Na rysunku 13 przedstawiono ogólny schemat produkcji koksu.
Rys. 13.
Schemat rozmieszczenia maszyn i urządzeń w koksowni [4, s. 14]
Topniki stosuje się w celu ułatwienia stopienia skały płonnej i oddzielenia
zanieczyszczeń metalowych od żelaza. Topniki powinny umożliwiać powstawanie łatwo
topliwych żużli. śużel powinien charakteryzować się odpowiednią rzadkopłynnością,
umożliwiającą łatwe zgarnianie z powierzchni ciekłego metalu oraz usunięcie z pieca. Do rud
kwaśnych powinno stosować się topniki zasadowe. Jako topników zasadowych używa się
najczęściej węglanu wapnia (CaC0
3
). Można również stosować magnezyt (MgC0
3
) lub
dolomit (MgC0
3
CaC0
3
). Do rud zawierających składniki zasadowe stosuje się topniki
kwaśne, najczęściej ubogie rudy kwaśne lub kwaśny żużel pochodzący z procesów
stalowniczych.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie materiały wsadowe stosuje się w procesie wielkopiecowym?
2.
Jakie zadanie spełnia koks podczas wytopu surówki w wielkim piecu?
3.
Jakie zadanie spełniają topniki w procesie wielkopiecowym?
4.
Jakie rudy żelaza stosowane są najczęściej w procesach metalurgicznych?
5.
Jakie składniki zawiera skała płonna rud kwaśnych?
6.
Jakie składniki zawiera skała płonna rud zasadowych?
7.
Jakie topniki stosuje się dla rud kwaśnych, a jakie dla zasadowych?
8.
Jak przeprowadza się rozdrabnianie rud?
9.
Jak przeprowadza się sortowanie rud?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
10.
Jak prowadzi się proces spiekania rud?
11.
Jak przeprowadza się grudkowanie i brykietowanie rud?
12.
Jakie urządzenia stosuje się do rozdrabniania węgla?
13.
Jaka jest budowa i zasada działania łamaczy szczękowych?
14.
Jakie piece stosuje się najczęściej w zakładach koksowniczych?
15.
Jakie urządzenia stosuje się do gaszenia koksu?
16.
Jakie urządzenia stosuje się do sortowania koksu?
4.1.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj wskazane przez nauczyciela rudy żelaza.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące rud żelaza,
2)
rozpoznać poszczególne rodzaje rud żelaza,
3)
zapisać nazwy rozpoznanych rud żelaza i ich krótką charakterystykę,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
próbki rud żelaza,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Scharakteryzuj wskazane przez nauczyciela materiały wsadowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące materiałów wsadowych,
2)
rozpoznać poszczególne rodzaje materiałów wsadowych,
3)
zapisać nazwy rozpoznanych materiałów wsadowych i ich krótką charakterystykę,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
próbki materiałów wsadowych,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj analizy przebiegu spiekania na podstawie obserwacji rozkładu temperatur na
przełomie spieku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące kontroli procesu spiekania,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
2)
przeprowadzić obserwacje strefy żaru podczas spiekania,
3)
na podstawie obserwacji ocenić czy prędkość przesuwu taśmy spiekalniczej jest
właściwa,
4)
stosować zasady bhp,
5)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
taśma spiekalnicza,
−
miał rudy żelaza, kamień wapienny lub dolomit, drobno zmielony koksik,
−
instrukcje stanowiskowe,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Na podstawie schematu scharakteryzuj proces produkcji koksu.
Schemat do ćwiczenia 4
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje produkcji koksu,
2)
przeanalizować schemat rozmieszczenia maszyn i urządzeń w koksowni,
3)
scharakteryzować kolejne etapy procesu otrzymywania koksu,
4)
scharakteryzować zagrożenia dla zdrowia i życia występujące podczas produkcji koksu,
5)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
schemat rozmieszczenia maszyn i urządzeń w koksowni,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować materiały wsadowe?
2)
scharakteryzować rudy żelaza?
3)
wyjaśnić cel stosowania topników?
4)
określić zadania koksu w procesie wielkopiecowym?
5)
rozróżnić materiały wsadowe w procesie wielkopiecowym?
6)
scharakteryzować sposoby przygotowania rud żelaza?
7)
scharakteryzować sposoby przygotowania koksu?
8)
rozróżnić urządzenia stosowane w przygotowaniu rud do procesu
wielkopiecowego?
9)
rozróżnić urządzenia stosowane podczas produkcji koksu?
10)
dobrać topniki w zależności od składu chemicznego rudy?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.2. Wielki piec i urządzenia pomocnicze
4.2.1. Materiał nauczania
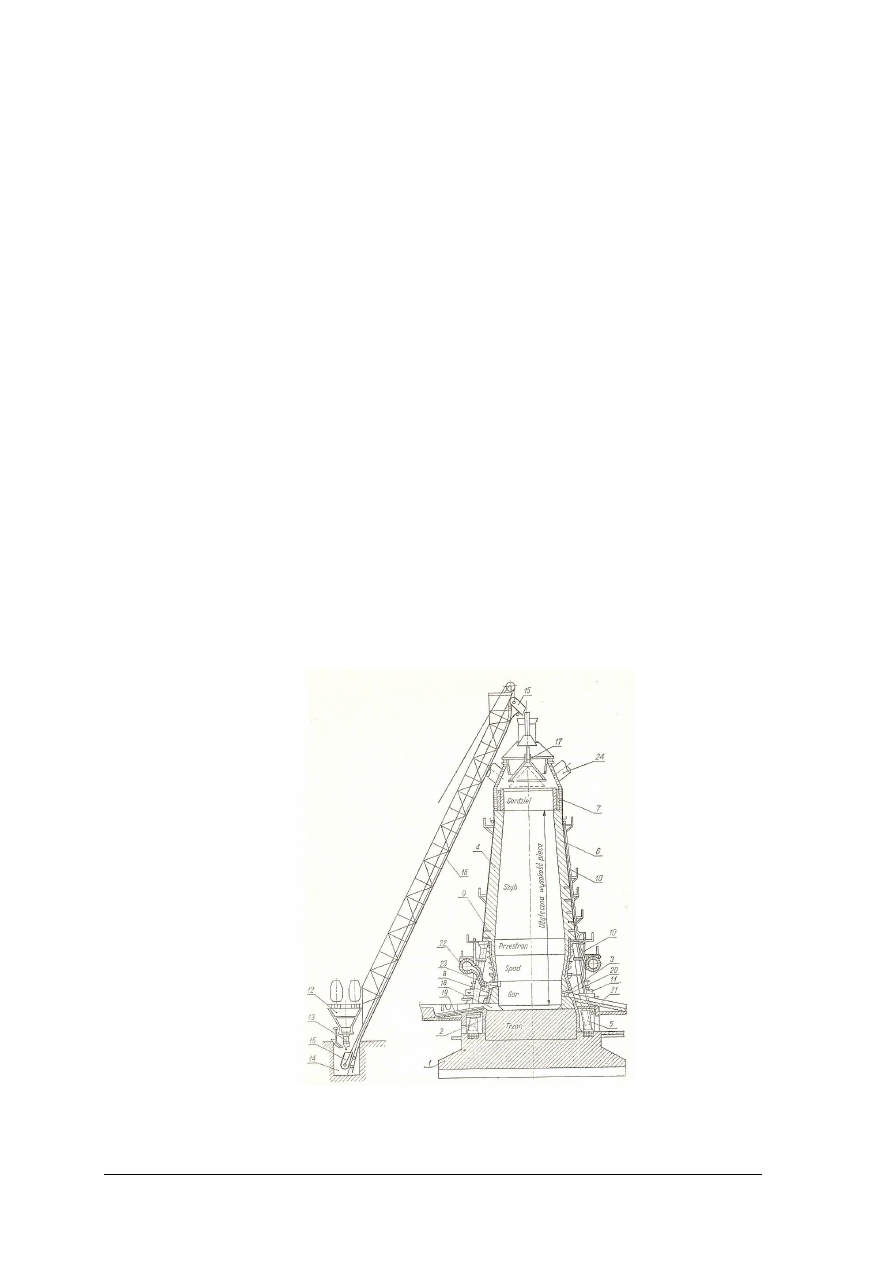
Wielki piec jest piecem szybowym pracującym w sposób ciągły. Wewnętrzny kształt
wielkiego pieca odpowiada dwom stożkom ściętym, zwróconym ku sobie większymi
podstawami, które są połączone i ograniczone z przeciwnych stron trzema niezbyt wysokimi
częściami walcowymi. Przestrzeń wielkiego pieca składa się z następujących stref:
—
gardziel ma kształt walca zamkniętego od góry urządzeniem zasypowym,
—
szyb o kształcie stożka ściętego stanowi najdłuższą część wielkiego pieca. Kształt oraz
wymiary szybu podyktowane są przemianami zachodzącymi w tej części pieca. W miarę
opuszczania się materiałów wsadowych wzrasta ich temperatura i następuje zwiększenie
—
objętości,
—
przestron ma kształt walca,
—
spadki stanowią tę część wielkiego pieca, w której powstaje surówka i żużel. Kształt
spadków zapewnia regularny spływ tych produktów do garu i kompensuje zmniejszającą
się objętość już całkowicie płynnego wsadu,
—
gar ma kształt walca. W jego górnej części zainstalowane są dysze doprowadzające
powietrze potrzebne do spalania koksu. Część dolna spełnia rolę zbiornika płynnej
surówki. W dolnej części garu znajduje się otwór służący do spuszczania surówki.
Podczas wytopu otwór surówkowy jest zalepiony ogniotrwałą gliną. Nieco wyżej
znajduje się otwór do spuszczania żużla.
—
trzon stanowi dno garu i jest on usytuowany bezpośrednio na fundamencie.
Wielki piec i urządzenia z nim współpracujące tworzą zespół konstrukcji
i mechanizmów, w skład którego wchodzą konstrukcje stalowe, obmurze wraz z systemem
chłodzenia i doprowadzenia dmuchu, urządzenia zasypowe oraz zespół urządzeń podających.
Rys. 14. Wielki piec [2]
Pancerz pieca wykonany z blach stalowych jest wewnątrz wymurowany materiałami
ogniotrwałymi, zwykle cegłami szamotowymi. Dolne części pieca powinny być wykonane
z cegieł, które oprócz odporności na działanie wysokiej temperatury muszą być odporne na
chemiczne działanie roztopionego żelaza. Do budowy trzonu oraz wnętrza garu i spadków
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
stosuje się cegły wykonane z drobno zmielonego koksu z dodatkiem smoły pogazowej.
Ogromne ilości ciepła powstającego w wyniku spalania koksu mogłyby spowodować
nadmierny wzrost temperatury ścian i ich szybkie zużycie, gdyby nie chłodzono pieca
w czasie pracy. Piece chłodzi się za pomocą chłodnic umieszczonych pomiędzy pancerzem
i wymurówką lub wewnątrz wymurówki. Gar i trzon chłodzi się za pomocą płytowych
chłodnic pionowych. Są to odlewy z żeliwa z zalanymi rurkami, przymocowane do pancerza
ś
rubami. Wyższe strefy pieca studzone są chłodnicami żeberkowymi chłodnice te wzmacniają
obmurze wielkiego pieca. Płyty chłodnicze przylegające do otworu dyszowego oraz do
otworu spustowego mają odpowiednią konstrukcję. Strefę dyszową studzi się za pomocą
chłodnic skrzynkowych z miedzi. Do chłodzenia szybu stosuje się chłodnice wspornikowe.
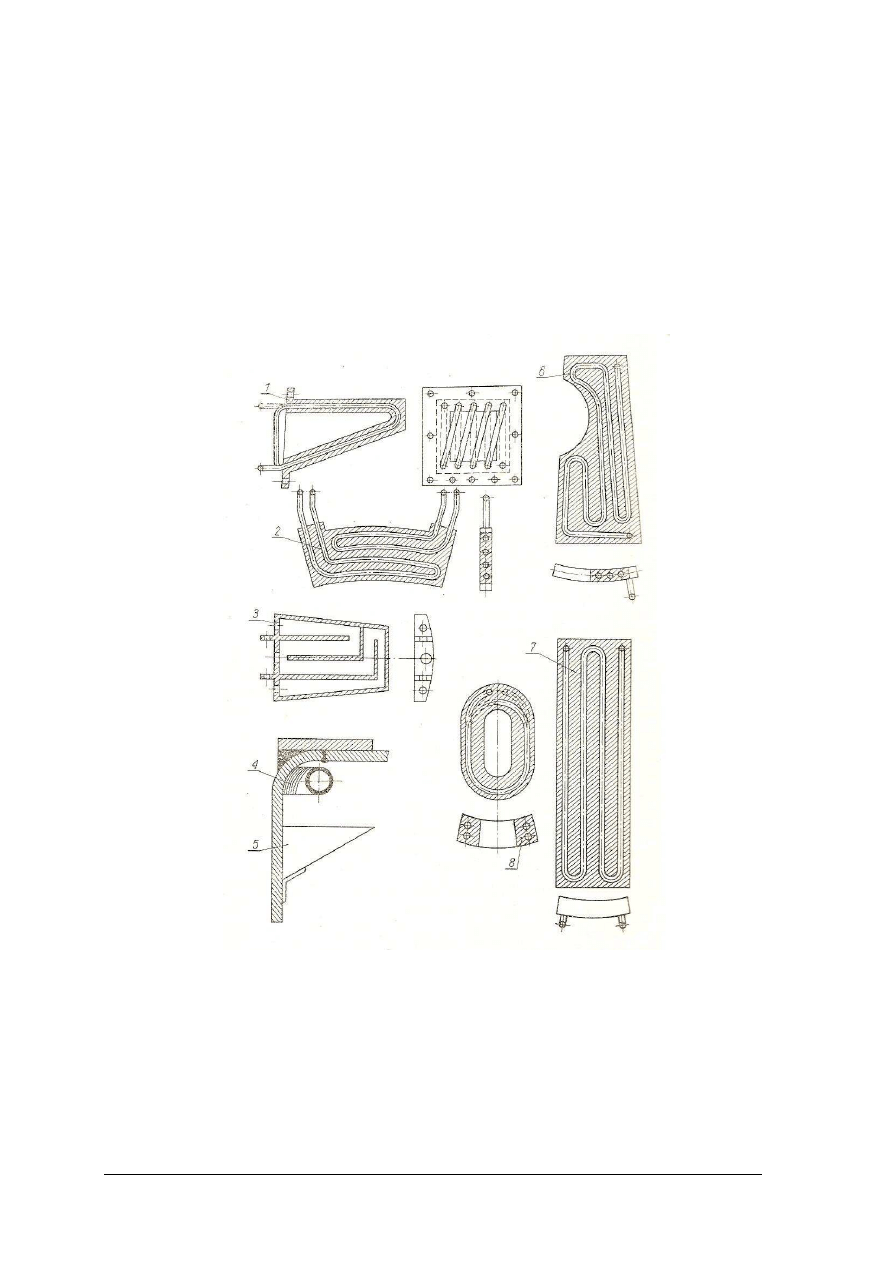
Rys. 15. Chłodnice 1 – chłodnica płytowo – wspornikowa, 2 – chłodnica płytowo pozioma,
3 – chłodnica skrzynkowa, 4 – natryski przestronu, 5 – rynna odpływowa, 6 – chłodnica
płytowa, 7 – chłodnica pionowa, 8 – chłodnica pierścieniowa [4 , s. 108]
Dla sprawnej i długotrwałej pracy chłodnic konieczne jest właściwe wykonanie obmurza
z wysokojakościowych cegieł, prawidłowy odlew płyt chłodniczych oraz używanie do
chłodzenia czystej i miękkiej wody.
Załadunek wielkiego pieca (rys. 16) odbywa się w jego górnej części za pomocą
urządzenia zasypowego 17 zamykającego gardziel. Urządzenia załadowcze składają się
z zasobników 12 wyposażonych w dozowniki 13 ( wagon – wagi) oraz wyciągu skibowego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
16. Koks ładowany jest z osobnych zasobników poprzez ruszt rolkowy i zbiornik – wagę do
skipów 15. Skip 15 zostaje załadowany w jego dolnym położeniu w jamie skipowej 14.
