„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Krzysztof Kubit
Wykonywanie obróbki wyrobów szklarskich 813[02]Z2.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Stanisław Pelczar
mgr Elżbieta Pietrasz
Opracowanie redakcyjne:
mgr inż. Krzysztof Kubit
Konsultacja:
mgr Czesław Nowak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 813[02]Z2.05
„Wykonywane obróbki wyrobów szklarskich”, zawartego w modułowym programie
nauczania dla zawodu operator urządzeń przemysłu szklarskiego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Techniki oddzielania kap od wyrobów szklarskich
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
17
4.1.4. Sprawdzian postępów
21
4.2. Szlifowanie wyrobów szklarskich
22
4.2.1. Materiał nauczania
22
4.2.2. Pytania sprawdzające
30
4.2.3. Ćwiczenia
30
4.2.4. Sprawdzian postępów
34
4.3. Zatapianie obrzeży wyrobów szklarskich
35
4.3.1. Materiał nauczania
35
4.3.2. Pytania sprawdzające
37
4.3.3. Ćwiczenia
38
4.3.4. Sprawdzian postępów
40
4.4. Wiercenie otworów w szkle i docieranie korków ze szkła
41
4.4.1. Materiał nauczania
41
4.4.2. Pytania sprawdzające
45
4.4.3. Ćwiczenia
45
4.4.4. Sprawdzian postępów
47
4.5. Cechowanie i znakowanie wyrobów szklarskich
48
4.5.1. Materiał nauczania
48
4.5.2. Pytania sprawdzające
49
4.5.3. Ćwiczenia
49
4.5.4. Sprawdzian postępów
51
5. Sprawdzian osiągnięć
52
6. Literatura
57

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu obróbki wyrobów
szklarskich.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
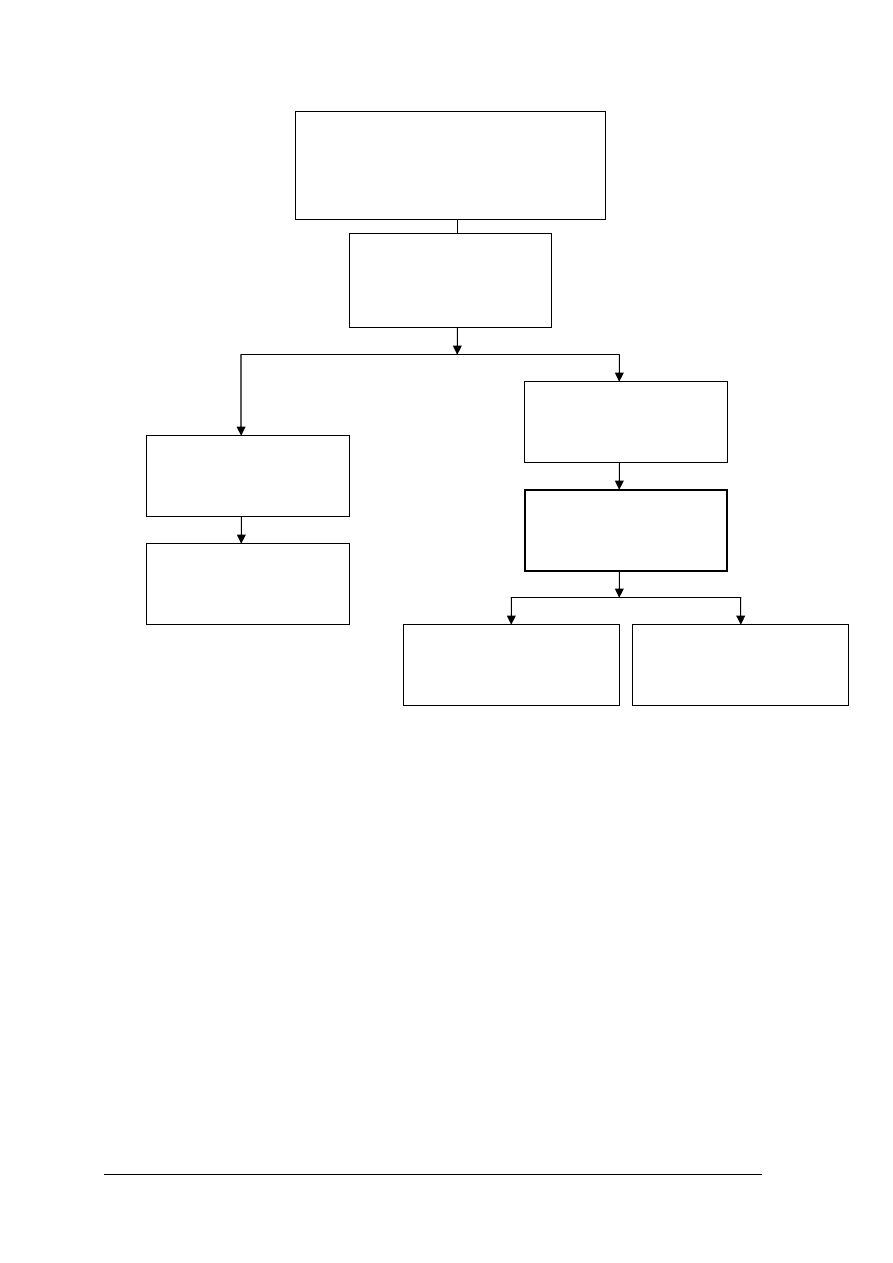
Schemat układu jednostek modułowych w module
813[02]Z2
Technologia
wytwarzania szkła
813[02]Z2.02
Sporządzanie zestawów
szklarskich
813[02]Z2.03
Topienie szkła
813[02]Z2.06
Zdobienie wyrobów
szklarskich
813[02]Z2.07
Przetwarzanie szkła
813[02]Z2.04
Formowanie wyrobów
szklarskich
813[02]Z2.05
Wykonywanie obróbki
wyrobów szklarskich
813[02]Z2.01
Badanie właściwości
surowców szklarskich i
szkła
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej powinieneś umieć.
–
określać zastosowanie elementów maszyn i urządzeń,
–
charakteryzować budowę maszyn i urządzeń stosowanych w przemyśle szklarskim,
–
określać zasady sterowania pracą maszyn i urządzeń,
–
wyjaśniać zasadę działania elektronicznych elementów i układów automatyki
przemysłowej.
–
charakteryzować procesy związane z eksploatacją, zużyciem i uszkodzeniem części
maszyn,
–
określać właściwości materiałów stosowanych w procesach produkcyjnych szkła,
–
klasyfikować szkło ze względu na skład chemiczny,
–
charakteryzować właściwości szkła,
–
rozpoznawać przyrządy pomiarowe,
–
charakteryzować szkło gospodarcze, opakowaniowe, budowlane, techniczne,
–
określać wpływ właściwości szkła na procesy obróbki wyrobów szklarskich.
–
korzystać z różnych źródeł informacji,
–
współpracować w grupie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć.
scharakteryzować techniki obróbki szkła,
określić etapy szlifowania szkła,
dobrać techniki obcinania kap z wyrobów szklanych,
obciąć kapy z wyrobów szklanych sposobem termicznym i mechanicznym,
dobrać narzędzia do nacinania poprzecznego płyt szklanych,
dobrać materiały ścierne do szlifowania szkła,
wykroić określony element z tafli szkła,
dobierać metody rozkroju rur i prętów szklanych,
dokonać rozkroju rur i prętów szklanych,
wykonać szlifowanie wyrobów ze szkła,
doszlifować korki szklane,
zatopić obrzeża wyrobu ze szkła,
wywiercić wiertłem otwór w szkle,
wykonać cechowanie wyrobów szklanych przy pomocy urządzenia mechanicznego,
sprawdzić zgodność wykonania wyrobów szklanych z dokumentacją,
zastosować przepisy bezpieczeństwa i higieny pracy, przeciwpożarowe oraz ochrony
środowiska podczas obróbki wyrobów ze szkła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Techniki oddzielania kap od wyrobów szklarskich
4.1.1. Materiał nauczania
Wykończaniem nazywamy obróbkę wyrobów szklarskich, mającą na celu
nadanie im ostatecznej, użytecznej postaci.
Wykończanie wyrobów ogranicza się wyłącznie do operacji niezbędnych dla osiągnięcia
wymienionego celu, czym odróżnia się od zdobienia wyrobów-operacji mającej na celu
zwiększenie wartości estetycznej wyrobów lub nadanie im szczególnych cech.
Proces oddzielania w wydmuchanych wyrobach zbędnego naddatku, tj. kapy, lub
rozdzielenie łącznie wydmuchanych dwu lub kilku sztuk nazywany jest opękaniem.
Dokonuje się tego przeważnie dwoma sposobami:
−
wyroby o kształtach brył obrotowych opękuje się metodą termiczną za pomocą
urządzeń mechanicznych,
−
wyroby o kształtach brył nieobrotowych (np. czworościennych, wielobocznych)
opękuje się metodą mechaniczną, za pomocą tarcz do opękiwania.
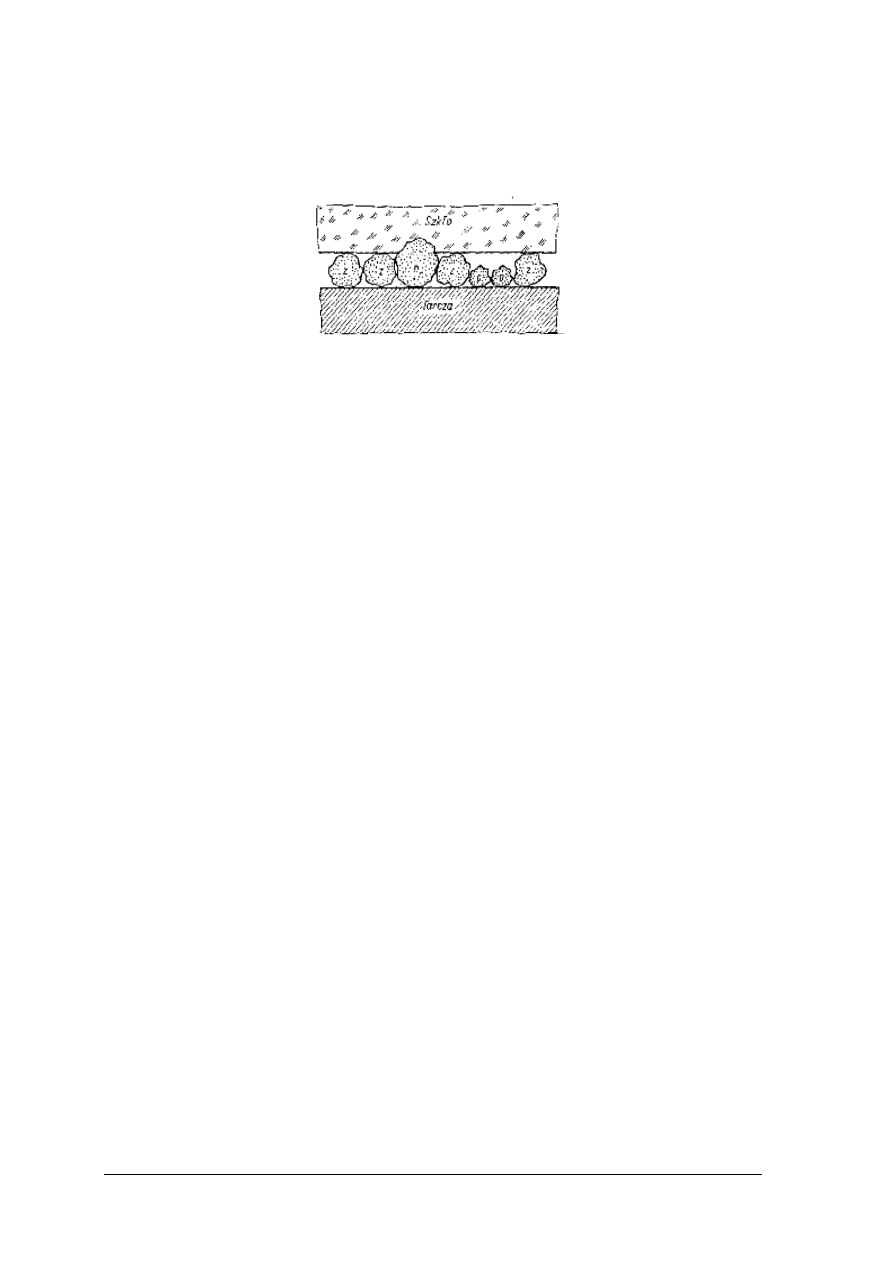
Podczas opękania termicznego wyrobów szklanych celowo wykorzystuje się małą
przewodność cieplną szkła a co za tym idzie powstawanie naprężeń o wartości
przekraczającej wytrzymałość mechaniczną, która z kolei obniżona jest przez zarysowanie
powierzchni wyrobu. Powstanie pęknięcia zależne jest od współczynnika rozszerzalności
cieplnej szkła. Podczas opękania wywołuje się w ściance wyrobów naprężenia przejściowe,
bardzo wysokich wartości, ograniczone do paska o szerokości kilku milimetrów. Wielkość
naprężeń uwarunkowana jest od zwiększenia się objętości szkła w ogrzanym pasku do tego
stopnia, aby wielkość naprężeń była wystarczająca do powstania pęknięcia. Wynika z tego,
że szkła o dużym współczynniku rozszerzalności cieplnej (80–95
⋅
10
-7
1/K) pękają znacznie
łatwiej od szkieł, których rozszerzalność jest mniejsza, np.: szkło SIAL o współczynniku
47
⋅
10
-7
1/K pęka trudno pod wpływem temperatury, a jeszcze gorzej szkła typu SIMAX
o współczynniku 32
⋅
10
-7
1/K. Szkło kwarcowe o rozszerzalności 5,5
⋅
10
-7
1/K nie można
opękać sposobem termicznym. Szkła takie opękane są w sposób mechaniczny lub są
nadtapiane silnie nagrzewającym płomieniem.
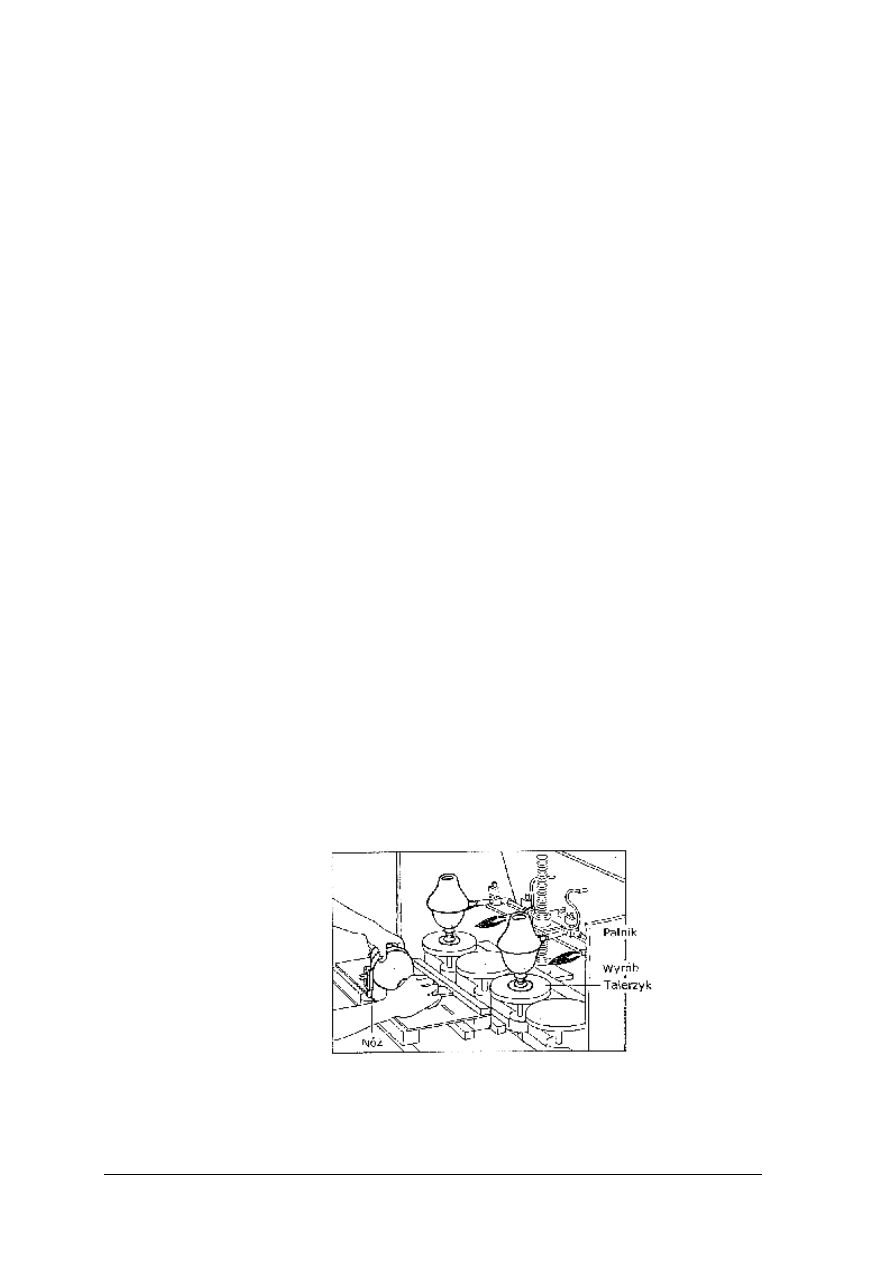
Rys 1. Schemat procesu oddzielania kap od wyrobów ze szkła metodą termiczną [6, s. 101]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Termiczne techniki oddzielania kap od wyrobów
Opękanie palnikiem gazowym
Jest to najczęściej wykorzystywana technika oddzielania kap od wyrobów ze szkła.
Proces oddzielenia kapy od wyrobu tą techniką składa się z następujących etapów:
a) zarysowanie wyrobu nożem na obwodzie,
b) ustawienie wyrobu na obrotowym talerzyku opękarki,
c) podgrzewanie palnikiem gazowym wąskiego pasa szkła w miejscu zarysowania,
d) oddzielenie kapy od wyrobu.
Do tego celu wykorzystuje się urządzenia z dwoma lub trzema stanowiskami
obrotowymi, na które stawia się wyroby przeznaczone do opękania. Najpierw wyrób stawia
się na stanowisku pierwszym, przy którym znajduje się nóż do zarysowywania szkła.
Po zarysowaniu powierzchni szkła wyrób przenosi się na obrotową tarczę, której prędkość
można regulować skokowo. Palniki ustawiane są na wysokości zależnej od danego
asortymentu wyrobów. Obracający się wyrób jest nagrzewany przez igłowy płomień
palników. W czasie nagrzewania jednego wyrobu zarysowywany jest drugi i ustawiony
zostaje na kolejnym stanowisku. Po oddzieleniu kapy zostaje ona wyrzucona do odpadu,
a wyrób zostaje odłożony na wózek lub przenośnik. Proces ten powtarza się systematycznie.
W przypadku wyrobów grubościennych wyrób należy podgrzewać dłużej i dlatego
zamiast dwu talerzy obrotowych stosuje się trzy lub więcej talerzy, umożliwiając tym ciągłą
pracę bez postojów, i taką samą wydajność jak w przypadku wyrobów cienkościennych. Dla
ulepszenia i przyspieszenia pracy stosuje się dodatkowe oprzyrządowanie, które ułatwia
ustawienie i wycentrowanie wyrobu na środku obracającego się talerza. Podkładki wykonane
są z różnych materiałów: np. guma, metal, papier, oraz o różnych kształtach, w zależności od
kształtu dna wyrobów.
