„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ewa Gałązka
Wykończenia mechaniczne i termiczne wyrobów
włókienniczych 826[01].Z4.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Artur Pacholski
mgr inż. Małgorzata Piechota
Opracowanie redakcyjne:
mgr inż. Maria Michalak
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 826[01].Z4.05
Wykończanie mechaniczne i termiczne wyrobów włókienniczych, zawartego w modułowym
programie nauczania dla zawodu operator maszyn w przemyśle włókienniczym.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Wykończanie mechaniczne i termiczne wyrobów włókienniczych
6
4.1.1.
Materiał nauczania
6
4.1.2.
Pytania sprawdzające
30
4.1.3.
Ć
wiczenia
30
4.1.4.
Sprawdzian postępów
36
5.
Sprawdzian osiągnięć
37
6.
Literatura
41
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o sposobach wykończania
mechanicznego i termicznego wyrobów włókienniczych z różnych surowców oraz
stosowanych maszynach.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
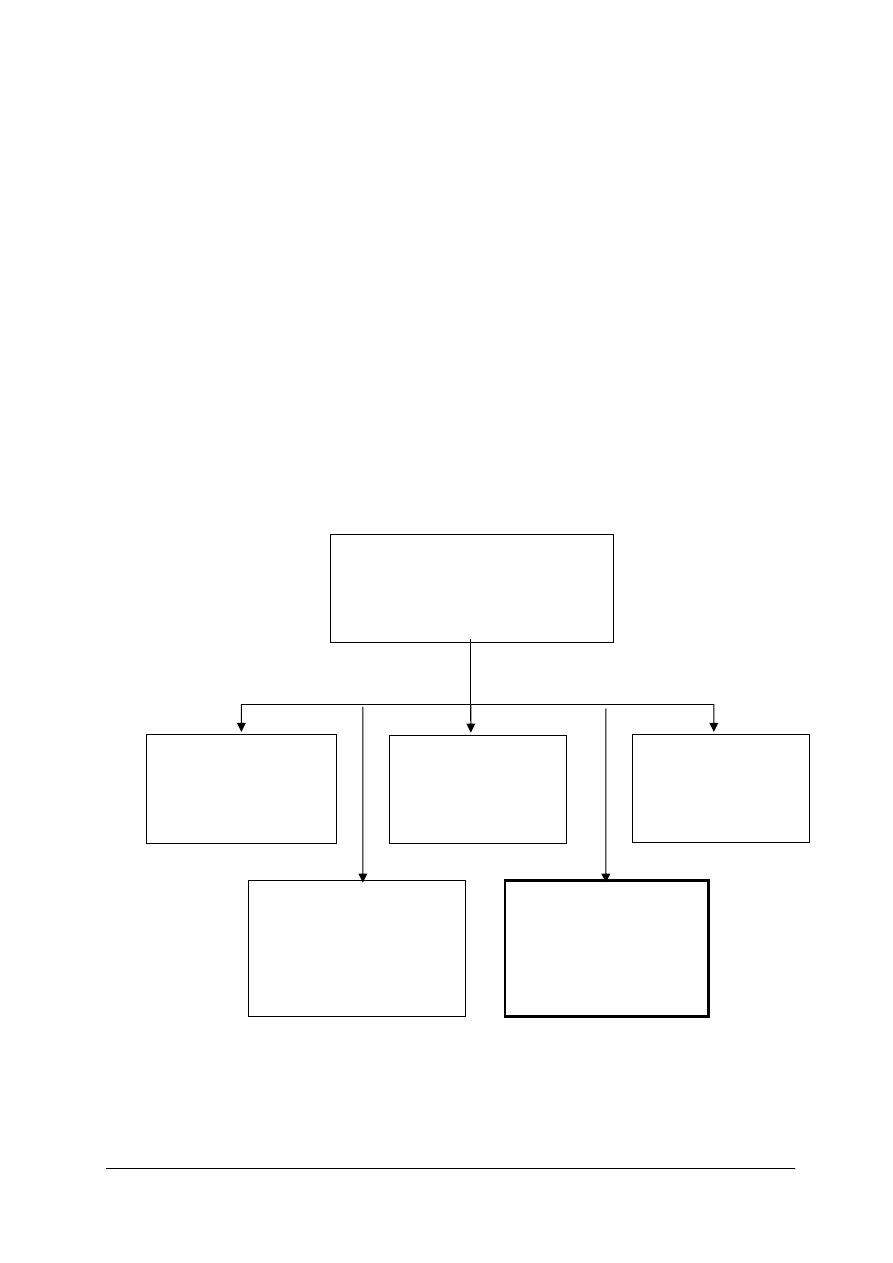
Schemat układu jednostek modułowych w module
826[01].Z4.01
Bielenie włókien
i wyrobów włókienniczych
826[01].Z4.02
Barwienie włókien
i wyrobów
włókienniczych
826[01].Z4.03
Drukowanie wyrobów
włókienniczych
826[01].Z4
Technologia wykończania
włókien i wyrobów włókienniczych
826[01].Z4.05
Wykończanie mechaniczne
i termiczne wyrobów
włókienniczych
826[01].Z4.04
Nakładanie apretur
i innych wykończeń
uszlachetniających
na wyroby włókiennicze

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
klasyfikować podstawowe surowce włókiennicze ze względu na ich pochodzenie
i długość włókien, rozpoznawać podstawowe grupy surowców na podstawie koloru,
chwytu i próby palenia oraz rozróżniać surowce i wyroby na podstawie nazw
handlowych i oznaczeń,
−
podawać nazwy handlowe najczęściej produkowanych włókien,
−
charakteryzować właściwości mechaniczne, fizyczne, chemiczne i użytkowe różnych
surowców włókienniczych,
−
określać wpływ pochodzenia włókien i ich składu chemicznego na zastosowanie
i właściwości wyrobów,
−
charakteryzować podstawowe rodzaje wyrobów włókienniczych i określać ich
podstawowe wskaźniki technologiczne,
−
charakteryzować podstawowe parametry budowy wyrobów włókienniczych,
−
charakteryzować procesy bielenia, barwienia, drukowania i apreturowania, rodzaje
używanych środków chemicznych ich wpływ na proces,
−
definiować podstawowe wskaźniki jakościowe wyrobów włókienniczych,
−
objaśniać podstawowe metody wyznaczania wskaźników jakościowych wyrobów
włókienniczych,
−
określać zasady pobierania próbek wyrobów włókienniczych,
−
określać warunki wykonywania badań,
−
określać warunki procesu bielenia, barwienia, drukowania i apreturowania, skład kąpieli
bielących, barwiących, apreterskich i past drukujących,
−
badać wskaźniki użytkowe i strukturalne liniowych i płaskich wyrobów włókienniczych,
−
obliczać wartość podstawowych parametrów wyrobów włókienniczych,
−
rozpoznawać elementy maszyn i mechanizmów,
−
odczytywać rysunki z uwzględnieniem wymiarowania,
−
odczytywać rysunki techniczne i uproszczenia rysunkowe,
−
odczytywać rysunki zestawieniowe zespołów i podzespołów maszyn, ustalać działanie
i określać elementy składowe,
−
wykonywać proste rysunki techniczne,
−
korzystać z dokumentacji technicznej, PN, katalogów,
−
odczytywać
Dokumentację
Techniczno-Ruchową,
dokumentację
technologiczną
i warsztatową,
−
korzystać z różnych źródeł informacji,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
−
posługiwać się sprzętem laboratoryjnym z zachowaniem zasad bhp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku procesu kształcenia uczeń/słuchacz powinien umieć:
−
scharakteryzować procesy mechaniczne i termiczne wykończania wyrobów włókienniczych,
−
zaplanować procesy wykończenia wyrobów włókienniczych,
−
rozróżnić budowę i zasady działania maszyn i urządzeń stosowanych do mechanicznego
i termicznego wykończania tekstyliów,
−
dobrać środki do mechanicznego i termicznego wykończania wyrobów włókienniczych,
−
obsłużyć maszyny i urządzenia do uszlachetniania wyrobów włókienniczych,
−
wykończyć wyroby włókiennicze wykonane z różnych rodzajów włókien,
−
skontrolować przebieg wykończania wyrobów włókienniczych,
−
usunąć wady powstałe w czasie wykończania,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1.
Wykończenie mechaniczne i termiczne wyrobów włókienniczych
4.1.1. Materiał nauczania
Procesy mechanicznego i termicznego wykończenia wyrobów włókienniczych nazywane
są także „apreturowaniem na sucho”. Wykończanie mechaniczne i termiczne to szereg
procesów, których zadaniem jest nadanie wyrobom włókienniczym takich właściwości, aby
mogły spełniać swoje zadania.
Procesy termicznego i mechanicznego wykończenia wyrobów włókienniczych mają na
celu:
−
zmianę wyglądu powierzchni materiału poprzez wygładzanie, drapanie, wytłaczanie, itp.,
−
poprawę właściwości konserwacyjnych poprzez zbędność prasowania, wykurczanie, itp.
Procesy mechanicznego i termicznego wykończenia wyrobów włókienniczych prowadzi
się z uwzględnieniem zmieniających się oczekiwań klienta. Dla zaspokojenia wymagań
klienta wykończenie mechaniczne i termiczne poddaje się ciągłej modernizacji. Aby osiągnąć
pełniejszy efekt, najczęściej łączy się kilka procesów.
W praktyce procesy zmierzające do uzyskania zmian fizycznych materiału, prowadzi się
bezpośrednio po apreturowaniu odpowiednimi związkami chemicznymi. Planowanie oraz
prowadzenie procesów złożonych powinno być tak dobrane, aby ich efekty nie niwelowały
się wzajemnie, np.: usztywnianie i uszlachetnianie prowadzące do zmniejszenia gniotliwości.
W procesach tych uwzględnia się właściwości wytrzymałościowe surowca oraz odporność
na działanie podwyższonej temperatury.
W tabeli 1 przedstawione są najczęściej prowadzone procesy mechanicznego i termicznego
wykończania wyrobów włókienniczych, a także i ich przebieg.
Tabela 1. Procesy mechanicznego i termicznego wykończania wyrobów włókienniczych [6, s. 94]
Proces
Przebieg procesu
Naciąganie
Rozciąganie materiału za pomocą ramy w celu uzyskania jego gładkości i równomiernej
długości.
Drapanie
Uzyskiwanie puszystej lub włochatej powierzchni w celu poprawienia chwytu
i właściwości izolacyjnych.
Strzyżenie
Usuwanie wystających włókien z gładkich materiałów lub uzyskiwanie równomiernego
runa za pomocą postrzygarki w przypadku materiałów drapanych, aksamitów i pluszu.
Kędzierzawienie
Tworzenie wzorów, jak supełki, pasy, itp. na materiałach drapanych przez szczotkowanie
lub drapanie.
Gładzenie
Gładzenie i zagęszczanie materiałów za pomocą wałków.
Tłoczenie
Nanoszenie wzorów za pomocą grawerowanych walców; aby tłoczenie było trwałe,
trzeba je utrwalić; w przypadku materiałów z włókien syntetycznych stosuje się
utrwalanie termiczne.
Ś
cieranie
Lekkie drapanie powierzchni materiału wałkiem ściernym.
Plisowanie
Plisowanie – w przypadku materiałów z włókien syntetycznych jest możliwe uzyskanie
efektu plisowania przez utrwalanie termiczne; w przypadku materiałów z włókien
naturalnych konieczne są specjalne procesy.
Wykurczanie
Zapobieganie zbieganiu się materiałów.
Prasowanie
Wygładzanie materiałów za pomocą płyt dociskowych; ten proces jest stosowany
głównie w obróbce wełny.
Dekatyzowanie
i naparowywanie
Usuwanie połysku utworzonego podczas prasowania, zapobieganie zbieganiu się,
poprawa chwytu i odporności na krople cieczy przez działanie ciśnienia i pary na
materiały wełniane.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
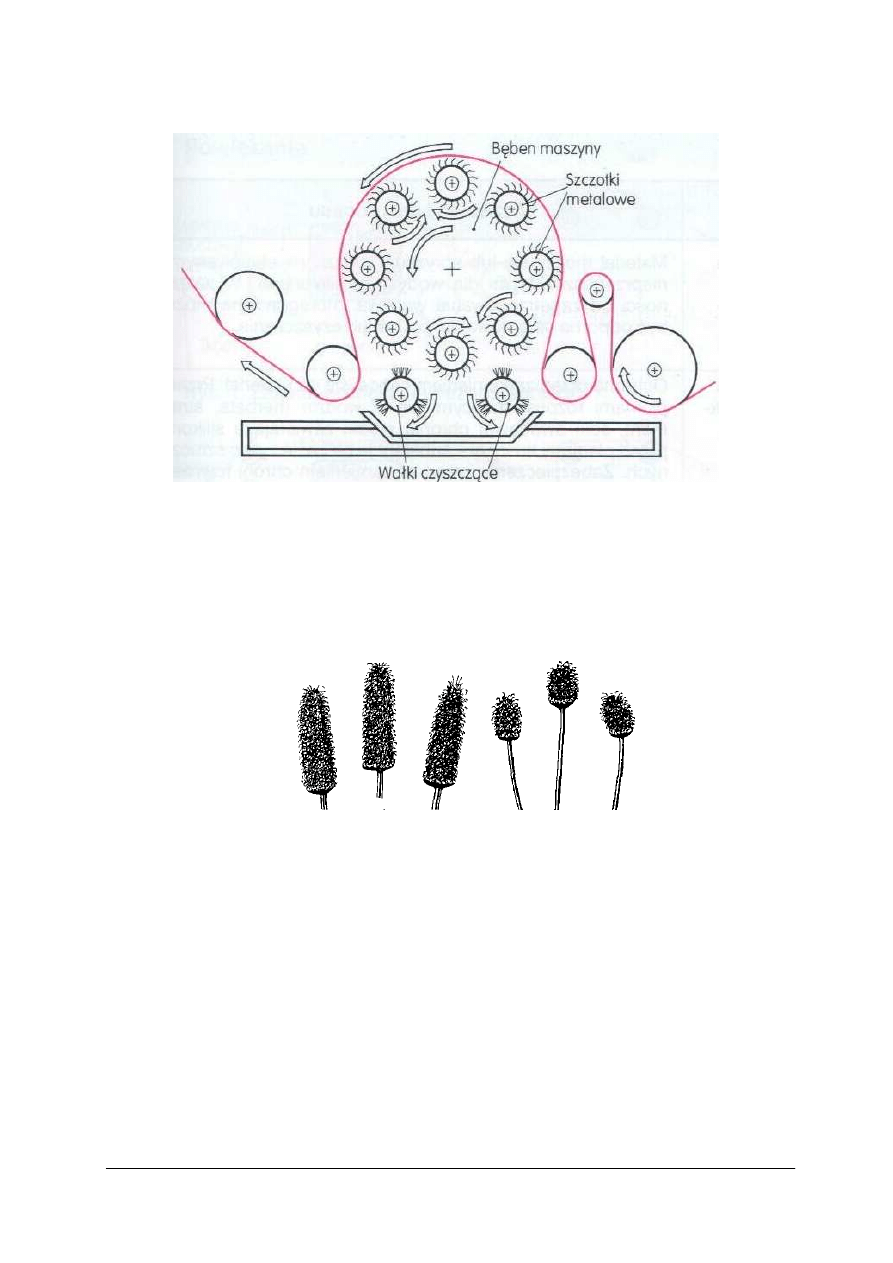
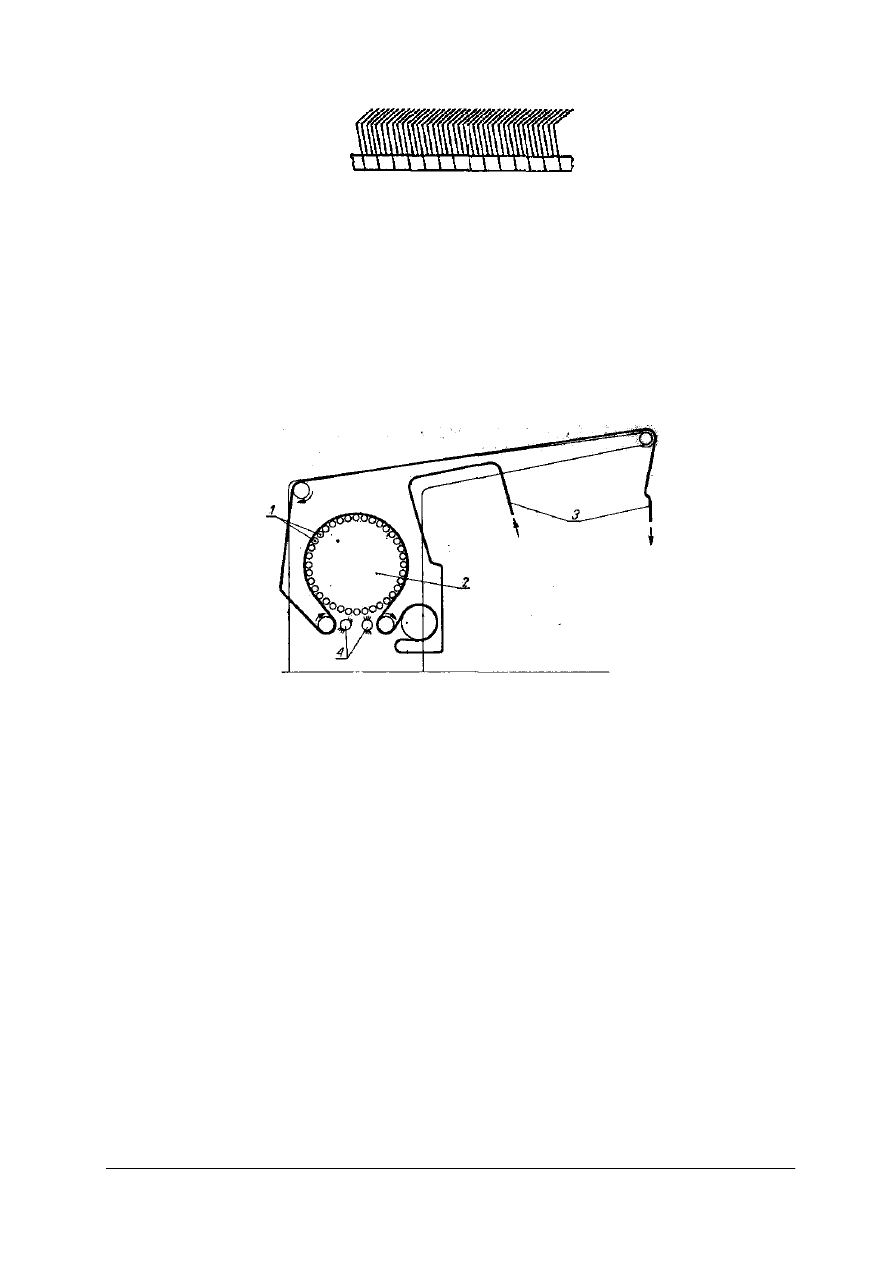
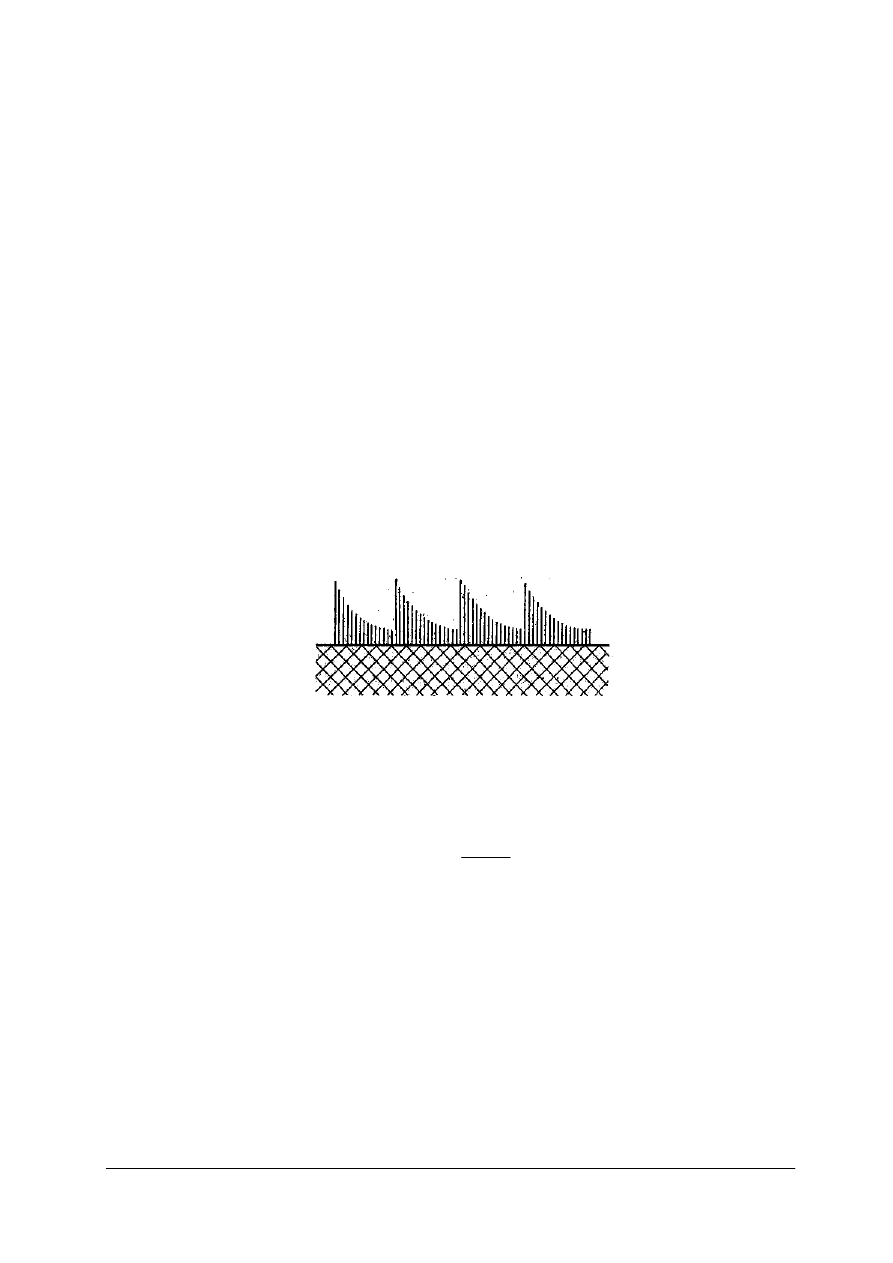
Drapanie
Rys. 1. Zasada procesu drapania [6, s. 95]
Proces drapania polega na przeciąganiu przez haczyki szczotek pojedynczych włókienek
z jednej strony tkaniny lub dzianiny na drugą, bez wyrywania ich. Maszyna, na której
prowadzony jest proces drapania nazywa się draparką. Draparka wyposażona jest w bęben,
wokół którego umieszczone są okrągłe metalowe szczotki (rys. 1). Draparki przeznaczone do
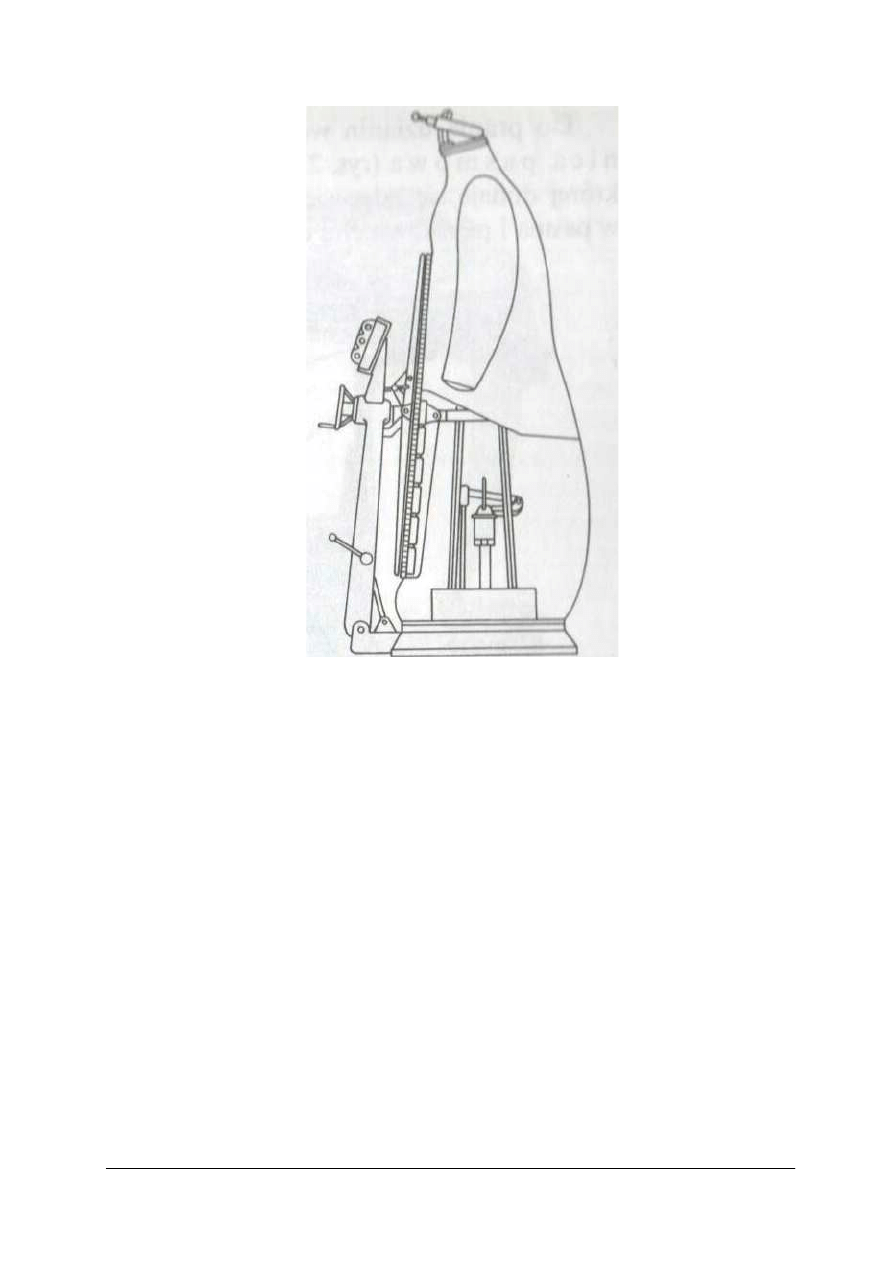
wyrobów z włókien wełnianych wyposażone są w szyszki drapiące (rys. 2).
