1
Organizacja produkcji
typy
formy
odmiany
Definicja planowania
procesów
Planowanie procesów wiąże się z podjęciem
decyzji o rodzaju produkcji.
Daje szczegółowy opis operacji potrzebny do
wytwarzania produktów.
Jego celem jest osiągnięcie najwyższej
możliwej wydajności.
2
Projektowanie procesów - cel
Większość procesów wymaga pracy człowieka muszą
być one odpowiednio projektowane, analizowane i
usprawniane.
Celem projektowania jest ustalenie optymalnego
przebiegu procesu, co wymaga podejmowania
szeregu decyzji dotyczących m.in.:
zakresu procesu realizowanego w danej jednostce,
typu procesu (jednostkowy, seryjny czy masowy),
poziomu mechanizacji i automatyzacji,
szczegółowego sposobu realizacji poszczególnych
działań.
Typy produkcji - definicja
Typ produkcji – to zespół cech organizacyjno –
technicznych charakteryzujących dany proces
produkcji.
Określa on z jednej strony stopień powtarzalności zadań
na poszczególnych stanowiskach, z drugiej zaś strony
skalę i stopień zróżnicowania produktów.
Można go rozpatrywać w skali całego przedsiębiorstwa
lub pojedynczego stanowiska roboczego.
Typ produkcji w skali makro jest determinowany liczbą
wytwarzanych asortymentów oraz skalą produktów w
poszczególnych asortymentach.
Typy produkcji stosowane są w zależności od wielkości
produkcji i zróżnicowania produktów – podstawowe
kryteria.
3
Czynniki wpływające na wybór
typu produkcji
wielkości produkcji
zróżnicowanie produktów
projektowanie produktów
ogólny popyt
zmiany w popycie – np. sezonowość
Czynniki wpływające na wybór
typu produkcji
elastyczność produktu
zasoby ludzkie
automatyzacja
jakość produktu
finanse – kapitał + koszt instalacji
4
Typy procesów produkcyjnych
Analizując procesy produkcyjne, można wyróżnić kilka
podstawowych typów działań wytwórczych, z których każdy
ma inną charakterystykę kosztów, czasu wprowadzania
zmian itp. Poniżej wymieniono podstawowe typy produkcji:
Produkcja jednostkowa – pojedynczy produkt;
Produkcja małoseryjna – praca rzemieślnicza polegająca
na wytwarzaniu kilku podobnych produktów;
Produkcja seryjna – pozwalająca na wytwarzanie dużych
serii powtarzalnych produktów;
Produkcja masowa - oznacza wytwarzanie dużej liczby
identycznych produktów;
Produkcja ciągła – to np. rafinacja ropy naftowej czy
produkcja papieru.
Produkcja jednostkowa
wykonywanie pojedynczych wyrobów
zazwyczaj na konkretne zamówienie klienta
wg wymagań i specyfikacji
szeroki asortyment produkcji
mała skala produkcji
duża pracochłonność
uniwersalne maszyny i urządzenia o dużej
elastyczności
wykorzystanie maszyn i urządzeń jest niskie
5