Do zasilania palników opękarki stosuje się gazy, które dają wysoką temperaturę spalania:
acetylen, propan butan, wodór i gaz ziemny. Dodatkowym sposobem podniesienia
temperatury płomienia jest dostarczanie tlenu do spalanego gazu zamiast powietrza.
W celu zapewnienia lepszego spalania gazy przepuszcza się przez komorę mieszania.
Ponieważ prędkość przepływu gazów w komorze mieszania jest większa od prędkości
spalania nie występuje wybuch gazów wewnątrz komory, może to jedynie wystąpić podczas
zamykania dopływu gazów, wtedy do komory dostaje się płomień powodując zapalenie się
gazu wewnątrz niej. Uniknąć tego można poprzez przedmuchiwanie (wentylację) komory
powietrzem tak, aby prędkość wylotowa gazu była większa od prędkości spalania.
W opękarkach większych gabarytowo do opękania wyrobów dużych średnic zamiast
jednego palnika stosuje się serię małych palników ustawionych na części obwodu koła.
Opękanie przy pomocy prądu elektrycznego
Podczas opękania wyrobów tą metodą wykorzystuje się drut oporowy jako źródło ciepła.
Wyrób obwija się dookoła drutem oporowym, a w miejscu jego skrzyżowania należy go
zaizolować. Po włączeniu prądu elektrycznego w obwód, drut nagrzewa się powodując
powstawanie naprężeń w szkle aż do momentu pęknięcia ścianek wyrobu. Sposób ten
stosowany jest do wyrobów szklarskich o dużych wymiarach, których nie można opękać
innymi sposobami.
Opękanie przy pomocy gorącego szkła
Sposób ten nazywany jest hutniczym sposobem opękania. Polega on na obwijaniu
wyrobu w miejscu oddzielania gorącą nitką szklaną. Nitka ta wywołuje w miejscu owinięcia
naprężenia wysokich wartości, które powodują pękanie ścianek wyrobu wzdłuż obwiniętej
linii. Sposób ten obecnie jest bardzo rzadko wykorzystywany ze względu na małą dokładność
procesu opękania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Opękanie laserem optycznym
Laserowe oddzielanie kap od wyrobów oraz laserowy rozkrój rur, prętów i tafli ze szkła
znajduje coraz szersze zastosowanie w przemyśle szklarskim. Rozdzielanie materiału wskutek
działania lasera może następować na skutek: sublimacji, topienia, wypalania. Cechą cięcia
laserowego jest punktowe wprowadzenie energii i wysokoenergetyczny strumień tnący.
Warunkiem uzyskania dobrej jakości cięcia i wysokiego stopnia utrzymywania wymiarów
ciętych elementów jest dokładnie prowadzony strumień tnący w połączeniu z najwyższej
jakości maszyną do cięcia o dużej odporności na drgania i o dobrej powtarzalności.
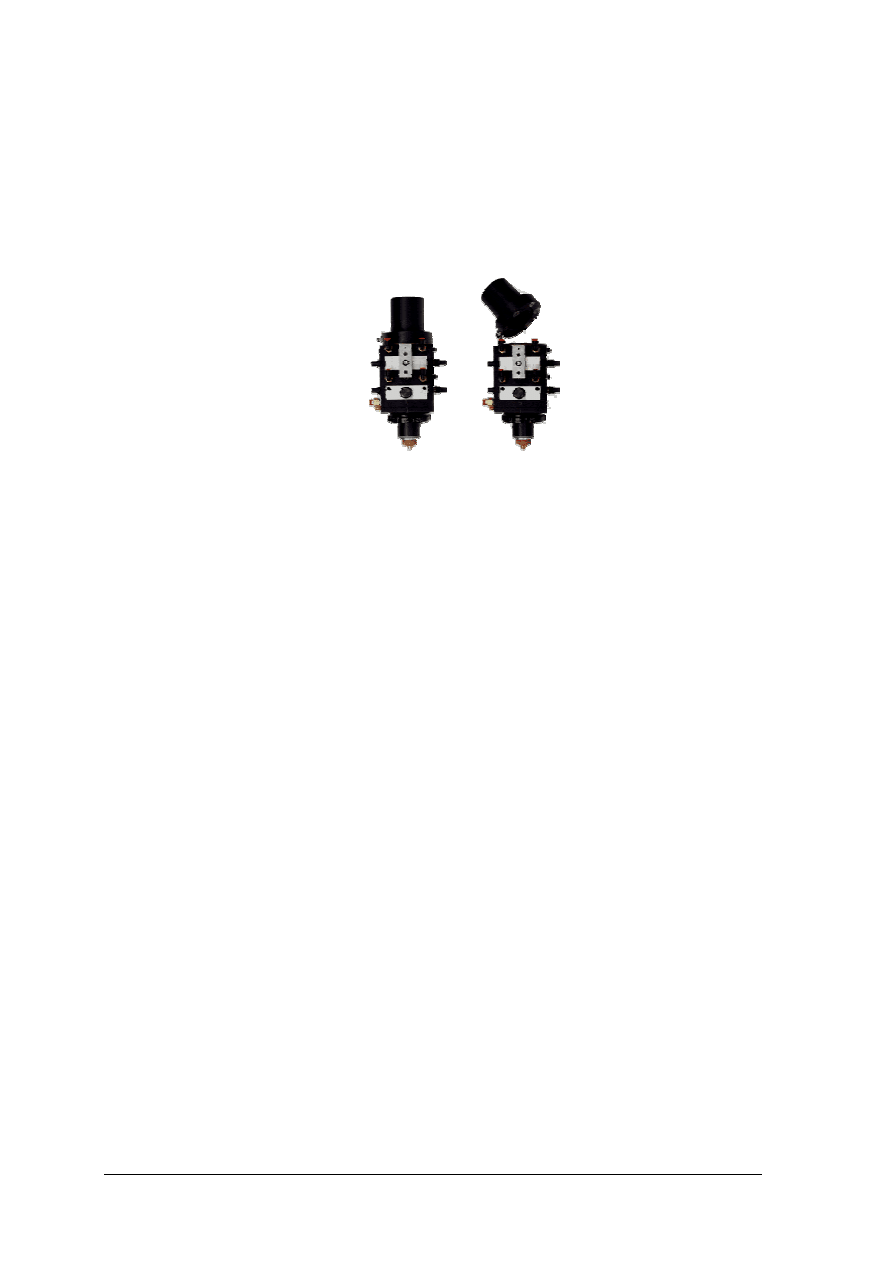
Rys. 2.
Głowica do cięcia laserowego [10]
Spośród wielu sposobów cięcia laserowego do opękania wyrobów szklarskich, rozkroju
rur, prętów oraz tafli ze szkła wykorzystywane są następujące metody:
−
poprzez generowanie pęknięć termicznych, gdzie ogniskowana wiązka wywołuje
naprężenia cieplne, powodujące pękanie szkła,
−
poprzez zarysowanie gdzie nacinany jest rowek lub rząd otworów w szkle i następnie
szkło jest łamane mechanicznie. Metoda ta wykorzystywana jest również do rozkroju
tafli szklanych.
Prawidłowy przebieg opękania laserowego zapewniają następujące czynniki:
−
odpowiednia czystość gazu,
−
właściwe ciśnienie gazu,
−
właściwy stan i ustawienie dyszy tnącej.
Zalety opękania laserowego:
−
wąska strefa wpływu ciepła,
−
gładka i czysta powierzchnia cięcia,
−
oszczędność materiału poprzez występowanie wąskiej szczeliny cięcia,
−
duża szybkość cięcia,
−
łatwość automatyzacji,
−
duża elastyczność procesu cięcia laserowego,
Wady opękania laserowego:
−
duży koszt inwestycyjny,
−
ograniczona grubość opękanego lub ciętego szkła.
Ze względu na w/w czynniki opękanie laserowe stosowane jest do wysoko
zautomatyzowanych linii produkujących wielkoseryjnie wyroby ze szkła.
Płomieniowe obcinanie kap
Obcinanie kap płomieniem ma na celu oddzielenie w wydmuchanych wyrobach kap,
bez konieczności stosowania następnych operacji, tj. szlifowania i zatapiania obrzeży,
które muszą być przeprowadzone po opękaniu termicznym i mechanicznym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Zaoszczędzenie tych pracochłonnych operacji zmniejsza znacznie koszty produkcji, a więc
i cenę wyrobów, oraz bardzo skraca cykl produkcyjny.
Płomieniowe obcinanie kap polega na tym, że ukształtowane i jeszcze gorące wyroby
przenoszone są do urządzenia zwanego obcinarką płomieniową. Wyroby są zawieszone kapą
w dół i obracają się wokół swej osi. Są one poddawane intensywnemu ogrzewaniu w wąskim
pasemku dookoła, w miejscu przeznaczonym do oddzielenia kapy. Ogrzewanie szkła
wykonywane jest przez zespół palników tlenowych. Pod działaniem płomieni o wysokiej
temperaturze występują w ogrzewanym wąskim pasemku szkła takie zjawiska
jak: duże zmniejszenie lepkości, działanie napięć powierzchniowych, rozkład niektórych
związków w szkle, sublimacja i parowanie składników szkła, zmiany jego struktury itp.
Czynniki te, jak również ciężar masy kapy powodują oddzielenie się jej od korpusu naczynia
szklanego i samoczynne odpadnięcie. Obrzeża wyrobów są zaoblone, gładkie
i połyskujące. Po tej operacji i po następującym odprężeniu wyroby w tej postaci nadają się
do użytku.
Mechaniczne metody oddzielania kap od wyrobów
Opękanie tarczami
Sposób ten polega na zrobieniu bruzd za pomocą tarcz ściernych na obwodzie wyrobu.
Tarcze tnące sztuczne charakteryzują się ziarnistością 200, oraz twardością N. Są one cienkie,
ich obwód zewnętrzny posiada szerokość kilku milimetrów, zapewniając tym samym tarcie
na określonej stosunkowo wąskiej powierzchni. Do tarcz tych nie doprowadza się wody
chłodzącej, co powoduje dodatkowe nagrzewanie się wyrobu w miejscu opękania,
przyspieszając tym samym cały proces.
Kolejnym czynnikiem mającym bardzo duży wpływ na opękanie tym sposobem są
wibracje powstające na skutek tarcia. Tak, więc na proces ten składają się trzy czynniki:
tarcie, naprężenia powstające w wyniku rozgrzewania się wyrobu podczas tarcia oraz
wibracje. Sposobem tym można w zasadzie opękać wszystkie rodzaje wyrobów szklarskich,
jednak podczas opękania wyrobów grubościennych proces ten przeprowadza się etapami
(odcinkami).
Cięcie szkła piłą diamentową
Sposobem tym obcinać można w zasadzie wszystkie rodzaje wyrobów szklarskich.
niezależnie od kształtu, grubości czy rozmiarów. W przeciwieństwie do opękania tarczami
piłę diamentową trzeba studzić wodą tak, aby nie następowało rozgrzewanie się piły
i wyrobu. Metoda ta ma na celu wykorzystywanie jedynie tarcia, nadmierne wibracje
i rozgrzewanie się powodowałyby pękanie wyrobów w nieokreślonych kierunkach. Tarcze
wykonane są z metalu a na jej obrzeżu znajduje się pierścień wykonany ze stali spiekowej
z wtopionymi okruchami diamentu. Zapewnia to dostatecznie długą żywotność tarcz,
dokładność cięcia oraz odpowiednią jakość. Wyroby cięte piłą diamentową nie wymagają
dłuższego szlifowania. Jednak metodą tą można ciąć tylko w linii prostej.
Opękanie przy pomocy prądów wysokiej częstotliwości
Sposób ten jest rzadko stosowany do opękania wyrobów szklarskich. Przed
przystąpieniem do opękania tą metodą na cały obwód wyrobu w miejscu przyszłego pęknięcia
nanosi się pasek roztworu przewodzącego prąd. Zazwyczaj jest to wodorotlenek sodu ze
względu na jego właściwości elektrolityczne, może on być dodatkowo zagęszczony, aby nie
spływał po powierzchni szkła. Po włączeniu prądu w bardzo krótkim czasie nastąpi pęknięcie
na całym obwodzie szkła dokładnie wzdłuż linii naniesionego roztworu, nawet, gdy
naniesiono go w dowolnym kształcie np. linii falistej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Urządzenia stosowane do oddzielania kap od wyrobów
Opękarki pionowe dwumiejscowe
Urządzenia te służą głównie do opękania wyrobów grubościennych, o dużych wymiarach
lub wytwarzanych w małych seriach. Opękarki takie składają się z następujących części:
−
podstawy, do której przytwierdzone są wszystkie pozostałe podzespoły,
−
urządzenia obrotowego nadającego wyrobom ruch obrotowy wokół ich osi. Składającego
się głównie z dwóch tarcz poziomych, na których obracają się stawiane na nich wyroby
oraz z przekładni zębatej lub pasowej i napędu,
−
urządzenia termicznego, składającego się z małych palników a także z przewodu
gazowego, powietrznego, tlenowego oraz zaworów regulacyjnych i zamykających
dopływ gazów do palników,
−
urządzenia wspornikowego, do którego przymocowuje się zespoły palników pozwalając
na ich regulację względem tarcz obrotowych (wysokość i odległość od wyrobu),
−
urządzenia do zarysowywania szkła w miejscu opękania składającego się z tarczy
nieruchomej oraz rylca(noża) z diamentu lub twardej stali.
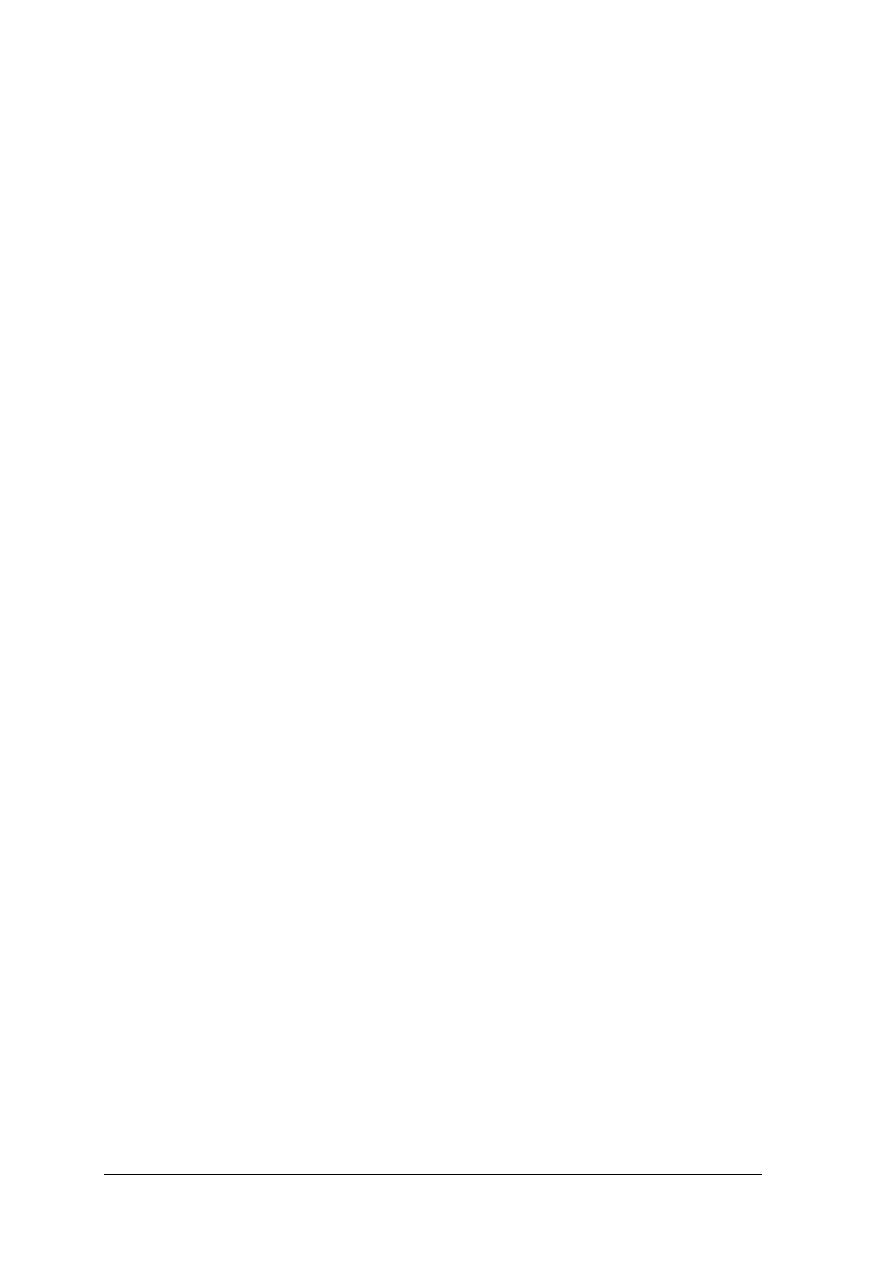
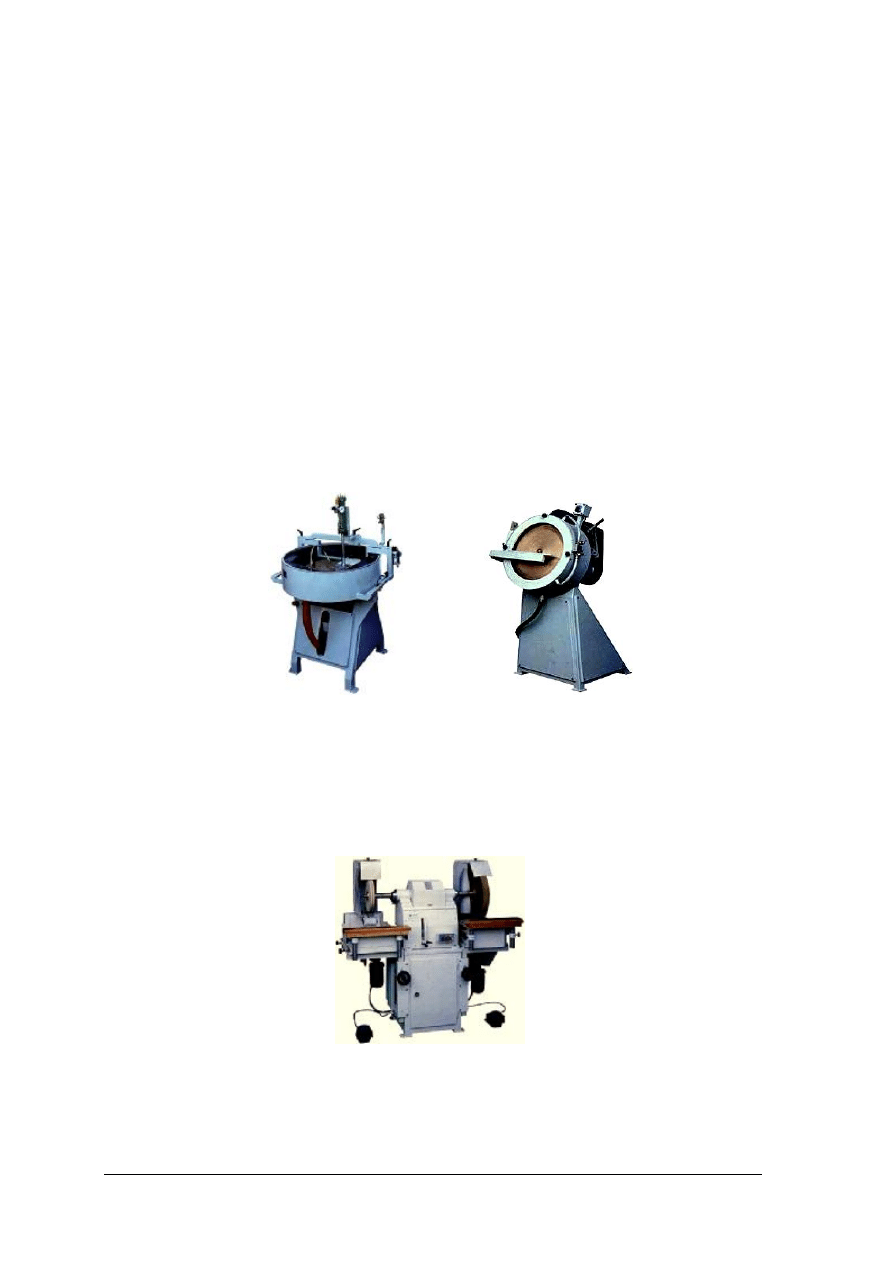
Rys. 3.
