Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 1
ZJAWISKA PĘKANIA
W STALI
EWE III
2 godz.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 2
SPAWALNOŚĆ - DEFINICJE
(ISO) Materiał metaliczny jest uważany za spawalny dla określonego
zastosowania, jeżeli za pomocą spawania, przy użyciu odpowiedniej,
przydatnej techniki spawania, powstaje jednolite, metaliczne
połączenie, które spełnia wymagania, wynikające z własności
lokalnych złącza, i ich wpływu na wytrzymałość konstrukcji.
(prof. M. Myśliwiec) Prawdopodobieństwo zdarzenia polegającego
na tym, że złącze spawane, wykonane z danego metalu za pomocą
określonego procesu technologicznego spawania, będzie pracowało
w sposób niezawodny w wymaganych warunkach eksploatacyjnych
przez zadany okres.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 3
Kryteria spawalności:
I - Uzyskanie ciągłego, metalicznego złącza w procesie
technologicznym
spawania,
II - Uzyskanie złącza o optymalnych własnościach w warunkach eksploatacji.
Proces technologiczny spawania to okres czasu zawierający wszystkie zabiegi związane z:
-przygotowaniem,
-montażem,
-sczepianiem,
-spawaniem,
-innymi procesami towarzyszącymi, np. obróbką cieplna.
Dla danego złącza spawanego proces technologiczny kończy się, gdy ustabilizowały się lub
zakończyły przemiany wewnętrzne, mogące doprowadzić do uszkodzenia złącza. Na ogół
proces technologiczny spawania uważa się za zakończony po 48 godz. od zakończenia
spawania.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 4
Dla stali (węglowych, niskostopowych, średniostopowych, stopowych) I
kryterium spawalności może nie być spełnione w wyniku powstania w
złączu, w procesie technologicznym spawania:
¾ pęknięć gorących - PG,
¾ pęknięć zimnych (opóźnionych) - PZ,
¾ pęknięć lamelarnych
- PL,
¾ pęknięć relaksacyjnych (powtórnego nagrzewania)
- PR.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 5
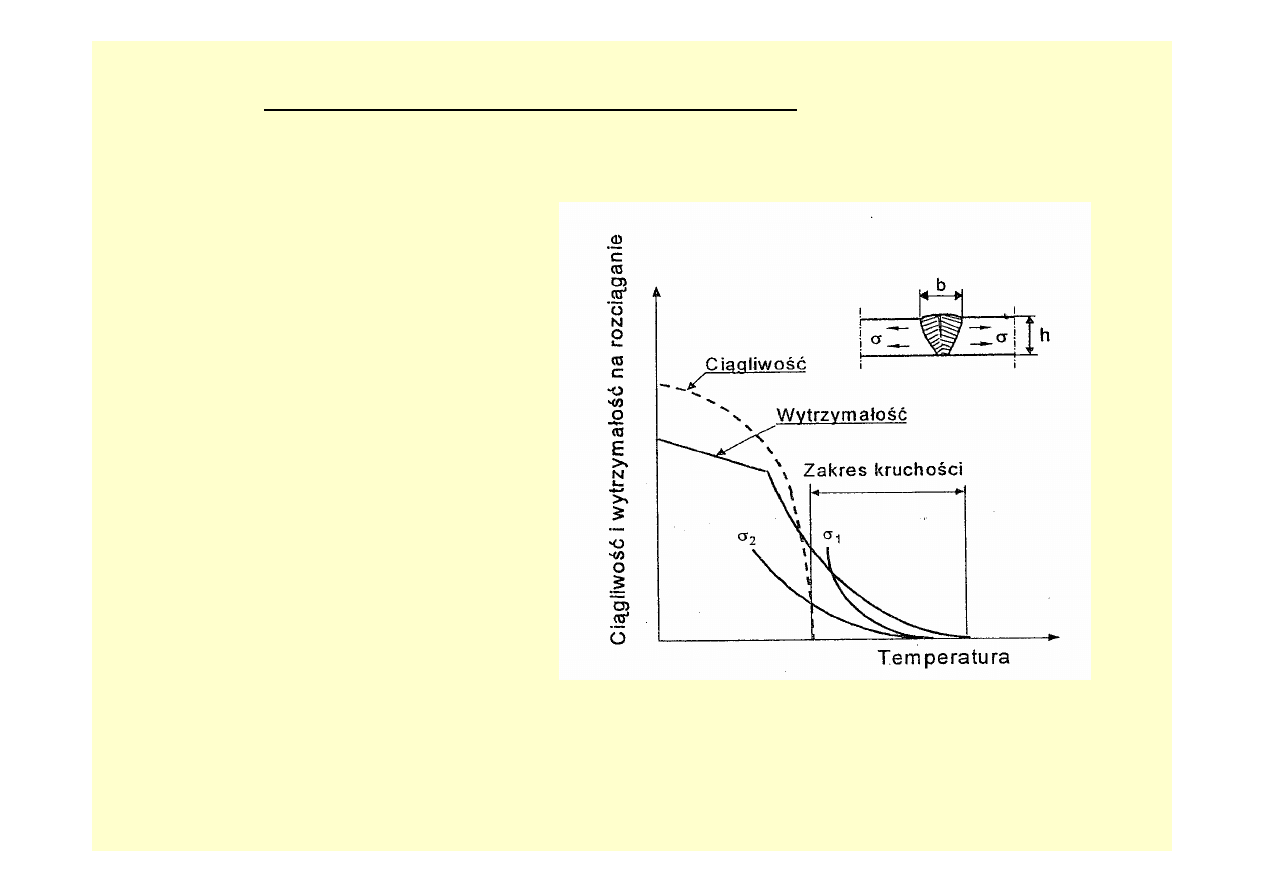
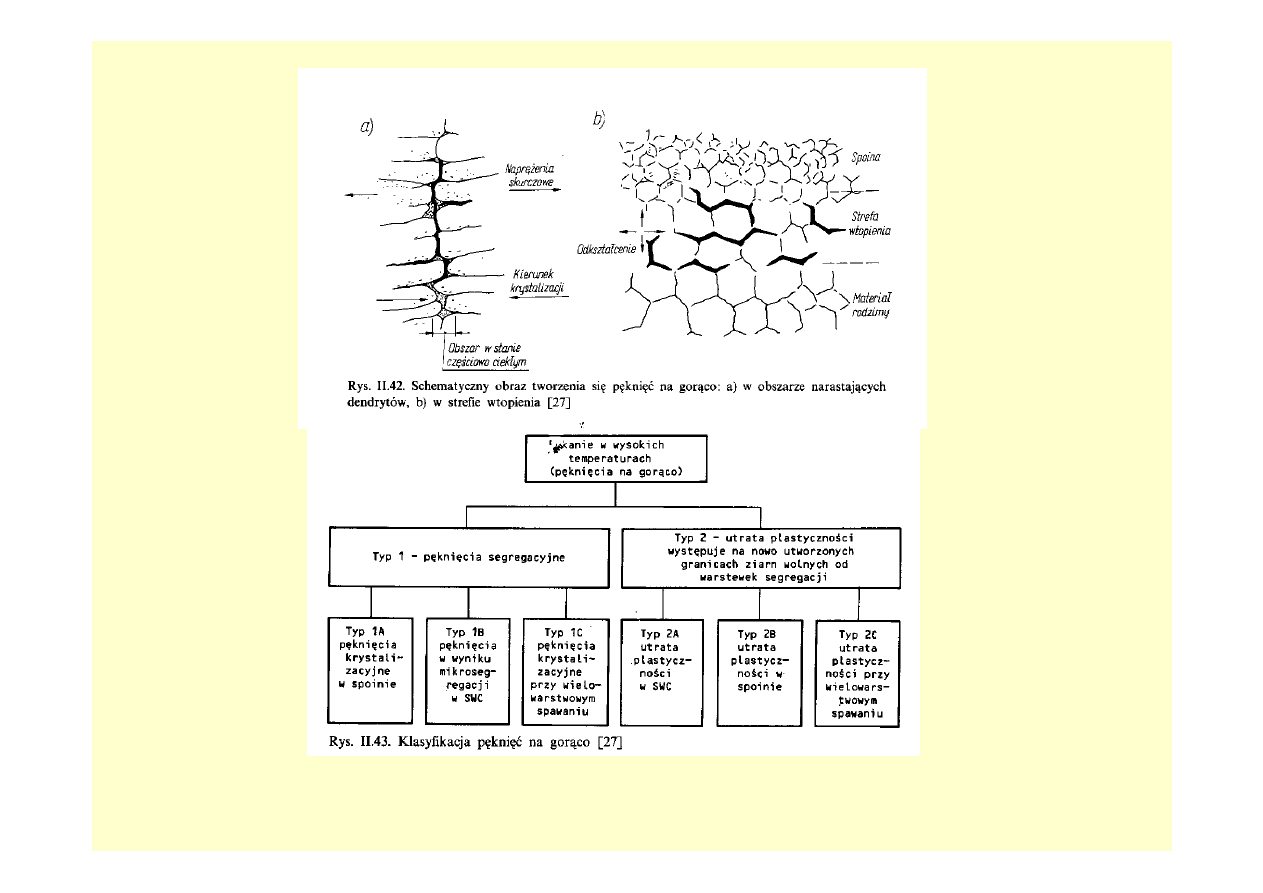
PĘKANIE NA GORĄCO (PG)
PG ma miejsce, gdy:
9 w metalu, w wysokiej
temperaturze występuje pewna
ilość fazy ciekłej na granicach
ziaren lub dendrytów,
9 działają odkształcenia
zewnętrzne lub wynikające ze
skurczu wywołanego lokalnym
nagrzewaniem w czasie
spawania.
Pęknięcia krystalizacyjne: efekt działania
warstewki cieczy resztkowej w obszarze granic