Rys. 2. Szyszki drapiące [2, s. 242]
W procesie drapania wyciągnięte włókienka powodują, że na powierzchni powstaje runo,
które częściowo lub całkowicie zakrywa splot tkaniny. Proces drapania należy prowadzić tak,
aby nie doprowadzić do uszkodzenia tkaniny przez zbyt mocne jej drapanie. Poprzez drapanie
zmieniony zostaje nie tylko wygląd zewnętrzny i chwyt tkaniny, ale zmienia się również
ciepłochłonność materiału.
Ujemnym skutkiem procesu drapania jest obniżenie wytrzymałości na rozerwanie
wyrobów, poprzez rozluźnienie struktury odcinków przędzy znajdującej się na drapanej
powierzchni w wyniku wydobycia z nich włókien.
W wyniku drapania następuje również obniżenie masy w związku ze stratami włókna.
Straty podczas drapania nie powinny przekraczać 10 % nawet dla ciężkich tkanin drapanych
bardzo intensywnie.
Drapanie tkanin bawełnianych przeprowadza się wyłącznie na draparkach wałkowych
posiadających uiglenie metalowe (rys. 3).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 3. Uiglenie draparki do tkanin bawełnianych [2, s. 226]
Tkaniny z włókien celulozowych poddawane są procesowi drapania w stanie suchym,
dlatego w celu łatwiejszego wydobywania włókien z przędzy wprowadza się na włókno we
wczesniejszej operacji mokrej środki zmiękczające, tzw. oleje draparskie.
Efekt drapania w draparkach wałkowych zależy od:
−
liczby przejść tkaniny przez maszyny,
−
naprężenia tkaniny,
−
szybkości tkaniny,
−
szybkości obracającego się bębna,
−
szybkości obrotowej poszczególnych wałków,
−
uiglenia wałków.
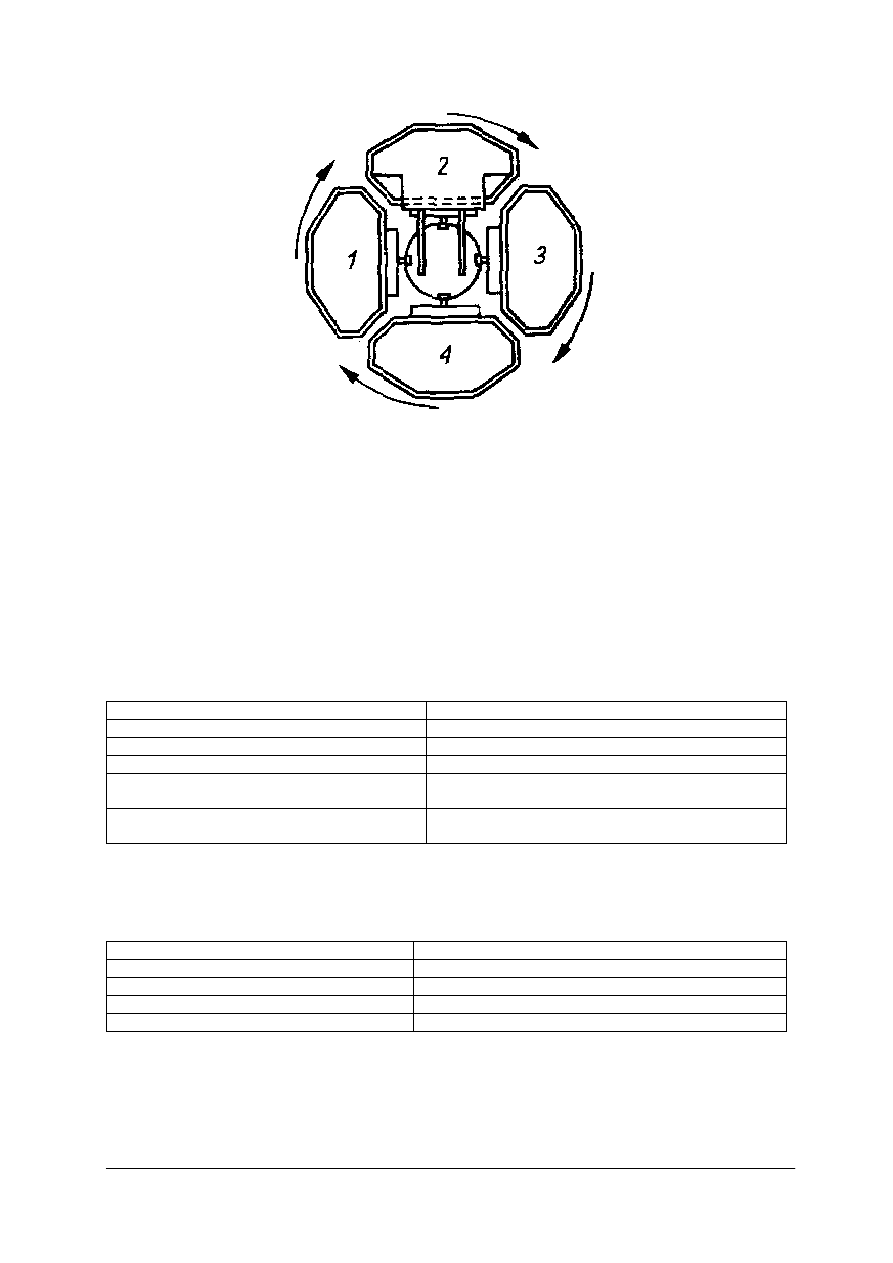
Rys. 4. Zasada działania draparki wałkowej: 1 – wałki drapiąco-gładzące i drapiąco-szarpiące, 2 – bęben
obrotowy, 3 – tkanina, 4 – szczotki do czyszczenia uiglenia. [2, s. 224]
Draparka wałkowa (rys. 4) składa się z obrotowego bębna, na którym są umieszczone
wałki drapiąco-gładzące i wałki drapiąco-szarpiące w ilości 24–36, owinięte taśmą
zgrzeblącą. Wałki gładząco-drapiace mają uiglenie nachylone w kierunku ruchu tkaniny,
a wałki szarpiaco-drapiące maja uiglenie nachylone w kierunku przeciwnym do kierunku
tkaniny. W draparce wałkowej oba rodzaje wałków występują w jednakowych ilościach.
Nazwy nadane wałkom w niewielkim stopniu wiążą się z faktycznym działaniem wałków,
ponieważ zależy ono głównie od ich obrotów. Zarówno jedne, jak i drugie wałki mogą nie
wywierać żadnego działania, o ile ich obroty będą tak dobrane, że szybkość tkaniny
i szybkość powierzchni wałków będą równe. Na tablicy sterowniczej draparki wskaźniki obu
grup wałków ustawione w położeniu 0 oznaczają brak efektu drapania. Obniżanie obrotów
wałków gładząco-drapiących (rys. 5a) spowoduje, że będą one drapać bardziej energicznie,
natomiast zwiększanie ich obrotów działanie to złagodzi. Odwrotnie przedstawia się działanie
wałków szarpiąco-drapiących (rys. 5b). Zmniejszenie ich obrotów poniżej położenia
zerowego powoduje działanie gładzące, natomiast zwiększanie obrotów zwiększa efekt
drapiący. Odpowiednia regulacja obrotów wałków decyduje o uzyskaniu właściwych efektów
drapania. Niewłaściwe ustawienie obrotów może spowodować przedrapanie tkaniny już przy
jednym przejściu przez draparkę, a w konsekwencji zniszczenie jej. W przypadku ustawienia
w położeniu zerowym obu zespołów nawet kilkakrotne przejście tkaniny przez draparkę nie
wykaże prawie żadnych efektów draparskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
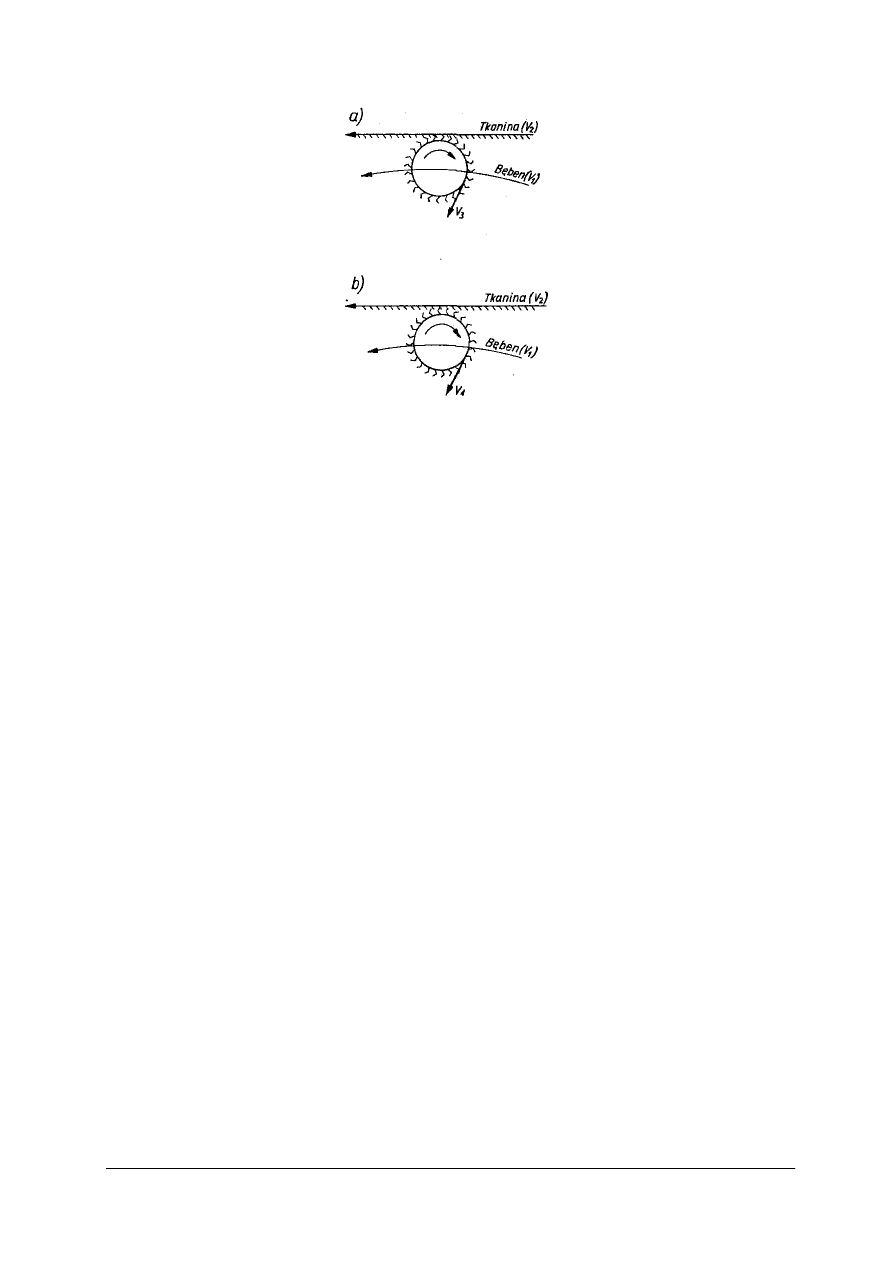
Rys. 5. Układ wałków w draparce: a) walki gładząco-drapiące, b) wałki szarpiąco-drapiące [2, s. 225]
Zależności występujące między szybkością wałków, tkaniny i bębna można przedstawić
następująco:
Dla wałków gładząco-drapiących (rys. 5a):
−
V
1
> V
3
daje efekt drapania,
−
V
1
≤
V
3
daje efekt gładzenia.
Dla wałków szarpiąco-drapiących (rys. 5b)
−
V
1
< V
4
daje efekt drapania,
−
V
1
≥V
4
daje efekt gładzenia.
Efekt drapania zależy również od szybkości tkaniny i jest proporcjonalny do różnicy
prędkości liniowej obwodu bębna i prędkości tkaniny V
1
– V
2
.
Aby drapanie w ogóle przebiegało, muszą występować następujące zależności:
V
4
> V
1
– V
2
, czyli V
4
> ∆ V
1,2
, czyli prędkość obrotu wałka szarpiąco-drapiącego musi być
większa od różnicy prędkości liliowej obwodu bębna i prędkości tkaniny, oraz V
3
< V
1
– V
2
,
czyli V
3
< ∆ V
1,2
, czyli prędkość obrotu wałka gładząco-drapiącego musi być mniejsza od
różnicy prędkości liniowej obwodu bębna i prędkości tkaniny.
Aby drapanie było równomiernie, tzn. wydobyty włos był jednakowy pod względem
długości, musi być spełniony warunek: V
4
– ∆ V
1,2
będzie równe ∆ V
1,2
– V
3
, czyli różnica
prędkości wałka szarpiąco-drapiącego i różnica prędkości bębna i tkaniny muszą być równe
różnicy prędkości bębna i tkaniny i prędkości wałka gładząco-drapiącego.
Jeżeli równość ta nie będzie zachowana, otrzymamy efekty drapania o różnorodnej
długości włosa, włosy wydobyte mogą być zagięte itp. Efekty takie czasem są bardzo
pożądane w drapaniu niektórych typów tkanin futerkowych i wełnianych. Przy drapaniu
tkanin bawełnianych przeważnie zachowywany jest warunek równości.
Dla danej maszyny różnica ∆V
l,2
jest przeważnie stała, regulacja sprowadza się do
ustawienia wskaźników szybkości wałków na tych samych wartościach.
Przez odpowiednie ustawienie szybkości wałków na układy gładzące w końcowej fazie
drapania można uzyskać efekt podobny do spilśnienia, polegający na zaginaniu wydobytego
pokrycia włosowego. Proces taki nazywa się drapaniem spilśniającym albo filcującym,
stosowany jest przy wykończaniu grubszych flanel oraz wielu tkanin wełnianych.