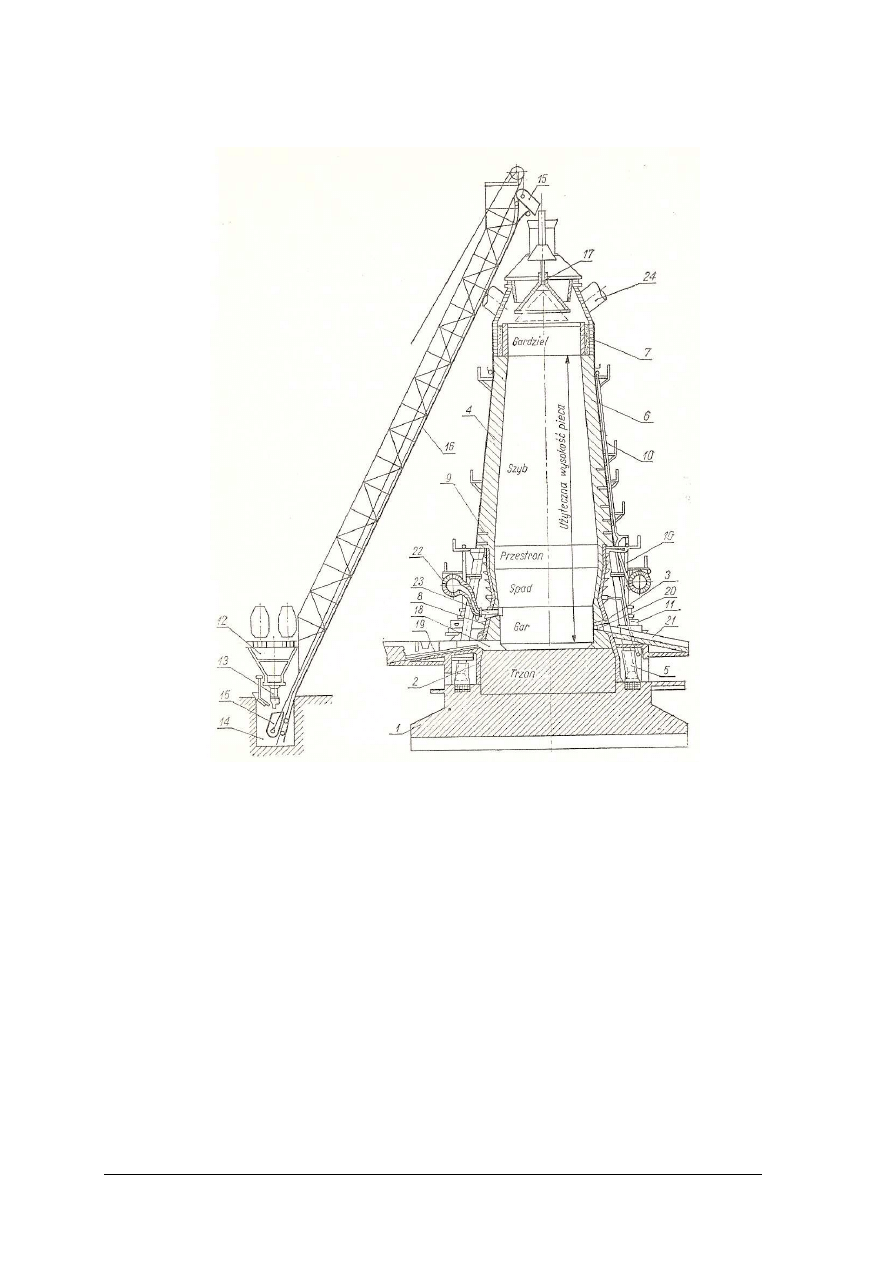
Rys. 16. Wielki piec: 1 – fundament, 2 – pancerz trzonu, 3 – pancerz garu i spadków,
4 – pancerz szybu i gardzieli, 5 – kolumny podszybowe, 6 – obmurze z materiałów
ogniotrwałych, 7 – płyty stalowe dla ochrony gardzieli, 8 – chłodnice podpancerzowe,
9 – chłodnica szybu, 10 – rury wodne zasilające, 11 – zbiorniki wody z chłodnic,
12 – zasobniki tworzyw, 13 – wagon – waga, 14 – jama skipowa, 15 – skip (wózek skipowy)
16 – wyciąg skipowy, 17 – urządzenie zasypowe, 18 – otwór spustowy, 19 – rynna do surówki,
20 – otwór żużlowy, 21 – rynna do żużlu, 22 – okrężnica doprowadzająca dmuch, 23 – zestaw
dyszowy, 24 – przewody odprowadzające gaz gardzielowy [3, s.94]
Następnie pochyłym wyciągiem skip wędruje ponad gardziel wielkiego pieca, gdzie
w skrajnym położeniu, na skutek przechylenia, wysypuje swą zawartość przez rynnę do leja
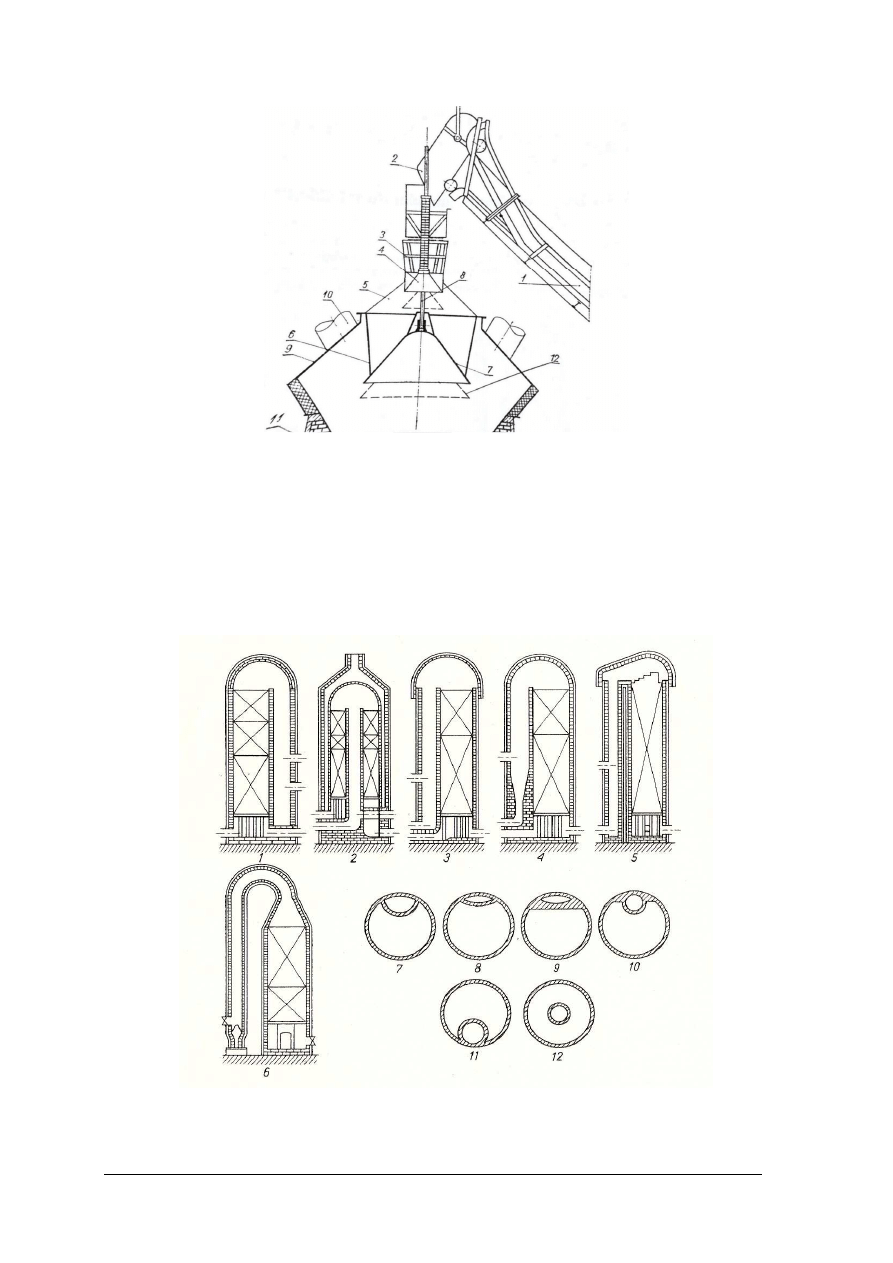
zasypowego. W polskim hutnictwie najczęściej stosuje się urządzenia zasypowe systemu
dwustożkowego z lejem obrotowym (rys. 17). Lej obrotowy 3 może obracać się w sposób
ciągły lub okresowo po każdorazowym wysypaniu zawartości skipu 2. Ruch obrotowy leja
powoduje równomierny rozrzut materiałów wsadowych. Lej zamknięty jest od dołu małym
stożkiem 4. Stożek mały 4 i stożek duży 5 umocowane są sztywno na cięgnach 8,
podwieszonych na dźwigniach wahadłowych z przeciwciężarami, służącymi do opuszczania
stożka.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 17. Lej obrotowy [3, s. 97]
Poziom wsadu kontroluje się za pomocą sąd mechanicznych lub izotopowych.
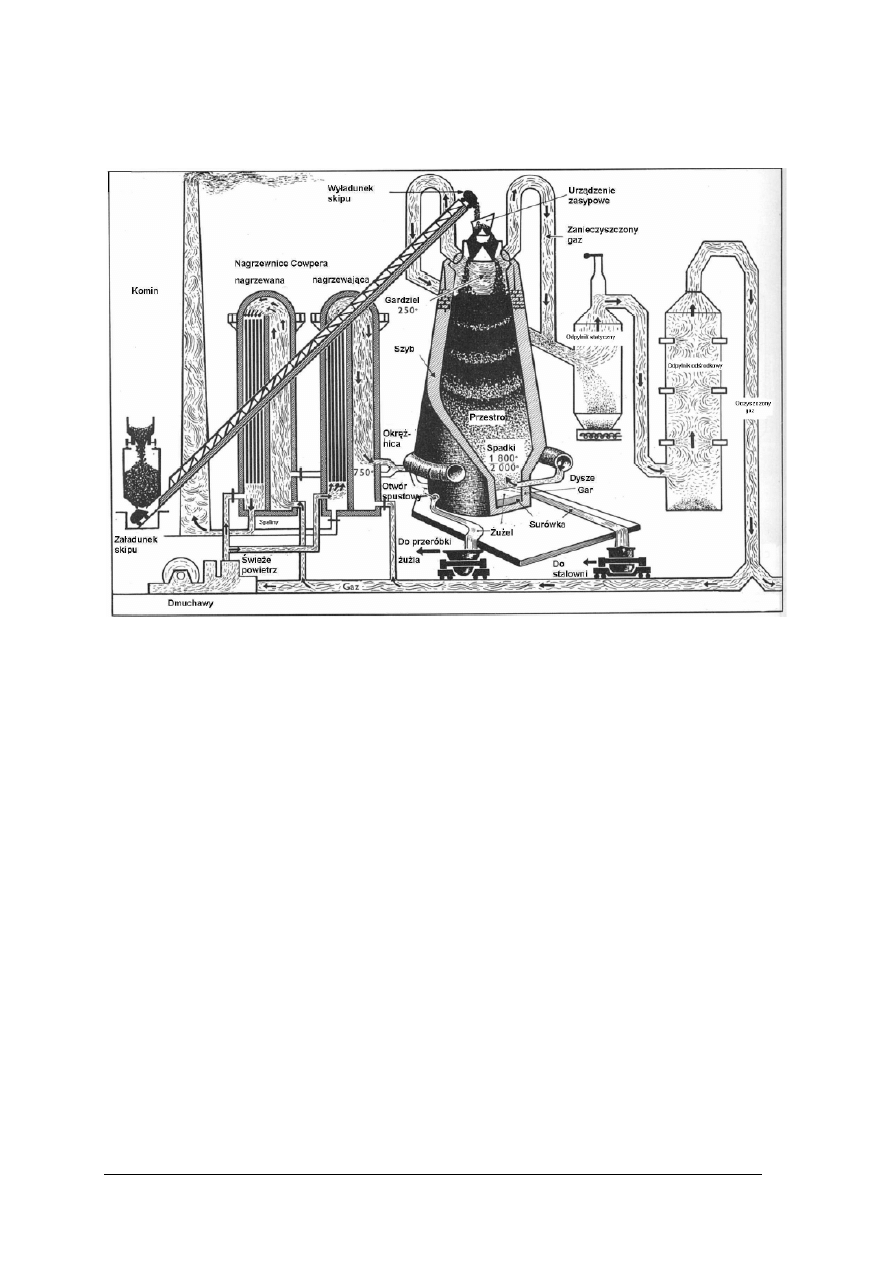
Powietrze doprowadzane do wielkiego pieca jest ogrzewane do temperatury około
1200ºC w nagrzewnicach Coopera. Nagrzewnice pracują okresowo. W pierwszym okresie
gorące spaliny, powstałe ze spalania gazu wielkopiecowego, oddają swe ciepło kratownicy
i uchodzą do komina. W drugim okresie zimne powietrze odbiera ciepło z nagrzanej
uprzednio kratownicy.
Rys. 18. Nagrzewnice wielkopiecowe: 1 do 3 – nagrzewnice średniotemperaturowe, 4 do
6 – nagrzewnice wysokotemperaturowe, 7 do 12 – konstrukcyjne rozwiązania wewnętrznych
szybów spalania [3, s. 45]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Po wyjściu z nagrzewnicy powietrze dostaje się do okrężnicy i dalej przez dysze do
wielkiego pieca (rys. 19).
Rys. 19. Przewody doprowadzające dmuch do wielkiego pieca [3, s. 99]
Podczas pracy pieca prowadzi się pomiar ilości, ciśnienia i temperatury dmuchu. Do
pomiaru temperatury można stosować termometry rozszerzalnościowe, elektryczne oporowe
lub termoelektryczne. Pomiar ciśnienia odbywa się za pomocą manometrów cieczowych lub
sprężynowych.
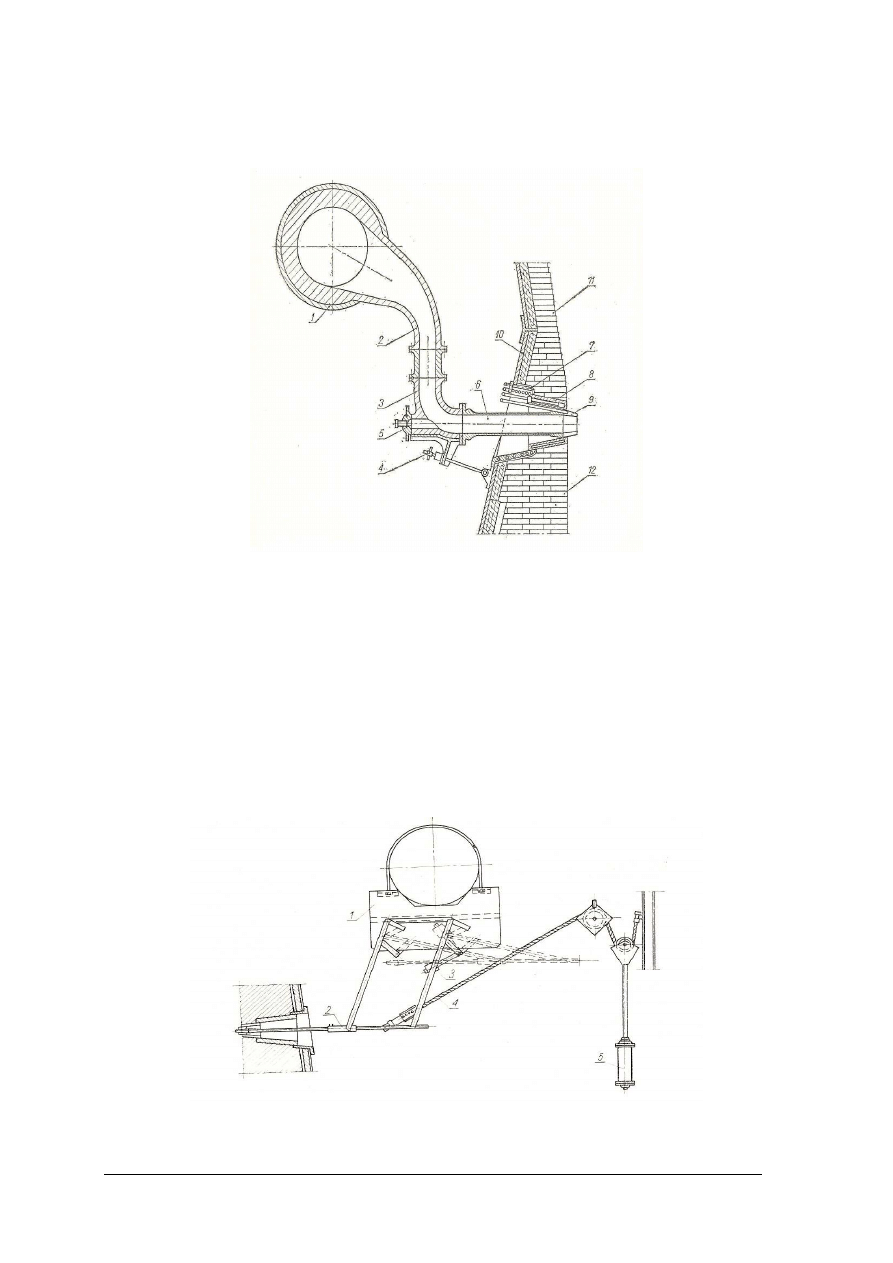
Poniżej osi dysz znajduje się jeden względnie dwa otwory spustowe żużla. W otworach
osadza się zestawy żużlowe. Otwory spustowe żużla zatyka się za pomocą zatykarki
wyposażonej w miedziany drąg zaopatrzony na końcu w korek o wymiarach ściśle
dostosowanych do wymiarów żużlówki. Właściwe chłodzenie żużlówki i drąga powoduje
zastyganie wokół korka warstwy żużla, która po wyjęciu drąga utrzymuje otwór w stanie
zamkniętym. Zatykarka (rys. 20) jest tak skonstruowana, że służy jednocześnie jako
przebijarka do otworów.
Rys. 20.
