„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Joanna Dorota Górzyńska
Przetwarzanie szkła 813[02].Z2.07
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Krzysztof Kubit
mgr inż. Stanisław Pleczar
Opracowanie redakcyjne:
mgr inż. Joanna Górzyńska
Konsultacja:
mgr inż. Czesław Nowak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 813[02].Z2.07
„Przetwarzanie szkła”, zawartego w modułowym programie nauczania dla zawodu Operator
urządzeń przemysłu szklarskiego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawowe elementy przetwórstwa szkła
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
17
4.1.3. Ćwiczenia
18
4.1.4. Sprawdzian postępów
19
4.2. Przetwórstwo szkła płaskiego
20
4.2.1. Materiał nauczania
20
4.2.2. Pytania sprawdzające
31
4.2.3. Ćwiczenia
32
4.2.4. Sprawdzian postępów
34
5. Sprawdzian osiągnięć
35
6. Literatura
40

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o podstawowych technikach
przetwórstwa szkła.
W poradniku zamieszczono:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
813[02].Z2
Technologia
wytwarzania szkła
813[02].Z2.02
Sporządzanie zestawów
szklarskich
813[02].Z2.03
Topienie szkła
813[02].Z2.06
Zdobienie wyrobów
szklarskich
813[02].Z2.07
Przetwarzanie szkła
813[02].Z2.04
Formowanie wyrobów
szklarskich
813[02].Z2.05
Wykonywanie obróbki
wyrobów szklarskich
813[02].Z2.01
Badanie właściwości
surowców szklarskich
i szkła

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć.
−
rozpoznawać tlenki barwiące szkło,
−
charakteryzować poszczególne metody wytwarzania szkła,
−
posługiwać się podstawowymi pojęciami z zakresu technologii szkła,
−
wyjaśniać zasadę działania urządzeń wspomagających procesy technologiczne,
−
charakteryzować techniki wykończenia wyrobów szklanych,
−
posługiwać się schematami technologicznymi wytwarzania wyrobów szklanych,
−
wymieniać materiały pomocnicze stosowane do produkcji szkła,
−
korzystać z różnych źródeł informacji,
−
obsługiwać komputer,
−
współpracować w grupie,
−
charakteryzować właściwości szkła,
−
określać wpływ właściwości szkła na procesy obróbki i przetwórstwa wyrobów
szklarskich,
−
rozpoznawać przyrządy pomiarowe,
−
charakteryzować szkło budowlane, techniczne, gospodarcze, opakowaniowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć.
−
scharakteryzować techniki przetwarzania szkła,
−
dobrać maszyny i urządzenia do określonej techniki przetwarzania szkła,
−
scharakteryzować etapy wytwarzania szyb zespolonych,
−
określić właściwości szkła bezpiecznego,
−
dobrać materiały do klejenia szkła,
−
wykonać laminowanie powierzchni szkła płaskiego,
−
zahartować szkło,
−
zastosować technologię fusingu,
−
wykonać gięcie szkła płaskiego,
−
połączyć szkło z innymi materiałami,
−
nałożyć powłokę metaliczną na szkło płaskie,
−
ocenić jakość przetworzonego szkła,
−
posłużyć się dokumentacją techniczną, instrukcjami, normami, katalogami podczas
przetwarzania szkła,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas procesów przetwarzania szkła.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podstawowe elementy przetwórstwa szkła
4.1.1. Materiał nauczania
Techniki przetwórstwa szkła.
Przetwórstwem szkła nazywamy zmiany kształtu wyrobów lub wstępnie uformowanych
półfabrykatów szklanych przy zachowaniu charakterystyki tworzywa lub zmiany właściwości
tworzywa przez stabilizację relaksacji strukturalnej, odmieszanie lub dyfuzyjne zmiany
w warstwach powierzchniowych.
Główne techniki przetwórstwa szkła możemy podzielić ze względu na rodzaj szkła
poddawane przetworzeniu, w związku z tym wyróżniamy:
–
szkło bezpieczne hartowane,
–
wyroby ze szkła otrzymywane w wyniku przetwórstwa rur i prętów,
–
szkło bezpiecznie klejone,
–
szyby zespolone,
–
szkło chroniące przez promieniowaniem słonecznym.
Do głównych technik przetwórstwa szkła zaliczamy:
–
procesy wzmocnienia termicznego szkła,
–
procesy hartowania szkła,
–
procesy gięcia szkła,
–
procesy wytwarzania szyb zespolonych,
–
procesy laminowania szkła,
–
procesy nakładania powłok metalicznych,
–
obróbkę szkła polegającą na zmianie kształtu, łączeniu szkła, klejeniu szkła.
Maszyny i urządzenia stosowane w technikach przetwórstwa szkła
W praktykach przetwórstwa szkła półfabrykatami są najczęściej: rury, pręty, kolby,
wypraski, płyty szklane. Elementy te muszą cechować się przede wszystkim odpowiednią
czystością. Inną znaczącą cechą są wymagania tolerancji wymiarowych, jak również
właściwości tworzywa.
Wysokie wymagania stawiane są lepkości, wytrzymałości na nagłe zmiany temperatury,
a przy łączeniu elementów konieczne jest dopasowanie ich współczynników rozszerzalności
cieplnej. W przypadku gdy różnica wartości współczynników rozszerzalności szkieł dwóch
łączonych ze sobą elementów wynosi więcej niż 10%, stosuje się szkła przejściowe. Szkło
w obróbce termicznej nie powinno ulegać krystalizacji i spienieniu.
Materiałami pomocniczymi w różnych metodach, są m.in.:
–
w przypadku szyb zespolonych: masy uszczelniające, ramki dystansowe, sito molekularne,
–
w przypadku szyb klejonych bezpiecznych: folie, proszki,
–
w przypadku klejenia szyb: różne kleje do szkła,
–
w przypadku łączenia szkła: metal lub ceramika,
–
w przypadku szkła chroniącego przed promieniowaniem słonecznym: tlenki lub metale
określonych pierwiastków.
Ze względu na wiele metod przetwórstwa stosuje się różne źródła ciepła. W związku
z tym, że oddziałują one w różny sposób na szkło lub elementy, z którymi jest ono łączone

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
istnieje konieczność racjonalnego doboru źródła ciepła do przyjętej metody przetwórstwa.
Stosowane są następujące źródła ciepła:
–
palnik gazowy,
–
piece i promienniki ciepła,
–
energia elektryczna.
Do podstawowych urządzeń stosowanych w przetwórstwie szkła zaliczamy:
–
urządzenia przygotowujące szkło do produkcji, tj. urządzenia do mycia i czyszczenia
szkła, urządzenia do rozkroju szkła,
–
piece nagrzewające,
–
piece hartownicze,
–
piece do sklejania szkła,
–
piece do gięcia szkła.
Opisy urządzeń stosowanych w przetwórstwie szkła zostaną omówione przy
poszczególnych technikach produkcyjnych.
Podstawową czynnością przetwórstwa szkła jest rozkrój szkła. Przecinania płyt szklanych
polega na wykonaniu na płycie rysy diamentem lub kółkiem stalowym i złamaniu jej wzdłuż
rysy. Płytę szklaną umieszcza się na gładkim stole przykrytym kocem, przykłada się
w oznaczonym miejscu linię i prowadzi wzdłuż niej diament, lekko przyciskając go do szkła.
Jeżeli zamiast diamentu stosuje się przyrząd ze stalowym kółkiem, należy go tak poprowadzić,
by kółko znajdowało się po stronie linii, wzdłuż której wykonuje się rysę. Gdy rysa jest już
zrobiona, ustawia się płytę szklaną na stole w ten sposób, aby krawędź stołu pokrywała się z
rysą. Wówczas wystającą poza stół część płyty lekko się naciska, łamiąc płytę wzdłuż
narysowanej rysy.
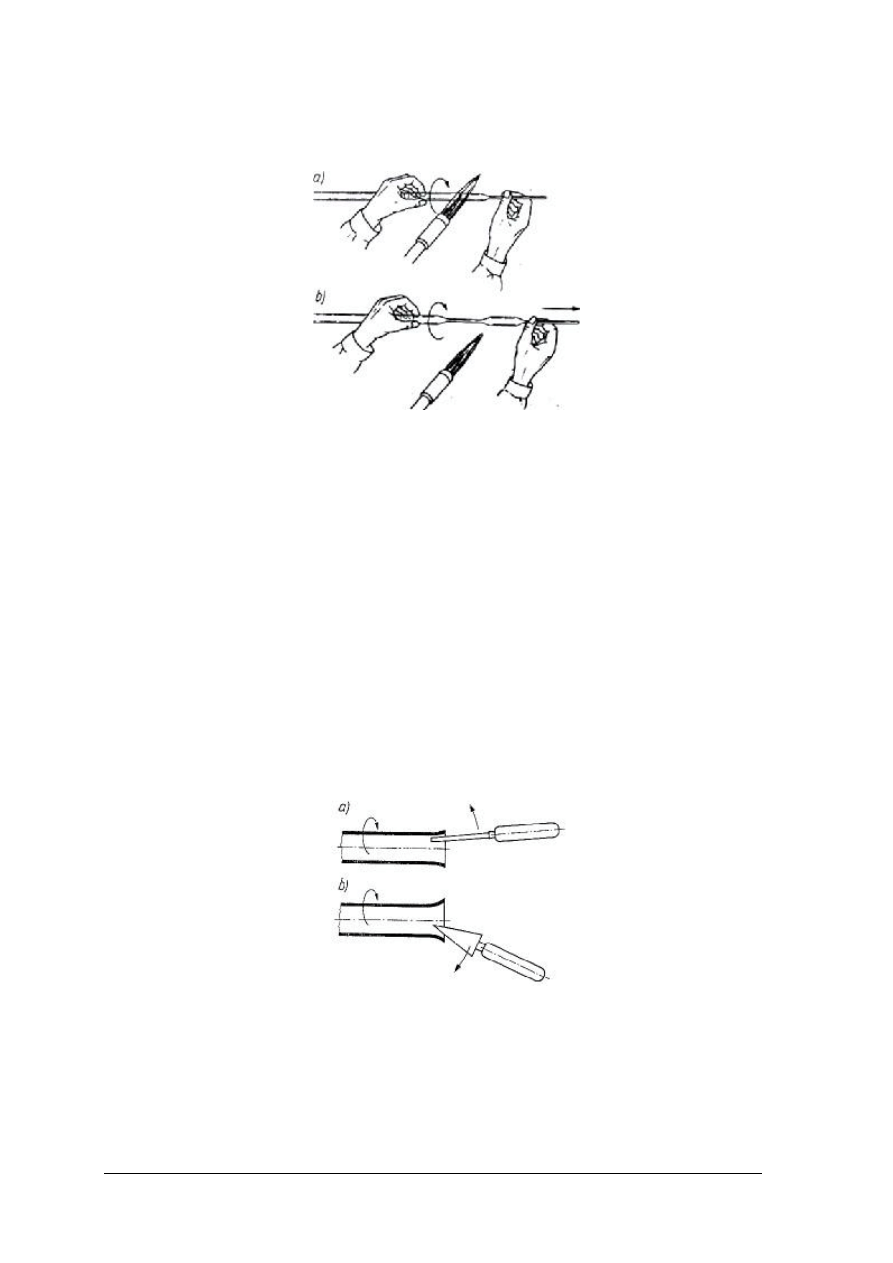
Rysy na rurkach i prętach, które chcemy poddać przetwarzaniu należy wykonać równie
starannie, jak w przypadku płyt. Rysę można wykonać za pomocą odpowiedniego noża
szklarskiego lub palnika. Po wykonaniu rysy chwyta się oburącz rurkę w ten sposób, aby
kciuki znajdowały się blisko rysy, a pozostałe palce obejmowały silnie rurkę, którą trzyma się
rysą na dół. Wówczas naciska się kciukiem rurkę do góry, a pozostałymi palcami ciągnie lekko
rurkę w górę, łamiąc rurkę.
Właściwości szkła bezpiecznego
Produkcja szkła bezpiecznego polega na połączeniu na całej powierzchni dwu lub
kilku płyt szklanych w sposób trwały za pomocą specjalnej folii.
W odróżnieniu od szkła płaskiego odprężonego i hartowanego, szkło bezpieczne
charakteryzują dwie podstawowe właściwości. Pierwsza z nich polega na zachowaniu
kształtu szyby po rozbiciu. W razie rozbicia szyba nie rozsypuje się, lecz pozostaje na
swoim miejscu. Druga właściwość to zachowanie przejrzystości po rozbiciu, gdy od
miejsca uderzenia powstaje splot promieniście rozchodzących się pęknięć, a szyba
pozostaje przezroczysta.
Dzięki swoim podstawowym właściwościom szyby te stosuje się wszędzie tam, gdzie
chodzi o bezpieczeństwo ludzi i ochronę mienia, np. budownictwie przeważnie do
oszkleń wewnętrznych i zewnętrznych szkół, szpitali, więzień, banków, wystaw itp.,
a w motoryzacji do przeszkleń wszelkiego rodzaju środków transportu. Szkło bezpieczne
można produkować w wykonaniu specjalnym, wówczas jedna z szyb składowych lub
folia ma określone właściwości, np. elektro-przewodzące, pochłaniające lub odbijające
promieniowanie słoneczne itp. Można stosować pojedyncze szyby klejone lub układ szyb
zespolonych. Produkuje się szkło klejone grubości 5–50 mm. Szkło grubości powyżej 20
mm zalicza się do tzw. szyb „pancernych".

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Szkło klejone bezpieczne składa się ze szkła i folii. Do produkcji szkła klejonego
używa się szkła płaskiego najlepszej jakości, produkowanego metodą float.
Podstawowym wymaganiem w stosunku do szkła, wynikającym z technologii klejenia,
jest jakość powierzchni; niedopuszczalne są fale, zgrubienia, obce wtrącenia.
Powierzchnia powinna być idealnie czysta i odtłuszczona, gdyż decyduje to o adhezji
szkła do folii. Rodzaj szkła dobiera się zależnie od przeznaczenia szkła klejonego.
W arstwę pośrednią między dwiema szybami w szkle klejonym stanowi
uplastyczniona folia. Szerokie zastosowanie znalazła folia z poliwinylobutyralu (PVB).
Do najważniejszych właściwości folii należy przyczepność do szkła. Produkowana
folia PVB ma różne nazwy firmowe: Saflex, Butacite, Trosifol itp. i różne odmiany:
mrożoną, pudrowaną i przekładaną przekładką polietylenową.
Produkcja szkła klejonego jest procesem złożonym, wymagającym dokładnego
i precyzyjnego wykonania wielu operacji: rozkroju szkła, mycia i suszenia tafli szklanych,
nałożeniu folii na szkło, montażu szyb, czy odpowiednim zgrzaniu szyb.
Stopień złożoności operacji technologicznych zależy od przeznaczenia wyrobu.
W każdym przypadku muszą być zachowane parametry technologiczne w odniesieniu do
jakości szkła.
Parametry jakościowe wyrobów określa norma branżowa BN-79/6828–03 – Szkło
budowlane, szyby bezpieczne płaskie, hartowane.
Materiały do klejenia szkła
Prawidłowe sklejenie szkła jest zapewnione, gdy adhezja kleju do szkła odpowiada jego
kohezji, tzn. wytrzymałość sklejonego miejsca (połączenia) odpowiada wytrzymałości
łączonych przedmiotów.
Klejom do szkła stawiane są następujące wymagania:
–
długi czas przechowywania (od zmieszania do stwardnienia) i możliwie krótki czas
utwardzania,
–
duża wytrzymałość mechaniczna,
–
duża odporność chemiczna.
Warunkiem dobrego sklejenia są:
–
czysta powierzchnia, przede wszystkim nie zanieczyszczona tłuszczem i kurzem,
–
możliwie gładka powierzchnia, co poprawia skuteczność działania kleju, ponieważ jego
adhezja działa na bardziej rozwiniętej powierzchni.