Produkcja jednostkowa
wysoko wykwalifikowani pracownicy
ludzie chętnie pracują ze względu na dużą
różnorodność pracy
rozbudowane planowanie
zazwyczaj wysoki koszt jednostkowy
duży udział przerw w procesie produkcyjnym
przykłady: budowa statku, mostu, wieżowca,
pisanie książek, oprogramowania komputer.
Produkcja małoseryjna
wykorzystywana zazwyczaj w niewielkich uniwersalnych
warsztatach rzemieślniczych, w których pojawiają się różne
zamówienia na niewielkie partie produktów
wąski asortyment produktów
wykonywanie 25-100 operacji na stanowisku roboczym
zazwyczaj maszyny i urządzenia mają stałe rozmieszczenie
produkty są przemieszczane w zależności od charakterystyki
wyrobu
charakteryzuje się niską wydajnością, oferując w zamian
możliwość szybkiej zmiany asortymentu produkcji
wykwalifikowana załoga
duże magazynowanie zasobów, ale małe ich wykorzystanie
przykłady: produkcja specjalistycznych pojazdów, łodzi
rybackich, mebli, restauracje, agencje turystyczne
6
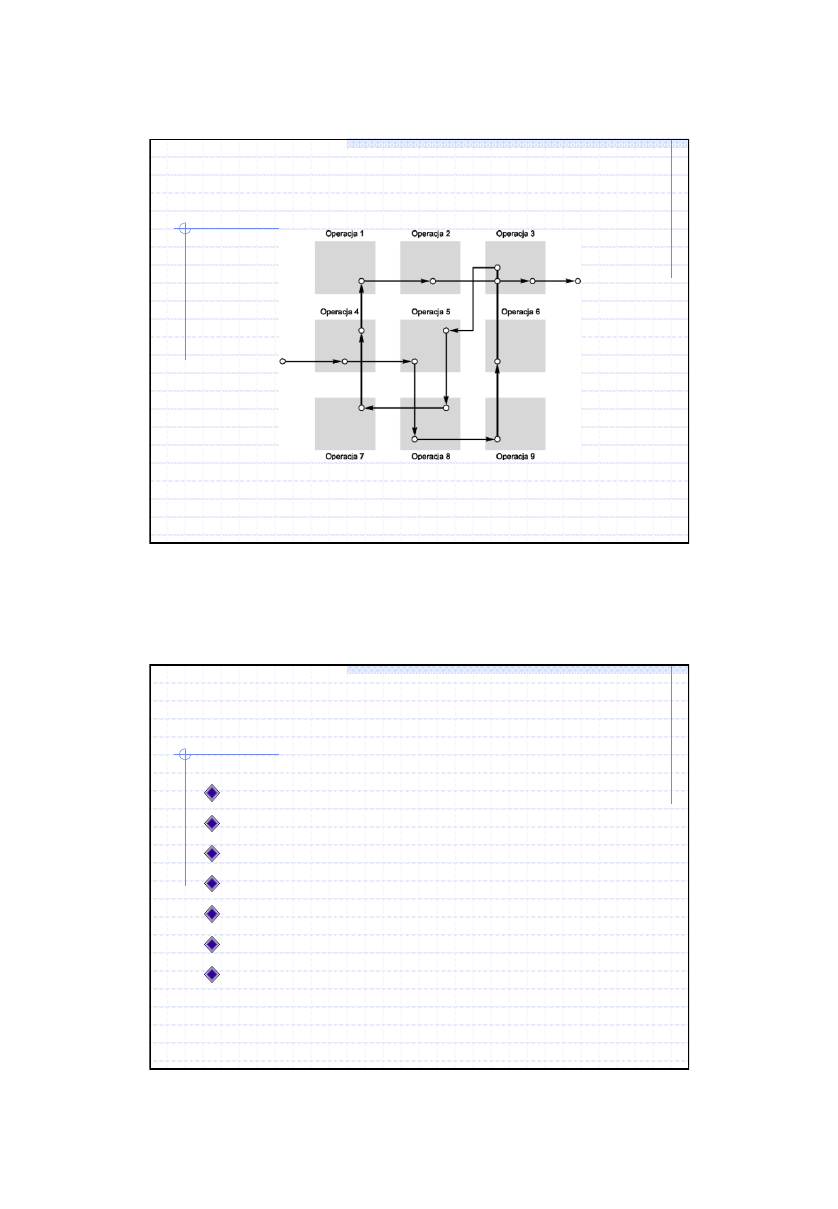
Produkcja małoseryjna
Rys. 7.1. Produkcja małoseryjna – przemieszczanie produktu w czasie produkcji następuje w
zależności od wymaganych operacji (D. Waters, Zarządzanie produkcją)
Produkcja seryjna
średnie zróżnicowanie produktów
produkty wytwarzane w seriach
standaryzacja produktów
przydatny w średnim rozmiarze produkcji
potrzeby klienta znane z wyprzedzeniem
popyt na produkt zmienny
nadprogramowo wyprodukowane partie
składowane są w magazynie
7
Produkcja seryjna
większa specjalizacja maszyn
średni poziom kwalifikacji pracowników
przykłady: wydawcy książek, produkcja obuwia,
ubrań, farmaceuci, towarzystwa ubezpieczeniowe
Nie ma ścisłe określonych granic ilościowych
precyzujących zaliczenie do określonej odmiany
produkcji seryjnej, gdyż to zależy od rodzaju wyrobu
oraz liczby operacji wykonywanych na stanowisku
roboczym
średnioseryjne (5 do 25 operacji)
wielkoseryjne (2 do 5-10 operacji)
Produkcja masowa
wykorzystywana w wytwarzaniu dużej liczby
powtarzalnych produktów
produkcja dóbr zużywanych masowo i dóbr
powszechnego użytku
charakteryzuje się wysoką wydajnością i małą
elastycznością
zmiana produktu najczęściej wymaga zmiany
ustawienia maszyn
wyspecjalizowane urządzenia
wysoki stopień wykorzystania narzędzi i maszyn
łatwość przejścia na automatyzację produkcji
8
Produkcja masowa
równomierny, wysoki popyt na produkt
produkcja na magazyn - MTS
niskie koszty jednostkowe
relatywnie krótkie cykle produkcyjne
pracownicy mogą mieć niskie kwalifikacje
monotonna praca - pracownik – może czuć
się jak „maszyna”
przykłady: samochody, produkty AGD tj.