Drapanie tkanin wełnianych i wełnopodobnych prowadzi się czterema sposobami:
1.
drapanie suche na draparkach wałkowych z uigleniem metalowym,
2.
drapanie suche lub wilgotne na draparkach szyszkowych ze stałymi szyszkami,
3.
drapanie suche lub wilgotne na draparkach szyszkowych z szyszkami obrotowymi,
4.
zaczesywanie mokre na draparkach szyszkowych ze stałymi szyszkami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
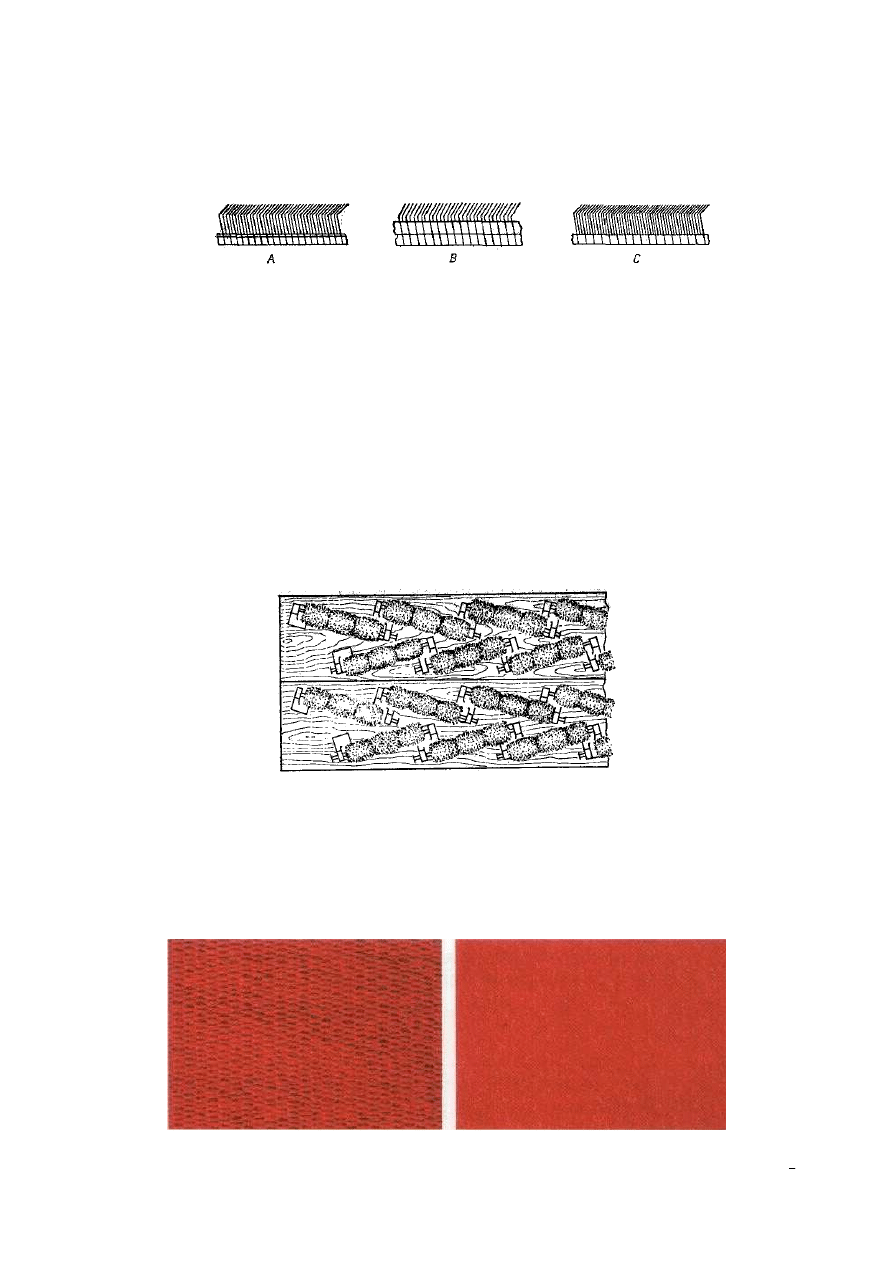
Drapanie suche prowadzi się tak samo jak dla tkanin bawełnianych. Uiglenie stosowane
w draparkach wałkowych przeznaczonych do tkanin wełnianych przedstawiono na rysunku 6.
Uiglenie typu A i B stosowane jest do drapania tkanin ciężkich, kocowych i pledowych,
uiglenie typu C stosowane jest do drapania tkanin delikatnych, cienkich.
Rys. 6. Uiglenie draparki do tkanin wełnianych [2, s. 241]
Drapanie szyszkowe na draparkach ze stałymi szyszkami prowadzi się na draparkach
jedno- lub dwubębnowych. Na powierzchni bębnów znajdują się listwy, a miedzy listwami
osadzone są szyszki drapiące (rys. 2). Szyszki otrzymuje się z niektórych gatunków ostów.
Drapanie przy pomocy szyszek ma tą zaletę, że włókna w czasie procesu nie ulegają
zerwaniu. Efekt drapania zależy od nachylenia osi szyszki, długości i gęstości rozmieszczenia
haczyków na powierzchni szyszek.
Drapanie na draparkach z szyszkami obrotowymi przeznaczone jest do tkanin wełnianych
wymagających bardzo długiego okrycia włosowego. Maszyny składają się z jednego bębna
obrotowego, na powierzchni, którego są zamocowane szyszki. Szyszki umocowane są na
osiach osadzonych w łożyskach, dzięki czemu mogą się obracać swobodnie (rys. 7). Przy
takim sposobie drapania nie można uzyskać okrywy z ułożonym kierunkiem włosa. Coraz
częściej w nowoczesnych maszynach szyszki zastępowane są rolkami z uigleniem
metalowym lub wałkami z mas plastycznych. Proces drapania może odbywać się „z włosem”
i „pod włos”.
Rys. 7. Sposób zamocowania szyszek obrotowych w draparce. [2, s. 243]
Zaczesywanie mokre to proces prowadzony na tkaninach wełnianych uprzednio
drapanych na draparkach z uigleniem metalowym lub szyszkowym. Proces ten ma na celu
równoległe ułożenie włosa na mokro w jednym kierunku. Tkanina przed wejściem na
draparkę jest zamaczana w kadzi z wodą i bez wyżymania zaczesywana. Po zaczesaniu
tkaninę pozostawia się na kilkanaście godzin w celu ustabilizowania położenia włosa.
Na rysunku 8 pokazana jest podszewka przed drapaniem i po drapaniu.
a)
b)
Rys. 8. Podszewka: a) nie drapana, b) drapana [6, s. 95]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Strzyżenie
Strzyżenie prowadzi się w celu wyrównania pokrycia włosowego na powierzchni
wyrobów drapanych. Tkaniny bawełniane i z włókien łykowych poddaje się strzyżeniu w celu
usunięcia wystających z tkaniny nitek, które przeszkadzają w drukowaniu. Dla tkanin
wełnianych operacja strzyżenia jest decydującą o wyglądzie i chwycie. Proces strzyżenia
prowadzony jest na maszynach zwanych postrzygarkami. Wyróżniamy dwa rodzaje
postrzygarek różniących się rodzajem stołu. W zależności od rodzaju tkanin i wymagań
stawianych wykończonym wyrobom, stosuje się strzyżenie na stołach pełnych lub strzyżenie
na stołach pustych.
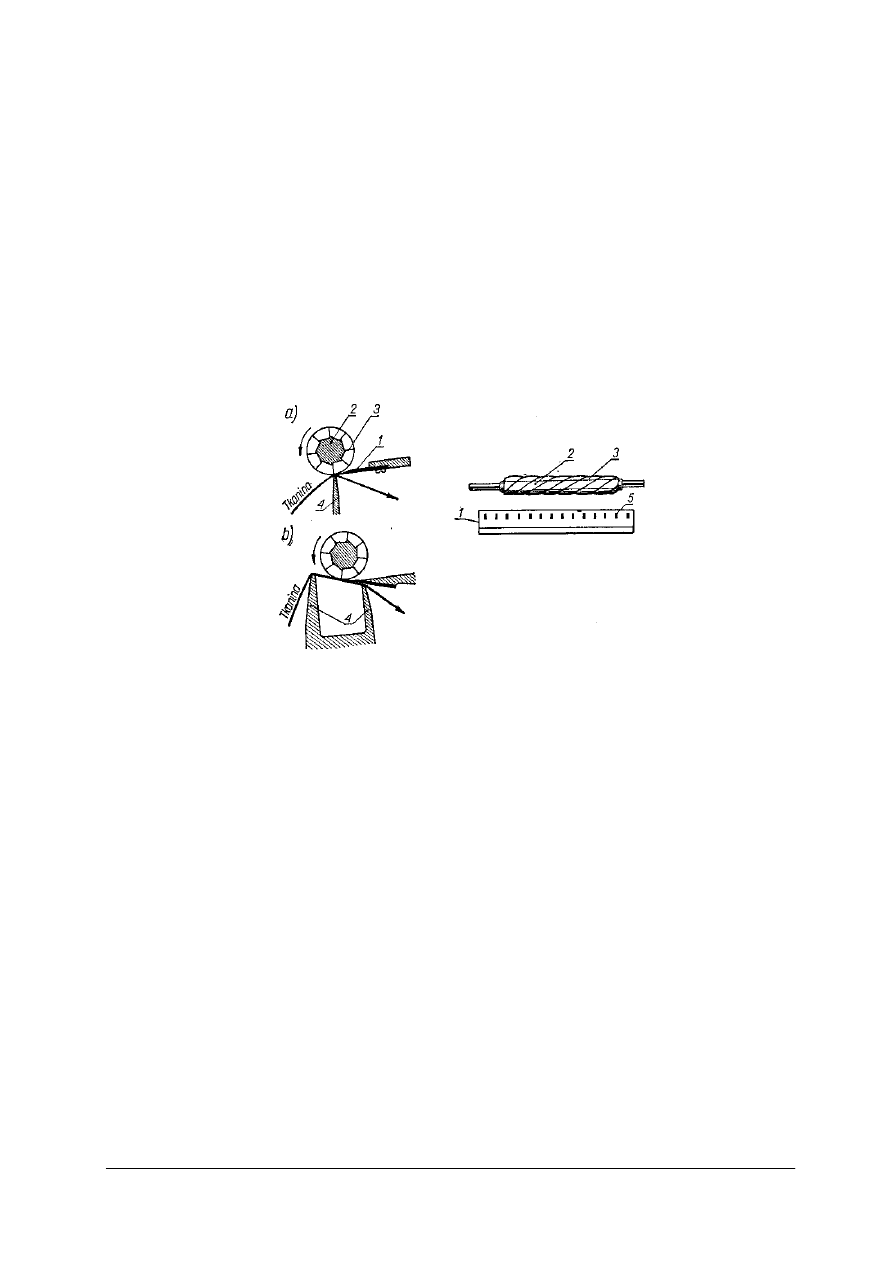
Schemat działania zespołu strzyżącego postrzygarki przedstawiono na rysunku 9. Zespół
strzyżący składa się z:
−
cylindra z nawiniętymi 12–16 piórami stalowymi,
−
noża stałego, przylegającego do powierzchni piór.
Rys. 9. Schemat działania układu strzyżącego: a) strzyżenie na stole pełnym, b) strzyżenie na stole pustym 1 – nóż
płaski, 2 – cylinder strzyżący, 3 – pióra strzyżące, 4 – stół, 5 – otwory do zamocowania noża [2, s. 246]
Cylinder obraca się z szybkością 1000–1500 obr/min. Naprężona i rozprostowana tkanina
doprowadzona jest do miejsca styku noża stałego z powierzchnią piór za pomocą stołu
pełnego (rys. 9a) lub pustego (rys. 9b).
Stoły pełne są stosowane głównie do strzyżenia tkanin, których powierzchnia powinna
być zupełnie pozbawiona wystających włókien (strzyżenie na łyso), natomiast stoły puste,
głównie do strzyżenia tkanin o nierównomiernej grubości.
Czasem są jednak stosowane inne typy stołów, takie jak:
−
elastyczne,
−
rolkowe.
W niektórych typach postrzygarek spotyka się system obniżający stół. Działanie to jest
zautomatyzowane w nowoczesnych postrzygarkach. W starszych typach pracownik
obsługujący maszynę musi ręcznie spowodować uniesienie zespołu strzyżącego.
Przygotowanie postrzygarki z pełnym stołem wymaga szczególnie dużej precyzji.
Jakiekolwiek nierówne ustawienie stołu lub zespołu strzyżącego może spowodować
poprzecinanie części tkaniny albo niewystrzyżenie tkaniny. Odległość stołu od zespołu
strzyżącego reguluje się po założeniu tkaniny na maszynę i jej naprężeniu. Wykonuje się to za
pomocą kawałka papieru o określonej grubości, który powinien swobodnie, lecz z pewnym
oporem przesuwać się między tkaniną a zespołem strzyżącym. Strzyżenie tkaniny będzie tym
dokładniejsze, im kartka będzie cieńsza. Tkanina strzyżona na postrzygarce ze stołem pełnym
musi być wcześniej wystrzyżona po lewej stronie. Wszystkie węzły oraz zgrubienia tkaniny
powinny być dokładnie usunięte, ponieważ mogą spowodować one przecięcie sztuki podczas
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
strzyżenia. Postrzygarki te są stosowane do strzyżenia tkanin, których powierzchnia ma być
zupełnie pozbawiona wystających włókien.
Postrzygarki ze stołem pustym nie wymagają tak dużej precyzji w nastawianiu maszyny.
Stół pusty zbudowany jest z dwóch metalowych listew, oddalonych od siebie o kilka
centymetrów, w taki sposób, że tkanina strzyżona jest w środku między listwami stołu. Każde
zgrubienie tkaniny powoduje w tym przypadku jej odchylenie się od noża. Na takiej
postrzygarce nie można jednak uzyskać tkaniny dokładnie wystrzyżonej („na łyso”).
Postrzygarki są zaopatrzone w:
−
szczotki obrotowe,
−
urządzenia naprężające,
−
odsysacze pyłu włóknistego,
−
elementy sygnalizujące obecność w tkaninie części metalowych, jak igły z cerowni, które
mogą uszkodzić noże maszyny.
Elementy strzyżące są zawsze zabezpieczone osłoną siatkową lub z pleksiglasu
wyłączającą maszynę po ich podniesieniu. Zabezpiecza to obsługujących przed
przypadkowym wciągnięciem ręki przez szybkoobrotowe zespoły.
Tkaniny wełniane muszą być strzyżone kilkakrotnie, często stosuje się szeregowe
ustawienie kilku maszyn w jedną linię pozwalające na pracę ciągłą.
Przy strzyżeniu gładkim („na łyso”) liczba przejść przez element strzyżący wynosi 4-10
po stronie prawej i l–2 po lewej. Jeśli mimo dużej liczby przejść efekt strzyżenia nie jest
zadowalający, świadczy to o niesprawności postrzygarki, tzn. tępych nożach lub złym
nastawieniu elementów strzyżących.
Rys. 10. Wygląd włosa na tkaninie strzyżonej (jednokrotnie) [2, s. 248]
Pojedyncze przejście tkaniny przez element strzyżący daje tkaninę nierówno wystrzyżoną
(rys. 10) i może wystarczyć przy wyrównywaniu bardzo długich wystających włosów, np.:
tkanin kocowych.
Intensywność strzyżenia (I) określa się liczbą cięć cylindra przypadającą na l cm bieżący
tkaniny, wg wzoru:
I=
100
⋅
⋅
V
n
a
gdzie: a – liczba piór strzyżących na cylindrze,
n – liczba obrotów na minutę cylindra,
V – szybkość przechodzenia tkaniny w m/min.
W nowoczesnych postrzygarkach intensywność strzyżenia przy prędkości tkaniny
24 m/min wynosi 12, a przy prędkości 9 m/min – 32.
Do najważniejszych błędów strzyżenia należą:
−
podłużne pasy nierównego wystrzyżenia na końcach sztuk spowodowane niewłaściwym
zszyciem sztuk; zapobiega się temu przez stosowanie maszyn zszywających,
−
łyse miejsca na tkaninie spowodowane nierównym wysuszeniem sztuk; miejsca wilgotne
są nieco grubsze i lepiej wystrzyżone,
−
nierównomierne wystrzyżenie spowodowane niedokładnym wypraniem tkaniny; miejsca
tłuste strzygą się gorzej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
−
przecięcia tkaniny w różnych miejscach, które mogą być spowodowane złym
oczyszczeniem lewej strony, nieprawidłowym ustawieniem cylindra albo pozostawieniem
igły w tkaninie,
−
nierównomierne wystrzyżenie w postaci pasów na całej długości spowodowane
nierównością stołu lub noża stałego.
Gładzenie
Gładzenie (rys. 11) jest to zespół procesów odgrywających w obróbce końcowej
szczególną rolę. Podczas gładzenia materiał jest przeciągany, jak pokazano na schemacie,
między, np.: trzema walcami pod ciśnieniem.
Rys. 11. Zasada gładzenia [6, s. 95]
Efekty gładzenia są najczęściej nieodporne na pranie i zależą od:
−
rodzaju powierzchni walców,
−
temperatury walców,
−
sposobu ułożenia walców,
−
prędkości z jaką się obracają poszczególne walce.
W procesie gładzenia można uzyskać następujące efekty:
−
wygładzenie powierzchni materiału,
−
zagęszczenie materiału,
−
połysk,
−
ewentualnie tłoczenie wzorów.
Proces gładzenia, zwany potocznie kalandrowaniem, to podstawowa operacją podczas
końcowego wykończania tkanin bawełnianych. Kalandrowanie jest procesem ciągłym
i wydajniejszym niż maglowanie, choć uzyskiwane efekty estetyczne nie są identyczne.
Gładziarki walcowe, na których przeprowadza się proces gładzenia tkanin bawełnianych
są zbudowane z 2–7 walców, z czego co najmniej jeden ma powierzchnię stalową i jest
ogrzewany wewnątrz parą, gdy tymczasem powierzchnia pozostałych wałków jest elastyczna,
wykonana ze specjalnego sprasowanego papieru bądź warstwy sprasowanych włókien
bawełnianych lub jutowych. W zależności od typu maszyny nacisk w gładziarkach na l cm
długości walca wynosi 100–600 kg Efekt gładzenia na gładziarce walcowej zależy od takich
czynników, jak:
−
liczba i rodzaj walców,
−
wzajemne ułożenie walców,
−
ś
rednice walców,
−
wielkość nacisku,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
−
temperatura walców,
−
rodzaj powierzchni walców,
−
szybkość obrotowa walców,
−
naprężenie tkaniny,
−
liczba pasaży.
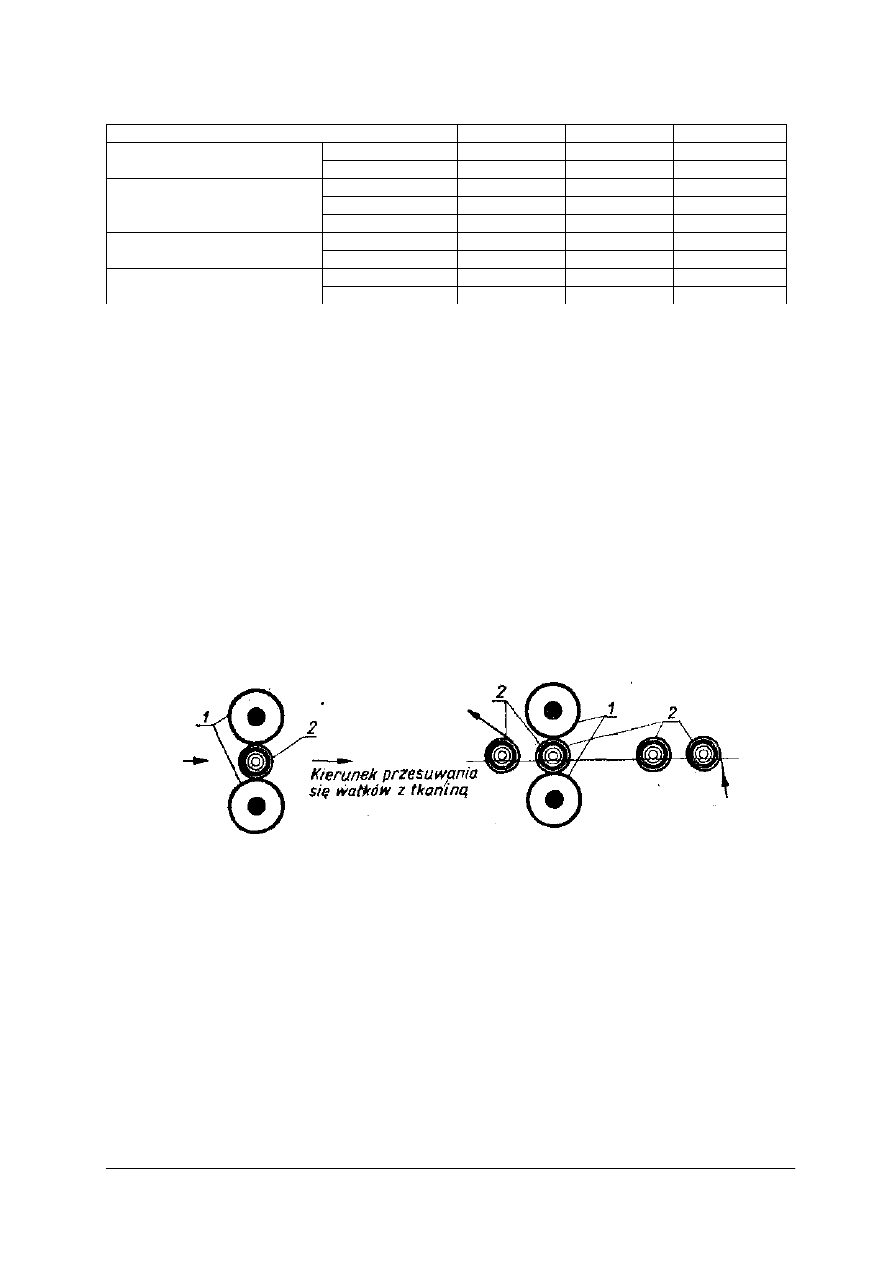
Na rysunkach 12 i 13 przedstawiono schemat działania uniwersalnej gładziarki 6-wałowej.