ziarn.
Pęknięcia segregacyjne: efekt nadtapiania
granic ziaren fazy stałej (SWC, spoiny
wielościegowe).
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 6
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 7
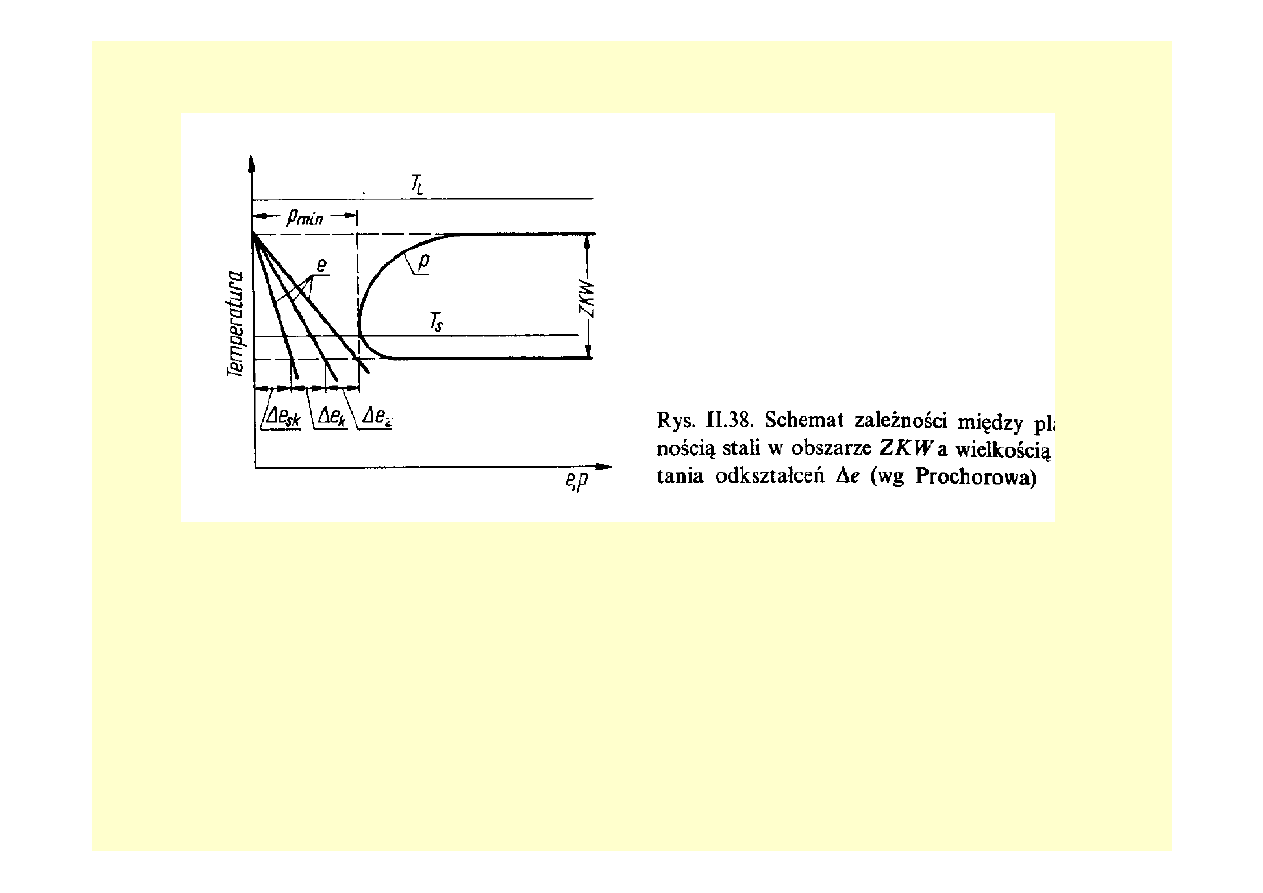
∆ e
sk
– odkształcenie plastyczne wywołane skurczem swobodnym
∆ e
k
- odkształcenie plastyczne wywołane zmianą kształtu elementu
∆ e
z
– zapas odkształceń plastycznych
p
min
- zdolność metalu do odkształceń
∆ e
z
=p
min
-(∆ e
sk
+ ∆ e
k
)
PĘKANIE KRYSTALIZACYJNE -
mechanizm wg Prohorowa
ZKW – Zakres Kruchości
Wysokotemperaturowej
dla stali ZKW ≈ 1100 ÷ 1350°C
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 8
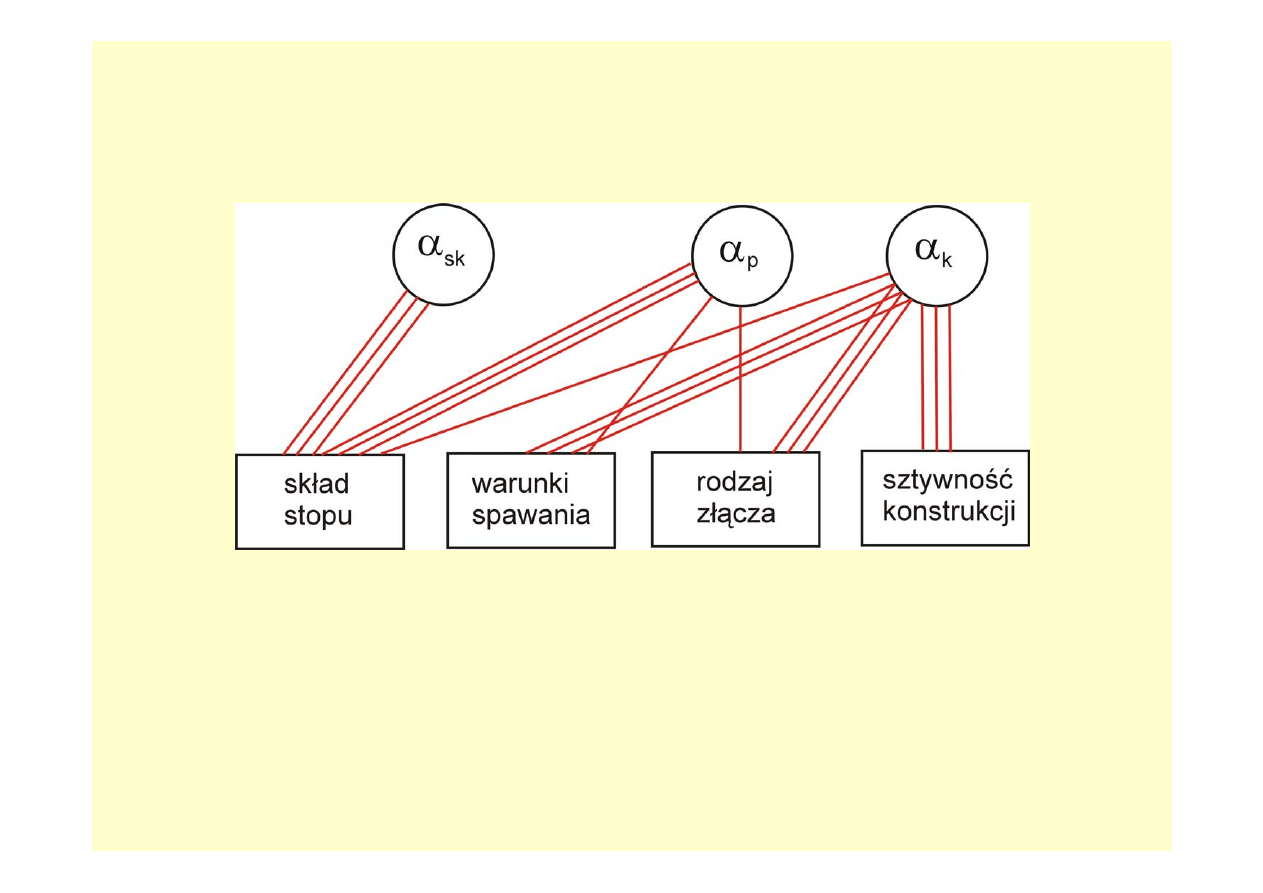
Bezwzględna wartość skurczu swobodnego w ZKW
ZKW
e
sk
sk
⋅
=
Δ
α
α
sk
–wsp. narastania odkształceń skurczowych,
α
p
– wsp. dopuszczalnej intensywności narastania odkształceń,
α
k
– wsp. intensywności odkształceń wywołanych zmianą kształtu.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 9
Miejsca występowania pęknięć gorących:
¾ MS
¾ SWC (obszar częściowego roztopienia ziaren)
W SWC - wskutek zwiększonej energii liniowej spawania lub/i
podgrzewania wstępnego istnieje zwiększona możliwość
roztopienia warstewek materiału o obniżonej temperaturze
topnienia lub zaktywizowania dużej ilości wad sieci
krystalograficznej.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 10
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 11
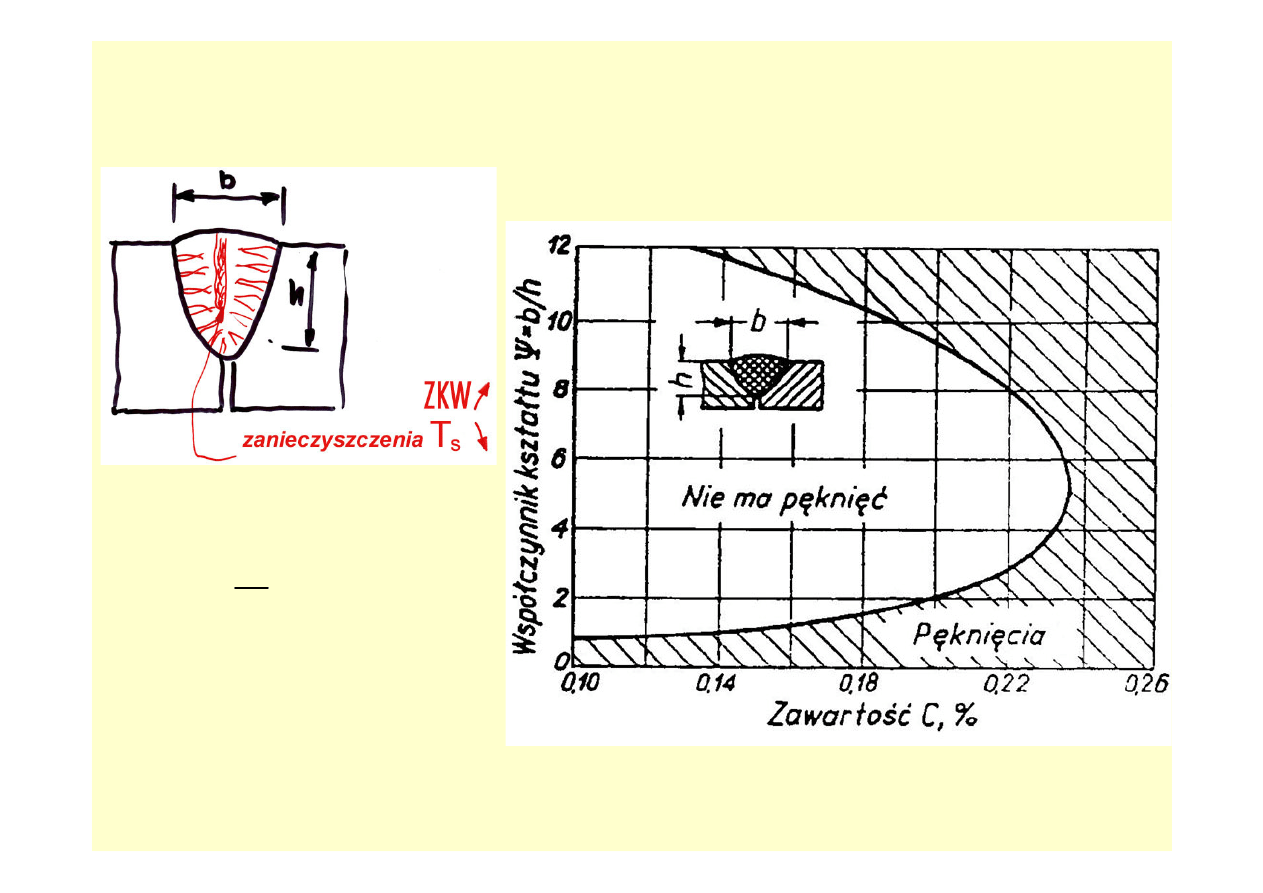
Wpływ kształtu spoiny
ψ
=
h
b
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 12
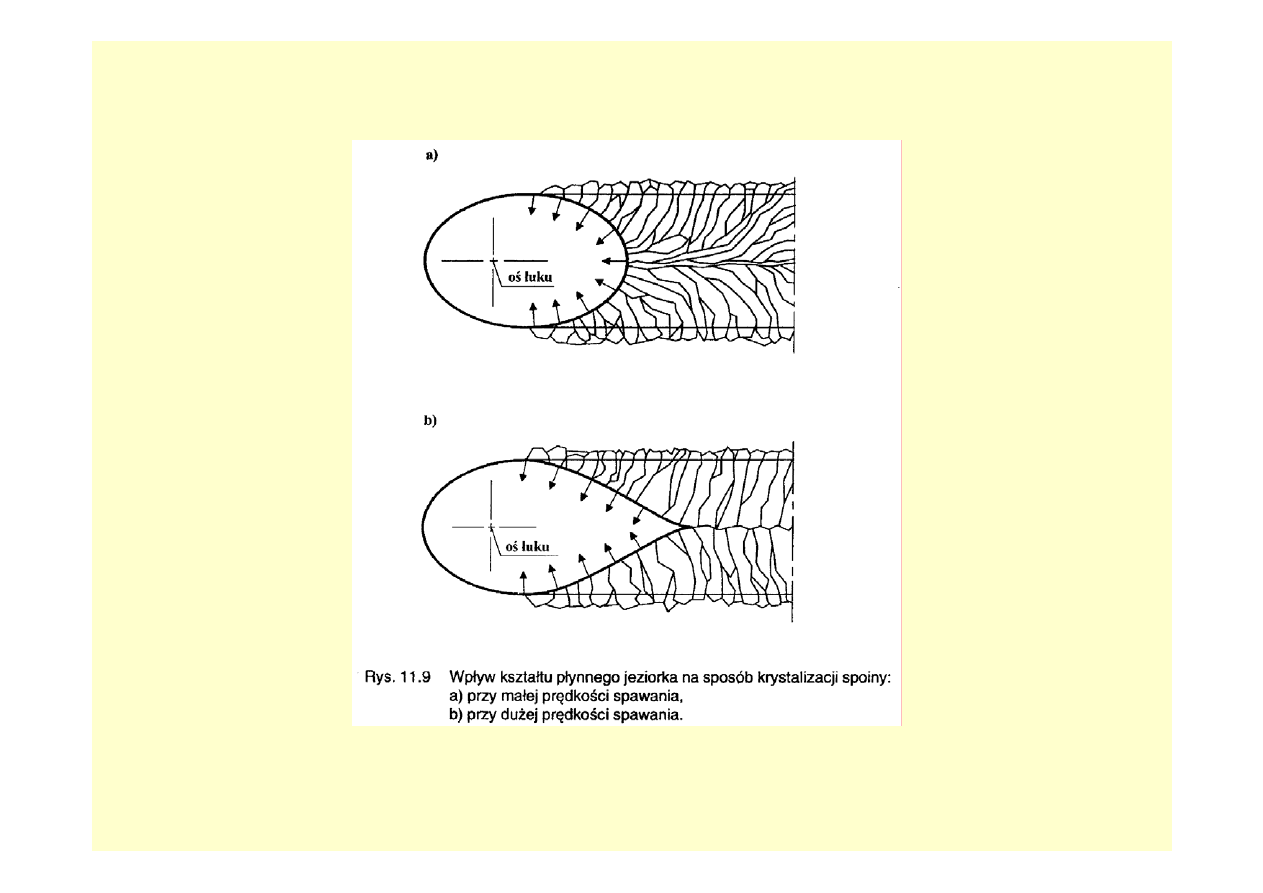
Wpływ kształtu jeziorka i szybkości spawania na PG
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 13
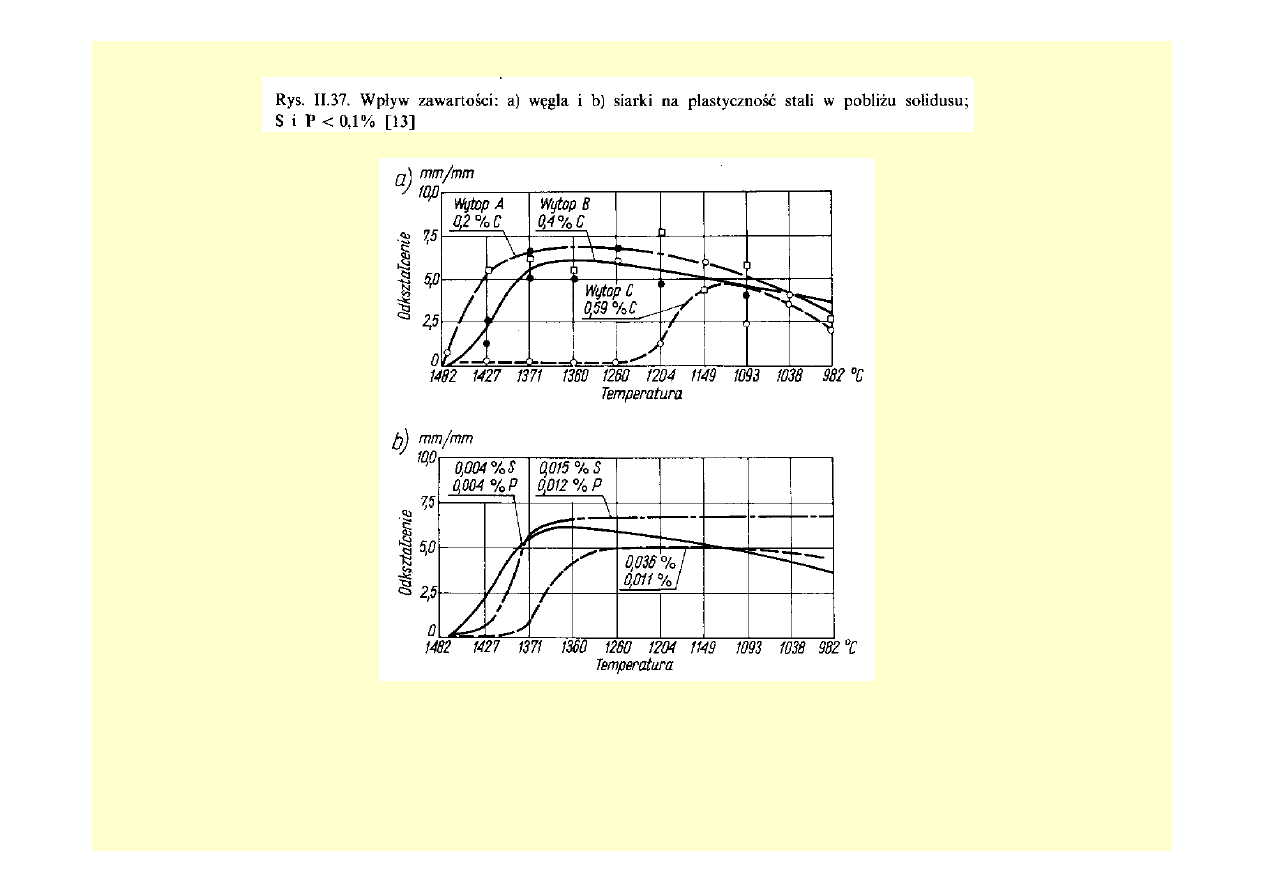
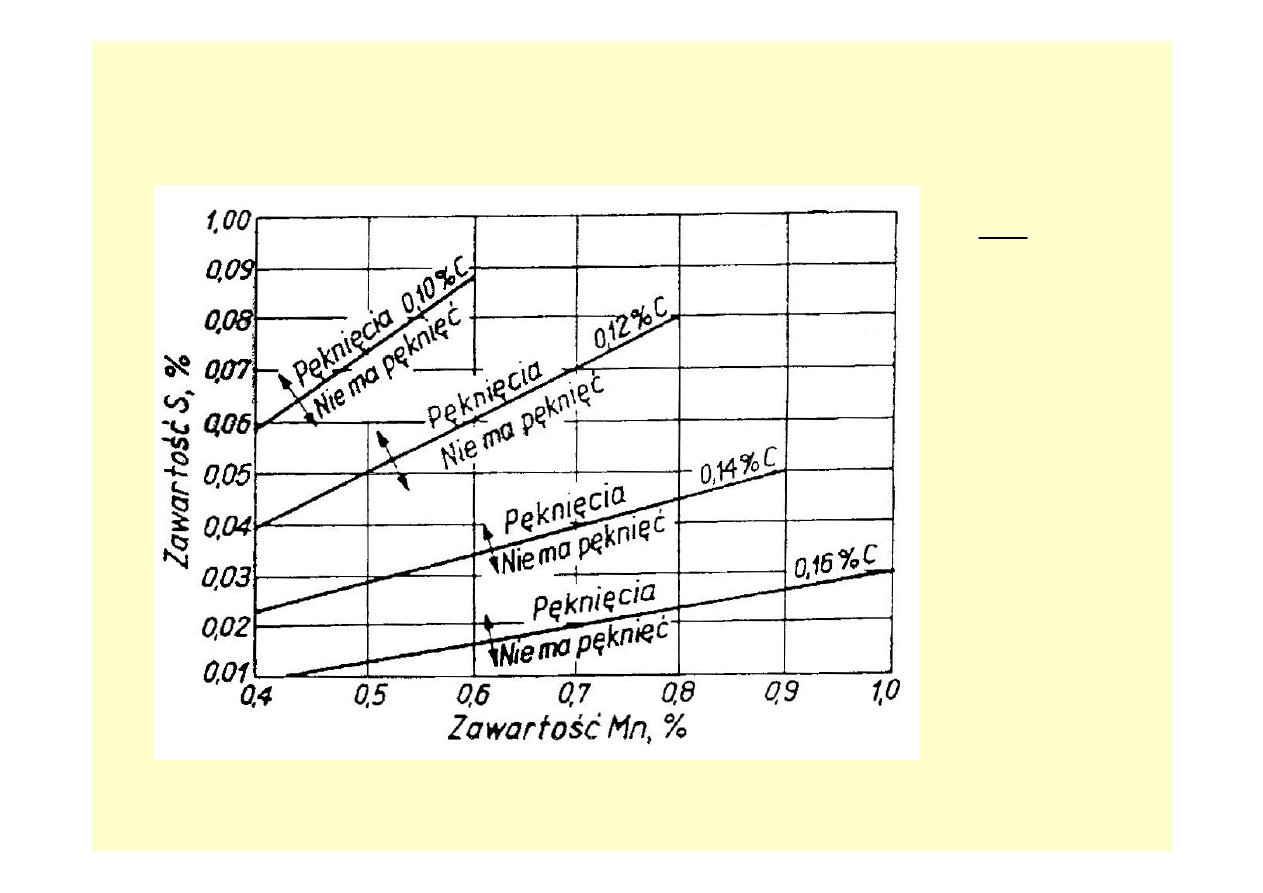
Wpływ składu chemicznego:
-obniżenie ilości eutektyk siarkowych → wiązanie z użyciem Mn
20
>
s
Mn
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 14
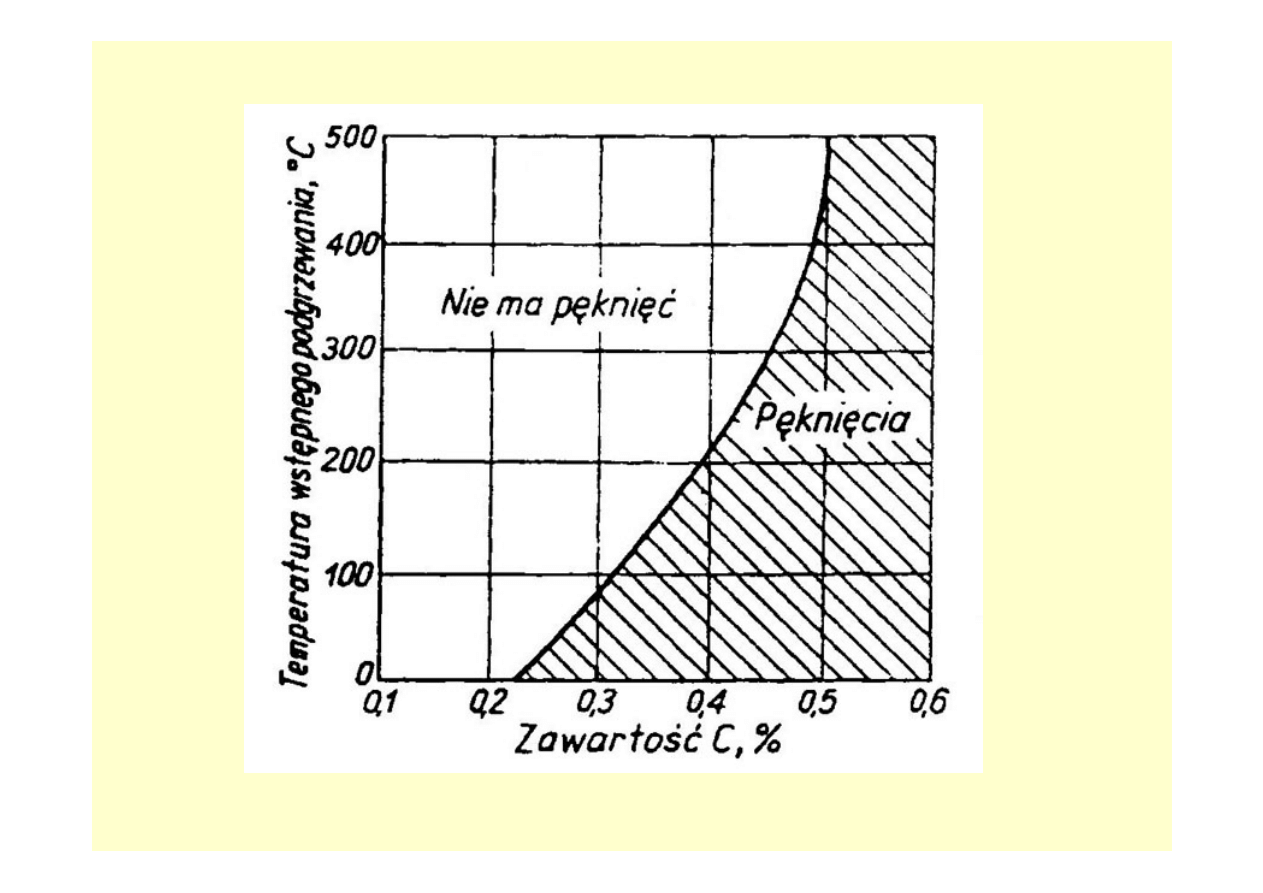
Wpływ odsztywnienia (podgrzania wstępnego) złącza
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 15
Wpływ odtlenienia (uspokojenia) stali na odporność na PG
Stale nieuspokojone wykazują silną segregację, szczególnie w środkowej części
grubości wyrobów walcowanych co może doprowadzić do PG.