Najczęściej stosowane kleje do szkła to:
–
kleje utwardzane na zimno, do których zaliczane są również kleje zawierające
rozpuszczalniki, np. żywice epoksydowe,
–
kleje do łączenia szkła z drewnem – podgrzany klej stolarski miesza się ze zmielonym
węglem drzewnym w stosunku 2: 3,
–
kleje do szkła (nierozpuszczalny w wodzie) – 100 g kleju stolarskiego na gorąco
rozpuszcza się w 150 g 90% kwasu octowego, dodając 5 g dwuchromianu amonowego;
czas suszenia 3 h w temperaturze 20
0
C,
–
balsam kanadyjski – żywica kanadyjskiego świerka balsamowego – stosowany głównie do
klejenia szkieł optycznych,
–
utwardzane na gorąco kleje – kleje typu kauczukowego, jak żywice epoksydowe i żywice
silikonowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Hartowanie szkła
Hartowaniem nazywa się proces obróbki termicznej, polegający na ogrzaniu tafli szkła
do górnej temperatury odprężania lub nieco powyżej (maksimum do temperatury
mięknięcia szkła), a następnie bardzo szybkim ochłodzeniu tej tafli. Celem tej obróbki
jest wytworzenie specjalnego układu naprężeń w tafli szkła, zwiększających jego
wytrzymałość mechaniczną. Wytrzymałość na zginanie szkła hartowanego jest 5–7 razy
większa niż szkła zwykłego i wynosi 200–290 MPa. Sprężystość szkła hartowanego
również przekracza wielokrotnie sprężystość szkła zwykłego. Zwiększona wytrzymałość
mechaniczna szkła hartowanego sprawia, że jest ono szeroko stosowane w budownictwie,
szczególnie w obiektach, w których są zaostrzone wymagania wytrzymałościowe oraz
bezpieczeństwa.
Charakterystycznymi cechami szkła hartowanego jest:
–
sposób pękania w razie rozbicia szyby, pęka ona na drobne kawałki w kształcie
wieloboków o tępych krawędziach, co zmniejsza ryzyko obrażeń ciała, zdecydowało
to o szerokim użyciu szkła do szkleń środków transportu,
–
zwiększona odporność na zmiany temperatury (od -100 do 300 °C) wpłynęła na
stosowanie szkła hartowanego na okienka w kuchenkach gazowych, grzejnikach,
suszarkach itp.
Ze względu na wywołany układ naprężeń szkła hartowanego nie można poddawać
procesom dalszej obróbki. Szyby poddawane hartowaniu muszą mieć docelowy kształt
i wymiar. Przed procesem hartowania wykonuje się następujące operacje obróbki szkła:
krojenie, szlifowanie i polerowanie obrzeży, wiercenie otworów, mycie i suszenie.
Procesy obróbki w dużym stopniu wpływają na koszty produkcji szkła
hartowanego. Instalacje do hartowania szkła składają się z trzech zasadniczych grup
urządzeń:
–
pieców do nagrzewania,
–
chodnic do ochładzania,
–
systemów transportu, przemieszczających tafle szkła w całym cyklu hartowania.
Ze względu na położenie tafli wyróżnia się instalacje do pionowego hartowania (tafla
w całym procesie znajduje się w pozycji pionowej) oraz do poziomego hartowania (tafla
w całym procesie znajduje się w pozycji poziomej).
Ze względu na cykl pracy wyróżnia się instalacje o działaniu okresowym oraz
o działaniu ciągłym.
Piece do nagrzewania szkła są konstrukcjami metalowymi wypełnionymi
ogniotrwałym materiałem izolacyjnym. Wewnętrzna ich część jest wypełniona
materiałem ogniotrwałym o specjalnych wyżłobieniach, w których umieszcza się
elementy grzejne. Elementy grzejne, wykonane zazwyczaj w postaci spiral lub taśm
o specjalnym profilu i splocie, ułożone w wyżłobieniach wykładziny ogniotrwałej pieca,
stanowią sekcje grzejne, na ogół z niezależnymi regulacjami. W celu uzyskania
równomiernego rozkładu temperatury w całej objętości nagrzewanej tafli, stopień
nasycenia elementami grzejnymi oraz ich kształt jest różny w poszczególnych sekcjach
grzejnych.
Chłodnice mają zabezpieczyć równomierny i intensywny odbiór ciepła z całej
powierzchni chłodzonej tafli szkła. Chłodnice mogą mieć różne konstrukcje. Najczęściej
są to metalowe skrzynie sekcyjne lub rotacyjne z szeregiem otworów, przez które
wydmuchiwane jest powietrze. Chłodnice sekcyjne składają się ze skrzynek metalowych,
usytuowanych na wspólnym zbiorniku w odstępach minimum 30 mm. Odległość
skrzynek zależy od wielkości chłodnicy i ilości powietrza, jaką trzeba odprowadzić, aby
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
zapobiec powstaniu poduszki powietrznej między chłodnicą a taflą szkła. Szerokość
i wysokość skrzynek jest podyktowana ciśnieniem i ilością powietrza, potrzebną do
hartowania. Chłodnice rotacyjne są to skrzynie, z których powietrze wyprowadzane jest
przez dyszę wystającą ok. 50 mm poza ściany skrzyni. W czasie odmuchiwania szkła
chłodnica porusza się ruchem okrężnym.
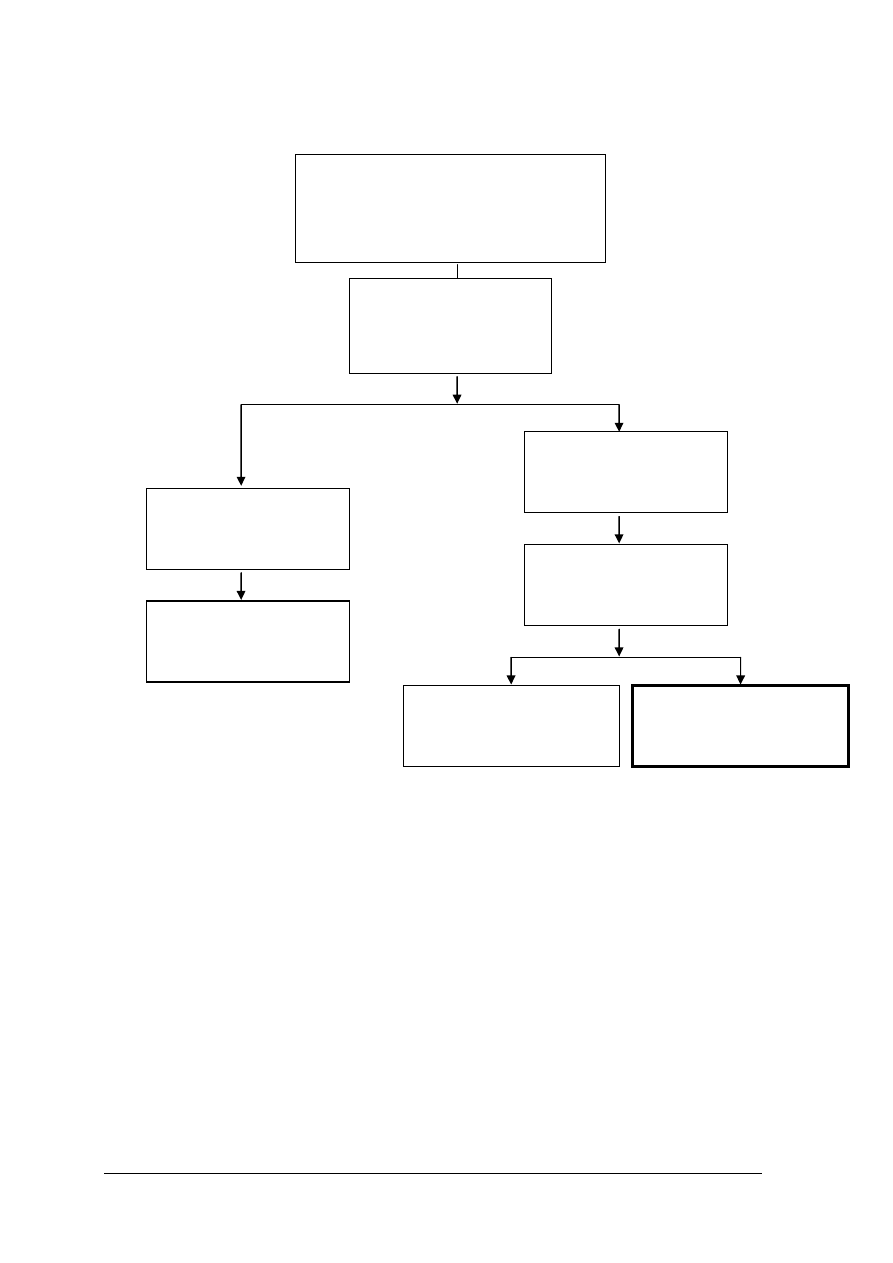
Rys. 1.
Schemat pieca do poziomego hartowania szkła: 1 – piec do nagrzewania, 2 –
wentylatory, 3 – przenośnik wprowadzający tafle do pieca, 4 – przenośnik odbierający
tafle [4,s. 122]
Przy pionowym hartowaniu szkła elementem przenoszącym szkło jest wózek,
zawieszony na szynie jezdnej. Służy on do wprowadzania płyt szkła do pieca,
przemieszczania ich do stanowiska gięcia do chłodnicy, a następnie na stanowisko
zdejmowania płyt. Płyty umocowane są uchwytami do ramy umieszczonej na wózku.
Konstrukcję uchwytów dobiera się zależnie od wielkości płyt poddawanych procesowi
hartowania. Podstawową wadą pieców do pionowego hartowania z uchwytami do
wieszania szkła jest powstawanie wad na szkle w postaci znaków lub wyciągów.
Przedstawiony na rysunku 1 piec tunelowy o kształcie cylindrycznym ma dziesięć
sektorów. Układ ogrzewania składa się z ośmiu oddzielnie sterowanych sekcji.
Nieruchomą częścią pieca jest dolna część walca. Górna część każdego sektora jest
ruchoma, co umożliwia sprawne prowadzenie remontów, a także ciągłą obserwację
ogrzewanego szkła. Ruchomą częścią są rolki kwarcowe, za pomocą których szkło jest
transportowane wzdłuż pieca do strefy chłodzenia, a następnie do stanowisk zdejmowania
szkła z linii. Przy tego typu piecach eliminuje się pracochłonne operacje mocowania szkła
w uchwytach (hakach) oraz zdejmowanie szkła. Piece poziome o pracy ciągłej mogą być
wykonane w różnych wersjach, np. o różnym kształcie tunelu (prostokątnym,
cylindrycznym) lub różnym systemie przesuwu tafli. Wydajność pieców jest bardzo różna
(300–4000 tyś. m
2
/rok). Instalacje do poziomego hartowania szkła stanowią konstrukcje
rozwojowe w tej dziedzinie.
Obróbka palnikowa rur i prętów
Metody przetwórstwa możemy podzielić ze względu na sposób prowadzenia operacji
przetwórstwa, na:
a) metody ręczne, np. wyciąganie i przewężanie, zatapianie obrzeży,
b) mechaniczne, np. formowanie odśrodkowe, wywijanie obrzeży.
Często metodę przetwórstwa można dokonać w dwojaki sposób, zarówno sposobem
ręcznym, jak i maszynowo.
Podstawowym narzędziem w przetwórstwie ręcznym rur i prętów szklanych jest palnik
szklarski oraz zestaw narzędzi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
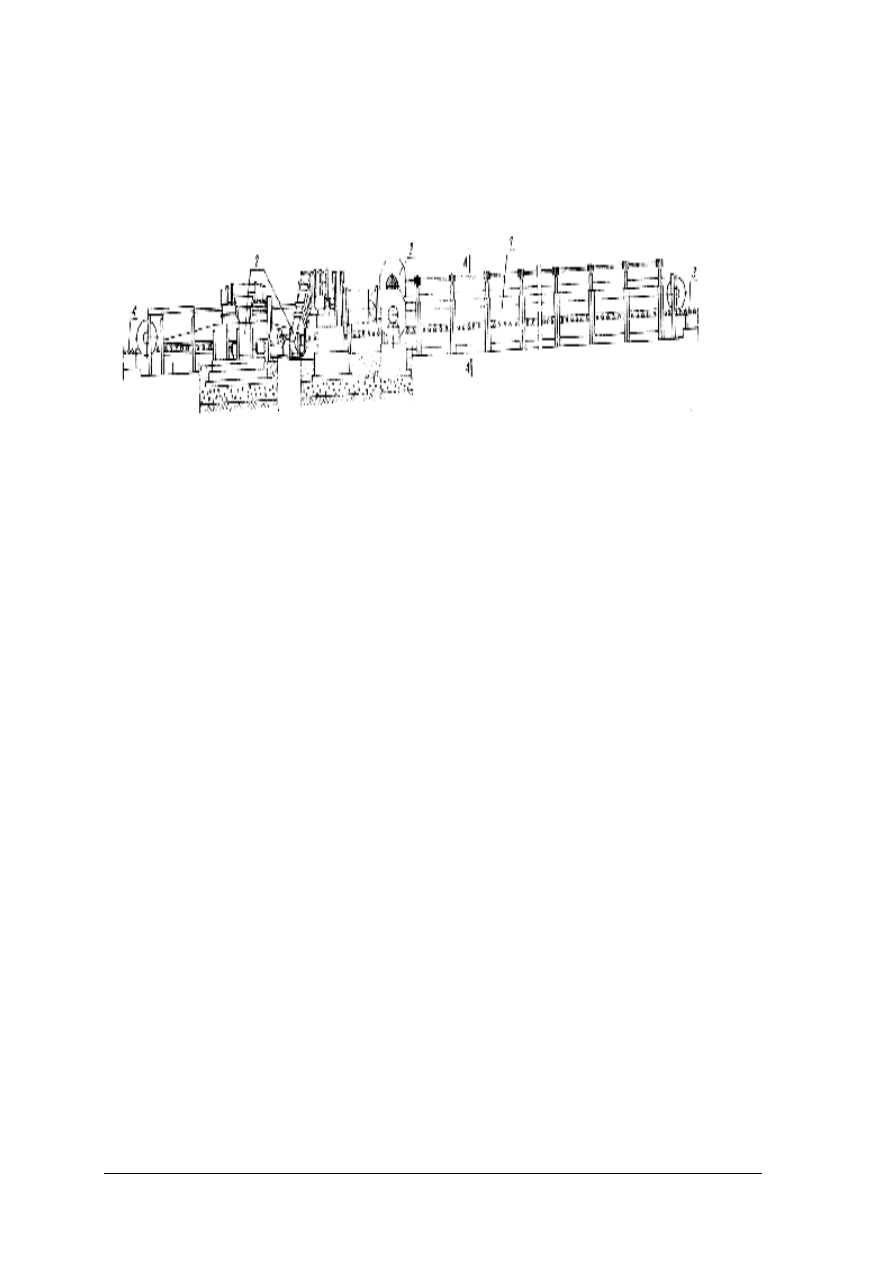
Rys. 2.
Palnik
do
termoplastycznego
przetwórstwa
szkła.
