„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Dorota Lubaszka
Otrzymywanie stali
812[02].Z2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Janusz Górny
mgr inż. Jacek Widera
Opracowanie redakcyjne:
mgr inż. Dorota Lubaszka
Konsultacja:
mgr inż. Danuta Pawełczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[02].Z2.02
„Otrzymywanie stali”, zawartego w modułowym programie nauczania dla zawodu operator
maszyn i urządzeń metalurgicznych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
4
3. Cele kształcenia
5
4. Materiał nauczania
6
4.1. Otrzymywanie stali w piecach martenowskich
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
18
4.1.3. Ćwiczenia
19
4.1.4. Sprawdzian postępów
21
4.2. Otrzymywanie stali metodami konwertorowymi
22
4.2.1. Materiał nauczania
22
4.2.2. Pytania sprawdzające
31
4.2.3. Ćwiczenia
31
4.2.4. Sprawdzian postępów
34
4.3. Otrzymywanie stali w piecach elektrycznych
35
4.3.1. Materiał nauczania
35
4.3.2. Pytania sprawdzające
48
4.3.3. Ćwiczenia
48
4.3.4. Sprawdzian postępów
51
4.4. Odlewanie stali
52
4.4.1. Materiał nauczania
52
4.4.2. Pytania sprawdzające
60
4.4.3. Ćwiczenia
60
4.4.4. Sprawdzian postępów
63
5. Sprawdzian osiągnięć
6. Literatura
66
69
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu otrzymywania stali.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, które pozwolą Ci stwierdzić czy już opanowałeś określone treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań testowych,
−
literaturę uzupełniającą.
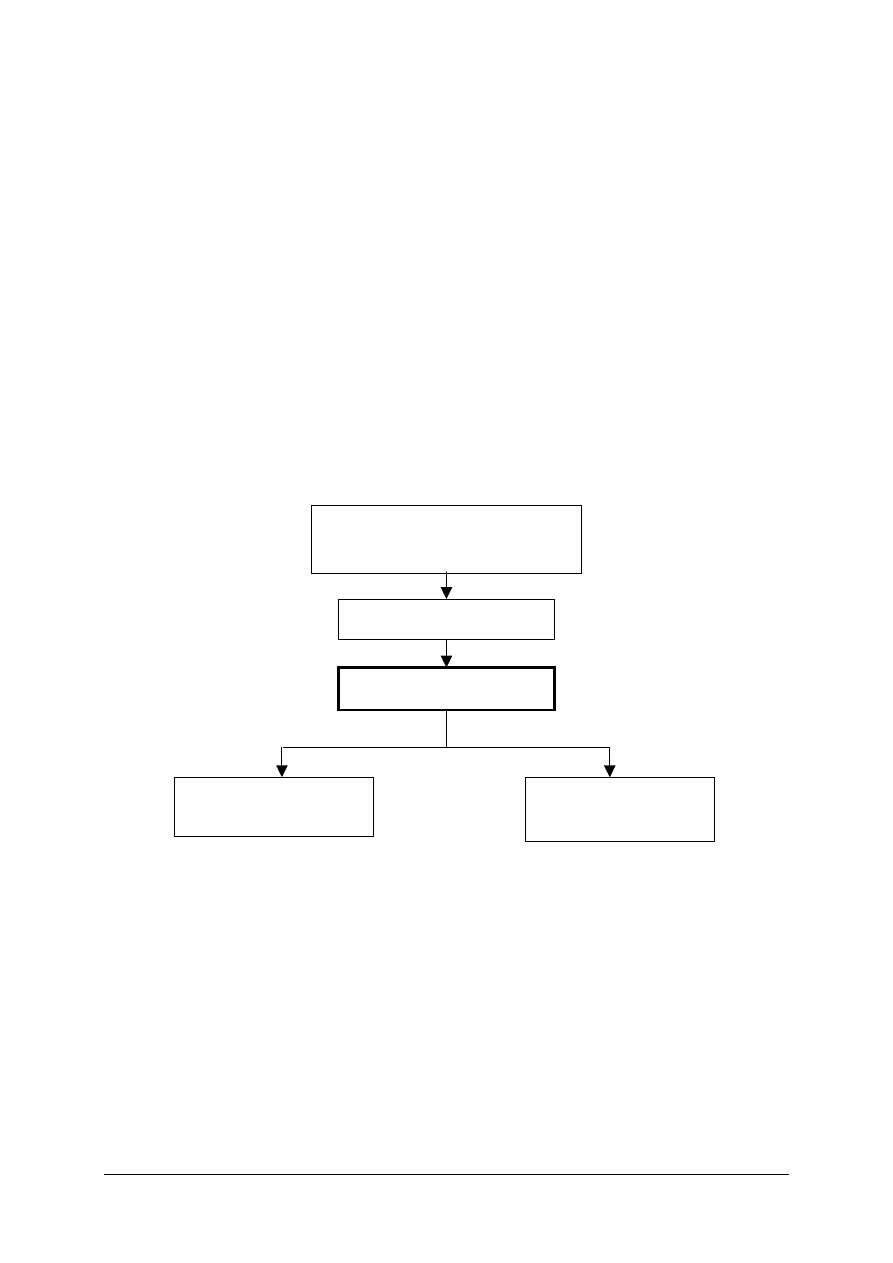
Schemat układu jednostek modułowych
812[02].Z2
Technologia procesów
metalurgicznych
812[02].Z2.01
Otrzymywanie surówki
812[02].Z2.02
Otrzymywanie stali
812[02].Z2.03
Otrzymywanie metali
nieżelaznych
812[02].Z2.04
Otrzymywanie materiałów
z proszków spiekanych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej powinieneś umieć:
−
posługiwać się podstawowymi pojęciami z zakresu metaloznawstwa,
−
charakteryzować rudy żelaza,
−
rozróżniać składniki strukturalne, gatunki, właściwości i zastosowanie stopów Fe-C,
−
charakteryzować rodzaje surówek oraz określić ich przeznaczenie,
−
określać pierwiastki szkodliwe występujące w surówkach oraz ich wpływ na właściwości
surówek,
−
rozróżniać reakcje egzotermiczne i endotermiczne,
−
charakteryzować materiały ogniotrwałe,
−
rozróżniać rodzaje paliw stosowanych w procesach metalurgicznych,
−
charakteryzować maszyny i urządzenia stosowane w procesach metalurgicznych,
−
charakteryzować układy sterowania i regulacji stosowane w procesach metalurgicznych,
−
stosować przepisy bhp, przeciw pożarowe oraz ochrony środowiska,
−
korzystać z dokumentacji technicznej, literatury technicznej, norm i poradników,
−
pracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować stal według metod otrzymywania,
−
scharakteryzować materiały wsadowe i pomocnicze do procesów stalowniczych,
−
rozróżnić urządzenia do przygotowania złomu stalowego,
−
rozróżnić rodzaje procesów konwertorowych,
−
wyjaśnić konstrukcję konwertora tlenowego,
−
rozróżnić urządzenia do odpylania gazów konwertorowych,
−
scharakteryzować przebieg procesu konwertorowo-tlenowego,
−
wyjaśnić budowę pieca martenowskiego,
−
scharakteryzować przebieg procesu martenowskiego,
−
rozróżnić rodzaje pieców łukowych,
−
wyjaśnić konstrukcje pieca łukowego trójfazowego,
−
scharakteryzować przebieg procesu wytapiania stali w piecu łukowym,
−
scharakteryzować wytapianie stali w piecach indukcyjnych,
−
scharakteryzować obróbkę pozapiecową stali,
−
rozróżnić sprzęt do odlewania stali,
−
wyjaśnić sposoby odlewania stali,
−
rozróżnić wady wlewków i określić przyczyny ich powstawania,
−
scharakteryzować odlewanie stali sposobem ciągłym,
−
rozróżnić urządzenia kontrolno-pomiarowe stosowane w procesach stalowniczych,
−
rozróżnić rodzaje naprawy pieców stalowniczych,
−
określić zasady zachowania się w strefach gazoniebezpiecznych oraz w strefach
bezpośredniego zagrożenia odpryskiem żużla i ciekłego metalu oraz gorącego metalu
i zgorzeliny,
−
określić zasady bhp, ochrony przeciwpożarowej i ochrony środowiska naturalnego
obowiązujące w stalowniach,
−
posłużyć się dokumentacją technologiczną, Dokumentacją Techniczno-Ruchową,
normami: polskimi, branżowymi i zakładowymi oraz poradnikami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4.
MATERIAŁ NAUCZANIA
4.1. Otrzymywanie stali w piecach martenowskich
4.1.1. Materiał nauczania
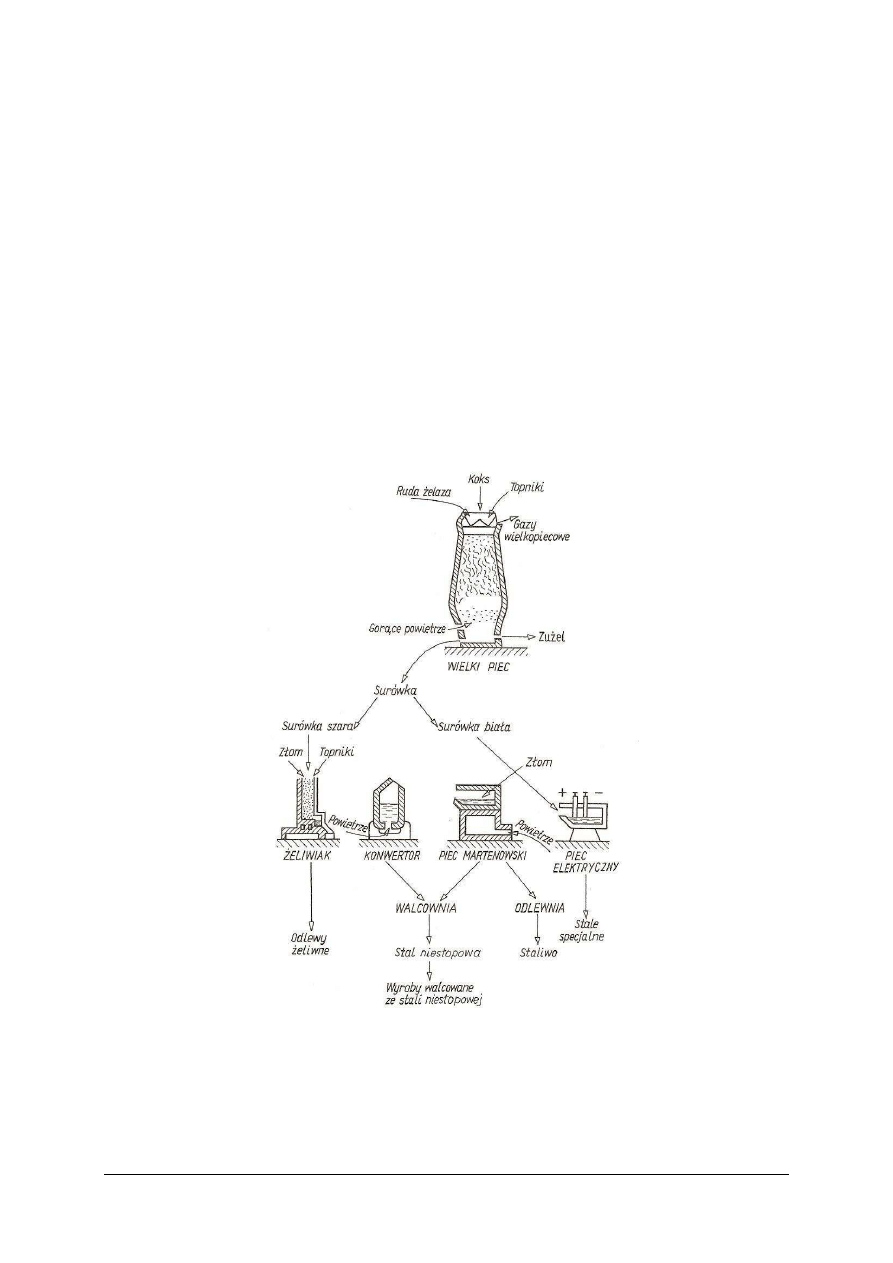
Stal otrzymuje się w wyniku przeróbki surówki otrzymywanej w procesie
wielkopiecowym. Stal może zawierać do 2% węgla, podczas gdy surówka zawiera 3,2–4,3%
węgla, więc głównym celem procesu otrzymywania stali jest odwęglanie surówki. Surówka
zawiera również domieszki w postaci krzemu, manganu, siarki i fosforu. Siarka i fosfor są
domieszkami szkodliwymi. Zawartość siarki powoduje kruchość stopu na gorąco, a zawartość
fosforu kruchość na zimno oraz pogarsza, własności plastyczne i udarność stopu. Podczas
przerobu surówki na stal zarówno węgiel jak i domieszki ulegają częściowemu wypaleniu. Do
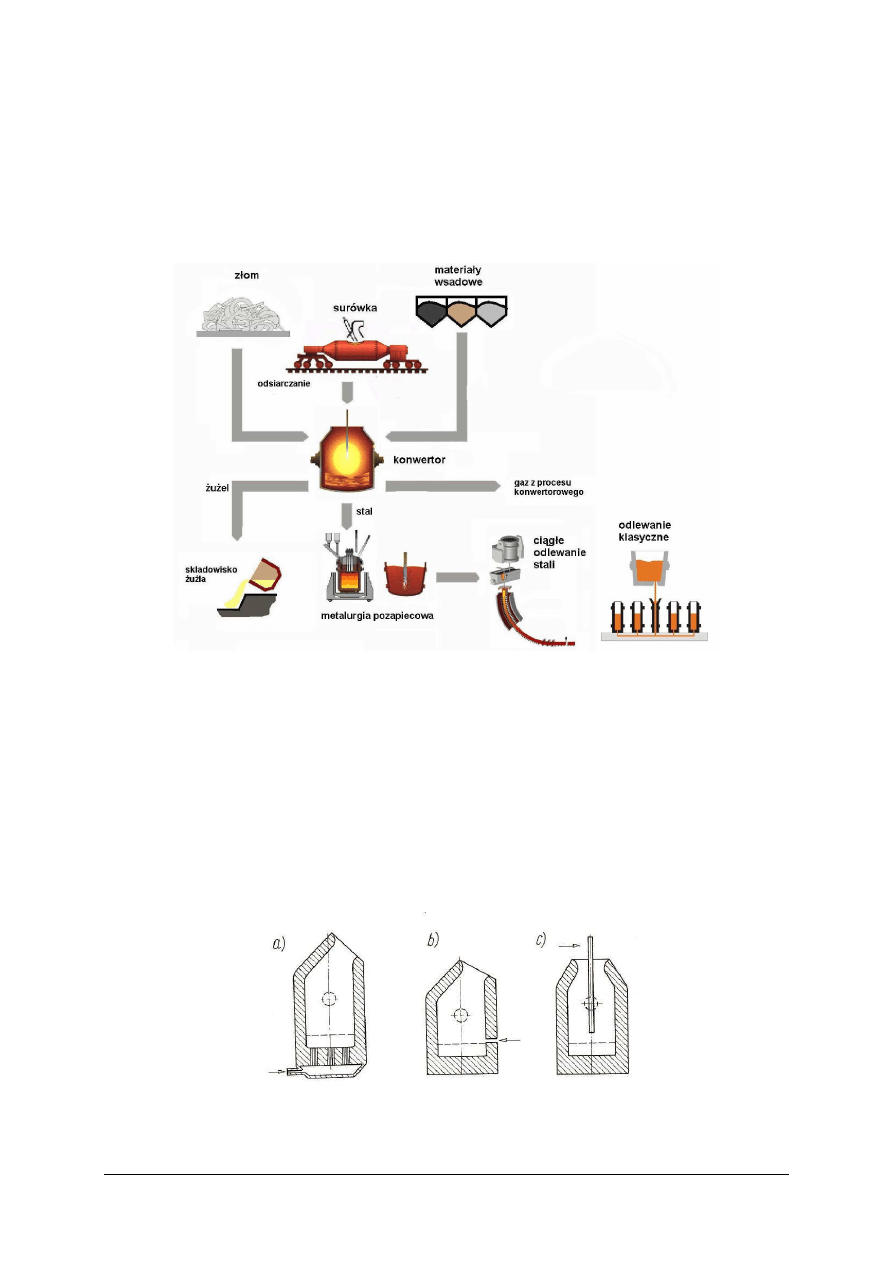
wyrobu stali stosuje się metodę martenowską, konwertorową oraz elektryczną (rys. 1).
Rys. 1. Proces otrzymywania stopów żelaza z węglem [1, s. 104]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
Wszystkie obecnie produkowane gatunki stali można podzielić według następujących
kryteriów:
−
metoda otrzymywania,
−
metoda odtleniania,
−
skład chemiczny,
−
jakość,
−
mikrostruktura,
−
zastosowanie.
Według metod otrzymywania stale dzielimy na:
1. Stale otrzymywane w procesie tyglowym tak zwane stale tyglowe.
2. Stale martenowskie:
−
procesu zasadowego,
−
procesu kwaśnego.
3. Stale konwertorowe, otrzymywane w procesach:
−
besemerowskim,
−
tomasowskim,
−
konwertorowym z bocznym dmuchem.
4. Stale procesu elektrycznego:
−
zasadowego,
−
kwaśnego.
−
Stale procesów tlenowo-konwertorowych.
Metodą tyglową wytapia się stale wysokowęglowe, szczególnie stale narzędziowe.
Przetapianie odbywa się w szczelnie zakrytych tyglach o pojemności kilkudziesięciu
kilogramów. Tygle sporządza się z mieszaniny grafitu, gliny ogniotrwałej i piasku
kwarcowego. Wytop stali metodą tyglową jest procesem kwaśnym, a więc nie można
z metalu usunąć domieszek fosforu i siarki. Stal otrzymana metodą tyglową jest dobrze
odtleniona i zawiera mniej wodoru i azotu niż stal wytapiana innymi metodami.
Materiały wsadowe do procesów stalowniczych dzieli się na materiały metaliczne
i niemetaliczne.
Do materiałów wsadowych metalicznych należą:
−
zasadnicze materiały wsadowe: surówka(w stanie stałym lub ciekłym) i złom stalowy,
−
odtleniacze oraz dodatki stopowe: żelazostopy i metale, które dodaje się w końcowym
okresie procesu wytapiania, w celu odtlenienia lub uzupełnienia składu chemicznego.
Do materiałów wsadowych niemetalicznych należą:
−
materiały żużlotwórcze, umożliwiające uzyskanie żądanego składu żużla, a więc kamień
wapienny (CaCO
3
), wapno (CaO), piasek (SiO
2
), boksyt (Al
2
O
3
·2H
2
O), fluoryt (CaF
2
),
−
materiały utleniające zapewniające utlenienie domieszek wsadu metalicznego (ruda
ż
elaza, zgorzelina walcownicza), a także wdmuchiwane do pieca powietrze lub tlen.
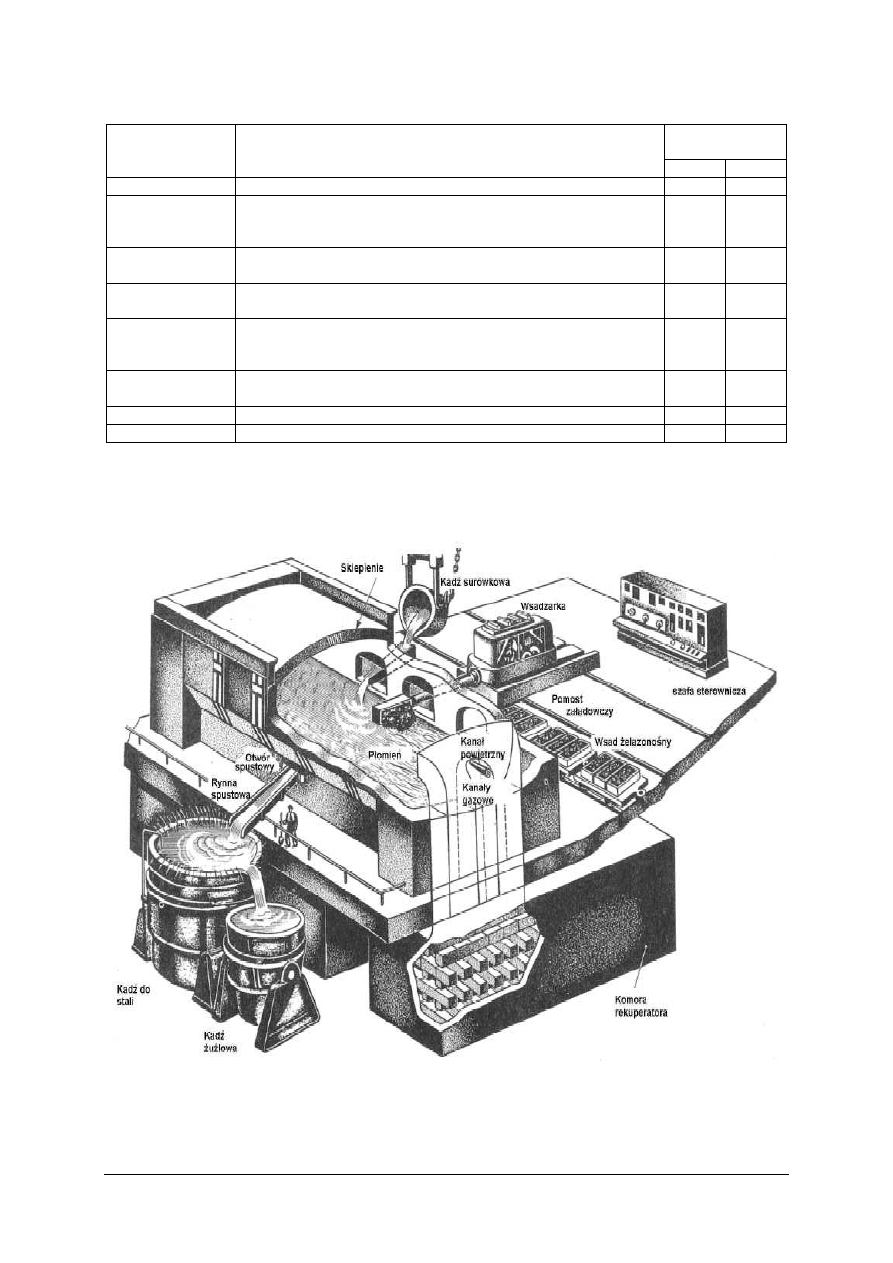
Ze wszystkich pieców metalurgicznych piec martenowski (Siemensa-Martina) ma
najbardziej skomplikowaną budowę (rys. 2). Jest piecem płomiennym do wytapiania stali
z surówki i złomu żelaznego przy udziale rudy i topników oraz żelazostopów i odtleniaczy.
Jako urządzenie cieplne składa się on z kilku oddzielnych części, mających określone
przeznaczenie (tabela 1).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Tabela 1. Przeznaczenie i najwyższe temperatury w poszczególnych częściach pieca martenowskiego [5, s. 72]
Najwyższa
temperatura
Nazwa części
pieca
Przeznaczenie
°C
K
Część robocza
wytapianie stali, spalanie paliwa
1700
1973
Głowica
zmieszanie gazu z powietrzem, początek spalania paliwa,
doprowadzenie do przestrzeni roboczej gazu i powietrza oraz
odprowadzenie z przestrzeni roboczej spalin
1650
1823
Przewody
doprowadzenie z regeneratorów do głowicy gazu i powietrza,
odprowadzenie z głowicy spalin do komór żużlowych
1600
1873
Komory żużlowe
osadzanie żużla i pyłu ze spalin, przekazywanie gazu i powietrza
z regeneratorów do przewodów i spalin z przewodów generatorów
1450
1723
Regeneratory
(z kratownicą)
nagrzewanie powietrza i gazów doprowadzanych do pieca
i przekazywanie spalin przez kanały gazowe i powietrzne do
urządzenia rozrządowego i komina
1350
1623
Kanały gazowe
i powietrzne
przekazywanie spalin z regeneratorów do urządzenia rozrządczego
i komina oraz gazu i powietrza z zaworów do regeneratorów
900
1173
Kanały kominowe
przeprowadzenie spalin do komina
700
973
Komin
Wytworzenie ciągu dla spalin i usuwanie ich na zewnątrz
550
823
Dzięki odzyskaniu w regeneratorach pewnej ilości ciepła, w piecu martenowskim można
uzyskiwać bardzo wysoką temperaturę (ok. 1750ºC), umożliwiającą utrzymywanie stali
w stanie ciekłym.
Rys. 2. Proces otrzymywania stali w piecu martenowskim [3]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
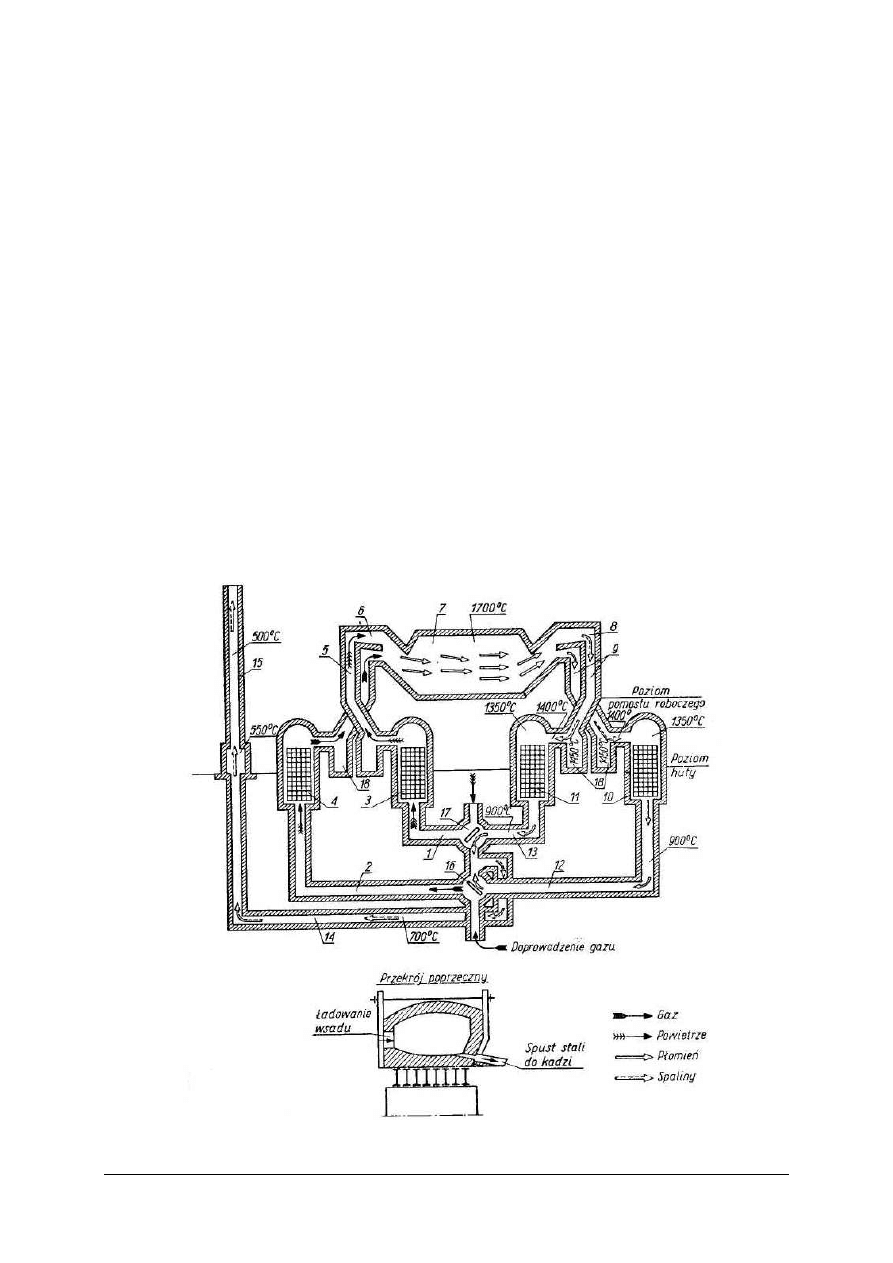
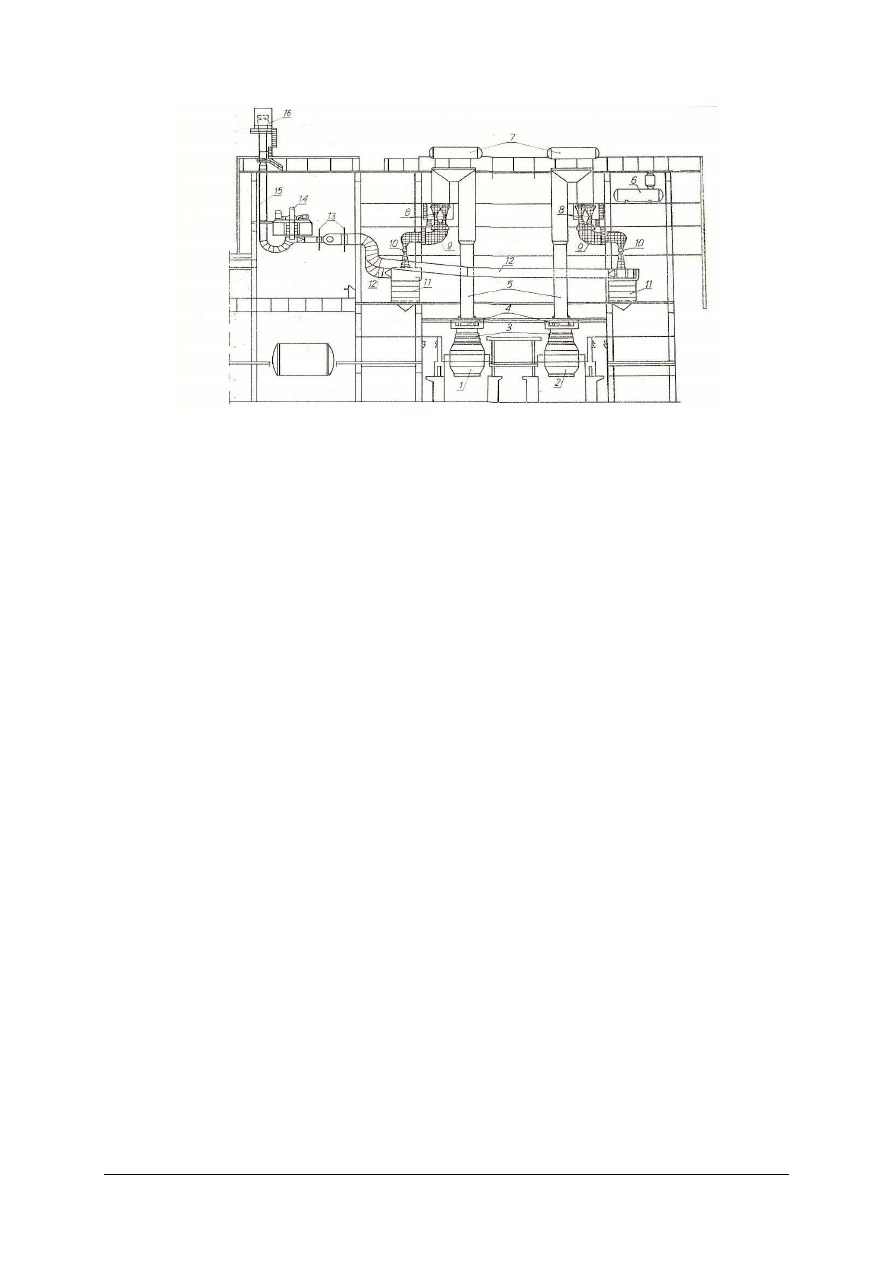
Na rysunku 3 przedstawiono przekrój pieca martenowskiego z zaznaczonym obiegiem
gazów. Gaz wchodzi do zaworu gazowego (16), a następnie kanałem (2) do komory
regeneratorowej (4), w której znajduje się nagrzana do wysokiej temperatury kratownica. Gaz
przechodzi przez komorę regeneratora nagrzewa się do temperatury 1000–1200ºC,
a następnie przewodem pionowym (5) przechodzi do przestrzeni roboczej pieca (7). Tutaj
podgrzany gaz zapala się płomieniem, który skierowany jest na kąpiel metalową i nagrzewa
ją. Podobnie powietrze przez zawór (17) wchodzi kanałem (1) do komory regeneratorowej
(3), nagrzewa się w niej i przewodem pionowym (5) przechodzi do głowicy (6), u wylotu
której miesza się z gazem, dostarczając tlenu do jego spalania. W przestrzeni roboczej pieca
w czasie spalania panuje najwyższa temperatura. Spaliny, czyli gazy powstałe ze spalenia
paliwa, oddają swe ciepło materiałom wsadowym i tu następuje ich nagrzanie i stopienie.