Dotyczy to głównie procesu przy dużym wymieszaniu MR ze spoiwem w MS.
Należy stosować elektrody z otuliną zasadową.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 16
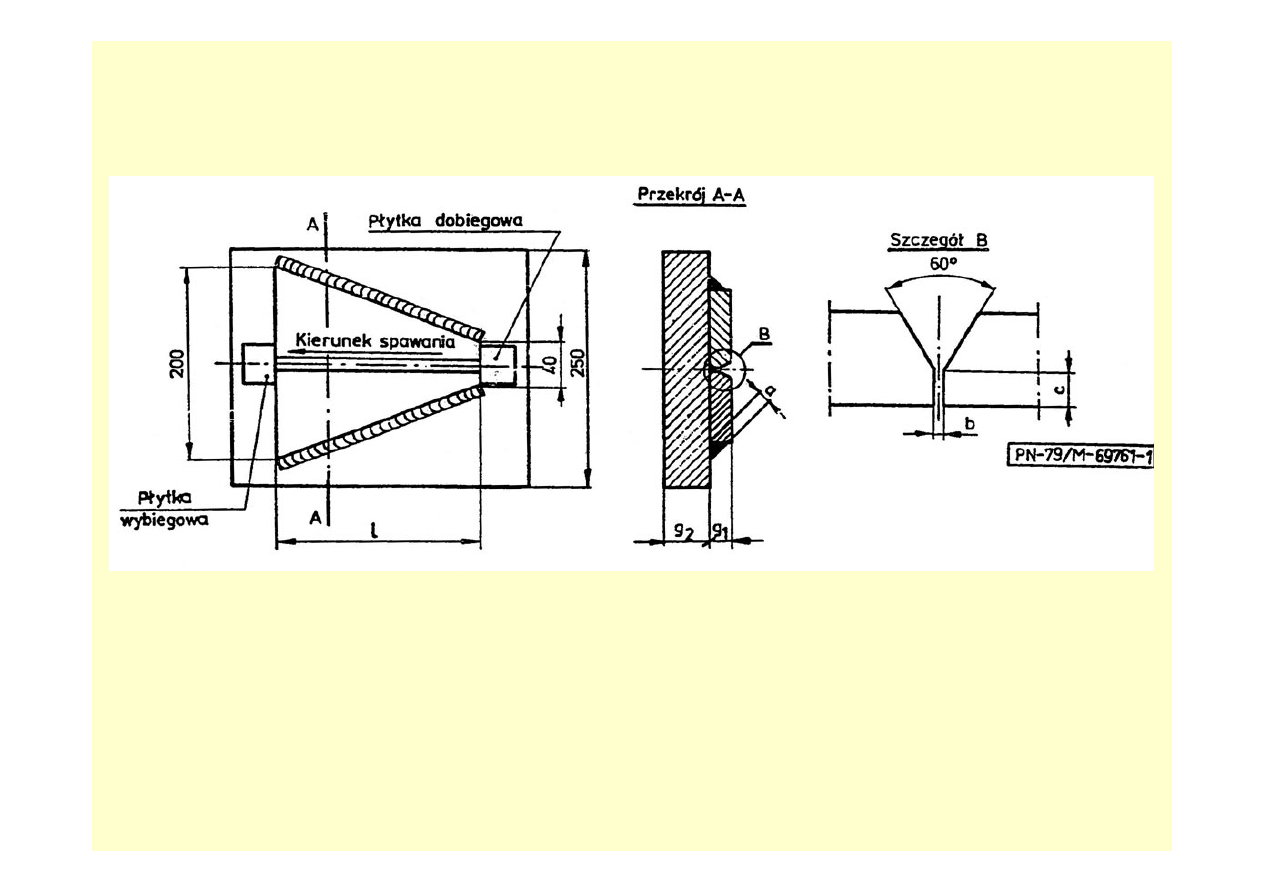
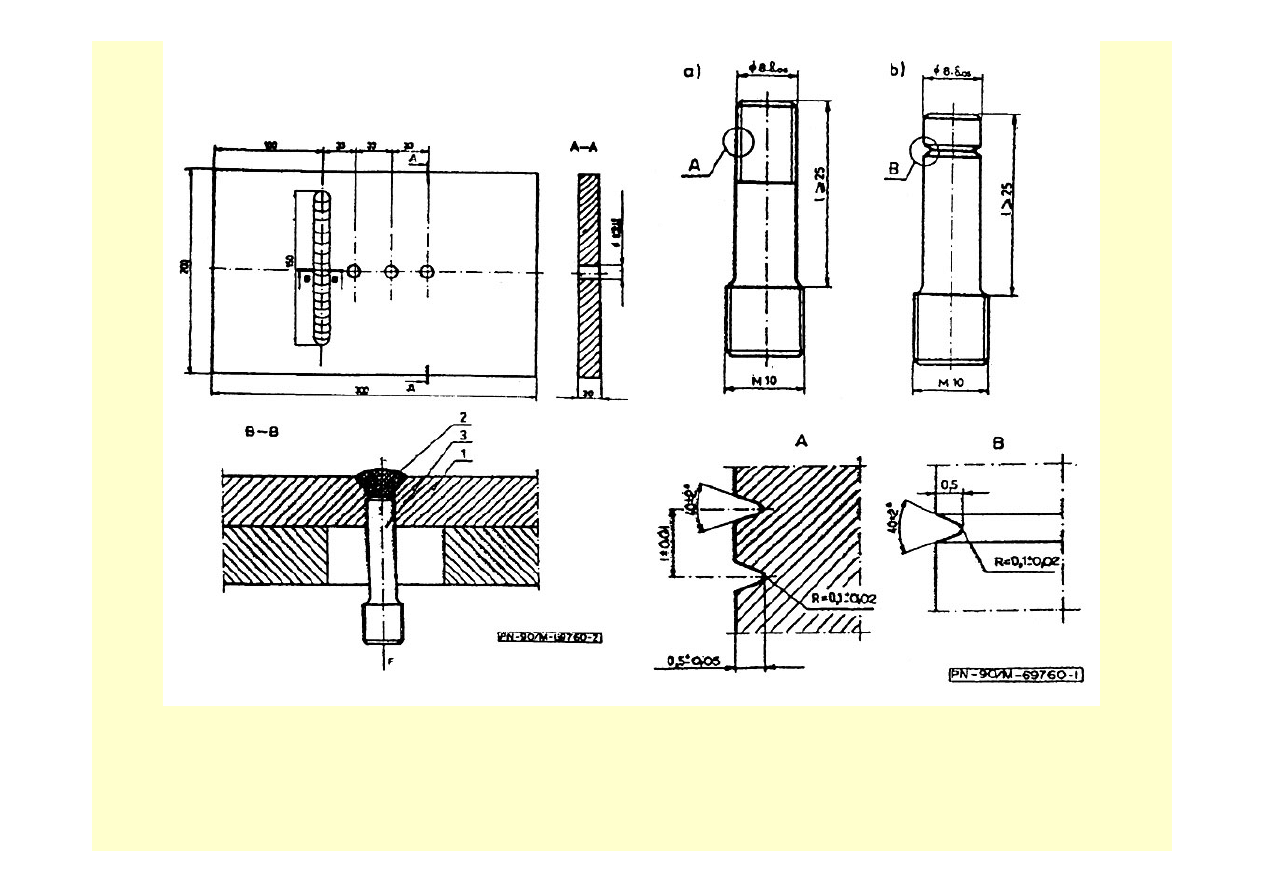
Rys. 1. Próbka o zmieniającej się sztywności ze spoina czołową.
Liczność: minimum 3 próbki
Wykrywanie PK: lico – oględziny, grań – oględziny po przełamaniu
Kryteria: jakościowe – brak PK
porównawczo – ilościowe; P
l
=100(L
s
-L
p
)/L
s
[%]
Typowe próby skłonności do pękania krystalizacyjnego:
-ilościowe (Verestraint, Transverestraint)
-technologiczne
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 17
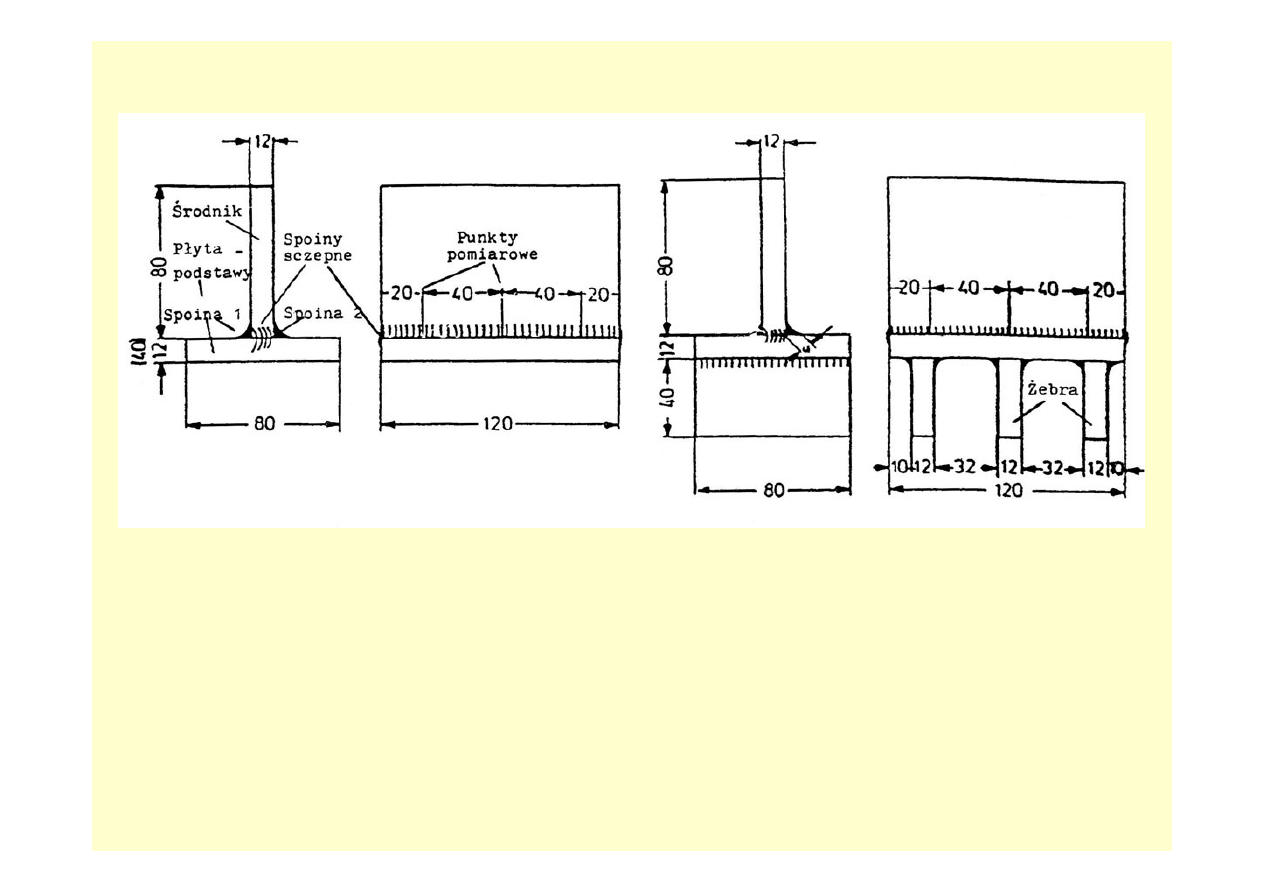
Rys. 2. Próbka podwójnie pachwinowa (kształt 1,2,3) wg DIN 50 129.
Liczność: minimum 3 próbki
Wykrywanie PK: lico – oględziny, grań – oględziny po przełamaniu
Kryteria: jakościowe – brak PK
porównawczo – ilościowe; P
l
=100(L
s
-L
p
)/L
s
[%]
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 18
4
HCS
4
HCS
⎭
⎬
⎫
<
≥
we
niskostopo
Stale
2
HCS
2
HCS
⎭
⎬
⎫
<
≥
V
Mo
Cr
Mn
Ni
+
+
+
⋅
⋅
⎟
⎠
⎞
⎜
⎝
⎛
+
+
+
⋅
=
3
10
100
25
Si
P
S
C
HCS
3
Szacowanie skłonności do PG
Wg EN 1011-2 wskaźnik skłonności do pękania krystalizacyjnego stopiwa:
UCS=230C+190S+75P+45Nb-12,3Si-5,4Mn-1
Gdy UCS<10 – odporność na PG, gdy UCS>30 – skłonność do PG
Skłonność ----
Odporność ---
Stale niskowęglowe
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 19
Ograniczenie skłonności:
¾ zmniejszenie odkształceń:
9 optymalny kształt rowka
9 optymalny rozkład spoin
¾ odsztywnienie złącza - podgrzewanie 150 ÷ 500°C
( z wyjątkiem stali Cr-Ni),
¾ ograniczenie szybkości spawania, energii liniowej,
¾ regulacja składu chemicznego MS (mało zanieczyszczeń,
dużo Mn, elektrody z otuliną zasadową)
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 20
PĘKANIE ZIMNE
PZ występuje w SWC lub metalu spoiny, w temperaturze poniżej
przemiany przechłodzonego austenitu (poniżej 300°C), pod wpływem
równocześnie występujących czynników:
9 struktury hartowniczej,
9 wodoru dyfundującego,
9 obciążenia złącza.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 21
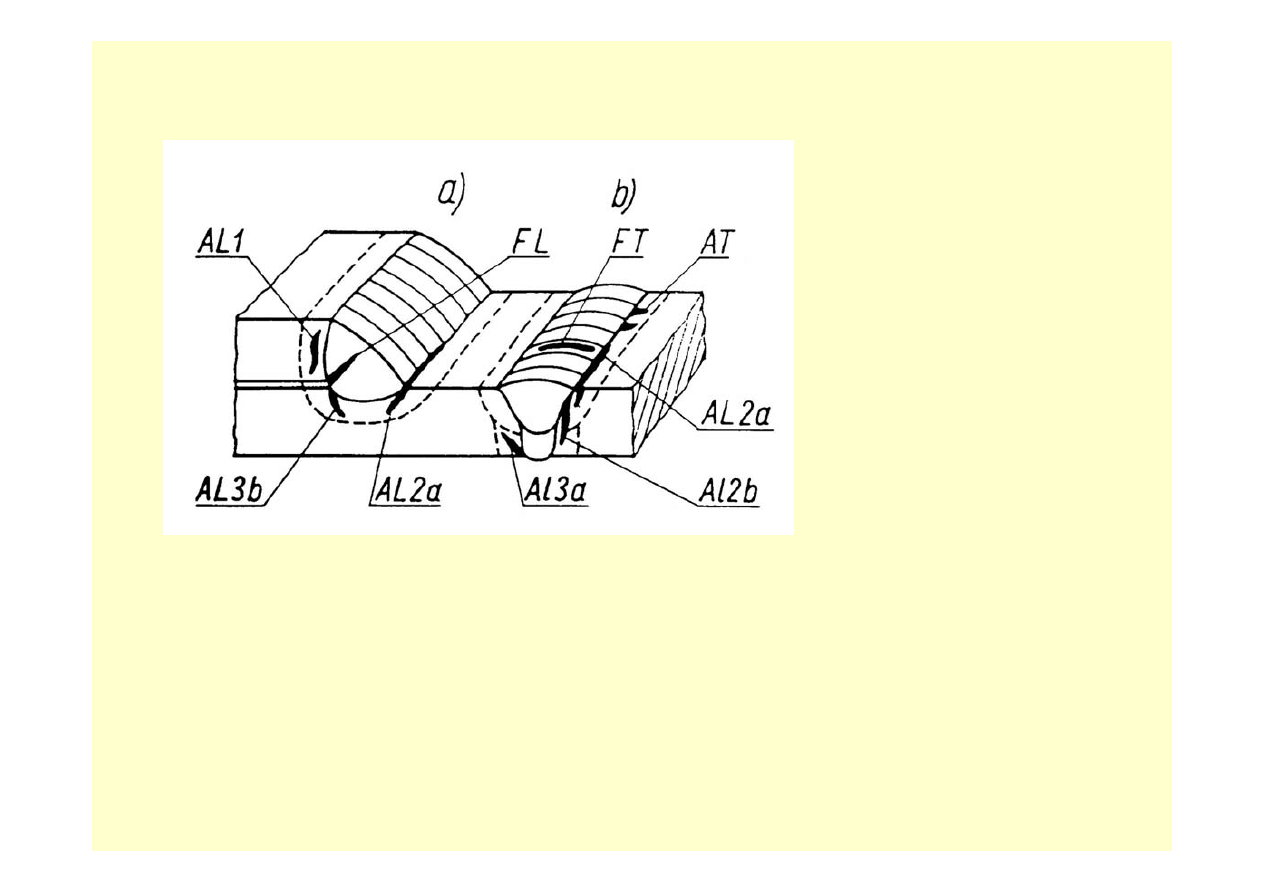
Rys. 1 . Obszary spoiny narażone
na występowanie pękania na
zimno: a) spoiny pachwinowej, b)
spoiny czołowej; A — w strefie
wpływu ciepła, F — w strefie
wtopienia, AL lub FL - pęknięcia
wzdłużne, AT lub FT — pęknięcia
poprzeczne, AL1 — pęknięcia
podspoinowe, AL2 — pęknięcia
na krawędzi nadlewu, AL3 —