[3,
s.366]
1 – doprowadzenie powietrza, 2 – doprowadzenie tlenu, 3 –
doprowadzenie gazu, 4 – dysza, 5 – strefa mieszania, 6 – wierzchołek
strefy
redukcji,
7 – wierzchołek strefy utleniania
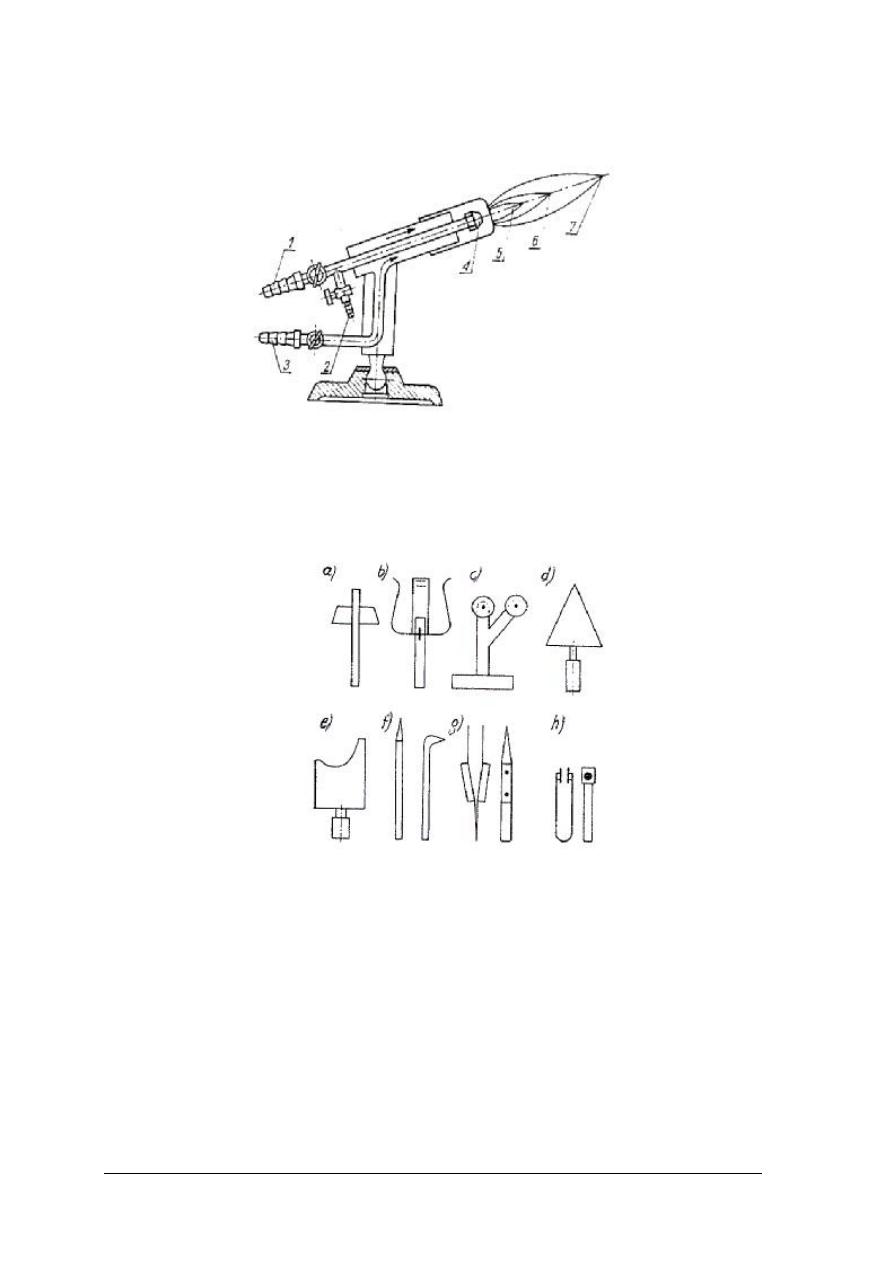
Rys. 3.
Podstawowe narzędzia stosowane w ręcznym termoplastycznym przetwórstwie
szkła: a) zatyczka z rurką do wydmuchiwania, b) uchwyt na kolby, c) prowadnica
rolkowa, d) płytkowy rozwiertak grafitowy lub mosiężny, e) szablon do zwężania
rurek, f) pręt do przebijania otworów, g) pinceta, h) kleszcze do spłaszczania szkła.
[3, s.367]
Wyciąganie szkła
Polega na przyłożeniu siły rozciągającej do ogrzanego do odpowiedniej lepkości
półfabrykatu szklanego. Siła formująca przekazywana jest na przedmiot ręcznie lub za pomocą
narzędzi
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Ręczne formowanie przez wyciąganie
Rys. 4.
Ręczne ścienianie rurki szklanej: a) podgrzanie szkła, b) rozciąganie rurki. [3, s.367]
Przy ręcznym wyciąganiu podstawowym narzędziem dmuchacza jest palnik szklarski.
Przykładem formowania maszynowego przez wyciąganie wyrobów z rurki jest
wytwarzanie ampułek.
Metodą wyciągania wykonuje się również ścienianie rur, prętów i szkła płaskiego. Rura
lub tafla szklana odpowiednich wymiarów podawane w strefę grzewczą są następnie
z określoną szybkością odciągane za pomocą ciągarki rolkowanej lub gąsienicowej.
Uformowane w ten sposób wyroby są następnie ciągłe na wymagane odległości.
Metoda przeciągania wykonuje się z rur, o dużych średnicach, wiele wymiarów rurek i kapilar,
a ze szkła płaskiego o grubości ok. 4 mm formuje się folię i bardzo cienkie szkło płaskie.
Wywijanie obrzeży
Polega na rozszerzaniu końcówek rur szklanych lub szyjek naczyń w formie lejka lub
stożka. Wywijanie obrzeży wykonuje się z zastosowaniem palników gazowych metodą ręczną
(rysunek 5) lub mechanicznie (rysunek 6). Przy jednej i drugiej metodzie podstawowymi
narzędziami formującymi jest odpowiedni rozwijak.
Rys. 5.
Ręczne rozwijanie rurki: a), b) fazy procesu. [3,s.370]
Przewężanie rurek
Przewężaniu średnic rurek o różnym kształcie. Przykład najprostszy wykonanie
przewężania na rys. 8. Przewężanie rurek wykonuje się również na maszynach automatycznie,
za pomocą swobodnego rozciągania lub formowania za pomocą rolki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Ważnym czynnikiem decydującym o jakości wyrobu jest również grubość ścianek rurki na
jej obwodzie.
Rys. 6.
Ręczne zwężanie rurek szklanych. [3, s.371]
Formowanie przez spłaszczanie
Polega
na
zgniataniu
rurki
lub
pręta
szklanego,
za pomocą specjalnych
kleszczy.Formowanie spłaszczeń można wykonywać metodą ręczną lub maszynowo.
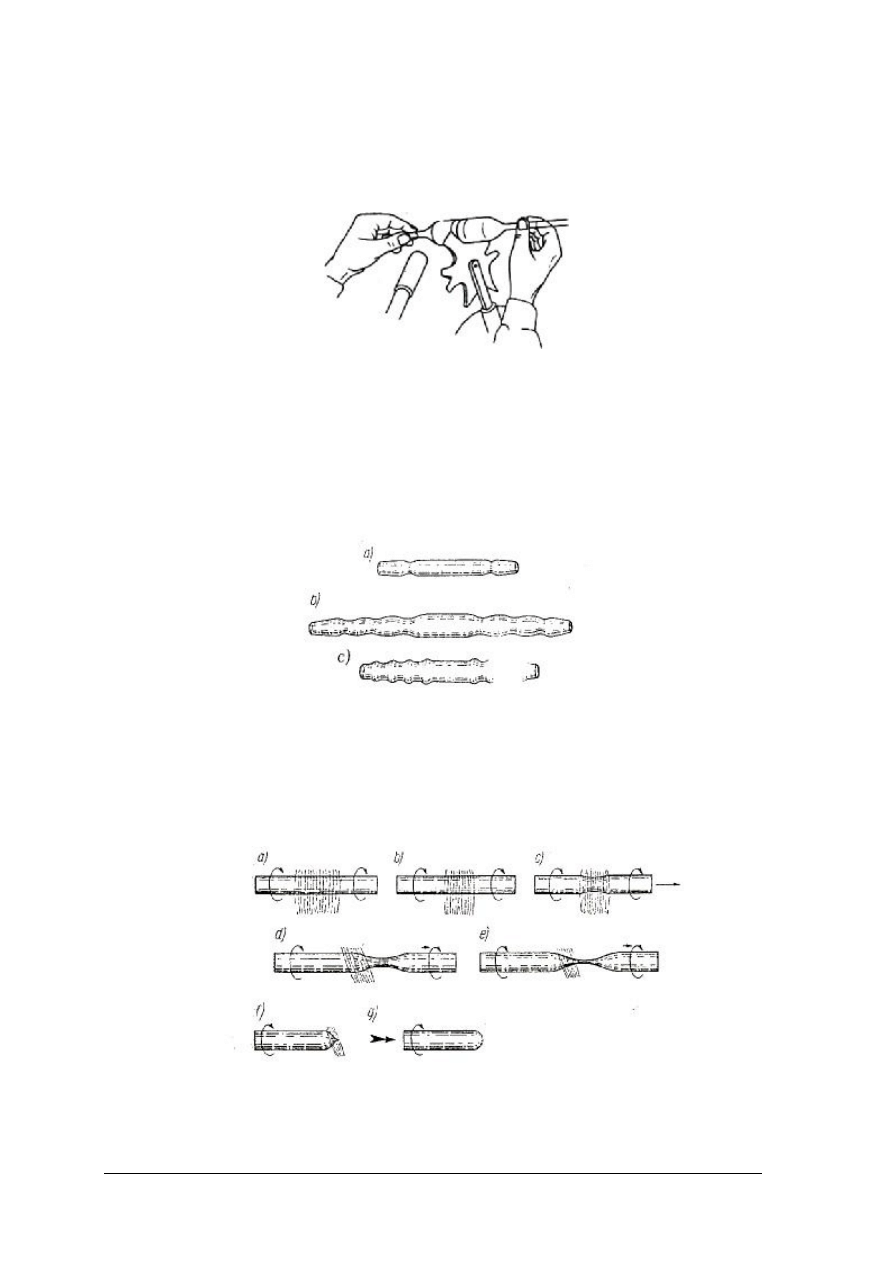
Wykonywanie oliwek polega na uzyskaniu na końcach rurek szklanych pierścieniowatych
karbów lub zgrubień, Zastosowanie: produkcja rurek przeciwdziałających zsuwaniu się węży
gumowych.Wykonywanie oliwek wykonuje się z zastosowaniem palników gazowych metodą
ręczną.
Rys.7.
Szklane rurki łącznikowe zakończone oliwkami. [3,s.61]
Zatapianie polega głównie na zatapianiu obrzeży szkła, lub środków szklanych rurek.
Zatopienie szkła przebiega w temperaturze odpowiadającej lepkości, przy której siły napięcia
powierzchniowego powodują wygładzenie powierzchni i zatopienie obrzeży. Zatopienie rurek
wykonuje się z zastosowaniem palników gazowych metodą ręczną.
Rys. 8.
Zatapianie rurek szklanych: a) ogrzewanie wstępne, b) ogrzewanie właściwe, c) powolne
odciąganie niepotrzebnego końca rurki, d) dalsze odciąganie końca, e) odtapianie
niepotrzebnego końca, f) ogrzewanie zatopionego końca, g) wydmuchiwanie półkulistego
dna. [3,s.59]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
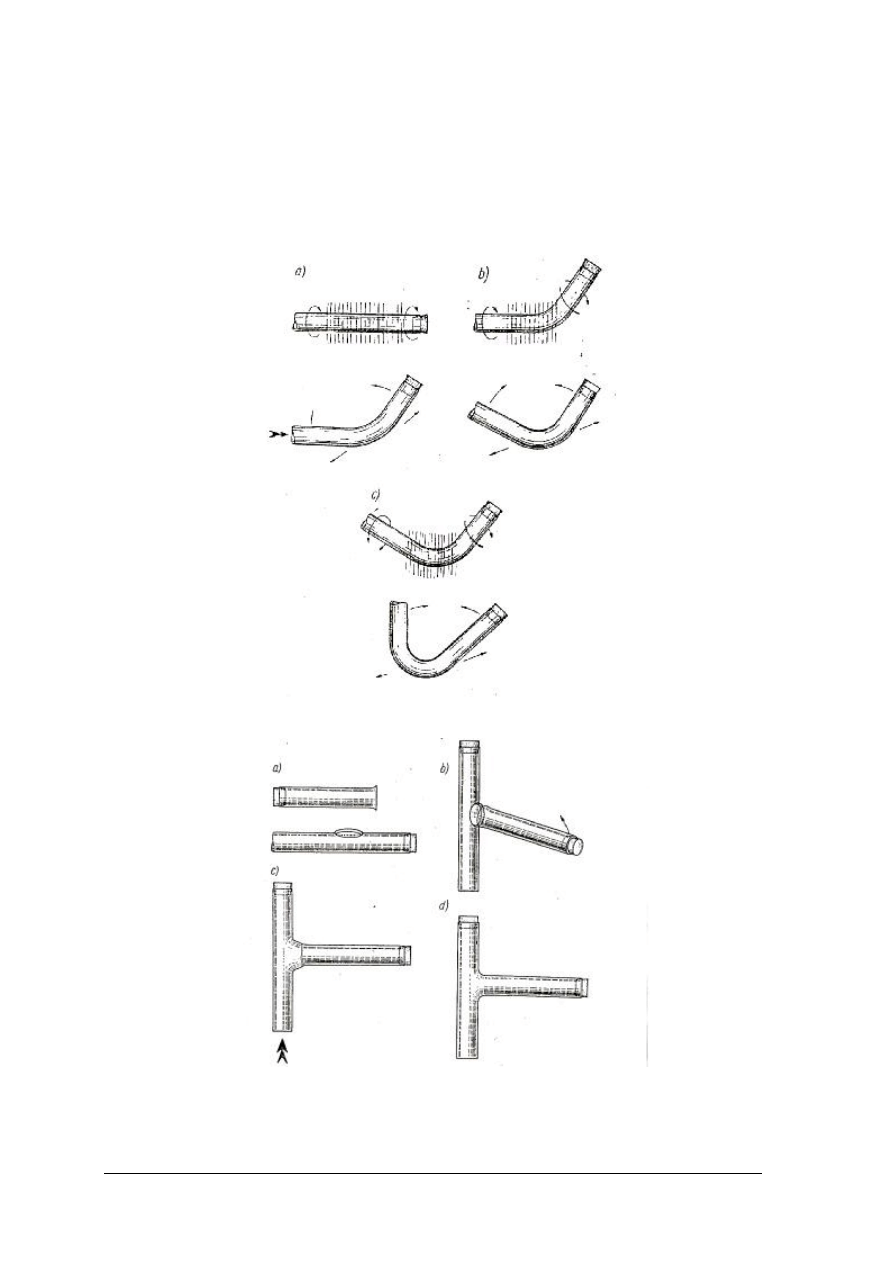
Wyginanie polega na nagrzaniu półfabrykatu (rurek szklanych) i formowanie ich do
odpowiedniego kształtu formy.
Zastosowanie: formowanie kolanek, łuków, spirali, sprzętu laboratoryjnego, aparatury
przemysłowej i rurociągów.
Wyginanie rurek wykonuje się z zastosowaniem palników gazowych (metoda ręczna) lub
z zastosowaniem pieca elektrodowego wyposażonego w odp. kształty form (metoda
maszynowa).
Rys.9.
Wyginanie rurki pod ostrym końcem: a), b), c) kolejne etapy. [3,s.71]
Rys. 10.
Boczne łączenie rurek szklanych: a) przygotowanie rurki bocznej i głównej, b) łączenie
rozgrzanych krawędzi rurek, c) rozdmuchanie gorącej spoiny, d) gotowe złącze. [3,s.83]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Łączenie rurek
Polega na połączeniu rurek o jednakowych lub różnych średnicach lub na bocznym
łączeniu rurek. Łączenie rurek wykonuje się z zastosowaniem palników gazowych metodą
ręczną. Zastosowanie: powstanie kolanek, łuków, spirali.
Łączenie elementów szkła z innymi materiałami
Połączenie szkła ze szkłem lub z innymi tworzywami tworzy trwałe złącze, w którym
wykorzystywane są siły adhezji i kohezji szkła. W przetwórstwie szkła występują głównie
łączenia szkło-szkło, szkło-metal i szkło-ceramika.
Złącza szkło-szkło – wymaga dużych umiejętności i opanowania tworzywa. Spawanie
szkieł można wykonywać różnymi metodami. Praktyczne znaczenie mają jednak przede
wszystkim: spawanie za pomocą płomienia gazowego i spawanie energią elektryczną. Proces
spawania jest zakończony, gdy złącze nie wykazuje niepotrzebnych zgrubień, ma równe
i gładkie przejścia i nie wykazuje niedopuszczalnych naprężeń.