Spaliny przepływają przez przestrzeń roboczą pieca i (jak wskazują strzałki) przez prawą
głowicę (8) dwoma oddzielnymi przewodami (9) przez komory żużlowe (18) do komór
regeneratorowych (10 i 11). Następnie uchodzą kanałami (12 i 13) przez zawory (16 i 17) do
przewodu kominowego (14) i komina (15). Jak wynika z powyższego opisu, gaz i powietrze
przepływając przez regeneratory (3 i 4) nagrzewają się wykorzystując ciepło kratownic,
natomiast spaliny uchodzące z przestrzeni roboczej pieca nagrzewają kratownice
regeneratorów (10 i 11). Po okresie 10–20 min regeneratory (3 i 4) oziębiają się a nagrzewają
się regeneratory (10 i 11). Wówczas następuje zmiana kierunku przepływu gazów (rewersja).
Gaz i powietrze przechodzą przez regeneratory (10 i 11), które w poprzednim okresie pracy
pieca zostały nagrzane, a spaliny po wyjściu z przestrzeni roboczej przechodzą przez
regeneratory (3 i 4) (w poprzednim okresie ochłodzone) i ogrzewają je. Po pewnym czasie
ponownie zmienia się kierunek płomienia na pierwotny.
Rys. 3. Schemat działania pieca martenowskiego [2, s. 71]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Przestrzeń robocza pieca ograniczona jest trzonem, ścianą przednią i tylną, sklepieniem
i głowicami. W przestrzeni roboczej, czyli topnisku następuje palenie gazu i topienie wsadu
składającego się z surówki, złomu i topników dostarczonych w stanie stałym. Trzon pieca
stanowi misa, w której odbywa się wytapianie stali. Ze względu na swoje przeznaczenie trzon
musi być wykonany z materiałów, które zapewniają wymaganą ogniotrwałość i wytrzymałość
mechaniczną, odporność na działanie chemiczne i izolację cieplną. Trzon zasadowy wykonuje
się z cegieł szamotowych i magnezytowych oraz mieszanki dolomitu, magnezytu i żużla
zasadowego. Trzon pieca kwaśnego wykonuje się z cegieł szamotowych i magnezytowych
oraz piasku kwarcytowego.
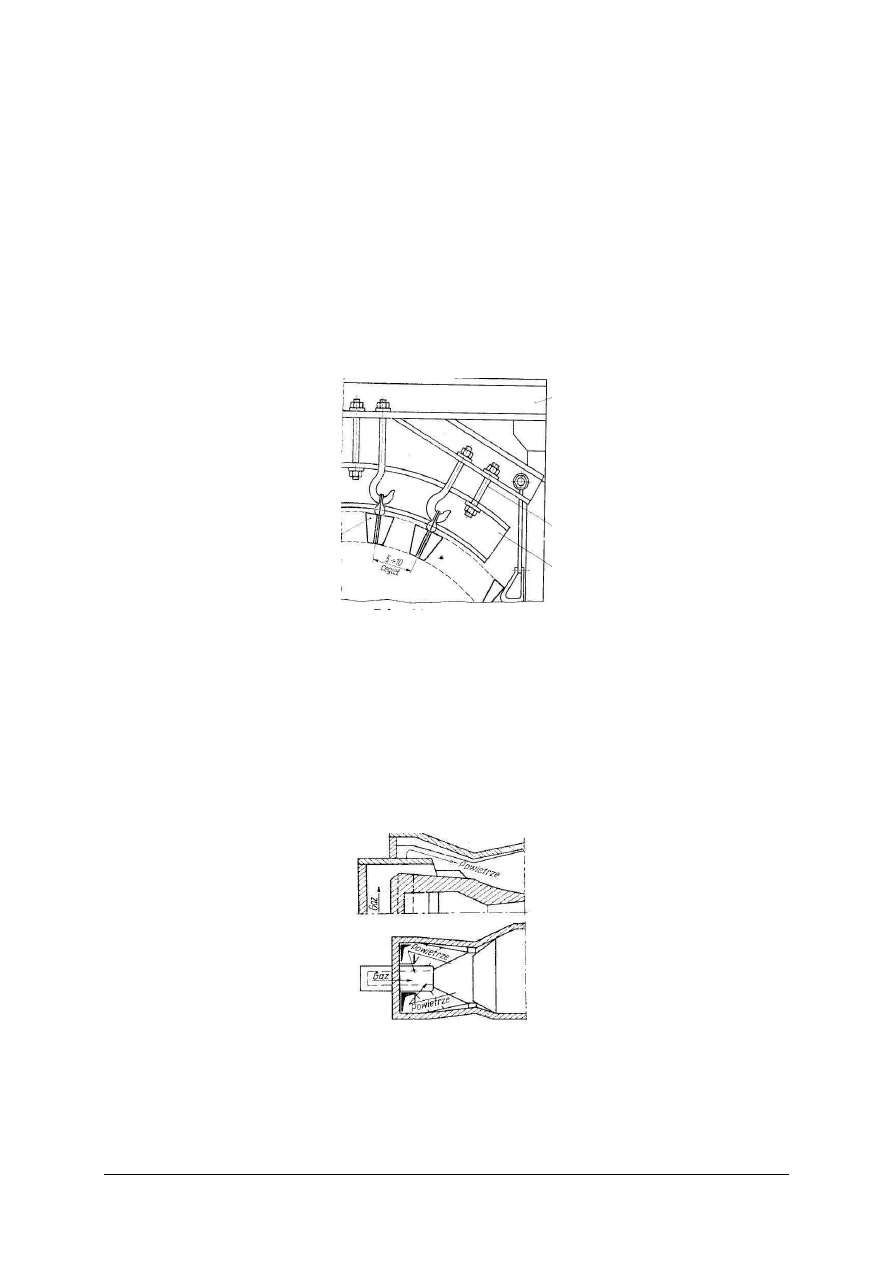
Sklepienie części roboczej wykonuje się z cegły krzemionkowej lub magnezytowo-
chromitowej. W związku ze znacznie większym ciężarem cegieł magnezytowo-chromitowych
sklepienia takie wykonuje się jako wiszące (rys. 4).
Rys. 4. Sklepienie wiszące [5, s. 80]
W piecach kwaśnych ściany wykonane są z cegły krzemionkowej, a w piecach
zasadowych z cegły magnezytowej. W ścianie przedniej pieca znajdują się okna robocze
zaopatrzone w ramy chłodzone wodą. Okna przykrywane są zasłonami. Do ich podnoszenia
i opuszczania służą mechanizmy o napędzie pneumatycznym lub elektrycznym. Gaz
i powietrze do przestrzeni roboczej są dostarczane za pomocą głowic (rys. 5). Zadaniem
głowicy jest również wymieszanie gazu i powietrza, nadanie właściwego kierunku
płomieniowi, zaś po zmianie kierunku płomienia odprowadzenie spalin z przestrzeni
roboczej. Głowice buduje się z cegły krzemionkowej lub magnezytowo-chromitowej. W celu
zwiększenia trwałości głowic stosuje się chłodzenie wodne.
Rys. 5. Głowica typu Venturi [5, s. 81]
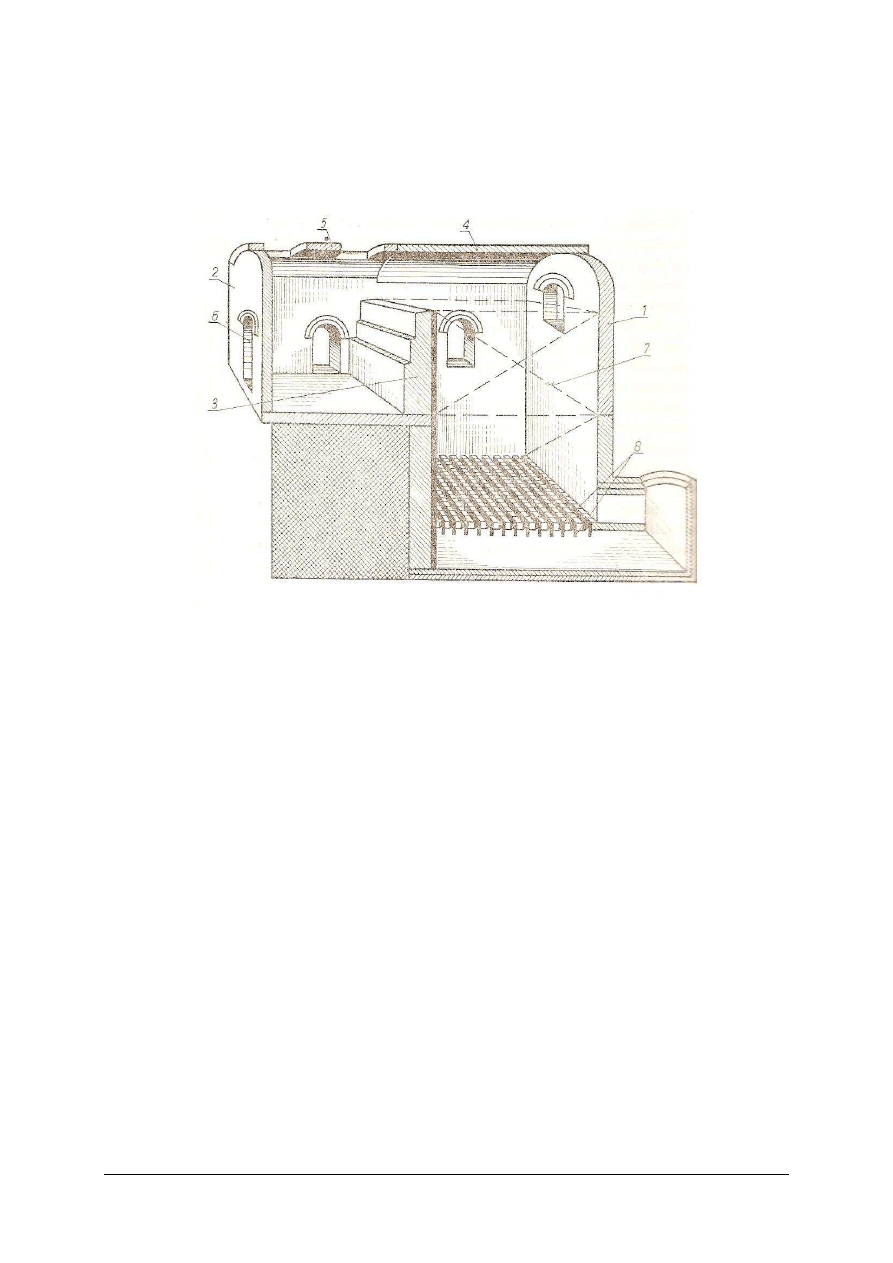
Spaliny uchodzące z przestrzeni roboczej unoszą ze sobą cząstki żużla i topników.
Większe cząstki opadają do komór żużlowych, a mniejsze są unoszone do regeneratorów,
kanału kominowego i częściowo uchodzą ze spalinami do komina. Cząsteczki te tworzą łatwo
topliwe związki, które spływają w dół i tworzą narosty zatykające kratownice. Zadaniem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
komór żużlowych (rys. 6) jest wychwycenie jak największej ilości unoszonych ze spalinami
cząstek, dzięki, gwałtownej zmianie kierunku i szybkości przepływu spalin. Unoszone
cząsteczki uderzają o dno komory, tracą szybkość i gromadzą się w komorze tworząc żużel.
Komory żużlowe umieszczone są pod pionowymi przewodami głowic.
Rys. 6. Budowa komory żużlowej i regeneratorowej: 1 – ściany regeneratora, 2 – ściany komory żużlowej,
3 – ściana oddzielająca komory, 4 – sklepienie regeneratora, 5 – sklepienie komory żużlowej, 6 – okna
komory żużlowej i regeneratorowej, 7 – miejsce na kratownicę, 8 – kanały konstrukcji nośnej [5, s. 84]
Komora regeneratora (rys. 6) składa się z trzech zasadniczych części:
−
komory właściwej;
−
układu nośnego kratownicy,
−
kratownicy, która przyjmuje i gromadzi ciepło unoszone przez spaliny, a następnie
oddaje je przepływającemu przez nią w następnym okresie czynnikowi.
Dolna część komór wyłożona jest cegłą szamotową, górna część natomiast, łącznie ze
sklepieniem, wykonana jest z cegły krzemionkowej. Niekiedy górne warstwy, narażone na
działanie wysokich temperatur, zastępuje się cegłą krzemionkową lub magnezytowo-
chromitową.
Urządzenia rozrządcze (rys. 7) służą do zmiany kierunku przepływy gazu i powietrza
w piecu. Urządzenie składa się z szeregu zasuw i zaworów, połączonych ze sobą
i sterowanych automatycznie. Działanie urządzenia rozrządczego musi przewidywać
kolejność otwierania i zamykania poszczególnych zaworów i zasuw w celu zmniejszenia strat
związanych z przełączaniem.
Do opalania pieca martenowskiego stosuje się paliwo ciekłe lub gazowe. Paliwo powinno
umożliwiać uzyskanie wymaganej temperatury, zawierać jak najmniej siarki oraz dawać
płomień mocno świecący. Jednym z najczęściej stosowanych paliw ciekłych jest ciężki olej
opałowy. Jego zaletami jest silnie świecący płomień oraz łatwość regulacji natężenia
płomienia. Podgrzany olej jest rozpylany, palnikami typu smoczkowego, na drobne kropelki
za pomocą pary lub powietrza. Do paliw gazowych zaliczamy gaz ziemny, gaz koksowniczy
oraz gaz wielkopiecowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 7. Schemat urządzenia rozrządczego: 1, 2 – zawory gazowe, 3, 4 – zawory spalinowe, 5, 6 – zawory
powietrzne, 7, 8 – zasuwy spalinowe, 9 – nastawki regulacyjne, 10 – zasuwa regulacyjna,
11, 12 – zasuwy kominowe, 13–15 – elektryczne mechanizmy napędowe, 16, 17 – mechanizmy
napędowe ręczne [5, s. 87]
Piec martenowski musi być wyposażony w przyrządy pomiarowe do pomiaru ciśnień,
natężenia przepływu spalin i gazów oraz temperatury. Dysponując układem przyrządów
można zastosować automatyczną regulację pracy pieca. Automatyczna regulacja pieców
martenowskich obejmuje:
−
układ regulacji ciśnienia w przestrzeni roboczej,
−
układ regulacji spalania,
−
układ regulacji obciążenia cieplnego (temperatura sklepienia)
−
regulacja sterowania rozrządu.
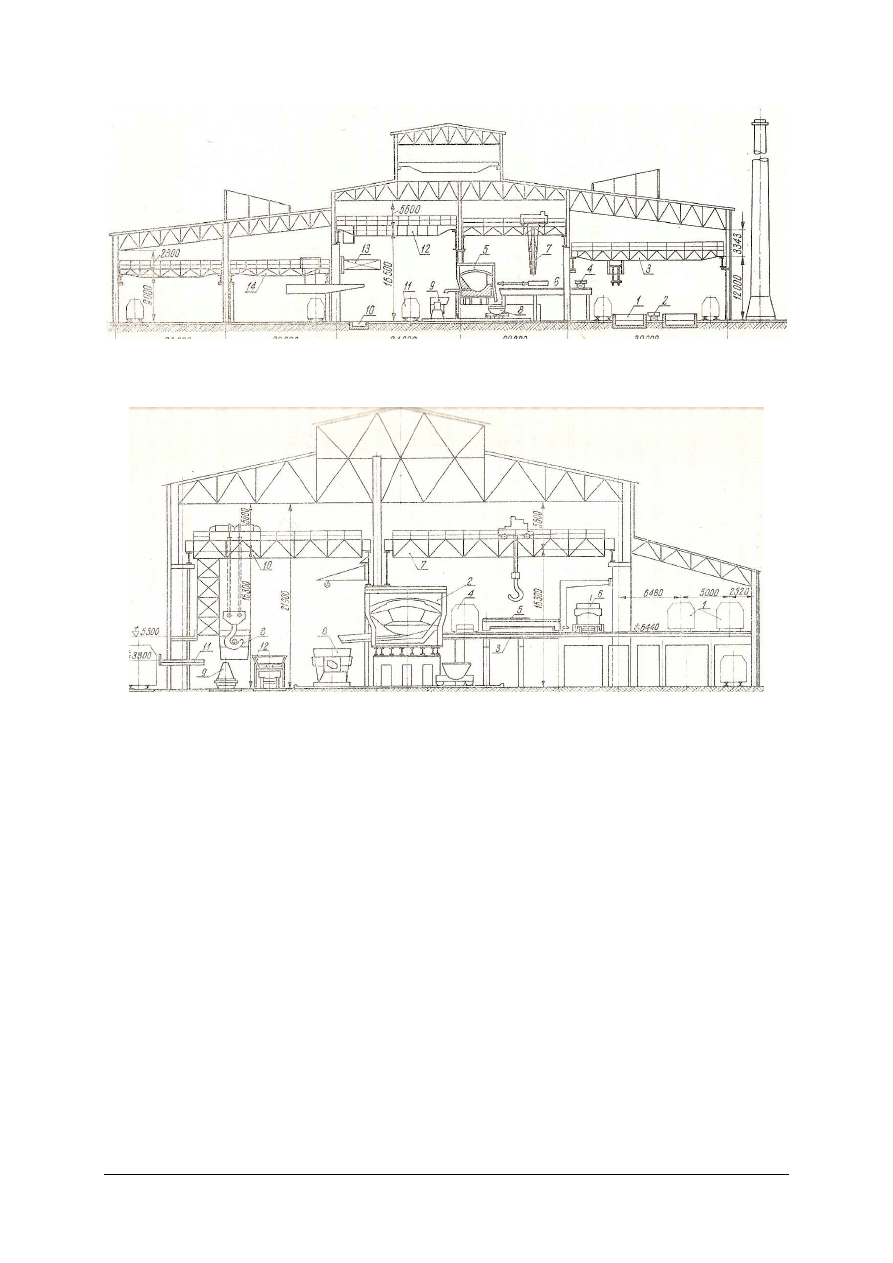
Poszczególne hale stalowni martenowskiej mogą być rozplanowane w układzie
poprzecznym(rys. 8) lub bardziej nowoczesnym podłużnym (rys. 9).
W skład stalowni martenowskiej wchodzą następujące hale:
−
hala materiałów wsadowych,
−
hala pieców, w której ustawione są piece martenowskie, następuje ładowanie pieców
i odprowadzanie żużla,
−
hala odlewnicza, w której wytopioną stal odlewa się do wlewnic,
−
hala pomocnicza.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 8. Stalownia martenowska w układzie poprzecznym: 1 – zasobniki, 2 – koryta, 3, 12–14 – suwnica,
4 – ława, 5 – piec martenowski, 6 – pomost roboczy, 7 – wsadzarka obrotowa, 8 – skrzynie żużlowe,
9 – kadzie, 10 – dół odlewniczy, 11 – waga [5, s. 48]
Rys. 9. Stalownia martenowska w układzie podłużnym: 1 – pociąg, 2 – piece martenowskie, 3 – pomost
roboczy, 4 – wózki, 5 – wsadzarka pomostowa, 6, 8 – kadź, 7, 10 – suwnica, 9 – wlewnica,
11 – pomost, 12 – kadź żużlowa [5, s. 48]
Materiały wsadowe i pomocnicze dla procesu martenowskiego
Do materiałów wsadowych i pomocniczych zaliczamy te materiały, które ładujemy do
pieca martenowskiego w celu przeprowadzenia procesu wytapiania stali.
Do materiałów wsadowych można zaliczyć zasadniczy wsad metaliczny, materiały
ż
użlotwórcze, materiały do utleniania kąpieli metalowej, materiały nawęglające, odtleniacze
i dodatki stopowe.
Zasadniczy wsad metaliczny
Zasadniczy wsad metaliczny składa się z surówki przeróbczej i złomu stalowego.
W procesie martenowskim stosuje się surówkę w stanie ciekłym wprost z wielkiego pieca lub
w stanie stałym, w postaci gęsi. Stosowanie surówki ciekłej przyczynia się do skrócenia czasu
wytapiania, zmniejszenia zużycia paliwa, a tym samym zwiększenia wydajności procesu.
Zawartość węgla w surówce waha się w granicach 3,5–4,2%, a krzemu od 0,7% do 1,2%.
Większa zawartość krzemu wymaga zwiększenia dodatku wapna i powoduje wzrost ilości
ż
użla. Zawartość fosforu w surówce powinna być możliwie jak najmniejsza i nie przekraczać
0,3%. Wzrost zawartości fosforu powoduje konieczność ściągania dużych ilości żużla,
zwiększone zużycie wapna i przedłużenie czasu wytopu. Siarka, podobnie jak fosfor, należy
do szkodliwych domieszek stali. Siarka tworzy siarczek żelaza FeS, który jest łatwo topliwy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
i powoduje tak zwaną kruchość na gorąco. Odsiarczanie metalu w procesie zasadowym
napotyka duże trudności, a w procesach kwaśnych jest niemożliwe. Surówki stosowane
w procesach martenowskich nie powinny zawierać więcej niż 0,06% S. Mangan jest
domieszką pożądaną, ponieważ ma korzystny wpływ na odsiarczanie surówki.
Drugim ważnym składnikiem wsadu metalicznego jest złom stalowy. W procesach
martenowskich stosuje się złom stalowy niestopowy i stopowy. Złom nie powinien zawierać
metali nieżelaznych oraz innych zanieczyszczeń niemetalicznych (piasek, ziemia, beton,
ż
użel, smoła, guma itp.).w złomie nie powinny znajdować się naczynia zamknięte, butle po
gazach i cieczach trujących. Przygotowanie złomu obejmuje procesy rozdrabniania
i paczkowania. Do rozdrabniania złomu stosuje się palniki acetylenowo-tlenowe, urządzenia
kafarowe, nożyce, prasy, kruszarki i materiały wybuchowe. Rozdrabnianie złomu zależy od
jego charakteru:
−
rozbijanie kafarem: duże przedmioty o masie do 10 t,
−
rozrywanie za pomocą materiałów wybuchowych (rys. 12): ciężkie przedmioty
o grubości 500 mm,
−
cięcie palnikami acetylenowo-tlenowymi: kotły, duże konstrukcje stalowe,
−
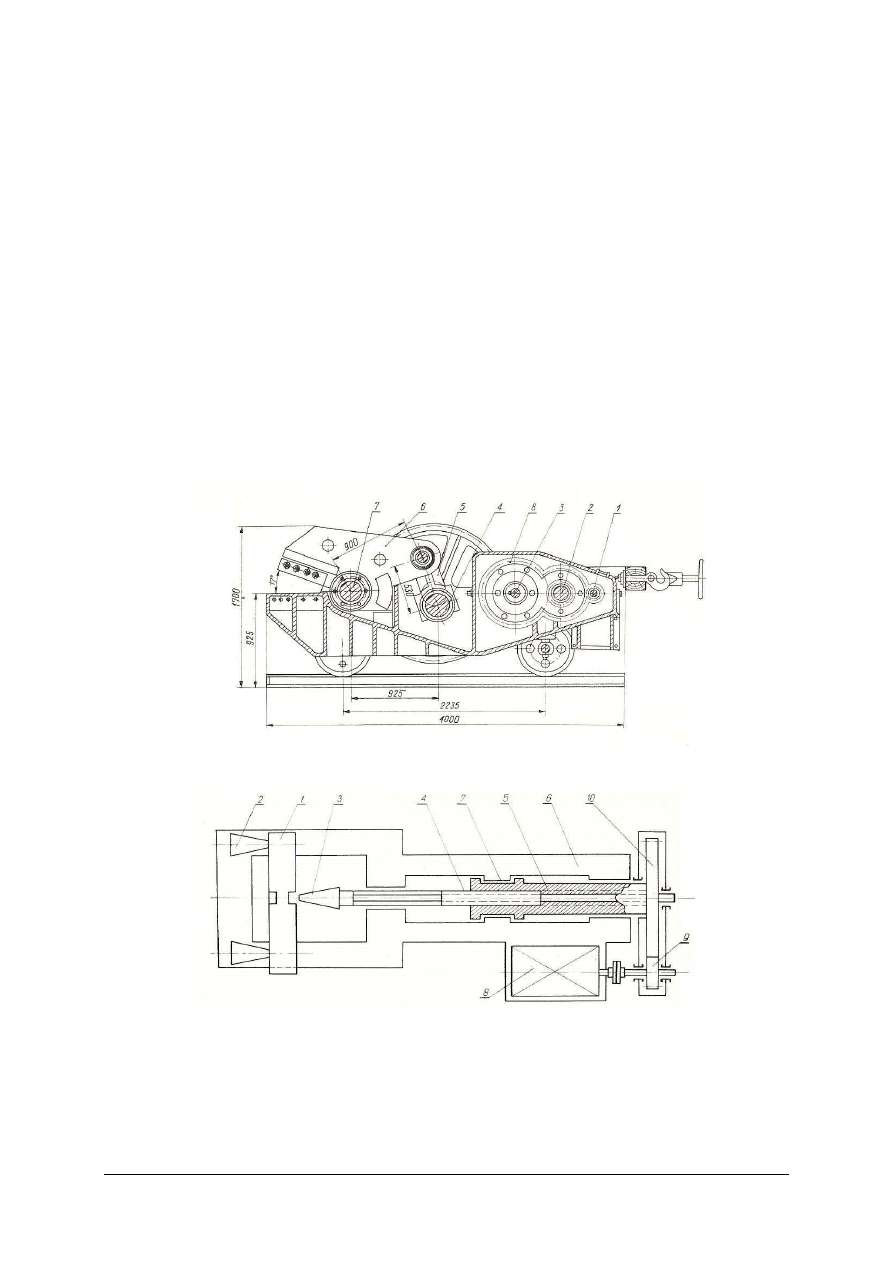
przecinanie nożycami (rys. 10): odpady blach, szyn, elementy zabrakowane w walcowni.
Rys. 10. Nożyce uniwersalne: 1 – wał, 2, 3 – wał pośredni, 4 – wał korbowy, 5 – korbowód, 6 – nóż górny,
7 – oś, 8 – koło zębate [7, s. 194]
Rys. 11. Łamacz o napędzie elektrycznym: 1 – kęsisko, 2 – podpory, 3 – głowica, 4 – śruba robocza, 5 – wał,
6 – otwór łamacza, 7 – łożysko oporowe, 8 – silnik, 9, 10 – koło [7, s. 195]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
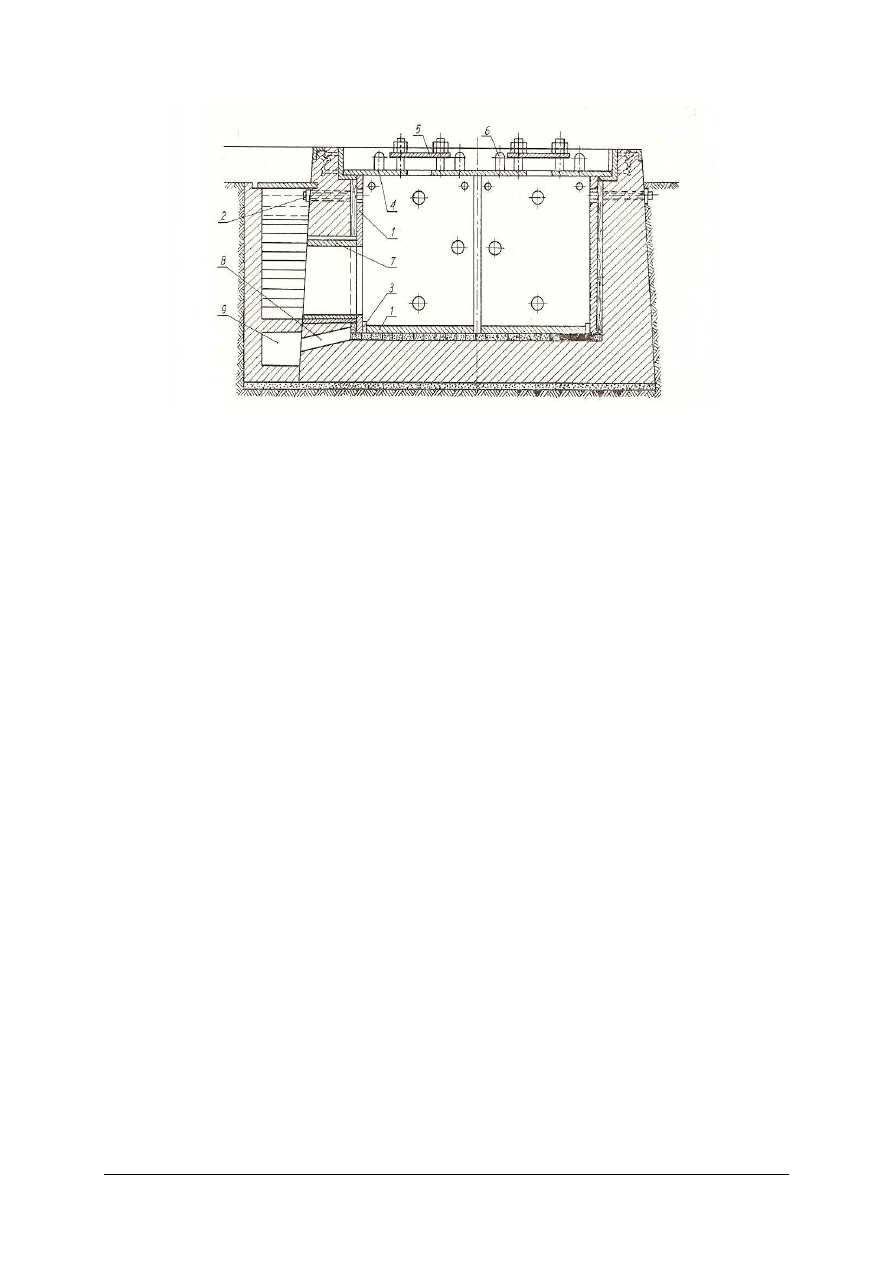
Rys. 12. Dół strzelniczy: 1 – pancerz stalowy, 2 – sworznie, 3 – kliny,4 – pokrywa, 5 – pancerz, 6 – ucha
pokrywy, 7 – opancerzenie włazu, 8 – kanał odwadniający, 9 – studzienka [7, s. 195]
Paczkowanie złomu drobnego odbywa się następująco:
−
lekkie obcinki cienkiej blachy, wiązki drutu, krótkie wióry prasuje się pod dużym
ciśnieniem w paczki,
−
wióry brykietuje się na prasach.
Materiały żużlotwórcze
Materiały żużlotwórcze, zwane topnikami, dodaje się do pieca martenowskiego w celu
utworzenia żużla odpowiedniej jakości. W procesie martenowskim stosuje się następujące
materiały żużlotwórcze: kamień wapienny, wapno palone, fluoryt, boksyt, złom szamotowy
i piasek kwarcowy.
Kamień wapienny zawiera powyżej 90% węglanu wapnia CaCO
3
, domieszki MgCO
3,
SiO
2
i siarki.
Wapno palone (CaO) jest głównym materiałem żużlotwórczym. Wapno powinno być
ś
wieżo palone, posiadać odpowiedni skład chemiczny i wielkość cząstek.
Fluoryt CaF
2
stosuje się w celu upłynniania zbyt gęstego żużla zasadowego.
Boksyt również stosuje się w celu upłynniania żużla. Głównym jego składnikiem jest
uwodniony tlenek glinu(Al
2
O
3
· 2H
2
O).
Złom szamotowy stosuje się do upłynniania żużli magnezytowych oraz tworzenia żużla
w procesach kwaśnych.
Materiały do utleniania kąpieli metalowej
Do utleniania stosuje się rudę żelaza, zgorzelinę lub tlen gazowy.
1) Materiały nawęglające.
Do nawęglania ciekłego metalu używa się odpadów elektrod lub koksu.
2) Odtleniacze i dodatki stopowe.
W celu nadania wytapianej stali wymaganych własności stosuje się dodatki takie jak
ż
elazostopy i odtleniacze. Do grupy tej można zaliczyć:
−
ż
elazomangan FeMn80C05, FeMn75P15, FeMn75P25, FeMn80C15, FeMn80C10,
−
ż
elazokrzem FeSi75Al2, FeSi75Al1,5, FeSi75Al0,7, FeSi75Al0,1,
−
ż
elazochrom FeCr800, FeCr025, FeCr015, FeCr010, FeCr006, FeCr003,
−
ż
elazomolibden FeMo55, FeMo58 i FeMo60A,
−
ż
elazowanad FeV75, FeV52,
−
ż
elazowolfram FeW2, FeW4,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Proces martenowski
Proces martenowski można prowadzić jako zasadowy lub kwaśny.