pęknięcia grani spoiny.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 22
WPŁYW NAPRĘŻEŃ
Naprężenia w złączu:
¾ bezpośrednie (niemożliwe do uniknięcia):
9 nierównomierne nagrzewanie (rzędu I)
9 zachodzące przemiany (
γ Martenzyt, rzędu II),
¾ pośrednie (możliwe do uniknięcia) :
9 wynikające ze sztywności
¾ zewnętrzne:
9 działające na spawane złącze lub po jego wykonaniu
(np.: w czasie wykonywania złączy następnych)
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 23
WPŁYW STRUKTURY
PRZEMIANA Fe
γ =>Martenzyt w ograniczonej przestrzeni (między MR i MS) w SWC
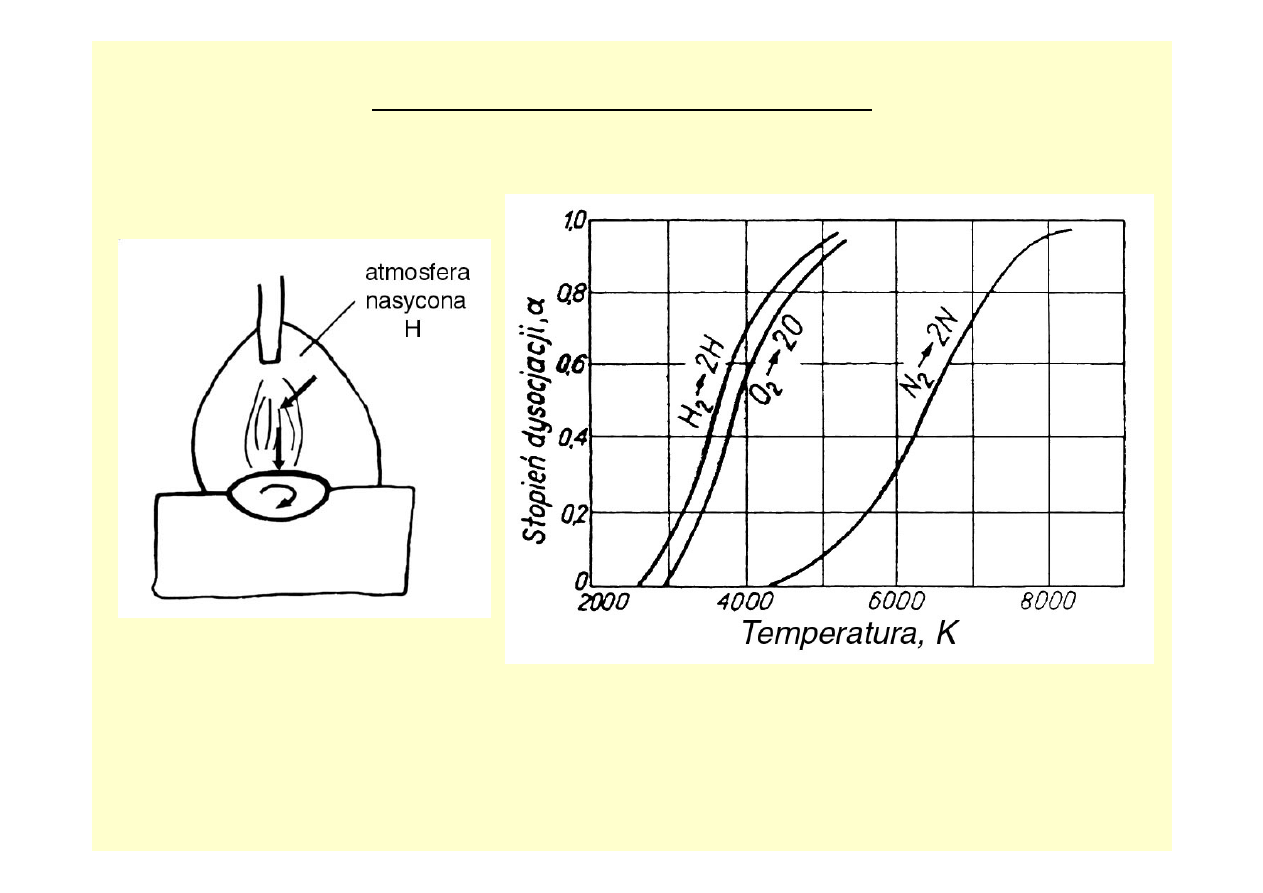
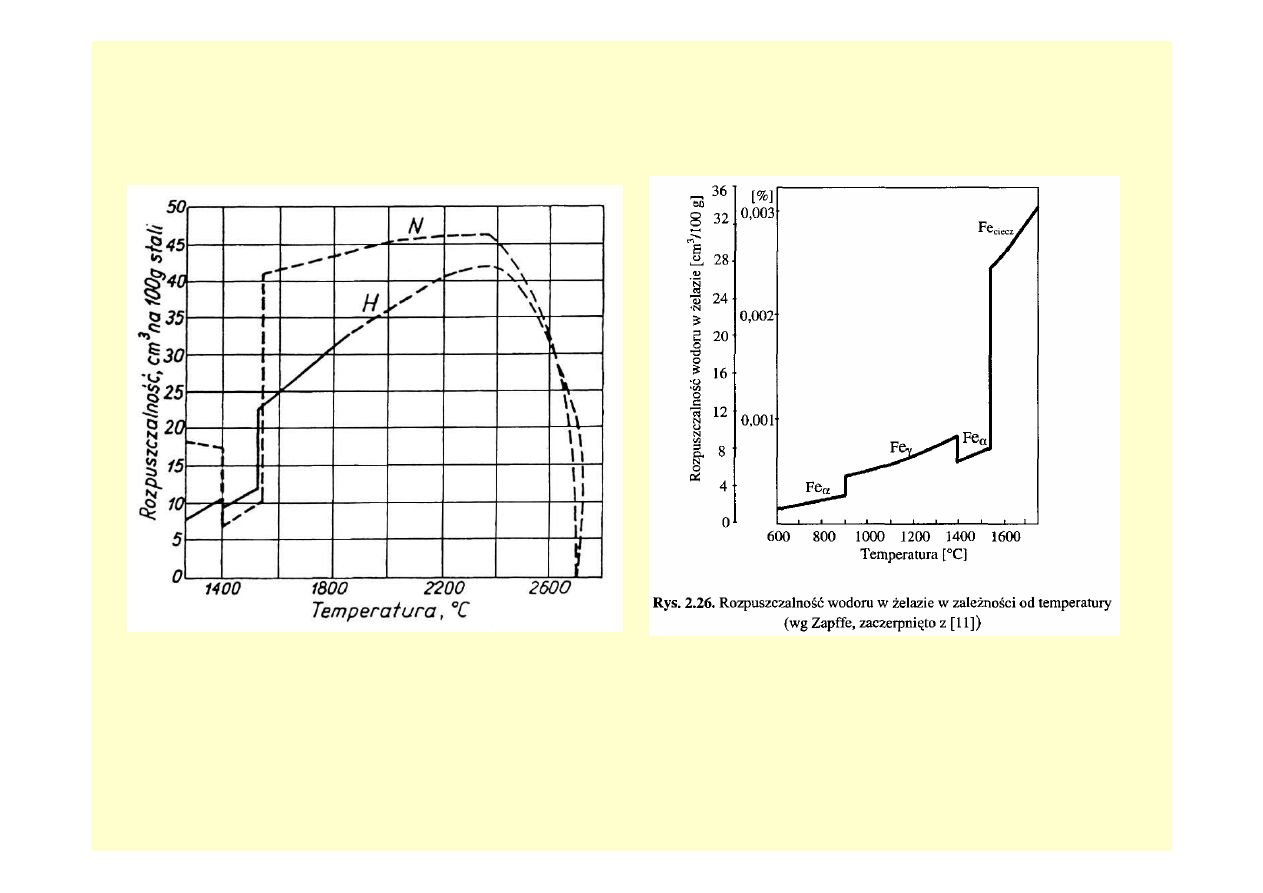
ROLA WODORU
Źródła wodoru:
9 rozpuszczony w MR, MD (otulina, topnik)
9 w związkach chemicznych otuliny, topnika
9 wilgoć na powierzchni MR
9 wilgoć w atmosferze łuku
9 rdza na powierzchni MR; MR
9 związki organiczne (smary, farby)
Wodór:
9 ATOMOWY (mała średnica atomu i łatwość dyfuzji)
9 CZĄSTECZKOWY
Najwięcej wodoru generują: elektrody otulone: kwaśne, rutylowe, celulozowe,
szczególnie wilgotne, zasadowe niesuszone, zanieczyszczone tłuszczami,
skorodowane, wilgotne topniki, zanieczyszczone spoiwa do metody MIG.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 24
WNIKANIE WODORU DO MS
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 25
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 26
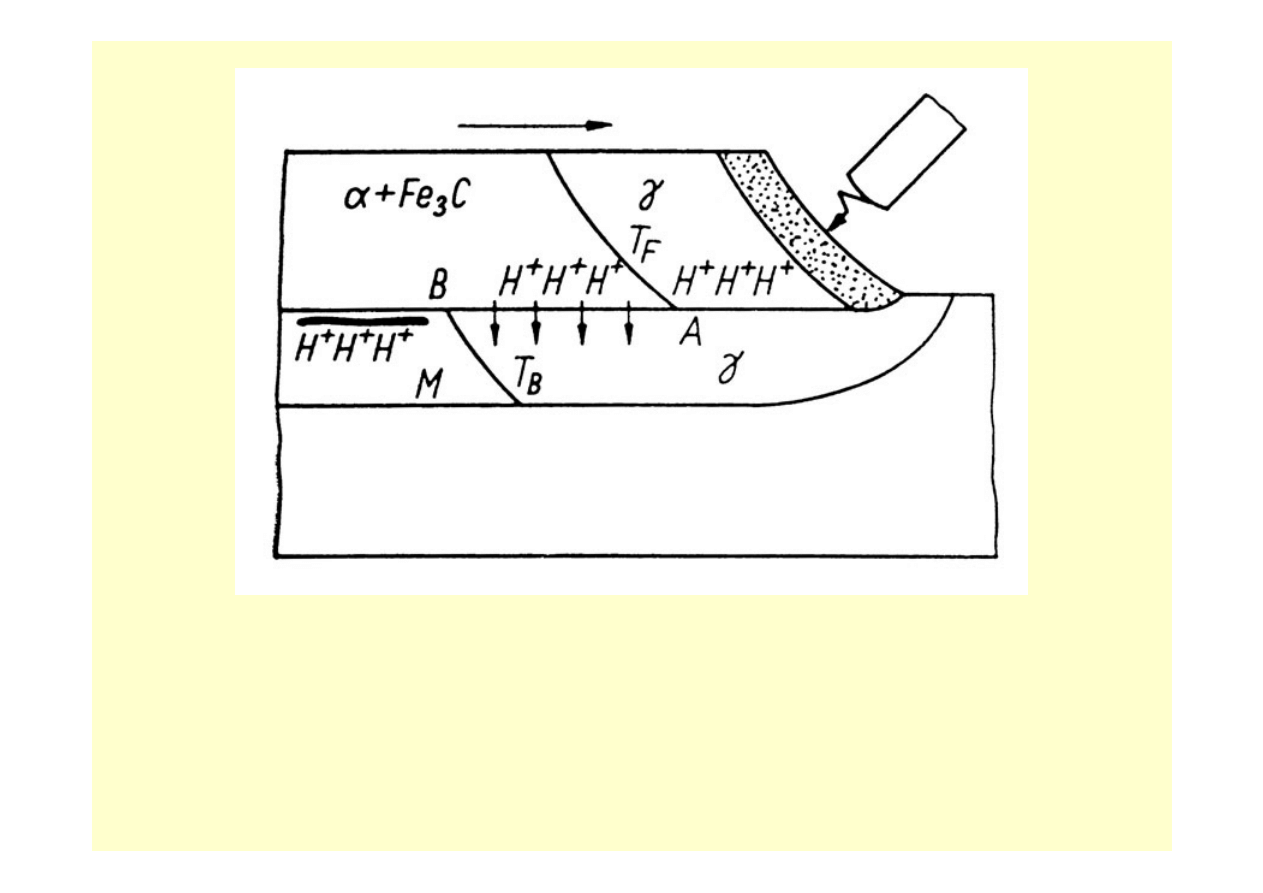
Rys. 5. Schematyczny obraz tworzenia się pęknięć w SWC na
skutek wydzielania się wodoru ze spoiny, w której przemiana
austenitu nastąpiła wcześniej niż przemiana w SWC.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 27
ODDZIAŁYWANIE WODORU NA METAL
¾ dyfuzja H do pustek (mała średnica atomu)
¾ rekombinacja H + H H
2
¾ powstanie wysokich ciśnień
¾ tworzenie mikro i makro pęknięć
¾ dyfuzja H do sieci krystalograficznej
¾ wywołanie naprężeń wewnętrznych III rzędu
¾ zwiększenie gęstości dyslokacji
¾ blokowanie poślizgów jako skutki odkształcania
1
°
2
°
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
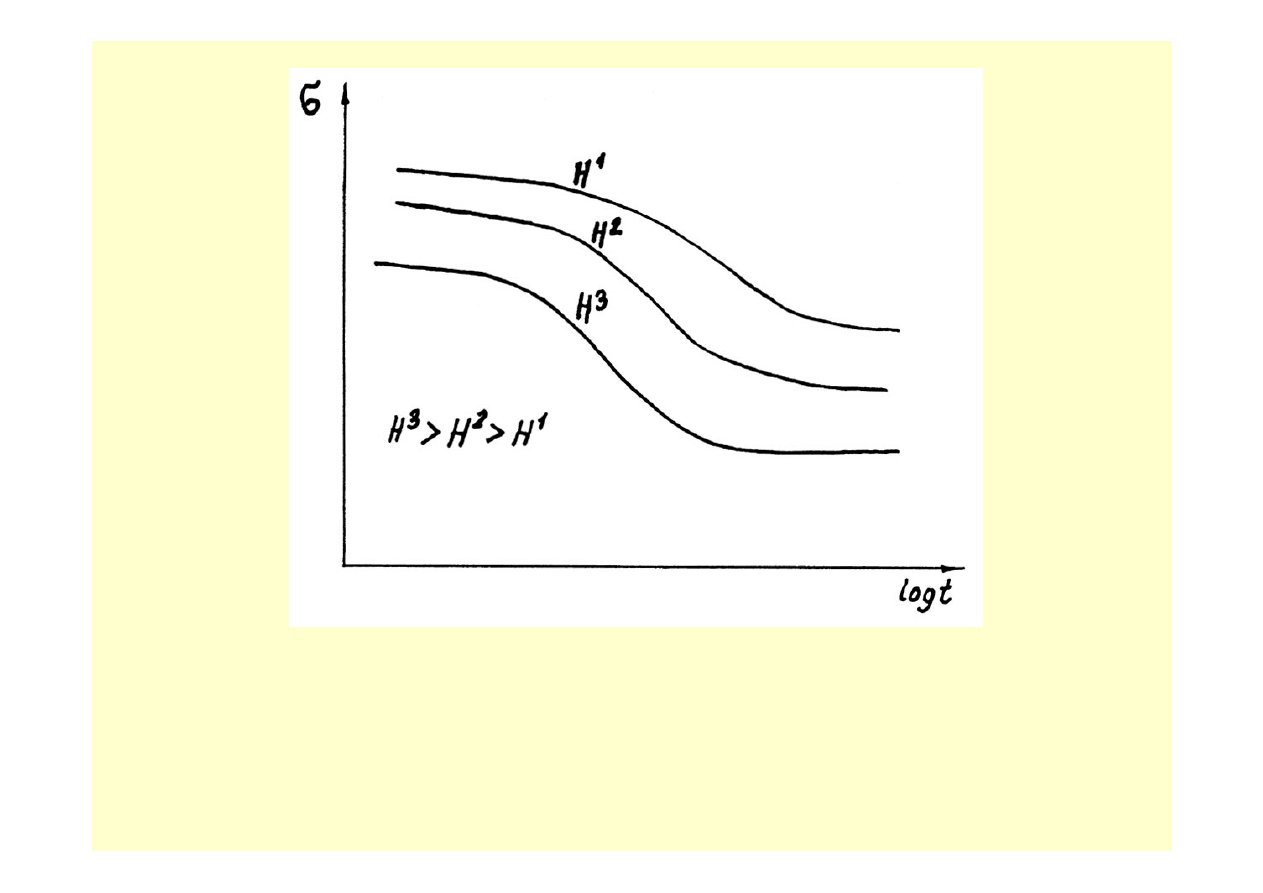
EWE III 2.9 28
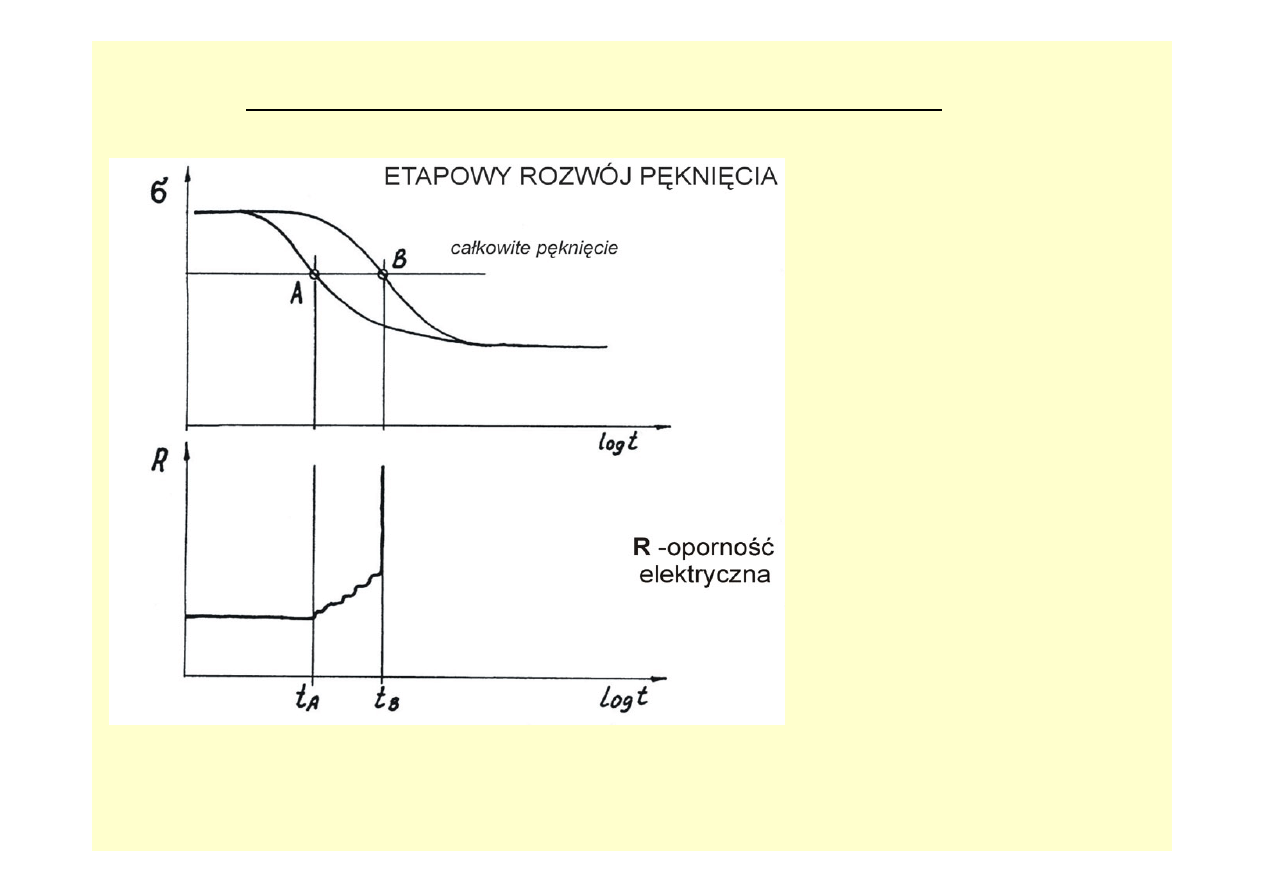
MECHANIZM PĘKANIA OPÓŹNIONEGO
Rys. 7. Zależność naprężeń
od czasu działania
obciążenia (a), oraz
oporności elektrycznej
metalu (b) w czasie pękania
opóźnionego.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 29
Rys. 8. Wpływ zawartości wodoru na warunki zaistnienia pękania zwłocznego.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 30
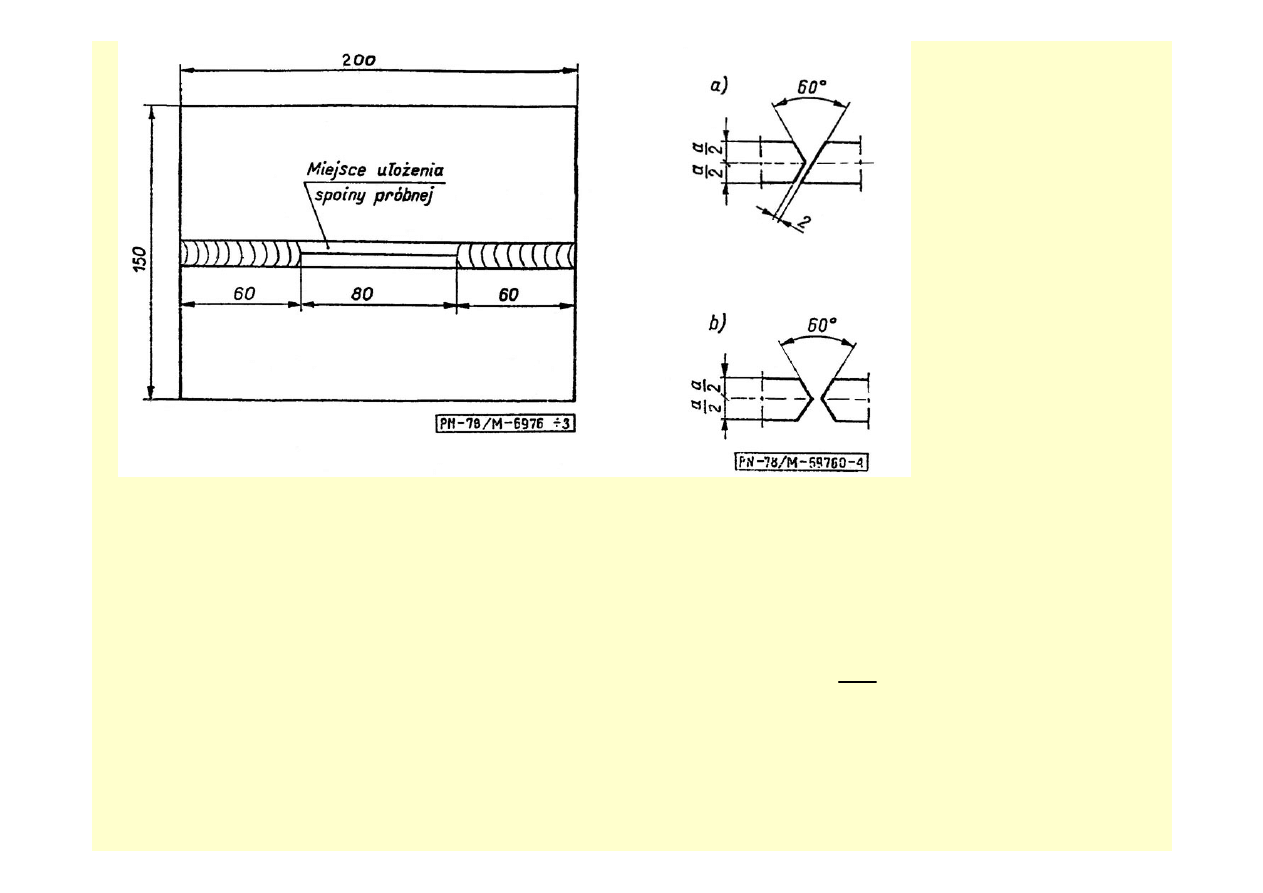
Próbka CTS.