Wytrzymałość wykonanych złączy szkło-szkło zależy przede wszystkim od: zgodności
współczynnika rozszerzalności cieplnej szkieł w temperaturze poniżej zakresu odprężania;
formy złącza, wykluczającej występowanie naprężeń; dobrze stopionego miejsca połączeń,
gładkie równe przejścia; szybkości podgrzewania i chłodzenia szkieł; powinna ona zapewnić
jak najmniejszy odpad.
Złącza szkło-metal – są szeroko stosowane w elektronice i elektrotechnice w konstrukcji
lamp kineskopowych i oscyloskopowych, lamp oświetleniowych i neonów, lamp nadawczych i
odbiorczych, zwieraków, półprzewodników, termostatów i wielu innych wyrobów tego
przemysłu. Wymagania stawiane tym złączom pracującym w tak odpowiedzialnych i trudnych
warunkach są bardzo wysokie.
Przyczepność szkła do większości stosowanych metali polega na ścisłym związaniu szkła z
warstwą tlenkową powstałą przed lub w czasie stapiania na powierzchni metalu. Warstwa
tlenkowa powinna być tak cienka, aby przy zatapianiu całkowicie została rozpuszczona przez
otaczające metal szkło i nie łuszczyła się. Rozpuszczony w szkle tlenek tworzy warstwę szkła
przejściowego o zmniejszającej się zawartości tlenku.
Złącza szkło-ceramika – ma zastosowanie w elektrotechnice i elektronice, najczęściej są to
specjalne tworzywa ceramiczne.
W zasadzie szkła wykazują dobrą przyczepność do ceramiki. Złącza szkło-ceramika
wykonuje się w płomieniu palnika lub w elektrycznie ogrzewanych piecach muflowych. Przed
złączeniem niezbędne jest jednak poszkliwienie ceramiki, przez posmarowanie powierzchni
przewidywanej do łączenia rozdrobnionym proszkiem szklanym rozrobionym wodą.
Przy wykonawstwie złącza należy zwrócić uwagę na: dokładne dopasowanie detali
ceramicznych i szklanych, dobre poszkliwienie ceramiki i ostrożne podgrzewanie i studzenie.
Fusing szkła
Jednym z najnowszych dokonań w dziedzinie obróbki szkła i produkcji materiałów jest
fusing. Istotą techniki jest kontrolowane kształtowanie szkła w wysokiej temperaturze.
Materiałem wyjściowym jest szkło płaskie, zarówno białe, przezroczyste, jak i barwne.
Stosowane są tu łączenia szkieł, gięcie, formowanie i dekorowanie. Zdobienia nanoszone są
zarówno pomiędzy warstwami szkieł, jak również na powierzchni.
Jako środki zdobnicze służą farby ceramiczne, grysy, metale i tlenki metali.
Technika fusingu w połączeniu z wyobraźnią projektantów pozwala stworzyć niezwykłe
przedmioty różnorodne pod względem formy i wielkości.
Elementy wycięte ze szkła płaskiego, zwykle dwie lub więcej warstw, nakładane są na
siebie i stapiane w temperaturze dostosowanej do stopnia komplikacji wzoru. W zależności od
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
rozmiaru wytwarzanego przedmiotu stosowane są odpowiednie piece. Pod wpływem
temperatury płaskie szkło staje się plastyczne i dostosowuje kształtem do odpowiedniej formy.
Przedmioty wykonane techniką fusingu często poddaje się końcowej obróbce
z zastosowaniem operacji polerowania, piaskowania, fazowania, cięcia i klejenia. Mogą też być
łączone z innymi tworzywami, jak drewno, metal.
Metodą fusingu wytwarzane są szkła artystyczne, użytkowe, a także wielkogabarytowe
elementy wystroju wnętrz – ściany działowe, parawany, osłony grzejników, drzwi, czy blaty
stołów.
Rys. 11. Wielkogabarytowy element wystroju wnętrz wykonany metodą fusingu, znajdujący się
w Biurze Bezpieczeństwa Narodowego [5]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojęcie przetwórstwa szkła?
2. Jakie są główne techniki przetwórstwa szkła?
3. Jakie półfabrykaty stosowane są w przetwórstwie szkła?
4. Jakie materiały pomocnicze stosowane są przy klejeniu szkła?
5. Jakie źródła ciepła stosowane są w przetwórstwie szkła?
6. Jakie wymagania stawiane są klejom do szkła?
7. Jakie znasz rodzaje klejów stosowanych do szkła?
8. Gdzie znajdują zastosowanie szkła klejone bezpieczne?
9. Z jakich elementów składa się szkło klejone bezpieczne?
10. Jak można wyjaśnić proces hartowania szkła?
11. Jakie są charakterystyczne cechy szkła hartowanego?
12. Jakie urządzenia stosowane są do hartowania szkła?
13. Jakie znasz metody łączenia szkła?
14. Jak zdefiniujesz proces fusingu?
15. Jakie materiały wykorzystywane są do wykonania fusingu szkła?
16. Z jakich etapów składa się proces fusingu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj operacje hartowania szkła w piecu laboratoryjnym (komorowym).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczących procesu hartowania szkła,
2) dokonać analizy treści i zapoznać się z instrukcją do wykonania ćwiczenia,
3) założyć środki ochrony osobistej,
4) przygotować wyroby ze szkła do hartowania,
5) wykonać operacje hartowania.
Wyposażenie stanowiska pracy:
−
papier formatu A4, pisaki,
−
instrukcja do wykonania ćwiczenia,
−
środki ochrony osobistej,
−
materiały, sprzęt, piecyk laboratoryjny,
−
instrukcja sprzętu niezbędnego do wykonania ćwiczenia, instrukcja stanowiskowa bhp,
−
odzież ochronna,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wykonaj zdobienie tafli szkła techniką fusingu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych zdobienia szkła, techniką fusingu,
2) dokonać analizy treści
3) zapoznać się z instrukcją do wykonania ćwiczenia,
4) przygotować stanowisko do pracy,
5) założyć środki ochrony osobistej,
6) wykonać zdobienie tafli szkła techniką fusingu.
Wyposażenie stanowiska pracy:
−
przybory, materiały potrzebne do wykonania ćwiczenia,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja stanowiskowa bhp,
−
piec do fusingu do stopienia małych elementów,
−
środki ochrony osobistej,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Ćwiczenie 3
Wykonaj operację sklejenia tafli szklanej z folią.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące technik klejenia szkła,
2) dokonać analizy treści,
3) zapoznać się z instrukcją do wykonania ćwiczenia,
4) przygotować stanowisko do pracy,
5) założyć środki ochrony osobistej,
6) wykonać operację sklejania tafli szklanej folią.
Wyposażenie stanowiska pracy:
−
przybory, materiały potrzebne do wykonania ćwiczenia,
−
instrukcja do wykonania ćwiczenia, instrukcja sprzętu niezbędnego do wykonania
ćwiczenia, instrukcja stanowiskowa bhp,
−
środki ochrony osobiste,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie przetwórstwa szkła?
2) rozróżniać techniki przetwórstwa szkła?
3) dobrać półfabrykaty stosowane w przetwórstwie szkła?
4) określić materiały stosowane do klejenia szkła?
5) rozróżniać źródła ciepła stosowane w przetwórstwie szkła?
6) określić wymagania stosowane klejom do szkła?
7) dobrać kleje do szkła?
8) wskazać zastosowanie szkła klejonego bezpiecznego?
9) określić elementy budowy szkła klejonego bezpiecznego?
10) zdefiniować proces hartowania szkła?
11) określić cechy szkła hartowanego?
12) określić metody łączenia szkła?
13) określić urządzenia wykorzystywane w procesie hartowania szkła?
14) scharakteryzować proces fusingu szkła?
15) określić materiały stosowane w technice szkła?
16) określić etapy procesu fusingu szkła?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.2.
Przetwórstwo szkła płaskiego
4.2.1. Materiał nauczania
Wytwarzanie szkła zespolonego
Szyba zespolona to zespół składający się z co najmniej dwóch szyb oddzielonych
elementem dystansowym na całym obwodzie, połączonych ze sobą hermetycznie
z zastosowaniem różnych sposobów uszczelniania obrzeży, zawierający w przestrzeni
międzyszybowej pochłaniacz wilgoci, powietrze lun inne gazy.
Ze względu na konstrukcję połączeń szyb składowych szyby zespolone można podzielić na
trzy grupy:
–
spojenie szkła ze szkłem – składają się z dwu szyb odpowiednio wyprofilowanych na
brzegach i spojonych w miejscu styku. Odstęp między szybami wynosi najczęściej
5–7 mm. Do zalet zestawów należy mała grubość złącza, a do wad – mała izolacyjność
termiczna oraz ograniczenia wymiarowe,
–
spojenie szkła z metalem – składają się z dwu lub więcej szyb oddzielonych od siebie
przekładką dystansową. Łączenie szyb z przekładką następuje przez lutowanie. Przed
procesem lutowania, na obrzeża szerokości ok. 8 mm nakłada się warstwę miedzi,
a następnie cyny. Zaletą zestawów jest mała szerokość złącza, wadą – mała
wytrzymałość na wstrząsy i drgania,
–
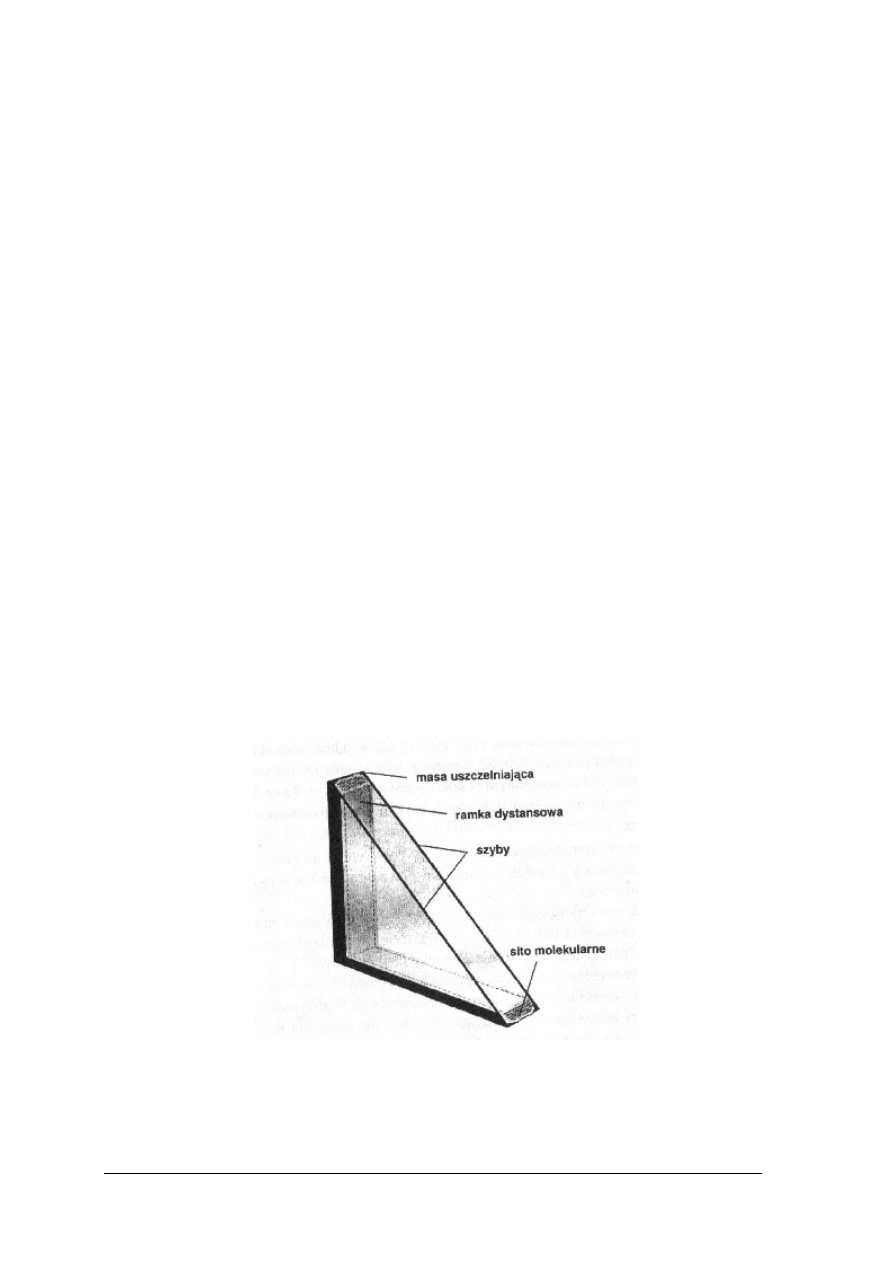
połączenie elementem dystansowym – składają się z dwu lub więcej szyb
oddzielonych od siebie ramką dystansową. Obrzeża szyb uszczelnia się specjalną
masą elastyczną. Ramka dystansowa wypełniona jest adsorbentami. Zaleta zestawów
jest zwiększona wytrzymałość na drgania i wstrząsy, wadą – zmniejszona trwałość
zestawu, wynikająca ze starzenia się mas uszczelniających.
Istnieje duża różnorodność technik wytwarzania szyb zespolonych. Wynika to głównie
z różnej konstrukcji połączeń szyb składowych oraz różnego stopnia mechanizacji pracy.
W skład szyb zespolonych wchodzą następujące materiały: szkło, adsorbenty, masy
uszczelniające, ramki dystansowe i gazy.
Rys. 12. Budowa szyby zespolonej [1,s. 155]
Technologia produkcji szyb zespolonych zostanie omówiona na przykładzie
zestawów szkło-ramka dystansowa, uszczelniacz elastyczny-szkło. Produkcja szyby
zespolonej musi odbyć się z wykorzystaniem jej podstawowych elementów budowy, a więc:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
–
szkło – do produkcji szyb zespolonych jest szkło okienne bezbarwne, szkło
o selektywnej przepuszczalności promieniowania słonecznego (refleksyjne, barwne),
szkło bezpieczne (klejone i hartowane), szkło ornamentowe itp.,
–
adsorbenty, którym najczęściej jest krzemionka koloidalna (silikażel), drobno
zgranulowana o bardzo rozwiniętej strukturze kapilarnej (ok. 300–500 m
2
/g). Do
produkcji szyb zespolonych najczęściej stosuje się granulat o wymiarach 1–2 mm.
Ilość adsorbowanej wilgoci zależy od ciśnienia cząstkowego pary wodnej
w powietrzu i jest tym większa, im większe jest to ciśnienie. Do osuszenia powietrza
zawartego między szybami używa się 10–40 g silikażelu na l m
2
szyby zespolonej.
Jako adsorbenty stosuje się również krystaliczne zeolity, tj. uwodnione
glinokrzemiany metali alkalicznych lub innych metali jedno- i dwuwartościowych.
Do produkcji szyb zespolonych najczęściej używa się sit molekularnych o wymiarze
kuleczek 1-2 mm,
–
masy uszczelniające – mające za zadanie przykleić ramkę do szkła oraz wstępnie
uszczelnić przestrzeń między ramką i szkłem. Najczęściej do tego celu stosuje się masy
plastyczne, produkowane głównie na bazie kauczuku butylowego. Masy te nakłada się
przeważnie na gorąco w formie wąskich pasm na boczne ścianki ramek dystansowych.
Stosuje się również materiały klejące w postaci gotowych taśm samoprzylepnych. Masy te
powinny
charakteryzować
się
następującymi
właściwościami:
bardzo
dobrą
przyczepnością do szkła i materiału ramki, duża wytrzymałością na rozrywanie kohezyjne,
dużą odpornością na zmiany temperatury od -50 do +70 °C, dużą odpornością na dyfuzję
pary wodnej oraz bezpieczeństwem użycia.