Proces zasadowy
W zależności od stosunku ilości surówki do złomu we wsadzie metalicznym technologia
wytapiania stali martenowskiej w procesie zasadowym może odbywać się według czterech
podstawowych odmian:
−
proces złomowy bezsurówkowy, w którym węgiel pochodzący z surówki zastępuje się
materiałami nawęglającymi, stosowany w hutach nie dysponujących ciekłą surówką,
−
proces złomowy, w którym wsad składa się z 25–45% surówki i 55–75% złomu,
stosowany w hutach nie dysponujących ciekłą surówką,
−
proces złomowo- rudowy, w którym wsad składa się z 50–75% surówki i 25–50% złomu,
stosowany w hutach dysponujących ciekłą surówką,
−
proces rudowy, w którym wsad składa się z 75–100% surówki ciekłej, stosowany
w hutach dysponujących ciekłą surówką.
Najczęściej spotykany w hutnictwie jest proces złomowo-rudowy otrzymywania stali
w piecach martenowskich. Kolejne etapy procesu przebiegają następująco:
−
pospustowa naprawa pieca – polega na obrzuceniu ziarnistym dolomitem trzonu oraz
ś
cian pieca. Jeśli po spuście w trzonie pieca znajdują się zagłębienia, w których pozostał
metal, oczyszcza się je za pomocą sprężonego powietrza i dopiero po oczyszczeniu
zasypuje dolomitem,
−
ładowanie wsadu – pierwszym etapem jest ładowanie kamienia wapiennego i rudy.
W następnej kolejności następuje ładowanie złomu i ewentualnie surówki stałej.
Ostatnim okresem ładowania wsadu jest wlewanie ciekłej surówki. Wywołuje ono
gwałtowną reakcję utleniania węgla w surówce za pomocą tlenków rudy oraz intensywne
mieszanie kąpieli,
−
roztapianie wsadu – roztapianie wsadu rozpoczyna się już podczas ładowania zwłaszcza
złomem lekkim. W czasie roztapiania następuje na powierzchni kawałków złomu
i surówki utlenianie żelaza, krzemu, manganu, węgla i fosforu. Jednocześnie
z tworzeniem się kąpieli metalowej powstaje ciekły żużel. Bardzo niepożądanym
zjawiskiem jest tworzenie się pod koniec okresu roztapiania gęstego, pienistego żużla,
który utrudnia przenoszenie ciepła do nie roztopionego jeszcze całkowicie wsadu. Jeżeli
we wsadzie znajdował się kamień wapienny, wówczas pod koniec okresu roztapiania
następuje tzw. gotowanie wapienne spowodowane rozkładem kamienia wapiennego.
Gotowanie wapienne powoduje wzburzenie kąpieli i przyspiesza proces utleniania,
a dzięki mieszaniu kąpieli przyspiesza jej nagrzewanie i odgazowanie. W żużlach
tworzących się w piecu martenowskim po wlaniu surówki występuje znaczna ilość
fosforu i siarki. Usunięcie pierwszego żużla z pieca w czasie roztapiania zmniejsza
ogólną ilość fosforu i siarki w kąpieli i w ten sposób sprzyja oczyszczaniu metalu z tych
szkodliwych domieszek. Teoretycznie w pierwszej kolejności z surówki będą utleniać się
te składniki, które mają większe powinowactwo z tlenem niż żelazo. W czasie okresu
roztapiania należy z pieca usunąć możliwie maksymalną ilość żużla, aby zmniejszyć
ogólną ilość żużla w piecu, skrócić okres pienienia żużla, usunąć z kąpieli największą
ilość fosforu i siarki i uzyskać żużel o potrzebnej zasadowości,
−
wyrabianie wytopu – w okresie tym następuje usunięcie szkodliwych domieszek,
oczyszczenie metalu z wtrąceń niemetalicznych i ustalenie właściwego składu stali.
Najważniejszą reakcją tego okresu jest reakcja utleniania węgla do tlenku węgla.
Tlenek węgla, w postaci pęcherzyków gazowych, wydostaje się z metalu. Zjawisko to
zwane jest gotowaniem się metalu. Zjawisko wywołuje intensywne mieszanie metalu i żużla.
Powoduje ono wyrównanie składu chemicznego oraz temperatury kąpieli metalowej i żużla,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
oczyszczanie metalu z wtrąceń niemetalicznych i gazów, przyspieszenie procesu reakcji
pomiędzy żużlem a metalem. Pod koniec okresu roztapiania i na początku okresu wyrabiania
usuwa się z pieca część żużla. W celu uzupełnienia ilości żużla, dodaje się do pieca wapno,
rudę oraz fluoryt lub boksyt.
Okres gotowania kończy się z chwilą osiągnięcia żądanej zawartości węgla dla
wytapianego gatunku stali. Dalsze utlenianie węgla przerywa się przez wrzucenie do pieca
obliczonej porcji żelazomanganu.
Odtlenianie i dodawanie składników stopowych
Rozróżnia się cztery podstawowe sposoby odtleniania:
1. Odtlenianie osadowe stali polegające na wprowadzeniu do ciekłej stali pierwiastków,
które maja większe powinowactwo z tlenem rozpuszczonym w ciekłym żelazie, dając
tlenki nierozpuszczalne w kąpieli metalowej. Tlenki te wykazują tendencję do
wypływania z ciekłej stali, w wyniku czego zmniejsza się zawartości tlenu w stali.
Największą zdolność odtleniającą ma tytan i glin, a najmniejszą – chrom i mangan.
2. Odtlenianie dyfuzyjne stali polegające na odtlenianiu żużla, zatem reakcje odtleniające
przebiegają nie w metalu, lecz w żużlu, a stężenie tlenu w kąpieli metalowej zmniejsza
się wskutek przechodzenia tlenu z metalu do żużla. W praktyce odtlenianie żużla
następuje przez wprowadzanie na powierzchnię żużla mieszanin odtleniających, w skład
których wchodzi zwykle sproszkowany węgiel lub sproszkowany żelazokrzem.
3. Odtlenianie w próżni wykorzystujące zdolność odtleniającą węgla, która zwiększa się
w miarę obniżania ciśnienia nad metalem.
4. Odtlenianie stali za pomocą żużli syntetycznych polegające na stosowaniu żużli
syntetycznych glinowo-wapiennych o małej zawartości tlenków żelaza i manganu.
Zasadniczymi składnikami takich żużli są: CaO, Al
2
O
3
i MgO przy niewielkich ilościach
SiO
2
.
Gotową stal spuszcza się przez otwór spustowy do kadzi.
Proces kwaśny
Kwaśny proces martenowski ma wyłącznie zastosowanie przy wytapianiu stali
wysokogatunkowych. Wsad do procesu kwaśnego powinien mieć specjalny skład
o ograniczonej zawartości fosforu i siarki. Nie jest bowiem możliwe usunięcie tych
pierwiastków w procesie kwaśnym. Proces kwaśny wymaga stosowania kwaśnego wyłożenia
i kwaśnego żużla. Trzon wykonuje się z piasku kwarcowego przez ubijanie lub nadtapianie.
ś
użel kwaśny zawiera dużą ilość krzemionki, w którą wzbogaca się przez kontakt z kwaśnym
wyłożeniem trzonu pieca. Jeżeli po roztopieniu nie wprowadza się do pieca żadnych
dodatków, to w miarę podnoszenia się temperatury metalu następuje stopniowe nasycenie
ż
użla krzemionką. śużel staje się coraz bardziej gęsty, szybkość przechodzenia tlenu
z atmosfery pieca przez żużel do metalu zmniejsza się. Taką metodę prowadzenia wytopu
nazywamy procesem biernym lub procesem z redukcją krzemu. Gdy w czasie wytopu
wprowadza się do pieca rudę i wapno zwiększa się rzadkopłynność i zdolność utleniająca
ż
użla. Taką metodę prowadzenia wytopu nazywamy procesem aktywnym lub procesem
z ograniczoną redukcją krzemu. W procesie aktywnym, po roztopieniu wsadu i przy
dostatecznie wysokiej temperaturze metalu, dodaje się do pieca rudę żelaza lub rudę manganu
(lub przedmuchuje metal tlenem). Po dodatku rudy metal energicznie się gotuje, a szybkość
utleniania węgla wynosi 0,20–0,30% węgla na godzinę. Do odtleniania stali kwaśnej zwykle
stosuje się żelazo-mangan, żelazokrzem, krzemomangan, glin i krzemowapń.
Okres pracy pieca od pierwszego wytopu aż do zatrzymania go do naprawy na zimno
nazywamy kampanią pieca martenowskiego. W zależności od zakresu robót, które należy
wykonać, rozróżniamy następujące naprawy pieca martenowskiego:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
−
naprawa pospustowa, do której należą wszystkie te czynności, które wykonuje załoga
pieca po każdym wytopie w celu zapewnienia normalnych warunków pracy pieca,
−
naprawa na gorąco- przeprowadzana w miarę zużycia się jednej z części pieca,
np.: naprawa filarków przedniej ściany, wymiana ram chłodzących okien wsadowych,
naprawa głowic, wymiana części sklepienia,
−
naprawa mała (na zimno)- przeprowadzana z chwilą zużycia się sklepienia, ściany
przedniej, wypalenia przelotów gazowych i powietrznych,
−
naprawa średnia (na zimno)- przeprowadzana okresowo, w zależności od czasu pracy
kratownic i stopnia zapełnienia komór żużlowych,
−
naprawa duża, w której wymianie podlega sklepienie, ściana przednia i tylna, głowice,
trzon, ściany w komorach powietrznych, gazowych i żużlowych,
−
naprawa główna (remont kapitalny), w przypadku której rozbiera się piec do płyty
fundamentowej i wymienia cała konstrukcje.
Po ukończeniu naprawy na zimno należy piec wysuszyć i nagrzać. W tym celu do pieca
doprowadza się przewód gazowy i palniki. Przed rozpoczęciem suszenia pieca umieszcza się
w nim termoelementy w celu kontrolowania przebiegu nagrzewania sklepienia i komór
regeneratorowych. Prędkość nagrzewania jest początkowo bardzo mała i zależy od wyłożenia
ogniotrwałego sklepienia i ścian pieca oraz przeciwstawiania się naprężeniom cieplnym
występującym przy podnoszeniu się temperatury podczas nagrzewania. W związku z tym dla
każdego pieca opracowuje się harmonogram nagrzewania uwzględniający własności cegieł,
z których wykonane jest sklepienie pieca. Gdy piec osiągnie temperaturę 600–700ºC, należy
do niego doprowadzić gaz (przez głowice). Kierunek przepływu gazu zmienia się najpierw po
5 h, następnie po 3 h, a potem co 2 h.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są podstawowe części składowe pieca martenowskiego?
2. Jakie procesy zachodzą w przestrzeni roboczej?
3. Jaką rolę spełniają regeneratory?
4. Jakie materiały stosuje się na wyłożenie trzonu pieca kwaśnego?
5. Jakie materiały stosuje się na wyłożenie trzonu pieca zasadowego?
6. Jaką rolę spełniają głowice?
7. Jakie paliwa stosowane są do opalania pieca martenowskiego?
8. Jakie wymagania stawiane są paliwom do opalania pieców martenowskich?
9. Jakie są układy stalowni martenowskich?
10. Jakie są składniki wsadu metalicznego?
11. Jak przygotowuje się wsad metalowy?
12. Jakie topniki stosuje się w procesie martenowskim?
13. Jakie materiały stosuje się do utleniania?
14. Jakie materiały stosuje się do nawęglania?
15. Jakie materiały stosuje się w celu odtlenienia?
16. Jakie są podstawowe odmiany prowadzenia procesu martenowskiego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.1.3. Ćwiczenia
Ćwiczenie 1
Na schemacie pieca martenowskiego zaznacz jego podstawowe części oraz
scharakteryzuj ich przeznaczenie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące budowy pieca
martenowskiego,
2) zaznaczyć na schemacie podstawowe części pieca martenowskiego,
3) zapisać ich nazwy i opisać przeznaczenie,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
schemat pieca martenowskiego,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Odczytaj temperaturę za pomocą termoelementu i pirometru optycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zasadę pomiaru temperatury za pomocą termoelementu i pirometru
optycznego,
2) odczytać temperaturę za pomocą termoelementu i pirometru optycznego,
3) zapisać odczytane temperatury i porównać wyniki,
4) stosować zasady bhp,
5) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
termoelement i pirometr optyczny,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 3
Scharakteryzuj topniki, materiały utleniające, nawęglające, odtleniacze do wytopu stali
w piecu martenowskim.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące materiałów wsadowych,
2) rozpoznać poszczególne rodzaje materiałów wsadowych,
3) zapisać nazwy rozpoznanych materiałów wsadowych i ich krótką charakterystykę,
4) zaprezentować wynik ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
próbki materiałów wsadowych,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 4
Scharakteryzuj urządzenie przedstawione na rysunku.
Rysunek do ćwiczenia 4
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować informacje dotyczące przygotowania materiałów wsadowych,
2) rozpoznać urządzenie przedstawione na schemacie,
3) zapisać nazwę oraz zastosowanie urządzenia przedstawionego na rysunku,
4) opisać inne urządzenia stosowane do przygotowania złomu wsadowego,
5) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
schematy,
−
dokumentacja DTR urządzeń stosowanych do przygotowania złomu,
−
literatura zgodna z punktem 6 Poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować podstawowe elementy składowe pieca martenowskiego?
2) scharakteryzować przeznaczenie części roboczej?
3) określić przeznaczenie regeneratorów?
4) określić zadania jakie spełnia głowica?
5) scharakteryzować materiały ogniotrwałe przy wyłożeniu kwaśnym?
6) scharakteryzować materiały ogniotrwałe przy wyłożeniu zasadowym?
7) scharakteryzować paliwa stosowane w procesie martenowskim?
8) scharakteryzować materiały stanowiące zasadniczy wsad metaliczny
w procesie martenowskim?
9) określić sposoby przygotowania złomu stalowego?
10) scharakteryzować materiały żużlotwórcze?
11) scharakteryzować materiały utleniające?
12) scharakteryzować materiały nawęglające?
13) rozpoznać materiały wsadowe stosowane w procesie martenowskim?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2. Otrzymywanie stali metodami konwertorowymi
4.2.1. Materiał nauczania
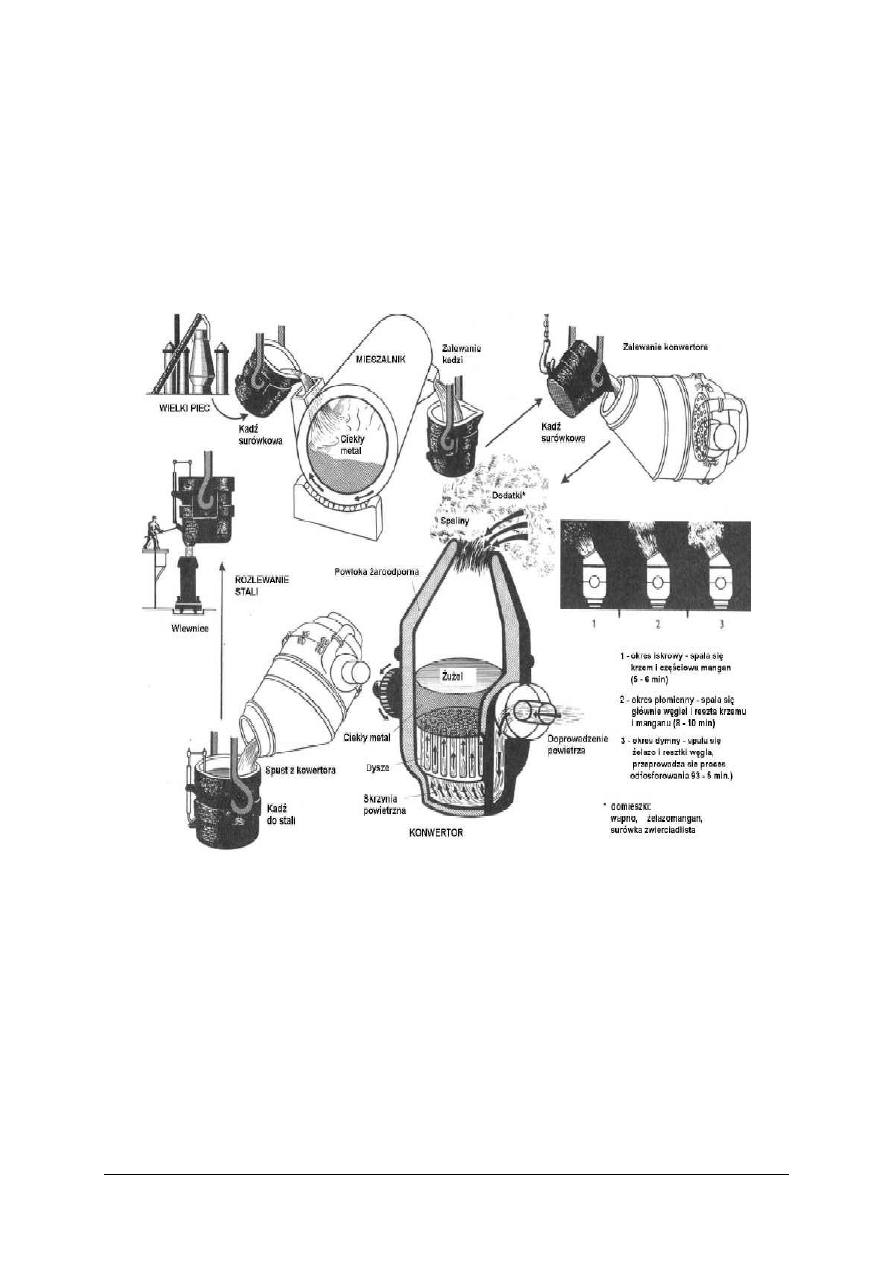
Kolejną metodą otrzymywania stali są procesy konwertorowe (rys. 13).
Rys. 13. Schemat konwertorowych procesów wytapiania stali [3]
Zasada konwertorowych procesów wytapiania stali polega na przedmuchiwaniu ciekłej
surówki za pomocą gazu utleniającego. Jako gaz utleniający stosuje się powietrze, tlen, ich
mieszaniny lub mieszaniny tlenu i dwutlenku węgla. W wyniku przedmuchiwania domieszki
metalu takie jak węgiel, krzem, mangan oraz niekiedy fosfor i siarka utleniają się, a produkty
reakcji przechodzą do żużla lub w postaci gazu opuszczają konwertor. Reakcje utleniające
mają charakter egzotermiczny. Wydzielane ciepło pozwala na utrzymaniu zawartości
konwertora w stanie ciekłym przy odpowiedniej temperaturze.
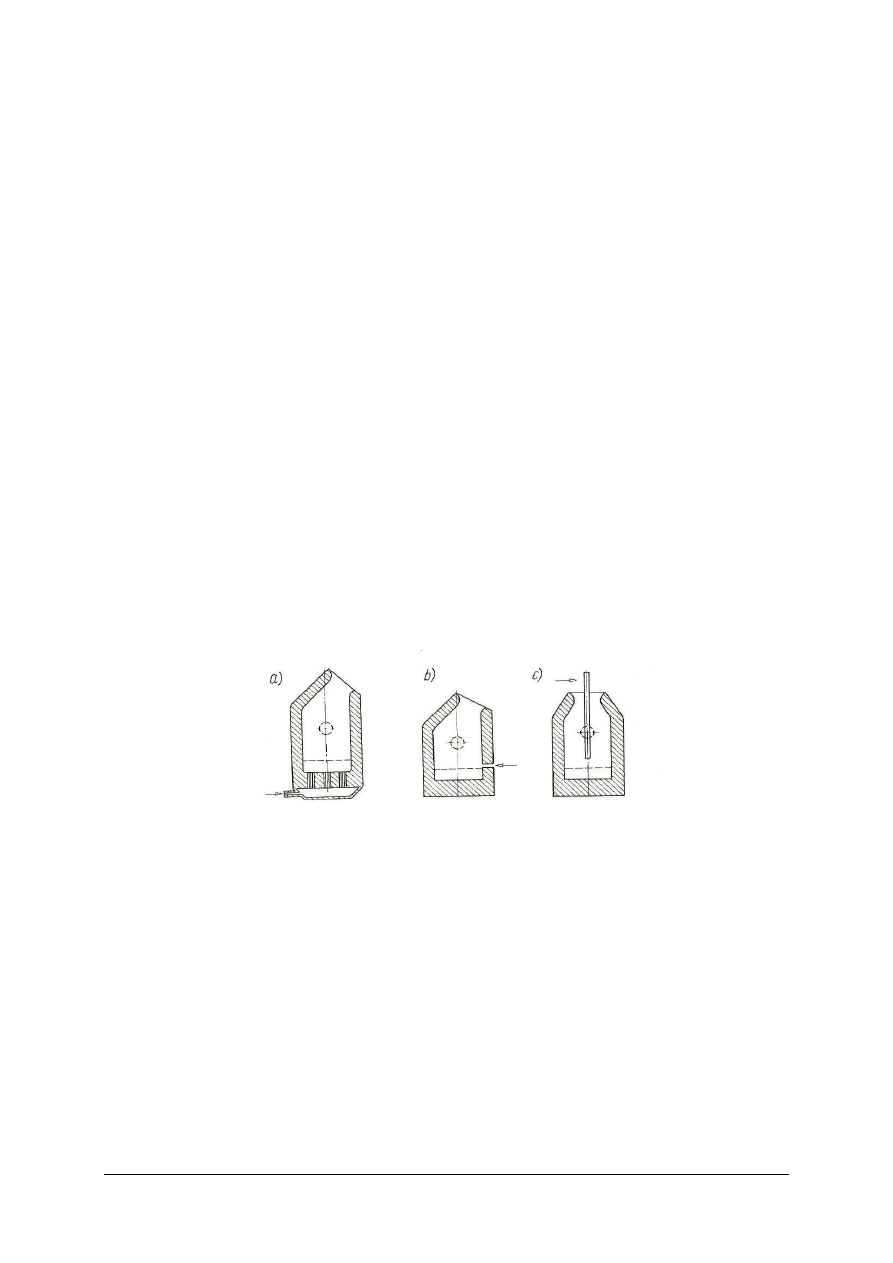
Gaz utleniający można doprowadzać do konwertora od spodu, z boku i z góry (rys. 14).
W konwertorach z dmuchem od spodu i z boku gazem utleniającym jest najczęściej
powietrze, przy dmuchu z góry tlen.
Rys. 14. Konwertory: a) z doprowadzeniem gazu utleniającego od dołu, b) z boku, c) od góry [7, s. 249]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Konwertory (rys. 15) składają się z podłużnego zbiornika stalowego (1), wyłożonego
wewnątrz wyprawą ceramiczną ogniotrwałą o charakterze kwaśnym lub zasadowym.
Zbiornik (1) jest otoczony pierścieniem stalowym wyposażonym w czopy (2), które są
ułożyskowane w słupach (3). Zbiornik może się obracać dookoła osi czopów za pomocą koła
zębatego (5) i listwy zębatej (4), napędzanej przez tłok (6) urządzenia hydraulicznego lub
pneumatycznego. Zbiornik konwertora składa się z dwóch komór. Większa komora (7)
stanowi właściwą komorę roboczą, w której odbywa się proces metalurgiczny. Druga, mała
komora (8) jest komorą powietrzną, do której przewodem (9) jest doprowadzany pod
ciśnieniem gaz utleniający. Obie komory (7 i 8) są przedzielone grubą ściana z licznymi
otworami, przez które jest wtłaczane powietrze lub tlen. Proces otrzymywania stali
rozpoczyna się od nalewania ciekłej surówki do pochylonego i rozgrzanego zbiornika
konwertora. Ciekła surówka jest nalewana przez otwór (10).
Rys. 15. Konwertor [1, s. 107]
Równocześnie wdmuchuje się do konwertora gaz utleniający, obracając jednocześnie
zbiornik do położenia pionowego. Gaz przechodząc przez ciekłą surówkę wypala zawarty
w surówce węgiel i domieszki takie jak krzem, mangan, fosfor i inne. Nad zbiornikiem
usytuowany jest okap z systemem odciągu, chłodzony wodą i odprowadzający gorące gazy
odlotowe do oczyszczalni gazów. Wsad żelazonośny dla konwertorów stanowią głównie
ciekła surówka i złom stalowy. Jako uzupełnienie wsadu może być stosowana surówka stała
i złom surówkowy. Materiałami żużlotwórczymi są: wapno palone, dolomit palony i surowy,
kawałkowy żużel stalowniczy. W charakterze czynnika schładzającego kąpiel metalową
stosuje się rudę żelaza i żużel magnetyczny.
Po zakończeniu procesu zbiornik konwertora przechyla się, wylewając stal do form lub
tygli. Rozróżnia się proces konwertorowy Bessemera, Thomasa i tlenowo-konwertorowy.
Proces Bessemera
Proces polega na otrzymaniu stali z ciekłej surówki w konwertorach o wyłożeniu
kwaśnym (krzemionkowym). Z uwagi na kwaśne wyłożenie pieca nie można tą metodą
przerabiać surówek zawierających znaczne ilości fosforu, gdyż nie zostanie on usunięty,
a pozostając w stali powoduje zbyt dużą kruchość. Do przerobu w konwertorze Bessemera
nadają się surówki zawierające do 2% krzemu, manganu do 1,5%, siarki 0,05%, fosforu 0,1%
i węgla 3,5–4,5%.
Proces wytapiania stali w konwertorze besemerowskim dzieli się na następujące okresy:
−
przechylenie konwertora i zalanie surówki,
−
ustawienie konwertora i włączenie dmuchu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
−
iskrowy,
−
płomienny,
−
dymny,
−
odtlenianie i uzyskanie pożądanej zawartości C, Mn, Si, po zakończeniu wytopu
dodajemy surówkę zwierciadlistą, żelazomangan, żelazokrzem, aluminium,
−
przechylanie konwertora, usuwanie żużla i odlewanie stali.
Po rozpoczęciu dmuchu w pierwszym okresie utlenia się przede wszystkim krzem
i mangan, mające duże powinowactwo do tlenu. Utlenia się również nieco żelaza
i rozpoczyna się nieznaczne utlenianie węgla. Powstałe tlenki krzemu, manganu i żelaza
tworzą żużel. Temperatura kąpieli wzrasta w wyniku egzotermicznych reakcji utleniania.
Zwłaszcza krzem, którego jest w surówce besemerowskiej około 2%, dostarcza dużych ilości
ciepła. Powstające w pierwszym okresie gazy unoszą drobne kropelki metalu, które
wyglądają jak iskry.
W drugim okresie intensywnie utlenia się węgiel. Nad gardzielą ukazuje się coraz
większy płomień ze spalania CO na CO
2
. W tym okresie utleniają się również pozostałości
krzemu i manganu.
Trzeci okres rozpoczyna się opadaniem płomienia. Świadczy to o kończącym się
utlenianiu węgla, a gazy wydobywające się z konwertora przyjmują wygląd brunatnych
dymów. Zabarwienie pochodzi od tlenków żelaza, które powstają na skutek intensywnego
utleniania żelaza. Brunatne dymy są oznaką końca świeżenia i z chwilą ich ukazania należy
przerwać dmuch.
Po przerwaniu dmuchu stal zawiera około 0,04–0,10% C i znaczne ilości tlenu
wpływającego na pogorszenie własności stali. Dlatego należy stal odtlenić przez dodanie
odtleniaczy w postaci manganu, krzemu lub aluminium. Stale uspokojone odtlenia się
manganem i krzemem w postaci żelazokrzemu, a ostateczne odtlenianie przeprowadza się
dodatkiem aluminium.
Jeśli stal ma zawierać większą ilość węgla to należy przeprowadzić nawęglanie, które
polega na dodaniu mielonego koksu, mączki elektrodowej lub grafitu. Nawęglanie odbywa
się w czasie spustu stali do kadzi.
Produktami procesu besemerowskiego są:
−
stal bessemerowska –zawartość siarki i tlenu większa niż w stali martenowskiej, posiada
lepszą zgrzewalność i skrawalność. Przeznaczona do wyrobu drutu, gwoździ, cienkich
blach, rur zgrzewanych, stali prętowej do wyrobu śrub i na zbrojenia do żelazobetonu,
−
ż
użel bessemerowski – stosowany jako kwaśny topnik w procesie wielkopiecowym do
rud zawierających zasadową skałę płonną.
Proces Thomasa
Konwertor tomasowski zbudowany jest tak samo jak konwertor besemerowski.
Zasadniczą różnicę stanowi jego zasadowe wyłożenie ogniotrwałe, wykonane z materiałów
dolomitowych. Zasadowe wyłożenie umożliwia wprowadzenie do konwertora wapna, które
w końcowej fazie świeżenia wiąże się z fosforem, tworząc fosforan wapniowy wypływający
na powierzchnię metalu w postaci żużla. W konwertorze Thomasa przerabia się surówki
zawierające 3–4% węgla, 0,4–1,5% manganu, 0,2–0,6% krzemu, 1,7–2,5% fosforu i mniej niż
0,1% siarki. Surówka przeznaczona do przeróbki w procesie Thomasa zawiera znacznie
więcej fosforu i znacznie mniej krzemu niż besemerowska. Proces świeżenia podobnie jak
w konwertorze besemerowskim dzieli się na trzy okresy. Charakterystyczną cechą zewnętrzną
pierwszego okresu są wydobywające się dymy zabarwione na żółto lub czerwono pyłami
unoszonego wapna. W tym okresie utleniają się krzem i mangan oraz nieznacznie węgiel
i żelazo. Z utlenionych składników wsadu rozpoczyna się tworzenie żużla. Temperatura
kąpieli metalowej na skutek egzotermicznych reakcji utleniania stopniowo wzrasta. Po
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
utlenieniu krzemu i manganu proces przechodzi w drugi okres, w czasie którego intensywnie
wypala się węgiel. W ostatnim okresie następuje intensywne odfosforowywanie oraz
odsiarczanie. Trwające tak długo, aż utworzą się brunatne dymy, które są oznaką zakończenia
procesu świeżenia. Egzotermiczne reakcje utleniania fosforu są głównym źródłem
wydzielania dużych ilości ciepła. Temperatura kąpieli rośnie tak szybko w trzecim okresie, że
zachodzi konieczność schładzania kąpieli przez dodanie rudy lub złomu. Po świeżeniu żużel
jest zlewany do oddzielnych kadzi i po schłodzeniu poddawany mieleniu. W takiej postaci
stanowi cenny nawóz dla rolnictwa. Pozostałą w konwertorze stal odtlenia się żelazostopami
oraz ewentualnie nawęgla (rys. 16).
Rys. 16. Proces Thomasa [4]
Produktami procesu Thomasa są:
−
stal tomasowska – zawierająca więcej azotu, tlenu, wtrąceń żużlowych od stali
martenowskiej i bessemerowskiej, ale jest tańsza. Używana do wyrobu drutu, rur bez
szwu, taśm, itp.,
−
ż
użel zasadowy – zawierający około 50% CaO i 20–50% P
2
O
5
– po zmieleniu stosowany
jako nawóz sztuczny zwany tomasyną.
W porównaniu z procesem bessemerowskim proces tomasowski ma następujące cechy
charakterystyczne:
−
konwertor tomasowski ma wyłożenie zasadowe,
−
przy tej samej wydajności konwertor tomasowski musi mieć większe rozmiary, gdyż
w procesie tomasowskim wytwarza się duże ilości żużla,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
−
proces besemerowski przebiega bez dodawania topników, a w procesie tomasowskim
jako topnik stosuje się wapno , które ładuje się do konwertora przed wlaniem surówki,
−
głównym źródłem ciepła w procesie tomasowskim jest fosfor i dlatego jego zawartość
powinna wynosić 1,8–2,2%. Zasadowy żużel wapienny umożliwia odfosforowanie
i odsiarczanie metalu, co jest niemożliwe w konwertorze bessemerowskim.
Proces konwertorowy z bocznym dmuchem
W konwertorach z bocznym dmuchem CO spala się na CO
2
w przestrzeni roboczej,
w wyniku czego uzyskuje się dodatkowe ilości ciepła, co podwyższa sprawność cieplną
konwertorów. Dzięki temu można zmniejszyć pojemność tych konwertorów bez obawy
zamrożenia ciekłego wsadu oraz stosować je w odlewniach do wytwarzania niewielkich ilości
staliwa w krótkich odstępach czasu. Proces w konwertorze z bocznym dmuchem można
podzielić na dwa okresy. W pierwszym utleniają się przede wszystkim krzem i mangan oraz
ż
elazo przechodząc do żużla. Okres ten charakteryzuje się niewielkimi wyrzutami żużla
i metalu z gardzieli. W drugim okresie pojawia się nad gardzielą niewielki płomień. W tym
okresie intensywnie wypala się węgiel i utleniają się pozostałości krzemu i manganu.
Opadnięcie płomienia i pojawienie się brunatnych dymów jest oznaką końca procesu. Po
zakończeniu dmuchu metal odtlenia się za pomocą manganu i krzemu oraz ewentualnie
nawęgla.