Rys. 12. Sposoby gładzenia tkanin na gładziarce uniwersalnej, efekty gładzenia zwykłego: 1 – gładzenie średnie,
wysoki połysk, twardy chwyt, 2 – gładzenie średnie, średni połysk, średni chwyt, 3 – gładzenie dobre,
ś
redni połysk, miękki chwyt, 4 – średnie gładzenie, średni połysk, miękki chwyt, 5 – pełne gładzenie,
ś
redni połysk [2, s. 217]
Na gładziarce przedstawionej na rysunkach 12 i 13 uzyskujemy 4 podstawowe rodzaje
efektów gładzenia:
−
gładzenie zwykłe o różnych stopniach połysku,
−
nabłyszczanie frykcyjne,
−
matowanie, w którym uzyskuje się niewielki połysk bez spłaszczania struktury,
−
gładzenie wielokrotne polegające na wprowadzaniu kilku warstw tkaniny między walce
gładziarki.
Rys. 13. Sposoby gładzenia tkanin na gładziarce uniwersalnej, efekty specjalne: l – nabłyszczanie frykcyjne,
V
M
>V
E
, dobre gładzenie, bardzo wysoki połysk, twardy chwyt, 2 – matowanie, niewielkie spłaszczenie,
miękki chwyt, 3 – gładzenie wielokrotne, małe sprasowanie, miękki chwyt, 4 – gładzenie wielokrotne,
dobre gładzenie, podobne do maglowania [2, s. 217]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Tabela 2. Zależność między podstawowymi czynnikami gładzenia a efektem technologicznym [2, s. 218]
Czynnik
Połysk
Wygładzenie
Chwyt
Nacisk wałów
mały
mały
słabe
twardy
duży
duży
dobre
miękki
Powierzchnia wałów
stalowa
bardzo duży
bardzo dobre
twardy
papierowa
mały
ś
rednie
miękki
bawełniana
mały
słabe
bardzo miękki
Ś
rednica wałów
duża
mały
słabe
miękki
mała
duży
dobre
twardszy
Szybkość tkaniny
mała
duży
dobre
—
duża
mały
słabe
—
Wyróżniamy szczególne odmiany procesu gładzenia:
1)
Nadawanie połysku – w procesie tym połysk powstaje w wyniku gładzenia materiału
mającego powłokę ze sztucznej żywicy.
2)
Morowanie – typowy deseń mory (znak wodny) powstaje w wyniku gładzenia podwójnie
złożonego rypsu.
3)
Gofrowanie – powstaje tłoczony wzór przy użyciu grawerowanych walców.
W przypadku tkanin z włókien syntetycznych, które można utrwalać termicznie, można
tłoczyć trwałe wzory za pomocą gorącego walca.
4)
Maglowanie – szczególny przypadek gładzenia polegający na spłaszczaniu struktury
materiału i nadaniu połysku.
Maglowanie to proces polegający na silnym zgniataniu nawoju tkaniny między dwoma
gorącymi cylindrami przez dłuższy czas. Maglowanie powoduje spłaszczenie struktury
tkaniny oraz nadanie szlachetnego połysku, przyjemniejszego niż osiągany w gładzeniu
zwykłym. Dzięki maglowaniu tkanina uzyskuje bardziej zwartą strukturę bez
niebezpieczeństwa powstania tzw. papierowego chwytu, jak to często występuje przy
zwykłym gładzeniu.
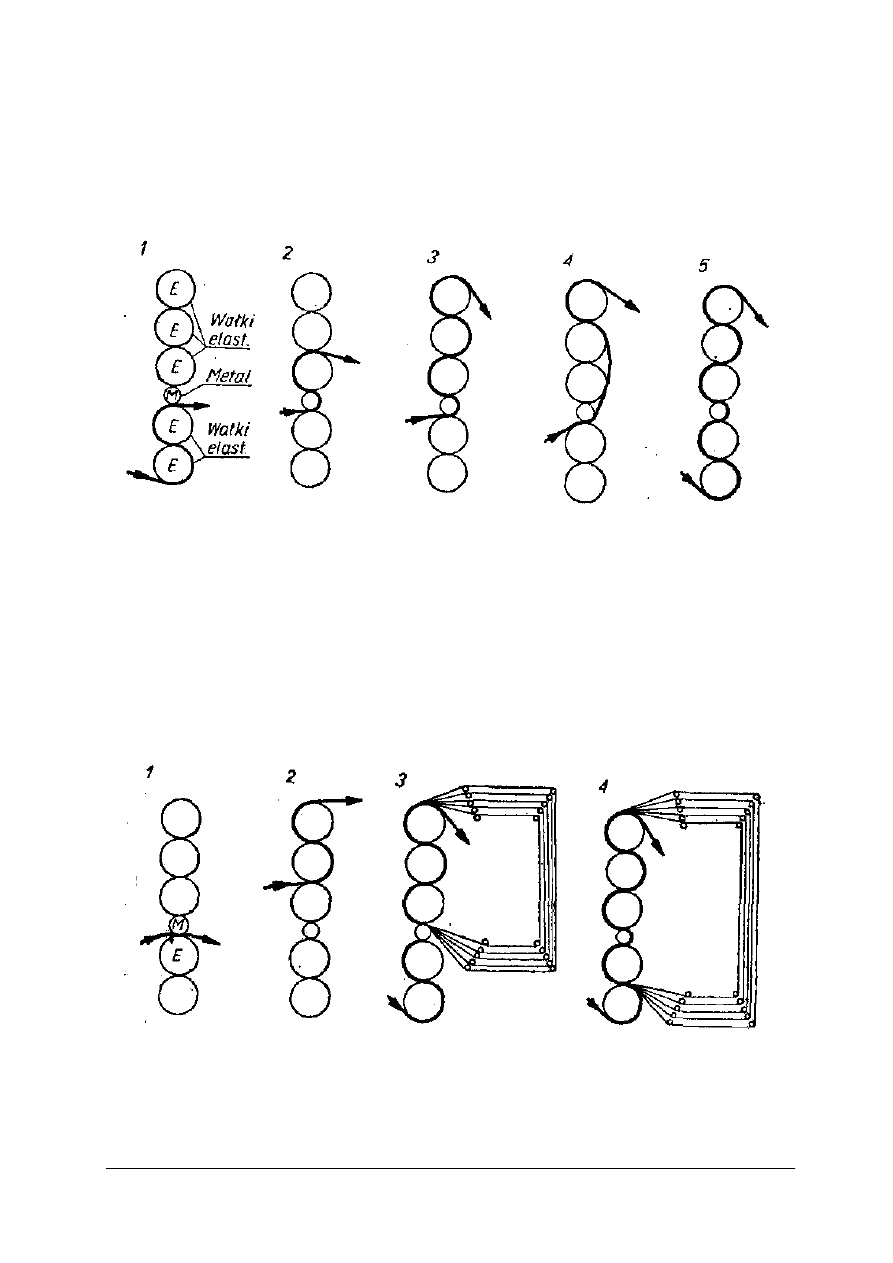
Rys. 14. Schemat działania magla hydraulicznego zwykłego: 1 – walki gładzące, 2 – wałki z tkaniną [2, s. 216]
Przed rozpoczęciem maglowania tkaninę (maksymalnie w ilości do 250 metrów
bieżących) nawija się na cienki wałek z drewna lub metalu, tak by nie powstały najmniejsze
fałdy lub skrzywienia. Nawój jest wprowadzany między dwa obracające się cylindry
metalowe ogrzane do temp. 80°C naciskające hydraulicznie na tkaninę z siłą ok. 40 ton. Po
ok. 10–20 minutach obróbki tkanina jest przewijana na drugi wałek. W czasie przewijania
pracownik kontroluje jakość nawinięcia, jeżeli na tkaninie występują załamania poprawia je
przez rozprostowanie ich. Po przewinięciu tkanina jest ponownie maglowana przez taki sam
czas.
Zasadę maglowania na maglach hydraulicznych przedstawiono schematycznie na
rysunkach 14 i 15.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 15. Schemat działania magla hydraulicznego rewolwerowego: 1 – walki gładzące, 2 – wałki z tkaniną [2, s. 216]
Przedstawiony powyżej magiel rewolwerowy posiada zespół wałków umieszczonych na
urządzeniu kołowrotowym oraz systemy nawijające i odwijające. Pracuje on w sposób
podobny do ciągłego. Skutkiem maglowania jest poszerzenie (0,5–1,5%) i wydłużenie
(o ok. 2%) tkaniny na skutek spłaszczenia.
Maglowaniu poddaje się tkaniny bawełniane apreturowane i wykurczone, przeznaczone
między innymi na bieliznę stołową i pościelową.
Gofrowanie to przeprowadzenie tkaniny z szybkością do 15 m/min., między dwoma
walcami, z których przynajmniej jeden jest metalowy i ma wyrytowany wzór. Przed
gofrowaniem tkaninę poddaje się impregnacji.
Rys. 16. Tkanina gofrowana z wytłoczonymi wzorami [6, s. 94]
Morowanie to efekt, który można uzyskiwać na zwykłych gładziarkach, w wyniku
przepuszczania przez nią jednocześnie dwu i więcej tkanin między. W wyniku takiego
gładzenia (gorącymi walcami pod dużym ciśnieniem) otrzymuje się zagniecenia nitek, na
skutek nie pokrywania się splotów nakładających się. Proces ten upodabnia tkaninę
bawełnianą do tkaniny z jedwabiu naturalnego lub z ciągłych włókien sztucznych Zaleca się
impregnowanie tkaniny przed morowaniem w celu utrwalenia efektu.
Wyróżniamy trzy sposoby nadawania połysku na tkaninach:
−
wykończanie jedwabiste polega na gładzeniu impregnowanej tkaniny na gładziarce,
której ogrzany metalowy wałek jest rytowany w równoległe, ustawione skośne, płytkie
rowki. Dają one efekt wytłoczeń pod kątem ostrym do osnowy tkaniny, upodabniający
wygląd tkaniny do naturalnego jedwabiu.
−
wykończanie nabłyszczane uzyskuje się na specjalnych gładziarkach dwuwałowych,
w których górny (metalowy, ogrzewany do temperatury 240
o
C) wał posiada szybkość
obwodową o ok. 300% większą niż dolny (elastyczny). Tkanina poddawana
nabłyszczaniu powinna być uprzednio impregnowana kąpielą zawierającą żywice
syntetyczne melaminowe lub mocznikowo-formaldehydowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
−
gładzenie merceryzacyjne polega na przepuszczeniu wilgotnej albo mokrej tkaniny
bawełnianej między wałkami gładziarki, z których metalowy ogrzany jest do temp.
300°C. Efekt uzyskany tkaninie jest podobny do połysku w tkaninie merceryzowanej.
W ten sposób uszlachetnia się tkaniny z bawełny nie nadającej się do merceryzowania,
jest to efekt trwały na 5–7 prań. Parametry procesu: szybkość przebiegu tkaniny wynosi
10–30 m/min., nacisk wału 300–600 kg na cm długości styku.
Wykurczanie
Wykurczanie jest to proces, który powinien zapobiegać późniejszemu zbieganiu się
materiałów. W czasie produkcji materiały były rozciągane i mają tendencję do zbiegania się
po namoczeniu. W wodzie włókna celulozowe pęcznieją, a materiał z nich wyprodukowany
zbiega się. Takim zmianom wymiarów materiału należy zapobiegać już podczas produkcji,
dlatego poddaje się je wykurczaniu kontrolowanemu. Wykurczanie można prowadzić
wieloma metodami.
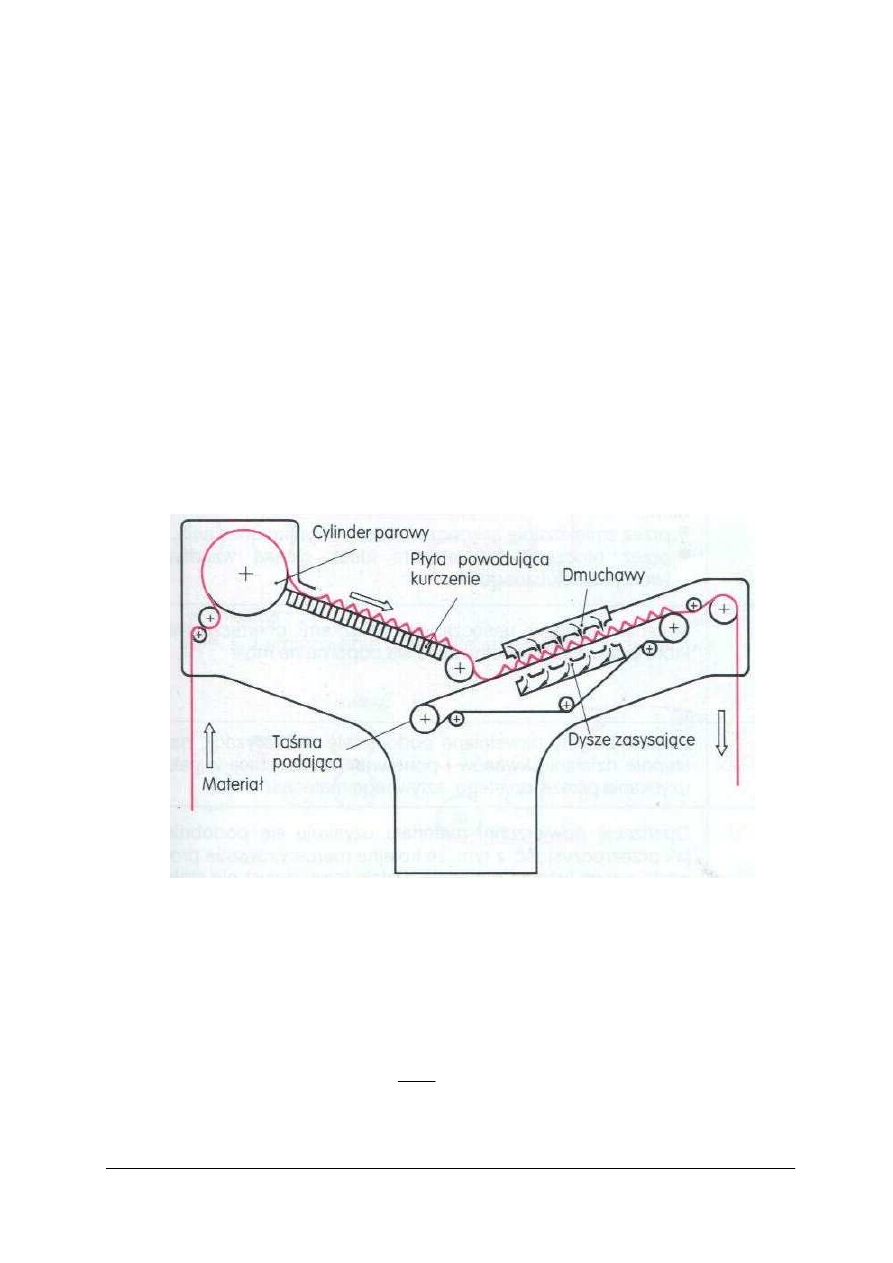
Na rysunku 17 materiał jest w stanie luźnym poddawany działaniu pary. Pod działaniem
pary włókna pęcznieją i powodują kurczenie się materiału. Osuszenie (na specjalnej płycie),
a następnie oziębienie zapobiega kurczeniu się materiału przy kolejnym namoczeniu.
Innym procesem wykurczania jest sanforyzowanie, polegające na cieplno-mechanicznym
zagęszczaniu wątku w tkaninie. Sanforyzowanie powoduje likwidację wyciągów wzdłużnych.