Do uszczelniania obrzeży między szybami składowymi a ramką dystansową stosuje się
masy elastyczne. Masy te dzielą się na jednoskładnikowe (utwardzające się w kontakcie
z wilgocią z powietrza) i dwuskładnikowe (utwardzające się po zmieszaniu obu
składników). Do jednoskładnikowych mas uszczelniających należą masy silikonowe lub
jonomerowe. Masy silikonowe mają bardzo dobrą przyczepność do szkła i nieco gorszą
do aluminium, są odporne na działanie zmiennej temperatury i wykazują małą
przepuszczalność pary wodnej. Są dogodne w stosowaniu, muszą jednak być
przechowywane w szczelnie zamkniętych pojemnikach i po otworzeniu bezpośrednio
zużyte. Wadą ich jest długi czas utwardzania się. Masy jonomerowe charakteryzują się
bardzo krótkim czasem utwardzania – już po kilku minutach są suche w dotyku.
Do dwuskładnikowych mas uszczelniających należą masy utworzone najczęściej na bazie
polisiarczków kauczukowych, epoksydowych i poliuretanów. Składają się z dwu części
mieszanych ze sobą przed użyciem. Czas przerobu i czas utwardzania mogą zmieniać się
w pewnych granicach zależnie od proporcji tych składników oraz temperatury. Masy
elastyczne powinny wykazywać dużą elastyczność i odporność na rozrywanie, bardzo
dobrą przyczepność do szkła i materiału ramki, dużą odporność na zmiany
temperatury od -50 do +70 °C oraz odporność na działanie promieni UV
(ultrafioletowych). Ponadto masy te powinny mieć odpowiednią konsystencję
w czasie cyklu produkcyjnego szyb zespolonych (czas technologiczny przerobu i czas
utwardzania) oraz spełniać wymagania bhp w czasie produkcji i użytkowania szyb
zespolonych,
–
ramki dystansowe – w szybach zespolonych o złączu elastycznym przeważnie stosuje
się ramki dystansowe z taśmy aluminiowej lub stalowej. Kształt profili elementów
składowych ramki może być różny, lecz zawsze powinien zapewnić: odpowiedni
dystans między szybami składowymi, odpowiednią objętość dla adsorbentu,
odpowiednią sztywność złącza oraz dobre warunki uszczelnienia obrzeży. Elementy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
składowe ramek na obrzeżach mogą być zgrzewane lub łączone narożnikami z mas
plastycznych lub metalu. Powierzchnia ramek dystansowych powinna być idealnie
czysta (odtłuszczona) w celu zapewnienia przyczepności mas uszczelniających,
–
gazy wypełniające przestrzeń między szybami, najczęściej wypełnia się suchym
powietrzem w celu poprawy właściwości użytkowych szyb zespolonych, oraz coraz
częściej stosuje się gazy techniczne. Podstawowymi parametrami decydującymi
o użyciu do tych celów gazów są: chemiczna obojętność w stosunku do szkła, metalu
i mas uszczelniających,, mały stopień przenikania przez masy uszczelniające,
odporność na działanie promieni ultrafioletowych, niski punkt wrzenia poniżej -
20
0
C, odporność na zmienną temperaturę, opłacalność (porównanie kosztów
z efektami). Korzystne właściwości wykazują gazy: Ar, CO
2
, SO
2
, CC1
2
F
2
, SF
6
, Kr –
bardzo drogi.
Podstawowymi parametrami charakteryzującymi szyby zespolone są: izolacyjność
cieplna i izolacyjność akustyczna.
Miarą izolacyjności cieplnej szyb zespolonych jest współczynnik przenikania ciepła
k. Wartość jego zależy od grubości i właściwości szyb składowych, odległości między
szybami oraz rodzaju gazu wypełniającego przestrzeń między szybami. Wartości
współczynnika k zmniejszają się wraz ze zwiększaniem odległości między szybami.
Izolacyjność akustyczna szyb zespolonych zależy od grubości szyb składowych, odległości
między szybami, konstrukcji ramki dystansowej i sposobu osadzenia szyby w ramiaku.
Uzyskanie korzystniejszych parametrów izolacyjności akustycznej szyb zespolonych
wymaga konstruowania specjalnych układów wieloszybowych. Ogólne zasady, które
powinno się uwzględniać przy konstruowaniu takich szyb są następujące: odległości
między szybami powinny wynosić co najmniej 60 mm (najkorzystniej 100 mm),
odległości między szybami powinny być stopniowane tak, aby malały w kierunku
przejścia dźwięku, grubość szyb powinna być zróżnicowana tak, aby ich stosunek wynosił
co najmniej 1,5: l, grubość szyb powinna być stopniowana tak, aby rosła w kierunku
przejścia dźwięku.
Przy zachowaniu czynników decydujących o izolacyjności akustycznej szyb
zespolonych można produkować szyby o średniej izolacyjności akustycznej 25–50 dB.
Szyby zespolone z uwagi na swoje zalety szeroko wprowadzono do budownictwa
w miejsce tradycyjnych przeszkleń.
Laminowanie szkła płaskiego
Laminowanie jest to proces klejenia szkła z kilku tafli szklanych, najczęściej formowanych
metodą float z zastosowaniem żywic i folii PVB. Proces laminowania przebiega podobnie, jak
wytworzenie szyb klejonych bezpiecznych folią PVB.
Dla udoskonalenia produktu często wprowadza się liczne unowocześnienia, m.in.:
–
do produkcji używa się przeważnie szyb wzmacnianych termicznie,
–
w celu zapewnienia znakomitej redukcji hałasu może być zastosowana specjalna warstwa
akustyczna,
–
dostępne są także specjalne warstwy redukujące UV, służące do zapewnienia ochrony
przed promieniami UV,
–
silikonowe uszczelnienie systemu musi być kompatybilne ze szkłem laminowanym
bezpiecznym,
–
do laminowania szkła można wykorzystać szeroki asortyment różnych rodzajów szkła:
–
mlecznych i kolorowych oraz o warstwach pośrednich
–
folia laminująca może być matowa, bezbarwna lub barwna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
–
nowoczesnym rozwiązaniem stosowanym do produkcji jest uplastyczniona folia
z tworzyw sztucznych, zawierająca uplastyczniony polichlorek winylu. Folia ta nie skleja
się, jest mniej wrażliwa na działanie wilgoci, a tym samym jest wygodniejsza.
–
używa się kolorowych żywic, co daje dodatkowo ciekawy efekt i walor estetyczny.
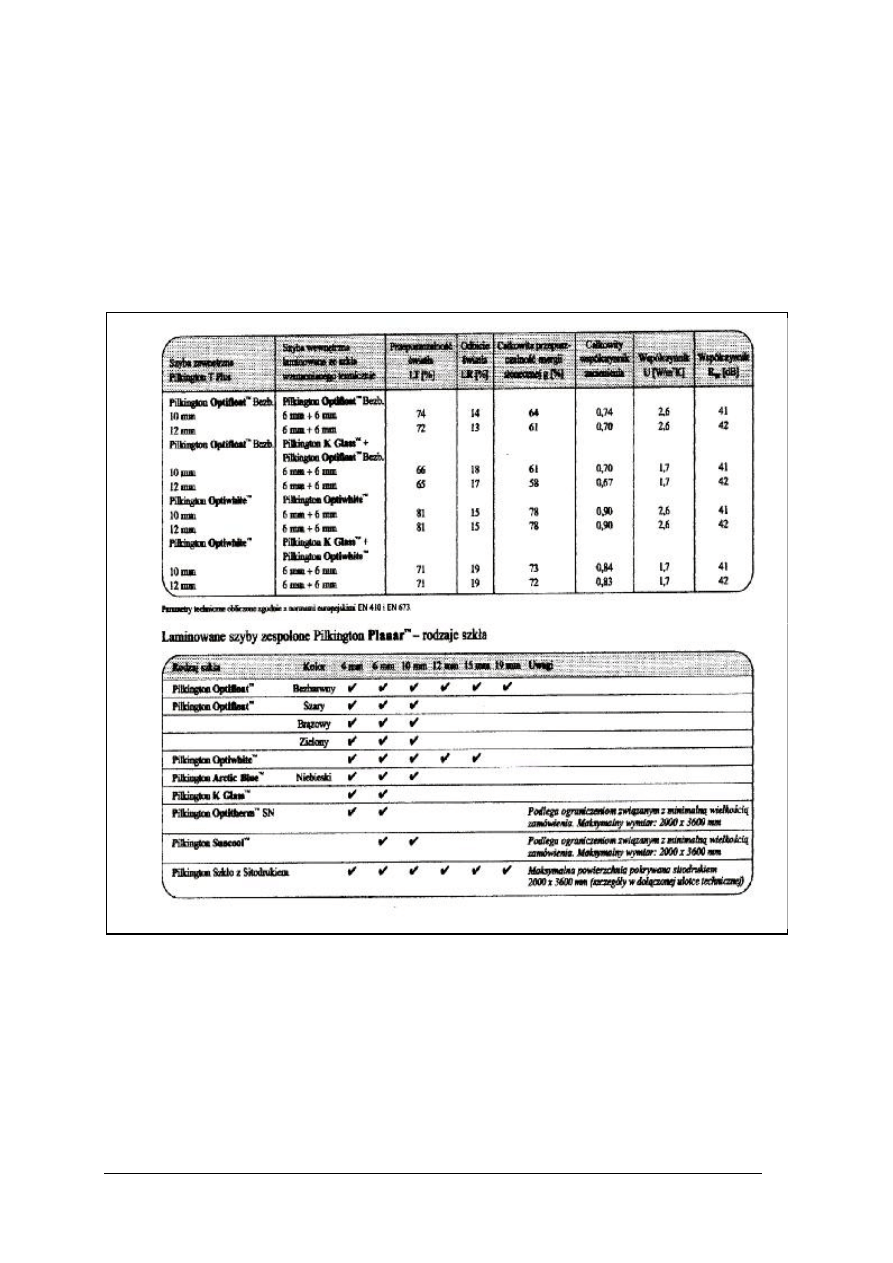
Poniżej przedstawiono charakterystykę szyb laminowanych firmy Pilklington.
Tabela 13. Parametry techniczne typowych kombinacji z folią bezbarwną [2]
Tabela 14. Charakterystyka laminowanych szyb zespolonych [2]
Dzięki zabiegowi laminacji uzyskujemy tzw. szkło bezpieczne (wielowarstwowe,
kuloodporne). Zaletą takiego szkła jest brak niebezpiecznych odłamków w przypadku rozbicia.
Stosuje się je w obiektach wymagających specjalnych zabezpieczeń.
Gięcie szkła płaskiego
Gięcie szkła płaskiego polega na obróbce cieplnej szkła, pozwalając uzyskać zarówno
typowe jak i nietypowe kształty elementów. Ze względu na stosowane urządzenia, dużą
dostępność form można uzyskać ogromny asortyment szkła giętego, które mają zastosowanie,
m.in.: obudowa szybów, balustrady, szkło do akwariów, elewacyjne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Podstawowym urządzeniem do gięcia jest odpowiedni piec zbudowany z komory, której
dno stanowi ustawiony na szynach ruchomy wózek w kształcie skrzyni blaszanej wysokości
0,5m, zapełnionej drobną mączką szamotową. Z obu stron pieca (przeciwległe) znajdują się
rozsuwane wrota, przez które wjeżdża do pieca lub wyjeżdża wózek. Na wózku układa się
formę z szybą do gięcia. W obydwu bocznych dłuższych ścianach znajdują się palniki gazowe,
położone jeden blisko drugiego, wskutek czego osiąga się równomierny układ temperatur w
całym piecu. Spaliny uchodzą przez otwory w sklepieniu i są odprowadzane do komina.
W zależności od potrzeby stosowane są formy wklęsłe lub wypukłe. Formami wypukłymi
nazywamy takie formy, na których układa się płyty szkła w ten sposób, że w czasie gięcia
krawędzie płyty przesuwają się ku dołowi, otulając formę, zaś formami wklęsłymi nazywamy
takie, na których krawędziach opierają się brzegi płyty szkła, a środek płyty wygina się ku
dołowi. Formy do gięcia szyb wykonuje się przeważnie z szamotu. Powierzchnia form musi
być bardzo dokładnie wypolerowana, aby szyba, gnąc się pod wpływem nagrzewania
i osiadając na formie, nie miała zdeformowanej powierzchni.
Po wykonaniu form i położeniu na nich odpowiednio przyciętych płyt szkła, wózek wsuwa
się do pieca, drzwiczki zalepia gliną i zapala się płomień w piecu. Najpierw wygina się środek
płyty. Spowodowane jest to momentem gnącym oraz tym, że w górnej części pieca panuje
wyższa temperatura. Ponieważ nie można zbyt wysoko podnosić temperaturę w piecu, gdyż
przyczyni się to do zmięknięcia szkła i odciśnięcia się na jego powierzchni nierówności formy,
zwłaszcza w górnej jej części, stosuje się wtedy wyższe temperatury tylko w dolnej części
pieca. Wykonuje się to przez wkładanie do pieca przy krawędziach formy drewnianych listew,
które spalając się podwyższają w tym miejscu temperaturę. Pomimo to brzegi nie są dokładnie
wygięte i należy formy odpowiednio wymierzać, gdyż po gięciu odcina się z boków paski
szerokości 6–8cm. Czasami stosuje się również doginanie drogą mechanicznego nacisku w
czasie gięcia. Całkowity proces gięcia trwa 3,5–4 godziny.
Po wygięciu płyty zmniejsza się płomień przez pół godziny, a następnie wygasza się
palniki i pozostawia piec do ostygnięcia.
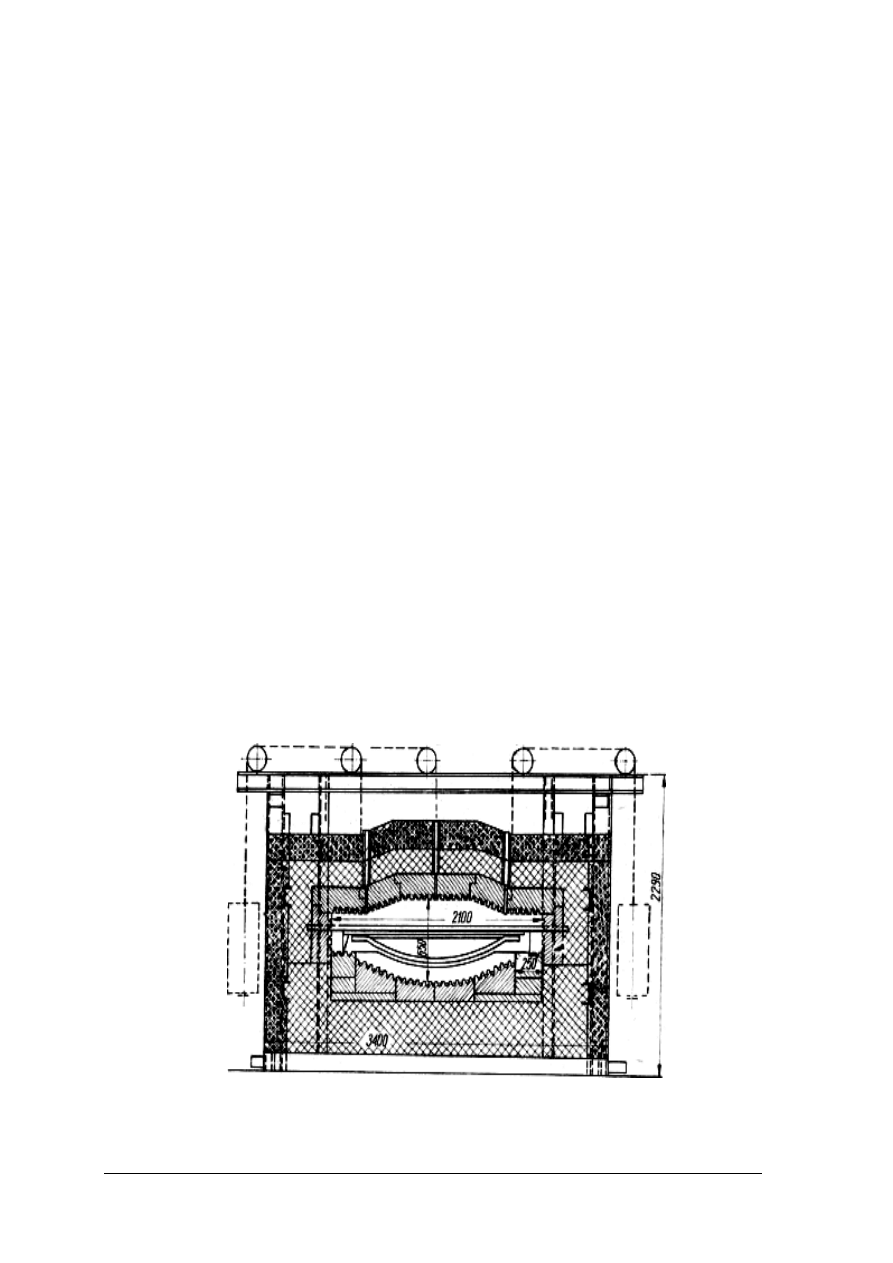
Rysunek 4 przedstawia przekrój poprzeczny pieca do gięcia szyb samochodowych. Jest on
ogrzewany elektrycznością, pracuje w sposób półciągły.