Opękarka pionowa dwumiejscowa [2, s. 219]
Opękarki pionowe karuzelowe
Urządzenia te stosowane są do opękania wyrobów cienkościennych produkowanych
w dużych seriach. Opękarki takie składają się z podobnych elementów, co opękarki pionowe
dwumiejscowe. Podstawową różnicą w budowie jest zastosowana większa ilość tarcz
o mniejszej średnicy. W zależności od rodzaju produkcji jest to 12 lub 24 tarcz o średnicy
10 do 15 cm. Istnieją również opękarki karuzelowe o większej liczbie miejsc.
Charakterystyczną cechą tych opękarek jest umieszczenie tarcz na obwodzie koła zwanego
karuzelą. Koło to obraca się wokół środkowej osi kolumny opękarki przymocowanej pionowo
do masywnej podstawy. Przekładnia łańcuchowo – zębata powoduje nadanie równego ruchu
obrotowego tarczkom wokół swej osi, równocześnie obraca się koło karuzeli z określoną
regulowaną prędkością. W ten sposób umieszczone na tarczkach wyroby, obracane wokół
swej osi, przesuwają się równocześnie na obwodzie koła przed zespołami palników
ustawionych rzędowo w łuk równoległy do obwodu koła karuzeli, i dostatecznie długi,
aby ogrzać wyroby przesuwające się przed rzędem płomieni i spowodować ich nagrzanie na
tyle silne, aby powstały naprężenia powodujące pękanie wyrobów w określonym miejscu.
Zespół palników zbudowany jest z kilkudziesięciu małych palników, z których każdy można
osobno regulować (jego temperaturę, długość płomienia i kształt).
Regulacja palników opękarki polega na tym, aby na całej długości zespołu palników
żądła płomieni były oddalone w równej odległości od wyrobów i tworzyły wąską linię.
Opękarki karuzelowe nie posiadają urządzenia do zarysowywania szkła, jest ono instalowane
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
oddzielnie, lub w ogóle, ponieważ wyroby cienkościenne, jednorodne i należycie odprężone
pękają łatwo i prosto bez zarysowywania.
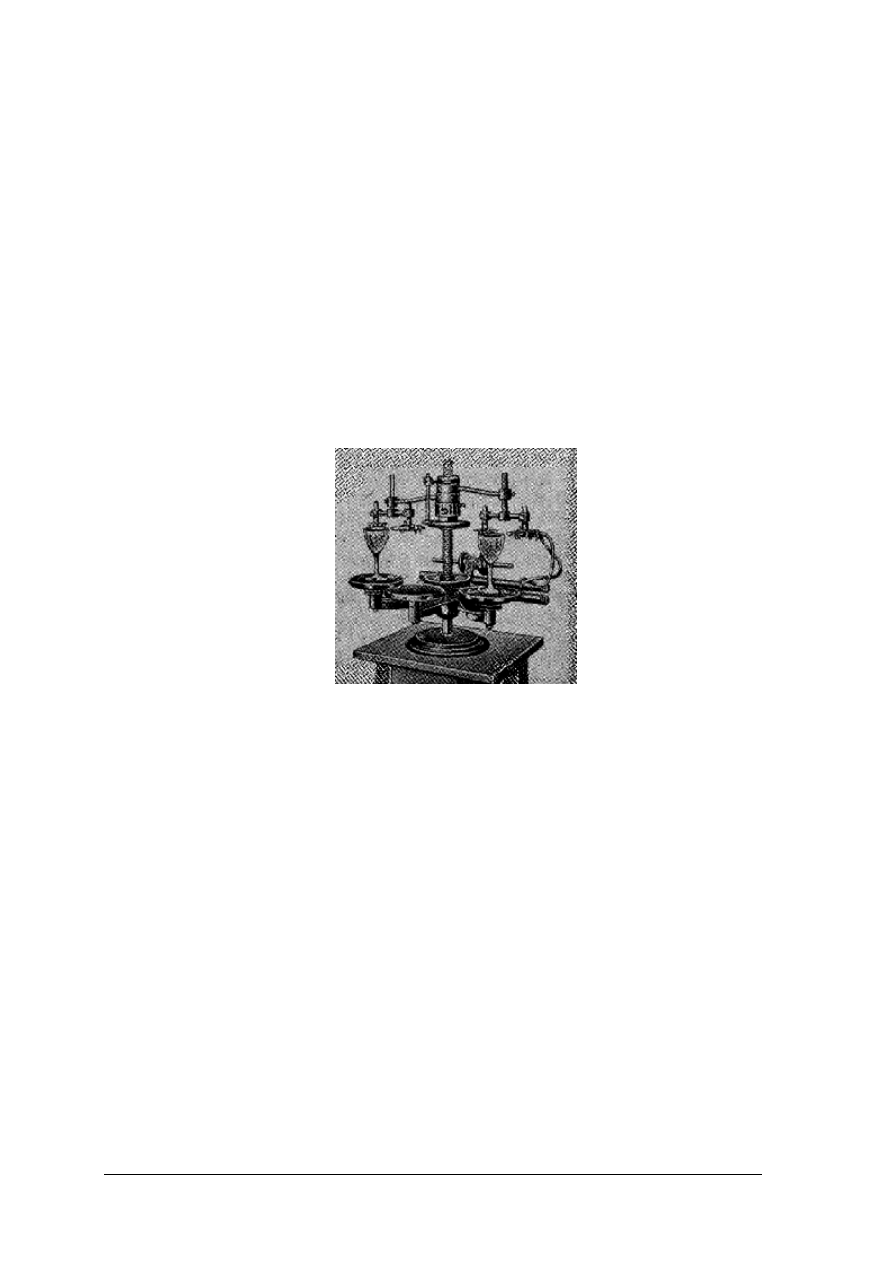
Rys. 4.
Schemat działania opękarki karuzelowej [2, s.221]
Opękarki poziome
W tego typu urządzeniach wyroby układane są w pozycji leżącej. Urządzenie obrotowe
składa się z wałków ułożonych równolegle i poziomo w łożyskach wmontowanych w ramy
podstawy opękarki. Wałki wprawiane w ruch obrotowy są za pomocą przekładni zębatej tak,
aby sąsiednie wałki obracały się przeciwbieżnie dokładnie z tą samą prędkością. Na wałki
nasadzone są blaszane tarczki o średnicy ok. 10 cm, z drobnymi nacięciami na obrzeżach dla
zwiększenia tarcia. Układa się na nich wyroby, którym tarczki nadają ruch obrotowy w wokół
ich osi. Tarczki mogą być łatwo przesuwane wzdłuż wałków, odpowiednio do kształtów
opękanych wyrobów. Zespoły palników przymocowane są za pomocą uchwytów do szyn
znajdujących się pod wałkami urządzenia obrotowego, między parami wałków. Uchwyty
wraz z zespołami palników mogą być dowolnie przesuwane wzdłuż szyn dla możliwości
ustawienia płomieni w miejscach wyznaczonych do opękania wyrobów. Do zespołu palników
dołączone są miękkie przewody doprowadzające gaz palny i sprężone powietrze lub tlen.
Najczęściej używane są opękarki dwu/trzy miejscowe. Przedmiot szklany może być opękany
w dowolnej liczbie miejsc, w zależności od ilości ustawionych pod nim zespołów palników.
Pozwala to na jednoczesne oddzielenie kap i dna wyrobów ale również na rozdzielenie dwóch
sztuk uformowanych łącznie.
Opękarki poziome są powszechnie wykorzystywane do opękania rur i prętów. Za pomocą
opękarek poziomych dokonuje się również rozkroju rur i prętów na krótsze odcinki.
W zależności od ilości odcinków otrzymywanych z rury lub pręta poddanego rozkrojowi
dobiera się liczbę zespołów palników oraz rozmieszcza się je w odpowiedniej odległości od
siebie na szynie opękarki.
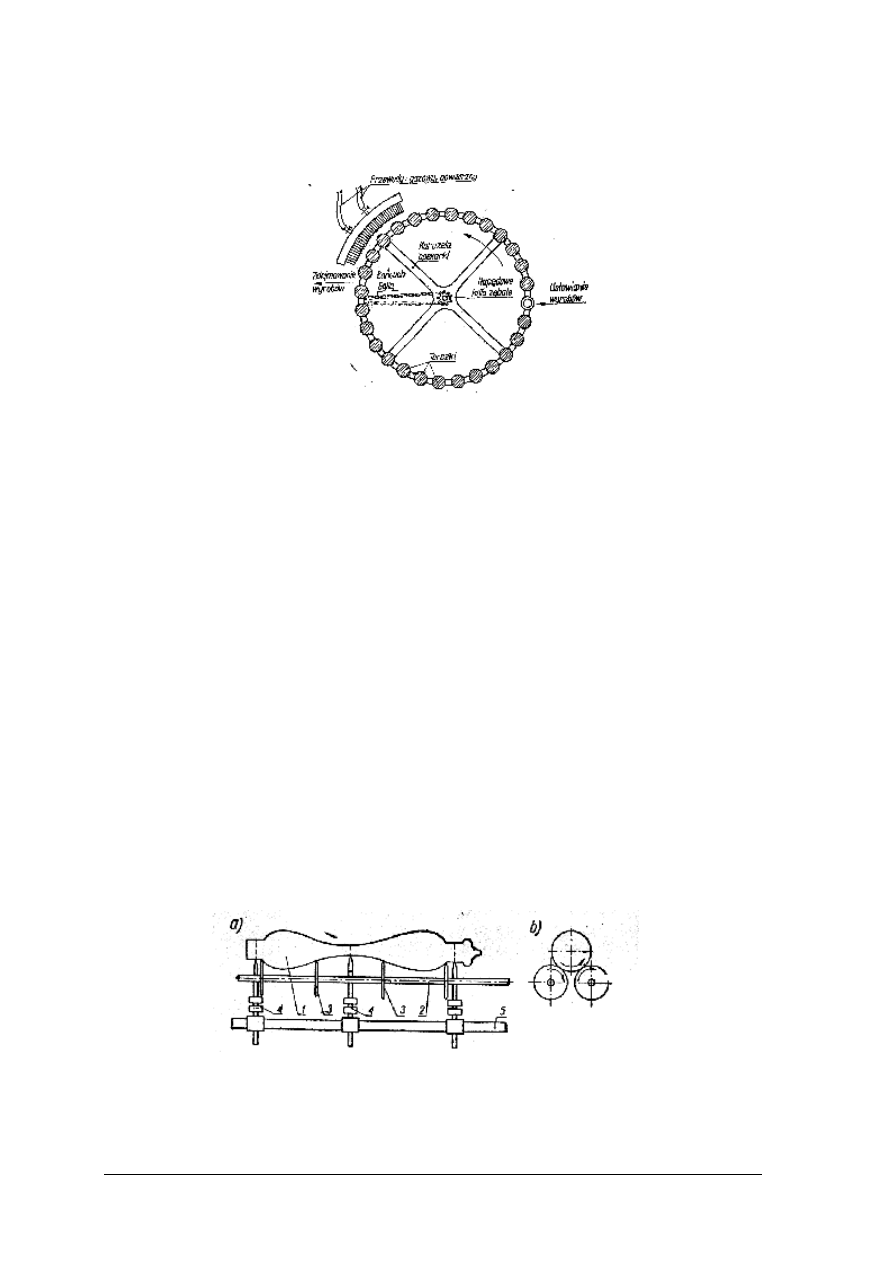
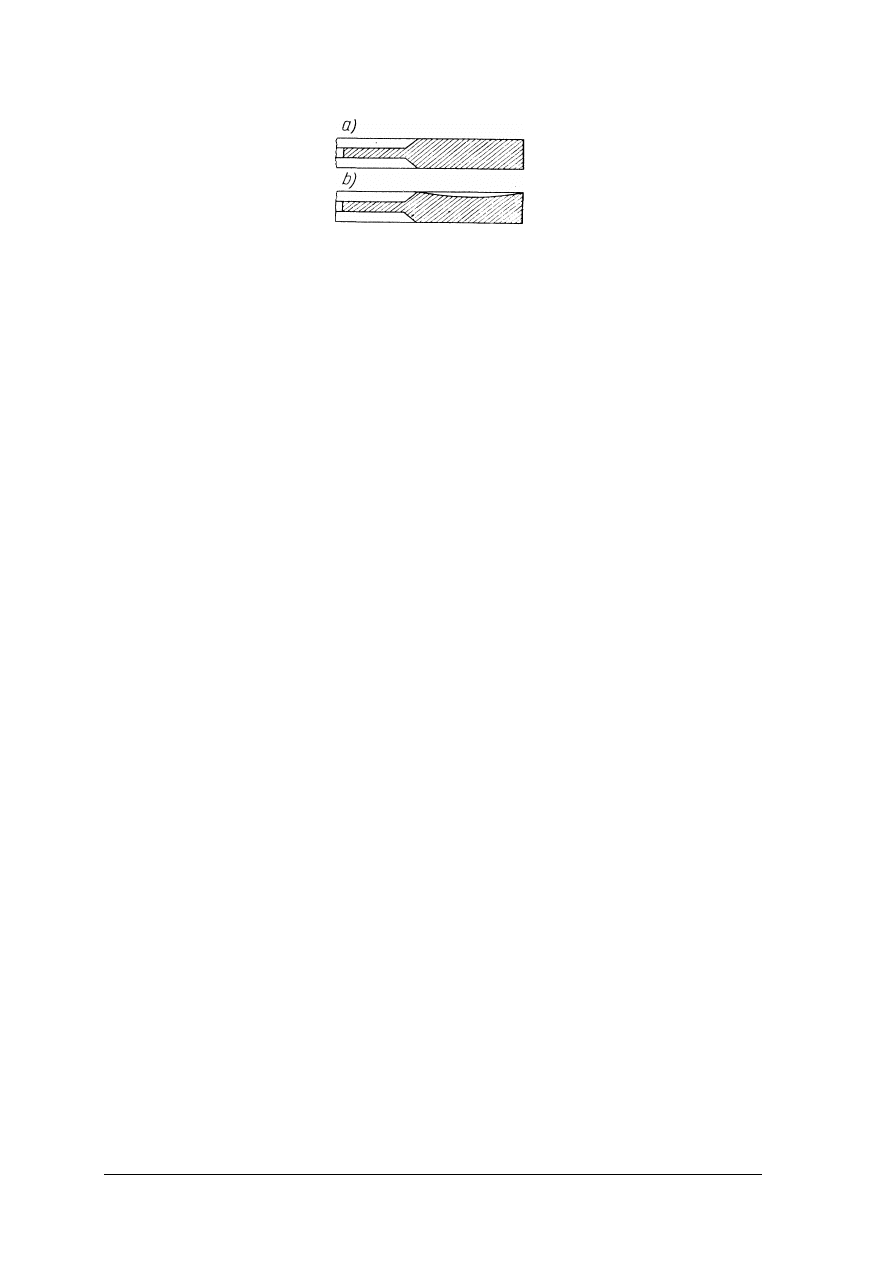
Rys. 5.
Budowa i schemat działania opękarki poziomej, a) widok ułożonego przedmiotu,
b) schemat kierunku obrotu tarczek i wyrobu ułożonego na nich, 1) opękany
przedmiot, 2) wałek opękarki, 3) tarczki, 4) zespoły palników, 5) szyna z uchwytami
palników [2, s. 223]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Piła diamentowa
Wyróżniamy dwa podstawowe rodzaje pił diamentowych. Pierwsza z tarczą ustawioną
prostopadle do łoża (pionowa), na którym umieszcza się wyroby. Maszyna ta zbudowana jest
z podstawy, w której znajduje się łoże oraz wychwytnik wody i kawałków szkła wyrzucanych
podczas cięcia. Łoże umieszczone jest na prowadnicach, po których porusza się za pomocą
rolek ruchem posuwistym w przód i tył. Wrzeciono wraz z tarczą diamentową umieszczone
jest na ramieniu z możliwością regulacji wysokości. Napęd wałka przenoszony jest z silnika
elektrycznego za pomocą pasów klinowych, a prędkość obrotowa tarczy regulowana jest za
pomocą różnych wielkości przełożeń i waha się ona w przedziale od 2300 do 3700 obr/min.
a)
b)
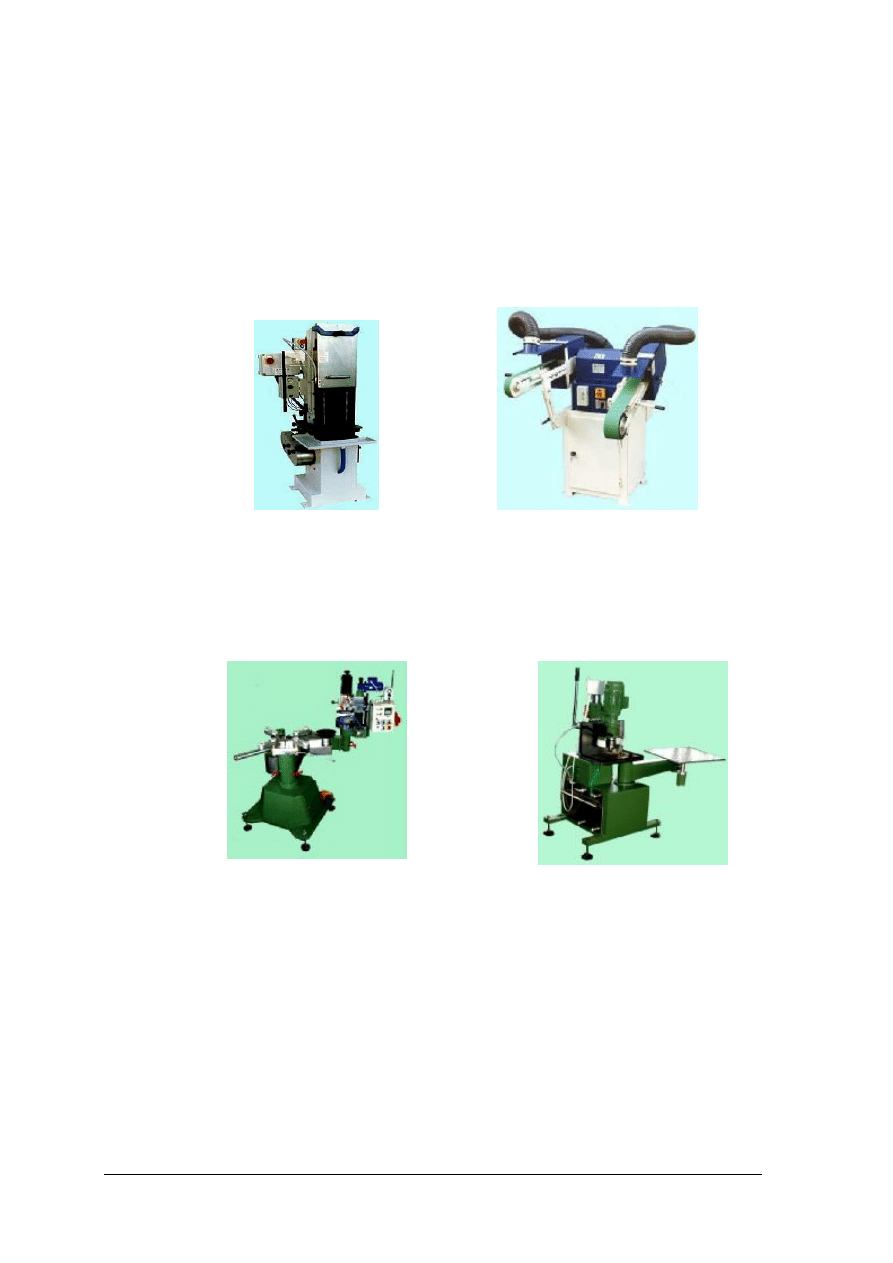
Rys. 6.