pralki, lodówki, telewizory, komputery, gazety
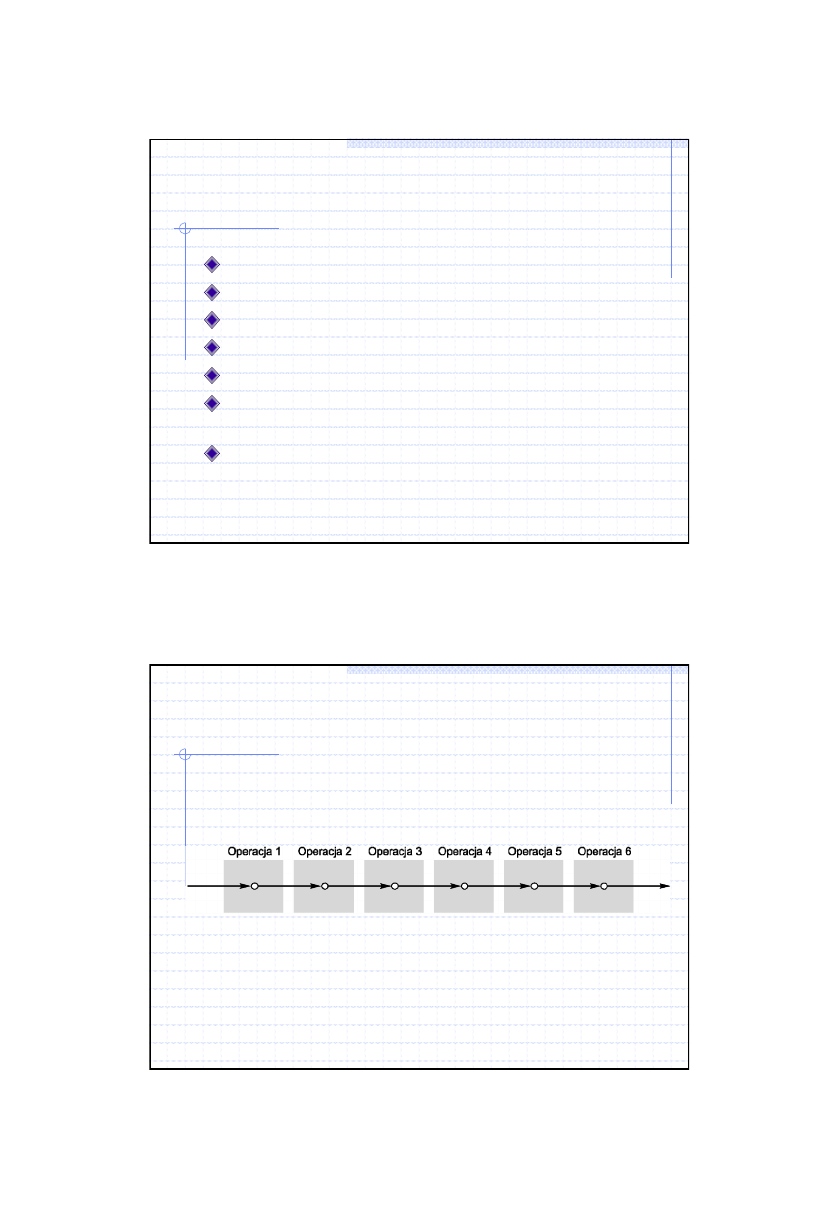
Produkcja masowa
Rys. 7.2. Produkcja masowa z wyposażeniem ustawionym w linię produkcyjną
(D. Waters, Zarządzanie produkcją)
9
Produkcja ciągła
wykorzystywana w wytwarzaniu dużej
liczby pojedynczych produktów lub grup
pokrewnych produktów
produkt jest raczej strumieniem materii
produkcja na magazyn/zapas - MTS
wysoko wyspecjalizowany sprzęt –
może pracować 24h bez przezbrojeń i
zakłóceń
Produkcja ciągła
automatyzacja produkcji
produkcja wysoce kapitałochłonna
niskie koszty jednostkowe
niewielki nakład pracy
przykłady: rafinacja ropy naftowej,
browarnictwo, produkcja papiernicza,
cukrownie, nadzór policyjny, rozgłośnie
telewizyjne
10
Różnice między procesami produkcyjnymi
PRODUKCJA
Jednostkowa
Małoseryjna
Seryjna
Masowa
Ciągła
Wielkość
produkcji
Pojedyncze
egzemplarze
Mała
Średnia
Bardzo wysoka
Ciągły strumień
Zmienność
produktu
Każdy
produkt inny
Znacząca
Rzadka
Mała
Żadna
Częstość
zmian
produktu
Ciągła
Częsta
Sporadyczna
Żadna
Żadna
Wyposażenie
jednostkowe
Uniwersalne
Uniwersalne
Trochę
wyspecjalizo
wane
Specjalistyczne
Specjalistyczne
Liczba
operatorów
Duża
Duża
Mniejsza
Mała
Mała
Poziom
kwalifikacji
Wysoki
Wysoki
Średni
Niski
Niski
Koszty
kapitału
Niskie
Niskie
Średnie
Wysokie
Bardzo wysokie
Koszty
jednostkowe
Wysokie
Wysokie
Średnie
Niskie
Niskie
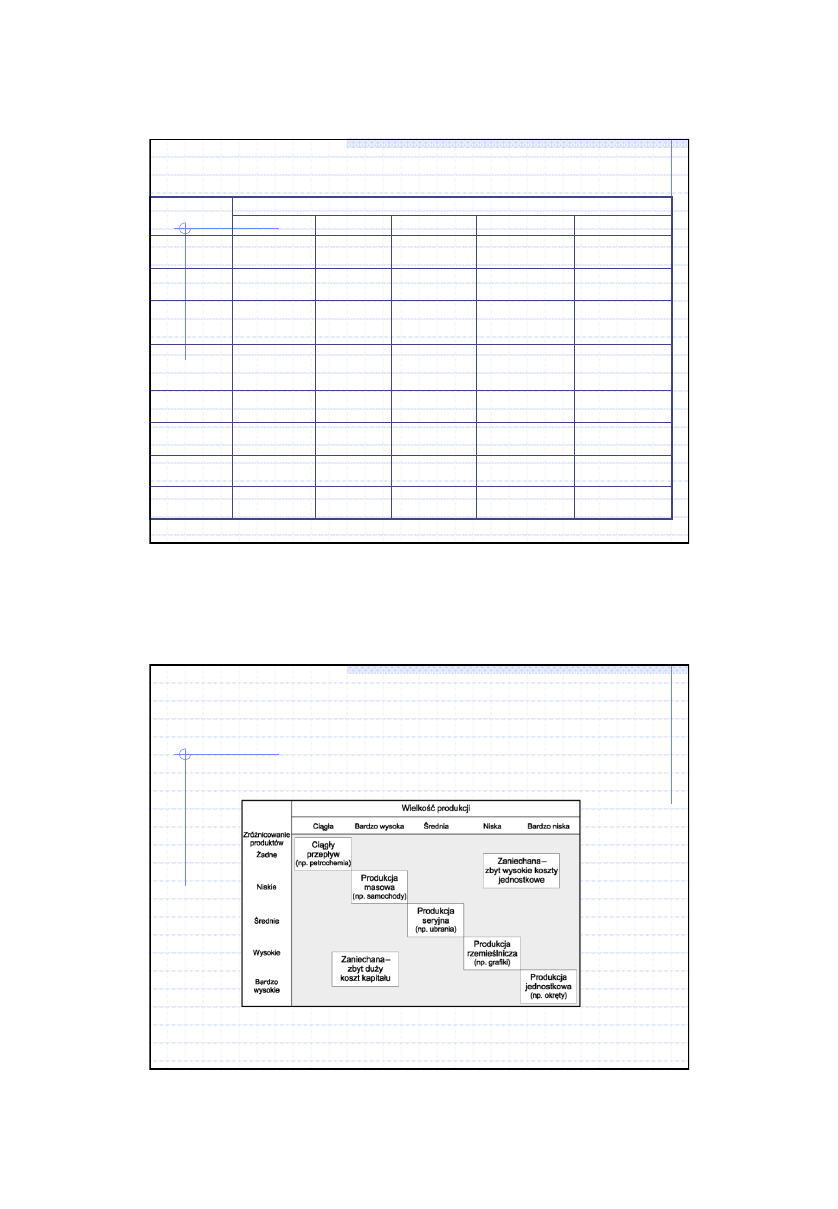
Zróżnicowanie produktów