Zatykarka otworu żużlowego: 1 – zawieszenie, 2 – drąg, 3 – dźwignie, 4 – lina,
5 – cylinder pneumatyczny [4, s. 145]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
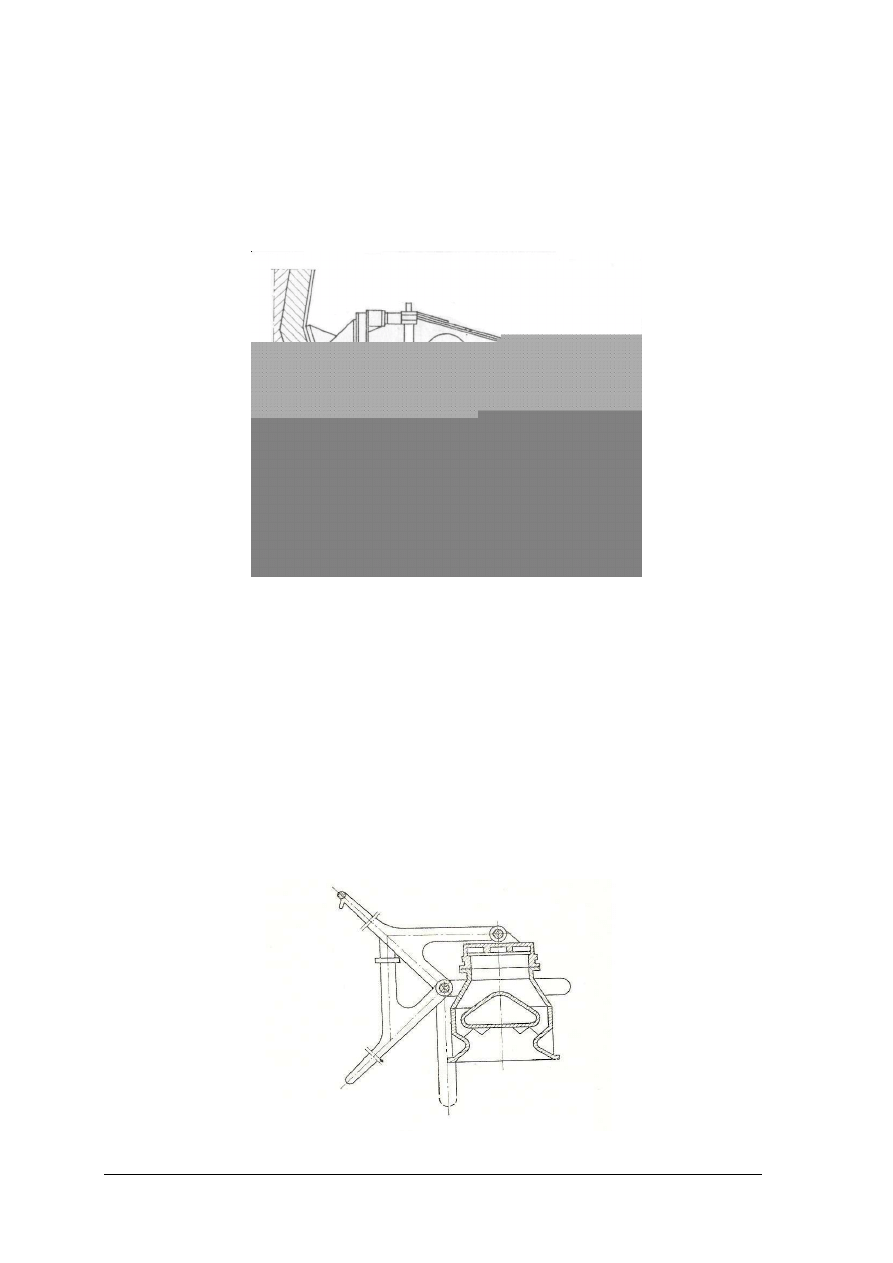
W najniższej części garu znajduje się otwór spustowy surówki. Podczas pracy pieca
między kolejnymi spustami otwór jest szczelnie i mocno zabity masą ogniotrwałą. Przebijanie
otworów spustowych w celu odprowadzenia surówki, odbywa się za pomocą przebijarek
pneumatycznych lub wiertarek elektrycznych (rys. 21). Do wypełnienia otworu spustowego
masą ogniotrwałą stosuje się zatykarki tłokowe. Do cylindra zatykarki wprowadza się masę
ogniotrwałą, która za pomocą tłoka wyciskana jest do otworu spustowego.
Rys. 21. Wiertarka do otworu spustowego, 1 – wiertarka, 2 – wiertło, 3 – wózek, 4 – wspornik,
5 – konstrukcja nośna, 6 –śruba do regulowania wysokości zawieszenia [4, s. 142]
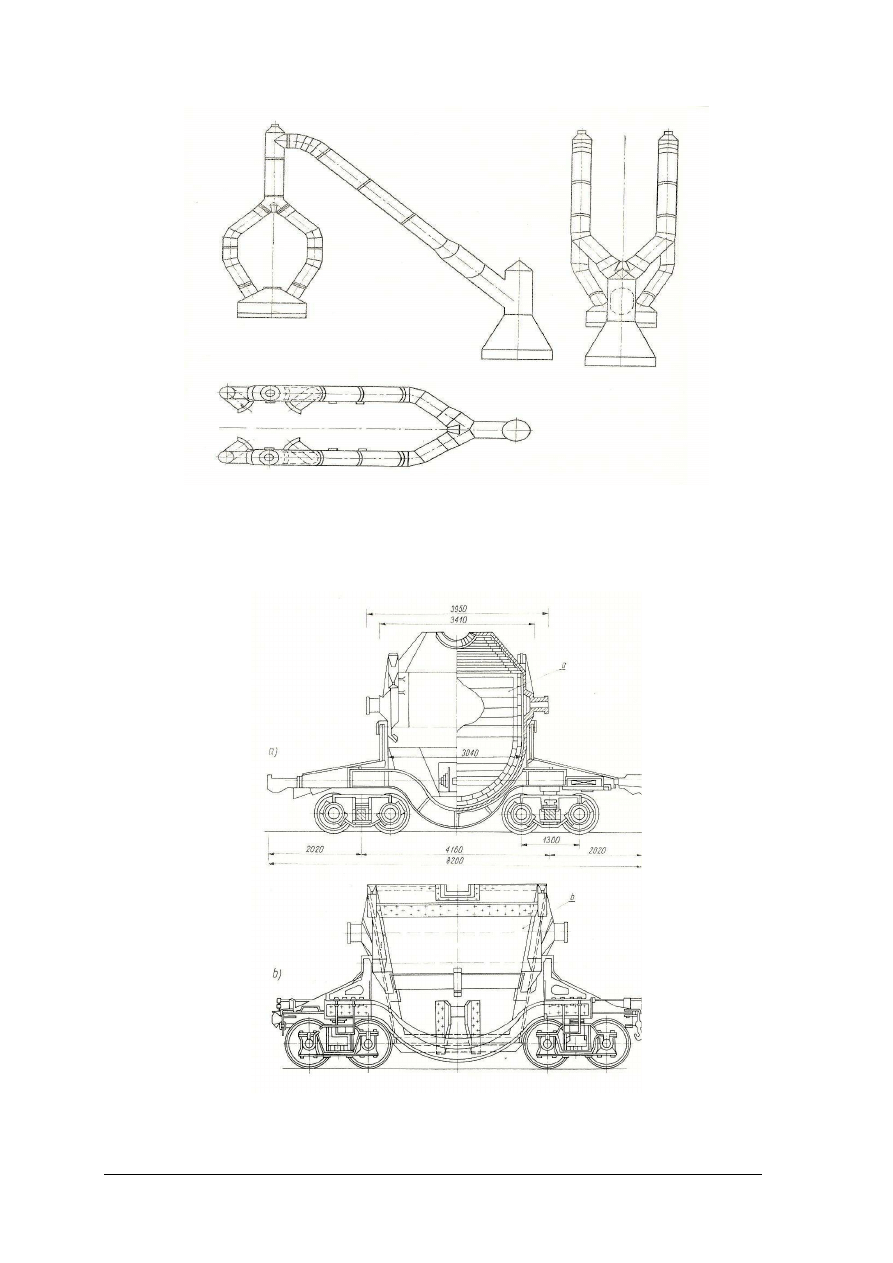
Pod otworami spustowymi znajdują się koryta którymi surówka oraz żużel spływają do
kadzi (rys.24).
Rozróżnia się trzy grupy kadzi surówkowych:
—
kadzie kształtu gruszkowego,
—
kadzie stożkowe,
—
kadzie mieszalnikowe.
Do odprowadzaniu gazu z gardzieli wielkiego pieca stosuje się przewody rurowe (rys.
23) w liczbie 2–4. Przewodami gaz jest odprowadzany do filtrów odpylających.
W najwyższym położeniu przewodów gardzielowych, nad piecem, umieszczone są zawory
ś
wiecowe (rys.22). Służą one do wypuszczania gazów ( w sytuacjach przymusowych ) do
atmosfery
.
Rys. 22. Zawór wypustowy [4, s. 123]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 23. Gardzielowe przewody rurowe [4, s. 122]
Rys. 24. Kadzie surówkowe: a) kadź gruszkowa, b – kadź stożkowa [4, s. 140]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
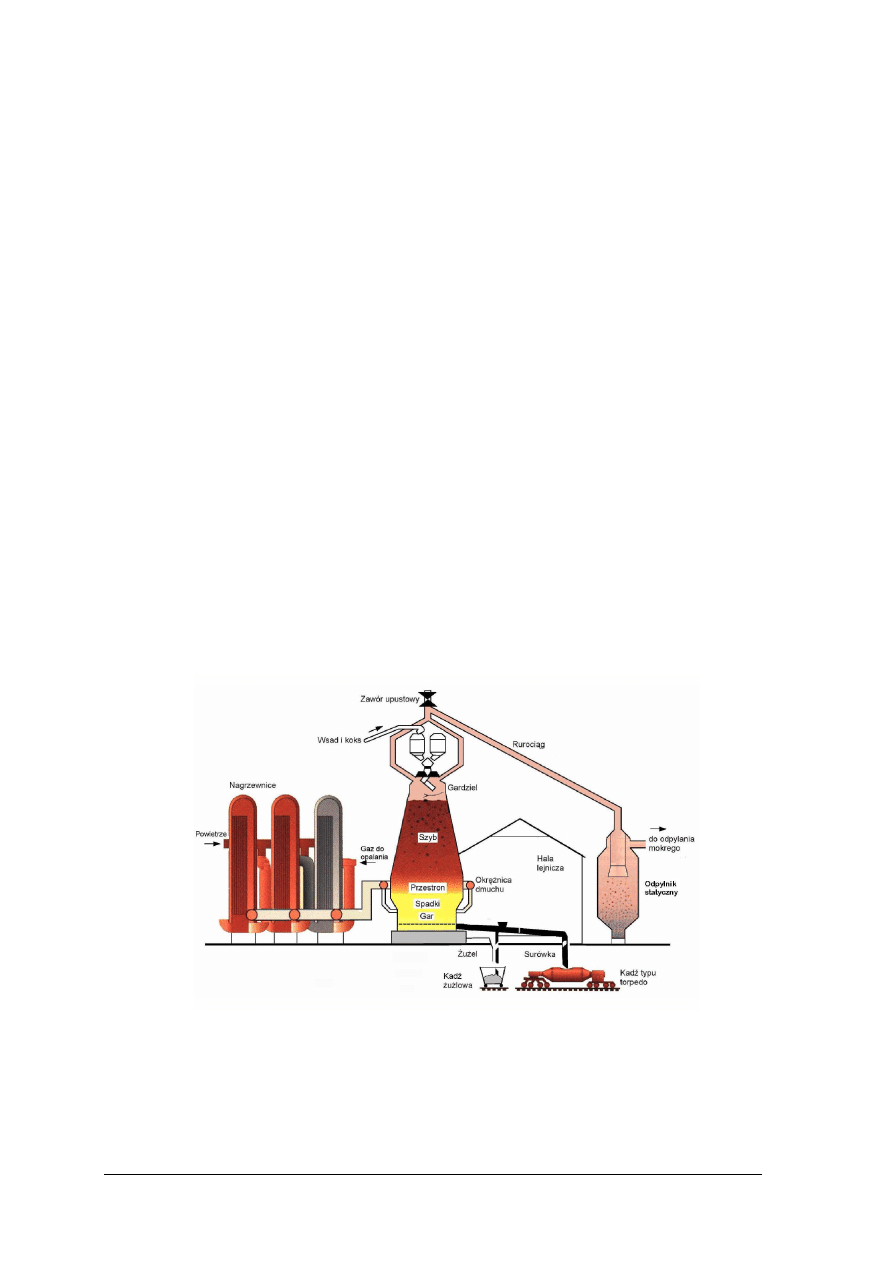
Schemat wielkiego pieca oraz układów załadowczych, podgrzewania dmuchu, odbioru
i oczyszczania gazu przedstawia rysunek 25.
Rys. 25. Wydział wielkich pieców [2]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie strefy można wyróżnić w wielkim piecu?
2.
Jakie materiały ogniotrwałe stosuje się na obmurze wielkiego pieca?
3.
Jakie urządzenia stosuje się do chłodzenia pieca?
4.
Jak przeprowadza się załadunek materiałów wsadowych do wielkiego pieca?
5.
Jakie urządzenia stosuje się do nagrzewania dmuchu?
6.
Gdzie znajdują się otwory spustowe surówki i żużla?
7.
Jak zatyka się otwory spustowe surówki i żużla?
8.
Jakie urządzenia stosuje się do odbioru żużla i surówki?
9.
Jakie urządzenia stosuje się do oczyszczania gazu wielkopiecowego?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na schemacie profilu wielkiego pieca zaznacz charakterystyczne strefy, rozmieszczenie
otworów spustowych surówki i żużla oraz doprowadzenia dmuchu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące budowy wielkiego pieca,
2)
zaznaczyć na schemacie poszczególne strefy wielkiego pieca,
3)
zaznaczyć strefy w których znajdują się otwory spustowe surówki i żużla oraz
doprowadzenie dmuchu,
4)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
rysunek profilu wielkiego pieca,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Na podstawie schematu wyjaśnij budowę wielkiego pieca.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje na temat wielkiego pieca,
2)
dokonać analizy rysunku,
3)
rozróżnić i scharakteryzować zespół chłodzenia i doprowadzenia dmuchu,
4)
rozróżnić i scharakteryzować urządzenia zasypowe i zespół urządzeń podających
materiały wsadowe,
5)
rozróżnić i scharakteryzować elementy służące do spustu surówki i żużla,
6)
zaprezentować wyniki ćwiczenia.
Schemat do ćwiczenia 2

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
rysunek profilu wielkiego pieca,
−
model wielkiego pieca,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Odczytaj za pomocą przyrządów pomiarowych ciśnienie i temperaturę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące przyrządów do pomiaru
ciśnienia i temperatury,
2)
odczytać ciśnienie za pomocą manometru,
3)
odczytać temperaturę za pomocą termometrów,
4)
stosować zasady bhp,
5)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
przyrządy do pomiaru ciśnienia i temperatury,
−
poradnik dla ucznia,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Scharakteryzuj metody pomiaru schodzenia wsadu wielkopiecowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące pomiaru schodzenia wsadu
wielkopiecowego,
2)
opisać stosowane metody pomiaru schodzenia wsadu,
3)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
wykresy schodzenia wsadu,
−
instrukcje stanowiskowe,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować strefy wielkiego pieca?
2)
określić kształt poszczególnych stref?
3)
rozróżnić materiały ogniotrwałe stosowane na obmurze wielkiego
pieca?
4)
wyjaśnić sposoby załadunku materiałów wsadowych do wielkiego
pieca?
5)
rozróżnić urządzenia do chłodzenia wielkiego pieca?
6)
wyjaśnić sposób nagrzewania dmuchu?
7)
rozróżnić urządzenia stosowane do odbioru żużla i surówki?
8)
określić sposoby odbioru i oczyszczania gazu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3. Proces wielkopiecowy
4.3.1. Materiał nauczania
W procesach metalurgicznych zasadniczą rolę odgrywają reakcje utlenienia domieszek
kąpieli metalowej, reakcje zachodzące między metalem i żużlem (odsiarczenie,
odfosforowanie) oraz procesy odtleniania i odgazowania.
Reakcje metalurgiczne, zachodzące w urządzeniach hutniczych, związane są
z przemianami jednych postaci materii w inne oraz z wydzieleniem lub pochłanianiem
energii.
Reakcje, podczas których wydziela się ciepło, noszą nazwę egzotermicznych. Reakcje
związane z pochłanianiem ciepła nazywa się reakcjami endotermicznymi.
Dla zrozumienia przebiegu tych reakcji konieczna jest znajomość podstawowych pojęć
chemicznych i fizycznych na których opiera się metalurgia. Podstawowym pojęciem
fizykochemicznym jest faza. Faza jest to jednolita część układu oddzielona od reszty układu
powierzchnią rozdziału, czyli granicą faz. Ciekły stop, np. surówka jest jedną fazą, mimo że
składa się z z szeregu składników chemicznych, jak żelazo, węgiel, krzem, mangan, siarka
i fosfor. Składników tych nie można jednak odróżnić w ciekłej surówce, która jako całość ma
jednakowe własności fizyczne. Natomiast krzepnąca surówka nie będzie stanowiła jednej
fazy. Również w czasie studzenia będą się wyodrębniały nowe fazy różniące się
własnościami. We wnętrzu pieca metalurgicznego mamy zwykle do czynienia z trzema
fazami: ciekłym stopem, ciekłym żużlem i gazem, które, mimo że stykają się ze sobą, mają
odmienne własności i stanowią układ niejednolity. Układ jest to ciało lub zespół ciał
wyodrębnionych z otoczenia. Układ ma zazwyczaj rzeczywiste powierzchnie graniczne.
Układ złożony z jednej tylko fazy nazywa się jednorodnym lub homogenicznym. Układ
wielofazowy nazywa się heterogenicznym. Przemiany fazowe są to procesy polegające na
przemianie jednej fazy w drugą bez przemian chemicznych. Na przykład ciekły metal
krzepnąc zmienia swój stan skupienia z ciekłego na stały. Krzepnięcie jest więc przemianą
fazową, tak samo jak topnienie czy parowanie. Składniki stopów metali mogą tworzyć ze
sobą roztwory lub mieszaniny. Roztworem nazywamy jednorodną mieszaninę dwóch lub
więcej substancji, zwanych składnikami roztworu. Substancje tworzące roztwór tracą swą
odrębność, tak że roztwór stanowi jedną fazę, jak na przykład węgiel rozpuszczony w żelazie.