Piły diamentowe do mechanicznego obcinania kap od wyrobów: a) piła pionowa, b) piła pozioma [8]
Druga z tarczą umieszczoną równolegle do łoża (pozioma). W tym wypadku łoże porusza
się ruchem obrotowym z możliwością przesuwania we wszystkich kierunkach. Zawieszone
jest na ramieniu i to ono posiada regulację wysokości obcinania. Wałek z tarczą jest
ustawiony pionowo a nie poziomo. Regulacja i zakres prędkości jest podobny jak w pile
pionowej.
Wykruszanie obrzeży
Wykruszanie obrzeży jest operacją stosowaną dodatkowo podczas opękania wyrobów.
Polega ona na niwelowaniu nierówności obrzeży w postaci zębów, powstałych wskutek
nieprawidłowego pęknięcia szkła. Operacja ta przyśpiesza i ułatwia wykonanie następnej po
opękaniu operacji – szlifowania obrzeży.
Wykruszanie obrzeży wykonywane jest za pomocą prostego narzędzia zwanego kruszaką.
Jest to zwykła śruba stalowa długości ok. 15 cm i średnicy 5
–15 mm, zależnie od grubości
szkła. Obrzeże wyrobów opiera się stroną wewnętrzną na stalowym kołku wbitym pionowo
w górny brzeg drewnianego pojemnika na wykruszane szkło (np. beczki). Po zewnętrznej
krawędzi obrzeża szklanego przedmiotu pociąga się śrubą, wskutek czego zwoje gwintu
wykruszają stopniowo szkło z wystających części obrzeża (zębów), niwelując je do
pożądanego poziomu. Podparcie wyrobu stroną wewnętrzną stalowym kołkiem zapobiega
powstawaniu nadmiernej wibracji szkła, która może spowodować jego pęknięcie.
Dla zabezpieczenia pracowników wykonujących tę czynność przed groźnym dla zdrowia
pyłem szklanym, powstającym przy tym w dużej ilości, pracę tę należy wykonywać przy
sprawnie działającym wyciągu i po osłonięciu nosa i ust maską pyłochronną, a oczu
okularami. Ręce powinny być zabezpieczone skórzanymi rękawiczkami.
Obcinarka płomieniowa
Obcinarki płomieniowe są umiejscawiane przy automatach wytwarzających wyroby,
z których bezpośrednio po ukształtowaniu przenoszone są do obcinarek. Umożliwia to lepsze
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
wykorzystanie ciepła szkła dla szybkiego obcinania kap i zaoszczędzenie paliwa zużywanego
przez palniki obcinarki.
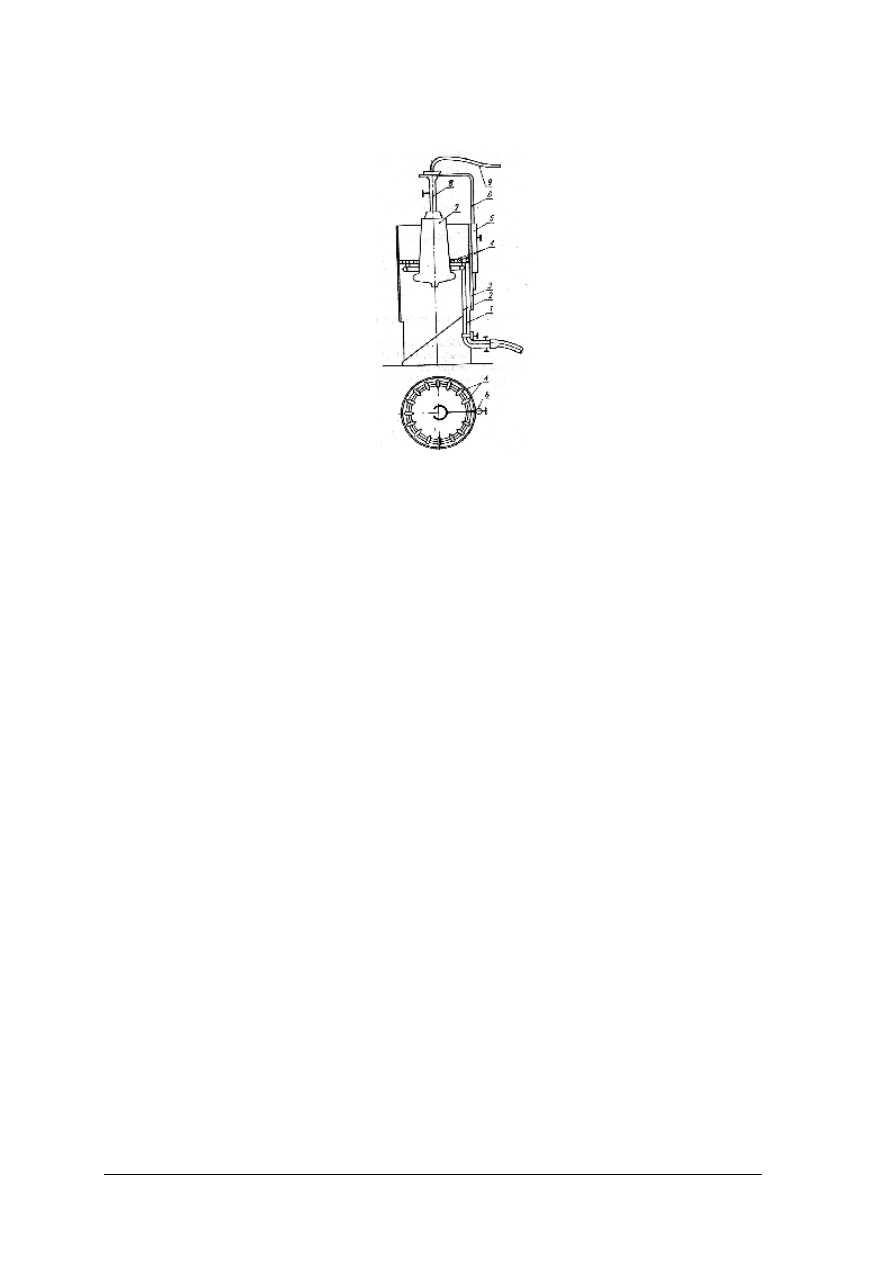
Rys. 7.
Schemat obcinarki płomieniowej: 1 – przewód tlenowy lub powietrzny,
2
–
przewód
gazowy,
3
–
płaszcz
blaszany
(obudowa opękarki),
4 – palniki ustawione koliście, 5 – gniazdo wspornika uchwytu, 6 – wspornik uchwytu
przyssawki, 7 – przedmiot szklany z kapą, 8 – przyssawka utrzymująca zawieszony
przedmiot szklany 9 – przewód ssący, łączący przyssawkę z pompą próżniową
[2, s. 228]
Czynniki warunkujące należyty efekt pracy obcinarek płomieniowych są następujące:
a) wysoka temperatura płomienia palników, uzyskiwana przez spalanie gazu palnego,
o dużej wartości opałowej, w połączeniu z tlenem,
b) jednakowa grubość ścianek każdej sztuki wyrobów w miejscu obcinania, jak
i równomierna grubość ścianki w przekroju poprzecznym wyrobu,
c) jednorodność szkła,
d) dostatecznie mała długość technologiczna szkła i możliwie najmniejsza przewodność
cieplna.
Wadą wyrobów obcinanych płomieniowo są większe lub mniejsze zgrubienia
obrzeży. Jeżeli jednak rozmiary zgrubień nie przekraczają dopuszczalnej granicy,
wzmacniają one mechaniczną wytrzymałość wyrobów, a głównie wytrzymałość obrzeży na
uderzenia, wskutek czego naczynia takie mniej się wyszczerbiają i tłuką.
Obcinarki płomieniowe znajdują również zastosowanie do obcinania kap wyrobów
wydmuchiwanych sposobem ręcznym, a także wyrobów obcinanych lub wystrzyganych
nożycami na gorąco (np. dzbanków).
Czynniki wpływające na wydajność procesu termicznego oddzielania kap od wyrobów
Wydajność opękania metodą termiczną zależy głównie od następujących czynników:
−
temperatury płomienia i ilości ciepła, dostarczonego przez palniki w jednostce czasu,
dostosowanej do grubości szkła w miejscu opękiwania oraz od średnicy wyrobu,
−
kształtu końców płomieni (żądeł), możliwie najwęższych,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
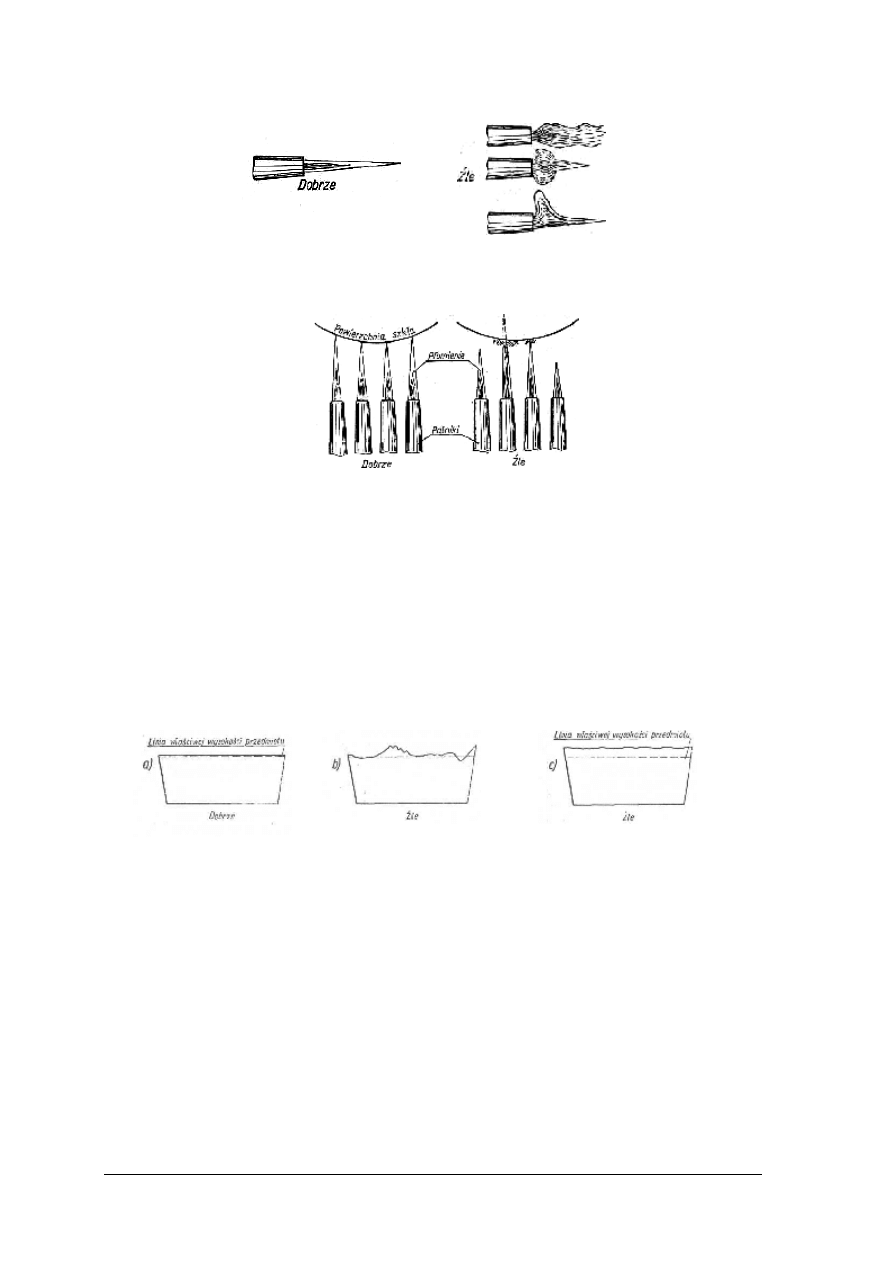
Rys. 8.
Prawidłowe i wadliwe ustawienie końców płomieni w opękarce płomieniowej [2, s. 222]
−
odpowiedniej odległości końców płomienia palników od powierzchni szkła,
Rys. 9.
Prawidłowy i wadliwy sposób ustawienia płomieni palników względem powierzchni
szkła w opękarce płomieniowej [2, s. 222]
−
właściwości szkła, głównie jego rozszerzalności (im większa tym lepiej), przewodności
cieplnej i wytrzymałości mechanicznej (im mniejsza tym łatwiej opękać),
−
jednorodności szkła oraz należytego odprężenia wyrobów,
−
temperatury opękanych wyrobów,
−
grubości szkła,
−
równomierności szkła w miejscu opękania,
−
sprawnego działania opękarki,
−
właściwej organizacji pracy.
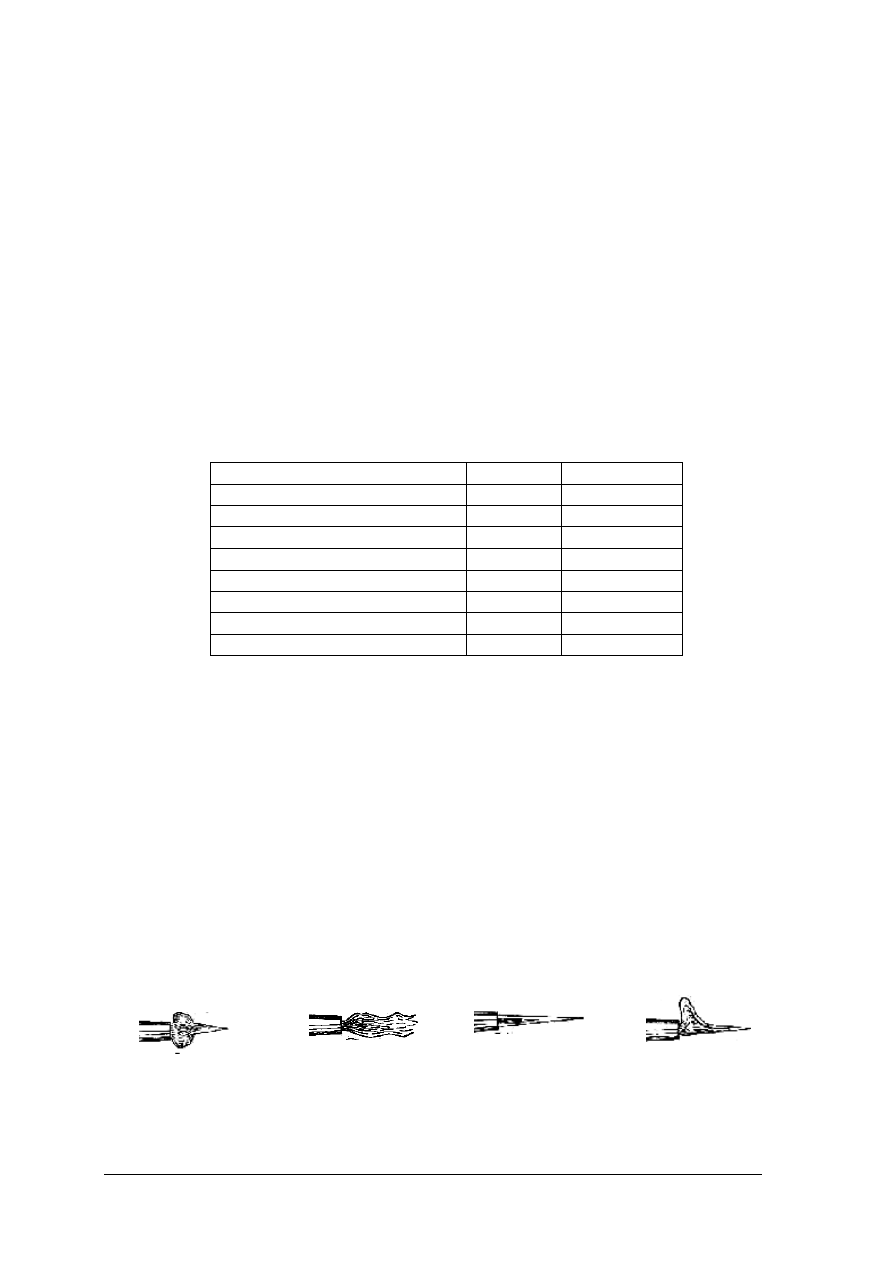
Rys. 10. Prawidłowo i wadliwie opękane wyroby: a) obrzeże dobre – równe i na odpowiedniej
wysokości, b) obrzeże złe – faliste i tak poszczerbione, że niektóre wyrwy znajdują się
poniżej linii właściwej wysokości przedmiotu, c) opękanie wadliwe – obrzeże co
prawda dość równe, lecz znajduje się zbyt wysoko nad linią właściwej wysokości
szkła [3, s. 222]
Rozkrój tafli szklanych
Rozkrój tafli szklanych jest to operacja mająca na celu otrzymanie z tafli szklanej
określonych elementów szklanych. Są one najczęściej wykrajane z tafli szkła na stołach do
rozkroju tafli szklanych. Wyróżnia się stoły do rozkroju ręcznego oraz stoły do
automatycznego rozkroju tafli szklanych. Podstawowym elementem stołów do rozkroju jest
nóż diamentowy, którego zadaniem jest zarysowanie w celu obniżenia wytrzymałości
mechanicznej powierzchni tafli szklanej. Następnie za pomocą działania siły mechanicznej
(łamiącej) tafla pęka w miejscu wcześniejszego zarysowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
W stołach do automatycznego rozkroju tafli szklanych czynności zarysowania oraz siły
łamiącej odbywają się bez udziału człowieka. Urządzenia te stosowane są w procesach
wielkoseryjnych, gdzie rozkrajane są tafle na elementy o jednakowych wymiarach.