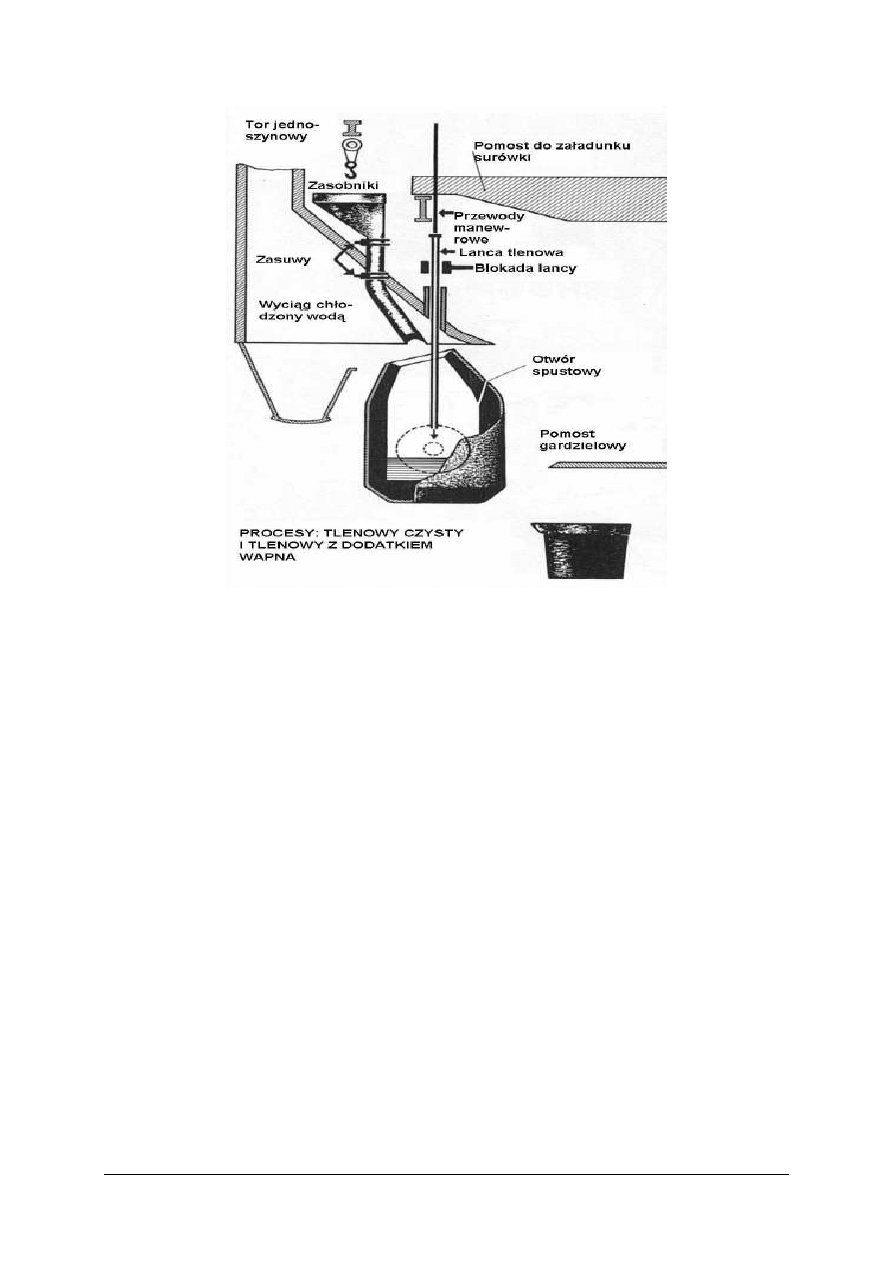
Proces konwertorowy LD
Proces polega na otrzymywaniu stali z surówki oraz rudy lub złomu w konwertorze
ustawionym pionowo przez wdmuchiwanie czystego tlenu od góry za pomocą lancy tlenowej
(rys. 17). Lanca tlenowa jest chłodzona wodą. Metoda ta pozwala na przerabianie surówek
o dowolnym składzie chemicznym i nie powoduje naazotowania stali. Przebieg wytapiania stali
w konwertorze LD przebiega następująco. Do przechylonego konwertora, z którego
wyciągnięta jest lanca, wsypuje się odpowiednią ilość złomu, który ma celu ochłodzenie kąpieli
metalowej. Następnie wlewa się ciekłą surówkę. Po zakończeniu tej czynności konwertor
ustawia się pionowo, opuszcza lancę i rozpoczyna wdmuchiwanie tlenu. W tym czasie do
konwertora rynną zasypową wprowadza się odpowiednią ilość wapna palonego. Na skutek
utleniającego działania tlenu wypalają się przede wszystkim krzem, mangan i niewielkie ilości
ż
elaza. Szybko wzrastająca temperatura sprzyja powstawaniu żużla, co umożliwia wcześniejsze
rozpoczęcie procesów odsiarczania i odfosforowania. Na skutek mechanicznego oddziaływania
strugi tlenowej, cała kąpiel zaczyna krążyć w konwertorze. Węgiel rozpoczyna się wypalać
z chwilą rozpoczęcia dmuchu, ale najintensywniejsze utlenianie węgla przebiega przy pełnym
krążeniu kąpieli. Wydzielające się na ściankach i dnie konwertora bańki CO powodują
energiczne gotowanie kąpieli metalowej. Burzliwe mieszanie metalu z żużlem wpływa na
intensyfikację
zachodzących
procesów,
szczególnie
odfosforowania i odsiarczenia.
Wyświeżony metal zlewa się do kadzi, gdzie dodaje się odpowiednich żelazostopów
i ewentualnie aluminium w celu odtlenienia stali. Nawęglanie stali przeprowadza się również
w kadzi. Po spuszczeniu metalu konwertor przechyla się i przez gardziel wylewa żużel do kadzi
ż
użlowej. Proces otrzymywania stali trwa 12–15 minut, wydajność jest znacznie wyższa od
pozostałych metod i wynosi do 400 ton na godzinę.
Odmianami procesów konwertorowo-tlenowych są procesy LDAC (część wapna jest
wdmuchiwana ze strugą tlenową), OLP (cała ilość wapna wdmuchiwana jest ze strugą
tlenową) oraz TBM. W procesie LD kąpiel świeży się wyłącznie tlenem podawanym lancą
tlenową nad poziom kąpieli.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 17. Proces tlenowy [4]
Wytapianie stali w konwertorze tlenowym w procesie TBM prowadzi się świeżąc kąpiel
metalową tlenem podawanym przez lancę tlenową, usytuowaną nad poziomem kąpieli,
z równoczesnym przedmuchiwaniem kąpieli gazami obojętnymi (argon i azot) przez dysze
umieszczone w dennicy konwertora w przeciwprądzie do strumienia tlenu dmuchanego na
powierzchnię kąpieli od góry. Pozwala to na:
−
znacznie szybsze niż w metodzie konwencjonalnej utworzenie aktywnego żużla,
−
zmniejszenie zużycia tlenu do procesu świeżenia,
−
zmniejszenie ilości utlenionego żelaza w kąpieli metalowej podczas świeżenia,
−
zmniejszenie ilości tlenu aktywnego, a przez to zmniejszenie zużycia odtleniaczy
i żelazostopów,
−
ograniczenie erozyjnego oddziaływania kąpieli na wymurówkę, a przez to na
oszczędność materiałów ogniotrwałych,
−
na poprawę jakości wytwarzanej stali.
Urządzenia do wykorzystania i odpylania gazów konwertorowych
Wytapianiu stali w procesach konwertorowych towarzyszy intensywne wydzielanie się
gazów i pyłów. Gaz ten zawiera tlenek węgla (CO) i duże ilości pyłu (składającego się
głównie z tlenków metali, łącznie z metalami ciężkimi), względnie małe ilości tlenków siarki
(SO
2
) i tlenków azotu (NOx). Tlenek węgla, zawarty w gazach, spala się przy wylocie
z gardzieli konwertora i daje znaczne ilości energii cieplnej. Dla jej wykorzystania instaluje
się kotły odzyskowe. Aby możliwe było odzyskiwanie gazu konwertorowego, konieczne jest
przeprowadzenie wysoko efektywnego oczyszczenia gazu.
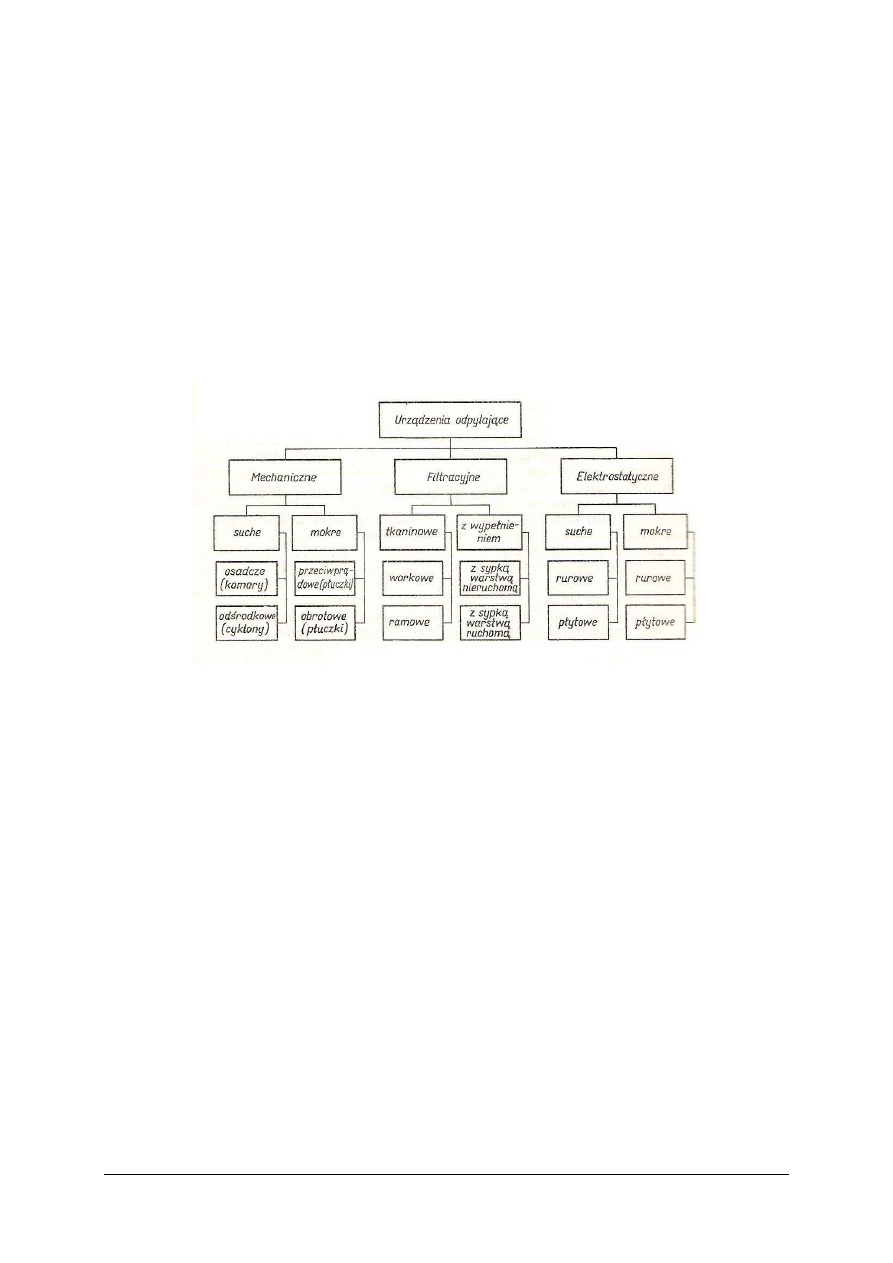
Gazy konwertorowe przed wypuszczeniem do atmosfery powinny być odpylone.
Urządzenia odpylające dzielą się na trzy grupy (rys. 18):
−
mechaniczne,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
−
filtracyjne,
−
elektrostatyczne.
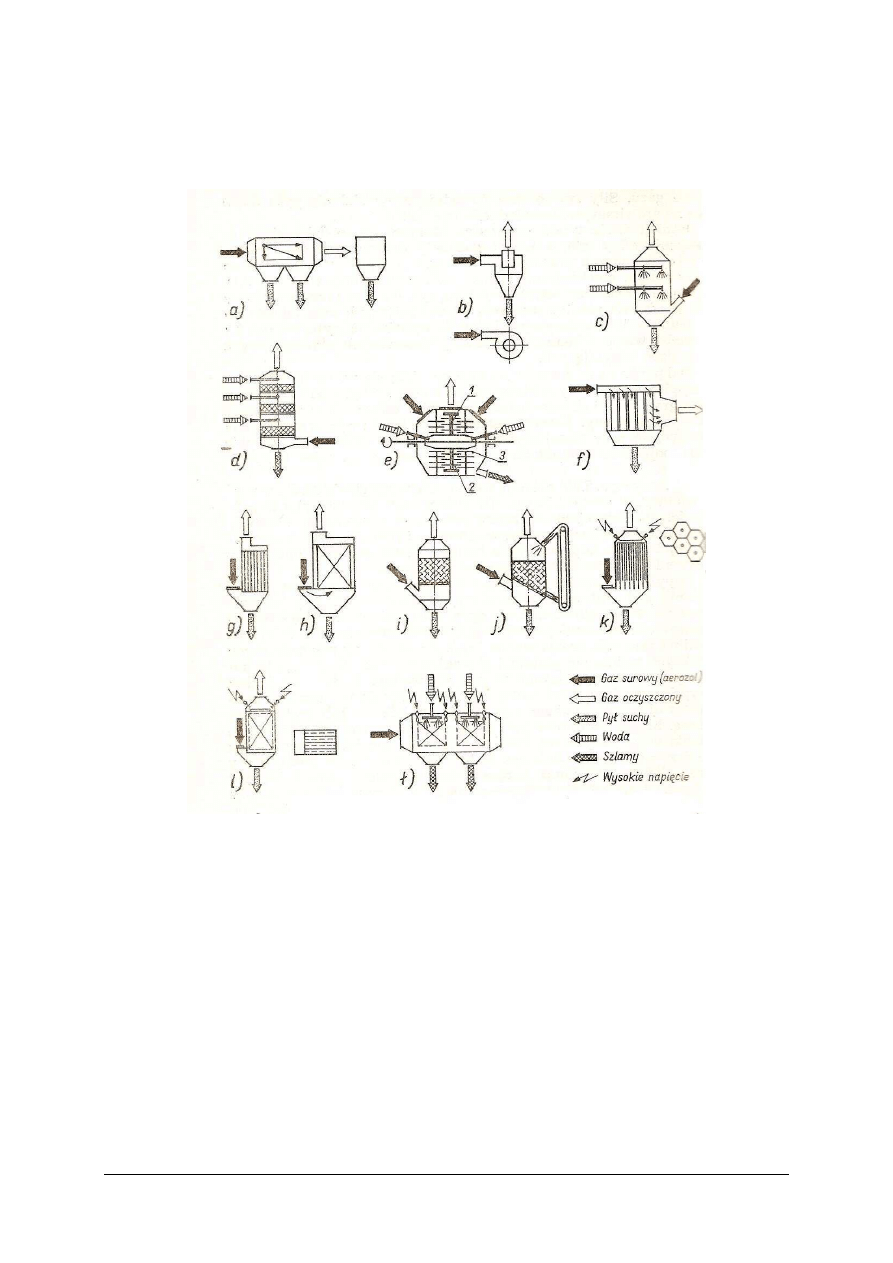
Do grupy mechanicznych suchych urządzeń odpylających należą komory osadcze,
cyklony, multicyklony, odpylacze o ruchu obrotowym cylindrycznej obudowy, odpylacze
wirnikowe. Najczęściej stosowane są cyklony. Mają bardzo szeroki zakres zastosowania,
m.in. w obiegach wentylacyjnych i przy odpylaniu małych ilości gazu (za paleniskami
kotłów, w odlewniach, piecach wapiennych, itp.). Cyklony stosuje się także w skojarzeniu
z innymi typami odpylaczy, jako pierwszy stopień odpylania (np. z odpylaczami
tkaninowymi, mokrymi lub elektrostatycznymi). Urządzenia te działają na zasadzie
występowania dużych sił odśrodkowych z odrzutem cięższych ciał stałych w kierunku
ś
cianek cylindra, po których zsuwają się do umieszczonego w dole zbiornika pyłu.
Charakteryzują się łatwą obsługą, niskimi kosztami inwestycyjnymi i eksploatacyjnymi, lecz
i niezbyt wysoką skutecznością działania.
Rys. 18. Podział urządzeń odpylających [6, s. 457]
Mechaniczne mokre urządzenia odpylające, stanowiące najliczniejszą grupę urządzeń
odpylających są to m.in.: płuczki wieżowe, cyklony mokre, płuczki obrotowe, odpylacze ze
zwężką Venturiego. Zasada ich działania polega na wykorzystywaniu zjawisk występujących
przy dodawaniu cieczy do zapylonego gazu, tj. kondensacji pary wodnej, dyfuzji, zderzenia
się kropelek cieczy z ziarenkami pyłu, zjawisk elektrostatycznych, rozdrobnienia gazu,
osadzania się pyłu. Urządzenia te przeznaczone są do odpylania gazów technologicznych
z pyłów drobnych, nieagresywnych i nie cementujących. Charakteryzują się małą czułością na
zmiany temperatury, wilgotności oraz stosunkowo wysoką skutecznością odpylania (do 99%).
Mokre urządzenia odpylające, niezależnie od odpylania gazu, mogą być równocześnie
wykorzystywane do chłodzenia gazu lub wydzielania zanieczyszczeń gazowych. Działanie
odpylaczy tkaninowych (filtracyjnych) polega na oddzieleniu pyłu podczas przepływu
zapylonego gazu przez materiały filtracyjne, tj. warstwy kształtek ceramicznych
i metalowych, tkaniny, włókniny, filce, bibuły. Najbardziej rozpowszechnione są odpylacze
filtracyjne tkaninowe, w których materiałem filtracyjnym są tkaniny lub włókniny naturalne
i sztuczne, pozwalające na oddzielenie pyłów o wielkości ziaren rzędu 1 mikrometra. Często
wymagają one wstępnego odpylenia gazów. Stosowane są w cementowniach, wapiennikach,
wytwórniach mączek mineralnych, w produkcji metali i wyrobów z metali, produkcji maszyn
i urządzeń, a także w produkcji wyrobów chemicznych.
Elektrostatyczne urządzenia odpylające (elektrofiltry) wykorzystują zjawisko siły
elektrostatycznej. Zapylony gaz ulega jonizacji w silnym polu elektrostatycznym, ziarna pyłu
są przyciągane przez elektrodę zbiorczą, gdzie koagulują (łączą się) i przy wstrząsaniu
opadają do zbiornika pyłu. Urządzenia te charakteryzują się wysoką skutecznością działania
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
(powyżej 99,5%) oraz niskimi oporami przepływu, nawet dla bardzo dużych ilości gazów.
Elektrofiltry stosowane są do odpylania dużych ilości gazów, np. spalin z kotłów
energetycznych, w cementowniach, w produkcji metali i wyrobów z metali, w produkcji
wyrobów chemicznych.
Rys. 19. Schemat przemysłowych urządzeń odpylających: a) komora osadcza, b) cyklon, c) płuczka bez
wypełnienia, d) płuczka z wypełnieniem, e) płuczka obrotowa nadciśnieniowa; 1 – wał z tarczą,
2 – palce, 3 – pręty nieruchome, f – odpylacz tkaninowy workowy nadciśnieniowy, g) odpylacz
tkaninowy workowy podciśnieniowy, h) odpylacz tkaninowy ramowy, i- odpylacz z warstwa sypką
nieruchomą, j) odpylacz z warstwą sypką ruchomą, k) odpylacz elektrostatyczny rurowy, l – odpylacz
elektrostatyczny płytowy, ł) odpylacz elektrostatyczny mokry [6, s. 458]
Pył jest zwykle usuwany z gazu konwertorowego za pomocą płuczki zwężkowej lub
suchych filtrów elektrostatycznych. Przed dojściem do płuczki zwężkowej lub filtra
elektrostatycznego gruboziarnisty pył jest zwykle usuwany za pomocą deflektora, itp.
W przypadku, gdy stosuje się suche odpylanie elektrostatyczne jako środek oczyszczania
gazu konwertorowego powstającego przy wdmuchiwaniu tlenu, wytwarzany jest pył. Pył ten
posiada wysoką zawartość żelaza (40–65%) i może być stosowany jako wartościowy
surowiec w przypadku, gdy pyły są prasowane na brykiety. Brykiety z pyłu gruboziarnistego
zawierają około 70% żelaza metalicznego i mogą być stosowane jako substytut złomu
w konwertorze tlenowym. Brykiety z pyłu drobnoziarnistego zawierają około 7% żelaza
metalicznego i mogą być stosowane jako uzupełnienie dla rudy chłodzącej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 20. Przekrój wzdłużny przez urządzenia do odprowadzania gazów, kocioł odzyskowy i mokre odpylanie
gazów Proces tlenowy: 1, 2 – konwertory, 3 – pierścienie uszczelniające, 4 – okapy, 5 – kotły
odzyskowe, 6 – zbiornik wody kotłowej, 7 – walczaki, 8 – zagęszczacze Venturi, 9 – separatory,
10 – układy odpylaczy, 11 – separatory odśrodkowe, 12 – przewód czystego gazu, 13 – zasuwy,
14 – wentylatory, 15 – komin, 16 – pochodnia [7, s. 262]
Pozapiecowa obróbka stali
Pozapiecowa obróbka stali obejmuje wytwarzanie i obróbkę ciekłej stali po spuście
z konwertorów tlenowych do momentu odlewania stali. Zwykle prowadzona jest na
stanowiskach obróbki kadziowej, a jej celem jest:
−
ograniczenie zawartości siarki w stali,
−
odtlenienie stali,
−
końcowa regulacja składu chemicznego,
−
ujednorodnienie składu chemicznego i temperatury w całej objętości kąpieli,
−
regulacja temperatury do poziomu wymaganego przez technologię ciągłego odlewania,
−
usunięcie niepożądanych gazów, jak wodór i azot,
−
usunięcie wtrąceń niemetalicznych (WN),
−
modyfikacja pozostałych wtrąceń niemetalicznych.
Stanowiska obróbki kadziowej spełniają także funkcję bufora i umożliwiają odlewanie
w procesie COS. Kadź z ciekłą stalą transportowana jest zazwyczaj przy pomocy suwnicy lub
wózka transportującego (transfer car). Dostępny jest cały szereg technologii pozapiecowej
obróbki stali. Wyróżnia się procesy z podgrzewaniem i bez podgrzewania oraz procesy
odbywające się w warunkach obniżonego ciśnienia lub w warunkach ciśnienia
atmosferycznego. Stanowiska obróbki kadziowej w stalowniach masowych wymagają
stosowania systemu wytwarzającego próżnię lub podgrzewania łukiem elektrycznym (albo
obu jednocześnie). Niezbędne jest także ich wyposażenie w urządzenia umożliwiające
przedmuchiwanie kąpieli gazem obojętnym, wprowadzanie drutów lub wdmuchiwanie
reagentów sproszkowanych. Nowoczesne stalownie dysponują liniami pozapiecowej obróbki
ciekłej, w skład której wchodzą:
−
stanowiska argonowania i wprowadzania drutów rdzeniowych,
−
urządzenie do próżniowego odgazowywania ciekłej stali metodą porcjową DH,
−
urządzenie do próżniowego odgazowywania ciekłej stali metodą obiegową RH,
−
urządzenie do głębokiego odsiarczania stali za pomocą wdmuchiwania reagentów
−
sproszkowanych SL,
−
piec kadziowy LF (Ladle Furnace).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Wyposażenie to zapewnia uzyskiwanie wysokich współczesnych standardów pod
względem technologii wytwarzania jak i jakości produkowanej stali.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki sposób następuje świeżenie domieszek w procesach konwertorowych?
2. Co jest źródłem ciepła w procesach konwertorowych?
3. Jakie są rodzaje metod konwertorowego otrzymywania stali?
4. Jakie jest wyłożenie konwertora Bessemera?
5. Jakie okresy występują w procesie Bessemera?
6. Jaki jest skład surówek stosowanych w procesie Bessemera?
7. Jakie jest wyłożenie konwertora Thomasa?
8. Jakie okresy występują w procesie Thomasa?
9. Jaki jest skład surówek stosowanych w procesie Thomasa?
10. Jak prowadzi się proces w konwertorze z bocznym dmuchem?
11. Jak prowadzi się proces LD?
12. W jaki sposób odtleniana jest stal w procesach konwertorowych?
13. W jaki sposób nawęgla się stal w procesach konwertorowych?
14. Jakie urządzenia stosuje się do wykorzystania i odpylania gazów?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie schematu konwertora z dolnym dmuchem opisz jego budowę i zasadę
działania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych schemat konwertora,
2) przeanalizować budowę konwertora,
3) zapisać krótką dotyczącą budowy konwertora,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Scharakteryzuj metody otrzymywania stali w procesach konwertorowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje o sposobach wytopu stali
w konwertorach,
2) przedstawić graficznie klasyfikacje metod wytopu stali w procesach konwertorowych,
3) scharakteryzować
poszczególne
metody
otrzymywania
stali
w
procesach
konwertorowych,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 3
Scharakteryzuj materiały odtleniające i nawęglające do wytopu stali uspokojonej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać materiały dotyczące odtleniania i nawęglania stali w procesach
konwertorowych,
2) odszukać w dokumentacji wytopu informacje dotyczące rodzaju oraz ilości materiałów
odtleniających i nawęglających,
3) scharakteryzować materiały odtleniające i nawęglające,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały odtleniające i nawęglające,
−
dokumentacje wytopu,
−
literatura zgodna z punktem 6 Poradnika
Ćwiczenie 4
Scharakteryzuj urządzenia przedstawione na schemacie.
Rysunek do ćwiczenia 4
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać materiały dotyczące otrzymywania stali w procesach konwertorowych,
2) zapisać nazwy konwektorów przedstawionych na schemacie,
3) zapisać rodzaj gazu utleniającego doprowadzanego do poszczególnych konwertorów,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Ćwiczenie 5
Scharakteryzuj metodę otrzymywania stali przedstawioną na schemacie.
Rysunek do ćwiczenia 5
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać materiały dotyczące otrzymywania stali w procesach konwertorowych,
2) zapisać materiały wsadowe,
3) zapisać urządzenia stosowane podczas wytopu,
4) opisać procesy zachodzące podczas wytopu,
5) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 6
Scharakteryzuj urządzenia odpylające stosowane podczas procesów konwertorowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać materiały dotyczące urządzeń odpylających,
2) sklasyfikować urządzenia odpylające,
3) opisać zasadę poszczególnych grup urządzeń odpylających,
4) zaprezentować wynik ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wyposażenie stanowiska pracy:
−
Dokumentacja Techniczno-Ruchowa urządzeń odpylających,
−
literatura zgodna z punktem 6 Poradnika.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić metody konwertorowego otrzymywania stali?
2) scharakteryzować proces Bessemera?
3) scharakteryzować proces Thomasa?
4) scharakteryzować proces konwertorowy z bocznym dmuchem?
5) scharakteryzować proces LD?
6) scharakteryzować metody odtleniania stali w procesach konwertorowych?
7) scharakteryzować metody nawęglania stali?
8) określić okresy wytopu stali?
9) rozróżnić urządzenia, które stosuje się do odpylania gazów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.3. Otrzymywanie stali w piecach elektrycznych
4.3.1. Materiał nauczania
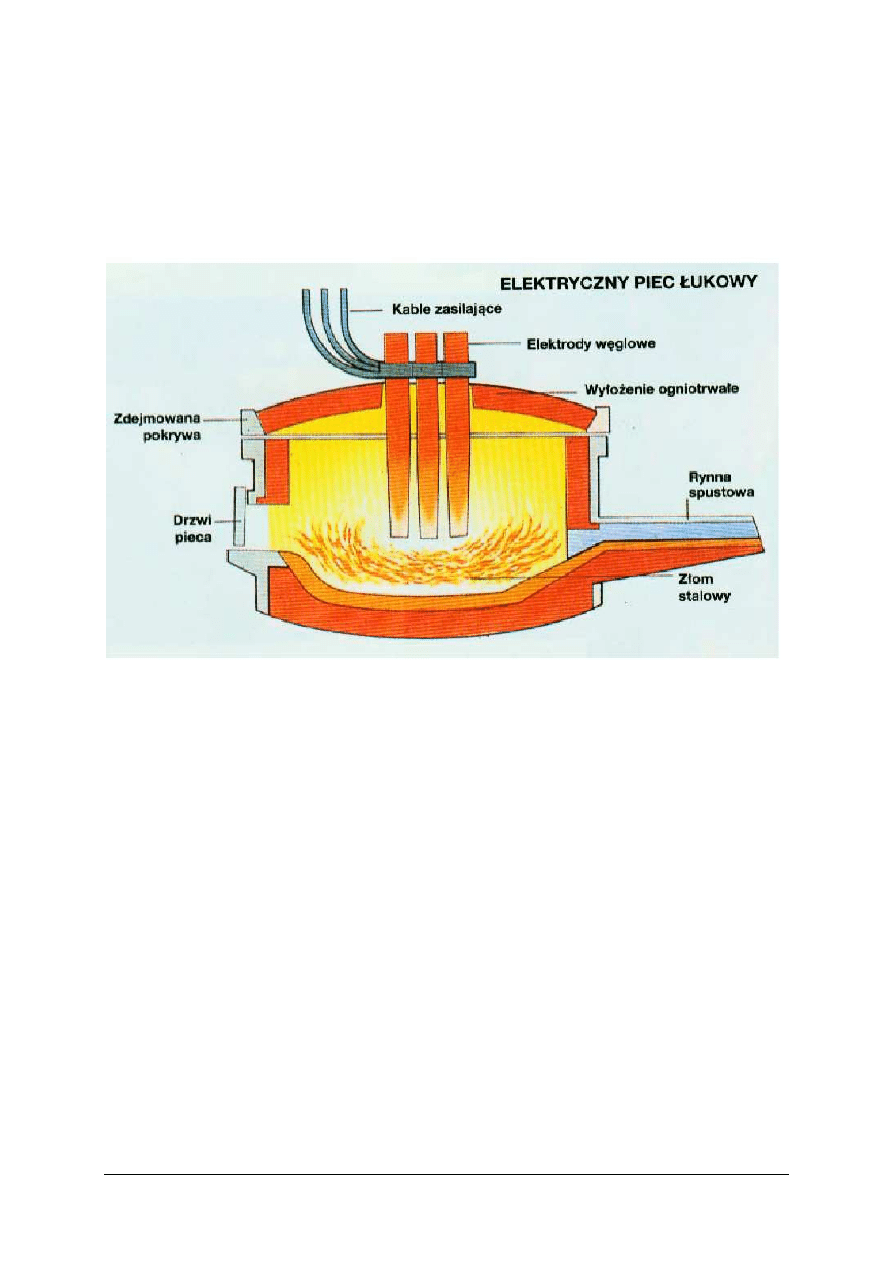
Otrzymywanie stali w piecach łukowych
W piecach łukowych (elektrodowych) energia elektryczna przetwarzana jest w ciepło
w łuku elektrycznym, a nagrzewanie metalu następuje w wyniku promieniowania łuku. Piece
łukowe można podzielić na piece łukowe o nagrzewaniu pośrednim, bezpośrednim i z łukiem
krytym (rys. 21).
Rys. 21. Piece łukowe: a) nagrzewanie pośrednie, b) nagrzewanie bezpośrednie, c) nagrzewanie łukiem
zakrytym [7, s. 158]
W piecach elektrodowych o nagrzewaniu pośrednim łuk powstaje ponad wsadem między
elektrodami usytuowanymi przeważnie poziomo.
W piecach łukowych o nagrzewaniu bezpośrednim łuk powstaje między elektrodami
ustawionymi pionowo oraz między elektrodami a metalem.
W piecach łukowych z zakrytym łukiem łuk płonie pomiędzy końcami elektrod
zanurzonych we wsadzie o dużej oporności właściwej. Ciepło w piecach z łukiem zakrytym
pochodzi więc z łuku elektrycznego i z nagrzewania oporowego.
Piece łukowe o nagrzewaniu bezpośrednim można podzielić na (rys. 22):
−
piece z przewodzącym trzonem, w których przepływ prądu jest następujący: elektroda-
ż
użel-metal-elektroda trzonu-metal-żużel-elektroda,
−
piece z nieprzewodzącym trzonem, w których przepływ prądu jest następujący:
elektroda-żużel-metal-żużel-elektroda.