Jeżeli dwie substancje nie rozpuszczają się w sobie, a więc składniki zachowują swoją
odrębność i tworzą dwie lub więcej faz, to tworzą one mieszaninę. Roztwory i mieszaniny
złożone z metali lub z metali i niemetali oraz fazy międzymetaliczne składają się na strukturę
stopów. Stopy metali otrzymuje się przeważnie na drodze ogniowej przez stopienie
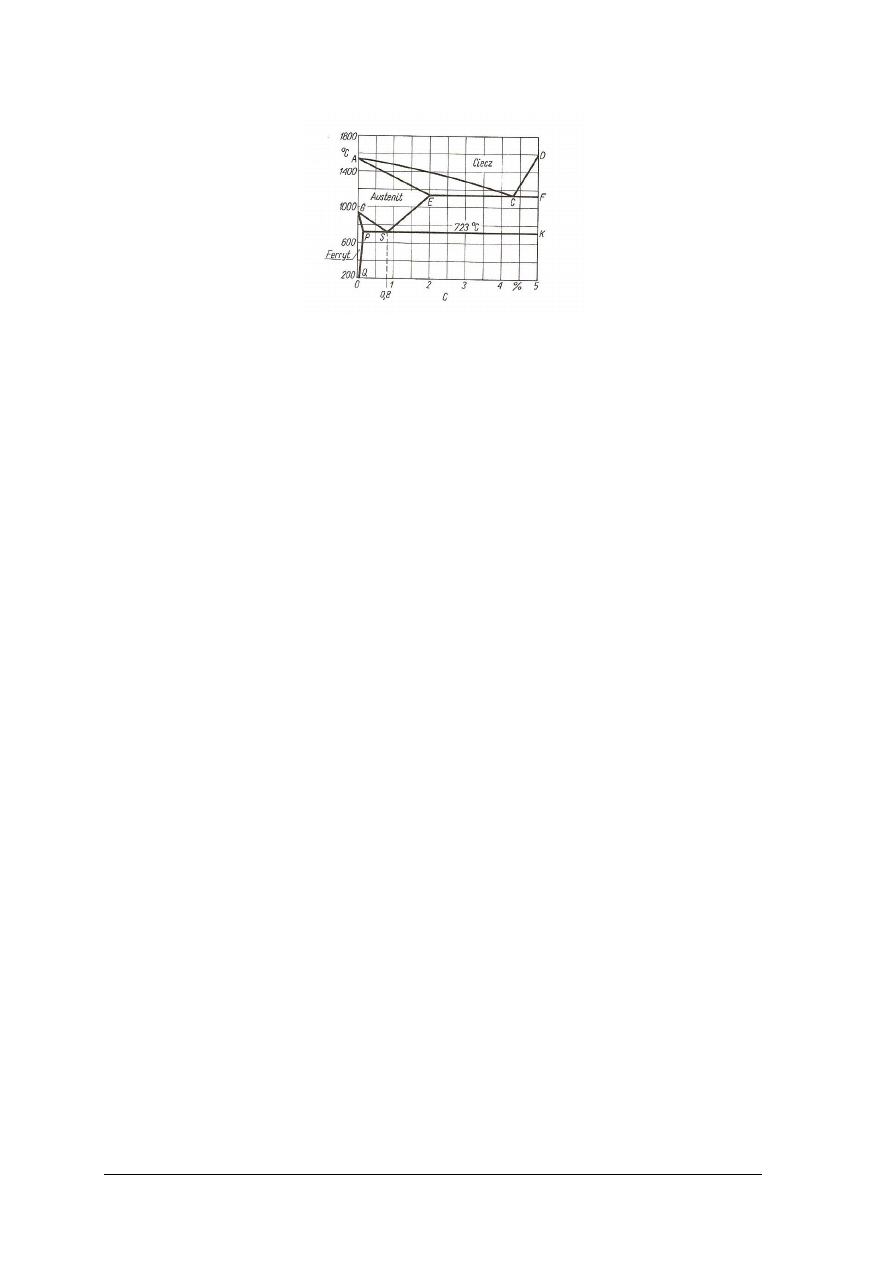
składników. Tworzenie się stopu można przedstawić za pomocą wykresów równowagi, które
przedstawiają wszystkie przemiany fazowe w funkcji temperatury i stężenia składników
stopu. Wykresy równowagi (rys. 26) wyjaśniają przemiany w stanie ciekłym, zmiany stanów
skupienia (krzepnięcie, topnienie) oraz przemiany w stanie stałym (zmiany rozpuszczalności,
przemiany alotropowe i inne).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 26.
Układ równowagi [3, str.227]
Bardzo ważnym zjawiskiem w procesach metalurgicznych jest dyfuzja. Dyfuzją
nazywamy przenoszenie się cząsteczek lub atomów określonej substancji z jednego obszaru,
w którym jest jej więcej, do innego, w którym jej stężenie jest mniejsze. Efektem tego
procesu jest wyrównywanie stężeń. Szybkość dyfuzji można przyspieszyć przez mieszanie
oraz wzrost temperatury.
We wszystkich procesach metalurgicznych powstaje żużel przez stapianie części
wykładziny pieców, dodawanych topników, skał płonnych towarzyszących rudzie, popiołu
zawartego w koksie, powierzchniowych zanieczyszczeń oraz utlenionych składników wsadu
metalowego. Znaczenie żużla w procesach metalurgicznych jest bardzo duże. śużel podczas
wytopu powinien spełniać następujące zadania:
—
zaopatrywać kąpiel metalową w tlen potrzebny do reakcji utleniania składników metalu,
—
chronić metal przed przechodzeniem wodoru i azotu z atmosfery do metalu,
—
oczyszczać metal ze szkodliwych domieszek, zwłaszcza z fosforu i siarki.
Dla spełnienia tych zadań żużel powinien mieć odpowiedni skład chemiczny
i właściwości fizykochemiczne. Przez dodawanie do wsadu metalowego odpowiednich
topników i dodatków żużlotwórczych można kierować powstawaniem żużli o odpowiednich
własnościach i składzie chemicznym. Składnikami żużla są cząsteczki tlenków, siarczków,
węglików i fluorków:
—
tlenki zasadowe CaO, MgO, MnO,FeO,
—
tlenki kwaśne SiO
2
, P
2
O
5
, TiO2,
—
tlenki obojętne Al
2
O
3
, Fe
2
O
3
,
—
siarczki CaS, MnS, Fes, MgS,
—
węgliki CaC
2
,
—
fluorki CaF
2
, AlF
3
.
Jeśli żużel ma przewagę tlenków kwaśnych, to naszywa się go kwaśnym, jeśli
zasadowych-zasadowym. Do najważniejszych własności żużli należą temperatura topnienia,
lepkość i napięcie powierzchniowe. Temperatura topnienia zależy od składu chemicznego
ż
użla i może zmieniać się w granicach 1200–1600ºC i wyżej. Lepkość żużli zależy od składu
chemicznego, struktury i temperatury. śużle o małej lepkości zapewniają dużą szybkość
przemieszczania substancji reagujących i przyspieszają procesy dyfuzyjne. Ze wzrostem
temperatury lepkość żużli maleje. Dwie własności chemiczne mają decydujący wpływ na
własności i charakter żużli, a mianowicie zasadowość i zdolności utleniające. Zasadowość
ż
użla określa się najczęściej jako stosunek stężeń CaO i SiO
2
wyrażonych w procentach
wagowych.
Zasadowość żużli decyduje, szczególnie w procesach stalowniczych, o ich zdolności do
usuwania z metali siarki i fosforu.
Zdolność utleniająca żużla związana jest z ilością tlenu, jaką żużel jest zdolny przenieść
do kąpieli metalowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Pierwszy żużel powstający podczas wytopu składa się z tlenków żelaza, krzemu,
manganu, wapnia i magnezu. Tlenki te pochodzą ze składników wsadu metalicznego oraz
wyłożenia pieca. W dalszych okresach wytopu żużel zmienia swój skład chemiczny pod
wpływem zmian temperatury, zmian składu kąpieli metalowej, rozpuszczania topników
i żelazostopów rozpuszczania wyłożenia pieca i innych. Skuteczność, z jaką żużel wypełnia
swe zadania, zmienia się wraz z jego składem chemicznym. Powstawanie żużli
o odpowiednich własnościach uzyskuje się przez wprowadzanie do wsadu i dodawanie
podczas wytopu materiałów żużlotwórczych takich jak kamień wapienny, wapno palone,
fluoryt, boksyt, piasek. W czasie wytopu konieczne jest spuszczanie żużla z pieca
i wytwarzanie nowego.
W procesie wielkopiecowym zachodzi wiele opisanych procesów. Mamy doczynienia ze
zmianą stanu skupienia, przemianami fazowymi, reakcjami endo i egzotermicznymi,
powstawaniem żużla.
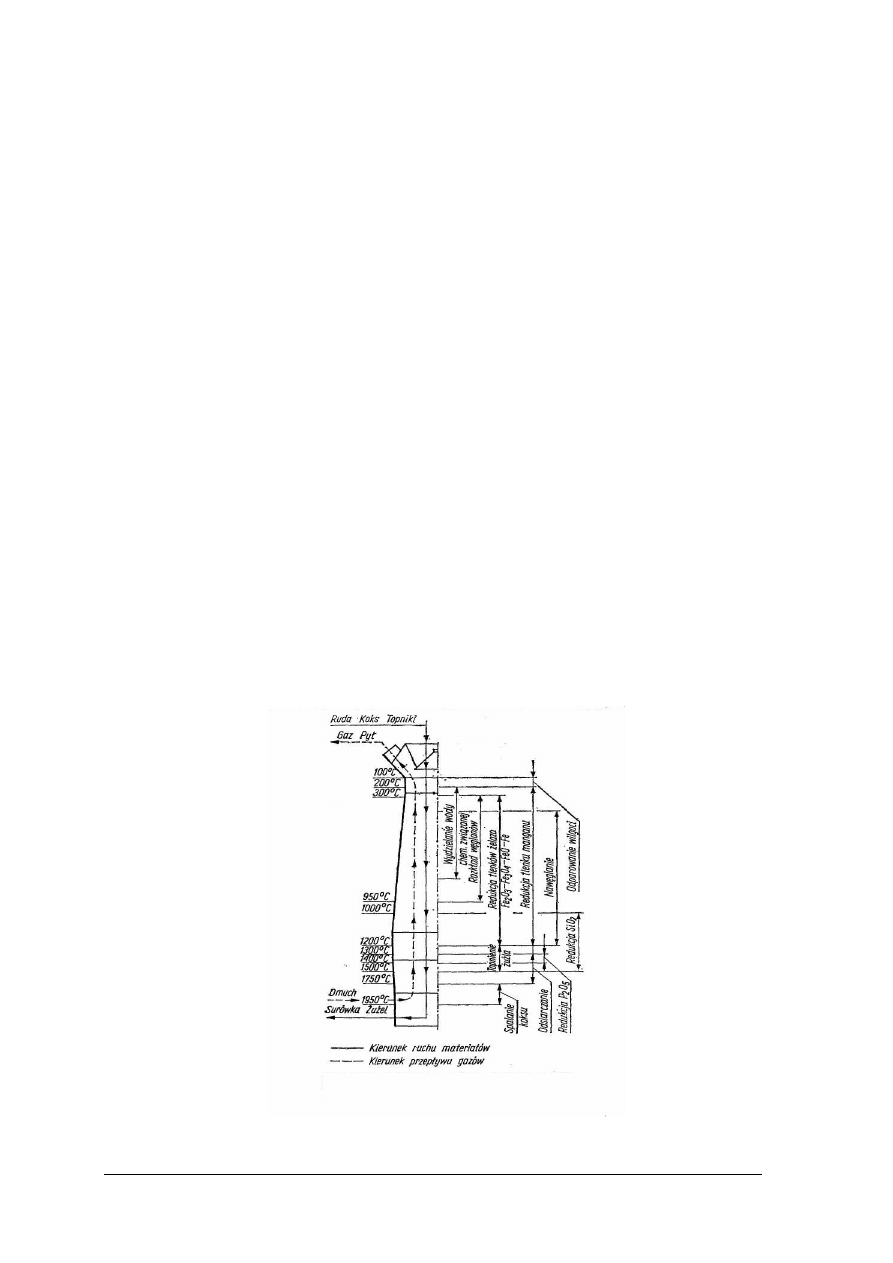
Materiały wsadowe załadowane do wielkiego pieca opuszczają się w dół gardzieli.
W tym czasie wsad ogrzewa się kosztem ciepła unoszących się w górę gazów. Pod względem
cieplnym wielki piec jest agregatem pracującym na zasadzie przeciwprądu. Przeciwprądowy
kierunek gazów w stosunku do kierunku wsadu sprzyja wymianie ciepła i nagrzewaniu się
wsadu. W wyniku wymiany ciepła w szybie wielkiego pieca zachodzi odparowanie wilgoci,
rozkład węglanów, odgazowanie części lotnych koksu. Główne operacje procesu
wielkopiecowego to:
—
przygotowanie materiałów wsadowych,
—
ładowanie wsadu,
—
wytwarzanie gorącego dmuchu,
—
proces wielkopiecowy,
—
spust,
—
przetwarzanie żużla,
—
oczyszczanie gazu.
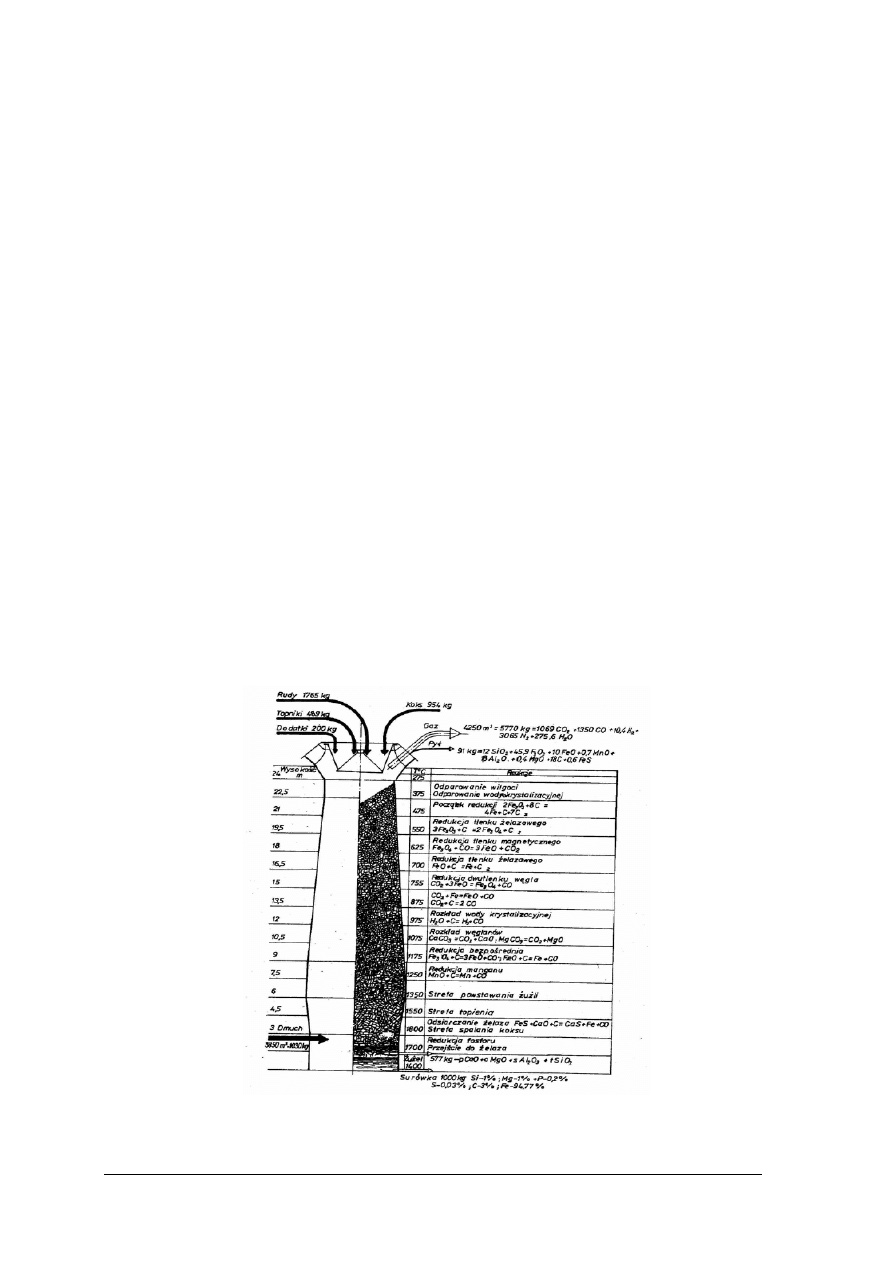
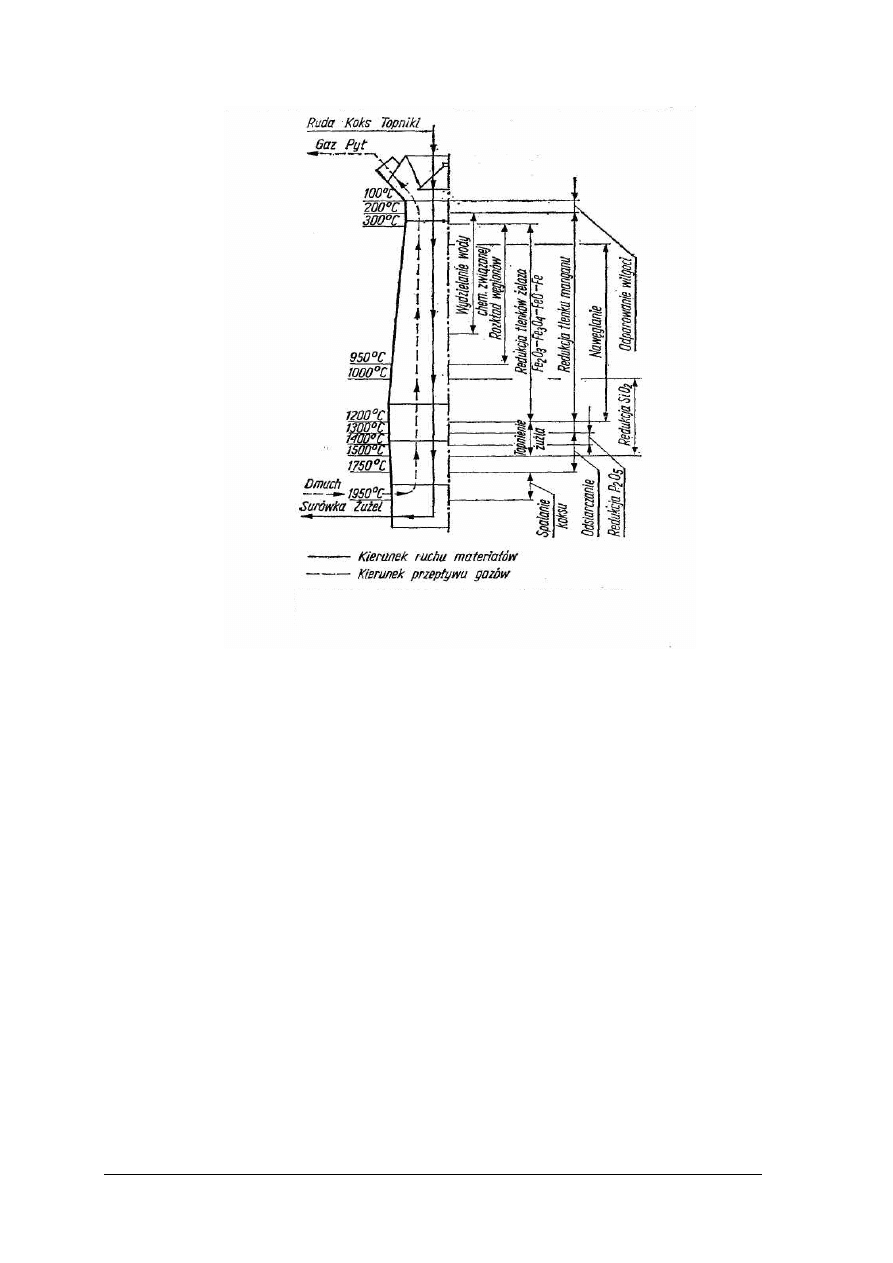
Rys. 27.