Po operacji rozkroju wykrojone z tafli szkła elementy poddawane są dalszym operacjom
obróbczym (szlifowanie, mycie).
a) b)
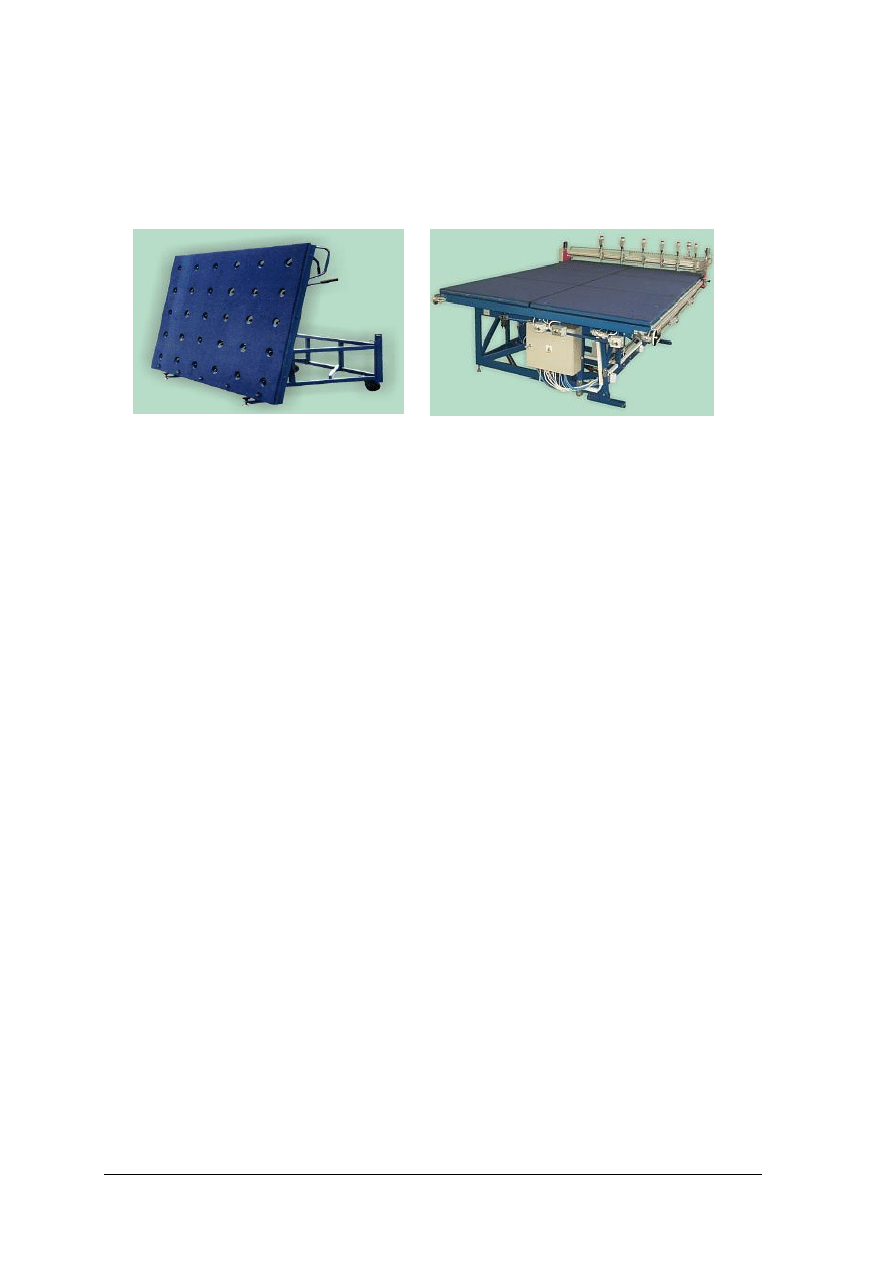
Rys. 11. Stoły
do
rozkroju
tafli
szklanych:
a)
stół
do
ręcznego
rozkroju,
b) stół do automatycznego rozkroju [7]
Pracownicy pracujący przy urządzeniach do oddzielania kap od wyrobów oraz rozkroju
rur, prętów, tafli szklanych powinni być wyposażeni w środki ochrony osobistej.
Podstawowymi środkami stosowanymi podczas oddzielania kap od wyrobów jest odzież
ochronna, rękawice ochronne, okulary ochronne szczelnie przylegajace do twarzy
(w przypadku opekarek płomieniowych okulary chroniace przed promieniowaniem). Podczas
pracy urządzeń do mechanicznego odzielania kap od wyrobów pracownicy dodatkowo
powinni być wyposażeni w środki ochrony słuchu – nauszniki, stopery.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojęcie opękania wyrobów?
2. Które właściwości szkła maja wpływ na proces oddzielania kap od wyrobów ze szkła?
3. Jakie czynniki powodują, że szkło samoczynnie pęka w miejscu zarysowania podczas
opękania wyrobów za pomocą palników gazowych?
4. Jakimi technikami oddziela się kapy od wyrobów ze szkła?
5. Jaka jest różnica pomiędzy techniką termiczną a techniką mechaniczną oddzielania kap
od wyrobów ze szkła?
6. Jakie są techniki opękania termicznego wyrobów ze szkła?
7. Którego szkła nie opękuje się metodą termiczną?
8. Jakie są stosowane techniki opękania mechanicznego?
9. Jaką techniką opękuje się wyroby o kształtach brył nieobrotowych?
10. Jaka jest różnica pomiędzy opękaniem termicznym a płomieniowym obcinaniem kap?
11. W których przypadkach stosowane jest płomieniowe obcinanie kap?
12. Jaki jest podział urządzeń do oddzielania kap od wyrobów ze szkła?
13. Z jakich części składają się opękarki do szkła?
14. Jakie urządzenia stosowane są do rozkroju tafli szklanych?
15. Jakie czynniki mają wpływ na jakość i wydajność procesu oddzielania kap od wyrobów
ze szkła?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.1.3. Ćwiczenia
Ćwiczenie 1
Narysuj schemat blokowy przedstawiający kolejne etapy procesu oddzielania kap od
wyrobów za pomocą palników gazowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych etapy procesu oddzielania kap od wyrobów ze
szkła, za pomocą palników gazowych,
2) dokonać analizy poszczególnych etapów oddzielania kap od wyrobów ze szkła na
podstawie opisów,
3) zapisać w poszczególnych blokach schematu kolejne etapy oddzielania kap od wyrobów
ze szkła za pomocą palników gazowych.
Zalecane metody nauczania–uczenia się:
−
ćwiczenie,
−
tekstu przewodniego.
Wyposażenie stanowiska pracy:
−
papier formatu A4 ze schematem blokowym, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Przyporządkuj poszczególnym etapom opękania ich charakterystyczne cechy
[A] zarysowanie szkła
[] przekroczenie wytrzymałości mechanicznej
szkła
[B] ustawienie palnika opękarki
[] równomierne ogrzewanie szkła
[C] wycentrowanie wyrobu na opękarce
[] ostry języczkowaty kształt
[D] podgrzewanie wąskiego pasa szkła
[] powstanie naprężeń w szkle
[E] pęknięcie szkła wzdłuż nacięcia
[] obniżenie wytrzymałości mechanicznej szkła
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące opękania wyrobów szklarskich,
2) dokonać analizy poszczególnych etapów opękania.
3) rozpoznać cechy charakterystyczne poszczególnych etapów opękania.
4) przyporządkować poszczególnym etapom opękania ich charakterystyczne cechy.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Pogrupuj techniki opękania na termiczne i mechaniczne stawiając znak (+)
w odpowiedniej kolumnie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych techniki opękania wyrobów ze szkła,
2) dokonać analizy poszczególnych technik opękania na podstawie opisu,
3) zapisać w pustych miejscach tabeli technikę opękania wyrobów ze szkła.
Wyposażenie stanowiska pracy:
−
papier formatu A4 z tabelą, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Spośród poniższych rysunków wskaż prawidłowo wyregulowany płomień palnika
opękarki płomieniowej.
A.
B
C.
D.
Techniki opękania
Termiczna
Mechaniczna
Palnikiem gazowym
Kamieniem
Prądem elektrycznym
Gorącym szkłem
Piłą tarczową
Drutem oporowym
Prądami wysokiej częstotliwości
Laserem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych sposób regulacji płomienia palników opękarki
gazowej,
2) dokonać analizy poszczególnych sposobów regulacji płomienia palników opękarki
gazowej,
3) rozpoznać poprawne wyregulowanie płomienia palnika opękarki gazowej,
4) wskazać prawidłowo wyregulowany płomień palnika opękarki gazowej.
Wyposażenie stanowiska pracy:
−
papier formatu A4 z rysunkami, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 5
Oddziel kapę od wyrobów szklarskich za pomocą opękarki gazowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące procesu opękania wyrobów ze
szkła za pomocą palników gazowych,
2) zapoznać się z instrukcją do wykonania ćwiczenia,
3) zapoznać się z instrukcją obsługi opękarki gazowej,
4) przygotować sanowisko pracy,
5) założyć środki ochrony osobistej,
6) oddzielić kapę od wyrobów szklanych,
7) sprawdzić zgodność wysokości opękniętego wyrobu z dokumentacją,
Wyposażenie stanowiska pracy:
−
wyroby ze szkła z kapami,
−
dokumentacja wyrobu ze szkła,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja obsługi opękaraki gazowej,
−
opękarka gazowa,
−
wysokościomierz,
−
środki ochrony osobistej: odzież ochronna, rękawice bawełniane, okulary ochronne,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 6
Wykonaj operację rozkroju rury szklanej o długości 1,2 m na cztery odcinki równej
długości za pomocą opękarki poziomej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych kolejne etapy rozkroju rur i prętów za pomocą
opękarki poziomej,
2) zapoznać się z instrukcją do wykonania ćwiczenia,
3) zapoznać się z instrukcją obsługi opękarki poziomej,
4) przygotować stanowisko pracy,
5) założyć środki ochrony osobistej,
6) dokonać rozkroju rur szklanych na odcinki równej długości,
7) sprawdzić długość odcinków rur szklanych za pomocą suwmiarki.
Wyposażenie stanowiska pracy:
−
rury szklane długości 1,2 m,
−
instrukcja wykonania ćwiczenia,
−
instrukcja obsługi opękarki poziomej,
−
opękarka pozioma,
−
przyrządy pomiarowe,
−
środki ochrony osobistej: fartuch ochronny, rękawice ochronne, okulary ochronne,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 7
Wykonaj operację rozkroju tafli szklanej o wymiarach na 1500x1000x3 mm na kwadraty
o wymiarach 500x500x3 mm za pomocą stołu do ręcznego rozkroju tafli szklanych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych rozkrój tafli szklanych,
2) zapoznać się z instrukcją do wykonania ćwiczenia,
3) zapoznać się z instrukcją obsługi stołu do ręcznego rozkroju tafli szklanych,
4) przygotować stanowisko pracy,
5) założyć środki ochrony osobistej,
6) dokonać rozkroju tafli szklanej na kwadraty,
7) sprawdzić linijką wymiary wykrojonych kwadratów.
Wyposażenie stanowiska pracy:
−
tafle szklane o wymiarach 1500x1000x3 mm,
−
instrukcja wykonania ćwiczenia,
−
instrukcja obsługi stołu do rozkroju tafli szklanych,
−
stół do ręcznego rozkroju tafli szklanych,
−
linijka,
−
narzędzia do rozkroju tafli szkła: krajak
−
środki ochrony osobistej: fartuch ochronny, rękawice ochronne, okulary ochronne,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie opękania wyrobów ze szkła?
2) określić właściwości szkła, które maja wpływ na proces opękania
termicznego wyrobów ze szkła?
3) określić czynniki które powodują że szkło samoczynnie pęka wokół
nacięcia podczas opękania?
4) rozpoznać techniki oddzielania kap od wyrobów ze szkła?
5) określić różnice pomiędzy techniką termiczną a techniką
mechaniczną oddzielania kap od wyrobów ze szkła?
6) określić techniki opękania termicznego wyrobów ze szkła?
7) wyjaśnić, którego szkła nie opękuje się metodą termiczną?
8) określić metody opękania mechanicznego wyrobów ze szkła?
9) dobrać technikę opękania wyrobów o kształtach brył nieobrotowych?
10) wyjaśnić różnice pomiędzy opękaniem termicznym a płomieniowym
obcinaniem kap?
11) określić przypadki stosowania płomieniowego obcinania kap?
12) dokonać podziału urządzeń do opękania wyrobów ze szkła?
13) określić, z jakich części składają się opękarki do szkła?
14) określić czynniki które mają wpływ na jakość i wydajność procesu
opęknia wyrobów ze szkła?
15) dobrać urządzenia do rozkroju tafli szklanych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2. Szlifowanie wyrobów szklarskich
4.2.1. Materiał nauczania
Szlifowanie jest to operacja mająca na celu wyrównanie powierzchni szkła. Przy
wykończaniu
wyrobów
szlifuje
się
przeważnie
obrzeża
wyrobów
opękanych,
aby powierzchnia obrzeży znajdowała się w jednej płaszczyźnie, równoległej do płaszczyzny
dna. Szlifuje się też dna wyrobów, aby usunąć nierówności powstałe wskutek przypajania den
wyrobów do przylepca podczas obtapiania wyrobów wytłaczanych lub wystrzygania obrzeży.
Na całość szlifowania składa się kilka zasadniczych kolejnych etapów (szlifowanie
wklęsłe), a mianowicie:
−
zdzieranie,
−
gładzenie,
−
zbieranie krawędzi,
−
polerowanie.
Zdzieranie
Jest to szlifowanie zgrubne, które ma na celu usunięcie zbędnych warstw szkła w sposób
najszybszy i najłatwiejszy. Do tego celu używa się materiałów ściernych o ziarnach twardych
i większych, rzędu dziesiątych części milimetra. Przeważnie używany jest piasek kwarcowy,
albo twardszy i skuteczniejszy w działaniu zmielony karborund lub korund, obficie zwilżony
wodą.
Podczas zdzierania zachodzą procesy mechaniczne i chemiczne, których współdziałanie
można objaśnić ogólnie w sposób następujący. Twardsze od szkła ziarna materiału ściernego,
wprawione w ruch za pomocą odpowiedniego urządzenia mechanicznego, żłobią w szkle rysy
lub powodują powstawanie klinowych spękań w powierzchniowej warstewce szkła, na którą
one działają. Jest to proces mechaniczny. W powstałe rysy i spękania wdziera się woda
i powoduje hydrolizę szkła. Tworzący się przy tym żel kwasu krzemowego pęcznieje w wodzie
i wyłupuje drobne cząstki szkła, które wypadają, pozostawiając drobne wgłębienia. Jest to
proces chemiczny. W ten sposób następuje ubytek szkła z szlifowanej powierzchni.
Powierzchnia po zdzieraniu jest chropowata i silnie rozprasza światło. Przyczyną tego są
powstałe drobne wgłębienia, rysy i spękania w wierzchniej warstewce szkła. Krawędzie
obrzeży po zdzieraniu są ostre. Aby usunąć te wadę, przeprowadza się następne operacje
szlifowania.
Gładzenie
Jest to szlifowanie wykańczające i ma na celu usunięcie wierzchniej warstewki szkła
zawierającej rysy, spękania i wgłębienia powstałe po zdzieraniu.
Do tego celu używa się materiałów ściernych w postaci tarcz z piaskowca lub korundu
zwilżonych wodą. Ziarna tarcz są wielkości rzędu dziesiątków mikrometrów. Woda
zapoczątkowuje proces chemiczny – hydrolizę powierzchni szkła i tworzenie się ochronnej
warstwy żelu krzemianowego. Materiał ścierny, będący w ruchu, dokonuje procesu
mechanicznego, polegającego na ścieraniu warstwy żelu. Wskutek tych procesów ubywa
szkła z powierzchni gładzonej, która staje się bardziej gładka niż po zdzieraniu. Jednak i o tej
grubości ziarna materiału ściernego pozostawiają drobne ryski, rozpraszające światło.
Powierzchnie szkła po gładzeniu są gładkie, ale matowe. Krawędzie obrzeży są ostre
i szczerbate.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Zbieranie krawędzi (zejmowanie)
Ma na celu zaoblenie krawędzi, aby nie były ostre i szczerbate. Krawędź zewnętrzną zbiera
się (zeszlifowuje) podczas gładzenia, zaś wewnętrzną zbiera się za pomocą tarczek ściernych,
obracających w płaszczyźnie pionowej. Czynności zbierania krawędzi nazwa się
zejmowaniem.
Polerowanie
Ma na celu delikatne usunięcie mikroskopijnej warstewki szkła, zawierającej ryski po
gładzeniu i rozpraszającej światło. Dokonuje się tego materiałem ściernym o mniejszej
twardości niż poprzednio używany i o bardzo drobnym uziarnieniu rzędu kilku mikrometrów.
Używane są do tego: szlam z piasku kwarcowego, pumeks, róż polerski (krystaliczny tlenek
żelazowy) i inne. Materiały te rozrabia się wodą tworząc pastę, którą smaruje się
powierzchnię tarcz polerskich. Tarcze wykonane są z miękkich, elastycznych materiałów,
przeważnie: drewna, korka, filcu. Po polerowaniu powierzchnie szkła są lśniące.
Wydajność i jakość szlifowania
Wydajność i jakość szlifowania zależy od następujących czynników:
−
twardości materiału ściernego (proszku lub tarcz ściernych). Wybór materiału pod tym
względem uzależniony jest w dużej mierze od rachunku ekonomicznego, mającego na
celu porównanie kosztu zużytego materiału ściernego z kosztem robocizny na jednostkę
szlifowanych wyrobów,
−
grubości ziaren materiałów ściernych – przy czym im większe uziarnienie, tym większa
wydajność, ale równocześnie tym bardziej chropowate i szorstkie są powierzchnie szkła.
Ze względu na to od dawna przyjęto technologię szlifowania, uwzględniającą stosowanie
kilkustopniowych operacji szlifowania, przy których używa się kolejno materiałów
ściernych o coraz drobniejszym uziarnieniu,
−
prędkości przesuwania się materiałów ściernych względem szkła,
−
wartości siły docisku szkła do materiału ściernego,
−
wielkości szlifowanych powierzchni szkła oraz ilości (objętości) zeszlifowanego szkła.
Nieco mniejszy wpływ wywierają inne liczne czynniki, jak działanie chemiczne
materiałów ściernych na szkło, temperatura wody, właściwości szkła, kształt powierzchni
ziaren materiałów ściernych itp. Najlepsze pod względem ekonomicznym efekty szlifowania
najczęściej osiąga się przez właściwy dobór materiałów ściernych, odpowiednich do wielkości
szlifowanych powierzchni i ilości zeszlifowanego szkła. Odpowiednio też do tego reguluje się
prędkość przesuwania się materiałów ściernych (prędkość obrotową tarczy) i siłę nacisku na
szlifowane szkło.
Podczas szlifowania wyrobów może wystąpić niepożądane zjawisko nazywane
przypaleniem szkła, polegające na powstawaniu plam (skupień) matowych, rys i drobnych
odprysków szkła. Przyczyną tej wady mogą być następujące czynniki:
−
zbyt mały spływ wody na tarczę,
−
zbyt duża prędkość obwodowa tarczy,
−
źle wygładzona powierzchnia tarczy,
−
nierównomierne działanie powierzchni ciernej na szkło wskutek bicia tarczy,
−
niejednorodność materiału tarczy i nierówna twardość tarczy na całej powierzchni tarczy.