Liczność: minimum 3 próbki
Wykrywanie PK: po 24 godz. Na zgładach metalograficznych
Kryteria: jakościowe – brak PK
Próby skłonności do pękania zimnego
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 31
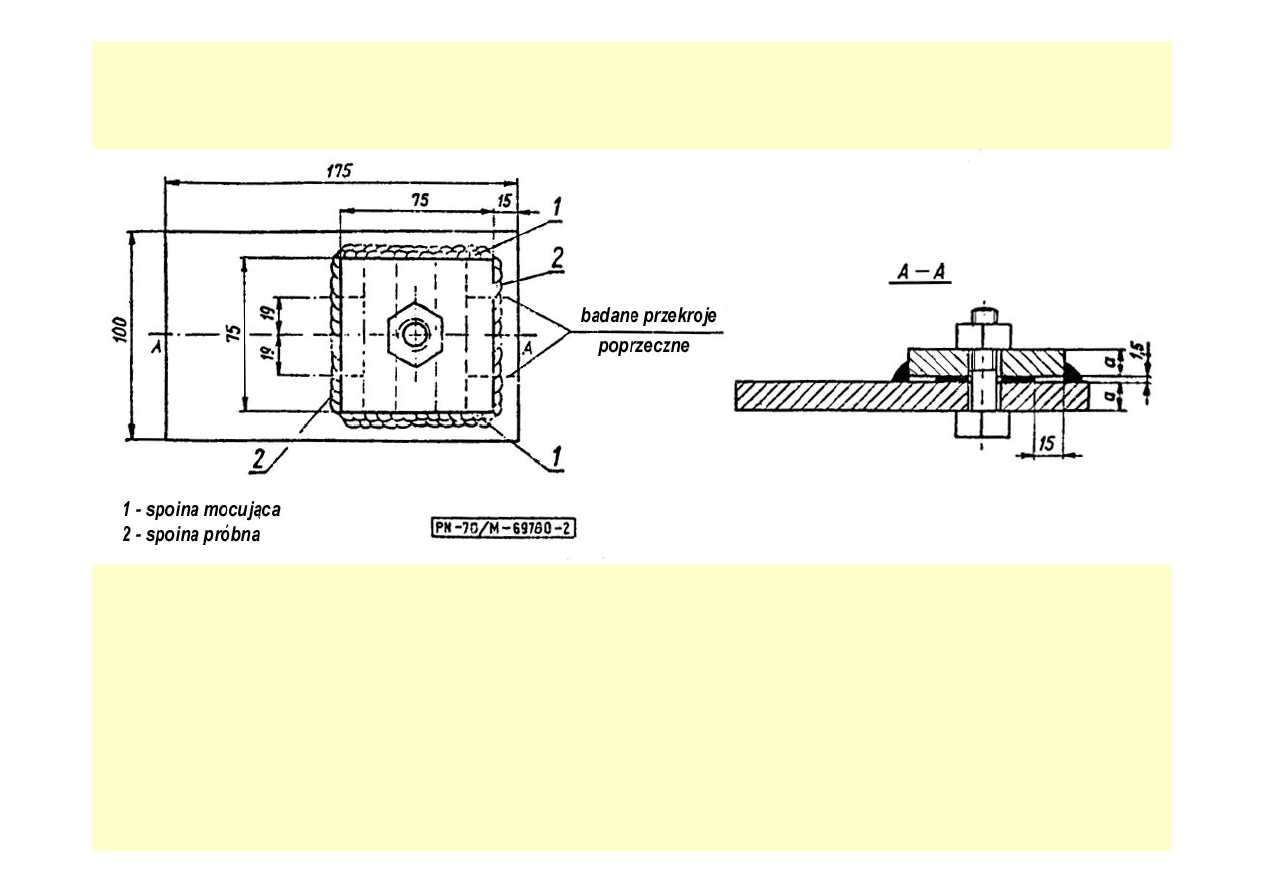
Próbka Tekken.
Liczność: minimum 3 próbki,
Wykrywanie PK: po 24 godz. lico – oględziny, penetrantem,
magnetycznie, metalograficznie
grań - metalograficznie
Kryteria: jakościowe – brak PK
porównawczo – ilościowe -
∑
=
L
L
S
f
f
100
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 32
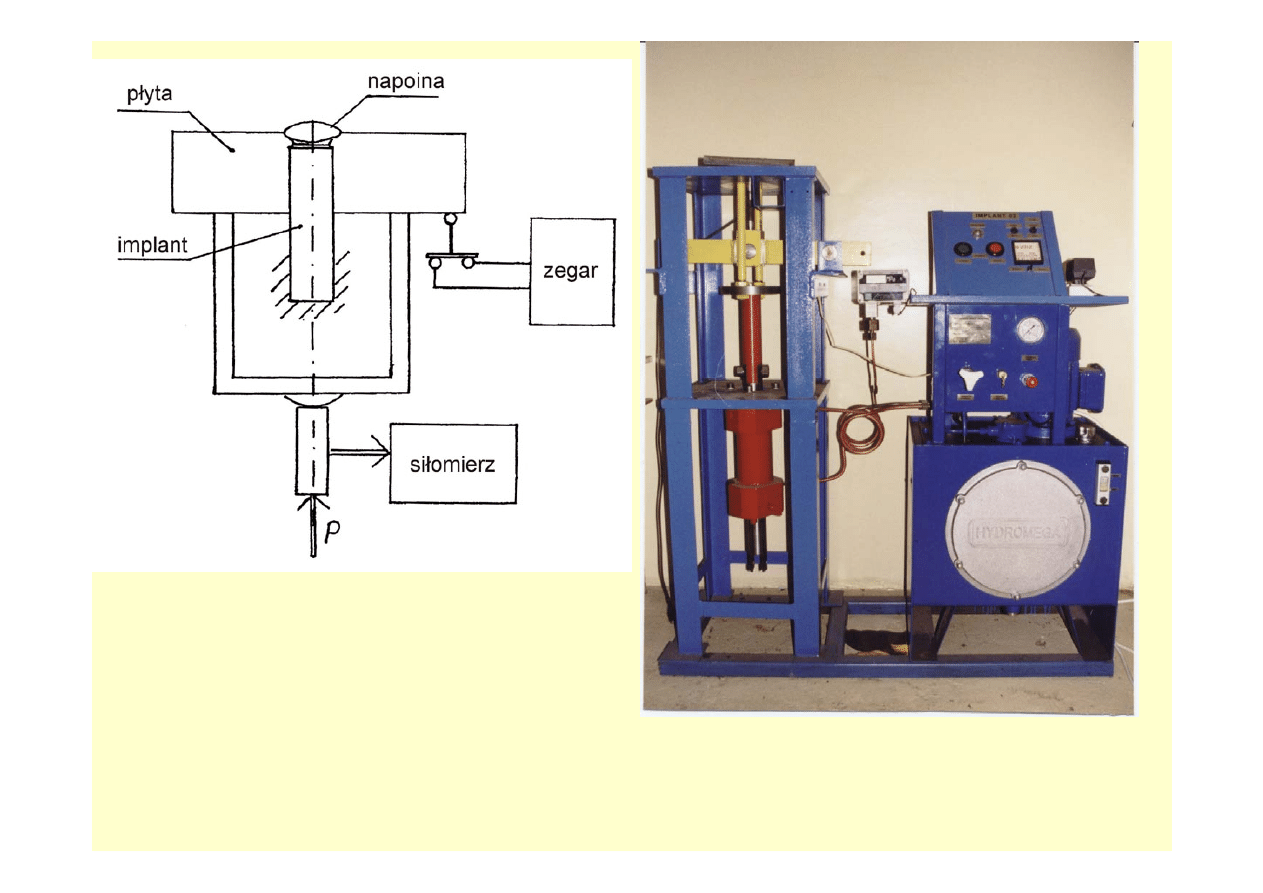
Schemat działania i widok stanowiska do badań metodą implant.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 33
Próbka kołkowa; a) z karbem śrubowym, b) z karbem kołowym.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 34
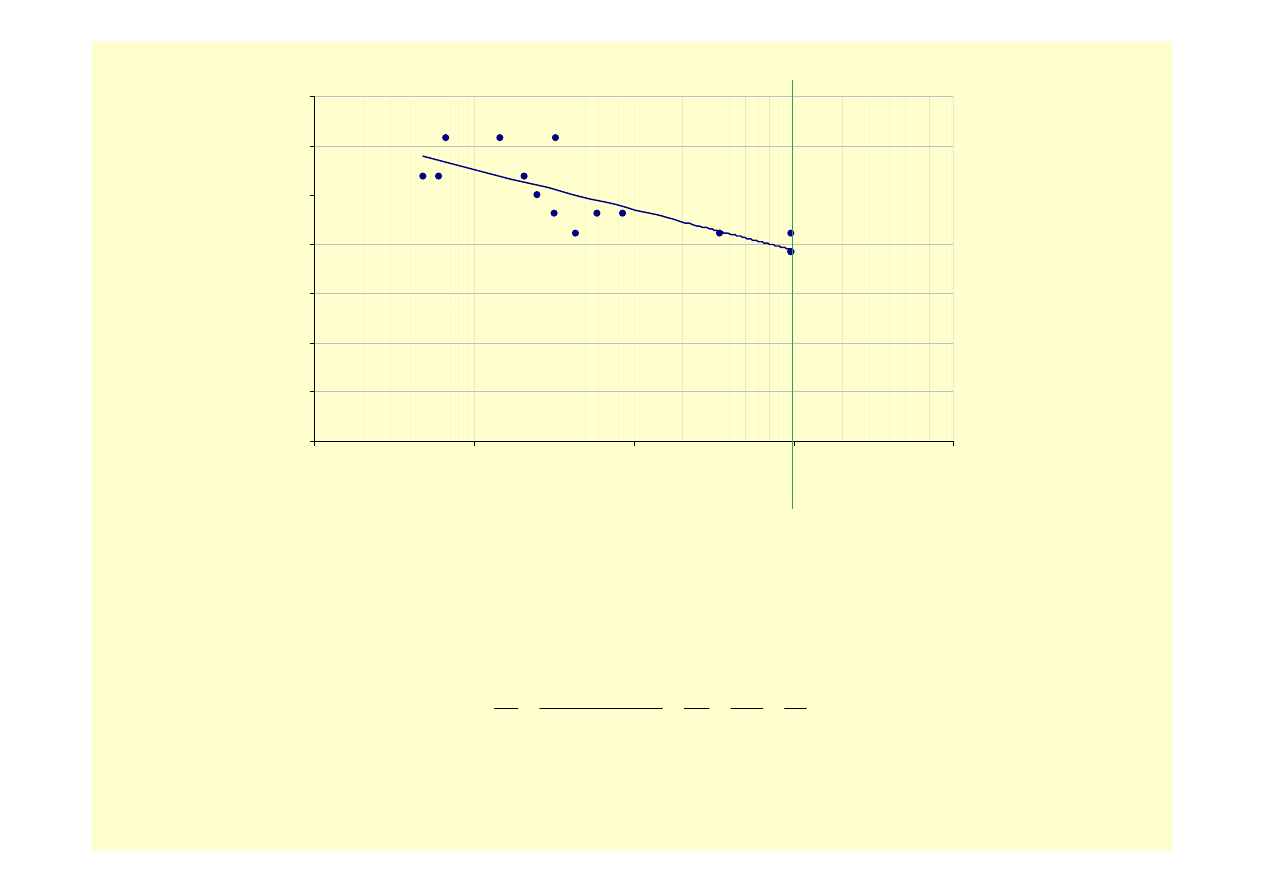
Wyniki prób implantacyjnych dla zawartości wodoru w stopiwie z elektrod EB 146 na poziomie 5,86 ml/100gFe.