Rys. 22. Piece łukowe: a), c)z trzonem przewodzącym prąd, b), d) z trzonem nieprzewodzącym prądu [5, s. 158]
Obecnie do wytopu stali najczęściej stosuje się piece łukowe o nagrzewaniu
bezpośrednim.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Głównymi częściami pieców łukowych bezpośrednich są:
−
kocioł,
−
elektrody,
−
urządzenia do podnoszenia, opuszczania oraz regulacji elektrod,
−
mechanizm przechyłu pieca,
−
transformator, wyłącznik i dławik.
Rys. 23. Piec łukowy [4]
Kocioł pieca łukowego wykonany jest z blach o grubości 10–30 mm. Kocioł ma wycięcie
na okno robocze i otwór spustowy. W piecach o dużej pojemności mogą znajdować się dwa
okna robocze co ułatwia dostęp do całej powierzchni kąpieli. Okno robocze jest usztywnione
ramą staliwną i chłodzone wodą. Zasłona okna wykonana jest z blach stalowych, zazwyczaj
chłodzonych wodą. Podnoszenie zasłony może odbywać się ręcznie, pneumatycznie lub
elektrycznie. Otwór spustowy znajduje się po przeciwnej stronie okna roboczego. Może być
otwarty (usytuowany powyżej poziomu żużla) lub zatykany (powyżej lub poniżej poziomu
ż
użla). Rynnę spustową wykonuje się z blach stalowych spawanych lub nitowanych. Jest ona
wewnątrz wyłożona cegłą szamotową i przymocowana do kotła pieca. W piecach łukowych
sklepienie nie jest związane z kotłem, lecz stanowi odrębny element konstrukcji pieca. Takie
rozwiązanie pozwala na szybką wymianę zużytego pieca oraz na ładowanie pieca koszem od
góry. Sklepienie ma trzy otwory, przez które wprowadzone są do przestrzeni roboczej
pionowe elektrody. Otwory mają średnicą nieco większą od średnic elektrod. Może to
powodować zasysanie powietrza do przestrzeni roboczej. Aby temu zapobiec szczeliny
uszczelnia się pierścieniami chłodzonymi wodą.
Elektrody mają za zadanie przewodzenie prądu elektrycznego w celu wytworzenia łuku
elektrycznego w przestrzeni roboczej. Od jakości elektrod w dużym stopniu zależy sprawność
i wydajność oraz przebieg procesu wytapiania. Elektrody dla pieców łukowych powinny
charakteryzować się następującymi własnościami:
−
dużą przewodnością elektryczną,
−
małą przewodnością cieplną,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
−
odpornością mechaniczną w wysokiej temperaturze,
−
odpornością na utlenianie,
−
minimalną ilością szkodliwych domieszek.
W piecach łukowych (rys. 24) stosuje się elektrody węglowe i grafitowe. Lepszymi
własnościami charakteryzują się elektrody grafitowe.
Elektrody zamocowane są w uchwytach połączonych ramionami z ruchomym stojakiem
teleskopowym, który może przesuwać się w górę i w dół za pomocą silnika napędowego
i śruby napędowej. Uchwyty trzymające elektrodę i doprowadzające do niej prąd elektryczny
wykonuje się z brązu, miedzi lub stali. W celu zabezpieczenia elektrod i ich uchwytów przed
nadmiernym nagrzewaniem stosuje się pierścienie chłodzone wodą. Pierścienie są
umieszczone w otworach sklepienia i oprócz chłodzenia spełniają również rolę prowadzenia
elektrod. Bardzo istotne jest właściwe rozwiązanie urządzenia do samoczynnej regulacji
elektrod, którego zadaniem jest utrzymanie stałej długości łuku. Aby utrzymać stałą długość
łuku, elektrody w miarę wypalania opuszcza się za pomocą regulatorów hydraulicznych lub
elektromechanicznych.
Rys. 24. Piece łukowe: 1 – przestrzeń robocza, 2 – wyprawa ogniotrwała, 3 –sklepienie, 4 – okno robocze,
5 – otwór spustowy, 6 – elektrody, 7 – pierścienie uszczelniające, 8 – stojak, 9 – mechanizm do
przechyłu pieca [6, s. 170]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
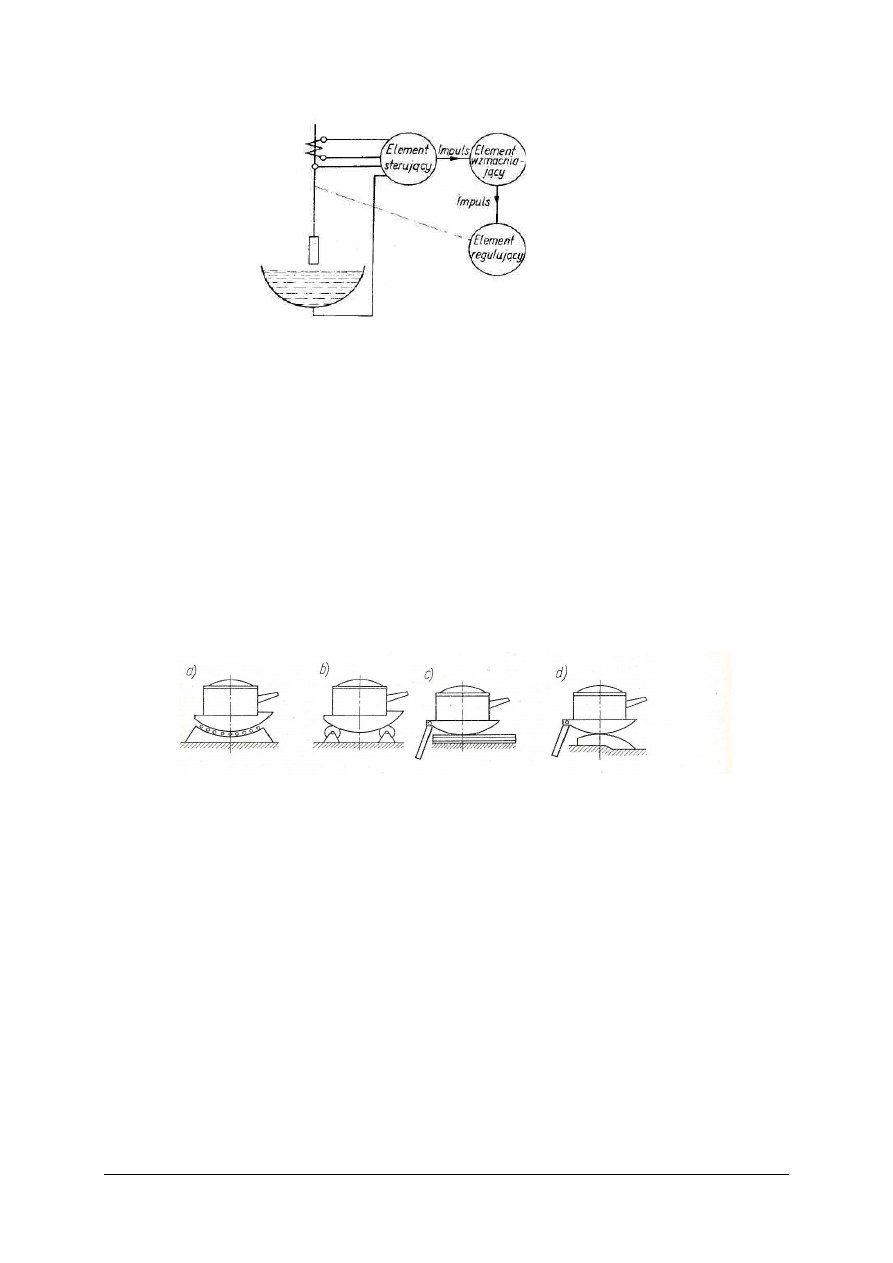
Rys. 25. Regulator [7, s. 194]
Zadaniem automatycznej regulacji elektrod jest utrzymanie żądanego natężenia prądu
łuku (rys. 25).
Element sterujący odbiera impulsy pochodzące od natężenia prądu łuku elektrycznego.
Jego zadaniem jest podanie impulsu poprzez element wzmacniający na element regulujący
w przypadku powstania odchyleń od parametrów zadanych. Element regulujący opuszcza lub
podnosi elektrodę do czasu przywrócenia założonej wartości prądu łuku.
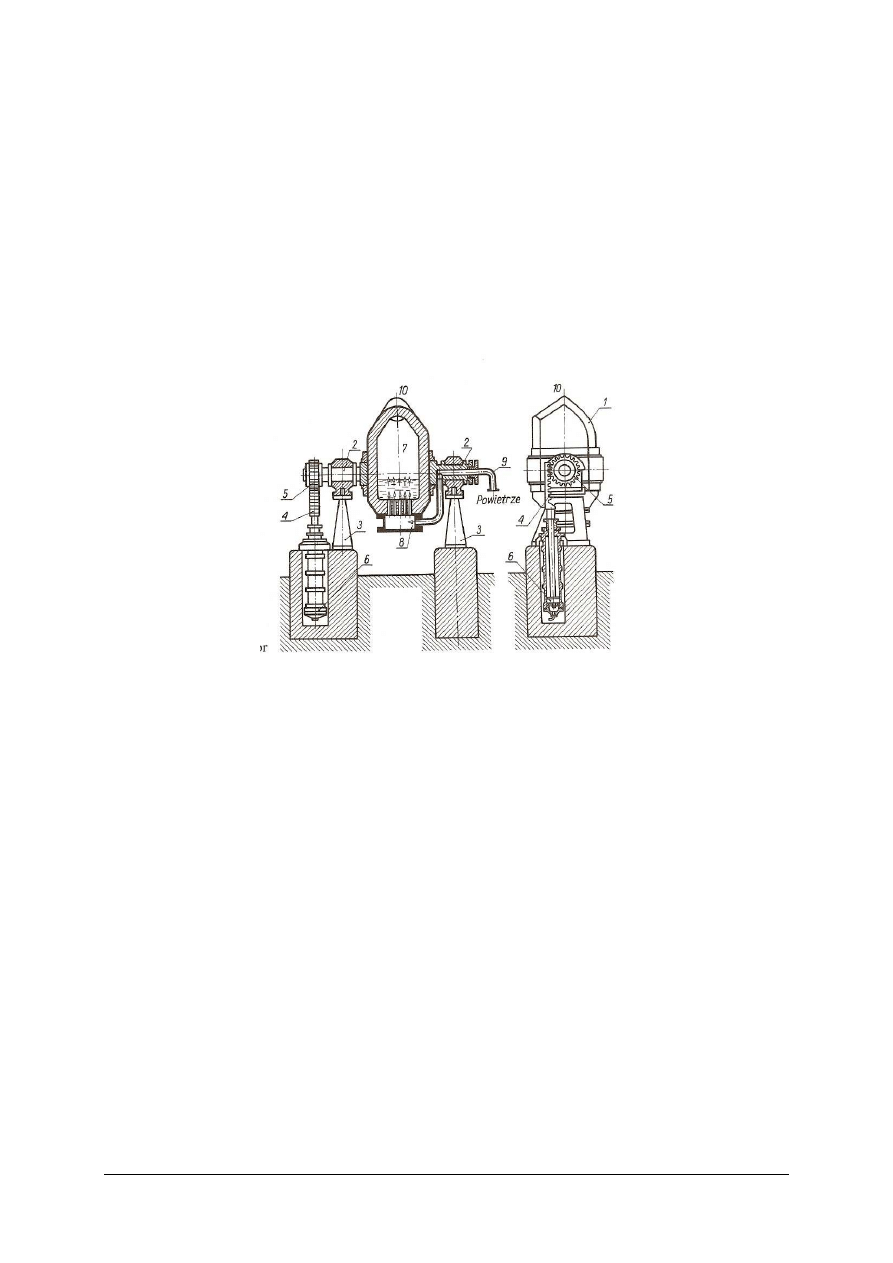
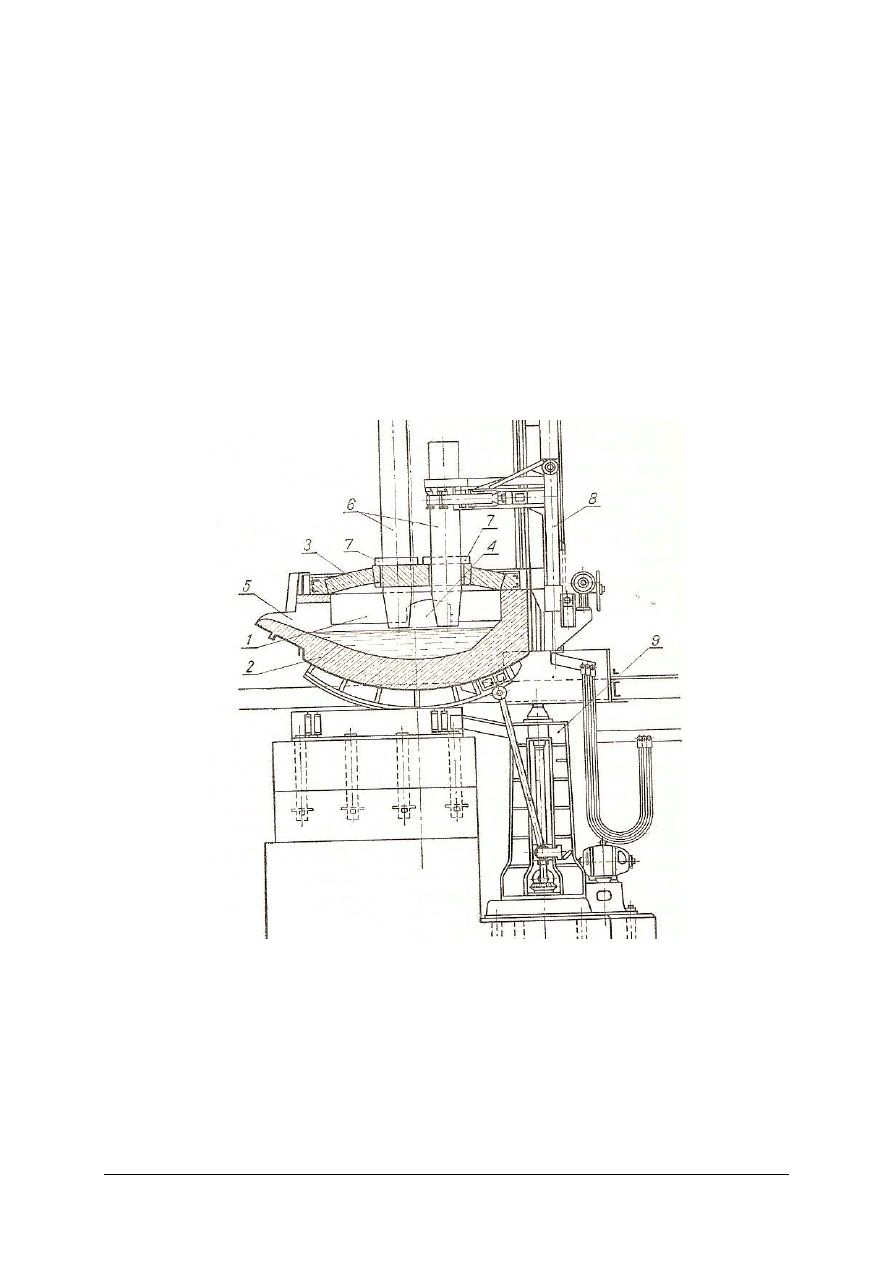
Elektryczne piece łukowe buduje się jako przechylne (rys. 26). Mechanizm przechylania
pieca powinien gwarantować możliwość przechylania pieca zarówno w kierunku rynny
spustowej, jak i okna roboczego. Piec może być przechylany za pomocą zębatej kołyski,
stanowiącej spód pieca poruszającej się po prostej zębatce przymocowanej do fundamentu.
Innym rozwiązaniem jest przechył za pomocą gładkiej kołyski opierającej się na wałkach
zamocowanych w fundamencie lub leżącej na łożyskach rolkowych ułożonych na
fundamencie. Napęd przechyłu pieca może być elektryczny lub hydrauliczny. Kąt przechyłu
w kierunku rynny spustowej wynosi 40–45º, a w kierunku okna roboczego 10–15º.
Rys. 26. Schematy działania mechanizmów dolnych do przechylania pieca, a, b) kołyska toczy się po rolkach,
c) kołyska toczy się po poziomej płycie, d) kołyska toczy się po płycie pochyłej [7, s. 295]
Nowoczesne konstrukcje pieców łukowych zapewniają również obrót pieca dookoła osi
pionowej o kąt do 60º, w lewą i prawą stronę. Po rozpoczęciu topienia w jednym położeniu
i stopieniu wsadu bezpośrednio pod elektrodami piec obraca się w drugie położenie.
Piece łukowe zasilane są prądem o napięciu 230–600 V i natężeniu do 50000 A. W celu
uniknięcia strat energii elektrycznej do stalowni doprowadza się prąd o wysokim napięciu(do
60000 V).
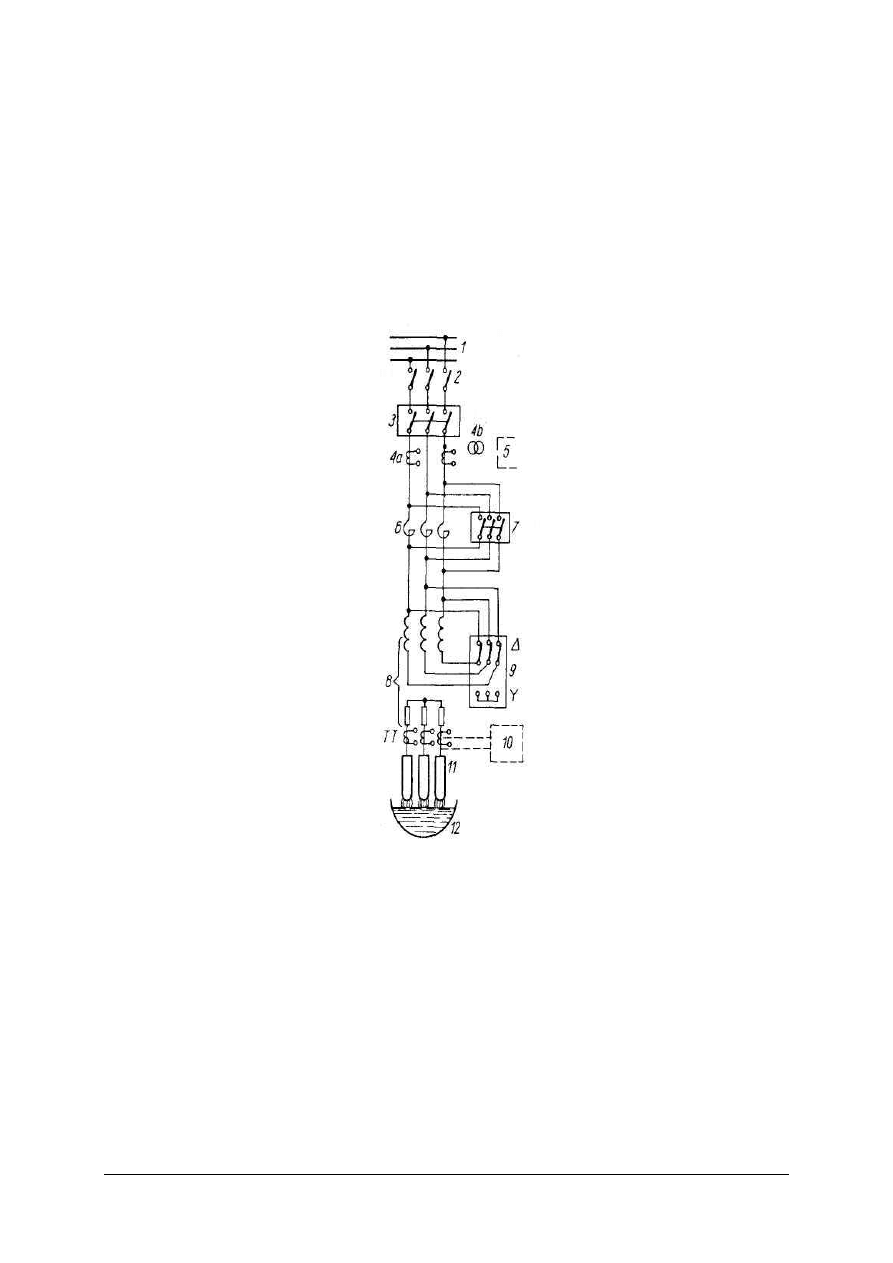
Prąd z sieci zasilającej wysokiego napięcia (rys. 27) (1) doprowadzany jest do elektrod
(11) za pośrednictwem wyłącznika powietrznego (2), głównego wyłącznika olejowego (3),
dławika (6), transformatora (8) z przełącznikiem napięcia (9) oraz sieci niskiego napięcia.
Wyłącznik powietrzny 2 służy do wyłączania pieca przy dłuższych postojach lub
naprawach.
Główny wyłącznik olejowy (3) i wyłącznik olejowy (7) służą do wyłączania i wyłączania
pierwotnych uzwojeń transformatora do sieci. Transformator piecowy (8) służy do
przetwarzania prądu o wysokim napięciu na prąd roboczy. Piece łukowe wyposażone są
w transformatory trójfazowe, składające się z trzech pierwotnych i trzech wtórnych uzwojeń.
Uzwojenia pierwotne (wysokiego napięcia) wykonane są z przewodów miedzianych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
o niewielkim przekroju. Uzwojenia wtórne (niskiego napięcia) wykonane są z szyn o dużym
przekroju. Rdzeń transformatora wraz z nawiniętymi uzwojeniami osadzony jest w zbiorniku
wypełnionym olejem transformatorowym. Proces technologiczny wytopu stali w piecach
łukowych wymaga doprowadzenia różnych ilości energii elektrycznej w poszczególnych
stadiach wytopu. Ilość doprowadzonej energii reguluje się przez zmianę napięcia wtórnego na
transformatorze. Zmiana napięcia może odbywać się przez zmianę połączenia uzwojenia
pierwotnego gwiazda-trójkąt lub przez zmianę ilości zwojów cewek uzwojenia pierwotnego.
Zadaniem dławika (6) jest ograniczenie uderzeń prądu przy zwarciach, które powstają
przy zawaleniu się nieroztopionego wsadu lub, gdy elektrody stykają się bezpośrednio
z metalem.
Rys. 27. Uproszczony układ połączeń elektrycznych pieca łukowego [5, s. 190]
Wytapianie stali w piecach łukowych
W piecach łukowych (rys. 28) wytop stali można prowadzić w procesach kwaśnych lub
zasadowych.
Proces zasadowy przeprowadza się w piecach o wyłożeniu materiałami ogniotrwałymi
magnezytowymi i dolomitowymi. Wytapianie stali w procesie zasadowym można prowadzić:
−
z normalnym świeżeniem i ściąganiem żużla,
−
bez świeżenia i ściągania żużla (metoda odzyskowa).
Cechą charakterystyczną pierwszej metody jest okres świeżenia, w którym utlenia się
C i P oraz Cr, Mn, Si, V i in. Metodę tę stosuje się do wytapiania stali niestopowych i do
wytapiania stali stopowych ze wsadu niestopowego i stopowego, który zawiera składniki
stopowe nie utleniające się podczas świeżenia np. nikiel, molibden. Drugą metodę wytapiania
charakteryzuje brak okresu świeżenia, w wyniku tego łatwo utleniające się pierwiastki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
stopowe wsadu nie utleniają się i zostają w stali. Celem metody odzyskowej jest odzyskanie
ze wsadu łatwo utleniających się składników stopowych.
Proces wytapiania z normalnym świeżeniem dzieli się na:
−
naprawę pospustową pieca,
−
ładowanie wsadu do pieca,
−
ś
wieżenie,
−
odtlenianie dyfuzyjne,
−
wprowadzanie dodatków stopowych,
−
spust gotowego metalu z pieca do kadzi.
Celem naprawy pospustowej jest usunięcie wżerów w wyłożeniu trzonu i ścian pieca,
powstałych podczas poprzedniego wytopu. Wsad ładuje się za pomocą kosza po odsunięciu
sklepienia lub za pomocą wsadzarek. Okres roztapiania rozpoczyna się po przykryciu pieca
sklepieniem, opuszczeniu elektrod i włączeniu prądu elektrycznego. Celem świeżenia kąpieli
jest maksymalne zmniejszenie zawartości fosforu w metalu, usunięcie gazów w stali
i nagrzanie metalu. Równocześnie z tymi procesami utlenia się C, Mn, Cr, V i In. Po
zakończeniu świeżenia usuwa się z pieca żużel okresu świeżenia. Celem okresu odtleniania
jest dokładne odtlenienie i odsiarczenie metalu. Odtlenianie dyfuzyjne zapewnia otrzymanie
metalu zawierającego mało wtrąceń niemetalicznych w wyniku tego, że reakcje odtleniania
przebiegają w żużlu, w którym pozostają produkty reakcji odtleniania.
W zależności od stosowanej metody odtleniania dyfuzyjnego rozróżnia się odtlenianie
pod żużlem białym lub karbidycznym. W celu otrzymania żużla białego, na kąpiel
naprowadza się mieszankę wapna, fluorytu i zmielonego koksu lub mączki elektrodowej
w stosunku 12:2:1. Przy odtlenianiu metalu pod żużlem karbidycznym naprowadza na kąpiel
mieszanką wapna, fluorytu i zmielonego koksu w stosunku 3:1:1. Czas wprowadzania
dodatków stopowych zależy od powinowactwa danego pierwiastka do tlenu. Nikiel można
wprowadzać razem ze wsadem, gdyż ma mniejsze powinowactwo do tlenu niż żelazo.
Natomiast żelazostopy zawierają pierwiastki, które mają duże powinowactwo do tlenu;
wprowadza się je więc tuż przed spustem lub do kadzi.
Po uzyskaniu wymaganego składu chemicznego i temperatury kąpieli ostatecznie
odtlenia się kąpiel metalową żelazokrzemem, poczym spuszcza się metal z pieca do kadzi.
Proces wytapiania metodą odzyskową przebiega podobnie jak proces ze świeżeniem.
W metodzie odzyskowej nie występuje jednak okres świeżenia. W celu odzyskania ze złomu
cennych pierwiastków stopowych po roztopieniu wsadu od razu odtlenia się metal
i wprowadza dodatki stopowe.
Proces kwaśny wytapiania stali stosuje się głównie w odlewniach. Wyłożenie pieca
stanowią materiały ogniotrwałe krzemionkowe. Materiały wsadowe do procesów kwaśnych
muszą charakteryzować się minimalną zawartością fosforu i siarki. Okres roztapiania
przebiega tak samo jak w zasadowym piecu łukowym. Na początku okresu świeżenia utlenia
się krzem i mangan oraz węgiel. Wydzielający się tlenek węgla umożliwia gotowanie kąpieli
metalowej. Kąpiel metalową odtlenia się za pomocą kwaśnego żużla i kwaśnego wyłożenia
pieca. W wysokiej temperaturze redukuje się krzem z krzemionki zawartej w żużlu
i wyłożeniu pieca. Dodanie żelazomanganu do pieca i aluminium do kadzi zapewnia
ostateczne odtlenienie.
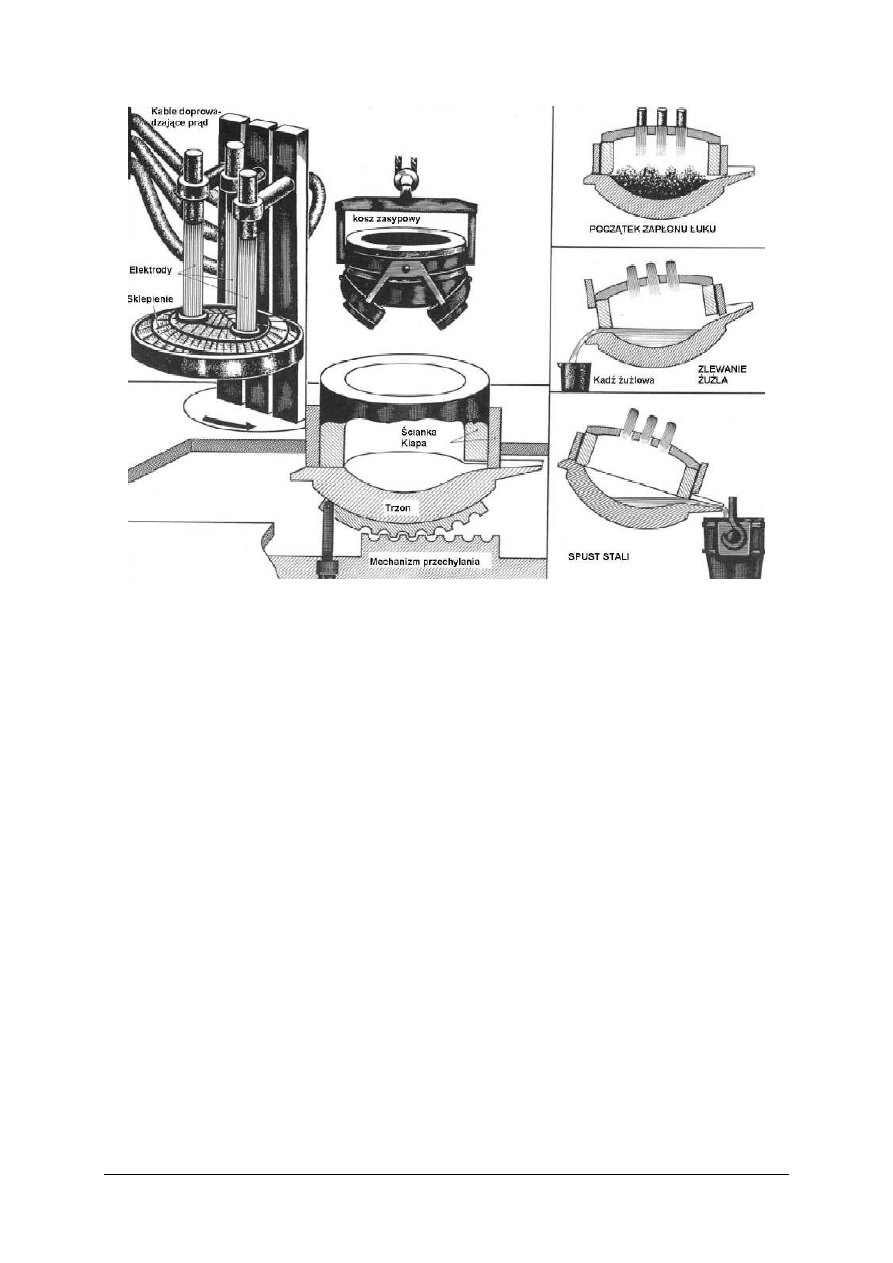
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 28. Wytop stali w piecach łukowych [4]
Budowa pieców indukcyjnych
W piecach indukcyjnych topiony metal nagrzewa się pod wpływem prądów
wzbudzonych w nim na zasadzie indukcji elektromagnetycznej. Pod względem konstrukcji
piece indukcyjne dzieli się na:
−
piece indukcyjne rdzeniowe, zwane piecami małej częstotliwości lub kanałowymi,
−
piece indukcyjne bezrdzeniowe, zwane piecami wielkiej częstotliwości lub tyglowymi.
Zasadę działania pieca bezrdzeniowego można porównać do działania transformatora.
Uzwojenie pierwotne stanowi cewka miedziana, a uzwojenie wtórne metal znajdujący się
w tyglu.
Prąd
zmienny
przepływający
przez
cewkę
wytwarza
zmienne
pole
elektromagnetyczne. Pole elektromagnetyczne indukuje we wsadzie siłę elektromotoryczną.
Siła
elektromotoryczna
powoduje
powstawanie
we
wsadzie
prądów
wirowych
nagrzewających wsad (rys. 29).
Piec indukcyjny (rys. 30) składa się z tygla ogniotrwałego i cewki indukcyjnej, stalowego
płaszcza, mechanizmu do przechyłu pieca, generatora wielkiej częstotliwości i baterii
kondensatorów. Tygiel może być wykonany z materiałów zasadowych lub kwaśnych. Tygle
zasadowe wykonuje się z proszku magnezytowego z dodatkiem kwasu borowego. Tygle
kwaśne wykonywane są ze zmielonego kwarcytu i kwasu borowego. Cewkę wykonuje się
z rur miedzianych chłodzonych wodą podczas pracy. Piece indukcyjne wielkiej częstotliwości
mogą być przechylane za pomocą kołowrotu, suwnicy, mechanizmów śrubowych,
mechanizmów o napędzie hydraulicznym.