Niedostatecznie wygładzone miejsca na powierzchni szkła nie dadzą się w kolejnym
etapie wypolerować i płaszczyzny takie wymagają dodatkowego gładzenia po nieudanym
polerowaniu. Takie niepożądane zjawisko jest wadą procesu wygładzania i nazywane jest
piaskiem.
Podczas polerowania płaszczyzn należy zwrócić uwagę na to, aby nie przykładać
szkła krawędziami do tarczy, powoduje to bowiem niepożądane zaoblenie krawędzi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Urządzenia do szlifowania wyrobów szklarskich
Zależnie od materiału ściernego i płaszczyzny, na jakiej ona pracuje, rozróżnia się
szlifierki tarczowe poziome i kątowe, szlifierki taśmowe poziome i pionowe oraz szlifierki
maszynowe poziome.
Do zdzierania, gładzenia i polerowania szkła służą szlifierki tarczowe poziome i szlifierki
taśmowe. Do zdzierania i gładzenia obrzeży wyrobów cienkościennych produkowanych
masowo służą najczęściej szlifierki maszynowe.
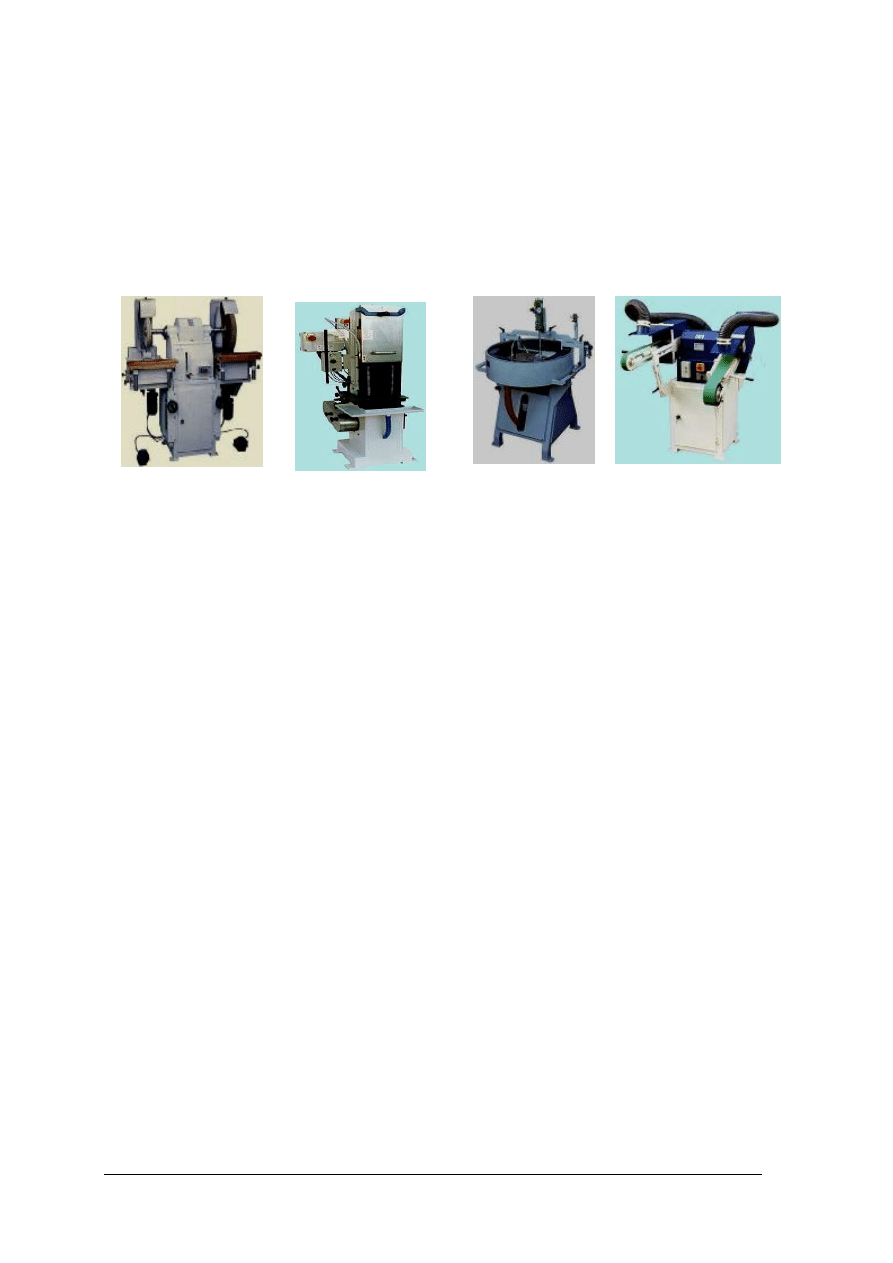
Szlifierki tarczowe poziome i kątowe
Są to urządzenia proste w swojej budowie. Składają się z tarczy osadzonej na górnym
końcu wału i środkowym łożysku ślizgowym. Tarcza umieszczona jest w obudowie
blaszanej, chroniącej pracownika przed zetknięciem z obrzeżem obracającej się tarczy oraz
rozpryskiwanym materiałem ściernym i wodą. Nad tarczą umieszczone jest doprowadzenie
wody, która spływa na tarczę. Przy stosowaniu sypkich materiałów ściernych nad tarczą
dodatkowo umieszcza się pojemniki do tych materiałów i wówczas woda spływa na tarczę
razem z materiałem ściernym, tarcza jest wtedy żeliwna. Prędkość obwodowa tarczy zależnie
od wielkości ziaren materiałów ściernych wynosi 4
–6 m/s, przy czym większe prędkości
stosuje się przy mniejszym uziarnieniu.
a)
b)
Rys. 12. Szlifierki do zdzierania szkła a) szlifierka tarczowa pozioma, b) szlifierka tarczowa kątowa [8]
Szlifierka tarczowa pionowa
Składa się z osi pionowej zwanej wrzecionem, obracającej się w dwóch łożyskach
ślizgowych. Na końcu osi znajduje się gwint stożkowy, na który nakręca się tarczę
szlifierską. Tarcza obraca się w płaszczyźnie pionowej z prędkością obwodową
9 m/s. Wrzeciono połączone jest przez przekładnie lub sprzęgło z silnikiem.
Rys. 13. Szlifierka pionowa dwuwrzecionowa do gładzenia szkła [8]
Szlifierki taśmowe
Stosowane są do szlifowania obrzeży wyrobów. Wyposażone są w wodoodporną taśmę
parcianą o nasypie karborundowym naciągniętą na dwa bębny. Jeden z nich połączony jest
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
przez sprzęgło i skrzynie biegów z silnikiem. Taśma naciągnięta jest za pomocą dźwigni lub
specjalnych szczęk o powierzchni gumowej, które jednocześnie stanowią opór w miejscu
szlifowania wyrobów. Prędkość liniowa taśmy wynosi 10
–12 m/s. W czasie szlifowania
taśmę zwilża się wodą.
W szlifierkach pionowych taśma biegnie w płaszczyźnie pionowej. Szlifierki te mają
jedno lub dwa stanowiska do szlifowania i zajmują małą powierzchnię. Bardzo często
posiadają one wrzeciono do szlifowania wewnętrznej krawędzi obrzeży. Na wrzeciono
nakładany jest stożek wykonany z elektrokorundu lub papieru ściernego.
a)
b)
Rys. 14. Szlifierki taśmowe do szlifowania szkła a) szlifierka pionowa, b) szlifierka pozioma [7, 8]
Szlifierki do kształtów nieregularnych
Są to urządzenia, które służą do szlifowania wyrobów ze szkła o kształtach
nieregularnych. Stosowane są najczęściej do szlifowania wyrobów ze szkła płaskiego
o nieregularnych kształtach np. owali, fal.
a)
b)
Rys. 15. Szlifierki do kształtów nieregularnych: a) szlifierka do kształtów owalnych, b) szlifierka do
kształtów nieregularnych [6, 7]
Szlifierki maszynowe
Są to urządzenia mechaniczne, w których szlifowania odbywa się bez udziału człowieka.
Stosowane są do szlifowania obrzeży wyrobów dmuchanych cienkościennych i zaopatrzone
są w uchwyty pneumatyczne i mechaniczne. Proces szlifowania odbywa się na tarczach lub
taśmach ściernych. Wydajność tych urządzeń zależy od ilości stanowisk szlifujących, oraz
średnicy szlifowanych wyrobów.
Najbardziej wydajnymi urządzeniami są automaty, które jednocześnie opękują wyroby
oraz zdzierają i gładzą obrzeża. Zalicza się do nich opękarko-szlifierki. Dodatkowo
wyposażone są one w przenośniki, które odbierają wykończone wyroby i przenoszą je do
następnych operacji technologicznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Przy obróbce maszynowej wyrobów szklanych duże zastosowanie mają:
−
tarcze diamentowe,
−
płótna ścierne w postaci tzw. taśmy bez końca.
Tarcze ścierne
Tarcze zdzieraków
Do zdzierania szkła podczas szlifowania płaszczyzn używa się przeważnie tarcz
żeliwnych z drobnoziarnistego ścisłego nieporowatego żeliwa. Odlewy są dokładnie
obtaczane w celu nadania im profilu z wydzielonymi pasami roboczymi po obu stronach
tarczy. Szerokość roboczych pasów tarcz dobiera się odpowiednio do wielkości szlifowanych
płaszczyzn szkła. Po zużyciu jednej strony tarczy odwraca się ją na drugą stronę, a po zużyciu
i tego pasa roboczego – tarczę wymienia się na nową.
Po pewnym czasie szlifowania powierzchnia pasa roboczego tarczy staje się wklęsła,
zwłaszcza wskutek nieprawidłowo (nieumiejętnie bądź niedbale) wykonywanych czynności
szlifowania. Na nierównej, wklęśniętej tarczy nie można prawidłowo szlifować powierzchni
szkła, występują także trudności przy ich gładzeniu. W takim wypadku należy wyrównać
powierzchnię pasa roboczego tarczy. W tym celu do powierzchni obracającej się tarczy
przykłada się szynę stalową pod odpowiednim naciskiem i podaje na nią gruboziarnisty
piasek z wodą. Dzięki temu zabiegowi powierzchnia pasa roboczego staje się znów płaska.
Płaskość tej powierzchni należy systematycznie sprawdzać.
Tarcza powinna być zamocowana na pionowym wale współosiowo z nim i tak, aby jej
obracanie odbywało się ściśle w płaszczyźnie poziomej – aby tarcza nie falowała. Kredka
przytknięta do płaszczyzny pasa roboczego obracającej się tarczy, utrzymywana dokładnie na
jednym poziomie, powinna zakreślić linię kolistą jednakowej grubość – oznacza to, że tarcza
nie faluje. Kredka przyłożona do powierzchni obwodu obracającej się tarczy też powinna
nakreślić na niej linię jednakowej grubości, co oznacza, że tarcza nie bije. Oznacza to,
że tarcza jest wypośrodkowana i wypoziomowana.
Podczas zdzierania szkła na powierzchnię tarczy spływa jednostajnie, z umieszczonego
nad nią zbiornika, odpowiednia ilość zawiesiny ściernej, czyli wody z piaskiem kwarcowym,
karborundowym lub korundowym. Zawiesina materiału ściernego pokrywa powierzchnię
pasa roboczego tarczy dostatecznie równomierną warstwą. Grubość i równomierność tej
warstwy zależy od ilości zawiesiny spływającej ze zbiornika po rynience na tarczę oraz od
prędkości obrotu tarczy, uzależnionej od wielkości uziarnienia materiału ściernego
podawanego w zawiesinie.
Prędkość obrotowa tarcz zdzieraków (prędkość liniowa mierzona w środku pasa
roboczego tarczy) wynosi 3
–6 m/s. Z krawędzi tarczy zawiesina jest zrzucana działaniem siły
odśrodkowej na ścianę balii. Znajdująca się tam osłona zapobiega rozpryskowi zawiesiny
w górę na pracujących przy szlifierce. Piasek osiada na dnie balii, a woda ze szlamem
(drobnym piaskiem) spływa do osadnika. Po wyczerpaniu piasku w zbiorniku przerywa się
zdzieranie szkła. Piasek wybiera się z balii łopatkami i przekłada go znów do zbiornika lub –
jeśli piasek jest już zbyt stary i za drobny – do osobnego pojemnika w celu przepłukania.
Zamiast tarcz żeliwnych, pokrywanych warstwą zawiesiny ściernej, używa się także tarcz
z węglika krzemu zwanego karborundem. Szybkość zdzierania szkła na tarczach
karborundowych jest zdecydowanie wyższa, lecz duży koszt takich tarcz ogranicza ich
rozpowszechnienie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 16.
Przekrój połowy żeliwnej tarczy szlifierskiej poziomej – zdzieraka profile pasa
roboczego: a) pierwotny, właściwy, b) nieprawidłowy – starty w części środkowej,
kolebkowaty [3, s. 19]
Tarcze gładzików
Do gładzenia płaszczyzn szkła po zdzieraniu używa się tarcz nazywanych gładzikami.
Do gładzenia płaszczyzn szkła wybiera się tarcze miękkie, z ziarnami korundu w granicach
0,10
–0,15 mm. Obowiązuje przy tym ogólna zasada: im twardsze jest szlifowane szkło, tym
bardziej miękka powinna być tarcza ścierna.
Tarcze gładzików powinny obracać się z prędkością liniową 7
–9 m/s, z czego wynika,
że tarcza średnicy 0,5 m powinna obracać się. z prędkością 250
–300 obrotów na minutę.
Pas roboczy tarczy jest podczas szlifowania zwilżany wodą spływającą ze po rynience
wyłożonej knotem (paskiem z grubej bawełny). Tarcza nieruchoma nie powinna być
zwilżana, należy więc przed jej unieruchomieniem przerwać na kilka minut spływ wody.
Powierzchnię pasa roboczego tarczy wyrównuje się obtaczając tarczę kawałkiem
twardszego materiału, np. karborundu, a wygładza materiałem nieco miększym, np.
twardszym korundem.
Tarcze polerek
Do polerowania szkła stosuje się następujące tarcze:
−
tarcze korkowe – wykonane są z kruszywa korkowego zmieszanego ze spoiwem
dostatecznie odpornym na działanie wody. Mieszankę taką kształtuje się w postaci tarcz
za pomocą wytłaczania w formach,
−
tracze drewniane – używa się dwóch rodzajów tarcz drewnianych: klejone i zwykłe,
−
tarcze pilśniowe (filcowe) – wykonane są z wełny owczej z dodatkiem mechowatej
sierści cieląt poddanym działaniu pary i sprasowanych na kształt tarcz odpowiedniej
grubości,
−
tarcze szczotkowe – są wyrabiane z włókien pochodzenia roślinnego z mas plastycznych
lub włókien szklanych. Włókna nasadza się na obwód koła wykonanego z drewna,
aluminium lub mas plastycznych.
Na tarcze polerskie nanosi pastę polerską sporządzoną z proszku polerskiego i wody.
Prędkość liniowa tarcz drewnianych wynosi ok. 15 m/s, czyli tarcza średnicy ok. 0,5 m
powinna obracać się z prędkością obwodową 400
–500 obrotów na minutę.
Powierzchnię czołową (roboczą) tarczy wyrównuje się podczas jej ruchu dłutkiem
stalowym. Nie wygładza się jej, gdyż szorstkość sprzyja utrzymywaniu się pasty polerskiej,
którą smaruje się powierzchnie tarczy co pewien czas.
Prędkość liniowa tarcz filcowych dochodzi do 30 m/s. Powierzchnie ich także smaruje się
pastami polerskimi.
Środki do szlifowania szkła
Niezmiernie ważne dla osiągnięcia dobrych wyników przy szlifowaniu szkła jest
jednakowe uziarnienie materiału ściernego. Najbardziej niekorzystna dla szlifowania jest
zawartość w materiale ściernym określonej granulacji niewielkiej ilości ziaren grubszych
(nadziarno). Potrafią one spowodować powstawanie w szlifowanym szkle głębszych żłobin,
które – choćby nieliczne, wymagać będą następnego zeszlifowania znacznie grubszej niż to
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
jest potrzebne warstwy szkła dla całkowitego wyrównania powierzchni. Wymaga to
oczywiście dłuższego czasu pracy i większego zużycia energii. Zawarte w materiale ściernym
określonej granulacji ziarna mniejsze (podziarno) nie biorą udziału w szlifowaniu i tym
samym zmniejszają skuteczność szlifowania.
Rys. 17. Działanie
materiału
ściernego
o
niejednakowym
uziarnieniu
na
szkło:
z – ziarna właściwe, n – ziarna większe – nadziarno, p – mniejsze – podziarno [3, s. 23]
Ziarno ścierne musi mieć ostre krawędzie, ale przy tym nie powinno przekraczać
określonego wymiaru, aby ziarno mogło się przy szlifowaniu obracać. Ziarno podłużne nie
obraca się lecz się przesuwa po powierzchni szkła i powstaje zbyt głęboka rysa.
Ziarna przy szlifowaniu zużywają się przez kruszenie. Odłamki powstające w wyniku
kruszenia się mają ostre krawędzie. Ścierniwa sortuje się przeważnie metodą sedymentacji.
Najczęściej stosuje się środki ścierne o uziarnieniu:
−
średnioziarniste (0,3
–0,5 mm) do zdzierania grubego,
−
drobnoziarniste (0,1
–0,3 mm), do zdzierania subtelnego lub gładzenia.
Piasek kwarcowy
Jest często używanym materiałem ściernym. Ma twardość w 7 w skali Mohsa, podczas
gdy twardość szkła najczęściej wynosi 6 w skali Mohsa. Piasek używany do szlifowania
należy płukać. Jest to materiał bardzo tani, ale ma małą skuteczność szlifowania.
Szmergiel
Jest minerałem o twardości 8–9 w skali Mohsa, zawiera 60% AL
2
O
3
. Najlepszy
szmergiel występuje w wysokich warstwach na wyspie Naxos (Grecja).
Diament
Z uwagi na rzadkie występowanie i wysoką cenę używa się go w postaci okruchów do
wyrobu diamentowych pił do cięcia szkła, na narzędzia szklarskie oraz do szlifowania
kamieni szlachetnych i syntetycznych. Jego twardość wynosi 10 w skali Mohsa.
Korund naturalny
Ma twardość 9 w skali Mohsa i zawiera 95% AL
2
O
3
. Do szlifowania używa się odmian
stosunkowo niskogatunkowych. Bywa on zanieczyszczony i zabarwiony domieszkami
tlenków metali. Przygotowuje się go w drodze oczyszczenia, rozdrabniania i sortowania
według wielkości ziaren.
Karborund
Jest to węglik krzemu SiC. Otrzymujemy go przez prażenie w elektrycznych piecach
oporowych temperaturze 2000ºC kwarcu SiO
2
z czystymi materiałami węglowymi
(koks naftowy, antracyt). Twardość tego materiału wynosi 8
–9,5 w skali Mohsa, a gęstość
około 5 g/cm
3
. W czasie chłodzenia tworzą się cienkie, kruche płytkowe układy
heksagonalne. Po oziębieniu kruszy się je elektromagnetycznie lub przez wymywanie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
w kwasie siarkowym, wytrąca się żelazo, a następnie płucze się wodą. Wypłukaną mieszaninę
segreguje się metodą sitową, mniejsze frakcje segreguje się przez pławienie i aeroseparację.