0
100
200
300
400
500
600
700
1
10
100
1000
10000
czas [min]
napr
ęż
enia [MPa]
16 h
( )
(
)
)
10
65
,
1
75
,
1
1
lg
24
121
9
,
68
(
81
,
9
100
2
5
/
8
t
t
H
P
D
CM
imp
kr
⋅
⋅
+
⋅
+
+
⋅
−
⋅
−
⋅
=
−
σ
B
V
Mo
Ni
Cr
Cu
Mn
Si
C
P
CM
5
10
15
60
20
30
+
+
+
+
+
+
+
+
=
gdzie:
Wartość naprężenia krytycznego:
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 35
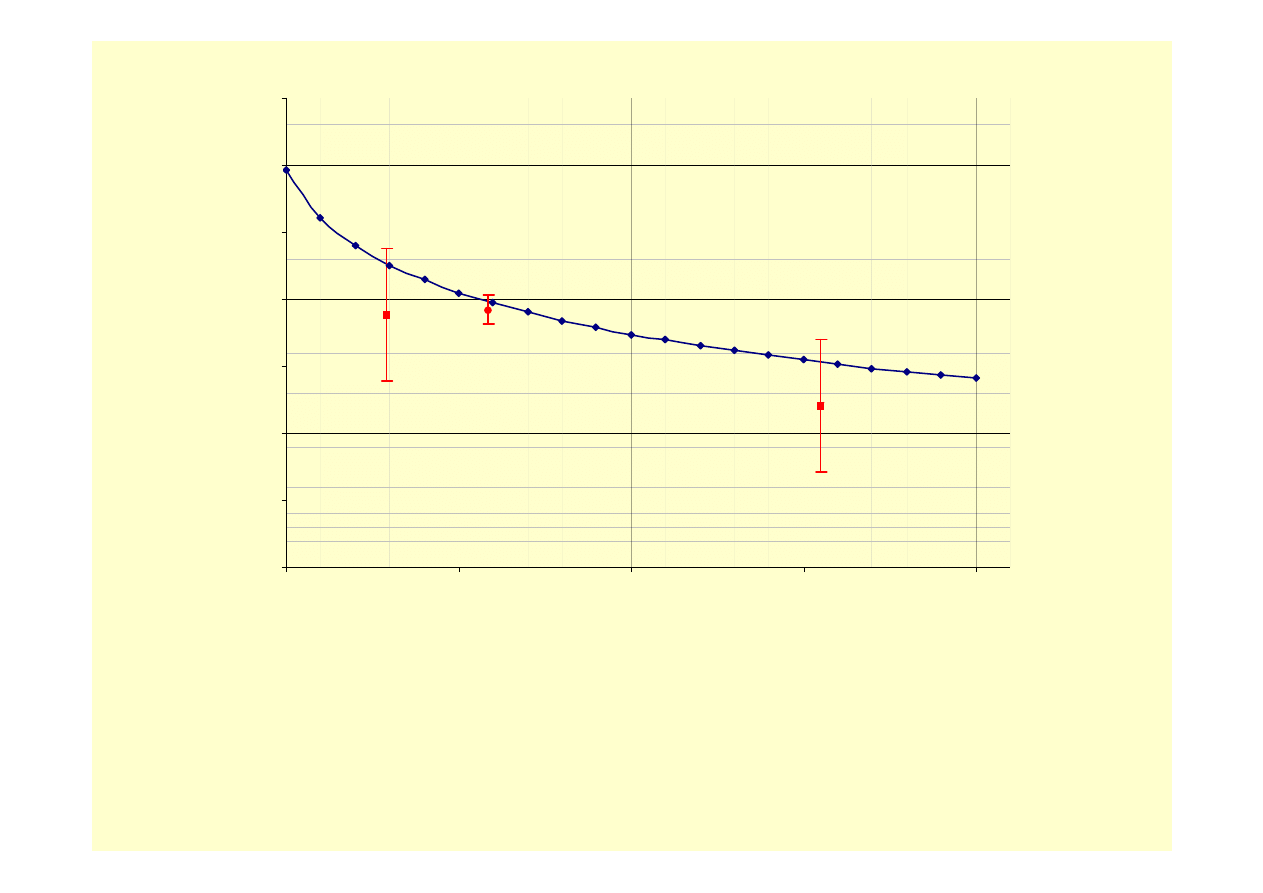
Zależność teoretycznie wyznaczonych naprężeń krytycznych od kolejnych założonych zawartości wodoru dyfundującego na podstawie wzoru.
Na wykres naniesione zostały również wartości otrzymane z wykonywanych doświadczeń (punkty koloru czerwonego). Elektrody EB 146.
593
522
480
45
1
428
409
394
380
36
8
357 34
7
339 330 323
316 309 303
297 292 28
6
281
241
377
384
0
100
200
300
400
500
600
700
0
5
10
15
20
zawartość wodoru ml/100gFe
Napr
ęż
enia krytyczne MPa
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 36
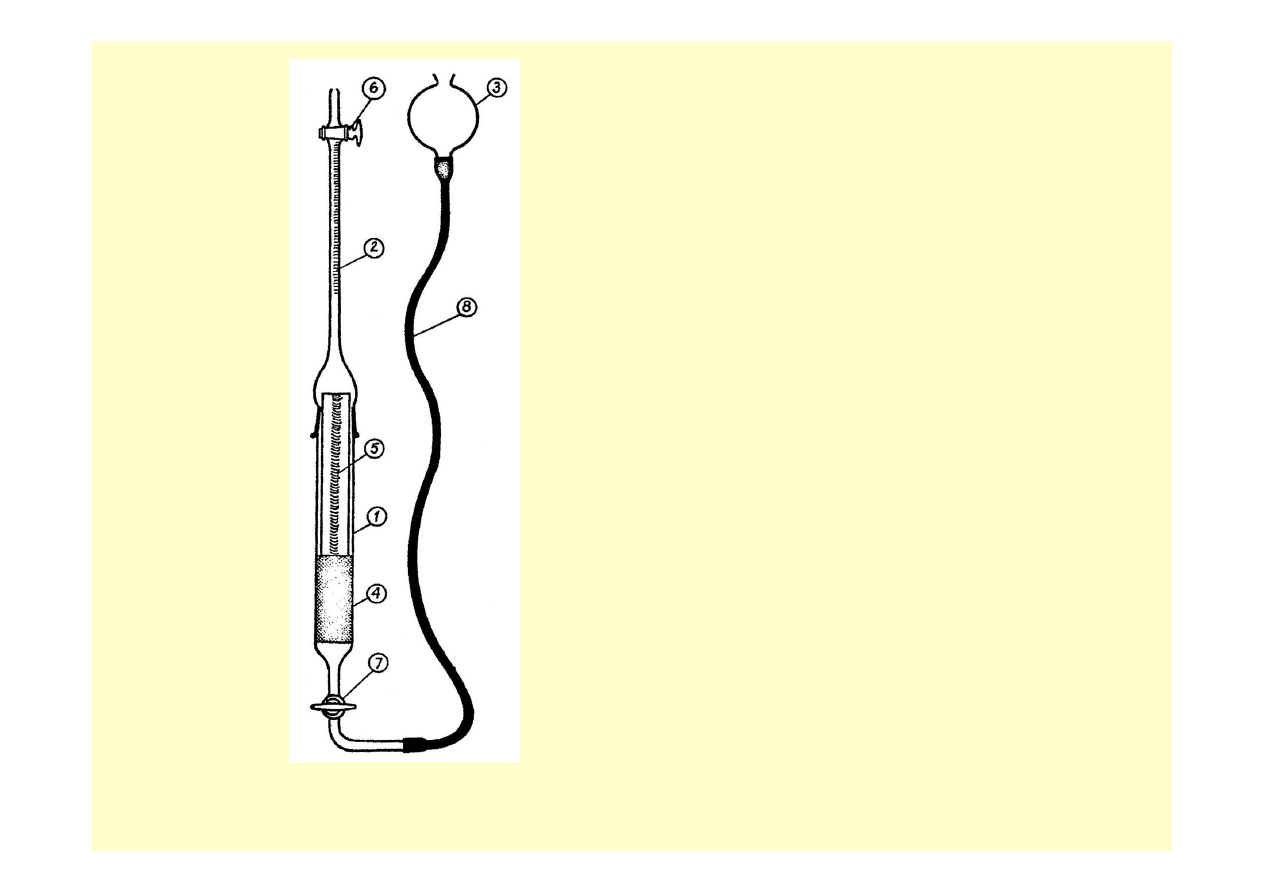
Aparatura do oznaczania wodoru
rozpuszczonego (metoda glicerynowa).
1.
Naczynie walcowe ze szlifem.
2.
Biureta gazowa ze szlifem.
3.
Naczynie równoważące napełnione
roztworem gliceryny i spirytusu,
4.
Poduszka gumowa.
5.
Próbka
6.
Górny kurek jednodrożny.
7.
Dolny kurek jednodrożny.
8.
Wąż gumowy.
Oznaczanie wodoru dyfundującego:
-metod rtęciowa,
-metoda glicerynowa.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 37
Obniżenie zawartości wodoru dyfundującego uzyskuje się poprzez zastosowanie procesów
niskowodorowych:
-MAG – tlen w łuku obniża zawartość wodoru do około 0,5 mlH/100gFe,
-Spawanie automatyczne pod zasadowym topnikiem (wysuszonym) – około 2,5mlH/100gFe,
-Spawanie elektrodami otulonymi zasadowymi – wysuszonymi <5mlH/100gFe.
Spawanie innymi elektrodami daje znacznie większe ilości wodoru w stopiwie:
Około 15 – 30ml/100gFe dla otuliny kwaśnej, rutylowej lub zasadowej niewysuszonej.
Niedopuszczalne jest spawanie elementów mokrych, w czasie opadów lub w czasie mgły.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 38
PĘKANIE ZIMNE -szacowanie skłonności
Dla stali niskowęglowych i niskostopowych:
-metody w EN1011 – patrz temat 2.8)
-Metoda Ito-Besseyo:
To= 1440 Pw - 392 [C]
600
60
40000
60
h
Hd
Pcm
R
Hd
Pcm
Pw
fy
+
+
=
+
+
=
h
R
fy
70
≈
B
V
Mo
Ni
Cr
Cu
Mn
Si
C
Pcm
5
10
15
60
20
30
+
+
+
+
+
+
+
+
=
Rfy=70h dla h < 40 mm h - grubość
Rfy=2800 dla h ≥ 40mm
To ≤ 20 C - odporność na PZ
To =20 - 100 C - częściowa skłonność
To ≥ 100 C - skłonność do FZ
Ograniczenia:
C=0,07 do 0,22%; Mn=0,4 do l,4%;
Si=0,0 do 0,6%
Nb=0,0 do 0,04%; B=0,0 do 0,005%;
Hd=l do 5 cm
3
/100g;
ql=17 do 30 kJ/cm h=10 - 50mm
R
fy
=naprężenia skurczowe [kG/mm
2
]
= 500 - 2800 kG/mm
2
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 39
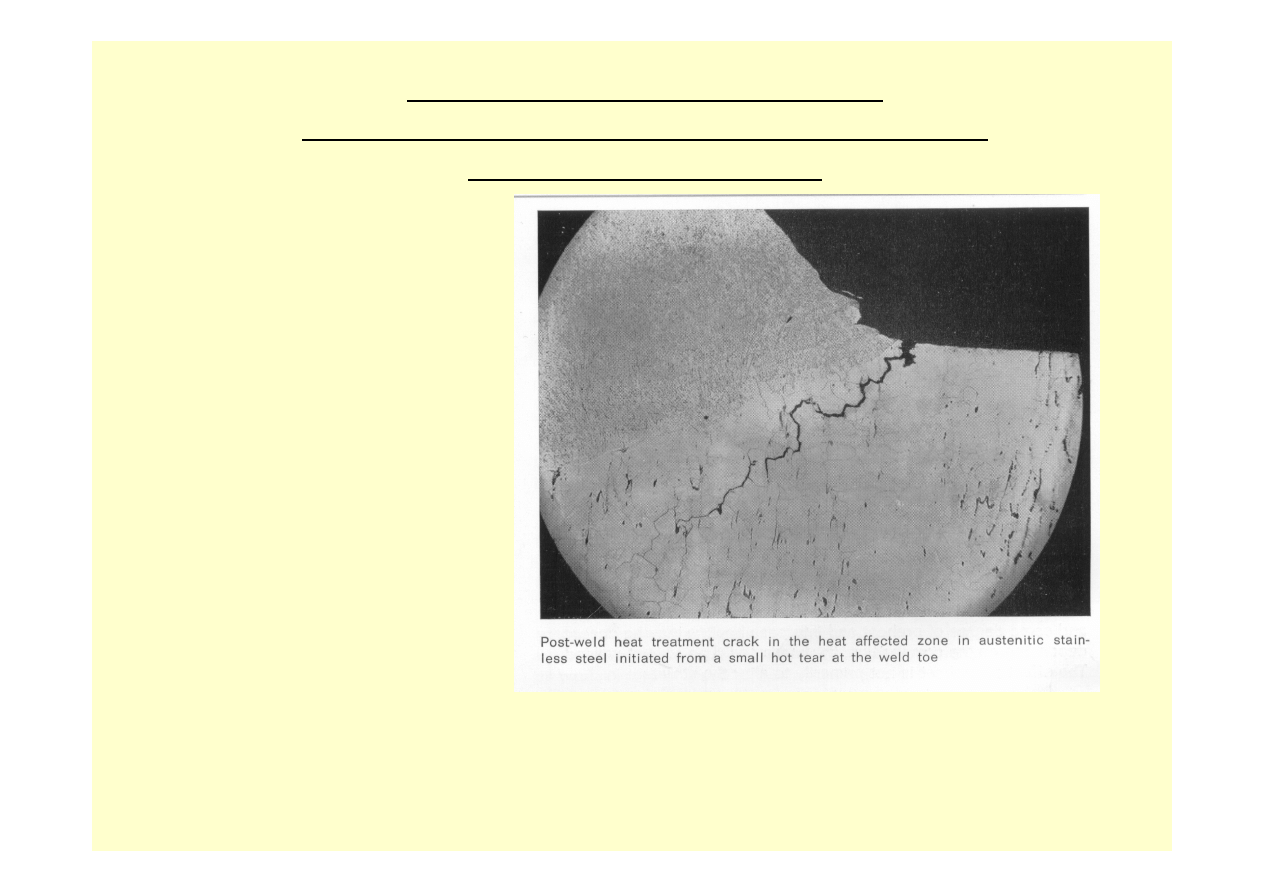
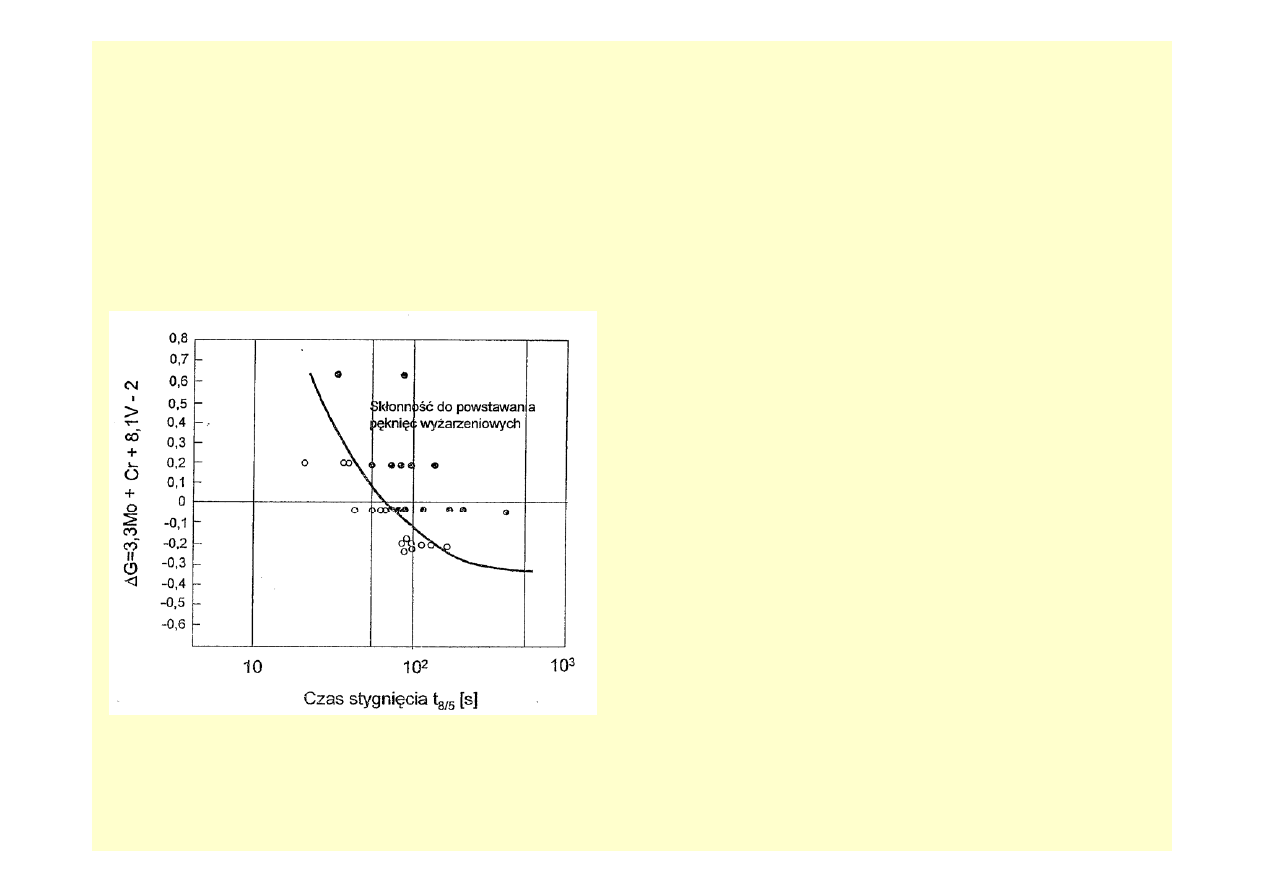
SKŁONNOŚĆ DO PĘKANIA
RELAKSACYJNEGO (PO POWTÓRNYM
NAGRZEWANIU) PR
G=Cr+3,3Mo+8,1V-2
G ≥ 0 skłonność do PR wg Nakamury
G < 0 odporność na PR
Czynniki:
- Naprężenia wewnętrzne,
- Struktura o grubym ziarnie,
- Obecność struktur przesyconych (M, B, A),
- Skład chemiczny:
-węglikotwórcze (Cr, Mo, V)
-śladowe (Cu, Sn, P, S, As, Sb)
Powstaje najczęściej w czasie
odprężania, w gruboziarnistym obszarze
SWC. Przełom międzykrystaliczny.