Schemat wymiany cieplnej w wielkim piecu i stref procesów fizykochemicznych na
poszczególnych poziomach [3, s. 103]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Procesy zachodzące w wielkim piecu podczas wytapiania surowca można podzielić na
chemiczne i fizyczne. Procesy zachodzące w wielkim piecu podzielono na następujące grupy:
—
procesy wstępne obejmujące odparowanie wilgoci, wydzielanie wody, rozkład
węglanów, usuwanie części lotnych z koksu,
—
redukcja tlenków żelaza,
—
nawęglanie żelaza,
—
tworzenie się żużla,
—
redukcja pozostałych składników surówki,
—
odsiarczanie,
—
procesy spalania paliw.
Głównym procesem chemicznym jest redukcja tlenków żelaza za pomocą tlenku węgla
lub węgla. Oprócz redukcji żelaza w wielkim piecu zachodzi wiele innych istotnych dla
procesu reakcji. Przykładem mogą być reakcje między węglem i tlenem, zawartym
w powietrzu doprowadzonym do wielkiego pieca, oraz reakcja nawęglania żelaza. Procesom
chemicznym towarzyszą procesy fizyczne, jak parowanie wilgoci, topnienie żelaza, topnienie
skały płonnej. Z pewnym przybliżeniem procesy w wielkim piecu można scharakteryzować
za pomocą następujących reakcji, które po nagrzaniu rudy do odpowiednio wysokiej
temperatury rozpoczynają się w górnej części pieca.
3Fe
2
O
3
+ CO = 2Fe
3
O
4
+ CO
2
reakcja egzotermiczna
Fe
3
O
4
+ CO = 3FeO + CO
2
reakcja endotermiczna
FeO + CO = Fe + CO
2
reakcja egzotermiczna
W górnej części pieca reakcje przebiegają przy udziale tlenku węgla. Nazywamy je
redukcją pośrednią. Początek redukcji rud łatwo redukcyjnych zachodzi już przy
temperaturach powyżej 200ºC, natomiast magnetyty zaczynają się redukować dopiero przy
temperaturach powyżej 400ºC. Tlenek węgla potrzebny do redukcji rudy powstaje w wyniku
spalania węgla w górnej części garu i dolnej części spadku. Przestrzeń ta nazywa się komorą
spalania. Podczas spalania węgla zachodzą reakcje.
C + O
2
= CO
2
CO
2
+ C = 2CO
Część rudy nie zdąży się zredukować w górnej części pieca. W miarę przesuwania się
w dół dochodzi ona w pobliże dysz i tu redukuje się bezpośrednio węglem według reakcji.
FeO + C = Fe + CO
Poza redukcją tlenków żelaza w wielkim piecu przebiega również redukcja tlenków
innych pierwiastków wchodzących w skład surówki. Redukcji ulegają tlenki manganu,
krzemu oraz fosforu.
Ponadto następuje jeszcze w piecu nawęglanie żelaza według reakcji,
3 Fe + 2 CO = Fe
3
C + CO
2
oraz rozpuszczanie w nim krzemu, manganu, fosforu i siarki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Odtlenianie krzemionki przebiega zgodnie z reakcją.
SiO
2
+ 2C = Si + 2CO
Reakcja ta wymaga dużych ilości ciepła i zachodzi w wysokich temperaturach. Przy
produkcji surówek odlewniczych o podwyższonej zawartości krzemu, z uwagi na
endotermiczny charakter reakcji, zużycie koksu jest większe.
Redukcja tlenków manganu wyższego rzędu(Mn
2
O
3
, Mn
3
O
4
do MnO) przebiegają
w szybie wielkiego pieca w temperaturach powyżej 200ºC. Reakcja końcowego etapu
redukcji MnO do metalicznego manganu przebiega w spadzie i w garze na drodze reakcji
redukcji bezpośredniej za pomocą węgla.
MnO + C = Mn + CO
Tlenek fosforu redukuje się przy temperaturach 1200÷1500ºC według reakcji.
P
2
O
5
+ 5C = 2P + 5CO
Siarka w surówce występuje w postaci siarczku żelaza FeS, z którego w warunkach
procesu wielkopiecowego należy ją przeprowadzić w związki nierozpuszczalne w surówce,
a rozpuszczalne w żużlu. Związkiem takim jest siarczek wapnia CaS. Zasadnicza reakcja
odsiarczania przebiega następująco.
FeS + CaO = FeO + CaS
Reakcja ta przebiega już w spadzie wielkiego pieca, a powstały w jej wyniku tlenek FeO
redukuje się węglem koksu. Sumaryczny efekt obu tych reakcji jest silnie endotermiczny,
toteż dla przyspieszenia ich przebiegu niezbędne są duże ilości ciepła oraz zasadowy żużel.
Rys. 28. Schemat reakcji wielkopiecowych [2]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Obserwacja wzrokowa strumienia surówki w czasie spustu może posłużyć do
przybliżonej oceny jej składu chemicznego.
Zawartość krzemu w ciekłej surówce określa się na podstawie obserwacji iskrzenia
surówki. Z płynącej strugi surówki o małej zawartości krzemu wypryskują cienkie i krótkie
iskry, nie rozpryskujące się w gwiazdki. W miarę wzrostu zawartości Si iskry są częstsze
i rozpryskują się. Surówka o zawartości 1% Si iskrzy się do wysokości około 500 mm. Przy
dalszym wzroście zawartości Si w surówce zaczyna się powolny zanik iskier. Surówka
o zawartości 2% Si w ogóle nie iskrzy.
Zawartość siarki w surówce powoduje jej zgęstnienie. Surówka o zawartości do 0,05% S
jest rzadkopłynna i ma czystą powierzchnię. Przy zawartości powyżej 0,08% S pojawiają się
na powierzchni surówki kożuchy, a przy zawartości 0,1% S całą powierzchnię pokrywa
kożuch. Przy zawartości 0,2% S surówka jest bardzo gęsta, płynie z trudnością i oblepia
koryto grubym narostem.
Zawartość manganu w surówce ocenia się na podstawie obserwacji płomienia o barwie
fioletowoniebieskiej, ukazującego się nad strugą surówki. Surówka do 1% Mn nie ma
płomienia, przy zawartości Mn 1–1,5% płomień jest już wyraźny, a przy zawartości Mn 2%
płomień sięga już 500 mm. Nad strugą surówki zwierciadlistej, zawierającej 12% Mn
wysokość płomienia sięga 1m.
Bardzo ważną rolę w procesie otrzymywania surówki odgrywa żużel wielkopiecowy.
Podczas pracy wielkiego pieca powstają kolejno dwa gatunki żużla:
—
ż
użel pierwotny, początkowo gęsty i ciągliwy, zawierający głównie tlenki krzemu,
aluminium i żelaza, w miarę wzrostu temperatury rozpuszczający w sobie tlenki wapnia
i magnezu,
—
ż
użel końcowy zwany także żużlem dolnym lub spustowym,
Zadaniem żużli wielkopiecowych jest usunięcie zanieczyszczeń wchodzących w skład
rud żelaza oraz odsiarczenie stali. Im więcej CaO w żużlu oraz im wyższa jest temperatura,
tym większa jest możliwość przejścia siarki do żużla. Aby żużel mógł właściwie spełniać
swoją rolę konieczny jest jego odpowiedni skład chemiczny, temperatura topnienia, lepkość
oraz napięcie powierzchniowe. Zasadowość żużla ocenia się próbą spływania żużla po pręcie.
ś
użel zasadowy ścieka po pręcie oddzielonymi kroplami i taki żużel nazywa się krótki. śużle
kwaśne ciągną się grubymi nićmi i taki żużel nazywa się długim. Skład żużli można również
określić na podstawie ich barwy. śużle zmielone na proszek mają charakterystyczne barwy,
które zależą od składu żużla. Początkowe żużle kwaśne mogą być jasnoszare, ciemnoszare
i czarne. Ze wzrostem zasadowości i zawartości tlenków żelaza barwa żużli zmienia się od
jasnobrązowej lub żółtobrązowej do ciemnobrązowej i czekoladowej. Temperaturę żużla
można ocenić na podstawie jasności strugi żużla i ilości wydzielających się gazów. Im
cieplejszy jest żużel, tym jest on jaśniejszy, a ilość oparów większa. śużel zimny jest czarny
z widocznymi iskrami wypryskującymi ze strugi. Pomiar lepkości żużli przeprowadza się
okresowo w laboratoriach. Do oznaczania lepkości służą lepkościomierze lub wiskozymetry.
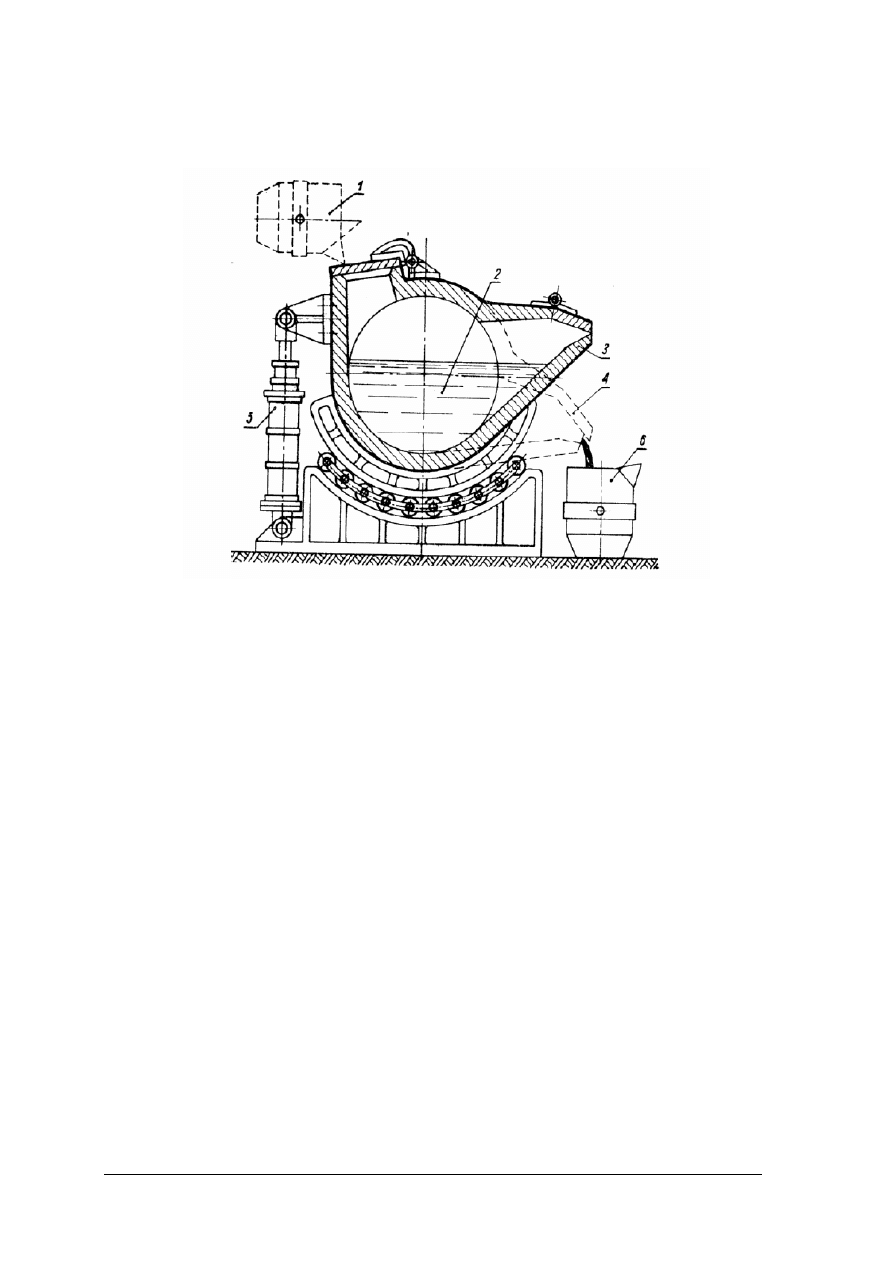
Proces wielkopiecowy jest ciągły i nie przerywa się go przez wiele lat. W nowoczesnych
wielkich piecach spust odbywa się co 4 – 6 godzin. W takich odstępach czasu otrzymuje się
większe ilości surówki, która nie może być od razu przerobiona w stalowni, ponieważ rytm
produkcji stali jest inny. Z tego powodu w niektórych hutach surówkę przeróbczą zlewa się
do ogromnych zbiorników, o pojemności do 2000 ton zwanych mieszalnikami (rys. 29).
Niektóre z nich ogrzewa się gazem czadnicowym lub wielkopiecowym. Mieszalnik ma za
zadanie nie tylko przechowywanie surówki przez czas dłuższy w stanie ciekłym, lecz również
ujednolicenie składu chemicznego kolejnych partii pochodzących różnych spustów lub nawet
z różnych wielkich pieców. W mieszalniku odbywa się jeszcze jeden ważny proces,
a mianowicie częściowe odsiarczenie metalu. Zawarty w surówce siarczek żelaza reaguje
z manganem, który znajduje się zwykle w niewielkich ilościach w wytopionej surówce.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Z materiałów wsadowych w wyniku procesów wielkopiecowych otrzymuje się oprócz
surówki żużel wielkopiecowy oraz gazy wielkopiecowe.
Rys. 29. Przekrój poprzeczny mieszalnika: 1 – kadź wlewająca surówkę do mieszalnika,
2 – ciekła surówka, 3 – mieszalnik w położeniu stałym, 4 – mieszalnik
przechylony, 5 – urządzenie do przechylania mieszalnika, 6 – kadź zapełniona
ciekłą surówką [2]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie reakcje nazywamy egzotermicznymi?
2.
Jakie reakcje nazywamy endotermicznymi?
3.
Co to jest faza?
4.
Co to jest dyfuzja?
5.
Jakie zadania spełnia żużel?
6.
Jak określa się zasadowość żużli?
7.
Jakie reakcje chemiczne zachodzą w wielkim piecu?
8.
Jaki jest rozkład temperatur w wielkim piecu?
9.
Jak przebiega redukcja tlenków żelaza?
10.
Jak przebiegają reakcje redukcji krzemu, manganu, siarki i fosforu?
11.
Jakie procesy fizyczne zachodzą w wielkim piecu?
12.
Jak można określić zawartość krzemu w surówce wielkopiecowej?
13.
Jak można określić zawartość siarki surówce wielkopiecowej?
14.
Jak można określić zawartość manganu w surówce wielkopiecowej?
15.
Jak można określić temperaturę żużla?
16.
Gdzie przechowuje się surówkę wielkopiecową przeznaczoną do dalszego przerobu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.3.3. Ćwiczenia
Ćwiczenie 1
Na podstawie obserwacji ciekłej surówki oceń przybliżoną zawartość krzemu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące oceny składu chemicznego
surówki,
2)
obserwować iskrzenie ciekłej surówki,
3)
zastosować zasady bhp,
4)
opisać sposób iskrzenia i podać przybliżoną zawartość krzemu w surówce.
Wyposażenie stanowiska pracy:
−
wielki piec,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Na podstawie obserwacji ciekłej surówki oceń przybliżoną zawartość manganu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące oceny składu chemicznego
surówki,
2)
obserwować płomień nad ciekłą surówką,
3)
stosować zasady bhp,
4)
opisać jakość płomienia i podać przybliżoną zawartość manganu w surówce,
5)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
wielki piec,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Na podstawie schematu przeanalizuj rozkład temperatury i reakcje zachodzące
w poszczególnych strefach wielkiego pieca.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Schemat do ćwiczenia 3
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące wymiany cieplnej
w wielkim piecu i procesów fizykochemicznych na poszczególnych jego poziomach,
2)
przeanalizować rozkład temperatur w wielkim piecu,
3)
określić reakcje chemiczne zachodzące w kolejnych strefach wielkiego pieca,
4)
przeanalizować temperaturę procesów fizykochemicznych zachodzących w wielkim
piecu,
5)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
rysunek profilu wielkiego pieca,
−
model wielkiego pieca,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić fizykochemiczne podstawy procesu wielkopiecowego
2)
rozróżnić zjawiska fizyczne zachodzące w wielkim piecu?
3)
wyjaśnić przebieg reakcji redukcji tlenków żelaza?
4)
wyjaśnić przebieg reakcji redukcji krzemu, manganu, siarki i fosforu?
5)
określić rozkład temperatur w wielkim piecu?
6)
określić zawartość krzemu w surówce?
7)
określić zawartość siarki w surówce?
8)
określić zawartość manganu w surówce?
9)
określić charakter chemiczny żużla?
10)
określić temperaturę żużla?
11)
scharakteryzować urządzenia do przechowywania ciekłej surówki?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.4. Produkty wielkiego pieca
4.4.1. Materiał nauczania
Głównym produktem procesu wielkopiecowego są surówki. Ze względu na
przeznaczenie surówki można podzielić na przeróbcze, odlewnicze i zwierciadliste. Surówki
przeróbcze(martenowskie, besemerowskie, tomasowskie) wytapia się przy temperaturze
dmuchu 1100–1200ºC i zasadowości żużla 1,1–1,15. Zawartość węgla w surówkach
przeróbczych wynosi 4,0–4,2%, krzemu 0,6–0,9%, fosforu 0,2–0,4%, siarki 0,002–0,04%,
a manganu 0,4–1,0%,.Surówki przeróbcze są przerabiane w procesach hutniczych na stal.
Surówki odlewnicze są przetapiane w odlewniach żeliwa. Zawartość węgla w surówkach
odlewniczych wynosi 3,7–3,8%, fosforu 0,1–1,0% a krzemu 2,0–3,6%. Wzrost zawartości
fosforu powoduje rzadkopłynność żeliwa, a wzrost zawartości krzemu sprzyja jego
grafityzacji. Krzem zmniejsza również skurcz odlewniczy. Surówki odlewnicze wytapia się
w temperaturach wyższych od temperatur wytopu surówek przeróbczych. Surówki
zwierciadliste wykazują zwiększoną ilość węgla i manganu. Zawartość węgla wynosi
5,0–5,5%, natomiast zawartość manganu waha się w granicach od 6 do 24%.