i wielkość produkcji
Przedstawiona macierz zawiera charakterystykę typu produkcji w
zależności od wielkości produkcji i zróżnicowania produktów.
Rys. 7.3. Typy produkcji oraz wiążące się z nimi zróżnicowanie produktów i wielkość produkcji (D.
Waters, Zarządzanie produkcją)
11
Formy organizacji produkcji
Definicja
Określa sposób przepływu materiału
między poszczególnymi stanowiskami
roboczymi w cyklu produkcyjnym
1.
Produkcja niepotokowa
2.
Produkcja potokowa
Produkcja niepotokowa
Produkcja niepotokowa to taka produkcja, w
której kierunek przebiegu przedmiotu
produkcji między stanowiskami jest zmienny,
czyli przedmiot może przechodzić od jednego
stanowiska do innych stanowisk w dowolnej
kolejności. Więź między stanowiskami nie jest
ściśle określona, kolejność operacji natomiast
może być zmienna.
Tę formę organizacji stosuje się najczęściej w
produkcji jednostkowej i małoseryjnej.
12
Produkcja potokowa
Produkcja potokowa charakteryzuje się ściśle
określonym powiązaniem stanowisk pracy, a przebieg
przedmiotu produkcji ma wyraźnie wyznaczoną trasę
i ustalony kierunek. Stanowiska pracy rozmieszczone
są w kolejności przebiegu procesu produkcyjnego i
przedmiot produkcji przechodzi z jednego stanowiska
na drugie ściśle określone stanowisko. Obróbka
przedmiotu produkcji odbywa się w zasadzie bez
przerwy.
System potokowy znajduje najczęściej zastosowanie w
produkcji masowej i wielkoseryjnej.