Czysty węglik krzemu jest przezroczysty, bezbarwny. Mniej czysty ma zabarwienie
szarozielone do szarego. Stosujemy dwa rodzaje karborundu:
−
zielony 99 C,
−
czarny 98 C.
Jest on bardzo dobrym, efektywnym materiałem ściernym.
Elektrokorund
Jest krystalicznym tlenkiem glinu otrzymanym przez stopnienie naturalnych rud
glinowych (boksyt) i krystalizację Al
2
O
3
. Elektrokorund produkuje się w trzech gatunkach:
−
99 A (99% Al2O3) – biały,
−
97 A (97% Al2O3) – różowy i czerwony,
−
95 A (95% Al2O3) – czarno-brązowy.
Twardość elektrokorundu wynosi 9–9,5 w skali Mohsa, a gęstość 4,0 g/cm
3
.
Środki stosowane do polerowania szkła
Pumeks
Jest minerałem pochodzenia wulkanicznego. Jest łatwy do mielenia ze względu na
porowatość i kruchość. Wskutek swej małej twardości, spulchnionej struktury powierzchni
ściera delikatnie i dlatego używa się go do polerowania szkła, srebra, drewna. Twardość
materiału wynosi 5
–6 w skali Mohsa.
Ziemia okrzemkowa
Jest żółtym proszkiem polerskim pochodzącym ze zmielenia skamieniałych drobnych
żyjątek morskich (okrzemek) zawierających SiO
2
, Al
2
O
3,
Fe
2
O
3.
Brunatny proszek polerski
Jest stosowany najczęściej do glansowania szkła. Zawiera tlenek cerowy z domieszkami
tlenków metali ziem rzadkich.
Róż polerski
Jest to czerwony proszek polerski, czyli krystaliczny odpowiednio spreparowany tlenek
żelazowy – hematyt. Ma barwę od jasno czerwonej do fioletowej, im ciemniejsza jest barwa
różu, tym większa jest jego twardość. Jest bardzo dobrym materiałem polerskim, szczególnie
do glansowania.
Tlenek ceru
Jest to mieszanina tlenku ceru CeO
2
(45%)
i innych tlenków metali ziem rzadkich. Jest to
bardzo dobry materiał polerski, ale jest drogi. Główne zastosowanie to subtelne polerowanie
wysokiej jakości szkła gospodarczego oraz szkła optycznego.
Szlam kwarcowy
Używany
do
polerowania
szkła,
jest
w
istocie
piaskiem
kwarcowym
o bardzo drobnym uziarnieniu, wielkości 15
–30 mikrometrów. Otrzymuje się go przeważnie
przez powolne osadzanie z zawiesiny drobnego piasku skłębionego w wodzie, którą
przepłukiwało się starty, podczas kilkakrotnego szlifowania szkła, piasek. Jest to stosunkowo
tani, ale mało skuteczny materiał polerski.
Pracownicy pracujący przy urządzeniach do szlifowania szkła powinni być wyposażeni
w środki ochrony osobistej. Podstawowymi środkami stosowanymi podczas szlifowania szkła
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
jest odzież ochronna – fartuch skórzany, rękawice ochronne – gumowe, okulary ochronne
szczelnie przylegajace do twarzy. Podczas pracy urządzeń szlifujących pracownicy powinni
być wyposażeni w środki ochrony słuchu – nauszniki, stopery.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojęcie szlifowania szkła?
2. Które właściwości szkła mają wpływ na proces szlifowania szkła?
3. Jakie procesy występują podczas szlifowania szkła?
4. Jakie etapy występują podczas szlifowania szkła?
5. Jaki jest podział urządzeń do szlifowania wyrobów ze szkła?
6. Jakie urządzenia stosuje się do poszczególnych etapów szlifowania wyrobów ze szkła?
7. Jakimi urządzeniami szlifuje się wyroby cienkościenne ze szkła?
8. Jakie urządzenia stosuje się do szlifowania wyrobów o nieregularnych kształtach?
9. Z jakich materiałów wykonywane są tarcze do zdzierania szkła?
10. Z jakich materiałów wykonywane są tarcze do gładzenia szkła?
11. Z jakich materiałów wykonywane są tarcze do polerowania szkła?
12. Jakie prędkości obrotowe tarcz stosowane są do poszczególnych etapów szlifowania
szkła?
13. Jakimi właściwościami charakteryzują się środki ścierne do szlifowania szkła?
14. Jakie materiały zaliczane są do środków ściernych?
15. Jakie materiały zaliczane są do środków polerskich?
16. Jaka jest różnica pomiędzy środkami do szlifowania a środkami do polerowania szkła?
17. Jakie czynniki mają wpływ na wydajność procesu szlifowania szkła?
18. Jakie występują wady procesu szlifowania szkła?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przedstaw za pomocą schematu blokowego wpisz kolejne etapy procesu szlifowania
wyrobów ze szkła.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych etapy procesu szlifowania wyrobów szklarskich,
2) dokonać analizy poszczególnych etapów szlifowania na podstawie opisu,
3) zapisać w poszczególnych blokach schematu kolejne etapy szlifowania wyrobów
szklarskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Wyposażenie stanowiska pracy:
−
papier formatu A4 ze schematem blokowym, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Przyporządkuj materiały ścierne do poszczególnych etapów szlifowania szkła.
[A] zdzieranie
[ ] pumeks
[B] gładzenie
[ ] taśma ścierna
[C] zbieranie krawędzi
[ ] karborund
[D] polerowanie
[ ] tarcza z piaskowca
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące materiałów ściernych
stosowanych do poszczególnych etapów szlifowania wyrobów ze szkła,
2) dokonać analizy poszczególnych materiałów ściernych do szlifowania szkła na podstawie
opisu,
3) przyporządkować materiały ścierne do poszczególnych etapów szlifowania wyrobów ze
szkła.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Pogrupuj przedstawione w tabeli materiały na ścierne i polerskie stawiając znak (+) obok
odpowiedniego materiału stosowanego do szlifowania szkła
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych podział materiałów stosowanych do szlifowania
szkła,
2) dokonać analizy poszczególnych materiałów do szlifowania szkła na podstawie opisu,
3) pogrupować materiały stosowane do szlifowania szkła na ścierne i polerskie.
Materiał do szlifowania Ścierny
Polerski
Ziemia okrzemkowa
Karborund
Tlenek ceru
Szlam kwarcowy
Pumeks
Szmergiel
Elektrokorund
Korund naturalny
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wyposażenie stanowiska pracy:
−
papier formatu A4 z tabelą, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Spośród poniższych rysunków dobierz urządzenie do szlifowania zgrubnego wyrobów ze
szkła.
A
B
C
D
Do szlifowania zgrubnego służy szlifierka ………
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych urzadzenia stosowane do poszczególnych etapów
szlifowania wyrobów ze szkła,
2) dokonać analizy urządzeń stosowanych do szlifowania szkła na podstawie opisu,
3) rozpoznać urządzenie do zgrubnego szlifowania szkła,
4) zapisać które urządzenie służy do zgrubnego szlifowania szkła.
Wyposażenie stanowiska pracy:
−
papier formatu A4 z rysunkami urządzeń do szlifowania szkła, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 5
Wykonaj szlifowanie zgrubne obrzeży wyrobów ze szkła za pomocą szlifierki poziomej
tarczowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych etapy szlifowania wyrobów szklarskich,
2) dokonać analizy etapu zgrubnego szlifowania,
3) zapoznać się z instrukcja do wykonania ćwiczenia,
4) zapoznać się z instrukcją obsługi szlifierki do zgrubnego szlifowania wyrobów
szklarskich,
5) przygotować stanowisko pracy,
6) założyć środki ochrony osobistej,
7) wykonać szlifowanie zgrubne obrzeży wyrobów szklarskich,
8) sprawdzić jakość szlifowanej obrzeży wyrobów szklarskich.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyposażenie stanowiska pracy:
−
wyroby szklarskie,
−
dokumentacja wyrobów, szlifierka,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja obsługi szlifierki tarczowej poziomej,
−
szlifierka tarczowa pozioma ze środkiem ściernym do zdzierania,
−
środki ochrony osobistej: fartuch ochronny gumowy, rękawice gumowe, okulary
ochronne,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 6
Wykonaj gładzenie oraz zbieranie krawędzi zewnętrznej i wewnętrznej obrzeża wyrobów
ze szkła za pomocą szlifierki pionowej taśmowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych etapy szlifowania wyrobów szklarskich,
2) dokonać analizy etapów gładzenia oraz zbierania krawędzi obrzeży wyrobów szklarskich,
3) zapoznać się instrukcja do wykonania ćwiczenia,
4) zapoznać się z instrukcją obsługi szlifierki pionowej taśmowej,
5) przygotować stanowisko pracy,
6) założyć środki ochrony osobistej,
7) wykonać gładzenie obrzeży oraz zbieranie krawędzi wyrobów szklarskich,
8) sprawdzić jakość wykonanego gładzenia i zbierania krawędzi obrzeży wyrobów
szklarskich.
Wyposażenie stanowiska pracy:
−
wyroby szklarskie,
−
dokumentacja wyrobów,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja obsługi szlifierki taśmowej pionowej,
−
szlifierka taśmowa pionowa z wrzecionem do gładzenia krawędzi wewnętrznej,
−
środki ochrony osobistej: fartuch ochronny gumowy, rękawice gumowe, okulary
ochronne,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie szlifowania szkła?
2) określić, które właściwości szkła maja wpływ na proces szlifowania
szkła?
3) scharakteryzować procesy występujące podczas szlifowania szkła?
4) określić etapy szlifowania wyrobów ze szkła?
5) dokonać podziału urządzeń do szlifowania wyrobów ze szkła?
6) dobrać urządzenia do poszczególnych etapów szlifowania wyrobów
ze szkła?
7) dobrać urządzenia do szlifowania wyrobów cienkościennych ze
szkła?
8) dobrać urządzenia do szlifowania kształtów nieregularnych?
9) określić materiały, z których wykonywane są tarcze do zdzierania?
10) określić materiały, z których wykonywane są tarcze do gładzenia?
11) określić materiały, z których wykonywane są tarcze do polerowania?
12) określić prędkości obrotowe tarcz ściernych dla poszczególnych
etapów szlifowania szkła?
13) określić właściwości środków ściernych?
14) określić materiały, które zaliczane są do środków ściernych?
15) określić materiały, które zaliczane są do środków polerskich?
16) określić różnicę pomiędzy środkami do szlifowania a środkami do
polerowania szkła?
17) określić czynniki które mają wpływ na wydajność i jakość procesu
szlifowania szkła?
18) określić wady procesu szlifowania szkła?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.3. Zatapianie obrzeży wyrobów szklarskich
4.3.1. Materiał nauczania
Zatapianiem obrzeży nazywana jest operacja mająca na celu zaoblenie obrzeży
i nadanie im naturalnego połysku szkła, przy równoczesnym wzmocnieniu ich na działanie sił
mechanicznych.
Zatapianie polega na ogrzewaniu szkła przy obrzeżu do takiej temperatury, w której mała
lepkość szkła umożliwi siłom napięcia powierzchniowego przesunięcie cząstek szkła dla
nadania obrzeżom kształtu zbliżonego do półokrągłego.
Dla osiągnięcia tego celu konieczne jest odpowiednie, stopniowe ogrzanie zimnego szkła
tak, aby powstające przy tym naprężenia przejściowe nie przekroczyły wytrzymałości szkła
i nie powodowały jego pęknięcia. Do temperatury mięknienia powinno być ogrzane tylko
wąskie pasemko szkła przy obrzeżu, aby nie spowodować zniekształcenia przedmiotu.
Wyroby poprawnie zatopione powinny posiadać owalny kształt obrzeza i być lśniące.
Ponieważ podczas zatapiania szkło przy obrzeżu przekracza temperaturę mięknienia
szkła, a następnie jest ono gwałtownie studzone, w szkle powstają naprężenia trwałe. Uważa
się jednak, że jeżeli naprężenia te nie są zbyt duże, a są przy tym rozłożone równomiernie, nie
stanowią one wady wyrobów, a przeciwnie wzmacniają obrzeża. Bardzo często jednak
naprężenia te są zbyt duże i staja się przyczyną obrączkowego pękania zatopionych wyrobów
ze szkła w okolicy obrzeża.
Wyroby narażone na gwałtowne zmiany temperatur nie powinny w ogóle posiadać
naprężeń w obrzeżach po zatapianiu i dlatego powinny być ponownie odprężane.
Przeważnie zatapia się obrzeża wyrobów cienkościennych, o grubości ścianek do 3 mm.
Wyroby o grubszych ściankach trudno jest zatapiać, a po zatapianiu występują w szkle zbyt
duże naprężenia trwałe.
Obrzeża wyrobów ze szkła o wyższej temperaturze mięknienia i o mniejszej
przewodności cieplnej zatapiają się ładniej, ale wolniej.
Niektóre wyroby trudno jest zatapiać z powodu ich szczególnych kształtów. Są to
przeważnie wyroby z przypojoną nóżką, o niskim korpusie, np. kieliszki do szampana, do
lodów itp. Wyroby te pękają często przy zatapianiu w miejscu połączenia nóżki z korpusem.
Łatwo też pękają przy zatapianiu wyroby bez nóżek, ale niskie i szerokie, np. podstawki
(spodki) pod szklanki. Powodem pękania jest silne ogrzewanie się nie tylko szkła przy
obrzeżu, lecz również i dna, które ma znacznie większą grubość i dlatego występują w nim
naprężenia tak duże, że szkło ich nie wytrzymuje. Aby temu zapobiec, przed zatapianiem,
wsypuje się do tych wyrobów suchy piasek lub materiał o dobrej izolacji cieplnej,
zabezpieczając je przed promieniowaniem cieplnym.
Urządzenia do zatapiania obrzeży wyrobów szklarskich
Zatapiarki karuzelowe.
Do zatapiania wyrobów cienkościennych używa się urządzeń mechaniczno-termicznych,
zwanych zatapiarkami. Charakteryzują się bardzo prostą konstrukcją i są najczęściej
stosowane do ręcznego zatapiania obrzeży wyrobów.
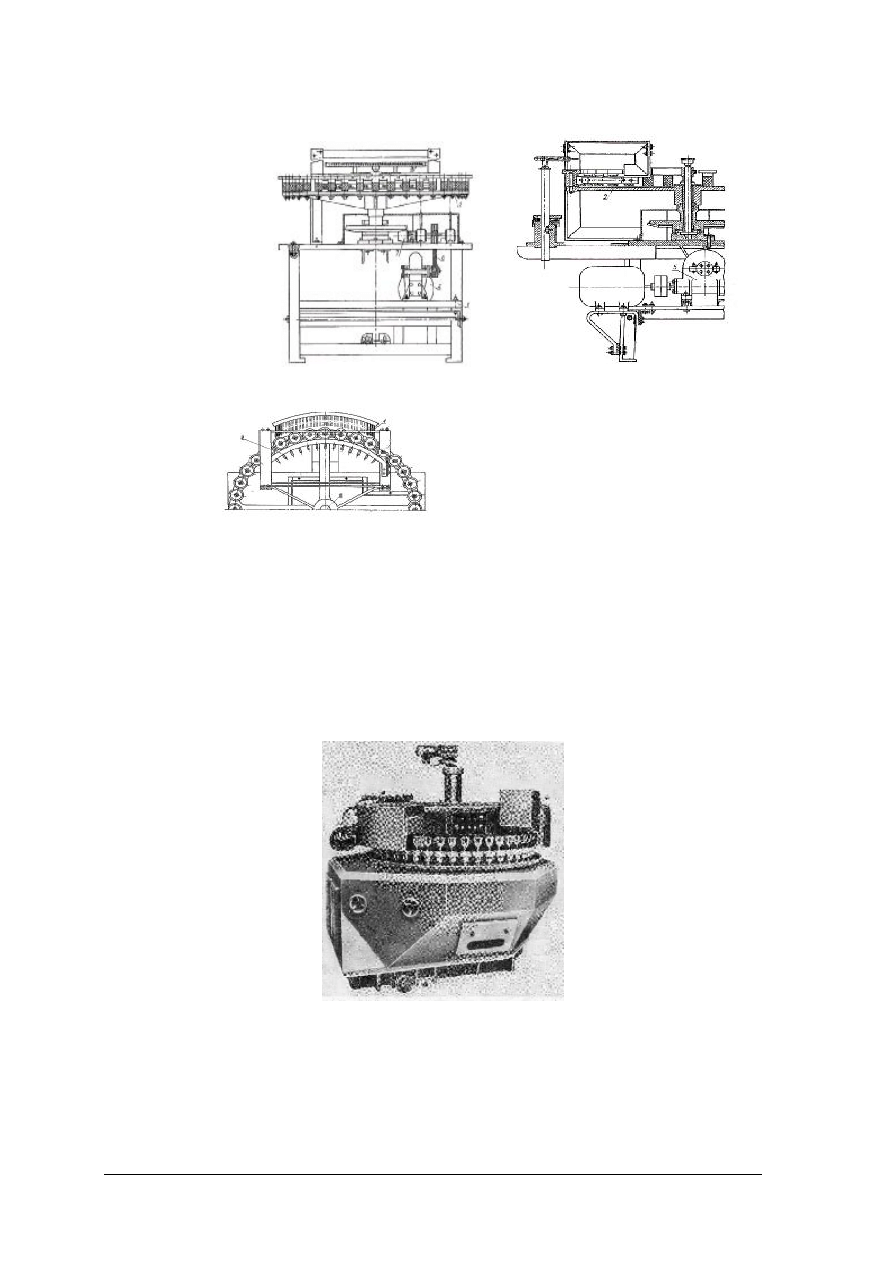
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 18. Budowa zatapiarki karuzelowej: 1) podstawa, 2) koło nośne, 3) napęd, 4) palnik,
5) przekładnia ślimakowa, 6) przekładnia pasowa, 7) przekładnia zębata, 8) wał pionowy,
9) krzywka [2, s. 237]
Zatapiarki maszynowe
Są to urządzenia mechaniczno-termiczne, o złożonej konstrukcji, przeznaczone do
zatapiania obrzeży wyrobów cienkościennych. Maja one różną wielkość i wydajność, przy
czym nakładanie i zdejmowanie wyrobów może być ręczne lub automatyczne. Posiadają one
palniki do wstępnego podgrzewania oraz palniki do zatapiania obrzeży.
Rys. 19. Zatapiarka maszynowa [5, s. 289]
Wady procesu zatapiania
Najczęściej występującymi wadami wyrobów z zatopionym obrzeżem są niewłaściwie,
za dużo (przetopione) lub za mało zatopione obrzeża wyrobu.