W procesach wielkopiecowych wytapia się również żelazostopy, takie jak żelazomangan
i żelazokrzem
—
ż
elazomangan FeMn80C05, FeMn75P15, FeMn75P25, FeMn80C15, FeMn80C10,
—
ż
elazokrzem FeSi75Al2, FeSi75Al1,5, FeSi75Al0,7, FeSi75Al0,1,
Dodawanie żelazostopów do wsadu metalowego ma na celu wprowadzenie pierwiastka
stopowego lub uzupełnienie wsadu składnikami podstawowymi.
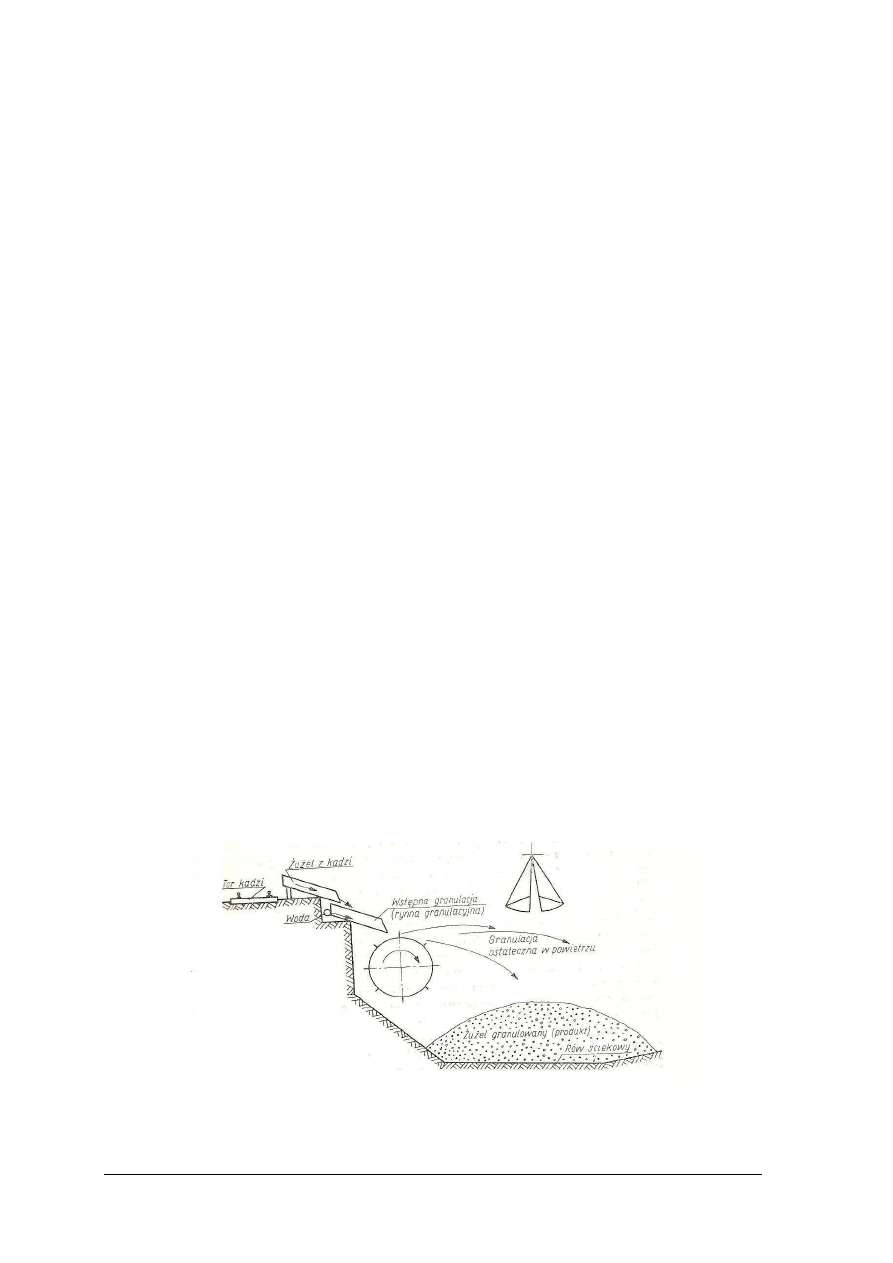
Kolejnym produktem wielkiego pieca jest żużel wielkopiecowy. Rozróżnia się żużel
kawałkowy, granulowany, pienisty i wełnę żużlową śużel kawałkowy otrzymuje się przez
wylewanie go do dużych płaskich dołów znajdujących się w pobliżu pieców i polewanie
wodą jeszcze wstanie gorącym. śużel kawałkowy stosuje się między innymi w budownictwie
dróg, na podłoża pod tory kolejowe, jako kruszywo do wyrobu betonów, na podsadzkę
w wyrobiskach górniczych.
ś
użel granulowany (rys. 30) otrzymuje się bezpośrednio przy wielkim piecu na rynnie
spustowej, przez wylewanie ciekłego żużla do zbiorników zawierających wodę lub
w młynach granulacyjnych. Stosowany jest do produkcji cementu hutniczego, cegieł
ż
użlowych zapraw murarskich oraz w kopalniach węgla jako podsadzka do wypełniania
starych wyrobisk.
Rys. 30. Urządzenie granulacyjne bębnowe [4, s. 103]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
ś
użel pienisty, zwany też pumeksem hutniczym, otrzymuje się przez chłodzenie ciekłego
ż
użla małą ilością wody, która parując tworzy pianę żużlową (rys. 31). Do produkcji żużla
nadają się żużle słabo kwaśne. Do produkcji pumeksu stosuje się koryta Schola, urządzenia
Vorbercka i koła spieniające. W urządzeniach Vorbercka przez dziurawą płytę wytryska
woda, na którą wylewa się żużel.
Rys. 31. Urządzenie do wytwarzania pumeksu: 1 – kadź żużlowa, 2 – zbiornik, 3 – misa
spieniająca, 4 – dysze, 5 – czerpak suwnicy [4, s. 103]
Pumeks hutniczy można stosować jako izolację cieplną i akustyczną.
Wełna żużlowa otrzymywana jest przez rozdmuchiwanie ciekłego żużla strumieniem
sprężonego powietrza lub pary wodnej. Używana jest głównie do izolacji cieplnej
i akustycznej.
W wyniku reakcji spalania powstaje w wielkim piecu gaz wielkopiecowy. W skład
gazów wielkopiecowych wchodzi azot, tlenek węgla, dwutlenek węgla, wodór oraz znaczne
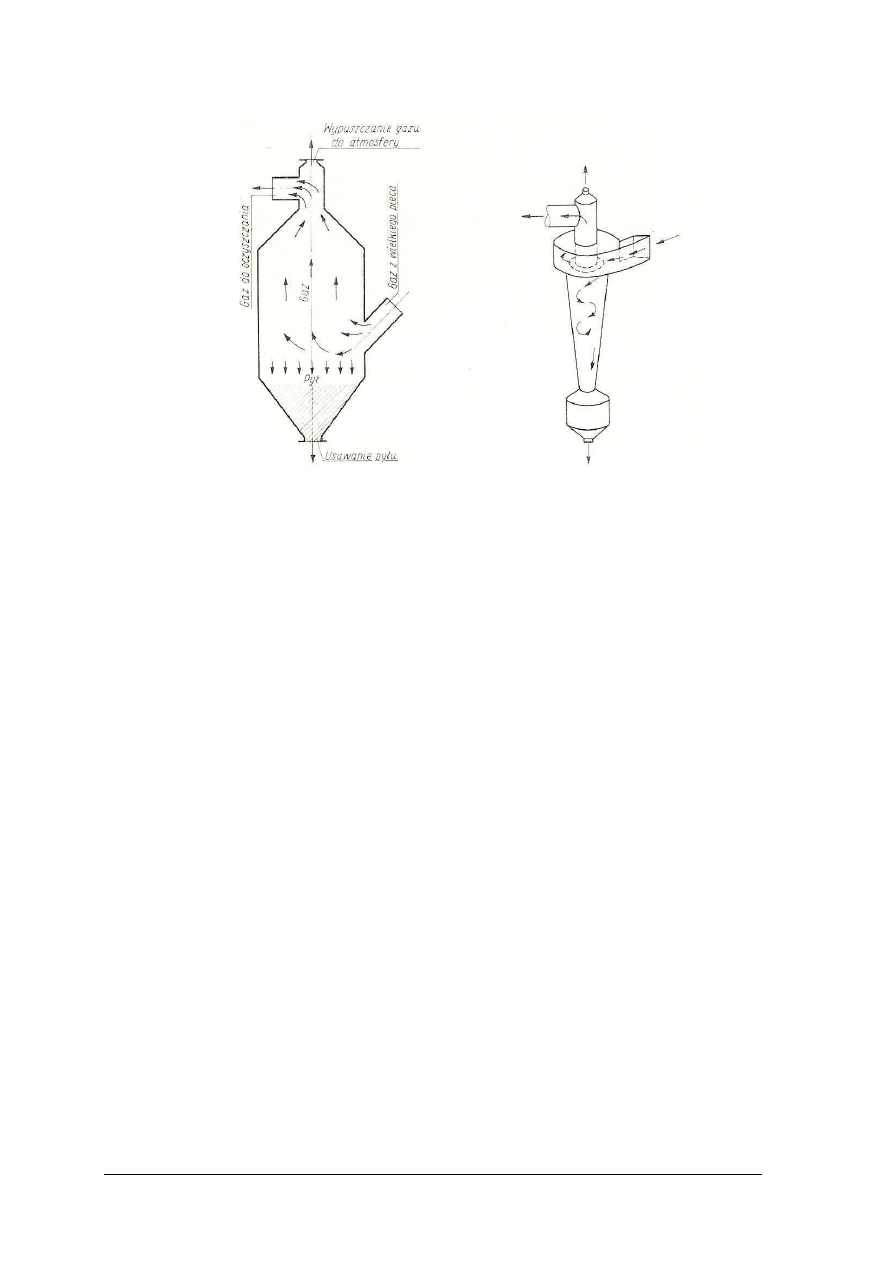
ilości pyłu. W oddziałach oczyszczania gazu wielkopiecowego wyróżnia się trzy stopnie
oczyszczania (rys. 32):
—
oczyszczanie wstępne w filtrach odpylających statycznych i cyklonach,
—
oczyszczanie pośrednie w płuczkach,
—
oczyszczanie mechaniczne lub elektryczne.
Oczyszczanie gazu w filtrze odpylającym statycznym następuje przez wytrącenie pyłów
na skutek zmian prędkości i kierunku przepływu gazu.
Filtry odpylające odśrodkowe (cyklony) wykonane są w postaci zbiornika
cylindrycznego. Gaz wprowadzany jest do filtru stycznie do walcowej jego części, przez co
uzyskujemy ruch wirowy gazu. Powstanie ruchu wirowego powoduje przemieszczanie się
cząstek pyłu ku ścianom pod wpływem działania wytworzonej siły odśrodkowej. Wewnątrz
na ścianach umieszczone są pionowe listwy lub kątowniki ułatwiające zsuwanie się pyłu.
W płuczkach gaz doprowadzany jest od dołu i przepływając ku górze ulega zraszaniu
wodą spływającą ku dołowi. Pod wpływem zraszania cząstki pyłu ulegają koagulacji i zostają
wytrącone z gazu.
W filtrach mechanicznych zanieczyszczenia osadzają się na tkaninach filtrujących.
Elektrofiltry oczyszczają gaz na zasadzie zjawiska jonizacji gazów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
a)
b)
Rys. 32. Filtr odpylający: a) statyczny, b) cyklonowy [4, s. 127]
Gaz wielkopiecowy po oczyszczeniu w urządzeniach odpylających ( odpylniki, płuczki
wodne), jest wykorzystywany w gospodarce energetycznej hut.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie surówki produkuje się w procesach wielkopiecowych?
2.
Jakie jest zastosowanie surówek przeróbczych?
3.
Jakie jest zastosowanie surówek odlewniczych?
4.
Jakie jest zastosowanie żelazostopów?
5.
Jakie rodzaje żużli otrzymuje się w procesach wielkopiecowych?
6.
Jak otrzymuje się żużel kawałkowy?
7.
Jak otrzymuje się żużel granulowany?
8.
Jak otrzymuje się żużel pienisty?
9.
Jakie jest zastosowanie żużli wielkopiecowych?
10.
Jakie urządzenia odpylające stosuje się w procesie wielkopiecowym?
4.4.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj wskazane przez nauczyciela żużle wielkopiecowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące żużli wielkopiecowych,
2)
rozpoznać poszczególne rodzaje żużli,
3)
zapisać nazwy rozpoznanych żużli i ich krótką charakterystykę,
4)
zaprezentować wynik ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
próbki żużli wielkopiecowych,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Na podstawie Polskich Norm wypisz przykłady oznaczeń wskazanych przez nauczyciela
surówek przeróbczych, odlewniczych i zwierciadlistych oraz żelazostopów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w PN oznaczenia wskazanych przez nauczyciela surówek i żelazostopów,
2)
zapisać oznaczenia i zawartość podstawowych pierwiastków dla wybranych surówek
i żelazostopów,
3)
porównać skład chemiczny surówek przeróbczych, odlewniczych i zwierciadlistych
oraz żelazostopów,
4)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
Polskie Normy,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Scharakteryzuj sposób otrzymywania i zastosowanie żużli wielkopiecowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące żużli wielkopiecowych,
2)
scharakteryzować proces otrzymywania i zastosowanie żużli kawałkowych,
3)
scharakteryzować proces otrzymywania i zastosowanie żużli granulowanych,
4)
scharakteryzować proces otrzymywania i zastosowanie żużli pienistych,
5)
scharakteryzować proces otrzymywania i zastosowanie wełny żużlowej,
6)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
próbki żużli wielkopiecowych,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić rodzaje surówek wielkopiecowych?
2)
określić zastosowanie surówek przeróbczych?
3)
określić zastosowanie surówek odlewniczych?
4)
określić zastosowanie surówek zwierciadlistych i żelazostopów?
scharakteryzować
rodzaje
i
sposoby
otrzymywania
ż
użli
wielkopiecowych?
6)
określić zastosowanie żużli wielkopiecowych?
7)
scharakteryzować sposoby otrzymywania żużli wielkopiecowych?
8)
scharakteryzować gazy wchodzące w skład gazów wielkopiecowych?
9)
scharakteryzować sposoby odpylania gazów wielkopiecowych?
10)
scharakteryzować zastosowanie gazów wielkopiecowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.5. Praca przy wielkim piecu
4.5.1. Materiał nauczania
Pracę przy garze wielkiego pieca można podzielić na następujące czynności:
—
obserwacja stanu urządzeń chłodniczych i wymiana przepalonych części urządzeń,
—
nadzór nad żużlówką i otworem spustowym do surówki,
—
przygotowanie do spustu surówki i żużla oraz dokonywanie spustów.
Jedną z przyczyn przepalania dysz, chłodnic i innych urządzeń chłodniczych wielkiego
pieca mogą być przerwy w dopływie wody chłodzącej. W celu zapewnienia właściwego
chłodzenia nieodzowna jest kontrola ciśnienia wody w sieci wodnej zaopatrującej wielki piec
w wodę chłodzącą. Inną przyczyną może być zanieczyszczona lub zbyt twarda woda.
Przepalenie dysz może być powodowane również opóźnieniami w dokonywaniu spustów
surówki i żużla oraz powstawaniem zawieszeń. Stan techniczny dysz określić można
obserwując je przez wzierniki. Silnie przepaloną dyszę można rozpoznać podczas biegu pieca,
gdyż w odróżnieniu od pozostałych dysz, których wyloty świecą jaskrawo, przepalona dysza
ś
wieci żółto lub czerwono, a czasem ciemnieje. Dysze powinno się obserwować szczególnie
dokładnie podczas spustu surówki. Naprzeciw przepalonej dyszy pojawiają się ciemne
kawałki koksu, w które czasami uderzają cienkie strużki wody, względnie w dyszy pojawia
się ciemny obłoczek pary. Przepalone dysze należy natychmiast wymienić, ponieważ woda
dostająca się do garu wielkiego pieca chłodzi go i może powodować zaburzenia pracy.
Obsługa pieca prowadzi również obserwację wody chłodzącej odpływającej z chłodnic,
czy nie ma ona podwyższonej temperatury i czy jej wypływ jest równomierny. Przepaloną
chłodnicę można rozpoznać przez tłoczenie do niej wody pod wysokim ciśnieniem lub
wydobywaniu się z niej gazu wielkopiecowego.
Otwieranie i zamykanie otworu spustowego surówki i żużla jest najczęściej w pełni
zmechanizowane. Otwieranie otworu spustowego surówki następuje przez przewiercenie
masy wypełniającej otwór i przepalenie tlenem surówki zakrzepłej w końcu otworu.
Wiertarka podwieszona na kolumnie podszybowej, jest wyposażona w trzy podstawowe
mechanizmy obrotu, posuwu i wiercenia. Zamknięcie otworu spustowego po spuście odbywa
się przez wciśnięcie do otworu masy ogniotrwałej. Przed spustem surówki należy sprawdzić
wilgotność masy w otworze spustowym.
Między dwoma spustami surówki spuszcza się żużel dwa do trzech razy. Zatykarka
otworu żużlowego składa się z systemu dźwigni połączonych przegubowo i uruchamianych
przez cylinder pneumatyczny.
Ponieważ przedłużenie okresu czasu między dwoma spustami grozi przepaleniem dysz
oraz innymi uszkodzeniami należy skrupulatnie przestrzegać ustalonego harmonogramu
spustu żużla i surówki. Każdy spust poprzedzają następujące prace przygotowawcze:
—
założenie futerału osłaniającego ramę otworu spustowego,
—
wyłożenie gliną rynny spustowej surówki,
—
oczyszczenie kanałów spustowych po poprzednim spuście,
—
założenie syfonu i przewału,
—
wyprawa wylotów rynien spustowych surówki i żużla,
—
załadowanie świeżej masy spustowej do zatykarki.