Rys. 15. Przekrój poprzeczny pieca do gięcia szkła [4,s. 420]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
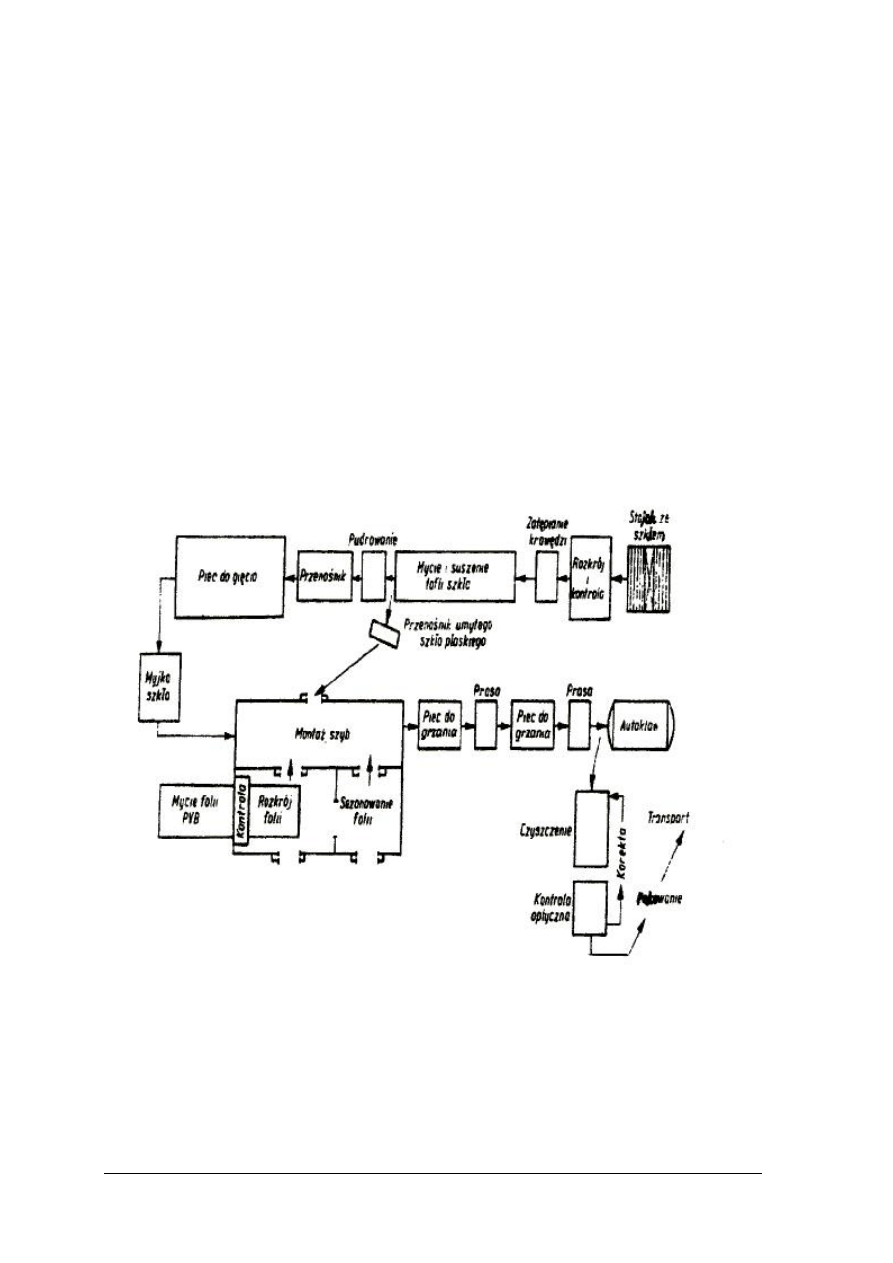
Na rysunku 5 pokazano przebieg procesu wytworzenia szkła klejonego bezpiecznego,
giętego, w którym po czynnościach przygotowawczych tafli szkła i materiałów
pomocniczych, szkło z myjki przechodzi przez urządzenia do pudrowania. Podawany na
powierzchnię szkła puder, proszek oddziela dwie szyby w procesie gięcia. Najczęściej do
przesypywania szkła służy sproszkowana ziemia okrzemkowa lub mika, gdyż ich współ-
czynnik załamania światła jest jak folii po sklejeniu. Szkło w tym przypadku nie wymaga
mycia po procesie gięcia, a jedynie dokładnego oczyszczenia powierzchni, np. przez
odkurzenie.
Do pomieszczenia montażowego oprócz szkła podaje się folię, wcześniej poddaną
procesowi obróbki polegającej na myciu (w przypadku folii pudrowanej), cięciu na
formaty i klimatyzowaniu. Temperatura w pomieszczeniu klimatyzowanym wynosi
18–20°C, wilgotność względna 20-26%, zależnie od gatunku folii. Po złożeniu szyb z folią
w pakiety (szkło-folia-szkło), przechodzą one przez urządzenia do wstępnego sklejania,
które ma na celu usunięcie powietrza z przestrzeni między szkłem i folią oraz wstępne
połączenie szkła z folią. Wstępnie sklejone pakiety umieszcza się w autoklawie, gdzie
następuje ostateczne sklejanie szyb z folią. Po wyjściu z autoklawu szyby klejone poddaje się
kontroli na zgodność z wymaganiami obowiązujących norm.
Rys. 16. Schemat przebiegu procesu produkcji szkła klejonego bezpiecznego [3,s. 126]
Do najważniejszych urządzeń technologicznych zaliczamy:
–
urządzenia do mycia szkła – mycie i suszenie następuje w myjko-suszarkach, w których
szkło można przemieszczać w pozycji poziomej lub pionowej. Urządzenia te mogą być
wyposażone w dwie lub więcej sekcji myjących, a dodatkowo w tarcze polerskie, służące

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
do wstępnego czyszczenia i polerowania powierzchni tafli szkła. Do mycia stosuje się
wodę o kontrolowanej twardości. Najczęściej myjki są wyposażone w demineralizatory,
–
urządzenia do wstępnego sklejania – w praktyce przemysłowej występują dwie metody do
wstępnego sklejania: mechaniczna i próżniowa. Metoda mechaniczna polega na
wyciskaniu powietrza z przestrzeni między szkłem a folią przez nagrzanie pakietu (szkło-
folia-szkło), a następnie sprasowanie go przez walce gumowe. Wyróżnia się system
jednostopniowy i dwustopniowy, zależnie od liczby cykli grzania i prasowania. Różnią się
one parametrami nagrzewania i prasowania. Metoda próżniowa polega na odsysaniu
powietrza z przestrzeni między szkłem a folią. Wyróżnia się odsysanie w workach
gumowych (pakiet znajduje się w specjalnym worku, z którego odsysane jest powietrze),
odsysanie z zastosowaniem uszczelek gumowych (pakiet na obrzeżach obłożony jest
uszczelką gumową, z której odsysa się powietrze) i odsysanie w autoklawach
próżniowych. Metody próżniowe stosuje się przeważnie przy produkcji szyb giętych, szyb
o skomplikowanej budowie oraz szyb wielowarstwowych,
–
urządzenia do ostatecznego sklejania – prowadzi się w autoklawach powietrznych lub
olejowych. W autoklawach powietrznych cykl autoklawizacji trwa 2–4h, przy
temperaturze 120–145°C i ciśnieniu 1,2–1,4 MPa. Stosowane są również autoklawy
próżniowo-ciśnieniowe do klejenia szyb wielowarstwowych o skomplikowanych
kształtach. System próżniowo-ciśnieniowy umożliwia prowadzenie w jednym
urządzeniu całego procesu klejenia szkła, a więc zarówno operacji wstępnego, jak
i ostatecznego klejenia,
–
urządzenia do gięcia szkła – gdzie podstawowymi urządzeniami są piece do
nagrzewania szkła oraz ramki lub formy, na których nabiera kształtu wyginana szyba.
Przy produkcji wieloseryjnej stosowane są piece tunelowe (przelotowe, pierścieniowe
lub dwupoziomowe). Piece tunelowe mają konstrukcję zbliżoną do odprężarki.
Ustalony układ temperatury wzdłuż pieca zapewnia uzyskanie warunków do
podgrzania szyby, wygięcia jej, a następnie odprężenia i ochłodzenia do temperatury
otoczenia. Szyby przeznaczone do gięcia układa się parami na ramę (lub formę), która
umieszczona jest na wózku. Wózek przemieszcza się w piecu, zgodnie z ustalonym
cyklem do poszczególnych stref.
Dokładność wygięcia i jakość powierzchni zależą od wymiarów szyb, jakości
i konstrukcji ramy oraz temperatury gięcia i czasu przetrzymywania szyby w tej
temperaturze. Krzywa rozkładu temperatury dla procesu gięcia szkła zależy od składa
chemicznego szkła, gabarytów giętego szkła i rodzaju krzywizny. Przy produkcji małych
serii szyb do gięcia stosuje się piece elektryczne jedno- lub wielokomorowe.
Jeśli szkło hartowane poddamy dodatkowo procesowi gięcia, to przy produkcji szkła
hartowanego giętego między piec do nagrzewania szkła, a chłodnicę wprowadza się
urządzenie do gięcia szkła. Urządzenie to stanowi prasę, w której nadaje się szybie żądany
kształt. Elementy prasujące, stykające się z szybą, wykonane są ze stali żaroodpornej;
kształt ich zmienia się zależnie od wymaganego kształtu szyby.
W liniach do poziomego hartowania szkła również występują urządzenia
umożliwiające produkcję szyb giętych hartowanych. Wyróżnia się system gięcia
grawitacyjnego i gięcia na poduszce powietrznej. W systemie gięcia grawitacyjnego płytę
szkła o odpowiednim kształcie i wymiarach umieszcza się na specjalnej ramie, wraz z
którą przechodzi przez piec do nagrzewania. W czasie nagrzewania szkło przyjmuje w
sposób płynny żądaną krzywiznę. Po wygięciu szkło i rama przechodzą przez część
instalacji, obejmującej chłodzenie tafli.
Najnowocześniejszą metodą produkcji giętych szyb hartowanych jest gięcie na poduszce
powietrznej. W skład instalacji wchodzi piec do nagrzewania szkła, układ do gięcia szkła i

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
układ do chłodzenia szkła. Proces produkcyjny przebiega następująco: płytę szkła
o odpowiednich wymiarach przemieszcza się przez rolki kwarcowe wzdłuż pieca tunelowego.
Po dojściu do stanowiska gięcia układy fotooptyczne i zespół urządzeń mechanicznych ustalają
położenie płyty we właściwym miejscu szerokości przenośnika. Gdy płyta znajduje się we
właściwym miejscu komory do gięcia, zostaje przyssana do górnej części komory, która
stanowi kształt szyby. Odbywa się to przez wytworzenie próżni wewnątrz komory. Następnie
specjalny układ mechaniczny podnosi komorę na odpowiednią wysokość, a inny układ
podstawia ramkę formującą pod komorę próżniową. Gdy ramka formująca znajdzie się we
właściwym miejscu pod szybą, odpowiedni system wytwarza nadciśnienie, dzięki czemu płyta
opada na ramkę formującą. Po ustaleniu się końcowego kształtu szyby na ramce, ramka z
szybą przesuwa się do układu chłodzącego, a następnie do stanowisk zdejmowania szyb. Cały
proces hartowania sterowany jest komputerem. Zaletami tego systemu są: większa precyzja
wykonania zadanego kształtu szyby, mniejsze zniekształcenia przy obrzeżach, możliwość
hartowania szkła cienkiego grubości poniżej 4 mm. System ten rozwija sposoby gięcia szyb o
złożonych profilach oraz dąży do uzyskania powtarzalności kształtów, pozwalających na
stosowanie szyb giętych tą metodą w procesie produkcji szyb klejonych.
Nakładanie powłok metalicznych na szkło płaskie
Proces nakładania powłok metalicznych na szkło płaskie daje twórcom końcowy produkt
w postaci szkieł chroniących przed promieniowaniem słonecznym, tj. szkła ze zwiększoną
zdolnością pochłaniania lub odbijania promieniowania słonecznego w stosunku do szkła
okiennego bezbarwnego.
Wyróżnia się dwie grupy takich szkieł: szkła barwione w masie oraz szkła z warstwami
nanoszonymi w procesach przetwórstwa na powierzchnię szkła płaskiego bezbarwnego.
POCHŁANIAJACE
ODBIJAJĄCE
Ú
Ú
BARWIONE W MASIE
Z WARSTWAMI NANIESIONYMI W
PROCESIE PRZETWÓRSTWA SZKŁA
Ú
Ú
METALE PRZEJŚCIOWE
TLENKI LUB METALE
Rys. 17. Schemat powstawania szkieł chroniących przed promieniowaniem słonecznym
Istotą metod stosowanych w procesach przetwórstwa szkła jest nanoszenie na jego
powierzchnię cienkich warstw metali lub tlenków metali, charakteryzujących się zdolnością
pochłaniania lub odbijania promieniowania słonecznego. Szczególne miejsce zajmują metale,
które mają selektywne właściwości w tym zakresie, jak złoto, miedź, srebro, aluminium.
Ze względu na właściwości ochronne przed promieniowaniem słonecznym, warstwy
nanoszone na szkło można podzielić na trzy grupy:
–
chroniące przed promieniowaniem słonecznym, bez wyraźnej ochrony przed
promieniowaniem cieplnym,
–
chroniące przed promieniowaniem cieplnym i widzialnym,
–
chroniące przed promieniowaniem cieplnym, a jednocześnie wykazujące dobrą
przepuszczalność w zakresie promieniowania widzialnego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Tabela 18. Podział warstw nanoszonych na szkło, chroniących przed promieniowaniem słonecznym [4,s. 110]
Rodzaj warstwy
Typ warstwy
Materiał warstwy
Tlenkowe odbijające
TiO
2
, Bi
2
O
3
Tlenkowe pochłaniające
Tlenki mieszane na bazie: Co,
Fe, Cr, Ni:TiO
2
:Pd, TiO
2
:Au
Warstwy
chroniące przed
promieniowaniem
słonecznym
bez
wyraźnej
ochrony
w
zakresie
promieniowania cieplnego
Metaliczne
półprzewodnikowe,
pochłaniające
Tlenki
Ni,
Cr,
stale
szlachetne, specjalne stopy Si
(warstwy z tlenkami krzemu i
tytanu)
Półprzewodnikowe
In
2
O
3
:Sn,
SnO
2
:Sb
i
F,
Cd
2
SnO
4
:In lub Al
Warstwy
chroniące przed
promieniowaniem cieplnym, a
wykazujące
dobrą
przepuszczalność w zakresie
widzialnym
Metaliczne, selektywne
Au, Ag, Cu z warstwami
ochronnymi z tlenków tytanu
i bizmutu
Warstwy
chroniące przed
promieniowaniem cieplnym i
widzialnym
Metaliczne, selektywne
Au, Ag, Cu z warstwą
ochronną z tlenków bizmutu i
tytanu, ZnS i NiCr
Właściwości użytkowe szyb chroniących przed promieniowaniem słonecznym zależą od
właściwości warstw nanoszonych na powierzchnię szyb. Parametrami charakteryzującymi taką
warstwę są: współczynnik odbicia dla danej długości fali, współczynnik przepuszczalności i
współczynnik absorpcji.