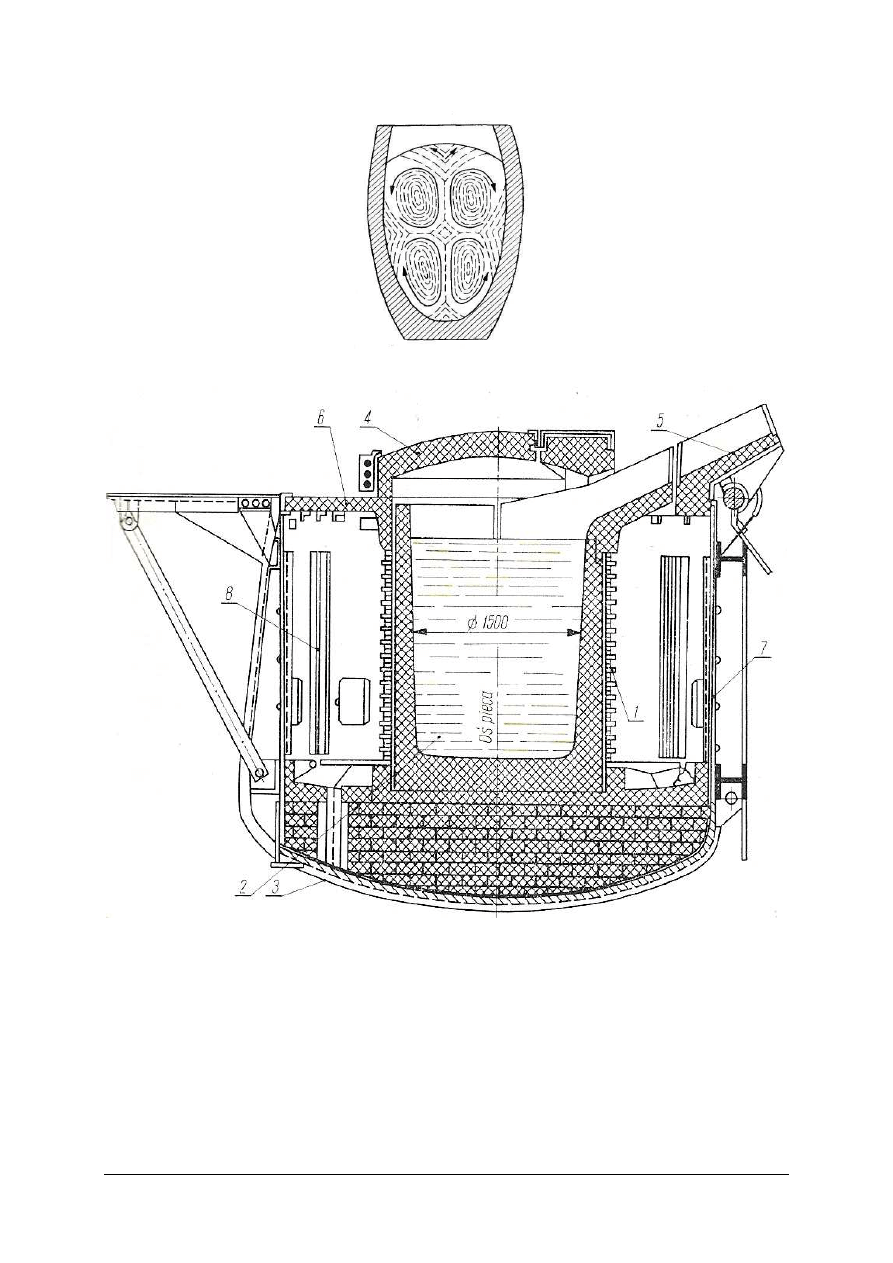
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 29. Prądy wirowe [5, s. 232]
Rys. 30. Piec indukcyjny: 1 – cewka, 2 – tygiel, 3 – trzon, 4 – pokrywa, 5 – rynna wylewowa, 6 – pierścień
szamotowy, 7 – płaszcz stalowy, 8 – ekran antymagnetyczny [7, s. 323]
Podstawowymi urządzeniami elektrycznymi pieca indukcyjnego wielkiej częstotliwości
jest silnik prądu przemiennego, generator wielkiej częstotliwości, prądnica wzbudzająca oraz
bateria kondensatorów (rys. 31).
Wytapianie stali w piecach indukcyjnych
W piecach indukcyjnych można prowadzić wytop dwiema metodami:
1) metoda przetapiania,
2) metodą z częściowym utlenianiem.
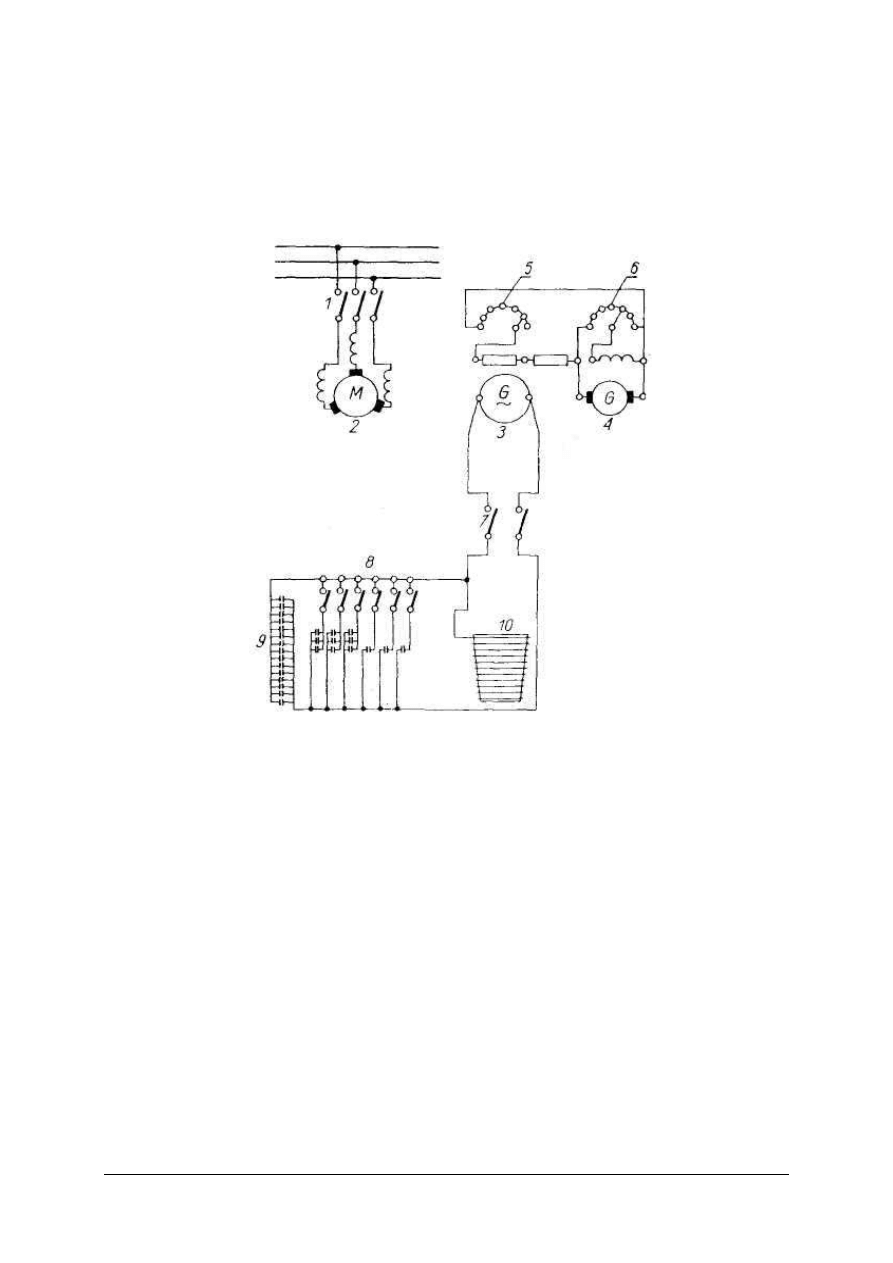
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Metoda przetapiania jest częściej stosowanym sposobem prowadzenia wytopu w piecu
indukcyjnym. Polega ona na przetopieniu odpowiednio dobranych materiałów wsadowych.
Po roztopieniu wsadu i nagrzaniu do wymaganej temperatury kąpieli metalowej odtlenia się ją
i koryguje jej skład chemiczny, a następnie spuszcza z pieca. Materiały wsadowe powinny
być wysokiej czystości i zawierać jak najmniej fosforu i siarki. Dodatki stopowe ładuje się do
pieca razem z wsadem.
Rys. 31. Uproszczony schemat elektryczny pieca indukcyjnego wysokiej częstotliwości: 1 – wyłącznik,
2 – silnik trójfazowy, generator wielkiej częstotliwości, 4 – prądnica wzbudzająca, 5 – regulator
magnetyczny, 6 – rozrusznik, 7 – wyłącznik, 8 – wyłącznik baterii kondensatorów, 9 – grupa
kondensatorów, 10 – piec [5, s. 236]
Wytop w piecu indukcyjnym można podzielić na następujące okresy:
−
naprawa pospustowa,
−
ładowanie wsadu,
−
roztapianie wsadu,
−
wykańczanie,
−
spust stali z pieca.
Naprawa pospustowa polega na starannych oględzinach tygla i naprawieniu uszkodzeń tą
samą masą, z której tygiel jest wykonany.
Ładowanie wsadu wpływa na szybkość jego roztapiania, a co za tym idzie na zużycie
energii elektrycznej. Zwykle na dno tygla daje się złom drobny. Następnie przy ścianach tygla
układa się złom gruby. Wolne przestrzenie wypełnia się wsadem drobnym.
Po załadowaniu wsadu włącza się prąd. Podczas roztapiania wsadu należy zwracać
baczna uwagę na stopniowe obsuwanie się złomu tak, aby nie dopuścić do zawisania wsadu
i do tworzenia się mostów. W okresie roztapiania tworzy się żużel z dodawanych razem
z wsadem materiałów żużlotwórczych, z zanieczyszczeń złomu oraz z tlenków wyłożenia
tygla.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Przy prowadzeniu wytopu metodą przetapiania nie prowadzi się świeżenia kąpieli
metalowej. Po całkowitym roztopieniu wsadu pobiera się próbkę metalu do analizy
chemicznej i ściąga żużel okresu roztapiania. Następnie wytwarza się nowy żużel rafinacyjny
złożony z dodatków materiałów żużlotwórczych oraz dodatków odtleniających.
Wykańczanie metalu sprowadza się do dodatku uzupełniających ilości składników
stopowych oraz odtleniaczy.
Metoda z częściowym utlenieniem znajduje głównie zastosowanie w zasadowych piecach
indukcyjnych.
Po załadowaniu i roztopieniu wsadu, jeżeli zawartość fosforu i węgla jest zbyt duża, do
kąpieli metalowej dodaje się niewielkimi porcjami rudy żelaza.
Po wyświeżeniu węgla i fosforu ściąga się żużel utleniający.
Kolejne etapy wytopu są analogiczne jak w metodzie przetapiania.
Do głównych wad wytapiania stali z częściowym utlenieniem można zaliczyć:
−
większy zgar składników stopowych wprowadzonych razem ze wsadem,
−
niszczące działanie żużla utleniającego na wyłożenie tygla,
−
dłuższy czas wytopu.
Omawiana metoda pozwala natomiast na przetapianie w zasadowym piecu indukcyjnym
złomu o większej zawartości fosforu i siarki
Wytapianie stali w piecach próżniowych
W piecach próżniowych (rys. 32) wykorzystuje się zmniejszenie ciśnienia gazów nad
powierzchnią metalu. Zastosowanie próżni sprzyja odgazowaniu stali, odtlenianiu stali za
pomocą węgla oraz oczyszczeniu stali z wtrąceń niemetalicznych. W procesach próżniowych
stosuje się próżniowe piece indukcyjne i łukowe.
Zasadniczymi częściami próżniowego pieca indukcyjnego są:
−
próżniowa komora pieca z tyglem i urządzeniem do odlewania,
−
układ pomp próżniowych,
−
układ zasilający,
−
urządzenie dozujące i kontrolno-pomiarowe.
Indukcyjne piece próżniowe mogą pracować w sposób ciągły lub okresowo. W piecach
pracujących okresowo załadowanie wsadu oraz wydobywanie wlewków odbywa się po
otwarciu komory próżniowej. W piecach o pracy ciągłej załadunek wsadu i odbiór wlewków
odbywa się bez odłączania próżni.
W zależności od konstrukcji i sposobu pracy próżniowe piece łukowe można podzielić na:
−
piece z elektrodą ciągłą roztapianą,
−
piece z elektrodą stałą nie roztapianą,
−
piece z tyglem skorupowym (autotyglem).
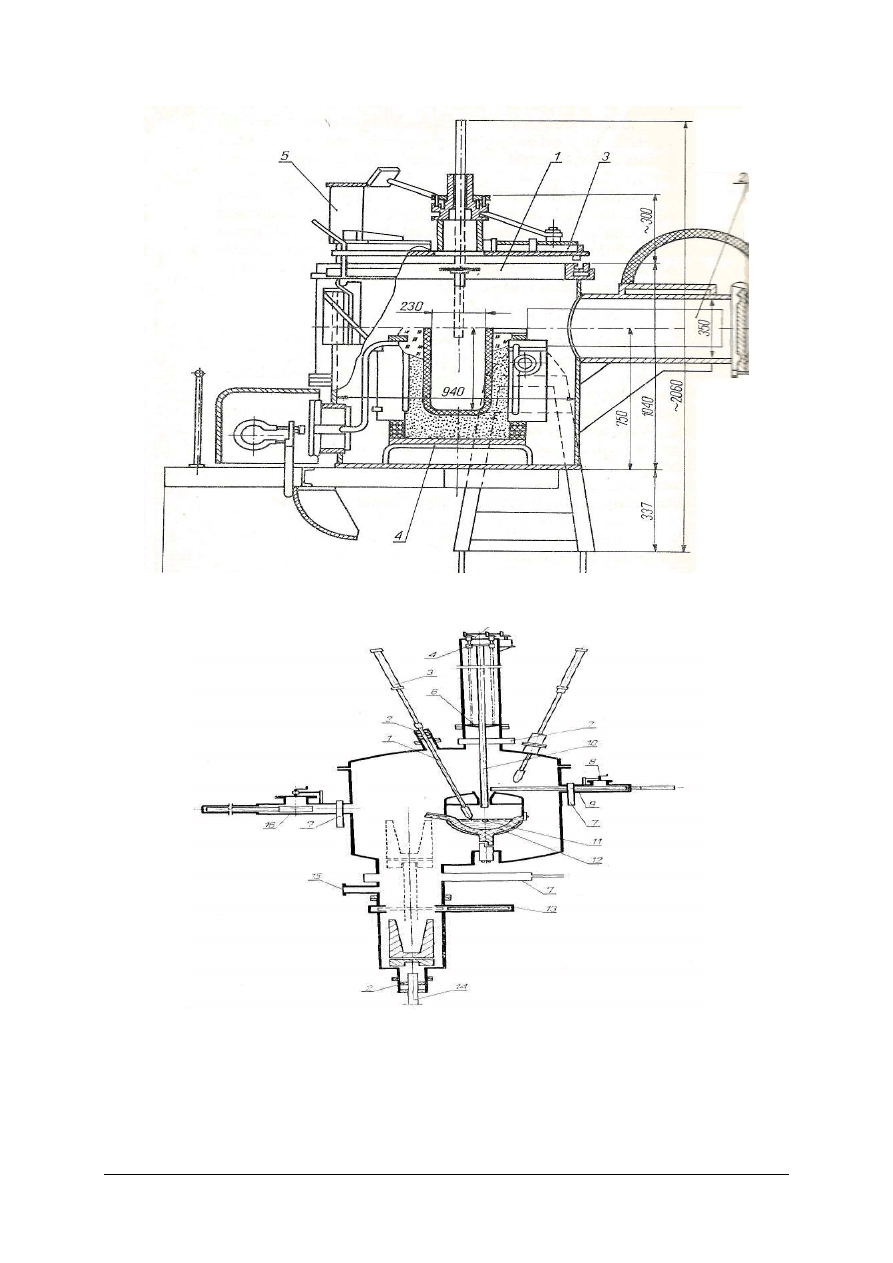
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Rys. 32. Piec indukcyjny próżniowy: 1 – komora pieca, 2 – wlewnica, 3 – pokrywa, 4 – podstawa cewki,
5 – mechanizm podnoszenia pokrywy [5, s. 244]
Rys. 33. Piec łukowy z autotyglem: 1 – elektrody chłodzone wodą, 2 – uszczelnienie próżniowe, 3 – układ
regulacji elektrod, 4 – mechanizm posuwu elektrod, 5 – uszczelnienie obrotowe, 6 – wałki kierujące,
7 – zasuwy próżniowe, 8 – zasobnik na dodatki stopowe, 9 – zasilacz, 10 – ciągła elektroda stapiania,
11 – oś przechylna tygla, 12 – stała warstwa zakrzepłego metalu, 13 – zasuwa odcinająca,
14 – podnośnik hydrauliczny, 15 – kołnierz do połączenia z układem pomp próżniowych, 16 – podajnik
złomu [5, s. 246]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Piece z autotyglem (rys. 33) stosuje się do wytopu stali wysokostopowych oraz metali
o wysokiej temperaturze topnienia. Wytapianie stali w procesach próżniowych wpływa na
polepszenie własności mechanicznych oraz jednorodności składu chemicznego.
Aby zapewnić należyte bezpieczeństwo obsługi podczas wytopu stali w piecach
elektrycznych należy bezwzględnie przestrzegać przepisów bezpieczeństwa i higieny pracy.
Szczegółowe zasady bezpieczeństwa i higieny pracy na wydziałach stalowni reguluje
ROZPORZĄDZENIE MINISTRA GOSPODARKI z dnia 20 września 2001 r. w sprawie
bezpieczeństwa i higieny pracy w hutach żelaza (Dz. U. z dnia 8 października 2001 r.)
W rozporządzeniu znalazły się między innymi następujące zasady bezpiecznej pracy przy
wytopie stali:
−
instalacje i urządzenia gazowe powinny być poddawane okresowym komisyjnym
przeglądom. Zakres i częstotliwość przeglądów określają przepisy o dozorze
technicznym,
−
miejsca, w których mogą wystąpić zagrożenia gazowe, w zależności od stopnia
zanieczyszczenia atmosfery trującymi, palnymi lub niepalnymi gazami i parami, powinny
być podzielone na strefy zagrożenia gazowego,
−
strefy zagrożenia gazowego ustala komisja powołana przez pracodawcę w trybie
przyjętym w hucie żelaza,
−
teren stref zagrożenia gazowego powinien być oznakowany tablicami o treści: „Uwaga –
pierwsza (druga, trzecia) strefa zagrożenia gazowego”.
−
wykonywanie prac w pierwszej i drugiej strefie zagrożenia gazowego powinno być
traktowane jak prace szczególnie niebezpieczne, w rozumieniu ogólnych przepisów
bezpieczeństwa i higieny pracy.
−
przypadku awarii instalacji lub urządzeń gazowych, ustalone strefy zagrożenia gazowego
mogą być zmieniane, po uprzednim dokonaniu doraźnych pomiarów stężeń gazów lub
par w tych strefach,
−
kanały, którymi prowadzone są instalacje gazowe, powinny być murowane,
przewietrzane i oświetlone,
−
wejścia
do
kanałów
powinny
być
zabezpieczone
przed
dostępem
osób
nieupoważnionych,
−
częstotliwość przewietrzania kanałów ustala pracodawca z uwzględnieniem ich stopnia
zużycia i występujących potrzeb,
−
w nowych instalacjach gazowych niedopuszczalne jest:
1) umieszczanie tych instalacji w kanałach podziemnych,
2) stosowanie zamknięć wodnych,
−
instalacje i urządzenia gazowe powinny być wyposażone w instrukcje ratownictwa
gazowego na wypadek niekontrolowanego wypływu gazu,
−
pracownicy zatrudnieni przy instalacjach i urządzeniach gazowych nie mogą, bez zgody
bezpośredniego przełożonego, opuszczać wyznaczonych miejsc pracy,
−
pracownicy zatrudnieni przy obsłudze instalacji tlenowych powinni używać
niezatłuszczonej odzieży bawełnianej lub wełnianej o gęstej strukturze włókien,
−
podczas prowadzenia prac remontowych i usuwania awarii instalacji tlenowych powinien
być prowadzony ciągły pomiar stężenia tlenu w powietrzu,
−
w przypadku gdy stężenie tlenu przekroczy 25% jego zawartości w powietrzu, prace
powinny być przerwane,
−
niedopuszczalne jest umieszczanie instalacji i urządzeń tlenowych w:
1) piwnicach,
2) pomieszczeniach usytuowanych pod innymi pomieszczeniami,
3) pomieszczeniach poniżej poziomu usytuowania huty,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
−
elektryczne piece łukowe, konwertory i piecokadzie powinny być wyposażone
w urządzenia do mechanicznego załadunku wsadu oraz w urządzenia odpylające,
uruchamiane wyłącznie przez pracownika prowadzącego wytop,
−
części pieca elektrycznego i piecokadzi znajdujące się pod napięciem powinny być
osłonięte oraz oznakowane barwami i znakami bezpieczeństwa określonymi w Polskich
Normach,
−
pracownik dokonujący ręcznej regulacji elektrod w piecach, powinien stać na suchym
podłożu wykonanym z materiałów dielektrycznych,
−
wszystkie elementy przewodzące pieca powinny być uziemione,
−
pracownik obsługujący piec elektryczny powinien używać narzędzi z uchwytami
izolowanymi,
−
niedopuszczalne jest ładowanie wsadu do pieca stalowniczego w przypadku uszkodzenia
otworu spustowego, trzonu, ścian lub sklepienia pieca,
−
napraw bieżących sklepienia pieca dokonuje się ze specjalnych pomostów,
−
niedopuszczalne jest ładowanie do pieca stalowniczego materiałów oblodzonych lub
wilgotnych, niebezpiecznych, w tym wybuchowych, zawierających ołów,
−
wsadzarki powinny być wyposażone w światła ostrzegawcze,
−
okienka wsadzarek powinny być zabezpieczone metalowymi siatkami ochronnymi,
−
dla zabezpieczenia pracowników przed płomieniem, rozpryskami ciekłego metalu lub
ż
użla powinny być stosowane osłony naprzeciw okien wsadowych,
−
podczas zlewania surówki, ściągania żużla i spustu stali powinny być włączone sygnały
ostrzegawcze,
−
miejsce i urządzenie służące do zlewania ciekłego żużla lub stali powinny być suche oraz
zabezpieczone poręczami stałymi lub przenośnymi,
−
rafinację w piecokadzi prowadzi się przy równomiernym mieszaniu stali gazem
obojętnym, wdmuchiwanym przez co najmniej jeden korek porowaty oraz przy
działającej wentylacji wywiewnej,
−
wyburzanie, naprawa i suszenie kadzi odlewniczych oraz kadzi pośrednich powinno
odbywać się w wyznaczonym do tego celu miejscu,
−
kadź odlewniczą i pośrednią naprawia się po uprzednim jej ochłodzeniu do temperatury
nieprzekraczającej 40°C,
−
niedopuszczalne jest wchodzenie do kadzi, w której pozostały skrzepy lub wiszące
elementy wymurowania,
−
wlewnice powinny być składowane w wyznaczonym do tego celu miejscu. Wysokość
stosu ułożonych wlewnic nie powinna przekraczać 2 m,
−
wlewnice okrągłe powinny być ułożone w sposób zabezpieczający je przed
przemieszczaniem,
−
niedopuszczalne jest, w czasie ciągłego odlewania stali, przebywanie pracowników
w zasięgu awaryjnego obrotu wieży obrotowej kadzi odlewniczej, pobliżu komór
chłodzenia, zasięgu wieży obrotowej kadzi odlewniczej oraz pod maszynami do cięcia
gazowego,
−
czynność obrotu wieży obrotowej powinna być wykonywana na polecenie pracownika
nadzorującego proces odlewania,
−
przed rozpoczęciem odlewania wnęki robocze krystalizatorów powinny być oczyszczone
i wysuszone.
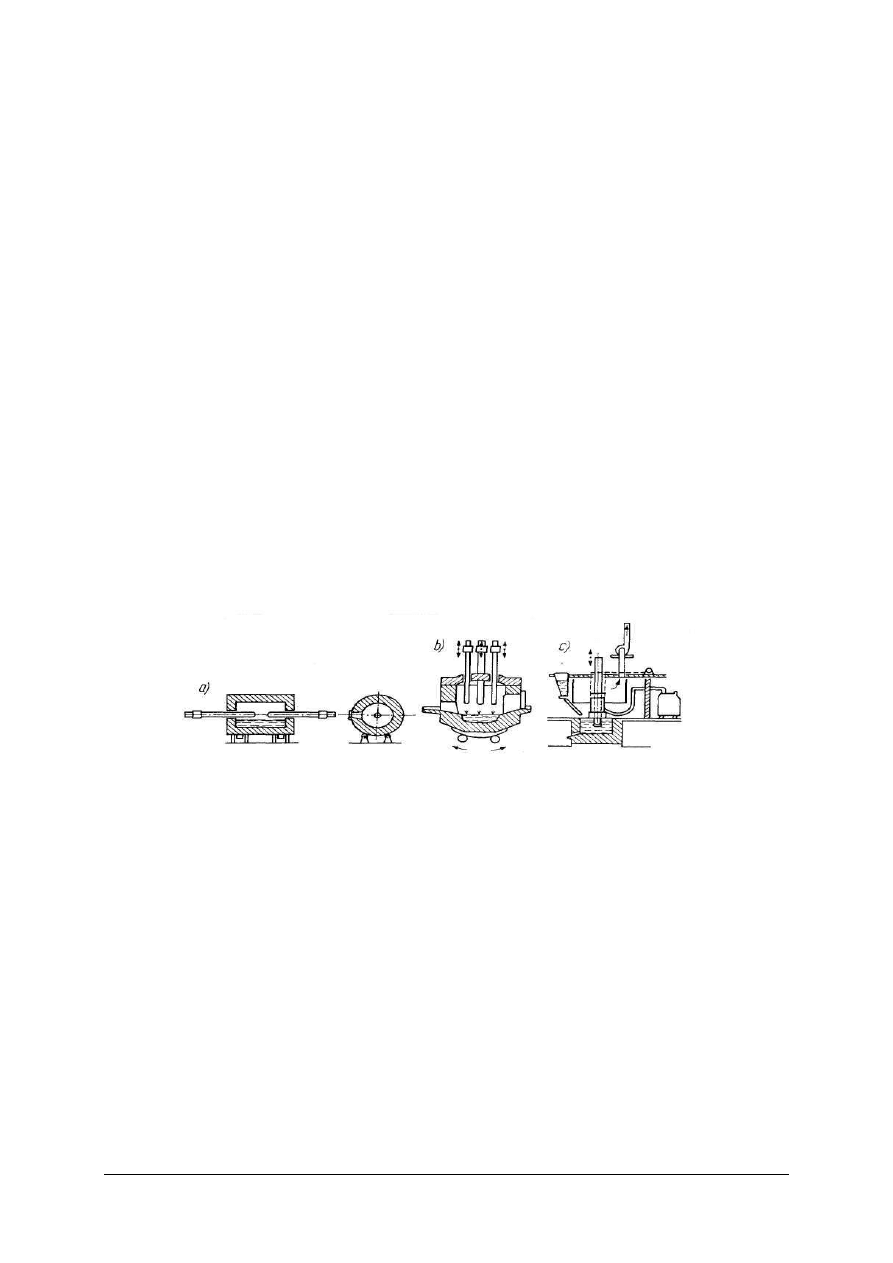
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest mechanizm nagrzewania wsadu w piecach łukowych?
2. Jak klasyfikuje się piece łukowe?
3. Jak powstaje łuk elektryczny w piecach łukowych o nagrzewaniu pośrednim,
bezpośrednim i zakrytym?
4. Jak można podzielić piece łukowe o nagrzewaniu bezpośrednim?
5. Jaka jest budowa kotła pieca łukowego o nagrzewaniu bezpośrednim?
6. Jakie elektrody stosuje się w piecach łukowych?
7. Jakie urządzenia do mocowania i regulacji położenia elektrod pieca stosuje się w piecach
łukowych?
8. Jakie mechanizmy przechyłu pieca stosuje się w piecach łukowych?
9. Jakimi metodami można prowadzić wytop stali w piecu łukowym o wyłożeniu
zasadowym?
10. Jakie etapy można wyróżnić w wytopie stali metodą odzyskową?
11. Jakie są etapy wytopu stali w piecu łukowym o wyłożeniu kwaśnym?
12. Jakie są zasadnicze części próżniowego pieca indukcyjnego?
13. Jakich zasad bhp należy przestrzegać przy wytopie i odlewaniu stali?
4.3.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj piece łukowe przedstawione na schemacie.
Rysunek do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych schematy pieców łukowych,
2) rozpoznać poszczególne rodzaje pieców łukowych,
3) zapisać nazwę i krótką charakterystykę pieców łukowych przedstawionych na schemacie,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
literatura zgodna z punktem 6 Poradnika.
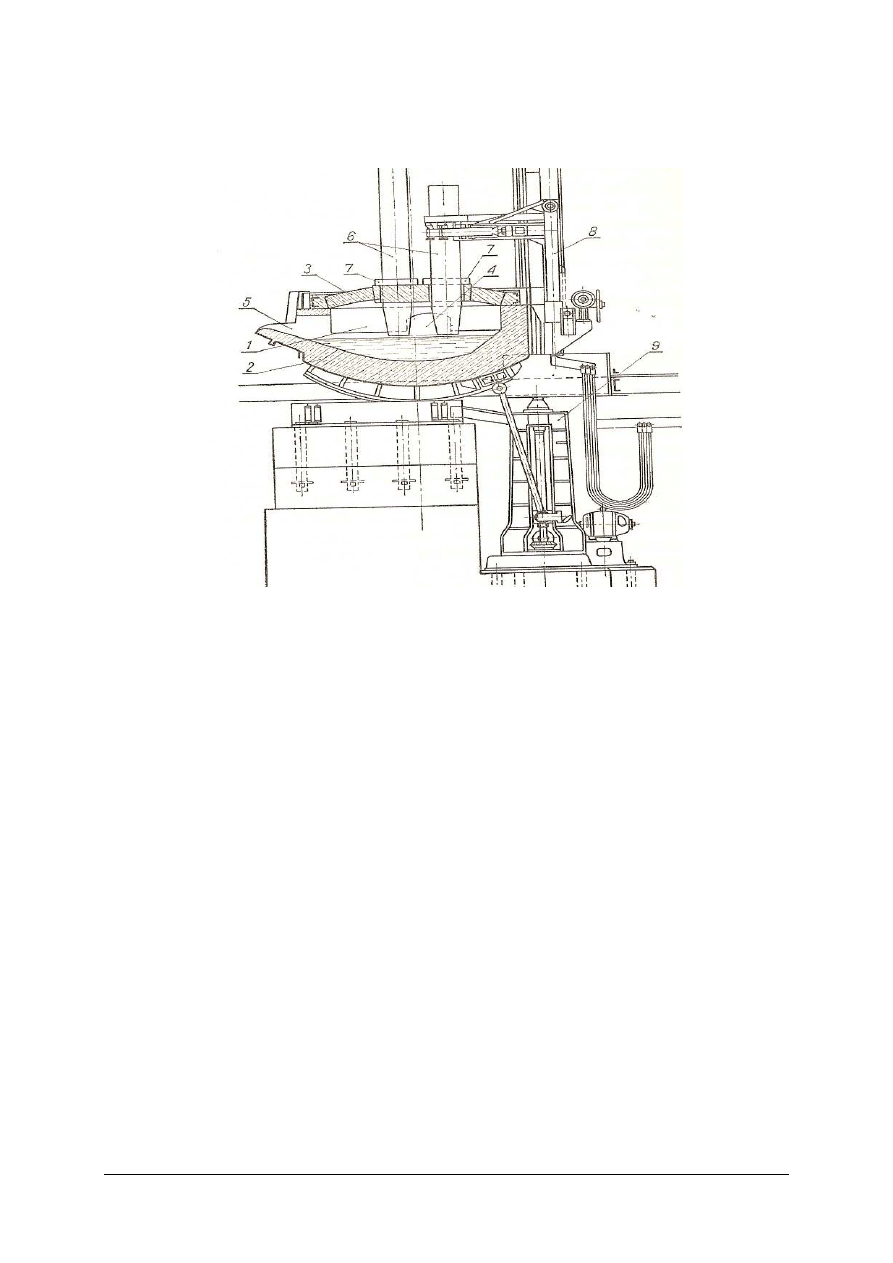
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Ćwiczenie 2
Na podstawie schematu pieca elektrodowego nazwij i scharakteryzuj podstawowe
elementy.