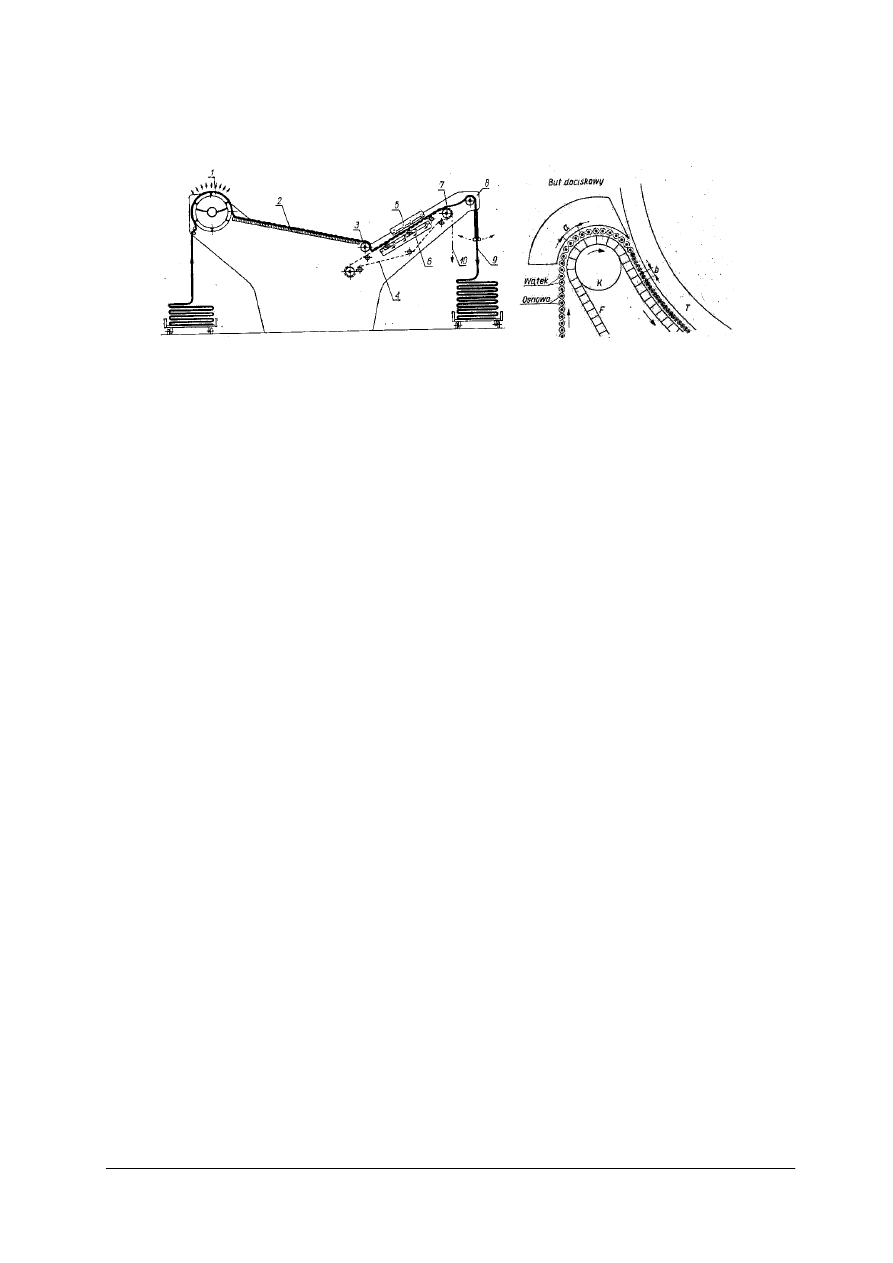
Rys. 17. Zasada wykurczania [6, s. 95]
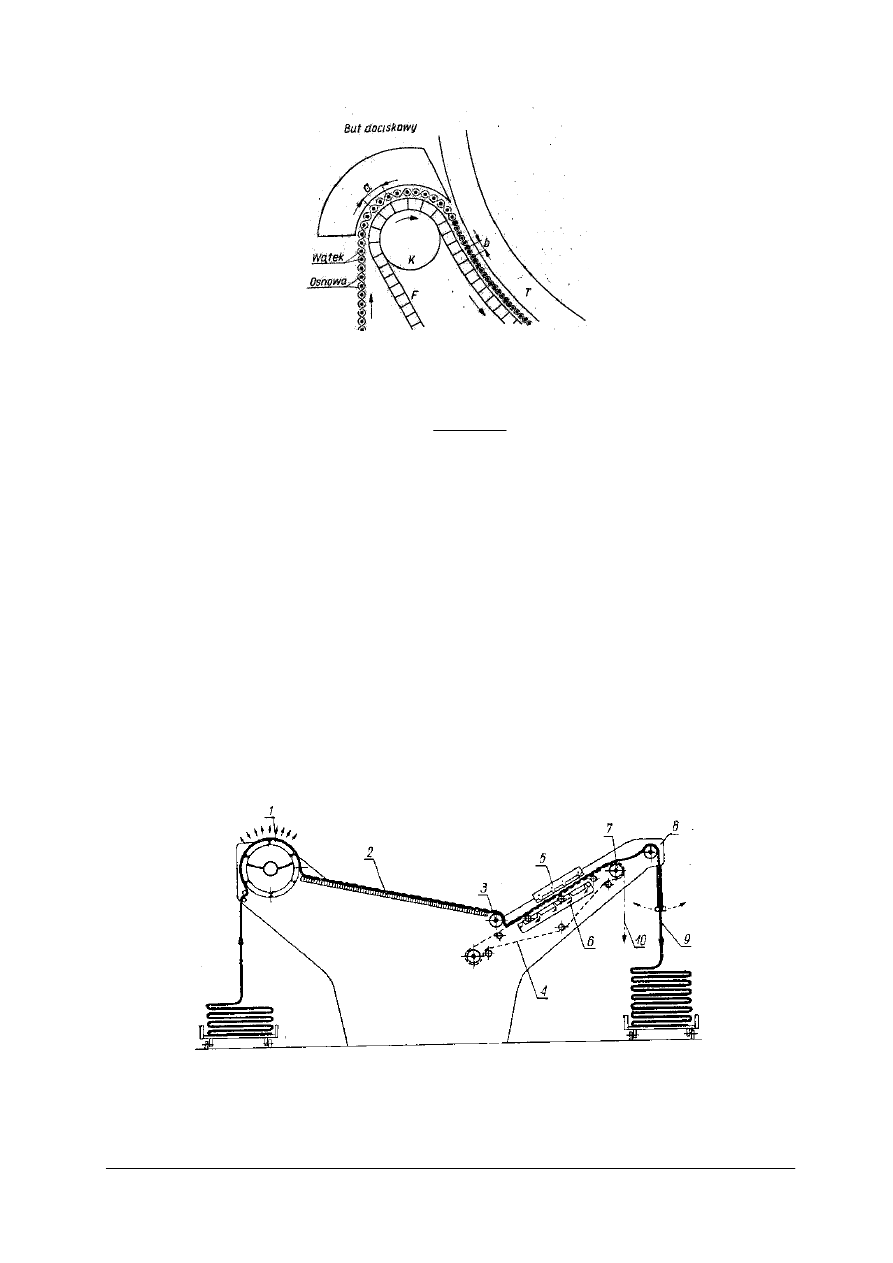
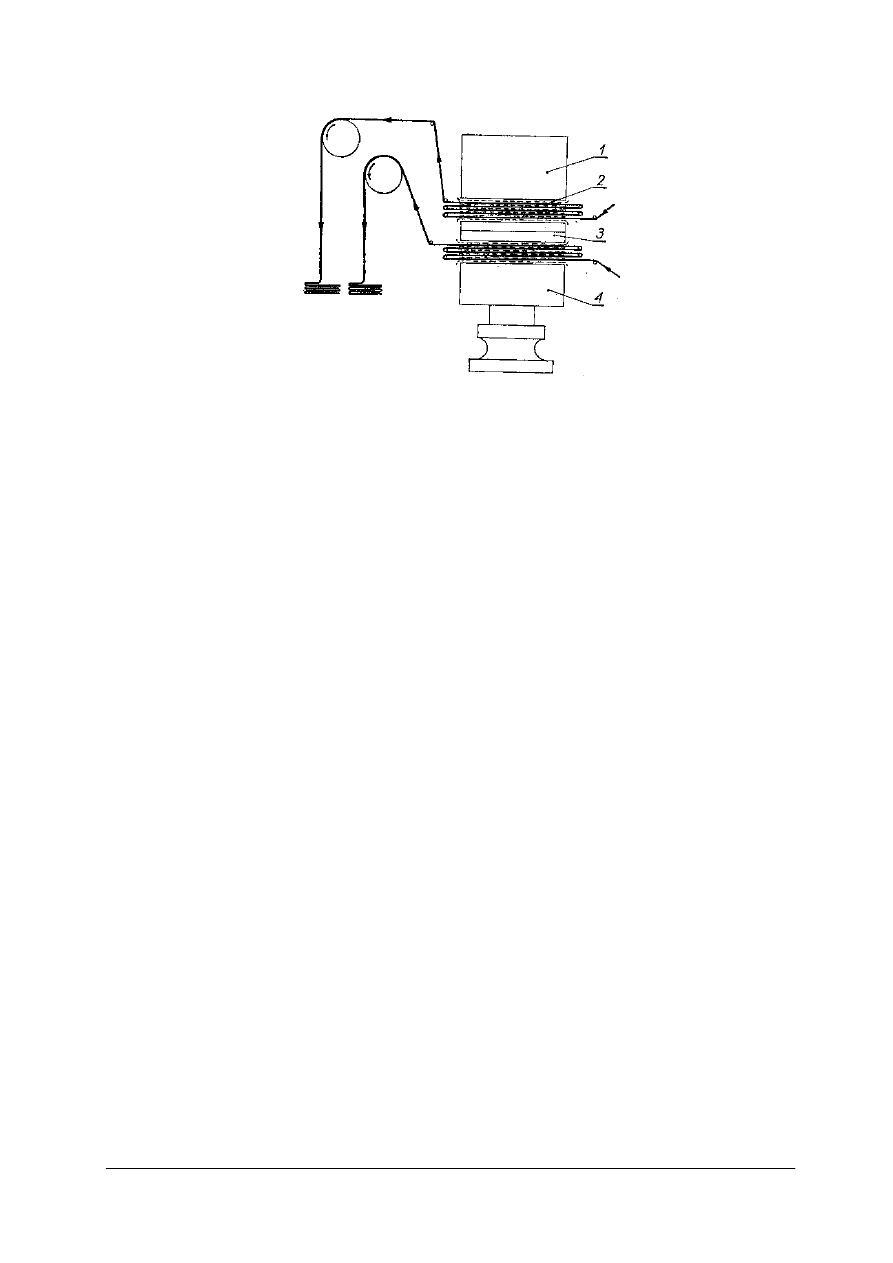
Mechanizm procesu sanforyzowania na specjalnej maszynie, zwanej sanforyzarką,
przedstawia (rys. 18). Tkanina wprowadzana jest między transporter filcowy lub gumowy
(zależnie od maszyny) oraz tzw. metalowy but dociskowy ogrzewany parą albo specjalny
ogrzewany cylinder. Skurcz następuje, gdy powierzchnia transportera przechodzi ze stanu
wypukłego we wklęsły. Zależy to od jego grubości, elastyczności i promienia zagięć.
Takiemu przylegająca do powierzchni transportera ulega takiemu samemu wykurczeniu od
odcinka „a” do odcinka „b”. Skurcz wyrażony jest w procentach.
skurcz (%) =
%
100
⋅
−
a
b
a
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 18. Zasada działania sanforyzarki [2, s. 208]
Znając grubość transportera F (s) i średnicę cylindra zaginającego K (d) można
w przybliżeniu przewidzieć skurcz.
skurcz (%) =
%
100
2
)
(
1
⋅
+
+
−
s
d
s
d
gdzie:
d – średnica cylindra K,
s – grubość transportera F
Szybkość przebiegu tkanin przez sanforyzarkę różnicuje się w granicach 10–60 m/min
i zależy od rodzaju maszyny, typu tkaniny i wielkości skurczu. Na nowoczesnych
sanforyzarkach uzyskuje się maksymalny skurcz wielkości 20%, daje to nieprzekraczalne
kurczliwości tkanin gotowych rzędu 2%.
Sanforyzarki z ogrzewanym butem dociskowym i transporterem filcowym są używane do
tkanin o fakturach wypukłych, do tkanin drapanych, itp. Sanforyzarki z transporterem
gumowym i układem dociskowych cylindrów ogrzewanych nadają się do tkanin gładkich, jak
popeliny lub tkaniny koszulowe.
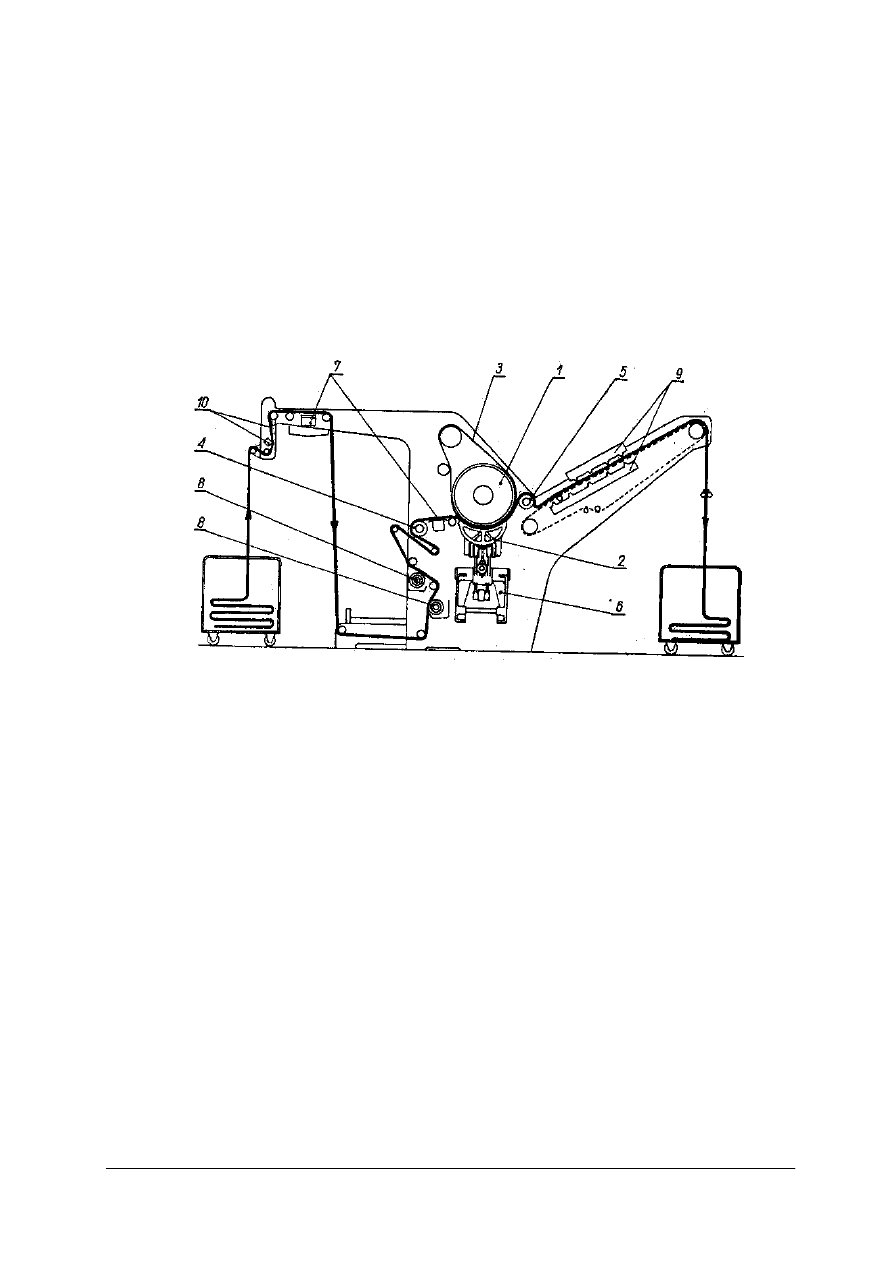
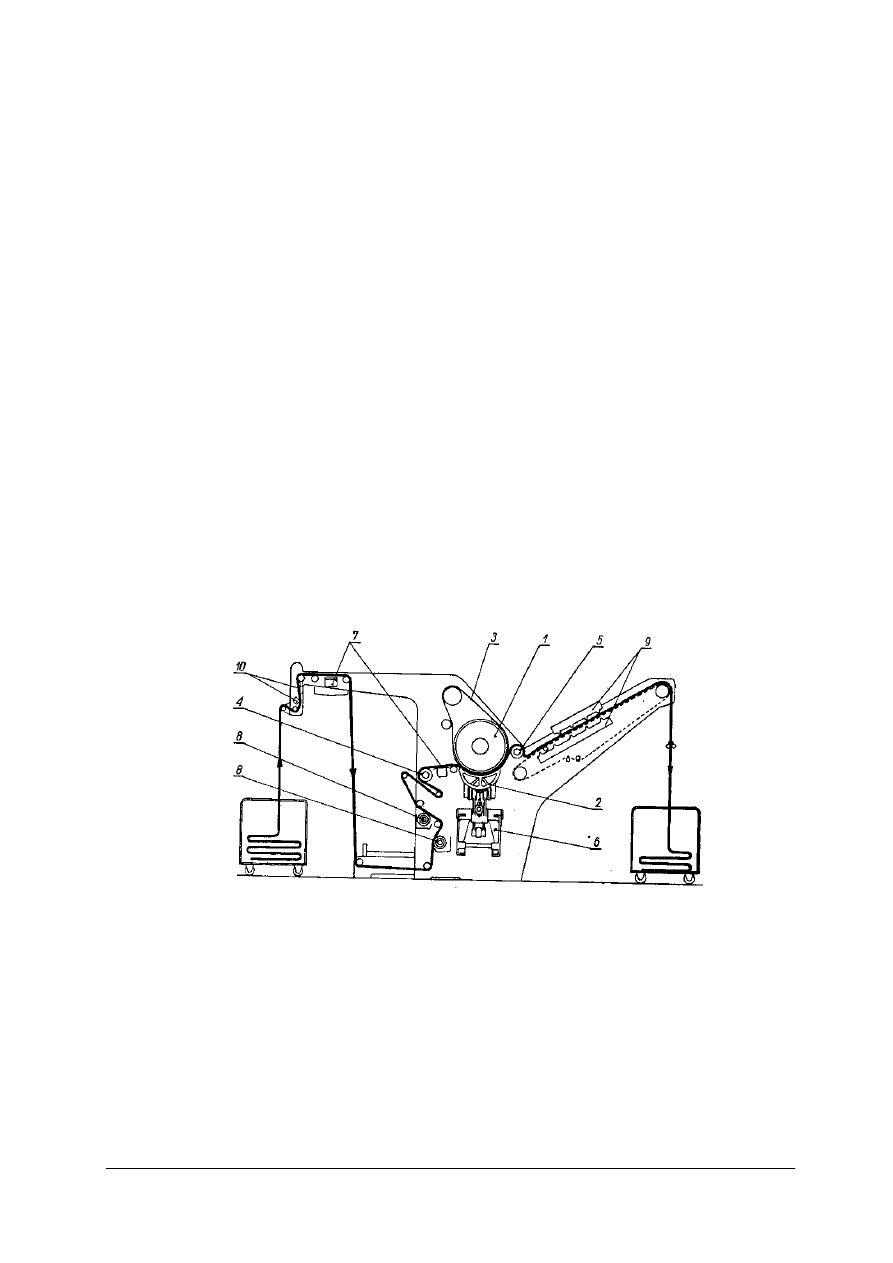
Do wykurczania tkanin wełnianych stosuje się wykurczarkę parową. Na rysunku 19
prezentowana jest wykurczarka stosowana do tkanin i dzianin metrażowych. Na cylindrze (1)
zimny wyrób zostaje poddany energicznemu parowaniu. Dalej, na stole (2) lekkiemu
ogrzewaniu i beznaprężeniowemu wykurczaniu. Następnie nawilżeniu i ochłodzeniu za
pomocą przesysanego powietrza. Wykurzanie tego typu nazywa się parowo-termicznym.
Rys. 19. Zasada wykurczania tkanin metodą London-Shrunk: 1 – cylinder parujący, 3 – stół wykurczający, 2 –
wałek odbierający (regulowany), 4 – transporter taśmowy, 5 – urządzenie nawilżające, 6 – urządzenie
chłodzące, 7, 8 – wałek prowadzący, 9 – urządzenie układające tkaninę, 10 – wyprowadzenie tkaniny
przy nawijaniu na tokę [2, s. 253]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
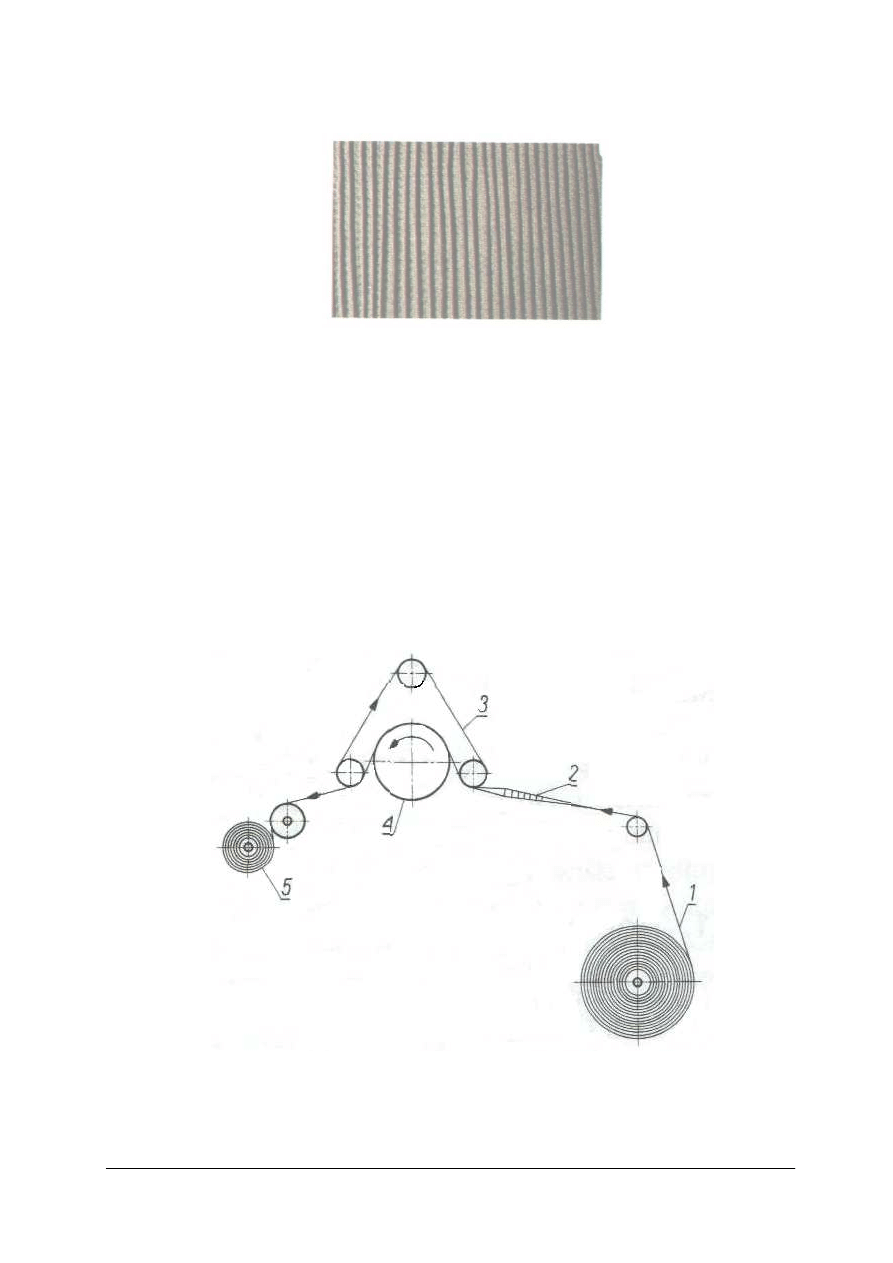
Kędzierzawienie
Kędzierzawienie, inaczej ratynierowanie, jest mechanicznym procesem stosowanym
tylko dla tkanin i dzianin wełnianych oraz półwełnianych. Proces ten polega na pocieraniu
prawej strony tkaniny (dzianiny) typu weluru, tzn. posiadającej krótkie, gęste pokrycie
włosowe (rys. 20). Proces ten poprzedza drapanie na draparkach.