Przyczyna: koncentracja odkształceń
wzdłuż granic ziaren wskutek
umocnienia wewnątrz ziaren przez
węgliki wydzielające się podczas
obróbki cieplnej.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 40
Sposoby zapobiegania powstawaniu pęknięć
relaksacyjnych (PR):
-ograniczyć rozrost ziaren w SWC – spawanie z niską
energią liniową,
-usunąć karby za pomocą szlifowania przed obróbką
cieplną złącza,
-stosować odprężanie dwustopniowe:
-powolne nagrzewanie (do 100
o
C/h, 1-2 godz.) do 250-
300
o
C,
-spawanie,
-nagrzewanie (80-100
o
C/h, 1godz.) do 500
o
C, w której
następuje relaksacja naprężeń,
-nagrzewanie z szybkością 400-480
o
C do temperatury
wyżarzania (710
o
C, t=2min/mm, min. 1,5godz.),
-chłodzenie do 300
o
C (80-100
o
C/h), potem na
swobodnym powietrzu.
wg Ito
Psr=Cr+Cu+2Mo+10V+7Nb+5Ti-2
dla 0,1-0,25%C, 0-1,5%Cr, 0-0,2%Mo, 0-0,1%Cu, 0-0,15%V
skłonność do PR gdy Psr>0
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 41
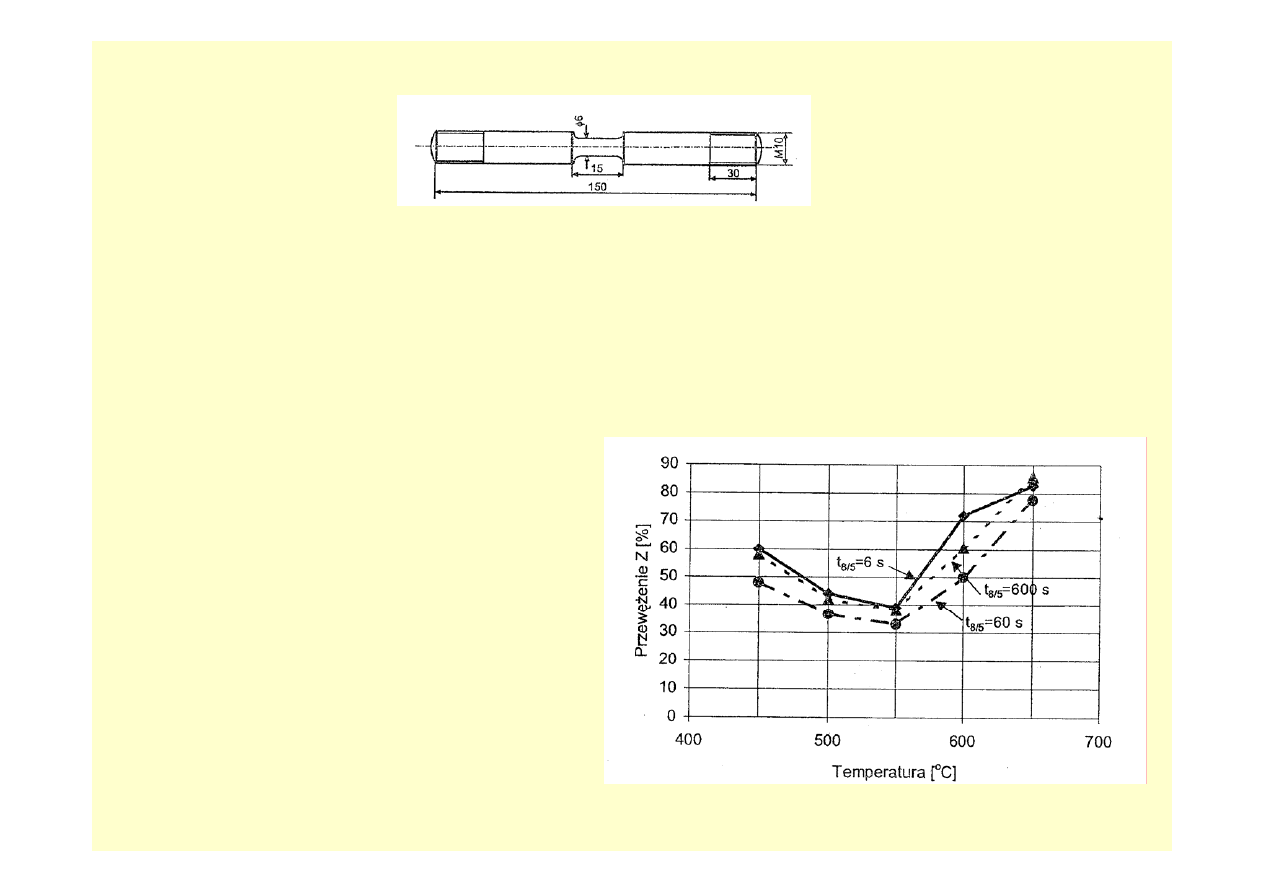
Próbki do badań skłonności do PR – najczęściej Vinckiera
Próbki poddaje się:
-symulacji cyklem cieplnym z Tmax=1250-1350C,
-Nagrzewaniu do T obróbki cieplnej,
-Rozciąganiu, do zerwania z szybkością
0,5mm/min (około 30minut)
Przykład wyników dla stali 9Cr-1Mo-NbV
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 42
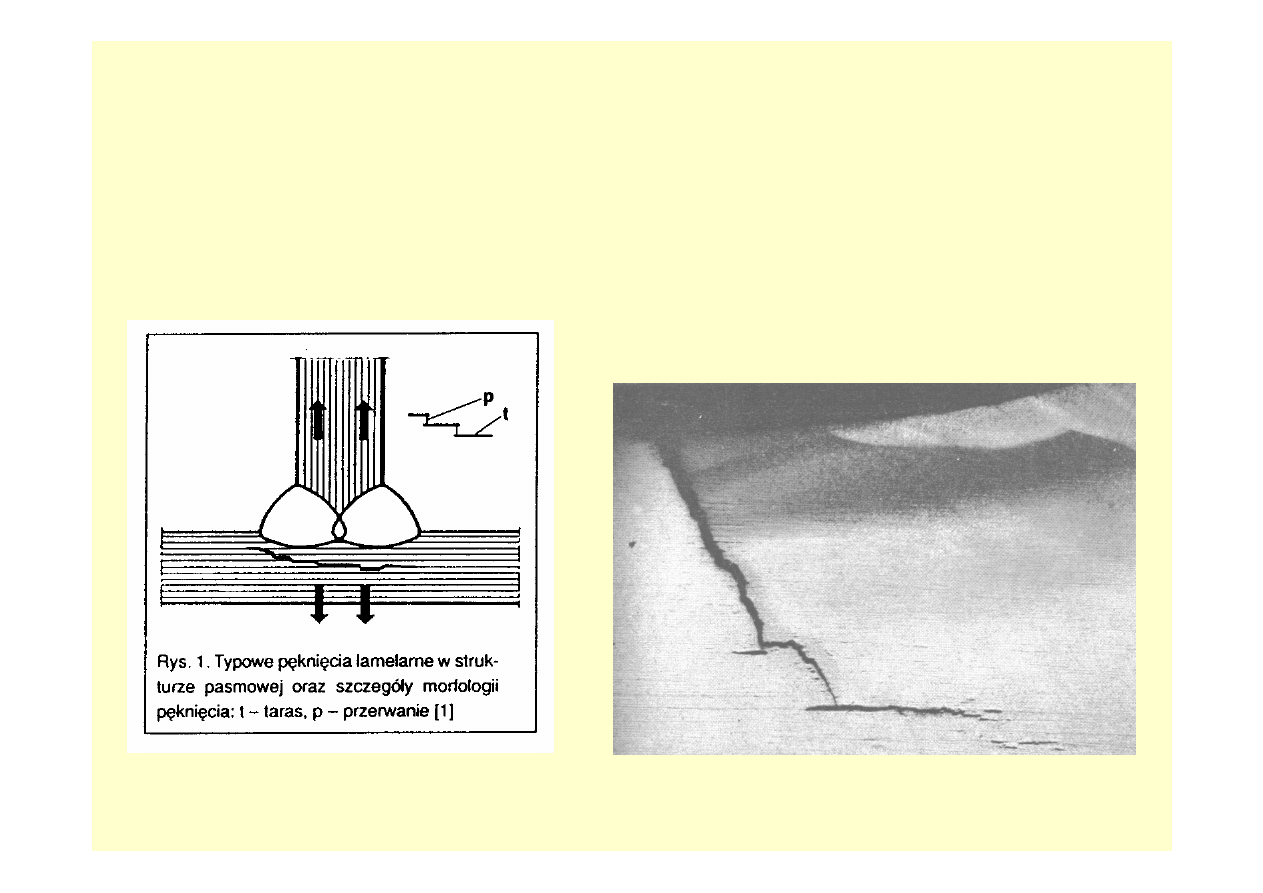
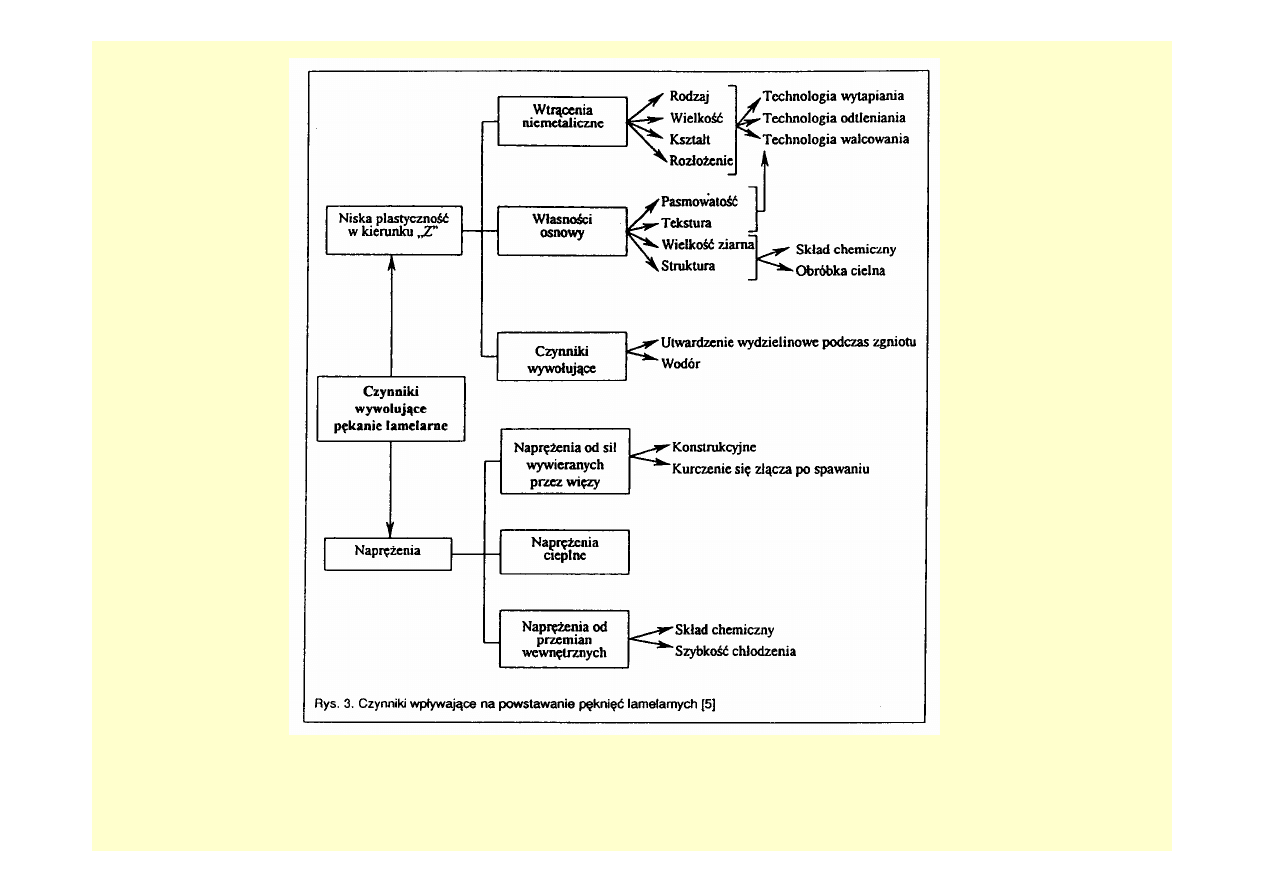
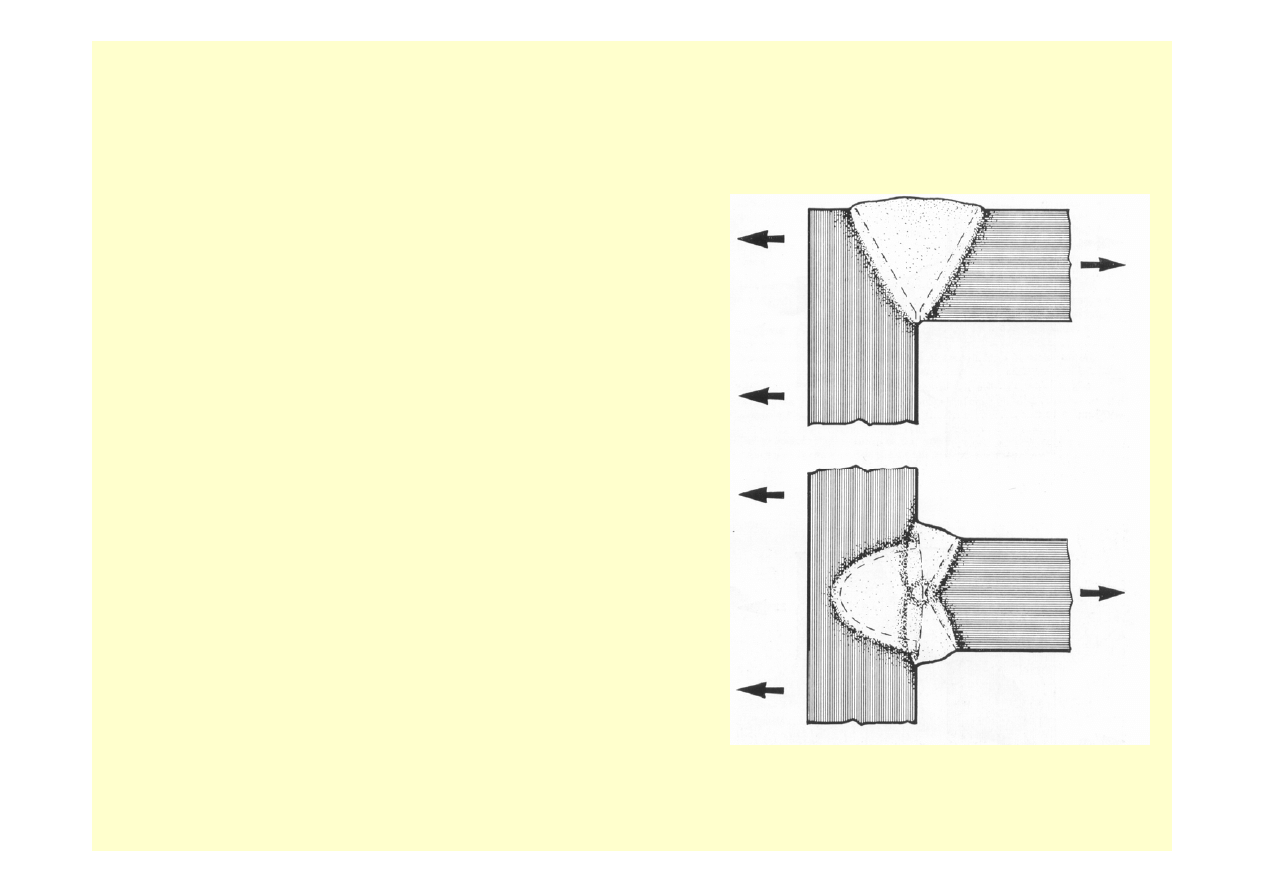
PĘKANIE LAMELARNE PL
(rozdarcie, dające strukturę warstwową, tarasową)
Związane jest z jakością stali, głównie istnieniem w niej
pasmowych wtrąceń, najczęściej siarczkowych o kierunku zgodnym
z kierunkiem walcowania.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 43
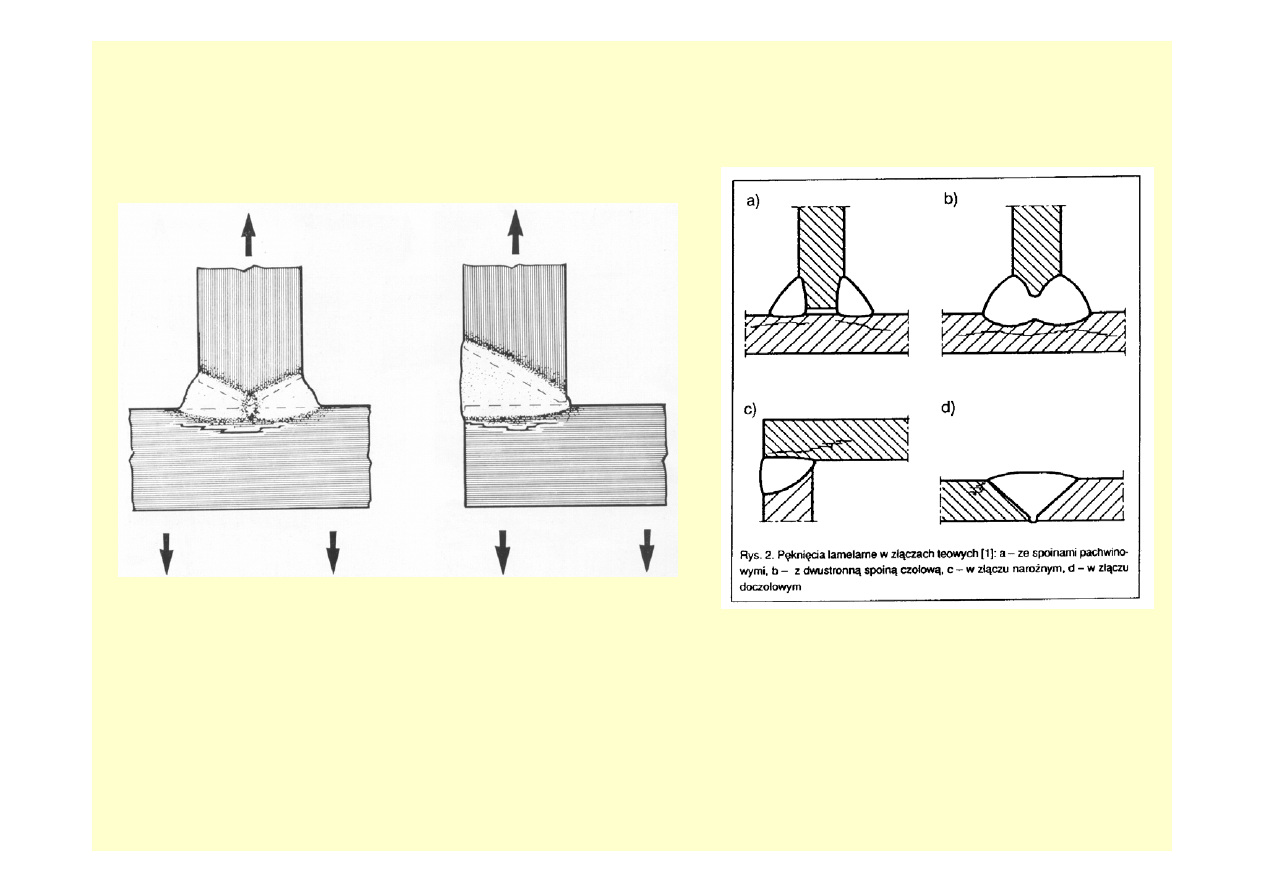
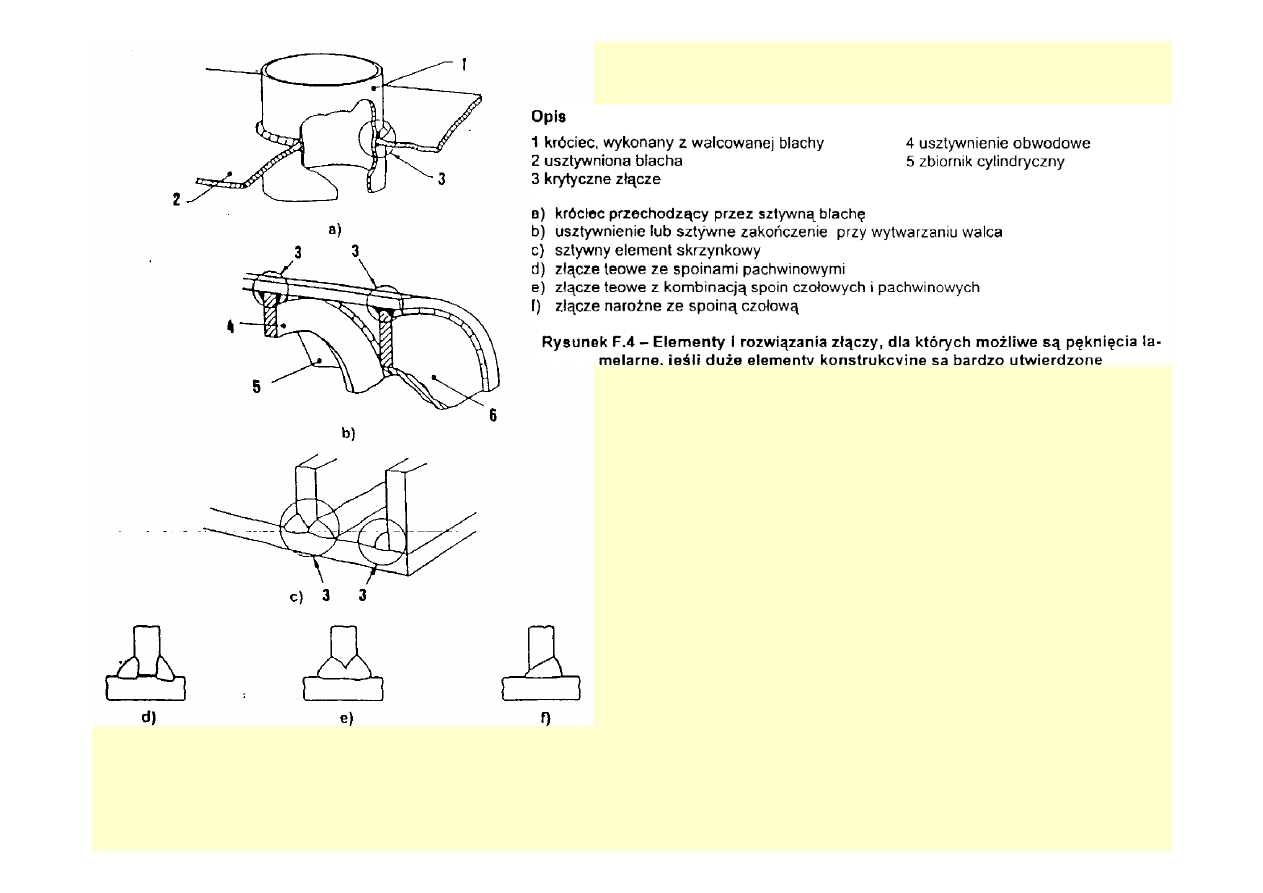
Przykłady występowania PL
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 44
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 45
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 46
Czynniki:
¾ naprężenia:
własne - cieplne
- strukturalne
- reakcje od utwierdzeń
działające w kierunku grubości (Z)
¾ metalurgiczne:
zanieczyszczenia niemetaliczne obniżające
plastyczność w kierunku osi z,
(tlenki, siarczki rozwalcowane w procesie
wytwarzania)
¾technologiczne
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 47
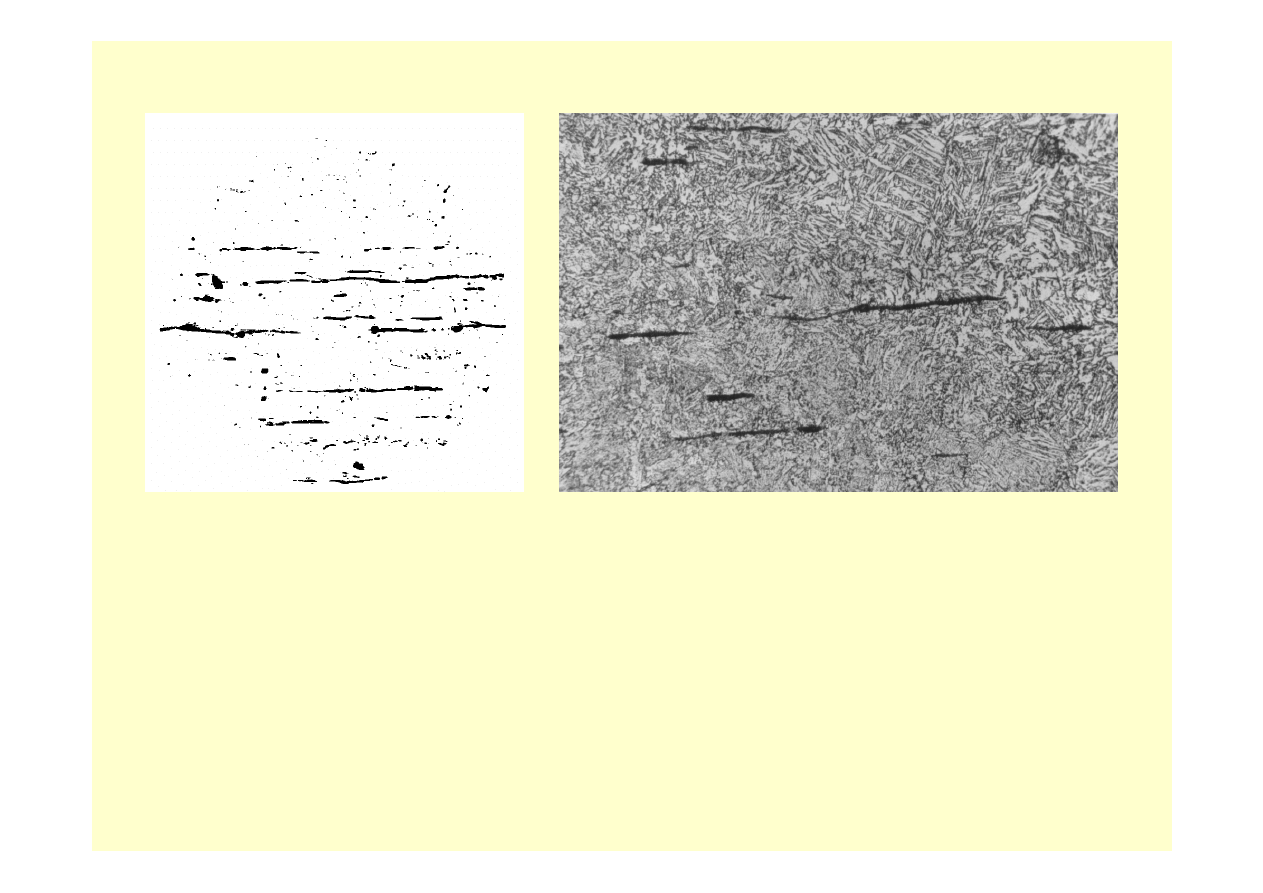
wtrącenia niemetaliczne na
stalowym zgładzie nietrawionym
wtrącenia niemetaliczne siarczkowe w SWC złącza
spawanego. Zgład trawiony Nitalem pow. X200.