Rysunek do ćwiczenia 2
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać materiały dotyczące budowy pieca łukowego o nagrzewaniu bezpośrednim,
2) nazwać oznaczone kolejnymi numerami części pieca,
3) scharakteryzować budowę i przeznaczenie zaznaczonych elementów,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
Dokumentacja Techniczno-Ruchowa pieca łukowego,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 3
Scharakteryzuj etapy otrzymywania stali w piecu łukowym podczas procesu zasadowego
ze świeżeniem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać materiały dotyczące wytopu stali w piecu o wyłożeniu zasadowym,
2) określić kolejne etapy wytopu,
3) scharakteryzować kolejne etapy wytopu,
4) zaprezentować wynik ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 4
Wypisz i scharakteryzuj kolejne etapy otrzymywania stali w piecu indukcyjnym metodą
przetapiania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać materiały dotyczące wytopu stali w piecach indukcyjnych.
2) wypisać kolejne etapy wytopu,
3) scharakteryzować kolejne etapy wytopu,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 5
Określ zasady bezpieczeństwa i higieny pracy obowiązujące podczas prac przy wytopie
stali w piecach elektrycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach informacje dotyczące bhp podczas otrzymywania stali w piecach
elektrycznych,
2) scharakteryzuj odzież ochronną używaną przy wytopie stali w piecach elektrycznych,
3) określić zasady bhp obowiązujące przy wytopie i odlewaniu stali,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sklasyfikować piece łukowe?
2) rozróżnić piece łukowe w zależności od sposobu nagrzewania?
3) rozpoznać podstawowe elementy konstrukcyjne pieca łukowego
bezpośredniego?
4) scharakteryzować elektrody stosowane w piecach łukowych?
5) scharakteryzować urządzenia do mocowania i regulacji położenia
elektrod?
6) rozróżniać mechanizmy przechyłu pieca?
7) rozróżnić główne urządzenia elektryczne stosowane w piecach
łukowych?
8) rozróżnić metodę wytopu stali z normalnym świeżeniem i odzyskową
metodę wytopu stali?
9) określić etapy wytopu stali z normalnym świeżeniem?
10) scharakteryzować kolejne etapy wytopu stali metodą odzyskową?
11) scharakteryzować proces wytopu stali w piecach o wyłożeniu kwaśnym?
12) scharakteryzować proces wytopu stali w piecach próżniowych?
13) określić zasady bhp podczas wytopu i odlewania stali?
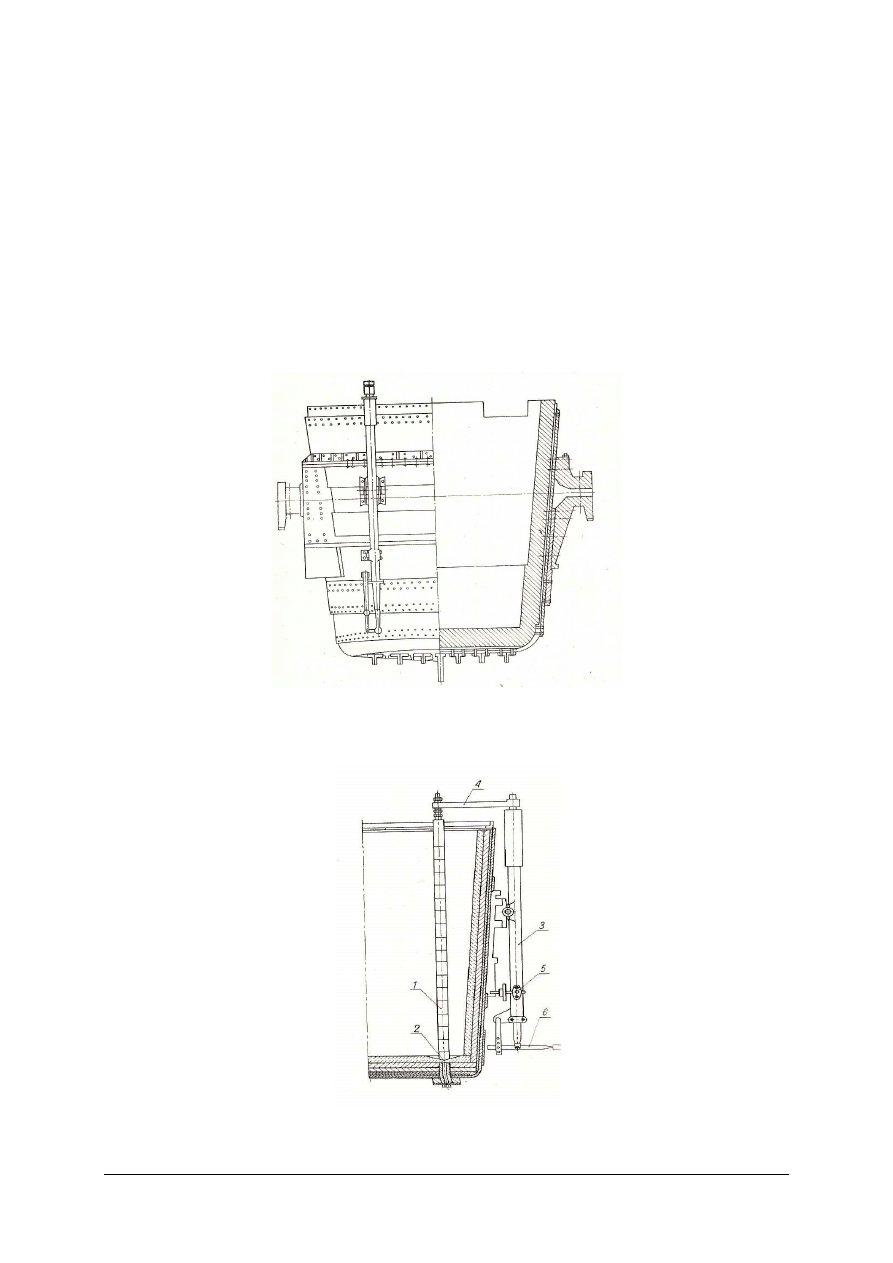
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.4. Odlewanie stali
4.4.1. Materiał nauczania
Wytopioną stal spuszcza się do kadzi wykonanej z blachy i wyłożonej materiałami
ogniotrwałymi. Kadzie odlewnicze (rys. 34) służą do przyjęcia ciekłej stali, przeprowadzenia
końcowych reakcji odtleniania, odgazowania i oddzielenia żużla oraz rozlewania stali do
wlewnic z regulowaną prędkością. Kadzie wykonuje się o kształcie cylindrycznym lub lekko
stożkowym, ze zwężeniem ku dołowi. Płaszcz kadzi jest wykonany z blachy stalowej. Dno
kadzi stanowi dennica wytłoczona z blachy stalowej lub wykonana w postaci odlewu. Kadzie
posiadają żebra i pierścienie usztywniające. Kadzie wymurowuje się specjalnymi kształtkami
szamotowymi.
Rys. 34. Kadź odlewnicza [5, s. 433]
W dnie kadzi umieszczony jest otwór do spuszczania stali do wlewnic. Do zamykania
i otwierania służy żerdź zatyczkowa (rys. 35).
Rys. 35. Urządzenie zatyczkowe kadzi: 1 – żerdź, 2 – zatyczka, 3 – prowadnica, 4 – ramię, 5 – śruba dociskowa,
6 – dźwignia [7, s. 230]
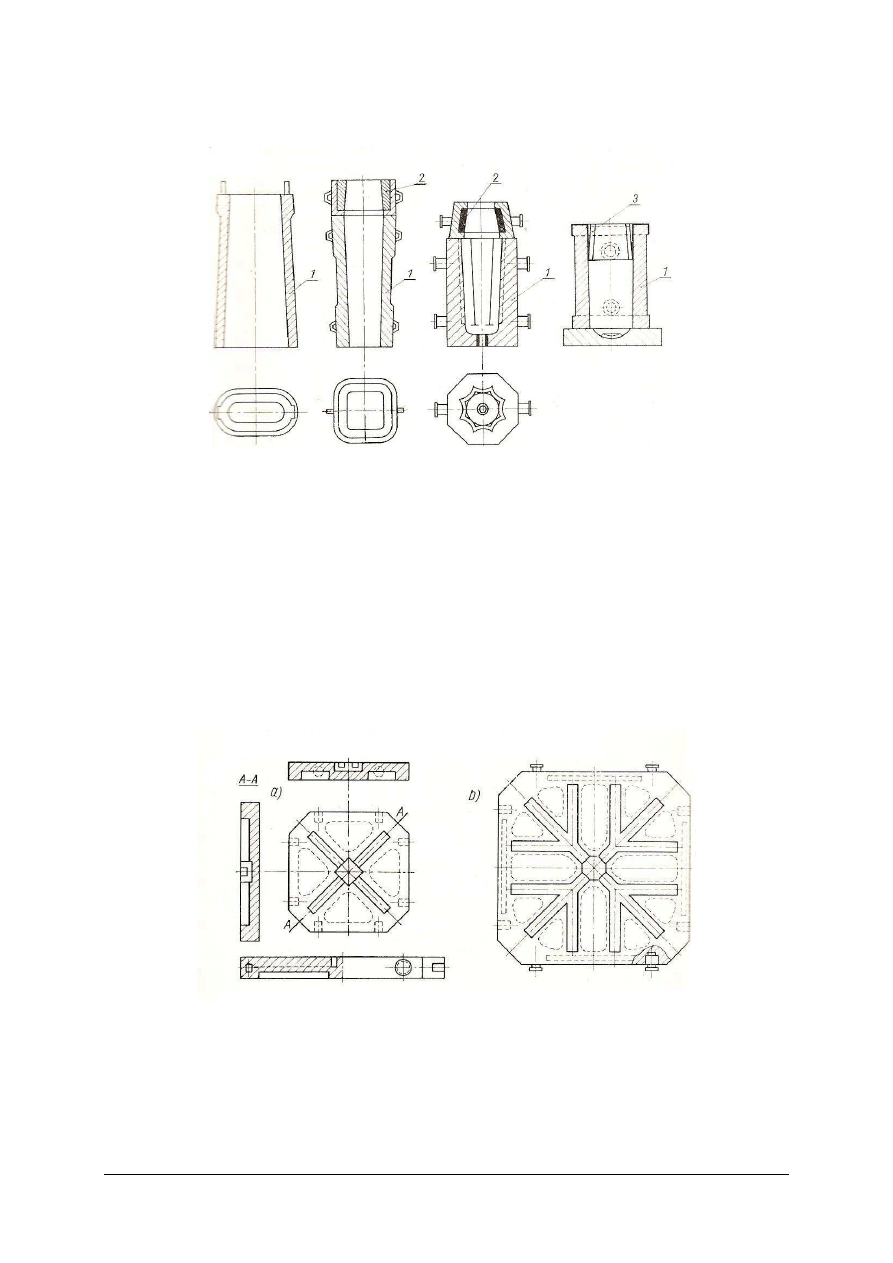
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Stal odlewa się do form żeliwnych zwanych wlewnicami (rys. 36).
Rys. 36. Kształty wlewnic: 1 – wlewnice, 2 – nadstawki, 3 – nadstawka pływająca [7, s. 231]
Kształt i wielkość wlewnic zależy od rodzaju stali, sposobu odlewania, wielkości pieców
oraz urządzeń do przeróbki plastycznej. Kształt wlewnic jest zbieżny ku górze lub ku dołowi,
co ułatwia wyciąganie z nich wlewków. Nadstawki na wlewnicach stosowane są przy
odlewaniu stali uspokojonej i służą do umiejscowienia w głowie wlewka jamy usadowej.
Dzięki ich obecności górna część wlewka pozostaje przez dłuższy czas w stanie ciekłym, co
stwarza warunki do wypływu zanieczyszczeń i otrzymania dolnej i środkowej części wlewka
bez rzadzizn. Nadstawki pływające stosuje się wówczas, gdy wykorzystuje się jedną
wlewnicę do otrzymywania wlewków o różnej wysokości.
Wlewnice w czasie wypełniania ich ciekłą stalą są ustawione na płytach odlewniczych
(rys. 37).
Rys. 37. Płyty odlewnicze: a) na 4 wlewnice, b) na 12 wlewnic [7, s. 232]
Wlewanie stali do wlewnic może odbywać się z góry lub z dołu.
Przy odlewaniu z góry (rys. 38) stal wlewa się do wlewnic bezpośrednio przez wylew
zabudowany w dnie kadzi. Do napełniania wlewnic stalą i do regulowania szybkości
napełniania służy mechanizm dźwigniowy.
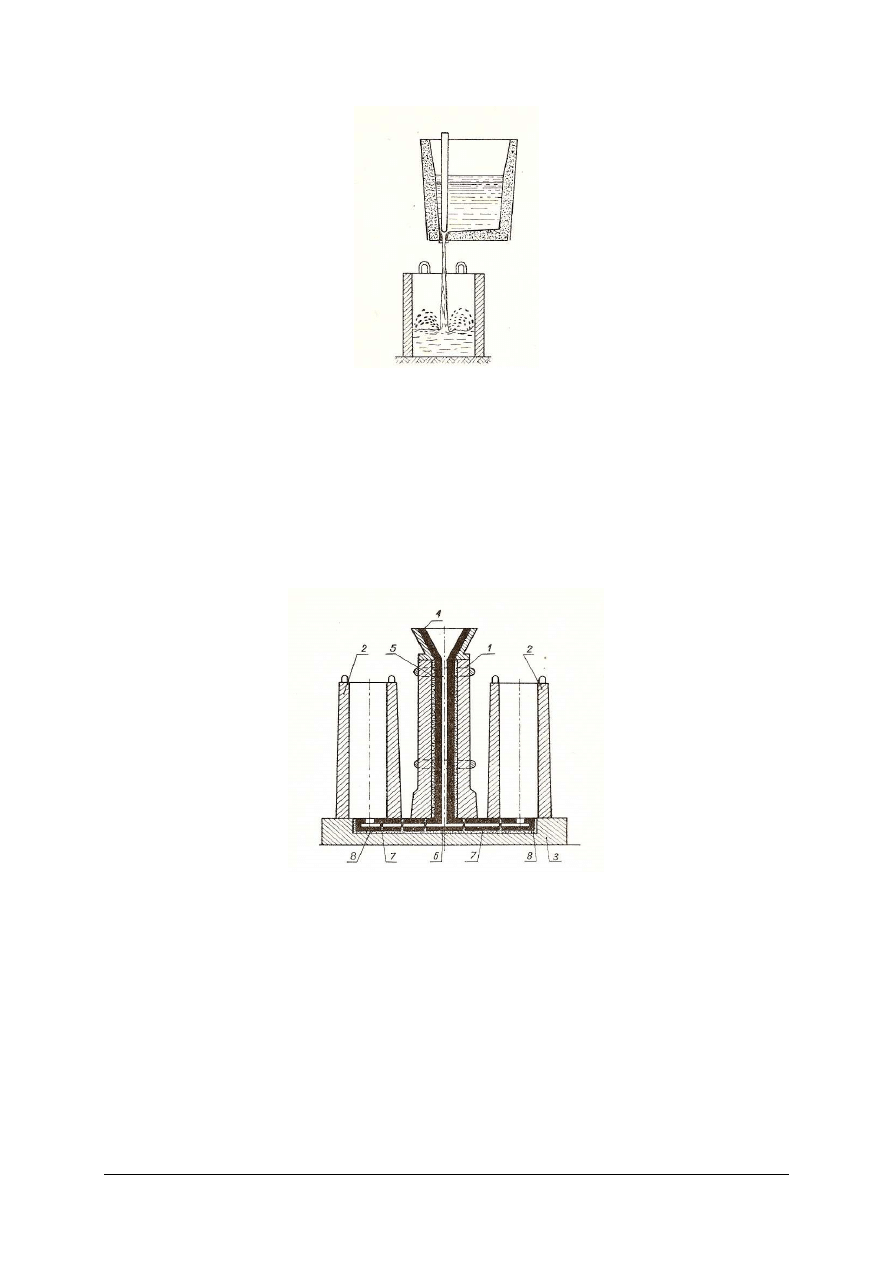
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Rys. 38. Odlewanie z góry [5, s. 433]
W czasie odlewania kadź przewozi się za pomocą suwnicy odlewniczej od wlewnicy do
wlewnicy i ustawia nad każdą w taki sposób, aby strumień stali uderzał w środek wlewnicy.
Za główne wady tego sposobu odlewania uważa się dużą szybkość wypływu strumienia stali
z kadzi i rozpryskiwanie jej przy napełnianiu wlewnic.
W celu wyeliminowania tych wad oraz skrócenia czasu odlewania stosuje się kadzie
pośrednie. Kaź pośrednia ma dwa, trzy lub cztery wylewy i odpowiednią ilość mechanizmów
dźwigniowych. Takie rozwiązanie konstrukcyjne pozwala na równoczesne napełnianie stalą
kilku wlewnic.
Rys. 39. Odlewanie z dołu [5, s. 433]
Zalewanie z dołu nazywa się syfonowym. Na rysunku 39 przedstawiono zestaw
odlewniczy do syfonowego odlewania stali. Na płycie żeliwnej (3) ustawione są wlewnice (2)
oraz lej (1). Lej wyłożony jest szamotowymi rurkami lejowymi (4 i 5), a płyta ogniotrwałymi
kanałkami (7 i 8) oraz cegłą środkową (6). W czasie odlewania stal z kadzi dostaje się
bezpośrednio do leja, a stąd poprzez kanałki do wlewnic. Odlewanie syfonowe pozwala na
równoczesne zalewanie kilku wlewnic. Stal zakrzepniętą we wlewnicy nazywa się wlewkiem.
Obecnie coraz częściej stosuje się ciągłe odlewanie stali (rys. 40). Zasada odlewania
sposobem ciągłym polega na tym, że ciekłą stal wlewa się do intensywnie chłodzonego
krystalizatora.
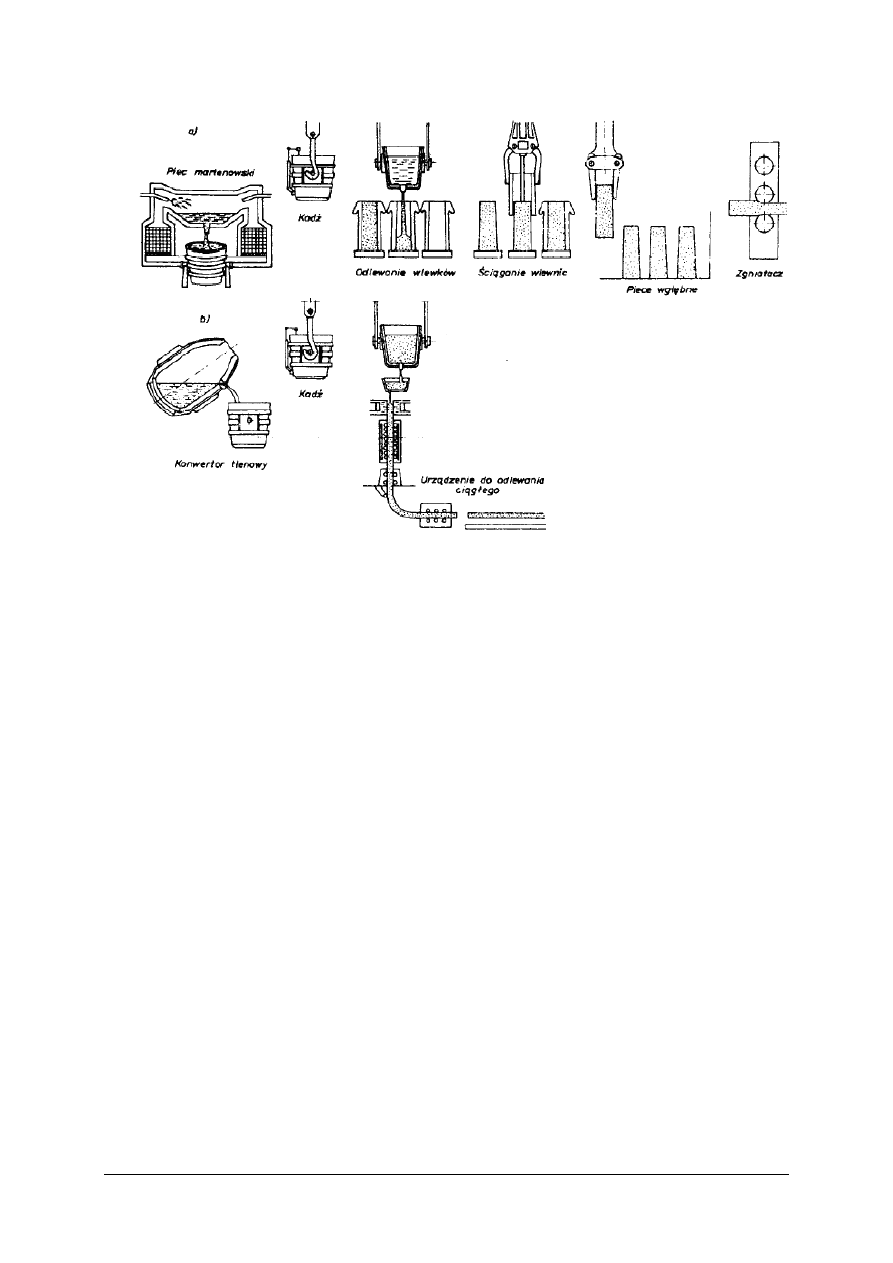
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Rys. 40. Odlewanie stali: a) metoda tradycyjna, b) metoda odlewania ciągłego [4]
Częściowo skrzepnięty wlewek wyciąga się z nieruchomego krystalizatora, w wyniku
czego otrzymuje się wlewek ciągły, który następnie przecina się na kęsy określonej długości.
Proces ciągłego odlewania stali przedstawia rysunek 41. Stal z kadzi odlewniczej dostaje
się do kadzi pośredniej (1), która ma za zadanie utrzymanie równomiernego strumienia stali
napełniającej krystalizator. Z kadzi pośredniej metal wlewa się do krystalizatora (2), gdzie
wcześniej wprowadzono tak zwany drąg startowy. Górny koniec drąga stanowi dno
krystalizatora i ma urządzenie łączące go z wlewkiem. Dolny koniec drąga znajduje się
pomiędzy walcami ciągnącymi (4), gdy słup metalu w krystalizatorze osiągnie wysokość
300–400 mm, włącza się mechanizm wyciągania drąga. Po zatknięciu się ciekłej stali z zimną
powierzchnią krystalizatora tworzy się szybko zakrzepła warstwa zewnętrzna wlewka.
Z krystalizatora wlewek z jeszcze ciekłym wnętrzem dostaje się do strefy wtórnego
chłodzenia (3). Intensywność chłodzenia i szybkość wyciągania wlewka dobiera się tak, aby
ciekłe wnętrze wlewka skrzepło zanim wlewek dostanie się pomiędzy walce ciągnące (4).
Skrzepnięty wlewek przecina się palnikiem (5) na kęsy o wymaganej długości. Pocięte
kawałki dostają się do kosza (6), a następnie na samotok i do klatki dźwigu. Ciągłe odlewanie
stali zmniejsza pracochłonność procesu odlewania stali, zmniejszają się ubytki materiału,
zmniejsza się segregacja domieszek we wlewku. Proces umożliwia szerokie zastosowanie
mechanizacji i automatyzacji, poprawiających warunki i bezpieczeństwo pracy.
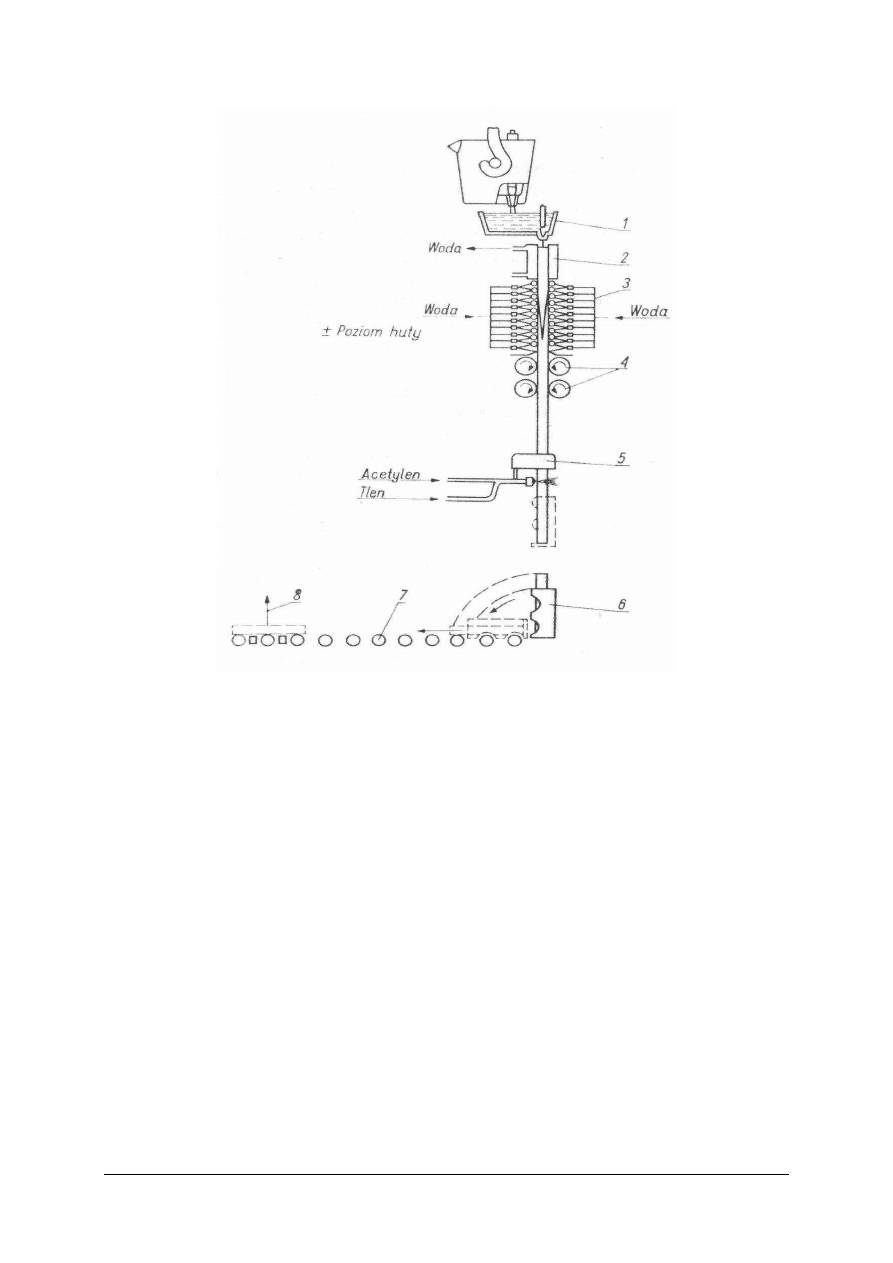
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Rys. 41. Odlewanie ciągłe [5, s. 444]
Technologia odlewania wpływa na strukturę wlewka i zachowanie ciekłej stali we
wlewnicy. W zależności od stopnia odtlenienia stale dzieli się na uspokojone, nieuspokojone
i półuspokojone.
Stal uspokojoną odtlenia się w końcowej fazie procesu aluminium, manganem
i krzemem. Proces odlewania i krzepnięcia stali przebiega bez widocznego wydzielania się
gazów. Stal uspokojona krzepnąc zmniejsza swą objętość i tworzy w górnej części wlewka
jamę skurczową lub rzadzizny. Przy obróbce plastycznej wlewków stalowych odcina się jamę
skurczową.
Stal nieuspokojoną odtlenia się manganem. Podczas odlewania i krzepnięcia zachodzą
reakcje chemiczne z wydzieleniem tlenku węgla. Wydzielanie się pęcherzyków tlenku węgla
wywołuje wrażenie gotowania się stali we wlewnicy. Stal nieuspokojona nie tworzy jamy
skurczowej, ponieważ w całej masie wlewka znajdują się pęcherze gazowe, które podczas
krzepnięcia wyrównują różnice objętości. Obecność pęcherzy gazowych nie jest wadą
wlewków ze stali nieuspokojonej, gdyż zostają one zwalcowane i zgrzane podczas obróbki
plastycznej. Najbardziej kłopotliwymi wadami stali nieuspokojonej są niewłaściwa struktura
wewnętrzna wlewka oraz wady powierzchniowe.
Stal półuspokojoną powinno odtleniać się w sposób pośredni w stosunku do stali
uspokojonej i nieuspokojonej. Wlewki ze stali półuspokojonej przy nadmiernym odtlenianiu
mogą mieć strukturę zbliżoną do stali uspokojonej i wykazywać wydłużoną jamę skurczową.
Przy niedostatecznym odtlenieniu struktura wlewka stali półuspokojonej jest zbliżona do
struktury wlewka stali nieuspokojonej.
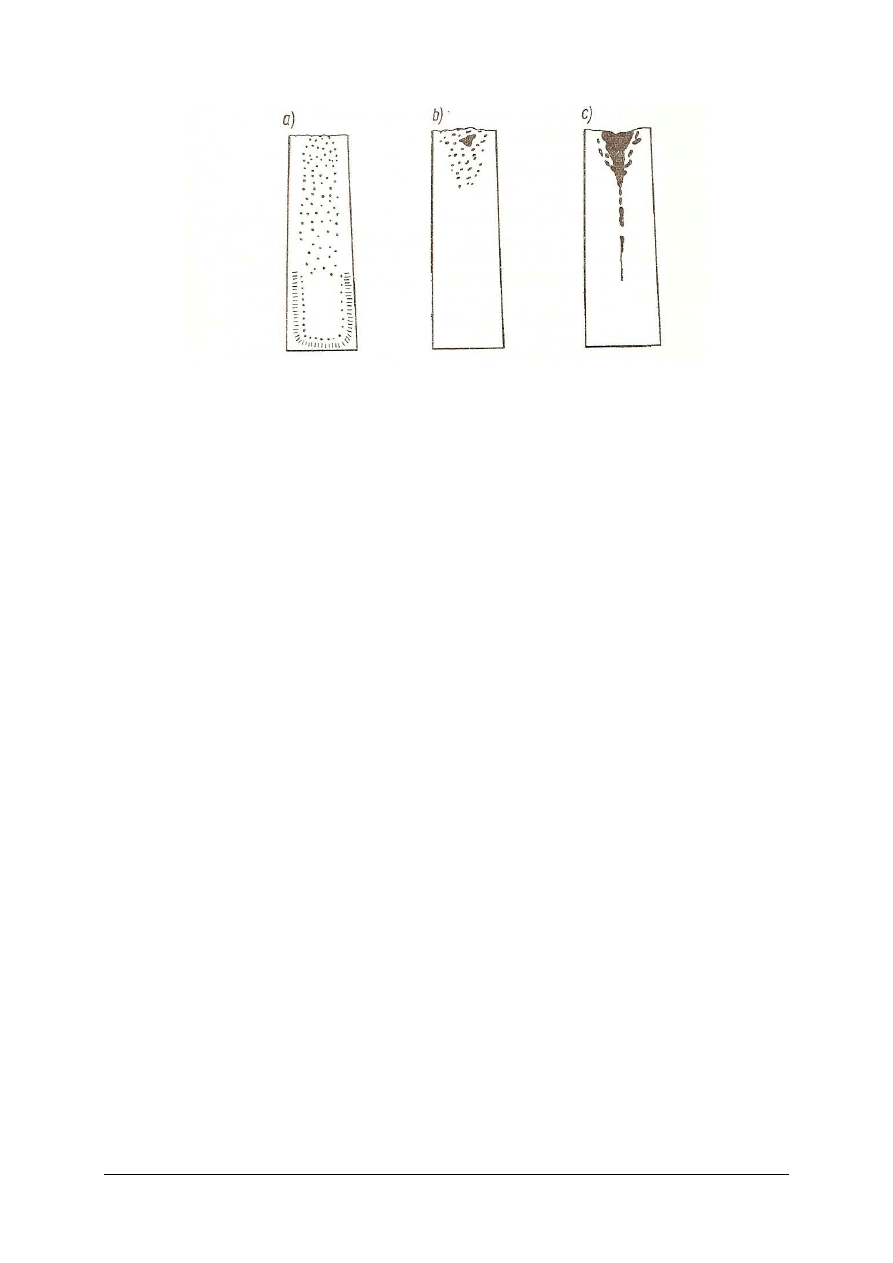
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Rys. 42. Struktura wlewków: a) stal nieuspokojona, b) półuspokojona, c) uspokojona [6, s. 162]
Wlewki stalowe mogą posiadać między innymi następujące wady:
−
rzadzizna, przyczyną powstawania może być nieodpowiedni kształt wlewka, zbyt mały
nadlew, zbyt szybkie odlewanie,
−
pęknięcia podłużne i poprzeczne, przyczyną powstawania może być zbyt szybkie
odlewanie,
zanieczyszczenie
stali
gazami
i
wtrąceniami
niemetalicznymi,
nierównomierne chłodzenie wlewków, zawisanie wlewka w źle wykonanej nadstawce,
−
nierówności powierzchni wlewków, powstają wskutek stosowania zużytych lub
uszkodzonych wlewnic i nadstawek,
−
powierzchniowe wtrącenia niemetaliczne, powstają głównie wskutek stosowania
materiałów ogniotrwałych nieodpowiedniej jakości oraz nieprzestrzegania przepisów
o zachowaniu czystości podczas wytopu i odlewania stali,
−
pory powierzchniowe (ospa), powstają głównie wskutek zbyt szybkiego odlewania stali
do wlewnic, których ściany są pokryte smołą lub lakierem,
−
nakłucia, przyczyną powstawania jest zbyt duża szybkość odlewania oraz zbyt wysoka
temperatura ciekłej stali,
−
pęcherze podskórne, przyczyną wady w stali uspokojonej jest nadmierna szybkość
odlewania oraz nadmierna zawartość gazów,
−
rozpryski, czyli metaliczne wtrącenia na powierzchni powstałe wskutek przylepiania się
do wewnętrznych ścian wlewnic cząstek metalu rozpryskującego się podczas odlewania,
nie łączą się one metalicznie z wlewkiem ze względu na utlenioną powierzchnię,
−
segregacja strefowa, zależy między innymi od masy wlewka, im masa wlewka większa
tym większa skłonność do segregacji,
−
płatki śnieżne, są to wewnętrzne pęknięcia metalu ujawniające się na przełomach
w postaci jasnych plam, przyczyną jest zawartość większych ilości wodoru.