Odmiany organizacji produkcji
13
Forma
organizacji
produkcji i
charakter
przepływu
wyrobów
Według kryterium techniczno-ekonomicznego
Niepotokowa
Potokowa
Produkcja niepowtarzalna
wyrobów pojedynczych lub w
krótkich seriach
Asynchroniczn
y powtarzalny
przepływ
wyrobów
Synchroniczny przepływ wyrobów produkowanych wielkoseryjnie i masowo
W komórkach
technologicznych
W komórkach
przedmiotowych
W komórkach
technologicznych
W komórkach przedmiotowych
Gniazda
przedmiotowe
Linie
produkcyjne
Potoki
asynchroniczne
Potoki z
synchronizacją
naturalną
Potoki z
przymusowym
taktem
Potoki
zautomatyzowane
Typ produkcji
1
2
3
4
5
6
7
8
9
Jednostkowy
Jednostkowa
technologiczna
niepowtarzalna
Jednostkowa
przedmiotowa
niepowtarzalna
Jednostkowa
technologiczna
powtarzalna
Jednostkowa
grupowa
Małoseryjny
Małoseryjna
technologiczna
niepowtarzalna
Małoseryjna
przedmiotowa
niepowtarzalna
Małoseryjna
technologiczna
powtarzalna
Małoseryjna
grupowa
Małoseryjna
liniowa
Średnioseryjny
Średnioseryjna
technologiczna
powtarzalna
Średnioseryjn
a grupowa
Średnioseryj
na liniowa
Potok złożony
Wielkoseryjny
Wielkoseryjna
grupowa
Wielkoseryjn
a liniowa
Potok zmienny
asynchroniczny
Potok
zmienny
zsynchronizo
wany z
naturalną
synchronizacją
Potok z
przymusowym
taktem
Potok zmienny
zautomatyzowany
Masowy
Masowa
liniowa
Potok stały
asynchroniczny
Potok stały
zsynchronizo
wany z
naturalną
synchronizacją
Potok stały z
przymusowym
taktem
Potok stały
zautomatyzowany
Techniki wytwarzania - klasyfikacja
Ważną kwestią przy planowaniu produkcji jest
ustalenie poziomu automatyzacji i
mechanizacji procesu.
1.
Systemy ręczne (produkcja jednostkowa i
małoseryjna)
2.
Systemy zmechanizowane (produkcja
seryjna)
3.
Systemy zautomatyzowane (produkcja
masowa i ciągła)
14
Automatyzacja produkcji
Typ wykorzystywanej automatyzacji zależy od wielkości produkcji:
Sztywna automatyzacja – jest odpowiednia do masowej, rzadko
zmienianej produkcji;
Elastyczna automatyzacja – jest odpowiednia do dużych partii
produkcyjnych, często ulegających zmianie.
W ramach elastycznej automatyzacji wyróżniamy:
obrabiarki sterowane numerycznie (NC),
obrabiarki sterowane komputerowo (CNC),
systemy produkcyjne wspomagane komputerowo (CAM),
komputerowo zintegrowane wytwarzanie (CIM).
Typy organizacji produkcji –
ścisły związek ze stanowiskami roboczymi
Typ organizacji produkcji związany jest z
wielkością produkcji i stopniem specjalizacji
stanowisk roboczych.
Tablica 3.30. Typy produkcji a stosowanie stanowisk roboczych. (E. Pająk Zarządzanie produkcją)
Typ produkcji
Liczba
operacji
Stanowisko
uniwersalne
Stanowisko
specjalizowane
Stanowisko
specjalne
Jednostkowy
Małoseryjny
Średnioseryjny
Wielkoseryjny
Masowy
Nieokreślona
> 20
5 – 20
2 – 10
1
TAK
TAK
TAK
NIE
NIE
NIE
Raczej NIE
TAK
TAK
TAK
NIE
NIE
NIE
Raczej TAK
TAK
15
Stanowiska robocze
uniwersalne – najbardziej elastyczne, mogą
wykonywać wiele operacji związanych z daną
technologią, nie zapewniają wysokiej
wydajności, operator o wysokich
kwalifikacjach
specjalizowane – zawężony zakres
zastosowania ograniczony do pewnej klasy
produktów, większa wydajność obróbki
specjalne – najmniej elastyczne, zakres
zastosowania zawężony do jednej lub dwóch
części z danej klasy produktów, wysoka
wydajność
Formy organizacji produkcji
Forma organizacji produkcji określa sposób
przepływu materiału między poszczególnymi
stanowiskami roboczymi
Podział ze względu na rozmieszczenie stanowisk
roboczych:
formy gniazdowe i liniowe
Podział ze względu na sposób przepływu
materiału:
formy potokowe i niepotokowe
16
Produkcja niepotokowa
Produkcja niepotokowa dla niskich typów -
brak ścisłego systematycznego powiązania
procesem produkcyjnym stanowisk pracy
wykonujących kolejne operacje, brak
regularnej powtarzalności produkcji.
Stanowiska wykonują różne przypadkowo
przydzielane operacje produkcyjne. Produkcja
niepotokowa wykonywana jest w komórkach
produkcyjnych zwanych gniazdami.
Gniazda mogą być podzielone wg:
specjalizacji technologicznej
specjalizacji przedmiotowej
Produkcja niepotokowa – cechy:
niski stopień specjalistycznego
oprzyrządowania,
duża ilość zapasów produkcji w toku,
charakteryzuje się bieżącym
przydzielaniem zadań poszczególnym
stanowiskom roboczym.
17
Produkcja potokowa
Produkcja potokowa dla wysokich typów.
Forma organizacji, w której realizuje się
zadania w sposób ciągły. Produkcja potokowa
odbywa się w strukturach zwanych liniami
potokowymi. Przepływ jest jednokierunkowy i
następuje bez przerw.