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 48
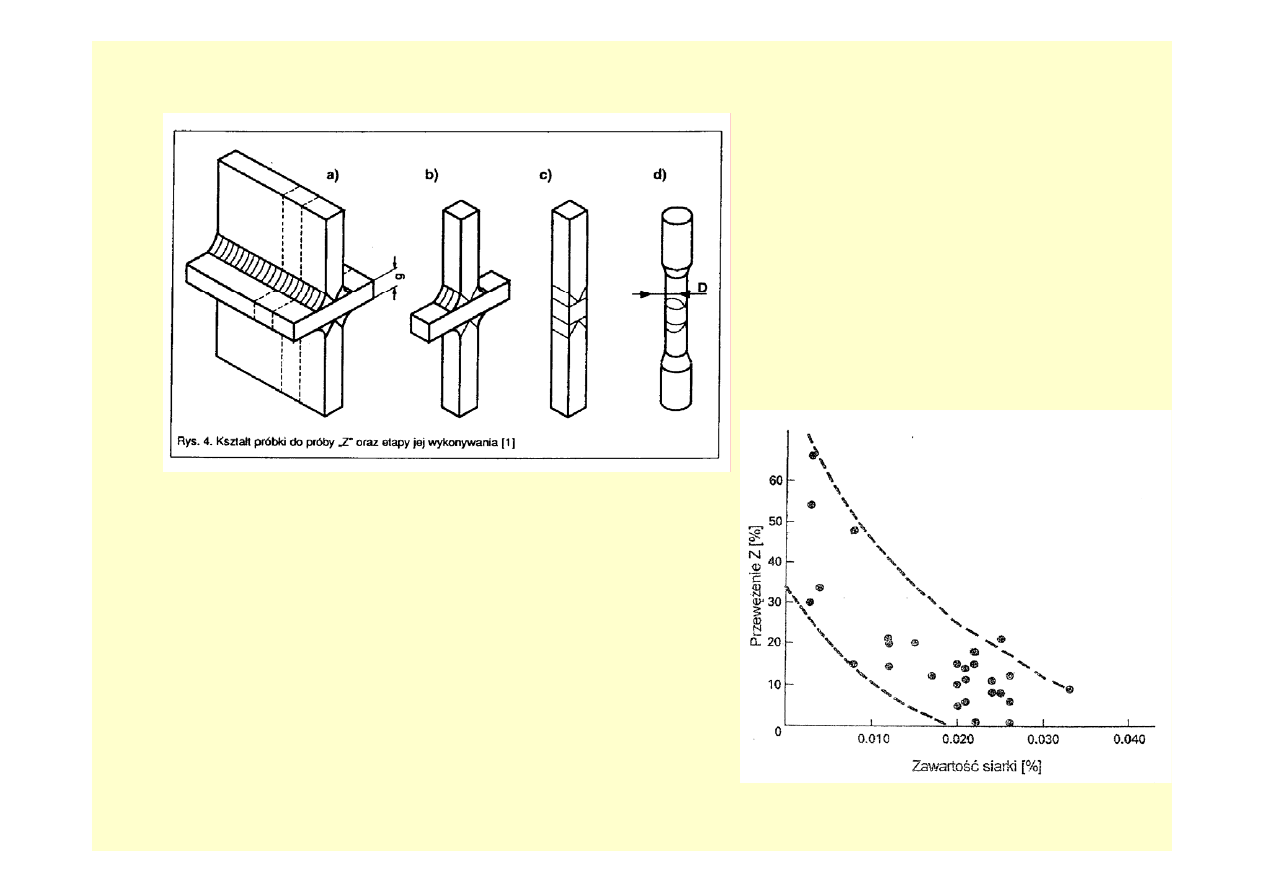
Najprostszy wskaźnik – próba Z (EN 10164)
klasa jakości
Z 15
Z 25
Z 35
minimalne
przewężenie
z 3 próbek
15%
25%
35%
minimalne
przewężenie
pojedynczej próbki
12%
15%
25%
Przewężenie w kierunku Z = STRA
(Short Transverse Reduction of
Area) zależy od zawartości
zanieczyszczeń, głównie Siarki.
Dla blach o grubości 12,5 do
50mm:
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 49
Ogólne zalecenia stosowania odpowiedniej klasy wytrzymałości stali w kierunku grubości:
Z>25%
- prawdopodobnie w każdym przypadku złącze będzie pozbawione PL,
Z około 20%
- ryzyko PL w silnie obciążonych złączach (węzłowych),
Z około 15%
-ryzyko PL w silnie obciążonych złączach (stopy słupów skrzynkowych),
Z około 10%
-ryzyko PL w słabo obciążonych złączach teowych (teowniki spawane)
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 50
Wskaźniki odporności na PĘKANIE LAMELARNE
PL powstają w SWC lub materiale rodzimym pod wpływem obciążenia
działającego w kierunku grubości spawanych elementów wykazujących
teksturę.
S
Hd
Pcm
Pl
6
60
+
+
=
Pl ≤ 0,40 - odporność na PL
Pl > 0,40 - skłonność do PL
7000
60
L
Hd
Pcm
Pl
+
+
=
L - całkowita długość matowych wtrąceń w µm/mm
2
Pl ≤ 0,35 - odporność na PL
Pl > 0,35 - skłonność do PL
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 51
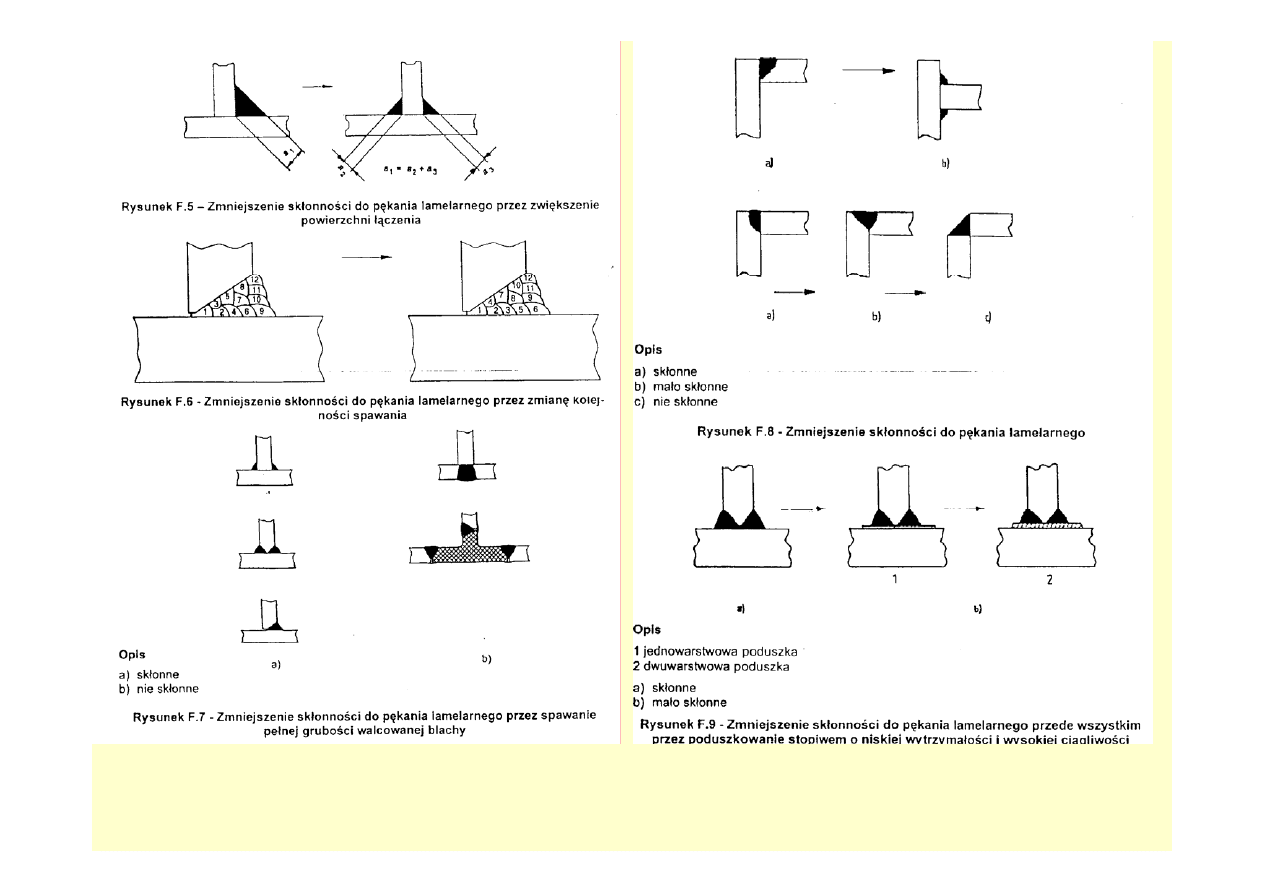
Sposoby zapobiegania:
1.
stosować blachy o odpowiedniej klasie
odporności Z,
2.
stosować spoiwo dające stopiwo o małej R
e
i
dużym A
5
3.
stosować procesy niskowodorowe (elektrody
zasadowe, niskowodorowe, MAG)
4.
zbadać ultradźwiękowo elementy przed
spawaniem na rozwarstwienia
5.
stosować buforowanie (stopiwo Cr-Ni)
6. ograniczyć grubość spoin, ilość ściegów,
stosować symetryczne układanie ściegów w
spoinach symetrycznych,
7. stosować odpowiednią konstrukcję połączenia
spawanego
Wydział Mechaniczny PG
KTMM i Spawalnictwa
Mater. I ich zach. przy spawaniu dr inż. Tomasz Kozak
EWE III 2.9 52
Document Outline
Wyszukiwarka
Podobne podstrony:
Cw 11 Zjawisko Indukcji Elektromagnetycznej
11 Zjawiska i formy krasowe
15. Zjawisko Halla, studia, semestr II, SEMESTR 2 PRZYDATNE (od Klaudii), FIZYKA DO MOICH LABOREK,
MP 11 dynamika zjawisk
Zarz[1] finan przeds 11 analiza wskaz
11 Siłowniki
11 BIOCHEMIA horyzontalny transfer genów
PKM NOWY W T II 11
wyklad 11
R1 11
CALC1 L 11 12 Differenial Equations
Prezentacje, Spostrzeganie ludzi 27 11
zaaw wyk ad5a 11 12
Podmiotowa klasyfikacja zjawisk finansowych
więcej podobnych podstron