Po zakończeniu wszystkich prac przygotowawczych oraz podstawieniu kadzi do surówki
i żużla pod wylotami kanałów można przystąpić do otwarcia otworu spustowego. Podczas
spustu surówki należy obserwować jej strumień. W przypadku zatkania otworu spustowego
kawałkami koksu należy go przeczyścić za pomocą specjalnego pręta stalowego. W czasie
spustu robotnicy kierują strumieniem surówki i żużla, pobierają próby, obserwują dysze,
kontrolują ciśnienie powietrza. Po zakończonym spuście otwór spustowy nie jest od razu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
zamykany. Przez pewien czas wydobywają się z niego gorące gazy. Po spuście otwór
spustowy czasami przedmuchuje się dla pozbycia się z garu miału koksowego.
Spust żużla w porównaniu ze spustem surówki jest operacją mniej skomplikowaną. Przed
spustem żużla rynny spustowe i kanały muszą być oczyszczone z zastygłego żużla. W pobliżu
ż
użlówki należy przygotować wszystkie narzędzia potrzebne do sprawnego przeprowadzenia
spustu. W czasie spustu powinny być pobierane próby żużla. W czasie spustu należy zwracać
szczególną uwagę na odpowiednie wysuszenie i podgrzanie kadzi przed spustem. Spust
płynnej surówki lub żużla do zimnej lub wilgotnej kadzi grozi wybuchem.
Podczas pracy wielkiego pieca można zaobserwować następujące zaburzenia:
—
oziębienie,
—
przegrzanie,
—
zawieszenie wsadu.
Pierwszymi oznakami oziębienia wielkiego pieca są ciemne kawałki materiałów
wsadowych na jasnym tle wylotów dysz, ciemniejące dysze, ciemny żużel. Przyczyną
oziębienia biegu wielkiego pieca może być nieprawidłowy rozkład materiałów wsadowych,
pogorszenie jakości paliwa, nadmierne powiększenie naboju rudy, zawieszenia wsadu, woda
w garze wielkiego pieca, gwałtowne obniżenie, temperatury powietrza. W celu likwidacji
oziębienia pieca i przywrócenia normalnej pracy można zmniejszyć ilość rudy we wsadzie lub
załadować kilka nabojów samego koksu. Kolejnym sposobem zmierzającym do likwidacji
oziębienia pieca jest podwyższenie temperatury oraz zmniejszenie ilości wdmuchiwanego
powietrza.
Oznaką nadmiernego przegrzania wielkiego pieca są przyklejone blaszki grafitu na
powierzchni płynącej surówki. W celu likwidacji przegrzania pieca można zwiększyć ilość
wprowadzonej rudy lub obniżyć temperaturę powietrza.
Zawieszenie wsadu polega na tym, że materiały wsadowe tworzą sklepienia i nie schodzą
w głąb pieca. Ze względu na miejsce powstania narostów zawieszenia można podzielić na
górne i dolne. Zawieszenie wsadu może powstawać na skutek oziębienia pieca lub
załadowania paliwa dającego duże ilości miału. Aby doprowadzić do opuszczenia się
zawieszonego słupa materiałów można zmniejszyć ilość i ciśnienie powietrza.
Konieczność
nieprzerwalnej
pracy
wielkiego
pieca
wymaga
dokonywania
systematycznych przeglądów mechanizmów i urządzeń. Niektóre prace związane z wymianą
części można przeprowadzić podczas biegu pieca, na przykład zmiana lin dużych skibów,
tarczy odsiewków itd. Jednak remont lub wymiana całego szeregu innych pociąga za sobą
konieczność zatrzymania mechanizmów, a prace mogą być dokonywane jedynie podczas
postoju wielkiego pieca. Prócz tego, pod działaniem procesów fizykomechanicznych lub
chemicznych, zużywają się lub niszczeją różne części samego wielkiego pieca, w wyniku
czego następuje zakłócenie normalnego przebiegu procesu wielkopiecowego. Powyższe
okoliczności zmuszają do zatrzymywania wielkiego pieca dla dokonywania prac
remontowych.
Remonty
dzielą
się,
w
zależności
od
charakteru
i
czasu
trwania,
na
planowo-zapobiegawcze, średnie i kapitalne.
Remonty planowo-zapobiegawcze (bieżące) obejmują takie prace, jak np. wymianę
chłodnicy beczkowej, kolan dyszowych, niektórych chłodnic dyszowych, poziomych chłodnic
w spadkach, wymianę małych skipów, małego dzwonu, zaworu gorącego dmuchu, przegląd
maszyny wyciągowej itp.
Remonty średnie wynikają z konieczności przeprowadzania robót większych, mających
na celu odbudowę obmurza szybu, ochronnych płyt gardzielowych, wymianę większej ilości
chłodnic szybu i pionowych płyt chłodniczych spadków, wymianę dużego dzwonu i misy
dystrybutora załadowczego małego dzwonu, kół linowych dla dużych skipów, kół dla

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
balansów dużego i małego dzwonu, remont wyłożenia komór spalania i górnych warstw
kratownicy nagrzewnic itp.
Remonty kapitalne są zawsze związane z wydmuchaniem wielkiego pieca, to znaczy
z całkowitym usunięciem z wnętrza pieca materiałów wsadowych oraz resztek surówki, tzw.
„wilków”, pozostałych we wgłębieniach trzonu pieca. Remonty kapitalne dzielą się
zazwyczaj zależnie od wielkości robót na następujące rodzaje:
—
zwykły remont kapitalny wielkiego pieca, obejmujący całkowitą wymianę ogniotrwałego
obmurza pieca oraz pancerza spadków,
—
wielki remont kapitalny – gdy oprócz wymienionych uprzednio robót następuje wymiana
poszczególnych wiązań pieca oraz wymienia się całkowicie lub częściowo, pancerz
szybu lub garu,
—
przebudowa pieca – gdy powiększa się objętość pieca, co pociąga zmianę większości
części konstrukcji metalowej pieca.
Czas trwania remontów średnich i kapitalnych jest zależny od zakresu przeprowadzanych
robót oraz od objętości pieców.
Czas trwania remontów średnich z częściową wymianą obmurza szybu w dobach wynosi:
—
dla objętości do 30 m
3
5–8,
—
powyżej 1000 m
3
12–15.
Czas trwania remontów średnich z pełną wymianą obmurza szybu w dobach wynosi:
—
dla objętości do 30 m
3
10–15,
—
powyżej 1000 m
3
25–30.
Remont kapitalny z pełną wymianą całego obmurza pieca i usunięciem wilków wynosi
w dobach:
—
dla objętości do 30 m
3
30–35,
—
powyżej 1000 m
3
45–50.
Wielki remont kapitalny z wymianą poszczególnych wiązań pieca wynosi w dobach:
—
dla objętości do 30 m
3
40–45,
—
powyżej 1000 m
3
55–60.
W przypadku długich postojów należy zastosować środki ułatwiające rozdmuchanie
pieca i przebicie otworu spustowego. W tym celu przed zatrzymaniem pieca należy dążyć do
załadowania całej objętości pieca nabojami lżejszymi, a namiar obliczyć na żużle mniej
zasadowe. Przy remontach średnich nie wydmuchuje się pieca, to znaczy, nie usuwa się
z niego całkowicie tworzyw. Jednakże poziom ich może się obniżyć do niższej części szybu
lub spadków, a niekiedy nawet stosuje się wydmuchiwanie pieca do poziomu dysz. Obniżenie
poziomu wsadu ma na celu:
—
zbadanie stanu ochronnych płyt gardzielowych i obmurza,
—
oderwanie odsłoniętych w szybie narostów,
—
remont obmurza lub wymianę ochronnych płyt gardzielowych,
—
usunięcie przepalonych chłodnic i ustawienie nowych.
We wszystkich tych przypadkach zasypuje się na powierzchnię wsadu kilka skipów rudy
i żużla wielkopiecowego aby zmniejszyć spalanie się koksu w piecu przy zetknięciu się
z powietrzem atmosfery oraz ułatwić prace remontowe.
Chociaż proces wielkopiecowy jest ciągły niejednokrotnie występuje potrzeba przerwania
ruchu pieca. Zatrzymanie pieca jest operacją niebezpieczną i powinno odbywać się ściśle
według ustalonej instrukcji.
Wygaszanie wielkiego pieca należy tak przeprowadzać, aby nie dopuścić do
podwyższania się temperatury gazów. Można stosować następujące metody wygaszania
wielkich pieców:
—
z zastosowaniem kamienia wapiennego,
—
z zastosowaniem drobnego koksu,
—
z doprowadzeniem wody do gardzieli.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Najczęściej stosuje się wygaszanie z doprowadzeniem wody.
Aby zapewnić należyte bezpieczeństwo obsługi wielkiego pieca należy bezwzględnie
przestrzegać przepisów bezpieczeństwa i higieny pracy. Przy przebijaniu otworu spustowego
i otwieraniu żużlówki obsługa pieca powinna pracować w specjalnych ubraniach ochronnych,
obuwiu ochronnym i okularach z bocznymi ochronami, a w czasie spustu również siatką
ochronną. Gęsta siatka ochronna zawieszona przy kapeluszu powinna zapewnić ochronę całej
twarzy. Rynna przy piecu w czasie przebijania otworu spustowego powinna być przykryta
blachą. Narzędzia, które przy pracy będą zanurzane w surówce muszą być starannie
podgrzane. Kadzie przygotowane do spustu surówki należy wysuszyć i podgrzać. Spust
surówki do zimnej lub wilgotnej kadzi grozi wybuchem. Kadzie żużlowe powinny być
oczyszczone z gruzu, opryskane wapnem i wysuszone. Spękania oraz inne uszkodzenia kadzi
należy zasmarować gliną i zasypać piaskiem lub żużlem. Kadzi nie napełniamy całkowicie,
co pozwala na uniknięcie rozlewania gorącego materiału w czasie transportu. Transport kadzi
powinien odbywać się ze wskazaną szybkością, bez wstrząsów i szarpnięć. Przy przepalaniu
otworu spustowego tlenem należy używać rurek odpowiedniej długości, rurki krótkie muszą
być łączone na gwint. Nie wolno łączyć rurek za pomocą węży gumowych. Przy przepalaniu
otworu spustowego względnie żużlówki tlenem, butle powinny być zabrane spod pieca jak
tylko pojawi się strumień surówki lub żużla. Dysze i żużlówki można wymieniać tylko
podczas postoju. O postoju pieca dokonywanego dla wymiany dysz lub innych urządzeń
chłodzących należy poinformować obsługę urządzeń załadowczych. Nie należy bowiem po
zatrzymaniu pieca załadowywać materiałów wsadowych gdyż grozi to wybuchem. Nie wolno
stać naprzeciw otworu dyszy przy dokonywaniu jej wymiany, gdyż gwałtownie uchodzące
z pieca gazy, kawałki koksu lub żużla mogą spowodować poparzenia. Dla ochrony przed
zagazowaniem należy często kontrolować szczelność pancerza pieca, przewodów, zaworów
gazowych, palników i nagrzewnic. Kontroli dokonują specjalni pracownicy wyposażeni
w maski gazowe i aparaty do pomiaru stężenia tlenku węgla. Zabezpieczenie miejsc pracy
polega na zapewnieniu odpowiedniego oświetlenia, sygnalizacji niebezpieczeństwa oraz
utrzymaniu porządku i czystości.
Szczegółowe zasady bezpieczeństwa i higieny pracy na wydziałach wielkopiecowych
reguluje ROZPORZĄDZENIE MINISTRA GOSPODARKI z dnia 20 września 2001 r.
w sprawie bezpieczeństwa i higieny pracy w hutach żelaza(Dz.U.z dnia 8 października
2001 r.) W rozporządzeniu znalazły się między innymi następujące zasady bezpiecznej pracy
przy wielkim piecu:
—
w przypadku konieczności przeprowadzenia w określonym miejscu czynności mogących
stwarzać zagrożenie dla życia i zdrowia ludzi, miejsca te powinny być ogrodzone
i oznakowane,
—
skrzyżowania torów kolejowych, po których odbywa się transport ciekłego metalu
i żużla, w miarę technicznych możliwości, powinny być wyeliminowane,
—
skrzyżowania dróg transportu kołowego z torami kolejowymi na terenie hut żelaza
powinny być wyposażone w zapory lub sygnalizację świetlną i oznakowane według
wymagań określonych w przepisach o ruchu drogowym,
—
na terenach wydziałów produkcyjnych drogi przeznaczone dla ruchu kołowego powinny
być jednokierunkowe i oznakowane zgodnie z ogólnymi przepisami bezpieczeństwa
i higieny pracy,
—
na przejazdach kolejowych powinny być zainstalowane mostki lub tunele dla pieszych.
Jeżeli zainstalowanie tych urządzeń jest niemożliwe ze względów technicznych,
przejazdy kolejowe powinny posiadać zapory lub automatyczną sygnalizację świetlną
i akustyczną,
—
instalacje i urządzenia gazowe powinny być poddawane okresowym komisyjnym
przeglądom. Zakres i częstotliwość przeglądów określają przepisy o dozorze
technicznym,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
—
miejsca, w których mogą wystąpić zagrożenia gazowe, w zależności od stopnia
zanieczyszczenia atmosfery trującymi, palnymi lub niepalnymi gazami i parami, powinny
być podzielone na strefy zagrożenia gazowego,
—
kanały, którymi prowadzone są instalacje gazowe, powinny być murowane,
przewietrzane i oświetlone,
—
instalacje i urządzenia gazowe powinny być wyposażone w instrukcje ratownictwa
gazowego na wypadek niekontrolowanego wypływu gazu,
—
pracownicy zatrudnieni przy obsłudze instalacji tlenowych powinni używać
niezatłuszczonej odzieży bawełnianej lub wełnianej o gęstej strukturze włókien,
—
części suwnicy narażone na bezpośrednie działanie płomieni lub odprysków ciekłego
metalu powinny być osłonięte,
—
wyładunek wsadu z wagonów kolejowych na składowiska i załadunek tego wsadu do
wagonów samowyładowczych powinien być zmechanizowany,
—
niedopuszczalne jest przebywanie pracowników w wagonach, podczas załadunku
i wyładunku wsadu,
—
praca wywrotnicy powinna być zautomatyzowana, a urządzenia sterownicze
zabezpieczone w sposób wykluczający możliwość przypadkowego uruchomienia napędu.
—
podnoszenie lub obracanie wagonów na wywrotnicy może nastąpić tylko wtedy, gdy
pracownik obsługujący wywrotnicę upewni się, że wagon został właściwie ustawiony
i zamocowany, a w wagonie, w jego pobliżu lub w zasobnikach nie znajdują się inni
pracownicy,
—
podczas pracy wywrotnicy powinna być włączona sygnalizacja świetlna i akustyczna,
—
tory rozrządowe, na które kierowane są wagony z wywrotnicy, powinny być wyposażone
w urządzenia hamujące bieg wagonu,
—
miejsca rozładunku taśmy spiekalniczej, łamacze spieku oraz podajniki spieku
prowadzące do chłodni powinny być obudowane i wyposażone w urządzenia odpylające,
—
każda grupa nagrzewnic powinna być obsługiwana przez co najmniej dwóch
pracowników,
—
naprawa nagrzewnicy powinna odbywać się po jej wystudzeniu do temperatury
nieprzekraczającej 40°C (313 K),
—
pomosty gardzielowe wielkich pieców, mostki i schody powinny być wykonane
z materiałów ognioodpornych i zaopatrzone w stabilne poręcze oraz w krawężniki
zgodnie z Polskimi Normami,
—
pomosty, schody i mostki, z wyjątkiem głównego pomostu gardzielowego, powinny być
ażurowe,
—
przyrządy sterownicze urządzeń wielkopiecowych powinny być wyposażone w blokady
zabezpieczające przed przypadkowym ich uruchomieniem,
—
sterowanie urządzeniami wielkopiecowymi powinno być wykonywane centralnie,
—
baseny i instalacje do wodnej granulacji żużla ciekłego powinny być zaopatrzone
w niezbędne osłony i zabezpieczenia,
—
urządzenia wielkopiecowe powinny być wyposażone w sygnalizację świetlną
i akustyczną
łączącą
stanowiska
pracy
z
miejscami
sterowania
operacjami
produkcyjnymi,
—
pracownik uruchamia wyciąg po uprzednim otrzymaniu sygnału,
—
otwory w szybach wyciągu służące do załadunku i wyładunku powinny zamykać się
automatycznie,
—
szyb wyciągu pionowego, na całej wysokości, powinien być zabezpieczony ze
wszystkich stron osłonami,
—
wyciąg skipowy powinien być osłonięty od spodu oraz z boków do wysokości co
najmniej 3 m ponad górny poziom jamy skipowej,
—
wewnątrz i na zewnątrz jamy skipowej powinna być zainstalowana sygnalizacja świetlna
i akustyczna,
—
wejście pracowników do jamy skipowej jest dopuszczalne po uprzednim
unieruchomieniu i zablokowaniu skipa oraz odsunięciu od tej jamy wagonu – wagi,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
—
wagon – waga powinien być wyposażony w ostrzegawczą sygnalizację świetlną
i akustyczną,
—
wyłącznik służący do otwierania i zamykania klapy zasobników wagonu – wagi powinien
być osłonięty w taki sposób, aby niemożliwe było przypadkowe otworzenie klapy,
—
pracowników na pomosty gardzielowe wielkich pieców i nagrzewnic przewozi się
dźwigami osobowymi,
—
niedopuszczalne jest podczas pracy wielkiego pieca przeprowadzanie jakichkolwiek
napraw przy klapach eksplozyjnych,
—
pomiar poziomu wsadu w wielkim piecu powinien odbywać się za pomocą
automatycznie działających sond. Pomiar poziomu wsadu za pomocą ręcznych sond jest
dopuszczalny tylko w razie konieczności sprawdzenia prawidłowości działania sond
automatycznych,
—
kabina suwnicy, hala rozlewnicza i pomieszczenie taśmy spiekalniczej powinny być
wyposażone w urządzenia do kontroli i sygnalizacji przekroczenia dopuszczalnego
stężenia tlenku węgla,
—
wóz do przewozu ciekłego metalu i żużla powinien być wyposażony w automatyczne
sprzęgi, zderzaki, amortyzatory oraz ochraniacze kół,
—
kadź do przewozu ciekłego metalu i żużla powinna być tak zamocowana na podwoziu
wozu, aby niemożliwe było przypadkowe jej przechylenie,
—
kadź żużlowa przed użyciem powinna być poddana kontroli stanu technicznego
i czystości jej wnętrza,
—
kadź do transportu surówki lub żużla powinna być napełniana do wysokości co najwyżej
0,25 m poniżej jej górnej krawędzi,
—
naprawa otworu spustowego, wymiana dyszy powietrznej i żużlówki oraz urządzeń
chłodzących wielkiego pieca powinna być prowadzona wyłącznie na polecenie i pod
kierunkiem pracownika nadzorującego obsługujących ten piec oraz po zatrzymaniu pracy
wielkiego pieca,
—
w przypadku gdy w garze znajduje się ciekły metal lub żużel, przed zatrzymaniem pracy
wielkiego pieca powinna być spuszczona jego zawartość,
—
przebijanie otworu spustowego w wielkim piecu powinno być zmechanizowane,
—
w przypadku ręcznego przebijania otworu spustowego rynny spustowe surówki i żużla
powinny być przykryte blachą ułożoną na stalowych prętach,
—
otwór spustowy przy ręcznym przebijaniu powinien być zabezpieczony przed nagłym
wyrzutem surówki z wielkiego pieca,
—
przyrządy i narzędzia używane do pracy przy spuszczaniu surówki powinny być przed
ich użyciem wysuszone i nagrzane,
—
otwór spustowy, koryto główne, rynny spustowe surówki i żużla, zapory, wyprawy
gliniane i inne elementy narażone na zetknięcie się z ciekłym metalem lub żużlem
powinny być przed rozpoczęciem spustu oczyszczone i wysuszone,
—
w miejscach przejść dla pieszych przez rynny spustowe surówki i żużla powinny być
zainstalowane mostki,
—
dla zabezpieczenia pracowników przed płomieniem, rozpryskami ciekłego metalu lub
ż
użla powinny być stosowane osłony naprzeciw okien wsadowych,
—
podczas zlewania surówki i ściągania żużla powinny być włączone sygnały
ostrzegawcze,
—
w przypadku konieczności przeprowadzenia w określonym miejscu czynności mogących
stwarzać zagrożenie dla życia i zdrowia ludzi, miejsca te powinny być ogrodzone
i oznakowane.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.5.2
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jak można rozpoznać przepaloną dyszę?