W budownictwie stosowanie szyb chroniących przed promieniowaniem słonecznym
uzasadniają następujące efekty: oszczędność na urządzeniach klimatyzacyjnych, oszczędność
na kosztach ogrzewania, efektywne wykorzystanie powierzchni wnętrz, poprawa mikroklimatu
wewnątrz.
Metody wytwarzania szyb chroniących przed promieniowaniem można podzielić na dwie
grupy:
a) metody chemiczne, do których zaliczamy
–
metodę zanurzeniową,
–
metodę natryskową – pirolizy i redukcji chemicznej,
–
metodę wytrącania z fazy gazowej;
b) metody próżniowe, do których zaliczamy
–
metodę odparowywania termicznego – ogrzewania elektrycznego i elektrodowego
bombardowania,
–
metodę rozpylania katodowego – konwencjonalną i wysokowydajną.
Przykładem metod chemicznych – jest metoda pirolizy polegająca na natryskiwaniu
roztworu na powierzchnię szkła, ogrzaną do temperatury 260–580°C, w komorze
natryskowej w atmosferze powietrza.
Do natryskiwania stosuje się wodne roztwory soli metali lub roztwory związków
metaloorganicznych, które ulegają dysocjacji termicznej z wytworzeniem warstwy
tlenków metali na powierzchni szkła. Metodę pirolizy stosuje się obecnie przede
wszystkim do nanoszenia powłok na szyby o dużej powierzchni w połączeniu z procesem
produkcji szkła metodą float. Komora do natryskiwania umieszczona jest na początku
odprężarki tunelowej. Tą metodą produkuje się szyby z warstwami uzyskiwanymi
z tlenków kobaltu, chromu, żelaza i niklu. Warstwy wytwarzane tą metoda są z reguły
odporne chemicznie i mechanicznie i nadają się do oszkleń jednoszybowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Natomiast do metod próżniowych zaliczamy, np. metodę ogrzewania elektrycznego,
która polega na przeprowadzeniu materiału przeznaczonego na warstwy w stan gazowy
przez ogrzewanie elektryczne łódeczek, w których znajduje się ten materiał. Proces
odbywa się w komorach, w których wytwarza się wysoką próżnię.
Metodę tę stosuje się na skalę przemysłową w dwu wersjach: statycznej
i dynamicznej. Metoda statyczna polega na tym, że łódeczki z materiałem do
odparowania i tafle, na które naparowywana jest warstwa, zajmują stałe miejsce
w komorze próżniowej. W metodzie dynamicznej łódeczki z materiałem do odparowania
zajmują stałe miejsce w komorze, a tafle, na które naparowuje się warstwy,
przemieszczają się poziomo nad łódeczkami. Tą metodą mogą być nanoszone zarówno
warstwy o właściwościach ochrony przeciwsłonecznej, np. na bazie niklu, chromu, tytanu
lub
specjalnych
stopów,
jak
również
warstwy
o
właściwościach
ochrony
przeciwsłonecznej i cieplnej, np. na bazie złota, srebra i miedzi. Metodę tę stosuje się
również do nakładania warstw potrójnych, mających właściwości ochrony cieplnej,
a jednocześnie duży współczynnik przepuszczalności światła.
Wszystkie metody wytwarzania szkieł chroniących przed promieniowaniem
słonecznym noszą potoczna nazwę szkieł refleksyjnych, które mają zastosowanie wszędzie
tam, gdzie ze względów estetycznych wymagane jest szkło kolorowe bądź szkło
o podwyższonych parametrach ochrony przed słońcem. Stosuje się je do biur, sklepów,
mieszkań ośrodków oświatowych, innych pomieszczeń użyteczności publicznej oraz
w ogrodach zimowych.
Do głównych zalet szkła refleksyjnego można zaliczyć:
–
ochronę budynków przez nagrzewaniem dzięki warstwie refleksyjnej, tworzenie
ciekawych efektów architektonicznych, redukcja promieniowania UV, a mianowicie szkło
to: zatrzymuje 94% promieniowania ultrafioletowego,
–
zapobiega utracie kolorów oraz starzeniu się plastików, budynki oszklone szkłem
refleksyjnym zyskują na estetyce wyglądu, jak również stwarzają wrażenie powiększania
przestrzeni wokół nas,
–
chronią przed nadmiernym zmęczeniem oczu, poprawiają komfort psychiczny osób
znajdujących się w tak oszklonych pomieszczeniach.
Ocena jakości przetworzonego szkła
Jakość wyrobu stanowi bardzo cenny atut w pozyskiwaniu nowych odbiorców
określonego wyrobu szklarskiego, dlatego w ostatnich latach firmy przetwarzające wyroby
prześcigają się w opracowywaniu nowych metod pomiarowych świadczących o bardzo dobrej
jakości ich produktu.
Kompleksowe badania szyb zespolonych obejmują:
–
oględziny zewnętrzne,
–
badanie szczelności złącza, polegające na poddaniu szyby działaniu wody i temperatury,
–
badanie punktu rosy, polegające na miejscowym oziębieniu powierzchni jednej z szyb
składowych i odczycie czasu, w którym następuje wyroszenie na wewnętrznej stronie tej
szyby,
–
badanie przenikania ciepła, za pomocą wkładania szyby do specjalnej skrzynki pomiarowej
i oznaczaniu ilości ciepła przepływającego w ustalonych warunkach przez tę szybę,
–
badanie izolacyjności akustycznej.
Charakterystycznymi badaniami szyb klejonych bezpiecznych jest określanie:
–
właściwości optycznych, tj. badanie przepuszczalności światła, zniekształceń optycznych,
rozdwojenia obrazu,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
–
wytrzymałości na uderzenia, za pomocą kuli o odpowiednich ciężarach,
–
odporności na czynniki atmosferyczne i zewnętrze, np. odporności na promieniowanie,
odporności na wysoką temperaturę, odporności na działanie wilgoci, odporności na
ścieranie.
Szyby hartowane są poddawane tym samym badaniom, co szyby klejone, z tym że
w szybach hartowanych bada się jeszcze charakter siatki spękań, która polega na rozbiciu
szyby i ocenie charakteru siatki spękań.
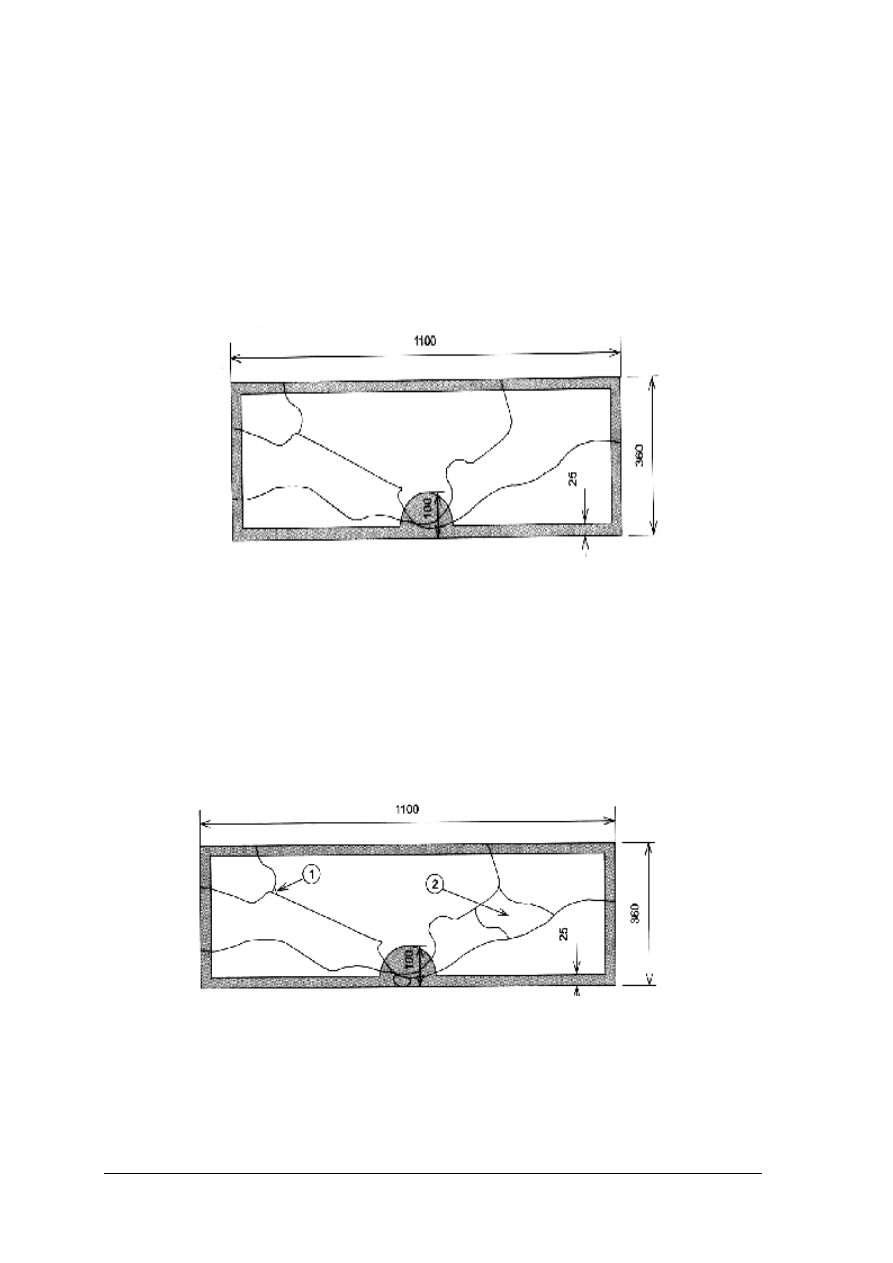
Do badania fragmentacji przygotowuje się próbki szkła o wymiarach 1100: 360 mm dla
każdej grupy produkowanego szkła wzmacnianego termicznie.
Rys19.
Próbka szkła do badania charakteru siatki spękań [6,s. 51]
Próbkę szkła rozbija się młotkiem o określonej wadze zakończonym ostrzem widiowym
uderzając w środku dłuższego boku w odległości 20 mm od krawędzi.
Na rysunku pokazane jest prawidłowe spękanie szkła termicznie wzmacnianego.
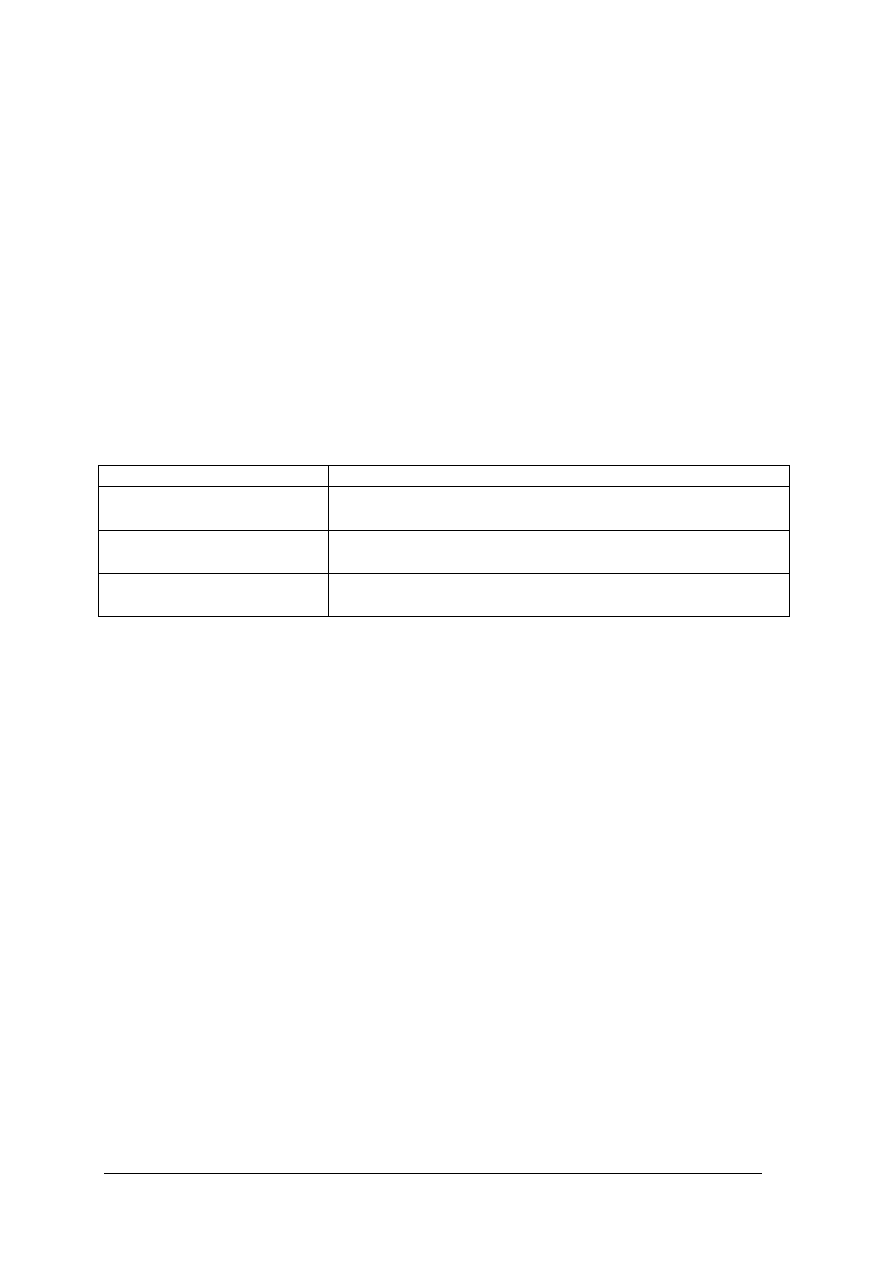
Wszystkie odłamki muszą trzymać się razem lub w zespoleniu. Dopuszcza się występowanie
drobnych odłamków o powierzchni 100 mm
2
i „wysp” o powierzchni do 1000 mm
2
(nie więcej
niż 2 sztuki). Przykład występowania odłamków i wysp pokazuje rysunek 8.
Rys. 20 Próbka z odłamkiem (1) i wyspą (2) [6,s. 51]
Przy ocenie fragmentacji po rozbiciu szkła, pomijamy pas brzegowy o szerokości 25 mm
oraz miejsce uderzania młotkiem o promieniu 100 mm.
Ze względu na trudność określania powierzchni wadliwych odłamków-wysp wylicza się
powierzchnię poprzez ważenie. Masa wyspy = powierzchnia ∙ grubość ∙ gęstość szkła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Na przykład dla szkła o grubości 6 mm maksymalna masa wyspy o powierzchni 1000 mm
2
wynosi 15g.
Z pośród wyżej wymienionych technik oceniających jakość przetworzonych wyrobów,
między dostawcą, a odbiorcą mogą pojawić się uzgodnienia wewnętrzne, którym badaniom
będzie podlegał produkt i w jaki sposób na być ono przeprowadzone.
Przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz ochrony
środowiska podczas procesów przetwarzania szkła
Bezpieczna praca i unikniecie uszczerbku na zdrowiu zależy od samych pracowników, jaki
i służb bhp. Właściwe przeszkolenie, poinformowanie, poinstruowanie o zagrożeniach
występujących na jego stanowisku pracy oraz sposobach ich likwidacji jest podstawą
bezpiecznej pracy. W poniższej tabeli przedstawiono niektóre z zagrożeń występujących na
stanowiskach pracy związanych z przetwórstwem szkła. Jeśli każdy z pracowników będzie
przestrzegać instrukcje bhp, stosować wymagane urządzenia zabezpieczające oraz środki
ochrony osobistej, to jego praca będzie stroniła od negatywnych skutków.
Tabela 4. Zagrożenia powstające podczas technik przetwórstwa szkła.