Wykorzystuje ścisłe powiązanie stanowisk
roboczych, przydział konkretnych czynności i
operacji do określonych stanowisk roboczych
oraz powtarzalność takich samych wyrobów.
Produkcja potokowa – cechy
wysokim stopniem wykorzystania
maszyn i urządzeń specjalistycznych,
minimalizacja zapasów produkcji w
toku,
ustabilizowanym charakterem wielkości
produkcji w toku,
małą elastycznością,
18
Produkcja potokowa – cechy
opiera się na specjalizacji
przedmiotowej,
skrócenie dróg transportowych,
skrócenie cyklu produkcyjnego,
łatwość przenoszenia się zakłóceń
dowolnego elementu tej struktury
produkcyjnej na całą tę strukturę,
niska przestawialność na inną produkcję
– niska elastyczność
Produkcja potokowa – odmiany
potok synchroniczny – gdzie zachowana jest
ciągłość procesu produkcyjnego,
potok asynchroniczny – charakteryzuje się brakiem
ustalonego rytmu, występują pewne procesy
zakłócające równomierność przebiegu produkcji,
może to być spowodowane wykorzystaniem
maszyn, urządzeń o różnej wydajności wzorcowej,
potok z wymuszonym rytmem – rytm tu jest
wymuszony, narzucony m.in. poprzez odpowiednie
środki transportu międzystanowiskowego,
potok zautomatyzowany – występuje zarówno
automatyzacja procesów wytwórczych jak i operacji
transportu dzięki czemu możliwe jest centralne
sterowanie przebiegiem produkcji.
19
Gniazdowa forma organizacji
Gniazdowa forma organizacji jest
wynikiem przedmiotowej specjalizacji
systemu produkcyjnego. Produkty
wykazują podobieństwo technologiczne.
Asortyment produktów jest szeroki.
Może być produkowanych jednocześnie
wiele różnych wyrobów.
Gniazdowa forma organizacji
– podział
gniazda technologiczne – grupowane są
urządzenia technologiczne według swojego
przeznaczenia np.: gniazda tokarek, szlifierek,
frezarek…
gniazda przedmiotowe – grupowane są
urządzenia pozwalające na wytwarzanie
części określonej klasy np.: gniazdo
korpusów, wałków…
20
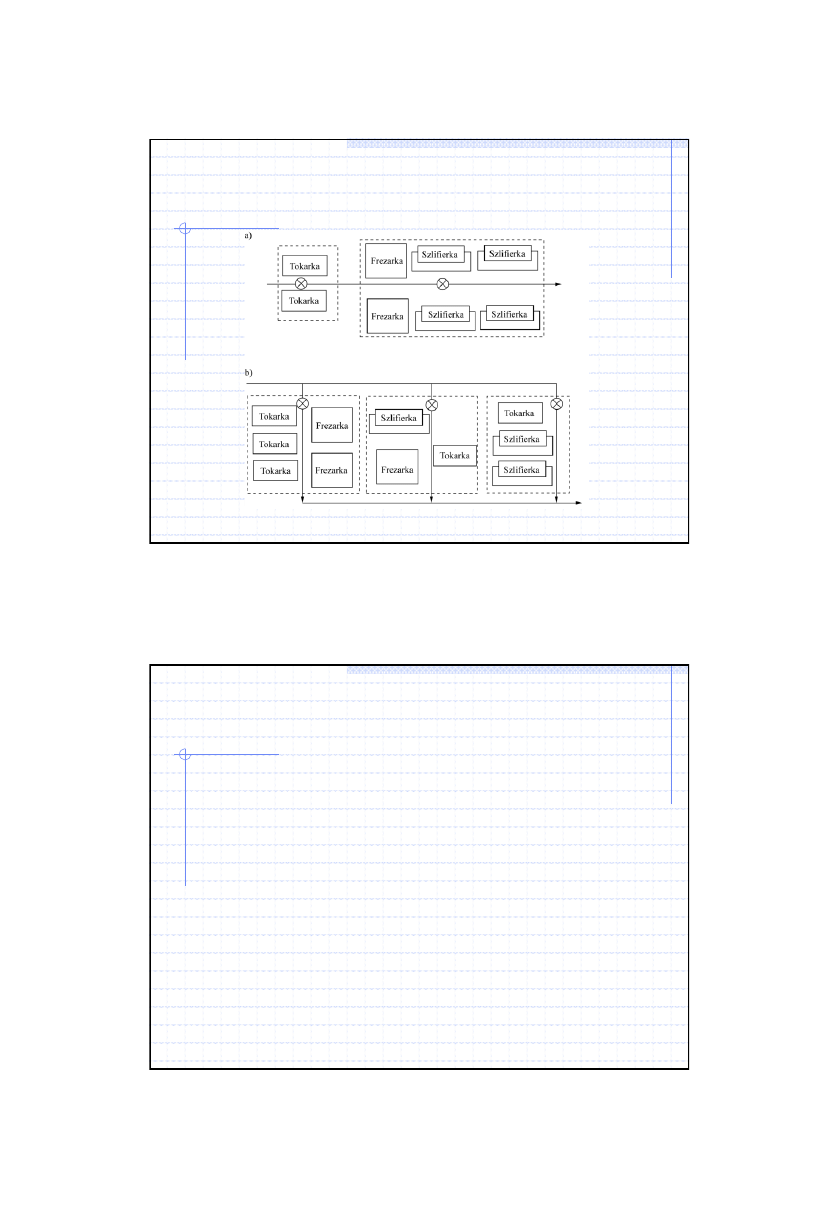
Gniazda przedmiotowe –
rozmieszczenie stanowisk roboczych
Rys. 3.68. Gniazda przedmiotowe – rozmieszczenie stanowisk: a) wg faz procesu technologicznego, b) komórkowe
(E. Pająk Zarządzanie produkcją)
Liniowa forma organizacji
Liniowa forma organizacji produkcji odpowiada
przedmiotowej specjalizacji systemu produkcyjnego.