Maszyny do kędzierzawienia nazywają się ratynierkami. Składają się one ze stałego
(dolnego) stołu pokrytego pluszem, ponad którym jest przepuszczana tkanina lub dzianina za
pomocą systemu wałków podających i ciągnących oraz z umieszczonego nad nim stołu
ruchomego, pocierającego z góry przesuwającą się prawą stronę materiału. Powierzchnia
górnego stołu może być pokryta różnego rodzaju materiałami (filce, sukna albo ryflowana
guma), zależnie od wymagań.
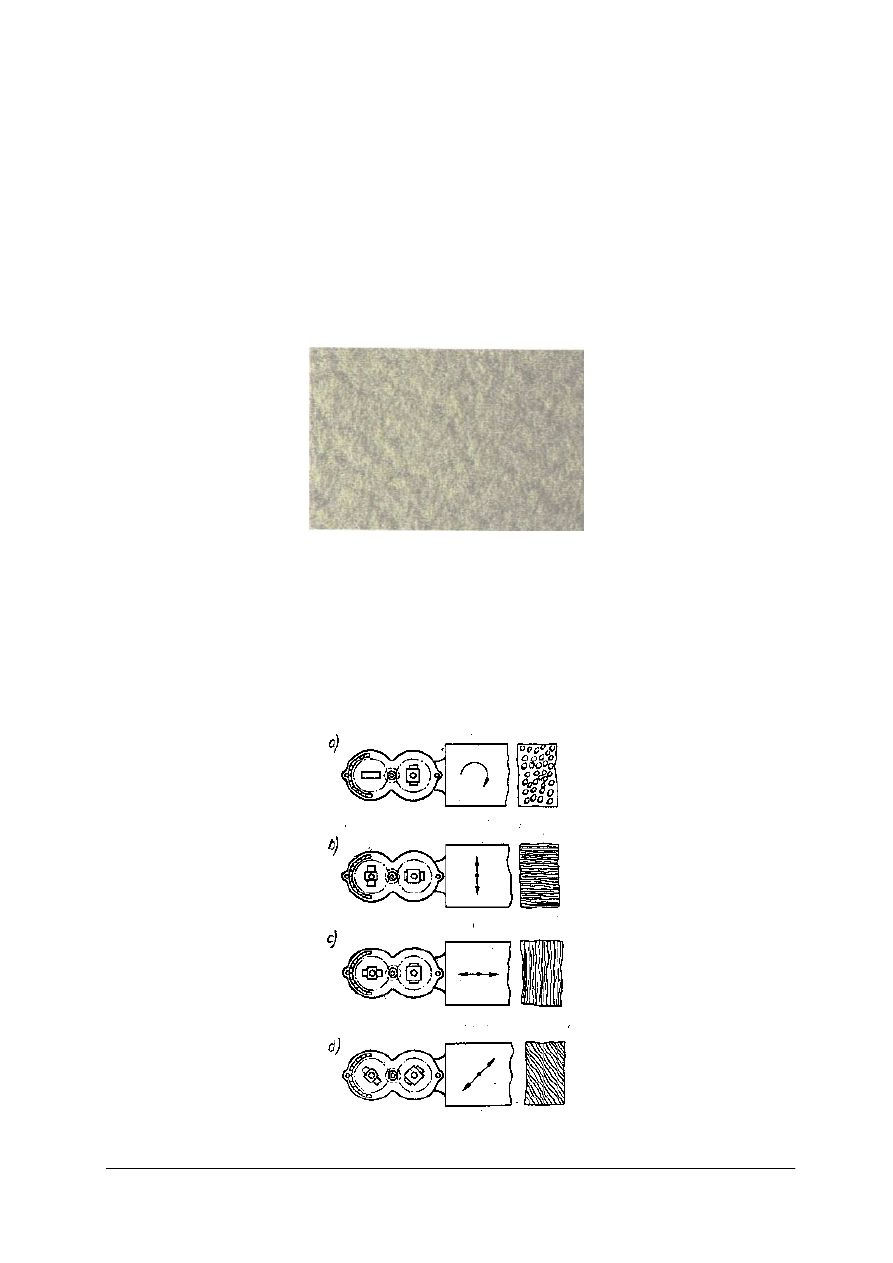
Rys. 20. Ratyna, tkanina o kędzierzawionej powierzchni [6, s. 94]
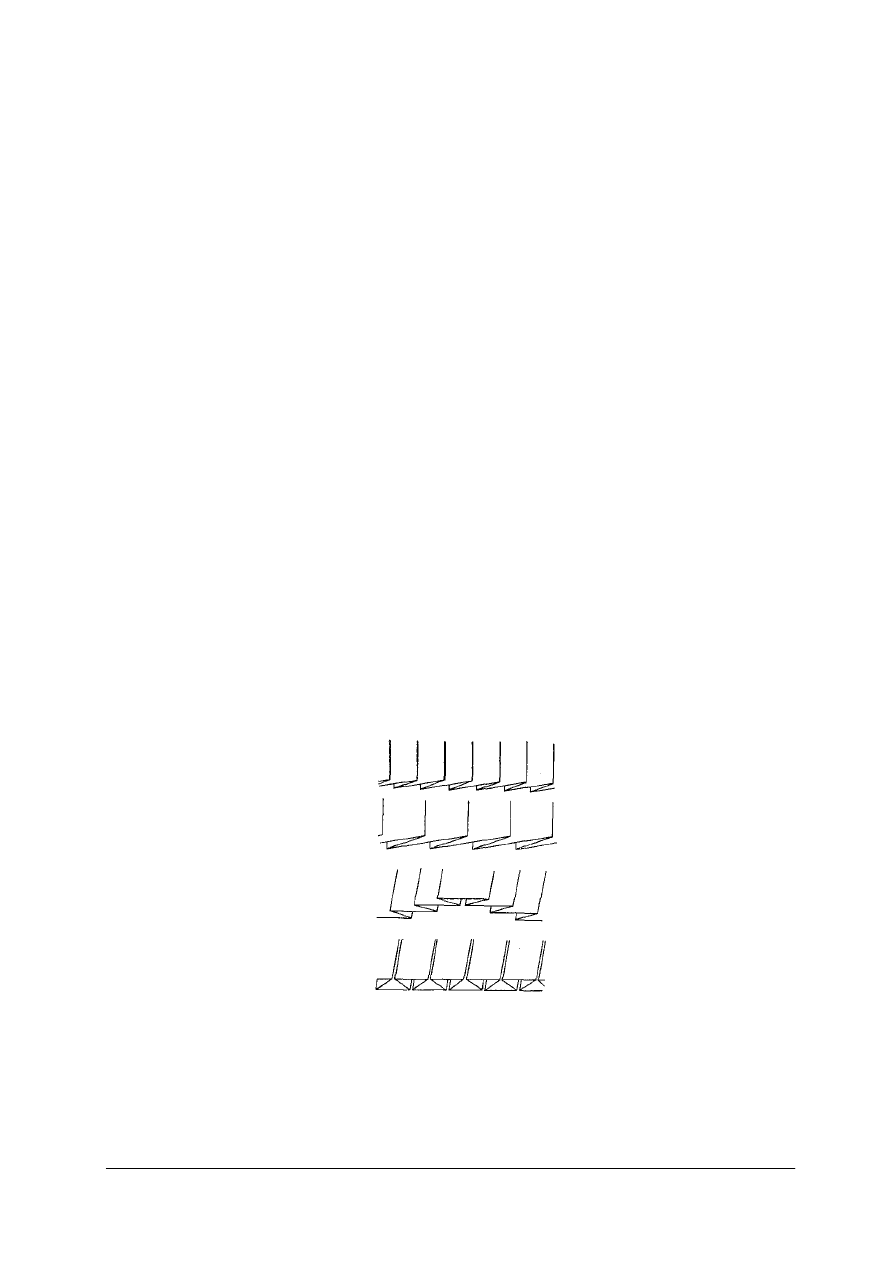
Efekt rytnierowania jest zależny od rodzaju ruchu górnego stołu. Na rysunku 21
przedstawiono 4 zasadnicze rodzaje ruchów stołu:
−
obrotowy – daje efekt drobnego skędzierzawienia gruzełkowego, podobnego charakterem
do równomiernego pillingu (rys. 21a),
−
posuwisto-zwrotny w kierunku osnowy albo wątku tkaniny – uzyskuje się odpowiednie
prążkowe skędzierzawienie pokrycia włosowego, zwane welline (rys. 21a, b),
−
posuwisto-zwrotny ruch stołu pod innymi kątami w stosunku do osnowy – uzyskuje się
prążkowanie diagonalne (rys. 21d).
Rys. 21. Efekty kędzierzawienia w zależności od sposobu ustawienia maszyny: a) efekt perełkowy, b) prążki
w kierunku wątku, c) prążki w kierunku osnowy, d) prążki diagonalne [2, s. 250]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Łamanie, nawilżanie i rozszerzanie
Apreturowanie powoduje, że tkaniny staja się sztywne. Aby zmniejszyć stopień
sztywności i polepszyć układalność wyrobów, tkaniny poddaje się często tzw. łamaniu.
Proces ten prowadzi się na specjalnych maszynach, zwanych łamarkami. Podstawową częścią
łamarek jest układ drobnych wałków, między którymi przeprowadza się tkaninę. Łamarki
dzieli się na:
−
guzikowe,
−
pierścieniowe,
−
spiralne.
Dawniej stosowane były maszyny bez wałków, lecz jedynie z układem prętów stałych;
tzw. łamarki prętowe.
Najpopularniejsze są łamarki spiralne, w których naprężoną tkaninę przeciąga się między
zespołem spiralnych wałków obracających się w kierunku przeciwnym do kierunku tkaniny.
Tkaniny bawełniane bardzo często bywają całkowicie wysuszone. Przed maglowaniem,
gładzeniem lub rozszerzaniem, należy je nawilżyć w celu uzyskania lepszych wyników
wykończenia ostatecznego. Do nawilżania stosuje się nawilżarki, w przemyśle bawełnianym
nazywane nakrapiarkami. Działanie nakrapiarek polega na nanoszeniu drobnych kropelek
wody na przeciąganą tkaninę za pomocą szybko obracającej się szczotki zgarniającej warstwę
wody z cylindra obrotowego, zanurzonego częściowo w wodzie lub dysz rozpylających wodę
za pomocą sprężonego powietrza.
Warunkiem dobrego nakrapiania jest dostatecznie wysoki stopień rozdrobnienia wody,
nie powodujący powstawania widocznych kropel na tkaninie. Woda stosowana do nawilżania,
szczególnie tkanin białych, musi być całkowicie odżelaziona i pozbawiona jonów innych
metali ciężkich by uniknąć zaplamień.
Mankamentem tkanin poddawanych suszeniu w suszarkach bębnowych lub
krótkozwisowych jest to, że ich szerokość jest często niezgodna z wymaganiami. W celu
uzyskania prawidłowej szerokości lekko nawilżone tkaniny przeprowadza się przez tzw.
rozszerzarki, nazywane często egalizerkami. Najpopularniejszą jest tzw. rozszerzarka
ramowa, zbudowana w podobny sposób jak rama jednopoziomowej suszarki ramowej
zaopatrzonej w klapki uiglone. Rzadziej stosowana jest tak zwana rozszerzarka kołowa
zbudowana z dwóch ukośnie ustawionych kół z klapkami utrzymującymi brzegi tkaniny.
Tkaniny suszone na suszarkach ramowych nie wymagają poddawania ich operacji
rozszerzania, ponieważ już podczas suszenia uzyskują właściwa szerokość.
Nawilżanie tkanin wełnianych i dzianin metrażowych odbywa się w nawilżarkach
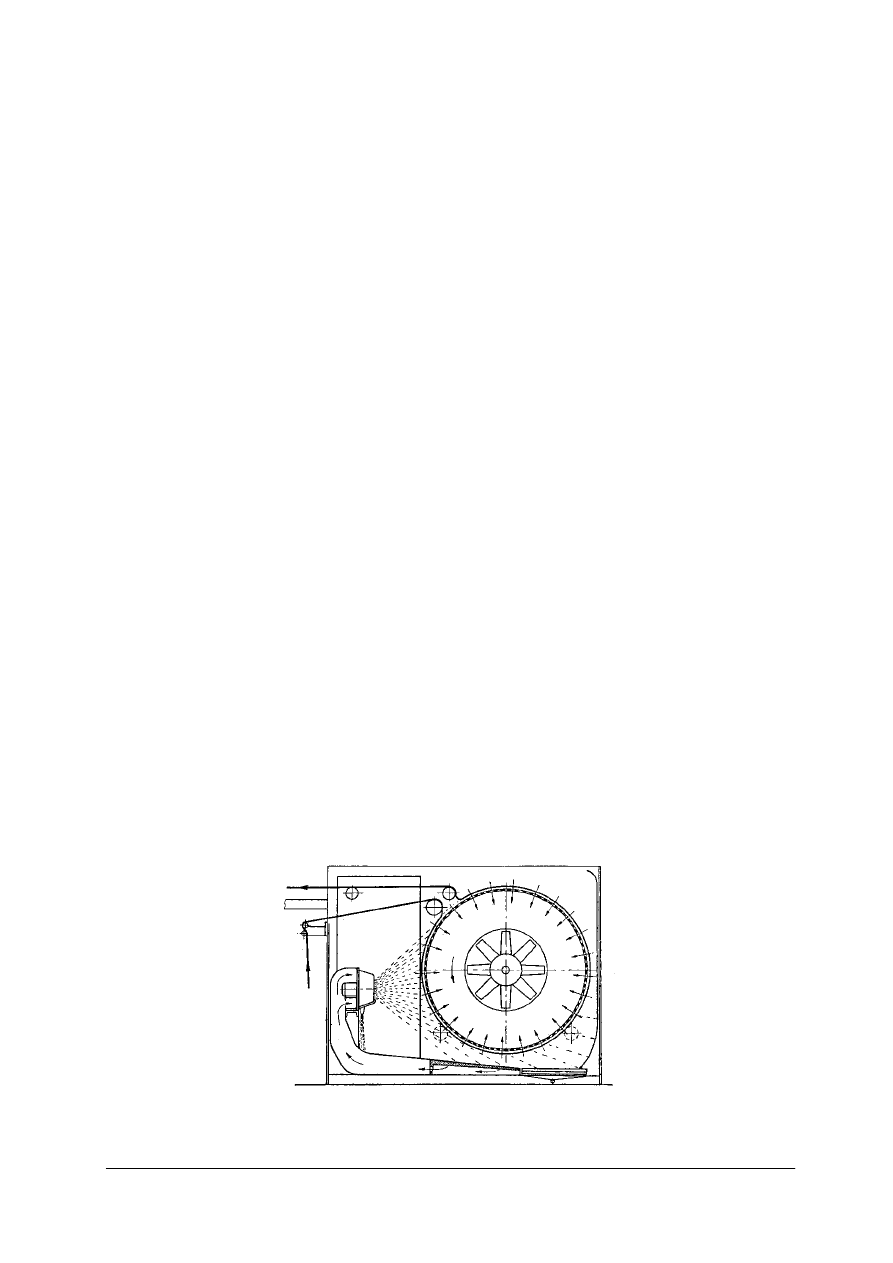
aerozolowych. Zasada działania takiej nawilżarki przedstawiona jest na rysunku 22.
Rys. 22. Zasada nawilżania tkanin wełnianych [2, s. 252]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Mgła wodna wytworzona przez wirnik jest przesysana przez tkaninę nałożoną na
perforowany cylinder. Wewnątrz cylindra znajduje się wentylator wyciągowy.
Inną metoda nawilżania tkanin wełnianych jest parowanie. Parowanie przeprowadza się
za pomocą parowników, które instalowane są bezpośrednio przed prasami lub
postrzygarkami. Często występują jako samodzielne maszyny zaopatrzone w zespół szczotek,
dzięki którym tkanina po napawaniu w parowniku poddawana jest szczotkowaniu.
Prasowanie
Prasowanie to podstawowa operacja wykończalnictwa wełnianego. Proces ten prowadzi
się na prasach nieckowych albo tzw. prasach hydraulicznych. Prasowanie na prasach
nieckowych (rys. 23) odbywa się w sposób ciągły z szybkością 5–15 m/min tak, że tkanina po
rozprostowaniu na rozszerzaczach i naprężaczu z reguły przechodzi ponad szczeliną parową.
Rys. 23. Prasowanie tkanin na prasie nieckowej: 1 – cylinder, 2 – niecka, 3 – podkładka filcowa (stosowana do
niektórych typów tkanin), 4 – regulowany wałek wprowadzający, 5 – wałek odbierający, 6 – urządzenie
dociskające, 7 – parowniki, 8 – szczotki, 9 – urządzenie chłodzące tkaninę, 10 – urządzenie do
wykrywania części metalowych na tkaninie [2, s. 254]
Ponieważ naparowanie powoduje zwilżenie tkaniny (do 25%) dochodzi do ożywienia jej
struktury, co wpływa dodatnio na efekt prasowania.
Na kolejnym etapie procesu tkaninę wprowadza się między gładką, pojedynczą lub
podwójną, ogrzewaną nieckę i obrotowy gorący cylinder, który ma szorstką powierzchnię,
średnicę ok. 700 mm i naciska na tkaninę oraz nieckę z siłą 5–20 ton. Temperatura zarówno
cylindra jak i niecki wynosi ok. 110°C. Przeważnie tkanina przylega do cylindra prawą stroną
i przesuwając się po gorącej niecce zostaje wyprasowana. Często cylinder owija się taśmą
filcową, ułatwiającą prasowanie tkanin bardzo delikatnych. Wysoki, niepożądany połysk po
jednej stronie tkaniny jest skutkiem poślizgu po powierzchni niecki. By tego uniknąć tkaninę
poddaje się dekatyzowaniu końcowemu. Wadą prasowania na prasie nieckowej jest częste
deformowanie tkanin, szczególnie lekkich, albo rozciągnięcie. Z tego powodu tkaniny
najwyższej jakości poddaje się prasowaniu na prasie hydraulicznej kosztem wydajności
procesu.
Sposób pracy polega na kilkunastominutowym zaprasowaniu tkaniny przez elementy
ogrzewane prasy, przeciągnięciu o połowę zakładki w celu zaprasowania miejsc stykających
się z wałkami, ponownym takim samym zaprasowaniu i wyciągnięciu całej części prasowanej
z jednoczesnym wciągnięciem dalszej części sztuki w maszynę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 24. Prasowanie tkanin na prasie hydraulicznej o działaniu ciągłym: 1 – blok grzewczy, 2 – tektury
podkładowe, 3 – płyty grzewcze, 4 – blok grzewczy dociskający [2, s. 256]
Zaletą prasowania hydraulicznego jest uzyskanie bardzo dobrego chwytu i szlachetnego
połysku. Wadą jest niska wydajność pracy.
Dekatyzowanie
Dekatyzację prowadzi się w celu uzyskania właściwego chwytu i wyglądu tkaniny.
Dekatyzowanie powoduje ustabilizowanie wełny i włókien wełnopodobnych zapewniając
tkaninie niską kurczliwość w warunkach prasowania domowego i przemoczenia na deszczu.
Proces ten nie jest jedyną operacją zabezpieczającą tkaninę przed nadmierną
kurczliwością, musi być poprzedzany operacjami wykurczającymi takimi jak: wykurczanie,
suszenie beznaprężeniowe z naddawaniem oraz stabilizującymi, np.: zaparzanie.
Efektem dekatyzowania jest usunięcie często powstającego nieprzyjemnego połysku na
tkaninie wywołanego prasowaniem na prasie nieckowej.
Rozróżniamy 2 zasadnicze rodzaje dekatyzowania:
−
dekatyzowanie suche albo końcowe,
−
dekatyzowanie mokre.
Dekatyzowanie suche występuje w 4 odmianach:
1)
dekatyzowanie kotłowe, ciśnieniowe,
2)
dekatyzowanie końcowe z miękką podkładką,
3)
dekatyzowanie końcowe z podkładką satynową,
4)
dekatyzowanie końcowe – ciągłe.
Dekatyzowanie kotłowe polega na:
−
nawinięciu na perforowany cylinder metalowy ok. 4 sztuk tkaniny wraz z podkładką
flanelową,
−
wprowadzeniu nawoju do poziomego autoklawu,
−
wypompowaniu powietrza z kotła,
−
przepuszczaniu pary wodnej przez tkaninę z wnętrza cylindra na zewnątrz nawoju i
odwrotnie w ciągu 5–10 min pod ciśnieniem kilku atmosfer,
−
ochłodzeniu nawoju.