Aby uniknąć wad należy przestrzegać dyscypliny wytopu i odlewania stali. Szczególnie
ważnym parametrem przy wytopie i odlewaniu stali jest temperatura. W pomiarach
temperatury wykorzystuje się zależność właściwości materiałów od temperatury.
W pierwszych termometrach wykorzystywano zmiany objętości cieczy w funkcji zmian
temperatury. Obecnie wykorzystuje się również zmiany rezystancji, ciśnienia i innych
wielkości. Wymagane zakresy i dokładności pomiaru temperatury, żądana postać sygnału
wyjściowego oraz warunki pracy są przy tym bardzo różnorodne. Przy wyborze metody
i przyrządu do pomiaru należy więc wziąć pod uwagę wiele różnych czynników takich jak:
−
zakres temperatury,
−
precyzja pomiaru,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
−
zasada przejmowania ciepła pomiędzy przyrządem a ciałem lub ośrodkiem badanym
(metoda stykowa lub bezstykowa) co jest szczególnie ważne ze względu na fakt, że
ciepło wszystkich ciał wyrównuje się jeżeli tylko te ciała dostatecznie długo stykają się
ze sobą,
−
stan skupienia badanego ciała,
−
warunki pomiaru (ciśnienie, nieważkość),
−
czas pomiaru (ciągły lub skokowy) w odniesieniu do stałych czasowych czujników,
−
wielkość czujnika pomiarowego (medycyna, itp.).
Zależnie od wymagań stosowane są różne rodzaje termometrów, wykorzystujące różne
zjawiska fizyczne. Można wyróżnić następujące rodzaje termometrów:
−
rozszerzalnościowe, w których wykorzystuje się zjawisko rozszerzalności cieczy lub ciał
stałych, zakres pomiarowy od -190°C do 600ºC,
−
ciśnieniowe, wykorzystujące zależność ciśnienia cieczy lub gazu od temperatury, przy
stałej ich objętości, zakres pomiarowy od -160ºC do 600ºC,
−
rezystancyjne, w których wykorzystywana jest zależność rezystancji metali (np.: platyny,
miedzi, niklu) oraz półprzewodników od temperatury, zakres pomiarowy od -200ºC do
500ºC,
−
termoelektryczne, w których wykorzystywane jest zjawisko powstawania siły
elektromotorycznej w obwodzie, w którym dwa złącza dwóch różnych metali znajdują
się w różnej temperaturze, zakres pomiarowy od -50ºC do 1700ºC,
−
pirometryczne, w których wykorzystywana jest zależność spektralnego rozkładu
promieniowania emitowanego, od temperatury ciała emitującego, zakres pomiarowy od
400ºC do 3500 ºC.
W hutnictwie, ze względu na zakres temperatur, wykorzystuje się termometry
termoelektryczne i pirometry.
W termometrach termoelektrycznych jest wykorzystywane zjawisko termoelektryczne
Seebecka, polegające na powstawaniu zależnej od temperatury siły elektromotorycznej na
styku dwóch różnych metali. Termoelementy otrzymuje się łącząc trwale (przez zespawanie,
zlutowanie, zagniecenie) końce drutów z odpowiednich metali. W miejscu połączenia
powstaje spoina, pozostałe końce drutów są to tzw. końce wolne. Umieszczając spojone
końce w środowisku o mierzonej temperaturze, a swobodne końce w środowisku
o temperaturze znanej, można na podstawie siły termoelektrycznej określić mierzoną
temperaturę. Spojone przewody o różnych własnościach tworzą ogniwo zwane
termoelementem lub termoparą. Konstrukcja termoelementu zależy od jego przeznaczenia.
Termopary odznaczają się dużą niezawodnością, dokładnością i elastycznością konstrukcji co
pozwala na ich zastosowanie w różnych warunkach. Materiały stosowane na termoelementy
powinny w miarę możliwości wykazywać następujące cechy:
−
wysoka temperatura topnienia,
−
wysoka dopuszczalna temperatura pracy ciągłej,
−
duża odporność na wpływy atmosferyczne,
−
możliwie mała rezystywność,
−
mały cieplny współczynnik rezystancji,
−
stałość powyższych własności w czasie.
Typowe zakresy pomiarowe termopar przedstawione są w tabeli 1.
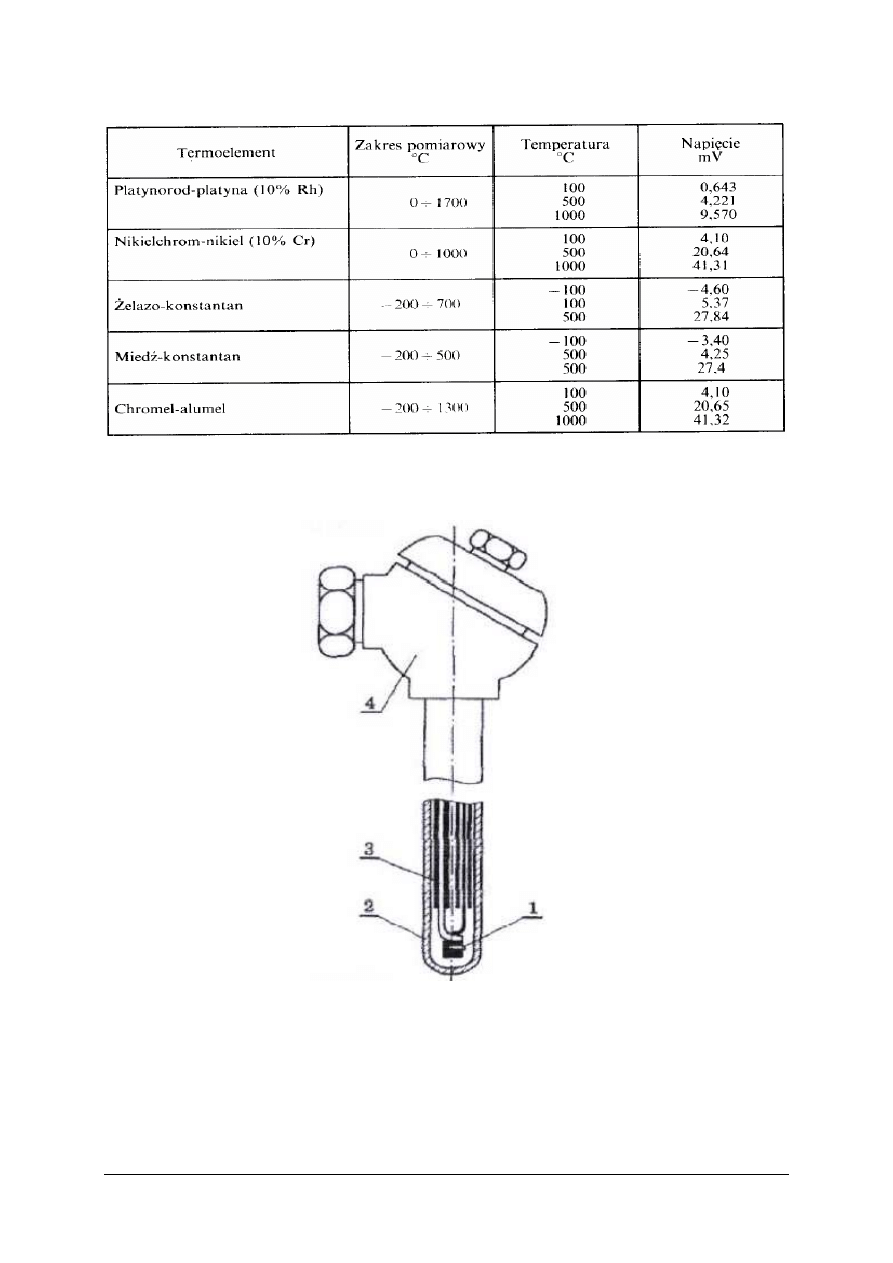
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Tabela 2. Przykładowe zakresy pomiarowe
W pomiarach przemysłowych termoelement musi być chroniony przed uszkodzeniami
mechanicznymi i działaniem chemicznie aktywnych ośrodków (rys. 43).
Rys. 43. Czujnik termometru termoelektrycznego (typowe rozwiązanie przemysłowe): l – termoelement,
2 – osłona, 3 – rurka ceramiczna, 4 – głowica [7, s. 186]
Termoelement (l) jest umieszczony w osłonie (2) w kształcie rurki zakończonej głowicą
(4). Termoelektrody są prowadzone w ceramicznych rurkach (3) i przyłączone do zacisków
głowicy. Osłony są wykonane ze stali lub żeliwa, a przy pracy w wyższych temperaturach ze
stali chromowej, chromoniklowej, stopów żaroodpornych do 1523K (1250°C) lub materiałów
ceramicznych.
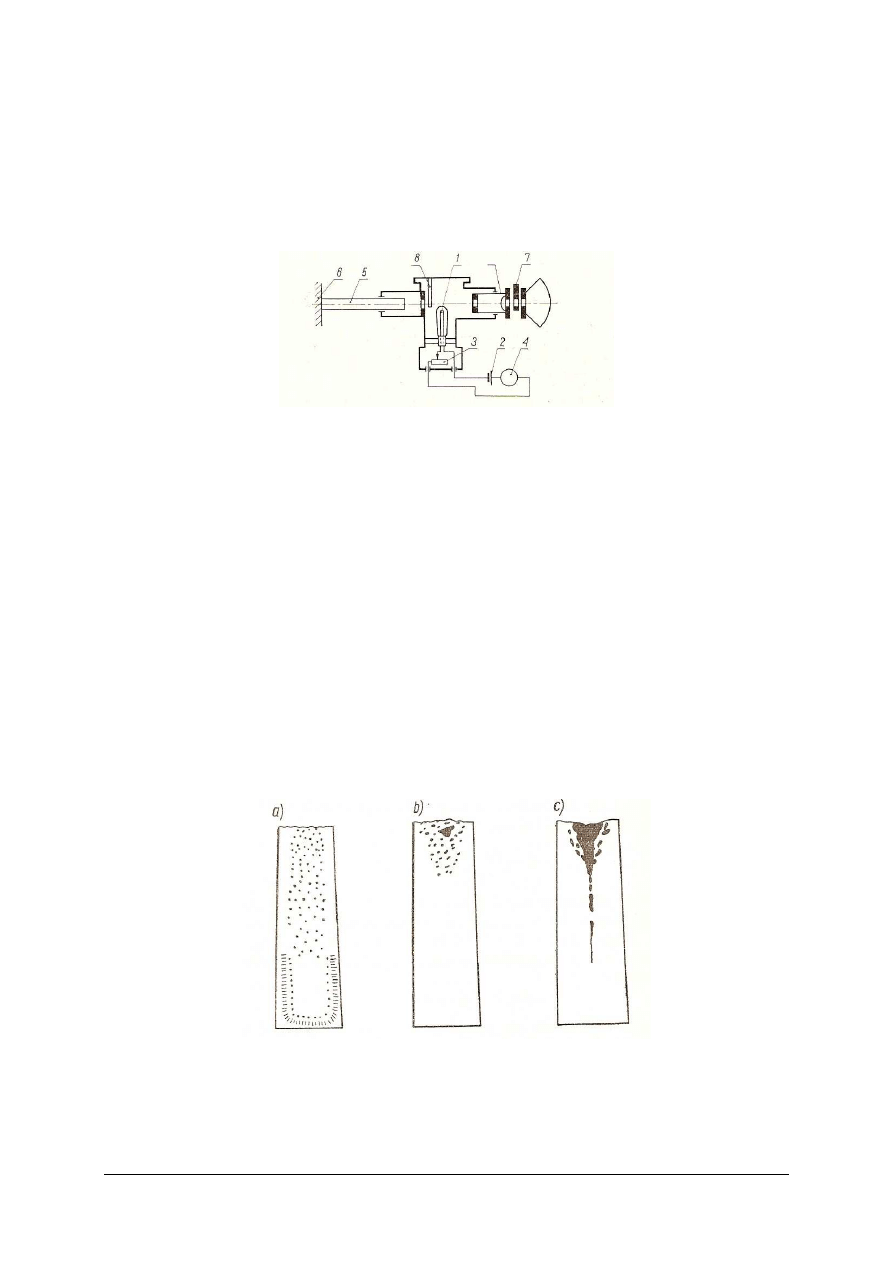
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Pirometry stosuje się w metodzie bezdotykowego pomiaru temperatury. Pomiar realizuje
się poprzez obserwację żarzącego się obiektu przez lunetę i porównanie jego koloru
z kolorem świecenia umieszczonego wewnątrz pirometru drucika żarowego. Pirometrami
optycznymi mierzy się temperatury w zakresie od 750
o
C do +3000
o
C. Błąd szacuje się na
około 4
o
C w pobliżu dolnej granicy zakresu pomiarowego i około 20
o
C w pobliżu górnej
granicy. Znacznie wydajniejsze są pirometry pracujące w podczerwieni.
Rys. 44. Schemat pirometru optycznego z zanikającym włóknem: 1 – żarówka, 2 – źródło prądu 3 –
opornik,
4 – amperomierz, 5 – soczewka, 6 – badane ciało, 7, 8 – filtr [7, s. 192]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz sposoby odlewania stali?
2. Jak przebiega odlewanie z góry?
3. Jak przebiega odlewanie z dołu?
4. Jak przebiega proces odlewania ciągłego stali?
5. Jaką stal nazywamy uspokojoną?
6. Jaką stal nazywamy nieuspokojoną?
7. Jakie wady mogą występować we wlewkach stalowych?
8. Jakie przyrządy pomiarowe służą w przemyśle hutniczym do pomiaru temperatury?
4.4.3. Ćwiczenia
Ćwiczenie 1
Na podstawie przedstawionych na rysunku wlewków określ rodzaj stali.
Rysunek do ćwiczenia 1

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące struktury wlewków,
2) określić rodzaj stali na podstawie struktury wlewka,
3) zapisać nazwy i krótką charakterystykę stali,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
schematy wlewków,
−
papier format A4, flamastry,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Scharakteryzuj zestaw odlewniczy do syfonowego odlewania stali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące odlewania syfonowego,
2) rozróżnić elementy zestawu odlewniczego do syfonowego odlewania stali,
3) scharakteryzować elementy zestawu odlewniczego do syfonowego odlewania stali,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
wlewnice, lej, płyta odlewnicza, cegły szamotowe kanałkowe i środkowe,
−
literatura zgodna z punktem 6 Poradnika.
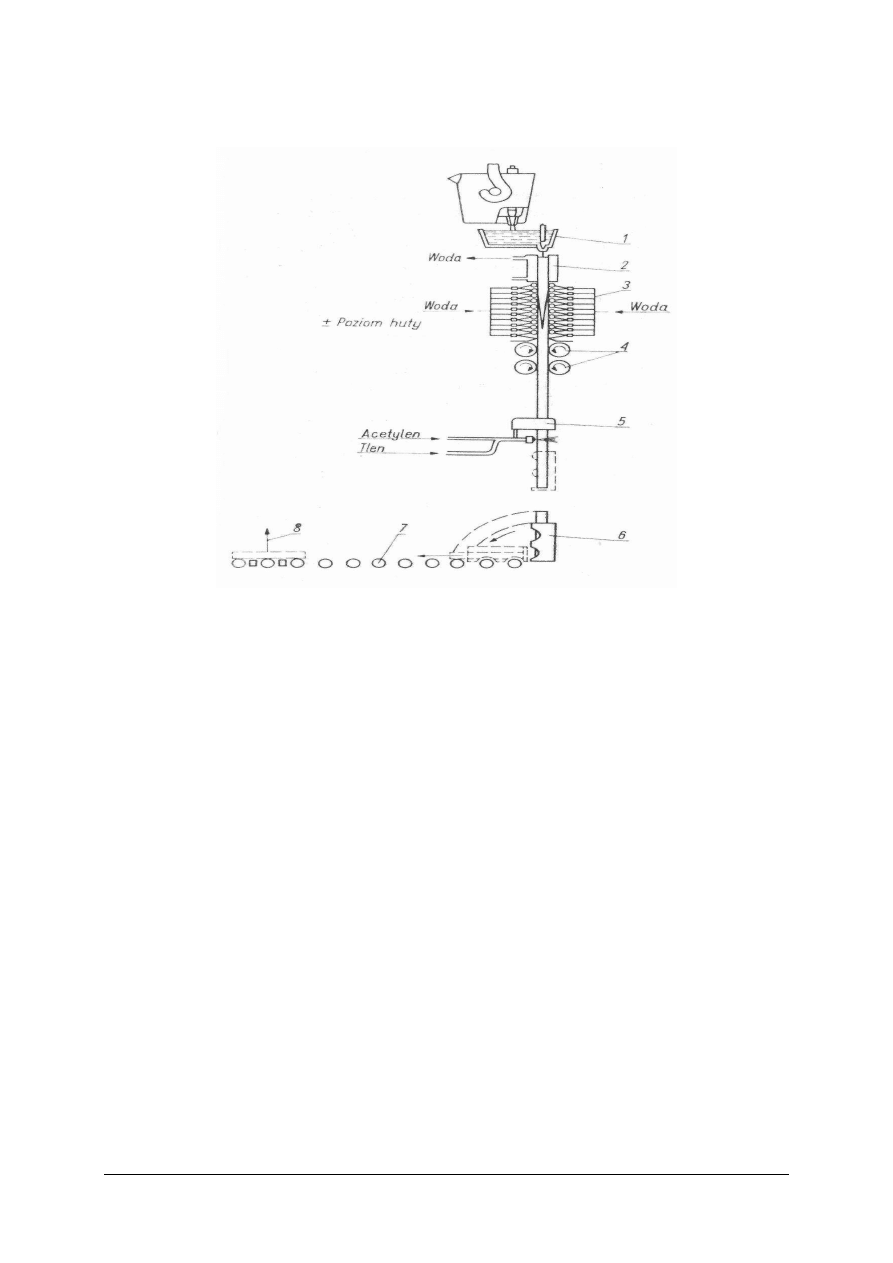
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Ćwiczenie 3
Na podstawie schematu scharakteryzuj proces odlewania ciągłego stali.
Rysunek do ćwiczenia 3
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące ciągłego odlewania stali,
2) określić główne elementy zestawu do odlewania ciągłego stali,
3) opisać przebieg ciągłego odlewania stali,
4) zaprezentować wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
schemat odlewania ciągłego,
−
papier format A4, flamastry,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 4
Opisz wady wlewków stalowych, które mogą powstać przy zbyt szybkim odlewaniu stali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące wad wlewków,
2) odszukać wady wlewków powstające na skutek zbyt szybkiego odlewania stali,
3) zapisać nazwy wad wynikających ze zbyt szybkiego odlewania,
4) określić inne wady wlewków stalowych oraz przyczyny ich powstawania,
5) zaprezentować wynik ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować sposoby odlewania stali?
2) scharakteryzować odlewanie stali od góry?
3) scharakteryzować odlewanie syfonowe stali?
4) scharakteryzować ciągłe odlewanie stali?
5) wymienić rodzaje odlewanej stali w zależności od sposobu odtleniania?
6) rozróżnić rodzaj stali w oparciu o strukturę wlewka?
7) określić wady wlewków stalowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 30 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Proces Bessemera jest prowadzony przy dmuchu powietrza
a) od dołu.
b) z boku.
c) z góry.
d) z dołu i z góry.
2. Konwertor tomasowski ma wyłożenie
a) dolomitowe.
b) krzemionkowe.
c) grafitowe.
d) chromitowe.
3. Okres nie należący do pracy konwertora to okres
a) iskrowy.
b) dymny.
c) topienia.
d) płomieniowy.
4. Proces otrzymywania stali metodą konwertorowo-tlenowy (LD) trwa
a) 20–25 minut.
b) 12–15 minut.
c) 8–12 minut.
d) 15–25 minut.
5. Do elementów pieca martenowskiego nie zalicza się
a) komór żużlowych.
b) garu.
c) zaworów rozrządczych.
d) regeneratorów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
6. Stal uspokojoną odtlenia się
a) żelazomanganem.
b) żelazokrzemem.
c) żelazomanganem i żelazokrzemem.
d) żelazomanganem, żelazokrzemem i aluminium.
7. Topnikami w procesie martenowskim są
a) aluminium, żelazokrzem.
b) kamień wapienny, boksyt.
c) boksyt, żelazomangan.
d) wapno palone, aluminium.
8. Na rysunku przedstawiony jest przekrój wlewka
a) ze stali półuspokojonej.
b) ze stali nieuspokojonej.
c) ze stali uspokojonej.
d) z żeliwa szarego.
9. Materiałem nawęglającym w procesie wytapiania stali w piecu martenowskim jest
a) złom stalowy.
b) koks.
c) wapno.
d) odtleniacz.
10. Nad gardzielą konwertora besemerowskiego ukazuje się płomień świadczący intensywnym
utlenianiu
a) krzemu.
b) manganu.
c) węgla.
d) aluminium.
11. Regeneratory w procesie martenowskim służą do
a) odzyskiwania ciepła ze spalin.
b) doprowadzenia paliwa do części roboczej.
c) odprowadzenia spalin.
d) zmiany kierunku przepływu spalin.
12. Pierwszym okresem w procesie martenowskim jest
a) ładowanie wsadu.
b) świeżenie.
c) naprawa pospustowa.
d) topienie wsadu.
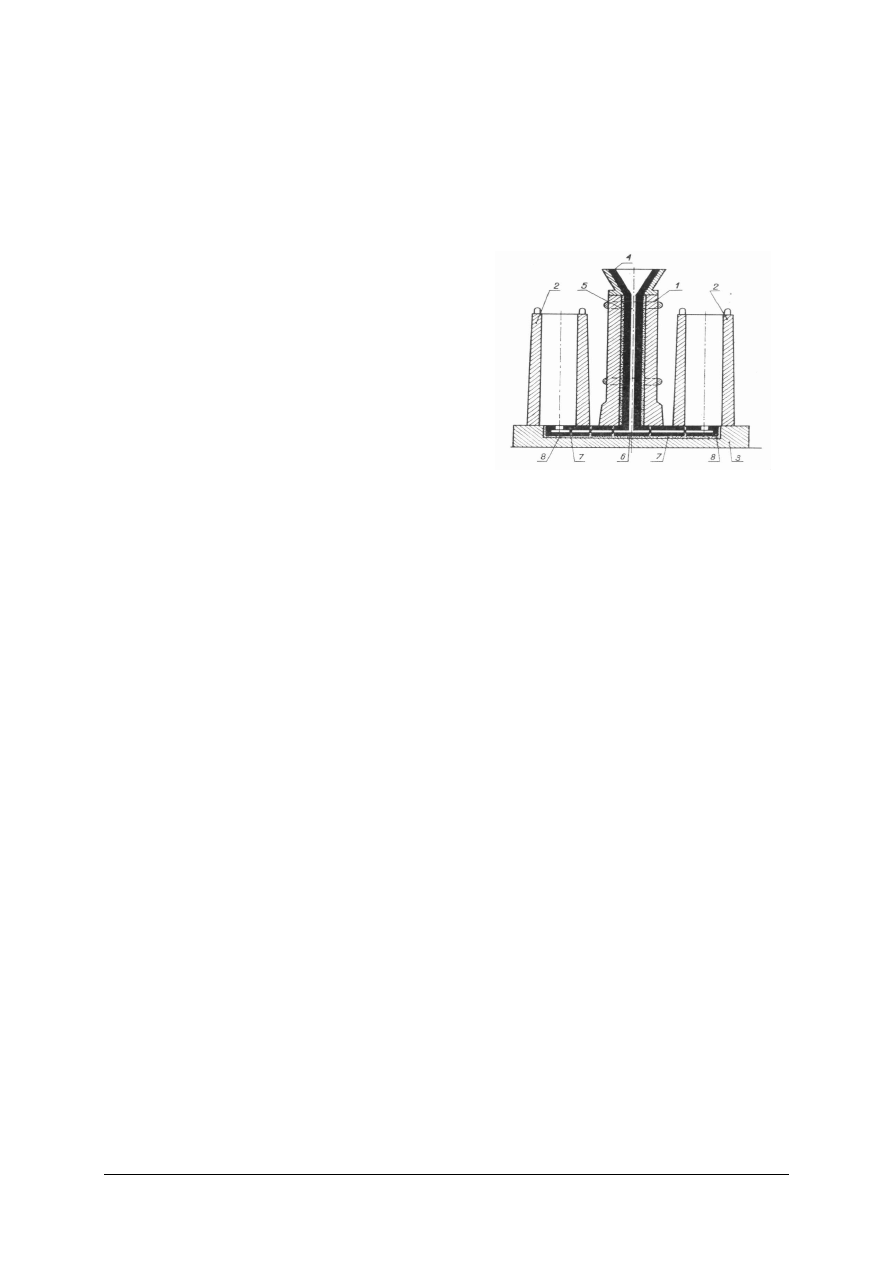
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
13. Prowadzone w procesie martenowskim odtlenianie osadowe polega na wprowadzeniu
a) na powierzchnię żużla sproszkowanego żelazokrzemu.
b) do kąpieli metalowej tytanu lub glinu.
c) żużli syntetycznych.
d) wapna.
14. Na rysunku przedstawiono zestaw do odlewania
a) próżniowego.
b) syfonowego.
c) z góry.
d) ciągłego.
15. Podczas przerobu surówki na stal proces wypalania domieszek nazywamy
a) redukcją pośrednią.
b) redukcją bezpośrednią.
c) świeżeniem.
d) prażeniem.
16. Najwyższa zawartość węgla w stali może wynosić
a) 1%.
b) 3,2%.
c) 2%.
d) 2,5%.
17. Surówki o zawartości fosforu 1,7–2,5% przerabia się na stal w procesie
a) Thomasa.
b) Bessemera.
c) konwertorowo-tlenowym.
d) martenowskim.
18. Źródłem ciepła w procesie Bessemera jest
a) przepływ prądu elektrycznego.
b) ciepło reakcji utlenienia.
c) spalanie paliw gazowych.
d) spalanie paliw stałych.
19. Do podstawowych wad wlewków ze stali nieuspokojonej należy
a) jama usadowa.
b) niewłaściwa struktura wewnętrzna.
c) pęknięcie.
d) rzadzizna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
20. W celu upłynnienia zbyt gęstego żużla zasadowego, do pieca martenowskiego należy
dodać
a) żelazomangan.
b) rudę żelaza.
c) koks.
d) fluoryt.
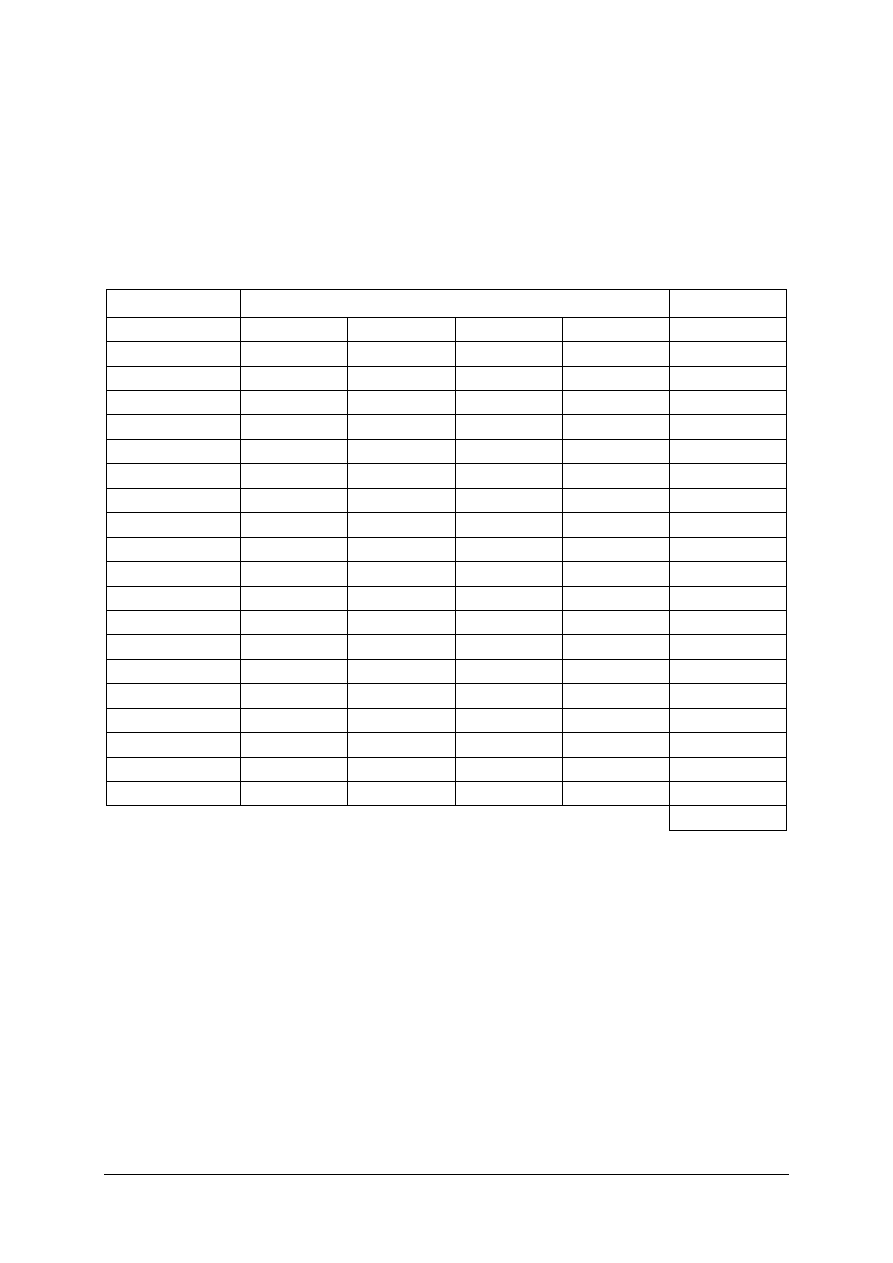
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Otrzymywanie stali
Zakreśl poprawną odpowiedź.
Nr zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
6. LITERATURA
1. Górecki A.: Technologia ogólna. WSiP, Warszawa 1984
2. Hutnictwo i odlewnictwo. WSiP, Warszawa 1974
3. Mazanek T.: Metalurgia stali. WSiP, Warszawa 1977
4. Mazarek T., Mazarek E.: Technologie procesów metalurgicznych. Cz. 1. WSiP,
Warszawa 1984
5. Rodek M.: Maszyny i urządzenia metalurgiczne. Państwowe Wydawnictwa Szkolnictwa
Zawodowego, Warszawa 1973
Internet
6. http://ippc.mos.gov.pl/preview/pl/poradniki_branzowe (2).html
7. http://ktmmis.mech.pg.gda.pl/NEW/LINKI/PLIKI/Metalurgia staliwa i stali.pdf
8. http://ippc.mos.gov.pl/preview/custom/BAT_prod_zel_i_stal_r8.pdf
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen metalurgicznych 812[02] z2 02 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 03 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 02 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 02 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 03 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 03 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 u
operator maszyn i urzadzen metalurgicznych 812[02] o1 02 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 02 u
operator maszyn i urzadzen metalurgicznych 812[02] z1 01 u
operator maszyn i urzadzen metalurgicznych 812[02] o1 06 u
więcej podobnych podstron