Produkowane wyroby wykazują znaczne
podobieństwo w odniesieniu do wszystkich lub
większości operacji technologicznych, a także ich
kolejności. Rozmieszczenie stanowisk jest zgodnie z
kolejnością wykonywania operacji i najczęściej są
połączone przenośnikami. Zmierza się do zachowania
określonego taktu linii dla danej partii wyrobów.
Takt linii – czas między wykonaniem dwóch kolejnych
przedmiotów
21
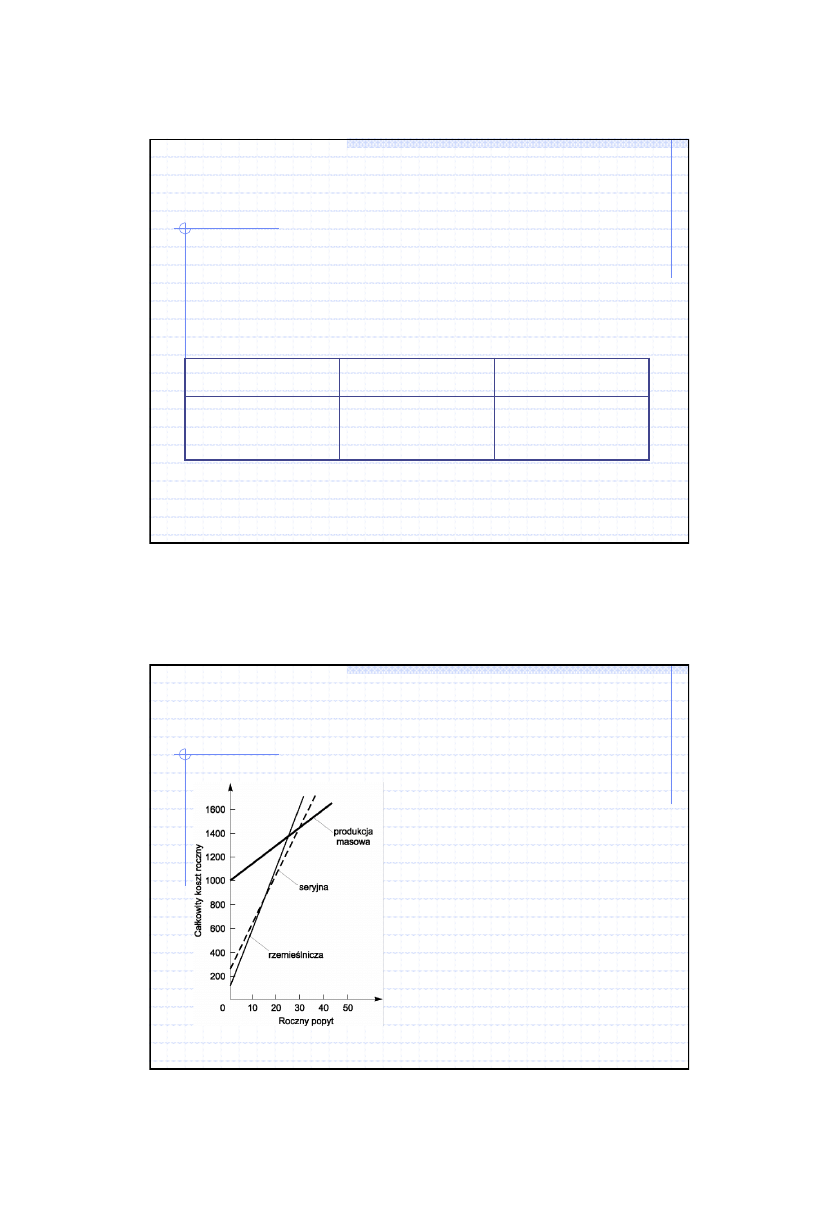
Typ produkcji – koszty, wielkość
popytu - zadanie
Przedsiębiorstwo planuje produkcję
nowego wyrobu. Przewiduje popyt w
wysokości 25 tys. sztuk rocznie.
Jaki typ produkcji wybrać? Jaki popyt jest
najlepszy dla danego typu produkcji?