Równomierność parowania ułatwia zastosowanie urządzeń obracających cały nawój.
Dekatyzowanie końcowe z miękką podkładką nazywane jest w praktyce przemysłowej
finisz-dekaturą. Operację przeprowadza się w maszynach, zwanych dekatyzarkami
końcowymi z cylindrem perforowanym o dużej średnicy (ok. 1000 mm), na który nawija się
kilka sztuk tkanin wraz z grubą filcową lub sukienną podkładką. Następnie zakrywa się
osłonę dekatyzarki i przepuszcza parę o ciśnieniu 2,5–3 atm w kierunku od środka cylindra na
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
zewnątrz w ciągu ok. 5 min i w kierunku odwrotnym również przez ok. 5 min. W tym czasie
cylinder obraca się powoli. Później odsysa się parę i ochładza cały nawój przez przesysanie
zimnego powietrza. Cały cykl dekatyzowania trwa do 35 minut i przebiega następująco:
−
nawijanie tkaniny na cylinder z szybkością 10–25 m/min w czasie do 10 min,
−
parowanie w obu kierunkach do 10 min,
−
odsysanie pary i chłodzenie ok. 10 min,
−
wyprowadzanie tkaniny z maszyny z szybkością 20–50 m/min ok. 5 min.
Dekatyzowanie końcowe z twardą podkładką prowadzi się w podobny sposób do
dekatyzowania z miękką podkładką. Stosuje się inny typ maszyny, o średnicy cylindra
perforowanego 200–300 mm. Jako podkładki używa się najczęściej gładkiej bawełnianej lub
wiskozowej tkaniny (satyny). Skutkiem takiego procesu tkanina o nieco twardszym chwycie,
lekko sprasowana, ale z nieco większym połyskiem niż przy końcowym dekatyzowaniu
z miękką podkładką. Dekatyzowanie takie stosuje się rzadko.
Dekatyzowanie końcowe ciągłe jest prowadzone w oparciu o specjalne typy
skonstruowanych maszyn. W maszynach ciągłych wykorzystuje się zasadę działania
dekatyzarki z miękką podkładką. Praca tego typu maszyn polega na wprowadzaniu tkaniny
między dwie podkładki współbieżne, parowaniu w krótkim czasie na dużym cylindrze
perforowanym, następnie chłodzeniu. Wadą tej metody jest nie zawsze wystarczający efekt,
zaletą zaś możliwość włączania tego typu maszyny w linię ciągłą łącznie z prasą
i postrzygarkami oraz innymi poprzedzającymi maszynami.
Plisowanie
Plisowaniu można poddawać tkaniny z włókien celulozowych i wełny, po uprzednim ich
chemicznym przygotowaniu w procesie tzw. zaprasowania, jednak najlepsze i najciekawsze
pod względem estetycznym wyniki uzyskuje się na tkaninach z włókien syntetycznych.
Stabilizowanie tkanin z włókien syntetycznych, przeznaczonych do plisowania
Przeprowadza się w temperaturze co najmniej o 20 stopni niższej niż temperatura plisowania,
dzięki czemu ostateczna stabilizacja następuje podczas plisowania. Proces ten przeprowadza
się na plisarkach.
Rys. 25. Kształty plis dla tkanin z włókien syntetycznych [2, s. 277]
Tkaniny plisuje się wraz z podkładką papierową, o wymiarach równych wymiarom
tkaniny. Tkaniny kolorowe muszą być barwione barwnikami o bardzo dobrej odporności na
sublimację. Na rysunku 25 przedstawiono przykładowe kształty plis, jakie można uzyskiwać
na zwykłych plisarkach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
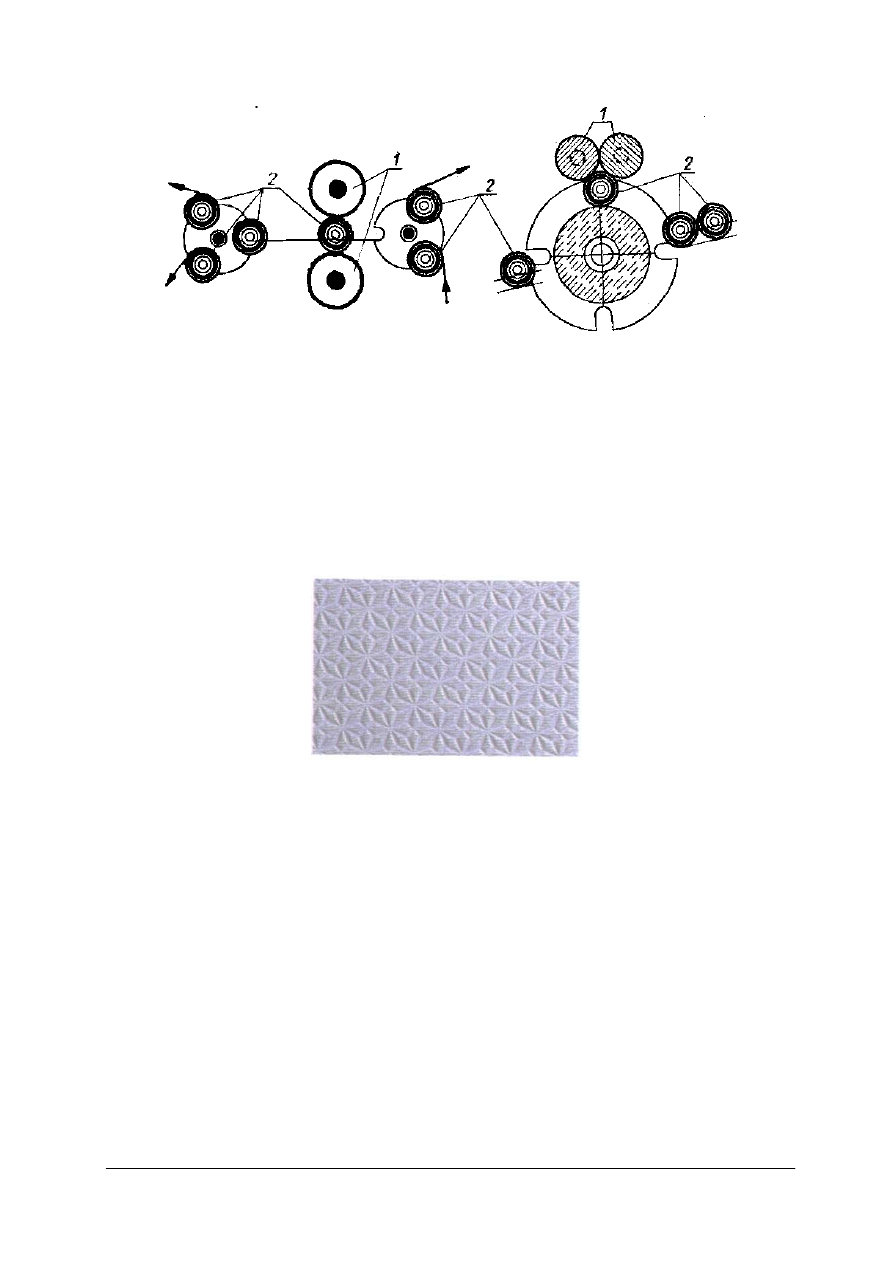
Wygląd tkaniny plisowanej przedstawia rysunek 26.
Rys 26. Tkanina plisowana [6, s. 94]
Na specjalnych maszynach można uzyskiwać różnorodne formy trwałych zmarszczeń,
szczególnie pożądanych w materiałach bieliźnianych i sukienkowych.
Wykończenie dzianin
Dzianiny są wykończane jako sztuki w postaci płaskiej, worka i gotowych wyrobów
(pończochy, rajtuzy, bluzki, swetry).
Operacjami charakterystycznymi dla końcowego wykończania dzianin są:
−
gładzenie,
−
parowanie końcowe w celu wykurczenia i ustabilizowania dzianin oraz gotowych
wyrobów.
Gładzenie dzianin płaskich przeprowadza się w dekatyzarce końcowej, jak przy
wykończaniu tkanin wełnianych, albo na tzw. gładziarce filcowej.
Rys. 27. Schemat działania gładziarki filcowej: 1 – wałek a materiałem 2 – rozszerzacz, 3 – podkładka filcowa,
4 – ogrzany stalowy walec, 5 – wałek nawijający [3 s. 325]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Gładzenie dzianin workowych odbywa się na wyspecjalizowanych maszynach. Maszyna
taka składa się z:
−
systemu rozprostowującego rękaw dzianinowy,
−
układu gładzącego, złożonego z jednego lub dwóch ogrzewanych cylindrów obrotowych
owiniętych filcową podkładką bez końca,
−
urządzenia do nawijania dzianiny na wałek.
Połysk nadany przez polerowaną powierzchnię cylindrów można zniwelować przez
owinięcie cylindrów warstwą filcu, która spowoduje, że powierzchnia gładzonej dzianiny
stanie się matowa. Często zachodzi konieczność odwrócenia worka dzianinowego po
gładzeniu celem wykonania, np.: drapania. Czynność tę przeprowadza na specjalnych
maszynach do odwracania worka.
Parowanie dzianin
Przy wykończaniu końcowym stosuje się:
−
specjalne stoły parujące z transporterami siatkowymi,
−
parowniki z nawijarkami do dzianin okrągłych wykończonych w postaci rękawa,
−
specjalne parowniki do pończoch, rajtuzów i bluzek.
Parowniki transporterowe składają się z:
−
urządzenia wprowadzającego, na którym dzianina jest układana w stanie zupełnie
swobodnym,
−
komory parowej, przez którą przechodzi transporter siatkowy z ułożoną na nim dzianiną,
−
ogrzewanego poziomego stołu metalowego do suszenia nawilżonego w parowniku
wyrobu.
Wykurczanie dzianin z szydełkarek płaskich
Wykurczanie wyrobów odpasowanych polega na nawilżaniu poszczególnych elementów
wyrobu w stanie luźnym w celu ustabilizowania wymiarów elementu przed
skonfekcjonowaniem.
Do wykurczanie służą odpowiednio przystosowane parowniki wyposażone w płaską
dziurkowaną powierzchnię z blachy miedzianej, przez którą wydostaje się para. W celu
równomiernego rozprowadzenia pary część użytkowa parownika pokryta jest siatką drucianą
oraz obciągnięta płótnem.
Ostateczny kształt wyrobom odpasowanym po skonfekcjonowaniu nadaje się przez
zaprasowanie. Istnieją dwa podstawowe sposoby prasowania wyrobów gotowych:
−
prasowanie żelazkiem,
−
prasowanie parowe – mechaniczne.
Prasowanie żelazkiem odbywa się na specjalnych stołach lub deskach, pokrytych grubą
tkaniną. Wyrób ułożony na stole prasuje się przez lnianą zaparzaczkę. Do prasowania
wyrobów dzianych używa się żelazka o masie l–3,5 kg zaopatrzonego w termoregulator,
który zapewnia utrzymanie przez cały czas prasowania stałej temperatury. Dopuszczalna
temperatura dla poszczególnych rodzajów surowców wynosi:
−
ciągłych włókien sztucznych 90–100°C,
−
jedwabiu naturalnego
100–120
o
C,
−
bawełny
160–180°C,
−
wełny
140–160°C,
−
włókien syntetycznych
65–100°C.
W prasowaniu mechanicznym stosuje się różnego rodzaju parowniki. Najpopularniejsze
są prasownice poduszkowe płaskie oraz manekiny parowe (rys 28), przeznaczone
w dziewiarstwie do parowania i prasowania swetrów, pulowerów, kamizelek, żakietów, itp.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 28. Manekin do prasowania wyrobów wykończonych [3, s. 321]
Manekin to szkielet obciągnięty tkaniną w formie worka i urządzenie do wprowadzania i
odprowadzania pary. Uruchamianie urządzenia doprowadzającego do wnętrza manekina parę
rozpoczyna się po nałożeniu wyrobu na manekin. Po prasowaniu na manekinie wyrób ma
wygładzoną powierzchnię i utrwalony (zaprasowany) kształt.
W czasie stosowania prasownic poduszkowych układa się wyroby na dolnej poduszce,
następnie przyciska je przez opuszczenie poduszki górnej i uruchamia urządzenie, które
doprowadza parę i ciepłe powietrze. Do wyrobów dzianych są stosowane poduszki płaskie
dwukomorowe, z których jedna jest przeznaczona do naparowania, druga do ogrzewania
poduszki. Na prasownicach tych, zależnie od wielkości wyrobu, można jednocześnie
zaprasowywać jedną i więcej sztuk.
Rysunek 29 przedstawia schemat pracy stołu obrotowego, który obsługuje się
w następujący sposób. W urządzeniu w pozycji 1 nakłada się elementy odzieży. Po czym
całość obraca się o jedną czwartą obrotu, a obsługa stanowiska 1 nakłada elementy na stół
następny, podczas gdy poprzedni ładunek jest poddawany prasowaniu na stanowisku 2.
Następnie wilgotny zaprasowany ładunek wędruje na stanowisko 3, gdzie jest poddawany
suszeniu lub, jeśli istnieje taka konieczność, ogrzewaniu termostabilizującemu. Potem
następuje obrót ładunek jedną czwartą i ładunek na stanowisku 4 jest zdejmowany. Czynność
nakładania można rozpoczynać na stanowisku 4 przy obróbce wyrobów bardziej złożonych,
a na stanowisku 1 poprawia się ułożony stos.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 29. Stół parowy do obróbki wyrobów dzianych [3, s. 169]
Wyroby, których nie można sprasować obrabia się w szafach parowych
bezciśnieniowych lub autoklawach kotłowych, naciągnięte na metalowe formy.
Stabilizowanie w autoklawach odbywa się w atmosferze pary nasyconej.
Przykładowe cykle wykończalnicze dzianin
W tabeli 3 przedstawiono cykl wykończalniczy dzianin z przeznaczeniem na bieliznę.
Wyroby tego typu produkuje się z przędzy bawełnianej lub wiskozowej (przeznaczone są one
na bieliznę męską), albo z ciągłych włókien wiskozowych z przeznaczeniem na bieliznę
damską.
Tabela 3. Cykl wykończalniczy dzianin z przeznaczeniem na bieliznę [2, s. 290]
Operacje technologiczne
Stosowane maszyny
Pranie i bielenie
barwiarki pasmowe lub agregaty do metody ciągłej
Barwienie i preparowanie
barwiarki pasmowe
Odwadnianie
wirówki
Suszenie
suszarki krótkozwisowe lub bębnowo-sitowe
z rozszerzaczami
Gładzenie i nawijanie w formie rękawa
dekatyzarki końcowe lub specjalne gładziarko-nawijarki
parowe
Przykładowy cykl wykończenia dzianin odzieżowych z nitek teksturowanych jest
przedstawiony w tabeli 4.
Tabela 4. Cykl wykończalniczy dzianin odzieżowych z nitek teksturowanych [2, s. 292]
Operacje technologiczne
Stosowane maszyny
Pranie i preparowanie
barwiarki pasmowe
Rozcinanie rękawa, suszenie
rozcinarki suszarki bębnowo-sitowe lub ramowe
Dekatyzowanie
dekatyzarka końcowa
Nawijanie
nawijarki szerokościowe ewentualnie z parownikiem
Cykl wykończalniczy dla dzianin szermezowych z włókien ciągłych poliamidowych jest
przedstawiony w tabeli 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Tabela 5. Cykl wykończalniczy dzianin szermezowych z włókien ciągłych poliestrowych [2, s. 294]
Operacje technologiczne
Stosowane maszyny
Zszywanie w rękaw i pranie
maszyny szyjące do dzianin, barwiarki pasmowe
Odwadnianie
wirówki ewent. wyżymarki (po rozcięciu rękawa)
Stabilizowanie
stabilizarki parowe ciśnieniowe lub stabilizarki ramowe
z podsuszaniem
Barwienie
barwiarki pasmowe
Preparowanie chemiczne
barwiarki pasmowe
Odwadnianie i suszenie
wyżymarki lub wirówki, suszarki ramowe
Nawijanie
nawijarki lub zdwajarko-nawijarki
Niektóre wady i błędy procesu wykończania i sposoby ich usuwania
Do głównych błędów występujących w procesie wykończania mechanicznego
i termicznego należą:
−
fałdy,
−
załamania,
−
uszkodzone brzegi,
−
mechaniczne uszkodzenia materiału,
−
plamy smarowe i farbiarskie,
−
niewłaściwa szerokość, itp.
Określaniem i oznaczaniem błędów zajmują się wyznaczeni pracownicy (brakarze)
podczas procesu przeglądania na przeglądarkach zmechanizowanych, zaopatrzonych w dobry
system oświetlenia z zewnątrz i od spodu materiału. Po przejrzeniu i sklasyfikowaniu,
materiały przepuszcza się przez składarko-mierzarkę (pracującą z prędkością 6–50 m/min.).
Pracownicy obsługujący maszyny wykończalnicze obowiązani są na bieżąco oceniać
efekt prowadzonego procesu, a w przypadku wykrycia wad i nieprawidłowości podejmować
czynności zaradcze.
W procesie drapania może dojść do przedrapania, zniszczenia tkaniny. Właściwy efekt
zależy od prędkości tkaniny i prędkości bębna z wałkami drapiącymi. Takim wadom zapobiec
można poprzez zachowanie ustawień maszyny właściwych dla pożądanego efektu (włos
równy, włos nierównomiernej długości) i bieżącego ich regulowania.
Do przedrapania może dojść na skutek:
−
złego nastawienia maszyny,
−
za długiego drapanie,
−
zbyt silnego drapanie,
−
miejscowego przeprężenia nitek.
Błędy drapania:
−
miejsca wydrapane – łysiny,
−
miejsca wydrapane słabiej.
Przyczyną ich powstania może być, np.:
−
podłużne sfałdowanie tkaniny (skutek – podłużne łysiny),
−
niewłaściwe ręczne zszywanie sztuk (skutek – łysiny lub dziury na końcach sztuk
w miejscach zszycia),
−
nierównomierne zwilżenie tkanin (skutek – łysiny, miejsca słabiej wydrapane),
−
brak lub nierównomierne ułożenie szyszek (draparki szyszkowe).
Obsługujący draparkę obowiązany jest na bieżąco kontrolować jakość i zapobiegać
powstawaniu błędów, np. przez właściwe ustawianie maszyny, bieżącą regulację.
W procesie strzyżenia bardzo istotnym elementem jest regulacja wysokości cięcia
(dotyczy to szczególnie momentu przechodzenia przez obszar strzyżenia odcinka szwu
łączącego dwie sztuki). W postrzygarkach nowoczesnych wysokość cięcia na szwach jest

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
regulowana automatycznie, a w postrzygarkach starego typu pracownik obsługujący ręcznie
podnosi zespół strzyżący w momencie przechodzenia szwu. W postrzygarkach ze stołem
pełnym tkanina przed strzyżeniem musi być wystrzyżona po lewej stronie, a wszystkie węzły
i zgrubienia muszą być usunięte w celu uniknięcia przecięcia podczas strzyżenia.
Błędy strzyżenia:
−
podłużne pasy nierównego wystrzyżenia na końcach sztuk, spowodowane zastosowaniem
niewłaściwego zszycia (eliminuje się poprzez zastosowanie maszyn zszywających),
−
łyse miejsca na tkaninie spowodowane nierównym wysuszeniem sztuk (w miejscach
wilgotnych tkanina jest odrobinę grubsza i lepiej wystrzyżona),
−
nierównomierne wystrzyżenie spowodowane niedokładnym wypraniem (miejsca tłuste
strzygą się gorzej),
−
przecięcia tkaniny w różnych miejscach (mogą być spowodowane złym oczyszczeniem
lewej strony, nieprawidłowym ustawieniem cylindra albo pozostawieniem igły
w tkaninie),
−
nierównomierne wystrzyżenie (w postaci pasów na całej długości, spowodowane
nierównością stołu stałego lub noża).
Pracownik obsługujący postrzygarkę, obserwując pojawianie się w/w błędów podejmuje
odpowiednie czynności zaradcze np. w przypadku powstawania pasów na długości
zatrzymuje maszynę, kontroluje stół i nóż (jeżeli nóż jest uszkodzony – wymiana noża).
W procesie rytnierowania ocenia się efekt wzrokowo i jeżeli nie jest on zadawalający,
przepuszcza się tkaninę przez maszynę dwa lub więcej razy.
Prasowanie – niepożądanym efektem (wadą) prasowania jest wybłyszczenie powierzchni
tkaniny. Żeby zniwelować tę wadę prowadzi się proces dekatyzowania końcowego.
Dla ułatwienia prasowania tkanin delikatnych stosuje się cylinder owinięty taśmą
filcową.