2.
Jak można stwierdzić uszkodzenie chłodnicy?
3.
Jak zamyka się otwór spustowy?
4.
Jakie zaburzenia mogą wystąpić podczas pracy wielkiego pieca?
5.
Jakie są oznaki oziębienia biegu wielkiego pieca?
6.
Jak można przywrócić prawidłowy bieg pieca po oziębieniu?
7.
Jakie są przyczyny zawieszenia wsadu?
8.
Jak są metody wygaszania wielkiego pieca?
9.
Jakie zasady bhp obowiązują na wydziale wielkopiecowym?
4.5.3. Ćwiczenia
Ćwiczenie 1
Sprawdź stan techniczny dysz.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje sposobów oceny stanu technicznego
dysz,
2)
przeprowadzić obserwacje dysz podczas biegu pieca oraz spustu surówki,
3)
na podstawie obserwacji ocenić stan dysz,
4)
zastosować zasady bhp,
5)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
stanowisko obsługi garu wielkiego pieca,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Oceń zasadowość żużla.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach informacje dotyczące sposobów oceny składu chemicznego
ż
użli,
2)
przeprowadzić obserwacje przełomu próbek żużla,
3)
określić skład żużla,
4)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
próbki żużla,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Ćwiczenie 3
Załaduj zatykarkę świeżą masą ogniotrwałą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach informacje dotyczące zatykarek otworu spustowego surówki,
2)
zastosować przepisy bhp,
3)
oczyść cylinder zatykarki,
4)
przygotować masę ogniotrwałą,
5)
załadować cylinder zatykarki świeżą masą,
6)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
zatykarka,
−
masa ogniotrwała,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Określ zakres prac i czas trwania remontu bieżącego, remontu średniego i kapitalnego
wielkiego pieca.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach informacje dotyczące remontu wielkiego pieca,
2)
określić zakres prac podczas remontu bieżącego,
3)
określić zakres prac, czas trwania i przygotowanie pieca do remontów średnich,
4)
określić zakres prac, czas trwania i przygotowanie pieca do remontów kapitalnych,
5)
zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
dokumentacja remontów wielkiego pieca,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 5
Scharakteryzuj zasady bezpieczeństwa i higieny pracy obowiązujące podczas prac przy
garze wielkiego pieca.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach informacje dotyczące bhp podczas otrzymywania surówki,
2)
określić zasady dotyczące stosowania odzieży ochronnej,
3)
określić zasady bhp obowiązujące przy spuście surówki i żużla,
4)
zaprezentować wynik ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Wyposażenie stanowiska pracy:
−
rozporządzenia dotyczące bhp w hutach żelaza,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować rodzaje zaburzeń pracy wielkiego pieca?
2)
określić sposoby zniwelowania zaburzeń pracy wielkiego pieca?
3)
określić stan techniczny dysz?
4)
określić zasadowość żużli wielkopiecowych?
5)
scharakteryzować sposoby wygaszania wielkiego pieca?
6)
rozróżnić urządzenia stosowane do zamykania i otwierania otworów
spustowych?
7)
rozróżnić urządzenia stosowane do zamykania i otwierania otworów
spustowych?
8)
określić zakres remontu bieżącego, średniego i kapitalnego wielkiego
pieca?
9)
określić zasady bhp, ochrony ppoż. i ochrony środowiska
obowiązujące podczas produkcji surówki?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 30 minut.
Powodzenia!
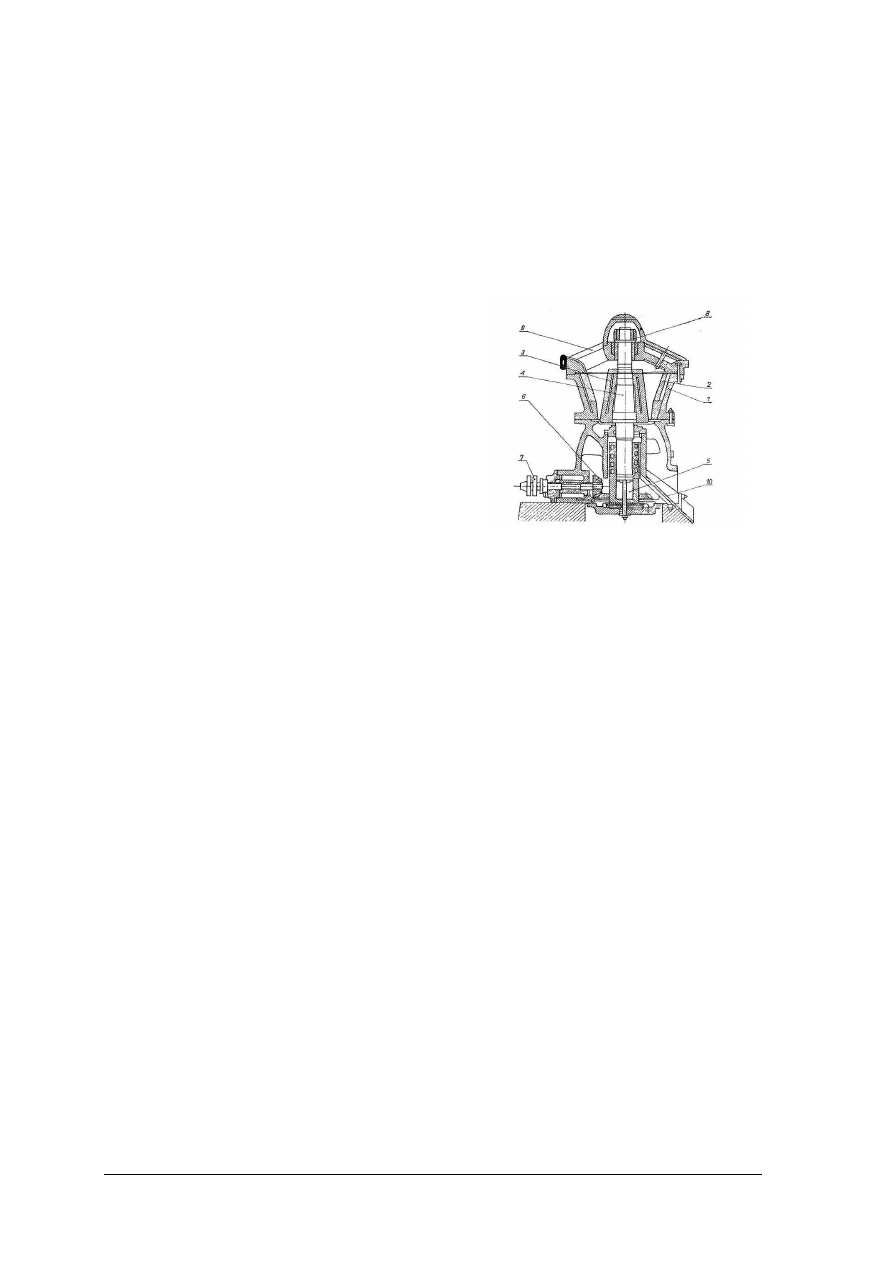
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
ZESTAW ZADAŃ TESTOWYCH
1. Ruda żelaza o wzorze chemicznym Fe
3
O
4
to
a)
hematyt.
b)
magnetyt.
c)
limonit.
d)
syderyt.
2. Urządzenie przedstawione na schemacie jest stosowane do
a)
sortowania rud.
b)
grudkowania rud.
c)
rozdrabniania rud.
d)
brykietowania rud.
3. Strefa wielkiego pieca w której umieszczone są otwory służące do spuszczania surówki
to
a)
gardziel.
b)
przestroi.
c)
szyb.
d)
gar.
4. W skale płonnej rudy przeważa kalcyt. Dla takich rud topnikiem jest
a)
magnezyt.
b)
kwaśny żużel.
c)
węglan wapnia.
d)
dolomit.
5. Zawartość węgla w surówkach żelaza wynosi
a)
2,3–3,2 %.
b)
5,1–6,3 %.
c)
3,7–5,5 %.
d)
3,2–4,3 %.
6. Zawartość manganu w surówkach zwierciadlistych wynosi
a)
3,7–3,8 %.
b)
6,0–24,0 %.
c)
5,0–5,5 %.
d)
0,4–1,0 %.
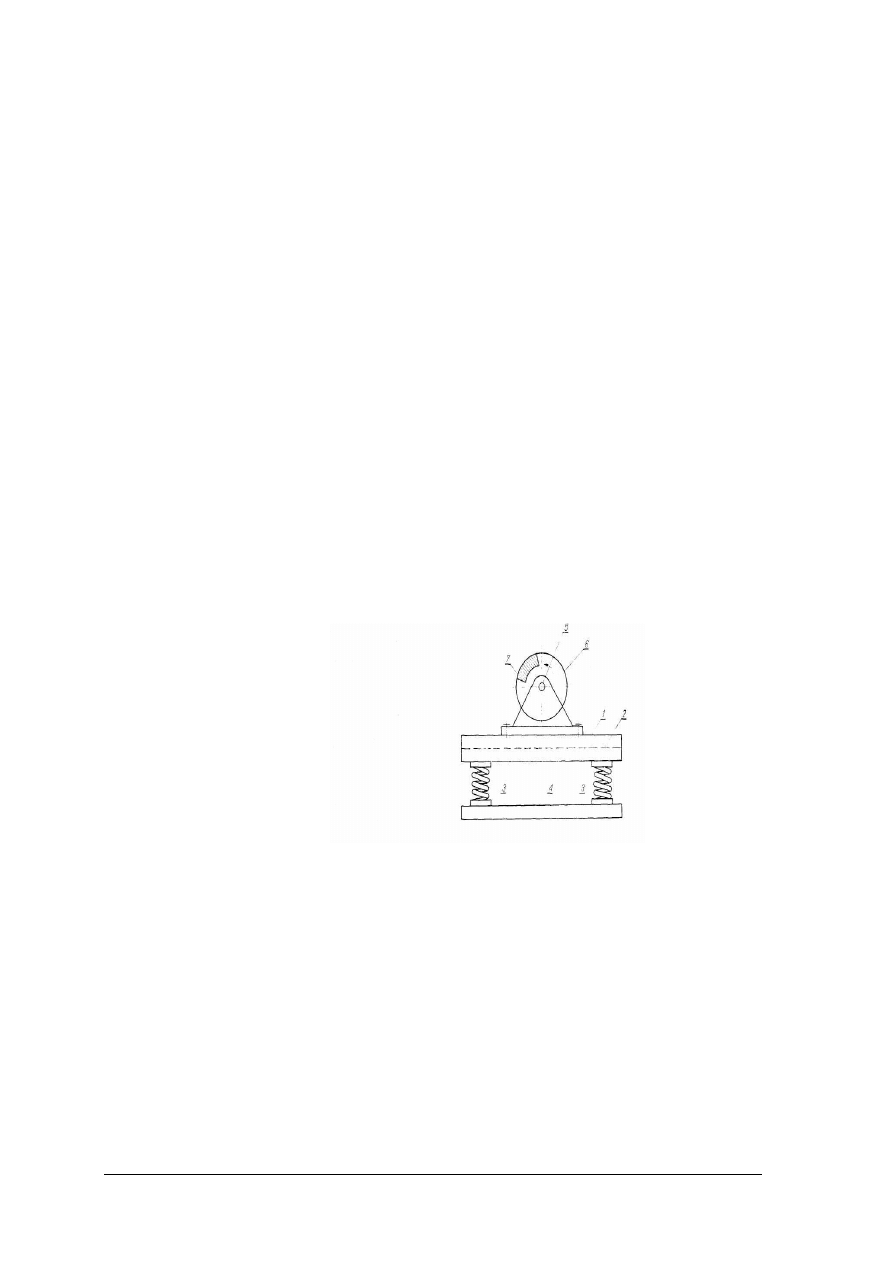
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
7. Skurcz odlewniczy zmniejsza dodatek
a)
fosforu.
b)
manganu.
c)
krzemu.
d)
siarki,
8. Temperatura w garze wielkiego pieca wynosi
a)
około 1900ºC.
b)
około 160ºC.
c)
około 2100ºC.
d)
około 1600ºC.
9. Produktem wielkopiecowym nie jest
a)
koks.
b)
ż
użel.
c)
surówka żelaza.
d)
gaz wielkopiecowy.
10. Prawidłowy bieg pieca po przegrzaniu można przywrócić poprzez
a)
zwiększenie ilość wprowadzanej rudy.
b)
zmniejszenie ciśnienie powietrza.
c)
zwiększenie ilość dodawanego koksu.
d)
zmniejszenie ilość wdmuchiwanego powietrza.
11. Urządzenie przedstawione na schemacie służy do
a)
sortowania rudy.
b)
zbrylania rudy.
c)
spiekania rudy.
d)
brykietowania
rudy.
12. Domieszką szkodliwą w surówkach żelaza jest
a)
chrom.
b)
krzem.
c)
fosfor.
d)
mangan.
13. Brykietowanie rud jest procesem polegającym na:
a)
tworzeniu z rudy foremnych kulek o średnicy 20–25 mm.
b)
zbrylaniu rudy w prasach pod ciśnieniem.
c)
łączeniu rudy z topnikami.
d)
rozdrabnianiu rudy w celu uzyskania odpowiedniej ziarnistości.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
14. Jedna z dysz wielkiego pieca świeci na czerwono. Jest to oznaką
a)
oziębienia pieca.
b)
przegrzania pieca.
c)
przepalenia dyszy.
d)
zawieszenia wsadu.
15. Sądy izotopowe służą do kontroli
a)
składu rudy.
b)
ciśnienia dmuchu.
c)
temperatury dmuchu.
d)
poziomu wsadu.
16. Do materiałów wsadowych w wielkim piecu nie należy
a)
topnik.
b)
koks.
c)
ruda żelaza.
d)
gaz wielkopiecowy.
17. Rudą o największej zawartości żelaza jest
a)
syderyt.
b)
limonit.
c)
hematyt.
d)
magnetyt.
18. Podczas obserwacji procesu spiekania stwierdzono, że spiek na przełomie jest w całości
ciemny. W takim przypadku obsługa taśmy spiekalniczej powinna
a)
zwiększyć ilość doprowadzonego powietrza.
b)
zmniejszyć prędkość taśmy.
c)
zwiększyć ilość koksiku.
d)
zwiększyć prędkość taśmy.
19. Aby zwiększyć grafityzację żeliwa należy w surówkach odlewniczych
a)
zwiększyć ilość krzemu.
b)
zmniejszyć ilość krzemu.
c)
zwiększyć zawartość fosforu.
d)
zmniejszyć zawartość fosforu.
20. Redukcja bezpośrednia zachodzi wg reakcji
a)
3Fe + 2CO = Fe
3
C + CO
2
.
b)
CO
2
+ C = 2 CO.
c)
FeO + C = Fe + CO.
d)
Fe
3
O
4
+CO = 3FeO + CO
2
.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
KARTA ODPOWIEDZI
Imię i nazwisko………………………………………………………………………………….
Otrzymywanie surówki
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
6. LITERATURA
1.
Górecki A.: Technologia ogólna, WSiP, Warszawa 1989
2.
http://ippc.mos.gov.pl/preview/pl/poradniki_branzowe%20(2).html
3.
Hutnictwo i odlewnictwo, WSiP, Warszawa 1974
4.
Rodek M.: Maszyny i urządzenia metalurgiczne. Państwowe Wydawnictwa Szkolnictwa
Zawodowego Warszawa, 1973
Czasopisma
–
Nowa Edukacja Zawodowa
–
Edukator Zawodowy – www.koweziu.edu.pl/edukator/index.php
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 02 n
operator maszyn i urzadzen metalurgicznych 812[02] z1 01 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 03 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 02 u
operator maszyn i urzadzen metalurgicznych 812[02] z1 01 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 01 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 01 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 02 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 02 u
operator maszyn i urzadzen metalurgicznych 812[02] o1 01 u
więcej podobnych podstron