Typ produkcji
Roczne koszty stałe
Zmienne koszty
jednostkowe
Małoseryjna
Seryjna
Masowa
100 000
250 000
1 000 000
50
40
15
Typ produkcji – koszty, wielkość
popytu - odpowiedź
Produkcja małoseryjna dla 0<P<15000
100000 + 50xP = 250000 + 40xP
P=15000
Produkcja seryjna dla 15000<P<30000
250000 + 40xP = 1000000 + 15xP
P=30000
Produkcja masowa dla P>30000
Odpowiedź: Przedsiębiorstwo powinno
zdecydować się na produkcje seryjną
22
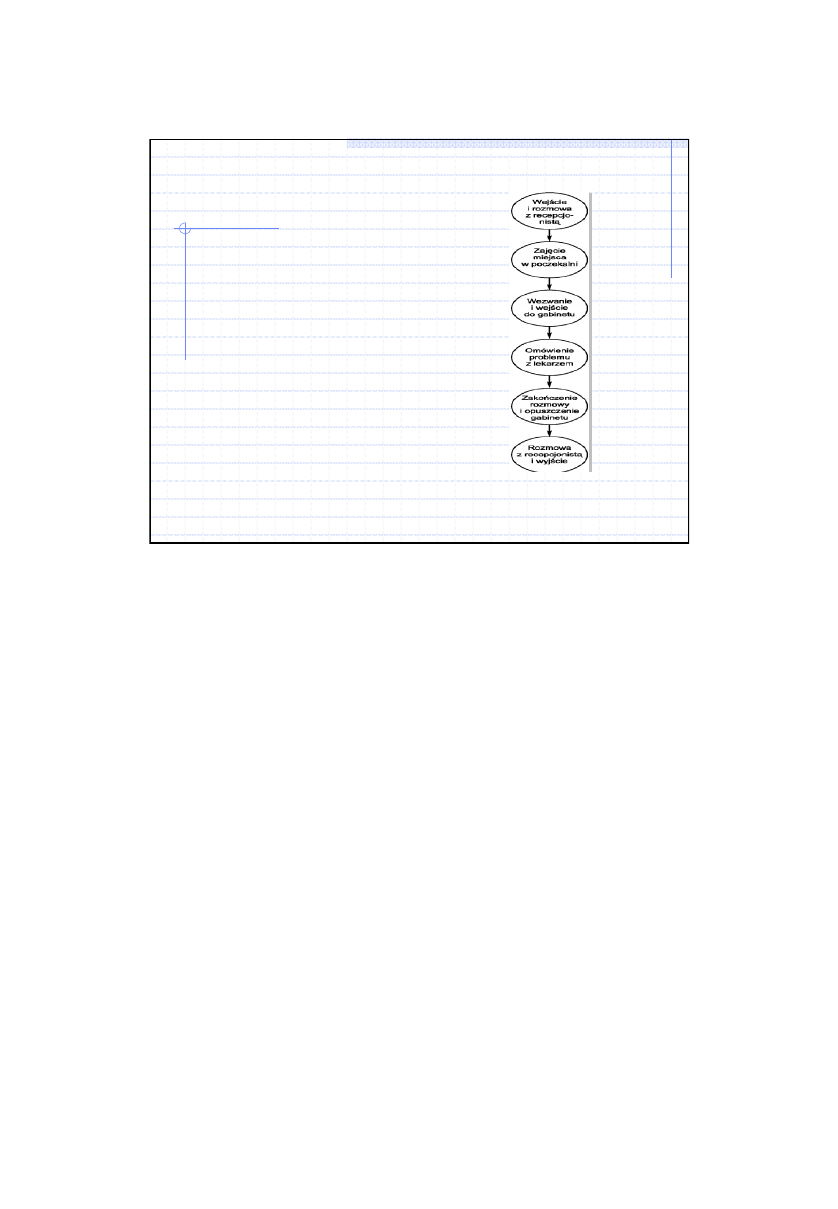
Analiza procesów
Jednym z prostszych
sposobów wizualizacji
i analizy procesu jest
sporządzenie jego
diagramu. W zależności od
potrzeb na diagramie
można zamieścić jedynie
kolejność operacji lub
wzbogacić go o lokalizację
przestrzenną i
wykonawców zadań.
Rys. 7.10. Nieformalny schemat procesu
(D. Waters, Zarządzanie produkcją)
Wyszukiwarka
Podobne podstrony:
ciurla,Podstawy Zarządzania II,Organizacja produkcji – typy, formy, odmiany
typy i formy organizacji produkcji
notatek pl typy i formy organizacji produkcji sem iii
TYPY I FORMY ORGANIZACJI PRODUKCJI, Uczelnia, przydatne
baruk, zarządzanie produkcją, TYPY I ODMIANY ORGANIZACJI PRODUKCJI
FORMY ORGANIZACJI PRODUKCJI
Typy organizacji produkcji
formy organizacji produkcji
organizacja produkcji budowlanej6
organizacja produkcji budowlanej7
PKM, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWOZDA
2.3, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, laborki-mojeókrzste
Str.4 - Karta technologicza zbiorcza, Politechnika Lubelska, Studia, Studia, organizacja produkcji,
TM10, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Wydział Mechaniczn
Karty technologiczne, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
więcej podobnych podstron