Metoda
Zagrożenia
Przetwórstwo
szkieł
zespolonych
—
skaleczenia, poparzenia
Przetwórstwo
szkieł
klejonych
—
skaleczenia,
poparzenia,
pylenia
w
przypadku
pudrowania, promieniowanie cieplne
Przetwórstwo
szkła
hartowanego
—
poparzenia, promieniowanie cieplne
Oprócz zagrożeń dla człowieka, w przetwórstwie szkła możemy wymienić jeszcze kilka
zagrożeń stawianych środowisku naturalnemu, są to m.in. emisja pyłów i gazów, ścieki z
procesów technologicznych, nagromadzenie odpadów produkcyjnych. W tym zakresie każdy
pracownik powinien być poinstruowany o swoich działaniach przez odpowiednie służy bhp hut
szkła.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojęcie szyby zespolonej?
2. Jakie są rodzaje połączeń szyb zespolonych?
3. Jakie elementy stosowane są do wykonania szyby zespolonej?
4. Jakie parametry charakteryzują szybę zespolone?
5. Jakie unowocześnienia stosowane są w produkcji laminowanych szyb?
6. Jakie jest zastosowanie szyb laminowanych?
7. Jakie są zalety stosowania w procesie laminowania folii z tworzyw sztucznych?
8. Jak scharakteryzujesz proces gięcia szkła płaskiego?
9. Jakie urządzenia stosowane są do gięcia szkła hartowanego?
10. Z jakich etapów składa się proces gięcia szyb klejonych?
11. Jakie są metody wytwarzania szyb chroniących przed promieniowaniem słonecznym?
12. Jakie materiały wykorzystuje się przy produkcji szkła przeciwsłonecznego?
13. Jakie typy warstw nanoszonych na szkło chroniące przed promieniowaniem cieplnym
i widzialnym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
14. Jakie znasz efekty stosowania w budownictwie szkła chroniącego przed promieniowaniem
słonecznym?
15. Jak można podzielić metody wytwarzania szyb chroniących przed promieniowaniem
słonecznym?
16. Jakie badania przeprowadza się na szybie zespolonej?
17. Jak są zagrożenia pracowników przy przetwórstwie szkła?
18. Jakie są najczęstsze wady szyb klejonych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dobierz materiały i urządzenia produkcyjne do poszczególnych rodzajów przetworzonego
szkła.
Tabela do ćwiczenia 1
Rodzaj
przetworzonego szkła
płaskiego
Materiały
Urządzenia
Szyba zespolona
Szyba laminowana
Szyba hartowana
Szkło refleksyjne
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące przetwórstwa szkła płaskiego,
2) dokonać analizy treści,
3) dobrać materiały i urządzenia do rodzaju szkła
4) uzupełnić tabelę.
Wyposażenie stanowiska pracy:
−
papier formatu A4 z tabelą.
−
pisaki,
−
tabela,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wykonaj operację gięcia szkła płaskiego za pomocą pieca komorowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące procesu gięcia szkła,
2) dokonać analizy treści.
3) zapoznać się z instrukcją do wykonania ćwiczenia,
4) założyć środki ochrony osobiste,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
5) przygotować stanowisko pracy,
6) wykonać szybę zespoloną.
Wyposażenie stanowiska pracy:
−
przybory, materiały, sprzęt do wykonania ćwiczenia,
−
instrukcja do wykonania ćwiczenia, instrukcja sprzętu niezbędnego do wykonania
ćwiczenia, instrukcja stanowiskowa bhp,
−
środki ochrony osobiste,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Dokonaj oceny jakości przetworzonego szkła.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące oceny jakości przetworzonego
szkła,
2) dokonać analizy treści,
3) dokonać oceny jakości wyrobów otrzymanych w wyniku przetwórstwa szkła.
Wyposażenie stanowiska pracy:
−
papier formatu A4, pisaki,
−
kolekcja wyrobów otrzymanych w wyniku przetwórstwa szkła oznaczonych kolejnie
cyframi,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Wykonaj szybę zespoloną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące wytwarzania szkła zespolonego,
2) dokonać analizy treści,
3) zapoznać się z instrukcją do wykonania ćwiczenia,
4) przygotować stanowisko pracy,
5) założyć środki ochrony osobistej,
6) wykonać szybę zespoloną,
–
krojenie szkła do odpowiednich wymiarów (300mm:300mm),
–
mycie i czyszczenie płyt szklanych,
–
zwymiarowanie i docięcie profili dystansowych,
–
założenie narożników i ramki,
–
montaż szyby zespolonej: nałożyć ramki na szybę, odpowiednio ułożyć i przykleić
płytę do ramki,
–
uszczelnienie szyby masą silikonową,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
–
odstawienie wykonanej szyby celem utwardzenia silikonu.
Wyposażenie stanowiska pracy:
−
papier, ołówki,
−
poradnik dla ucznia,
−
przybory, materiały potrzebne do wykonania ćwiczenia: tafle szklane, nóż do szkła,
pistolet do silikonu, taśma mierząca, nóż do cięcia profili, papier czyszczący, profile
dystansowe, narożniki, silikon neutralny, środki myjące,
−
instrukcja do wykonania ćwiczenia, instrukcja sprzętu niezbędnego do wykonania
ćwiczenia, instrukcja stanowiskową bhp,
−
środki ochrony osobistej,
−
literatura zgodna z punktem 6 poradnika.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie szyby zespolonej?
2) określić rodzaje połączeń szyb zespolonych?
3) dobrać elementy budowy szyby zespolonej?
4) określić parametry charakteryzujące szyby zespolone?
5) określić unowocześnienia produkcji szyb laminowanych?
6) określić zastosowanie szyb laminowanych?
7) określić zalety folii z tworzyw sztucznych stosowanych w procesie
laminowania?
8) scharakteryzować etapy gięcia szkła płaskiego?
9) dobrać urządzenia do gięcia szyb hartowanych?
10) scharakteryzować proces produkcji szyb giętych klejonych?
11) rozróżniać
metody
wytwarzania
szyb
chroniących
przed
promieniowaniem słonecznym?
12) określić
materiały
szkła
chroniącego
w
produkcji
przed
promieniowaniem słonecznym?
13) rozróżniać
warstwy
nanoszone
na
szkła
chroniace
przed
promieniowaniem słonecznym?
14) określić zalety stosowane szkła chromowego przed promieniowaniem
słonecznym?
15) dobrać rodzaj badań dla szyby zespolonej?
16) określić zagrożenia pracownika podczas przetwórstwa szkła?
17) rozpoznać wady szyb klejonych bezpiecznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi. Tylko
jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 40 minut.
Powodzenia!
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
ZESTAW ZADAŃ TESTOWYCH
1. Proces polegający na zmianie kształtu wyrobów, przy zachowaniu charakterystyki
tworzywa nazywany jest
a) przetwórstwem szkła.
b) zdobieniem szkła.
c) obróbką szkła.
d) spiekaniem szkła.
2. Półfabrykaty wykorzystywane w procesie laminowaniu to
a) rurki szklane.
b) pręty szklane.
c) płyty szklane.
d) granulaty szklane.
3. Zaznaczony na rysunku element to
a) masa uszczelniająca.
b) ramka dystansowa.
c) tafle szkła.
d) sito molekularne.
4. Uplastyczniona folia z tworzyw sztucznych składa się z
a) polichlorku winylu.
b) siarczanu sodowego.
c) poliwynylobutyralu.
d) butyraldehydu.
5. W brakujące miejsca schematu blokowego produkcji szkła klejonego należy wpisać
a) rozkrój, nałożenie folii.
b) laminowanie, rozkrój.
c) rozkrój, nakładanie żywicy.
d) nakładanie kleju, rozkrój.
6. Jedna z metod chemicznych wytwarzania szyb chroniących przed promieniowaniem to
a) metoda ogrzewania elektrodowego.
b) metoda rozpylania katodowego.
c) metoda odparowania termicznego.
d) metoda zanurzeniowa.
7. Przed procesem technologicznym łączenia szkła z ceramiką konieczne jest
a) poszkliwienie elementu łączonego.
b) podgrzewanie materiałów łączonych.
c) zwilżenie szkła łączonego.
d) zlutowanie materiałów łączonych.
Mycie
suszenie
Zgrzewanie
szkła

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
8. Warstwą nanoszoną na szkło chroniącą przed promieniowaniem cieplnym i widzialnym
jest
a) warstwa tlenkowa odbijająca.
b) warstwa półprzewodnikowa.
c) warstwa tlenkowa pochłaniająca.
d) warstwa metaliczna, selektywna.
9. Jedną z metod próżniowych wytwarzania szyb chroniących przed promieniowaniem
słonecznym to
a) metoda wytrącania z fazy gazowej.
b) metoda rozpylania katodowego.
c) metoda zanurzeniowa.
d) metoda natryskowa.
10. Materiał warstwy tlenkowej obijającej chroniącej przed promieniowaniem słonecznym to
a) Au.
b) Ag.
c) Cu.
d) TiO
2.
11. Do produkcji szyb laminowanych stosowane są
a) żywice i folia.
b) folia i klej utwardzany na zimno.
c) balsam kanadyjski i ramka dystansowa.
d) klej kauczukowy i folia mrożona.
12. Szyba zespolona zbudowana jest z
a) rurki szklanej.
b) pręta szklanego.
c) ramki dystansowej.
d) folii PVB.
13. Podstawowym parametrem charakteryzującym szybę zespoloną jest
a) izolacyjność akustyczna.
b) tolerancje wymiarowe ramki.
c) liczba warstw szyb.
d) pojemność uszczelniaczy.
14. Materiałem stosowanym do klejenia poszczególnych warstw płyt szklanych jest
a) żywica epoksydowa.
b) folia poli-winylo-butyralowa.
c) utwardzacz akrylowy.
d) folia polipropylenowa.
15. Do charakterystycznych cech szkła hartowanego należy
a) pękanie na drobne, niekalęczące kawałki.
b) zmniejszania odporność na zmiany temperatur.
c) mała sprężystości szkła.
d) zmniejszenie wytrzymałości mechanicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
16. Szyba hartowana poddana jest badaniu
a) punktu rosy.
b) wilgotności.
c) szczelności.
d) siatki spękań.
17. Fusing polega na
a) wtapianiu w powierzchnię szkła elementów innego szkła
b) laminowaniu powierzchni szkła.
c) uszlachetnianiu przez trawienie.
d) poszkliwieniu powierzchni szkła i ostrożnym podgrzewaniu.
18. Szyba zespolona poddana jest badaniu:
a) siatki spękań.
b) zniekształceń optycznych.
c) punktu rosy.
d) rozdwojenia obrazu.
19. Do badań kontrolnych szyb klejonych bezpiecznych nalzeży
a) badanie rozdwojenia obrazu.
b) badanie grubości szyb.
c) badanie szczelności złącza.
d) badanie punku rosy.
20. Środkiem ochrony osobistej, które powinien stosować pracownik pracujący przy sklejeniu
szkła, są
a) rękawice bawełniane.
b) fartuch skórzany.
c) okulary ochronne.
d) ochronniki słuchu.
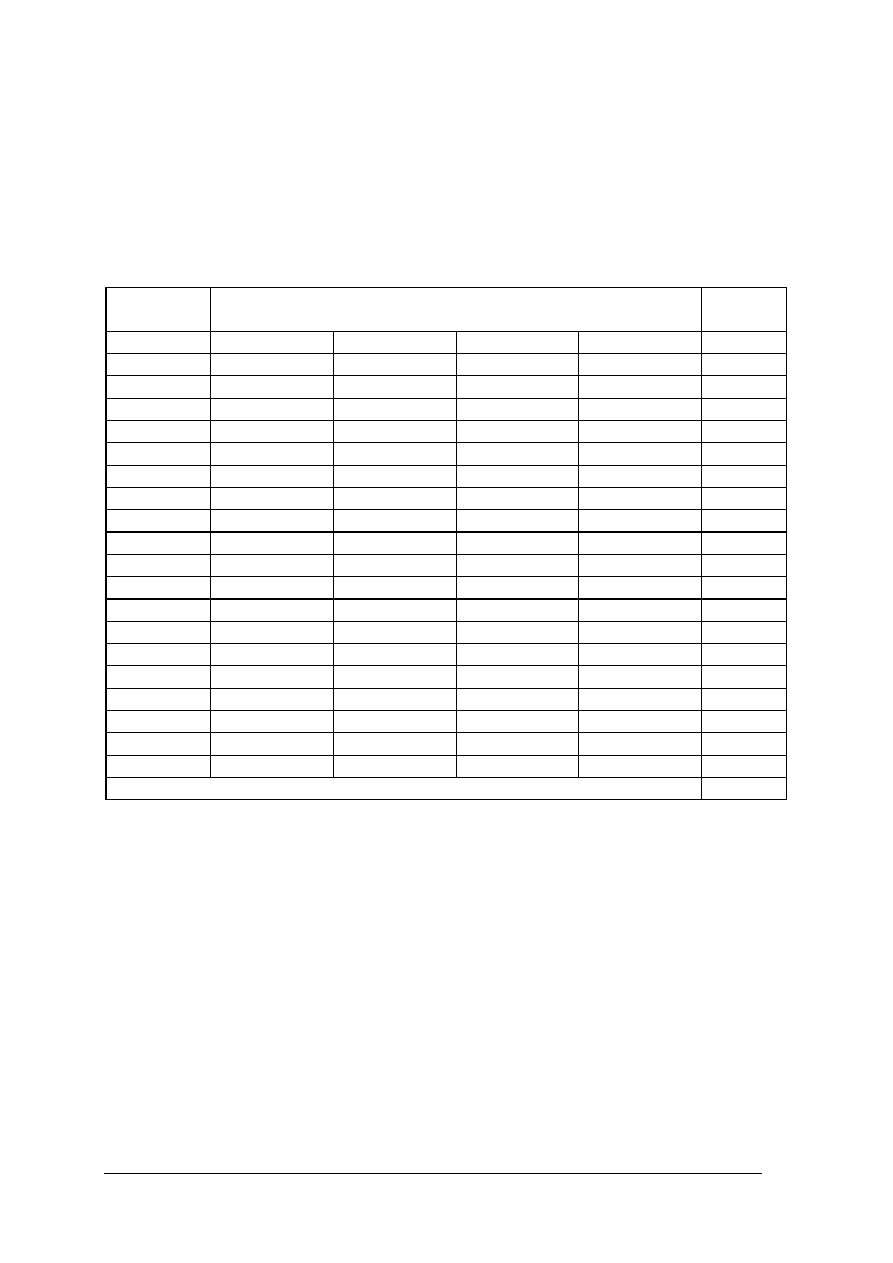
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Przetwarzanie szkła
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
6. LITERATURA
1. Cienińska M., Dorosz D., Greiner-Wrona E., Gruszka B., Kucharski J., Lisiecki M.,
Łączka M., Procyk B., Siwulski S., Środa M., Wacławska I., Wasylak J.: Technologia
szkła – właściwości fizykochemiczne, cz.1, Kraków 2002
2. Katalog produktów firmy Pilkington
3. Technologia szkła I (praca zbiorowa). Arkady, Warszawa 1987
4. Technologia szkła II (praca zbiorowa). Arkady, Warszawa 1987
5. www.fusing.waw.pl
Czasopisma:
—
Świat szkła, czasopismo nr 9/ 2003, nr 10/2005
—
Szkło i ceramika.
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 u
operator urzadzen przemyslu szklarskiego 813[02] z2 03 u
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 u
operator urzadzen przemyslu szklarskiego 813[02] z2 01 n
operator urzadzen przemyslu szklarskiego 813[02] z2 02 n
operator urzadzen przemyslu szklarskiego 813[02] z2 02 u
operator urzadzen przemyslu szklarskiego 813[02] z2 01 u
operator urzadzen przemyslu szklarskiego 813[02] z2 04 n
operator urzadzen przemyslu szklarskiego 813[02] z2 04 u
operator urzadzen przemyslu szklarskiego 813[02] z2 06 u
operator urzadzen przemyslu szklarskiego 813[02] z2 06 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 u
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 u
więcej podobnych podstron