W procesie sanforyzowania tkaniny, po uprzednim jej apreturowaniu, może występować
pęcznienie apretury. Pęcznienie apretury obniża estetyczny wygląd powierzchni tkaniny.
Przed sanforyzacją nieznanej partii tkaniny należy wykonać próbę na niewielkiej ilości
tkaniny. By ułatwić przebieg tkaniny i zapobiec marszczeniu się powierzchni, tkaninę przed
sanforyzacją nasyca się olejami apreterskimi.
Estetykę powierzchni tkaniny poprawia się przez zastosowanie odpowiedniej ilości
szczotek czyszczących w parowniku.
Bezpieczeństwo pracy przy maszynach wykończalni suchej
Maszynami niebezpiecznymi ma wykańczalni są: postrzygarki, draparki, gładziarki
i magle, prasy nieckowe i inne.
Najniebezpieczniejsze części maszyn wykończalniczych to wszelkie elementy wirujące,
koła zębate, ruchome elementy układów napędowych, uiglone wałki, gorące cylindry i niecki,
przestrzenie między wałami itp. Zagrożenie dla zdrowia i życia stanowią także pyły
włókniste, gorące zanieczyszczone powietrze, chemikalia odparowane z tkaniny, dlatego tak
ważne jest wyposażenie wykończalni w urządzenia odsysające pył i sprawną wentylację.
Celowe jest zatem stosowanie elementów ochronnych i zabezpieczeń np. na gładziarkach
listew i prętów aby zapobiec wciągnięciu palców rąk. W urządzeniach pracujących pod
dużym ciśnieniem pary powinny być sprawne zawory bezpieczeństwa i manometry. Aby
uniknąć przykrych skutków gromadzenia się ładunków elektrostatycznych należy instalować
jonizatory. Wirujące elementy maszyn, pasy transmisyjne powinny być osłonięte.
Przed przystąpieniem do pracy pracownik powinien zostać zapoznany z instrukcją
bezpiecznej obsługi. Instrukcje bezpiecznej obsługi powinny znajdować się przy maszynach
w widocznym miejscu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz procesy mechanicznej i termicznej obróbki wyrobów włókienniczych?
2.
Na czym polega drapanie wyrobów włókienniczych?
3.
W jakim celu prowadzi się proces drapania wyrobów włókienniczych?
4.
Na czym polega proces strzyżenia wyrobów włókienniczych?
5.
W jakim celu prowadzi się proces strzyżenia wyrobów włókienniczych?
6.
Na czym polega proces gładzenia wyrobów włókienniczych?
7.
Jakie znasz odmiany procesu gładzenia wyrobów włókienniczych?
8.
W jakim celu prowadzi się proces tłoczenia wyrobów włókienniczych?
9.
W jaki sposób zapobiegamy kurczeniu się materiałów włókienniczych?
10.
W jakim celu prowadzimy proces dekatyzowania i naparowywania wyrobów
włókienniczych?
11.
W jakim celu poddaje się wyroby włókiennicze ścieraniu?
12.
Jakie efekty uzyskujemy w procesie kędzierzawienia wyrobów włókienniczych?
13.
W jaki sposób prowadzi się proces plisowania wyrobów włókienniczych z włókien
naturalnych, a w jaki włókien syntetycznych?
14.
Jakie maszyny są stosowane w procesach mechanicznej i termicznej obróbki wyrobów
włókienniczych?
15.
Dla jakich surowców stosuje się proces prasowania?
4.1.3. Ćwiczenia
Ć
wiczenie 1
Oblicz skurcz tkaniny uzyskany na sanforyzarce. Przy obliczaniu zastosuj wzory podane
w poradniku dla ucznia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wyszukać w tekście informacje w jaki sposób oblicza się skurcz tkaniny uzyskany na
sanforyzarce (wypisać wzór),
2)
określić, jakie dane potrzebne będą do obliczeń,
3)
zmierzyć na maszynie potrzebne do obliczeń wielkości (ewentualnie odczytaj wielkości
z katalogu lub schematu maszyny podanego w skali),
4)
podstawić do wzoru uzyskane wielkości i obliczyć skurcz tkaniny,
5)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
sanforyzarka lub schemat maszyny,
−
poradnik dla ucznia,
−
linijka, przybory do pisania, zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Zaplanuj proces gładzenia, tak aby uzyskać duży połysk, bardzo dobre wygładzenie
i twardy chwyt tkaniny. Określ nacisk, powierzchnię i średnicę wałów gładziarki. Do
wykonania ćwiczenia wykorzystaj informacje zawarte w tabeli znajdującej się w poradniku
ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odnaleźć tabelę zależności między podstawowymi czynnikami gładzenia a efektem
technologicznym,
2)
skorzystać z informacji zawartych w tabeli,
3)
dobrać czynniki gładzenia dla zadanego efektu technologicznego,
4)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
przybory do pisania,
−
zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Ustal zależności występujące między szybkością wałków tkaniny i bębna dla uzyskania
efektu drapania przebiegającego równomiernie (wydobyty włos powinien być jednakowy pod
względem długości).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przyjrzeć się schematowi wałków w draparce,
2)
wypisać zależności prędkości: wałka gładząco-drapiącego, tkaniny i bębna,
3)
wypisać zależności prędkości: wałka szarpiąco-drapiącego, tkaniny i bębna
4)
wypisać, jak powinny przedstawiać się różnice w prędkościach, aby drapanie przebiegało
równomiernie.
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
przybory do pisania,
−
zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Korzystając z informacji zawartych w poprzednim ćwiczeniu, ustaw w draparce
prędkości: tkaniny bębna i wałków dla uzyskania efektu równomiernego drapania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
ustalić sposób regulacji prędkości przy maszynie,
2)
ustawić prędkości według wcześniej ustalonych kryteriów,
3)
wykonać proces drapania tkaniny,
4)
sprawdzić, czy ustawione prędkości były właściwe, a proces przebiegał równomiernie,
5)
ocenić wzrokowo długość wydobytych włosów,
6)
przeprowadzić analizę poprawności procesu,
7)
skorygować błędy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wyposażenie stanowiska pracy:
−
draparka wałkowa
−
poradnik ucznia,
−
przybory do pisania,
−
zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 5
Omów, w oparciu o schemat działania układu strzyżącego, przebieg procesu strzyżenia
tkanin.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przyjrzeć się uważnie schematowi układu strzyżącego,
2)
nazwać występujące w nim elementy,
3)
określić zadania poszczególnych elementów,
4)
omówić przebieg procesu strzyżenia tkanin,
5)
opisać sposoby regulacji długości włosa,
Wyposażenie stanowiska pracy:
−
schemat działania układu strzyżącego,
−
poradnik ucznia,
−
przybory do pisania, zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 6
Oblicz zakres intensywności strzyżenia dla jednocylindrowej postrzygarki o cylindrze
zawierającym 18 piór strzyżących i 1200 obrotach na minutę, wiedząc że szybkość tkaniny
może być regulowana w granicach 4–16 m/min.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wypisać wzór na obliczanie intensywności strzyżenia,
2)
wykonać obliczenia dla zadanych wartości,
3)
przedstawić zakres intensywności strzyżenia dla zadanych wartości.
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
przybory do pisania, zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Ć
wiczenie 7
Omów przebieg procesu wykurczania na podstawie dołączonych schematów.
Rysunek do ćwiczenia 7 [2]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przyjrzeć się uważnie przedstawionym schematom,
2)
nazwać elementy robocze przedstawionych maszyn,
3)
określić zadania przedstawionych elementów,
4)
omówić przebieg procesu,
5)
wskazać na podobieństwa i różnice metod przedstawionych na rysunkach,
6)
dobrać rodzaj transportera w zależności od faktury tkaniny i jej przeznaczenia,
7)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
schematy wykurczarek,
−
poradnik ucznia,
−
przybory do pisania, zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 8
Porównaj zasadę działania magli hydraulicznych: zwykłego i rewolwerowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać uważnie fragment materiału z poradnika ucznia,
2)
przyjrzeć się schematom działania w/w magli,
3)
nazwać elementy robocze,
4)
wskazać elementy na schematach (ewentualnie w czasie wycieczki na maszynie),
5)
omówić kierunek przesuwu wałków z tkaniną,
6)
wskazać na różnice w pracy obu magli,
7)
sformułować i zapisać wnioski o przydatności magli w procesie produkcyjnym.
Wyposażenie stanowiska pracy:
−
schematy magli, magle w zakładzie produkcyjnym,
−
poradnik ucznia,
−
przybory do pisania, zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Ć
wiczenie 9
Omów zasadę działania nawilżarki aerosolowej i określ zakres jej zastosowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z treścią materiału nauczania zawartą w poradniku ucznia,
2)
obserwować nawilżarkę podczas pracy,
3)
zwrócić uwagę na bezpieczeństwo w obsłudze,
4)
wskazać i nazwać poszczególne elementy nawilżarki,
5)
omówić przebieg tkaniny w maszynie,
6)
określić zakres zastosowania maszyny,
7)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
nawilżarka i schemat jej działania,
−
poradnik ucznia,
−
przybory do pisania, zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 10
Omów kolejne etapy prasowania tkanin w prasie nieckowej, korzystając z załączonego
schematu.
Rysunek do ćwiczenia 10 [2, s. 254]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
obserwować pracę prasy w czasie wycieczki technologicznej,
2)
wskazać na schemacie technologicznym poszczególne elementy prasy nieckowej,
3)
opisać elementy robocze zaznaczając kolorem elementy gorące,
4)
w zeszycie przedmiotowym wypisać w punktach przebieg procesu prasowania,
5)
odczytać z tablicy sterowniczej zakres temperatur powierzchni cylindra i niecki,
6)
odczytać z tablicy sterowniczej siłę nacisku cylindra na tkaninę i nieckę,
7)
sformułować i zapisać wnioski o zakresie zastosowania pras nieckowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wyposażenie stanowiska pracy:
−
prasa nieckowa i schemat jej działania,
−
poradnik ucznia,
−
przybory do pisania, zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 11
Wykonaj proces wykurczania przez parownie dla elementów wyrobu dzianego (półgolf
dziecięcy) na stole parowym, porównaj wymiary (długość i szerokość) przed i po parowaniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi stołu parowego,
2)
wskazać warunki bezpiecznej obsługi,
3)
pobrać i zmierzyć elementy wyrobu dzianego (długość, szerokość),
4)
nałożyć element na stół parowy,
5)
prasować, parować i suszyć element zgodnie z instrukcją,
6)
zdjąć element ze stołu,
7)
zmierzyć długość i szerokość elementu,
8)
porównać otrzymane wyniki,
9)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
wyroby dziane,
−
stół parowy do obróbki wyrobów dzianych,
−
instrukcja obsługi stołu,
−
poradnik ucznia,
−
przybory do pisania i zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia obróbki mechanicznej i termicznej wyrobów
włókienniczych?
2)
zdefiniować procesy mechanicznej i termicznej obróbki wyrobów
włókienniczych?
3)
określić zadania procesu drapania, strzyżenia, gładzenia, wykurczania?
4)
rozróżnić elementy draparki, postrzygarki, gładziarki i sanforyzarki?
5)
określić zadania procesu kędzierzawienia, tłoczenia, ścierania
i plisowania?
6)
rozróżnić elementy maszyny do kędzierzawienia, wytłaczarki,
szmerglówki i prasy do plisowania?
7)
przedstawić algorytm postępowania w przypadku wykurczania tkanin
wełnianych na wykurczarkach parowo-termicznych?
8)
scharakteryzować proces nawilżania tkanin i dzianin?
9)
zdefiniować
proces
dekatyzowania
i
prasowania
wyrobów
włókienniczych?
10)
rozróżnić procesy dekatyzowania wyrobów włókienniczych?
11)
scharakteryzować proces plisowania?
12)
wymienić zasady bezpiecznej obsługi maszyn do termicznego
wykańczania wyrobów włókienniczych?
13)
obliczyć skurcz tkaniny w procesie wykurczania?
14)
zaplanować proces gładzenia w celu uzyskania określonych
właściwości tkanin?
15)
wykonać proces drapania tkaniny?
16)
obliczyć zakres intensywności strzyżenia przy zadanych parametrach
postrzygarki?
17)
wykonać wykurzanie elementów wyrobu dzianego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi.
5.
W każdym pytaniu tylko jedna odpowiedź jest prawdziwa.
6.
Pracuj samodzielnie bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Dokładnie przeczytaj pytania, odpowiedzi których jesteś pewien zaznacz od razu do tych,
które sprawią ci trudności wrócisz później.
8.
Nie śpiesz się masz czas na zastanowienie.
9.
Na rozwiązanie testu masz 60 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Sanforyzarka to urządzenie do obróbki wyrobów włókienniczych metodą
a)
cieplno-mechaniczną.
b)
fizyko-chemiczną.
c)
cieplno-chemiczną.
d)
fizyko-cieplną.
2.
Do procesów mechanicznej i termicznej obróbki wyrobów włókienniczych
nie należy
proces
a)
strzyżenia.
b)
plisowania.
c)
wykurczania.
d)
powlekania.
3.
Podstawowym czynnikiem gładzenia
nie jest
a)
nacisk wałka.
b)
średnica wałka.
c)
długość wałka.
d)
powierzchnia wałka.
4.
Na rodzaj chwytu uzyskanego na gładziarce
nie wpływa
a)
nacisk wałka.
b)
powierzchnia wałka.
c)
średnica wałka.
d)
szerokość materiału.
5.
Tkaniny i dzianiny po procesie drapania
nie posiadają
a)
włochatej powierzchni.
b)
bardziej miękkiej powierzchni.
c)
łysej powierzchni.
d)
puszystej powierzchni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
6.
But dociskowy to element składowy budowy
a)
draparki.
b)
magla.
c)
wykurczarki.
d)
gładziarki.
7.
Wykurczenie tkaniny na sanforyzarce następuje w wyniku
a)
zmiany powierzchni transportera po przejściu z stanu wypukłego w wklęsły.
b)
dociskania metalowego buta do transportera.
c)
wyprostowania na ogrzanym cylindrze.
d)
zbicia ze sobą wzdłuż długości elementów materiału.
8.
Proces wykurczania wyrobów włókienniczych prowadzi się
a)
przed procesem maglowania.
b)
po procesie maglowania.
c)
po procesie gładzenia.
d)
po nabłyszczaniu frykcyjnym.
9.
Bardzo duży połysk w procesie gładzenia otrzymujemy tylko przy
a)
dużym nacisku wałów.
b)
małym nacisku wałów.
c)
dużej średnicy wałów.
d)
stalowej powierzchni wałów.
10.
W gładziarce o małym nacisku, bawełnianej powierzchni i dużej średnicy wałków
otrzymujemy na wyrobie
a)
mały połysk.
b)
duży połysk.
c)
średni połysk.
d)
bardzo duży połysk.
11.
Aby otrzymać efekt twardego chwytu należy proces gładzenia prowadzić na
a)
dużych wałkach o papierowej powierzchni.
b)
małych wałkach o stalowej powierzchni.
c)
małych wałkach o bawełnianej powierzchni.
d)
papierowych wałkach i małym docisku.
12.
Upodobnienie tkaniny bawełnianej do tkaniny z jedwabiu naturalnego lub ciągłych
włókien sztucznych
a)
gładzeniem merceryzacyjnym.
b)
morowaniem.
c)
wykończenie gofrowym.
d)
nabłyszczaniem.
13.
Ratynierowanie to proces
a)
prasowania.
b)
wykurczania.
c)
drapania.
d)
kędzierzawienia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
14.
Efekt skędzierzawienia gruzełkowatego otrzymuje się w wyniku ustawienia ruchu stołu
a)
posuwisto-zwrotnego w kierunku osnowy (kolumienki).
b)
posuwisto-zwrotnego w kierunku wątku (rządka).
c)
posuwisto-zwrotnego pod kątem.
d)
obrotowego.
15.
Tkaniny wełniane poddaje się nawilżaniu w celu
a)
zwiększenia masy tkaniny.
b)
łatwiejszego prasowania.
c)
uzyskania lepszego chwytu.
d)
wygładzenia włosa.
16.
Energiczne parowanie zimnej tkaniny lub dzianiny, lekkie jej ogrzanie w stanie
beznaprężeniowym i chłodzenie za pomocą przepuszczania przez wyrób powietrza
stosowane jest w procesie wykurczania
a)
tkanin bawełnianych.
b)
tkanin wełnianych.
c)
tkanin lnianych.
d)
tkanin jedwabnych.
17.
Dekatyzowanie kotłowe polega na
a)
przepuszczeniu pary wodnej przez nawój tkaniny w aparatach ciśnieniowych
stosując podkładkę flanelową.
b)
przepuszczeniu pary wodnej w zwykłych dekatyzarkach z podkładką miękką.
c)
przepuszczeniu pary wodnej w zwykłych dekatyzarkach z twardą podkładką.
d)
parowaniu wyrobów włókienniczych w systemie ciągłym.
18.
Efekt wykończenia powierzchni wyrobów włókienniczych przypominający równomierny
pilling uzyskuje się w procesie
a)
kędzierzawienia.
b)
drapania.
c)
strzyżenia.
d)
gładzenia.
19.
Plisowanie trwałe bez stosowania substancji napawających uzyskuje się na tkaninach i
dzianinach otrzymanych z włókien
a)
syntetycznych.
b)
sztucznych.
c)
naturalnych.
d)
mineralnych.
20.
Procesem, który odróżnia wykończenie dzianin workowych od wykończenia tkanin
metrażowych jest
a)
dekatyzacja.
b)
rozcinanie worka.
c)
parowanie.
d)
strzyżenie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Wykończanie mechaniczne i termiczne wyrobów włókienniczych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
6.
LITERATURA
1.
Balasiński T. Dziamara H. Malinowski L.: Pracownia włókiennicza. WSiP, Warszawa 1997
2.
Bielecki J. Jędraszczyk H. Technologia chemicznej obróbki włókien. WSiP, Warszawa 1984
3.
Dziamara H. Dziewiarstwo maszynowo-ręczne. WSiP, Warszawa 1977
4.
Gajda J. Jędraszczyk H. Okoniewski M.: Technologia chemicznej obróbki włókien.
WSiP Warszawa 1978
5.
Kołaciński T., Kołodziński M. (red.): Poradnik inżyniera – Włókiennictwo. WNT,
Warszawa 1988
6.
Samek P.: Krawiectwo-Materiałoznawstwo. WSiP S.A., Warszawa 1999
7.
Pielichowski J., Pruszyński A.: Technologia tworzyw sztucznych. WNT, 2003
8.
Tyszka M. (red.): Materiałoznawstwo włókiennicze dla ZSZ WSiP, Warszawa 1987
Materiały z seminarium
9.
Polski Komitet Kolorystyki: XVI Seminarium Szkoleniowe
10.
Polski Komitet Kolorystyki: XVII Seminarium Szkoleniowe
11.
Polski Komitet Kolorystyki: XVIII Seminarium Szkoleniowe
12.
Polski Komitet Kolorystyki: XIX Seminarium Szkoleniowe
13.
Polski Komitet Kolorystyki: XX Seminarium Szkoleniowe
14.
Polski Komitet Kolorystyki: XXI Seminarium Szkoleniowe
15.
Polski Komitet Kolorystyki: XXII Seminarium Szkoleniowe
16.
Polski Komitet Kolorystyki: XXIII Seminarium Szkoleniowe
Wyszukiwarka
Podobne podstrony:
operator maszyn w przemysle wlokienniczym 826[01] z4 05 n
operator maszyn w przemysle wlokienniczym 826[01] z4 05 u
operator maszyn w przemysle wlokienniczym 826[01] z4 05 n
operator maszyn w przemysle wlokienniczym 826[01] z2 05 n
operator maszyn w przemysle wlokienniczym 826[01] z4 02 n
operator maszyn w przemysle wlokienniczym 826[01] z4 03 n
operator maszyn w przemysle wlokienniczym 826[01] z4 01 n
operator maszyn w przemysle wlokienniczym 826[01] z2 05 u
operator maszyn w przemysle wlokienniczym 826[01] z4 03 n
operator maszyn w przemysle wlokienniczym 826[01] z4 03 u
operator maszyn w przemysle wlokienniczym 826[01] z2 05 n
operator maszyn w przemysle wlokienniczym 826[01] z4 02 n
operator maszyn w przemysle wlokienniczym 826[01] z4 04 n
operator maszyn w przemysle wlokienniczym 826[01] z2 05 u
operator maszyn w przemysle wlokienniczym 826[01] z3 01 u
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
operator maszyn w przemysle wlokienniczym 826[01] z3 02 u
więcej podobnych podstron