Wady te powstają albo wskutek
nieuwagi osób zatapiających lub wadliwego działania płomienia palników zatapiarki, głównie
złego wyregulowania prędkości spalania i nieodpowiedniego skierowania płomienia na
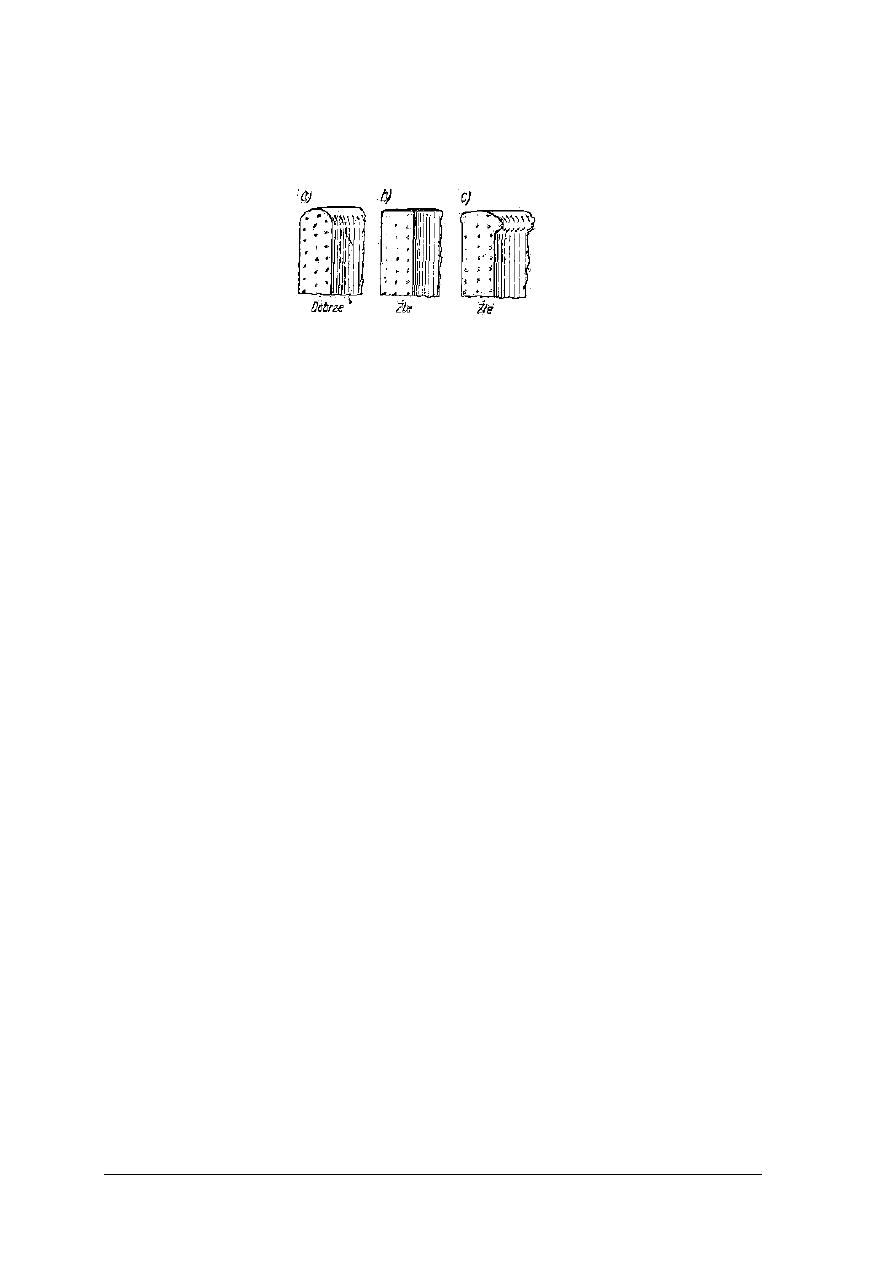
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
obrzeża wyrobów. Przyczyną tych wad może być również nierównomierna grubość ścianek
poszczególnych sztuk wyrobów lub równoczesne zatapianie wyrobów o różnych grubościach
ścianek.
Rys. 20.
Prawidłowo i wadliwie zatopione obrzeże wyrobu: a) zatopione prawidłowo, b) obrzeże
za mało zatopione-płaskie, c) obrzeże przetopione [2, s. 239]
Czynniki wpływające na wydajność zatapiania obrzeży
Wydajność zatapiania obrzeży zależy od wielu czynników często złożonych i zmiennych,
do których możemy zaliczyć:
−
jakość płomienia palników (jego temperatura, natężenie promieniowania cieplnego,
kierunek działania na obrzeża wyrobów),
−
grubość obrzeży,
−
średnica wyrobu,
−
wysokość temperatury mięknienia szkła,
−
równość i gładkość obrzeży,
−
liczba palników zatapiarki,
−
liczba stanowisk dla wyrobów na zatapiarce,
−
organizacja pracy.
Pracownicy pracujący przy urządzeniach do zatapiania obrzeży wyrobów powinni być
wyposażeni w środki ochrony osobistej. Podstawowymi środkami stosowanymi podczas
zatapiania obrzeży wyrobów jest odzież ochronna, rękawice ochronne, gogle ochronne
szczelnie przylegajace do twarzy i zabezpieczajace przd promieniowaniem. Podczas pracy
urządzeń do zatapiania obrzeży wyrobów pracownicy dodatkowo powinni być wyposażeni
w środki ochrony słuchu – nauszniki, stopery.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojęcie zatapiania obrzeży wyrobów?
2. Które właściwości szkła maja wpływ na proces zatapiania obrzeży wyrobów?
3. Dlaczego podczas zatapiania obrzeży wyrobów powstają naprężenia w szkle?
4. Jakie cechy posiada poprawnie zatopione obrzeże wyrobu ze szkła.?
5. Jakie urządzenia są stosowane do zatapiania obrzeży wyrobów ze szkła?
6. Jakie
trudności
technologiczne
występują
podczas
zatapiania
wyrobów
o skomplikowanych kształtach?
7. Które wyroby nie poddaje się procesowi zatapiania obrzeży?
8. Jakie czynniki mają wpływ na wydajność procesu zatapiania obrzeży wyrobów ze szkła?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.3.3. Ćwiczenia
Ćwiczenie 1
Przyporządkuj wadę procesu zatapiania obrzeży wyborów ze szkła do przyczyny
powstawania tej wady.
[A] matowe i ostrokrawędziste obrzeże
[] zbyt szybkie studzenie obrzeza
[B] zbyt wysoki poziom naprężeń w obrzeżu
[] nierównomierna grubość obrzeża
[C] zaoblone i niezaoblone obrzeże na obwodzie [] intensywne działanie płomienia na
obrzeże
[D] zdeformowane obrzeże
[] zbyt niska temperatura płomienia
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące wad procesu zatapiania obrzeży,
2) dokonać analizy przyczyn powstawania wad procesu zatapiania,
3) rozpoznać przyczynę powstawania wady procesu zatapiania,
4) przyporządkować wady procesu zatapiania obrzeży do przyczyn ich powstawania.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
wyroby z wadliwie zatopionymi obrzeżami,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika,
−
polaryskop.
Ćwiczenie 2
Określ, który z poniższych rysunków obrzeża wyrobu ze szkła przedstawia poprawnie
zatopione obrzeże.
A.
B.
C.
Poprawnie zatopione obrzeże wyrobu ze szkła to ……..
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wady procesu zatapiania obrzeży,
2) dokonać analizy rysunków obrzeży wyrobu po procesie zatapiania,
3) określić poprawnie zatopione obrzeże.
Wyposażenie stanowiska pracy:
−
papier formatu A4 z rysunkami zatopionych obrzeży wyrobów ze szkła, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Ćwiczenie 3
Wykonaj operację zatapiania obrzeży wyrobów szklarskich za pomocą zatapiarki
karuzelowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące zatapiania obrzeży na
zatapiarkach karuzelowych,
2) dokonać analizy procesu zatapiania obrzeży wyrobów szklarskich,
3) zapoznać się z instrukcją do wykonania ćwiczenia,
4) zapoznać się z instrukcją obsługi zatapiarki karuzelowej,
5) przygotować stanowisko pracy,
6) założyć środki ochrony osobistej,
7) wykonać operację zatapiania obrzeży wyrobów szklarskich,
8) dokonać kontroli zatopienia obrzeży wyrobów szklarskich.
Wyposażenie stanowiska pracy:
−
wyroby szklarskie,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja obsługi zatapiarki karuzelowej,
−
zatapiarka karuzelowa,
−
środki ochrony osobistej, okulary ochronne,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika,
−
szczypce do zdejmowania wyrobów z tarczek,
−
środki ochrony osobistej: okulary ochronne.
Ćwiczenie 4
Dokonaj kontroli jakości zatopienia obrzeży wyrobów szklarskich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wady procesu zatapiania obrzeży,
2) dokonać analizy obrzeży wyrobów po procesie zatapiania,
3) rozpoznać poprawnie i niepoprawnie zatopione obrzeże wyrobu ze szkła,
4) uzupełnić tabelę.
Zatopienie obrzeża
Wyrób nr
poprawne
niepoprawne
1
2
3
4
5
6
7
8

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Wyposażenie stanowiska pracy:
−
wyroby szklarskie z zatopionymi obrzeżami,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika,
−
papier formatu A4 z tabelą.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie zatapiania obrzeży wyrobów?
2) określić które właściwości szkła maja wpływ na proces zatapiania
obrzeży wyrobów?
3) wyjaśnić, dlaczego podczas zatapiania obrzeży wyrobów powstają
naprężenia w szkle?
4) określić cechy poprawnie zatopionego obrzeża wyrobu ze szkła.?
5) dobrać urządzenia do zatapiania obrzeży wyrobów ze szkła?
6) określić trudności technologiczne, jakie występują podczas zatapiania
wyrobów o skomplikowanych kształtach?
7) określić wyroby, które nie poddaje się procesowi zatapiania obrzeży?
8) określić czynniki, które mają wpływ na wydajność procesu zatapiania
obrzeży wyrobów ze szkła?
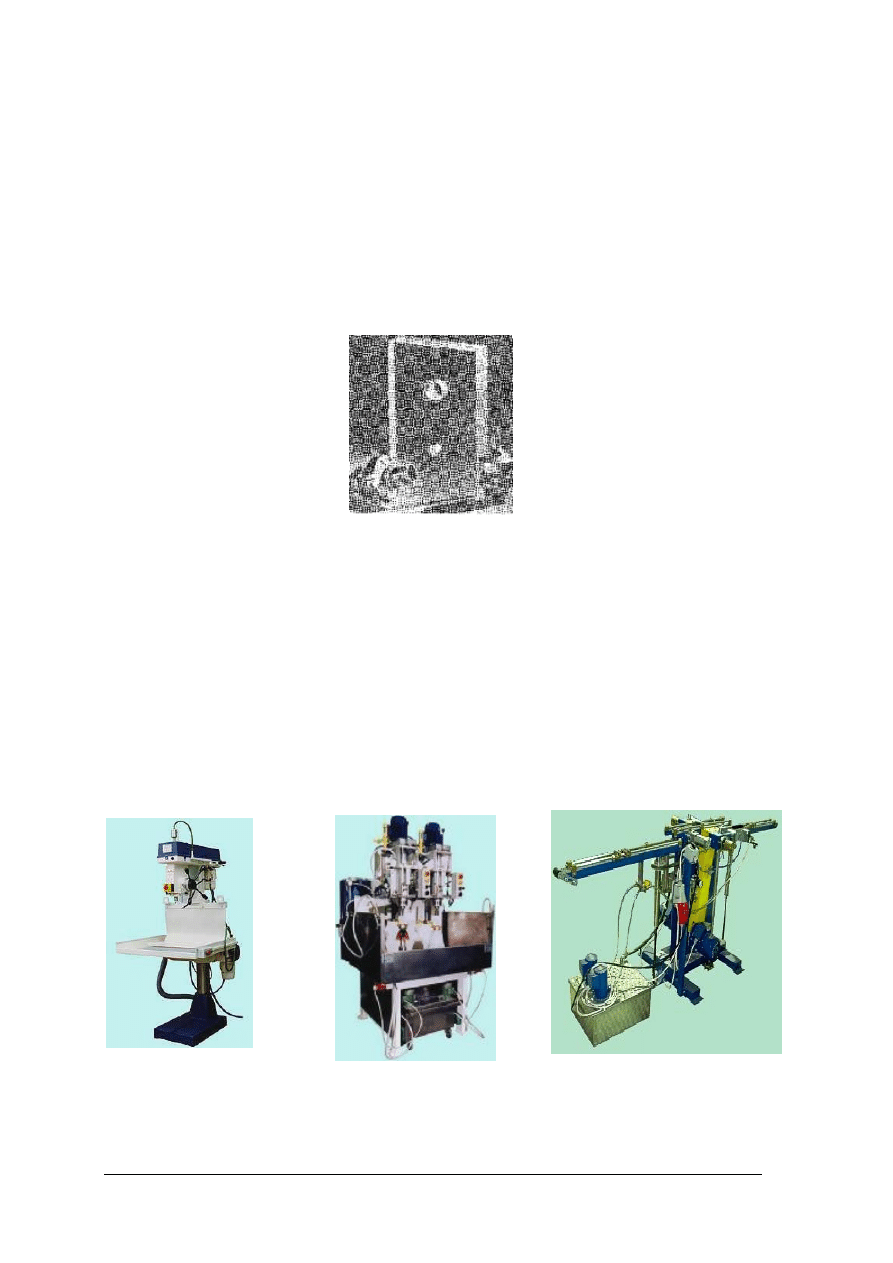
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.4. Wiercenie otworów w szkle i docieranie korków ze szkła
4.4.1. Materiał nauczania
Wiercenie otworów.
Do nadania wyrobom pełnych wartości użytkowych niektóre z nich, zwłaszcza niektóre
szkła oświetleniowe, techniczne i płaskie, wymagają wywiercenia otworów.
Wiercenie polega na wyrywaniu kawałeczków szkła przez krawędzie wiertła o przekroju
trójkątnym lub rurkowym i końcach zaostrzonych w odpowiedni sposób pokrytych warstwą
proszku diamentowego. Wiertła wykonane są z diamentu lub z utwardzonej stali.
Rys. 21. Wygląd wierteł do wiercenia otworów w szkle wraz z taflą szkła z wywierconymi otworami
[5, s. 295]
W czasie wiercenia otworu wiertło i szkło smaruje się terpentyną lub naftą. Należy pilnie
uważać, aby nacisk wiertła na szkło był równomierny i żeby obrót wiertła był płynny.
Nieostrożne wiercenie może spowodować pęknięcie wyrobu, ponieważ szkło w miejscu
wiercenia jest bardzo osłabione.
Do wiercenia otworów o większych średnicach stosuje się wiertła rurowe – frezy.
W czasie wiercenia obrzeże rury jest smarowane pastą z oleju i sproszkowanego karborundu.
Wiercenie otworów w szkle wykonuje się za pomocą wiertarek ręcznych lub mechanicznych.
Rozróżnia się wiertarki poziome oraz pionowe. Posiadają one najczęściej odpowiednie
przystawki do przytrzymywania szkła.
a)
b)
c)
Rys. 22. Wiertarki do szkła: a) wiertarka pionowa ręczna, b) wiertarka pionowa automatyczna
c) wiertarka pozioma automatyczna do szkła płaskiego [8,9]
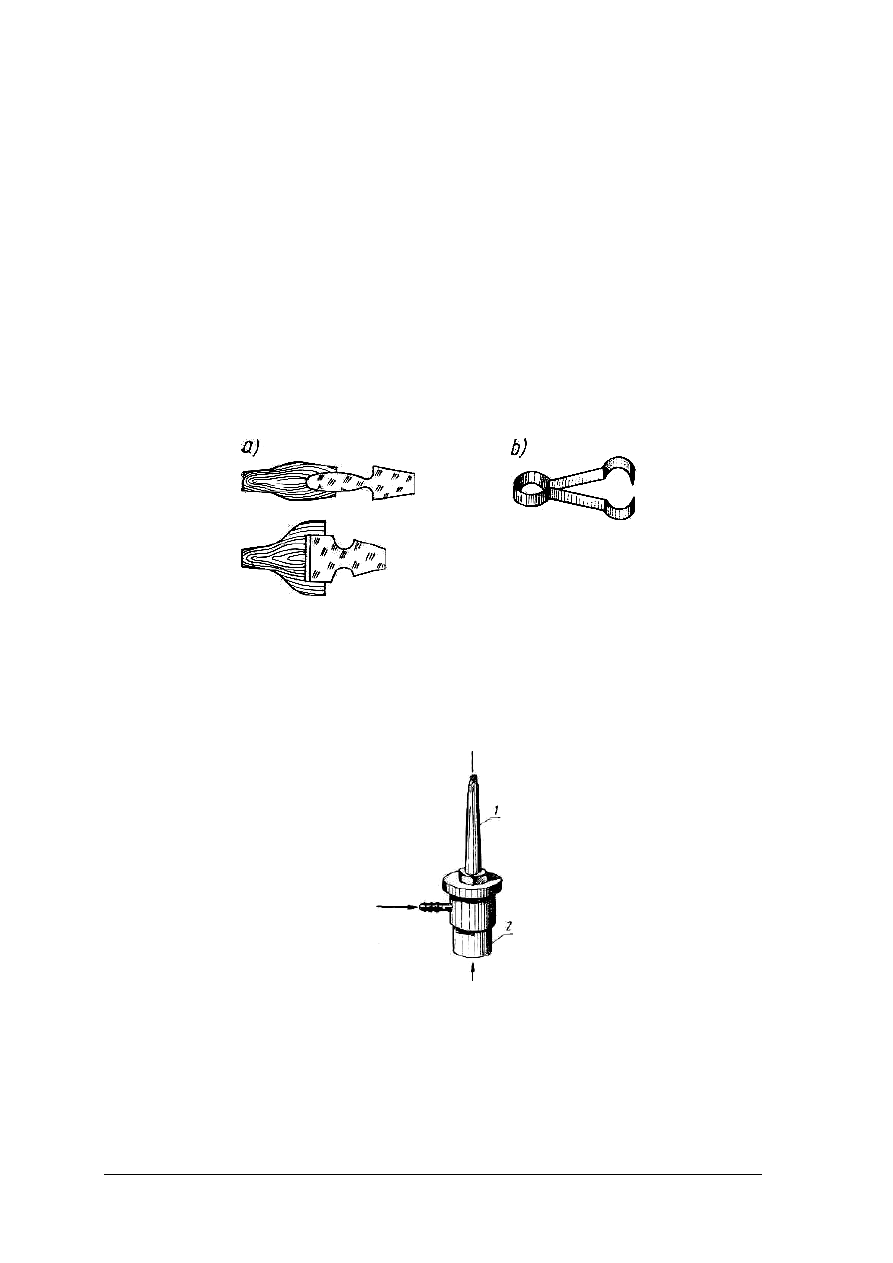
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Docieranie korków ze szkła
Jest to operacja mająca na celu dokładne dopasowanie trzonków korków szklanych do
otworów główek naczyń (butelek lub słoi), aby osiągnąć szczelne zamknięcie tych naczyń.
Korki ukształtowane z masy szklanej nie mogą być bez odpowiedniej obróbki należycie
dopasowane do otworów główek naczyń tak, aby je szczelnie zamykały, t j. aby powierzchnia
trzonka korka przylegała ściśle do powierzchni otworu główki, nie przepuszczając zawartych
w naczyniu płynów, ani ich par.
Docieranie części szklanych składa się z następujących operacji:
−
obtaczanie trzonka przy korku,
−
rozwiercanie otworu w naczyniu,
−
dopasowanie trzonka korka do otworu naczynia przez ewentualne wzajemne
doszlifowanie,
−
polerowanie trzonka korka i wewnętrznej powierzchni szyjki naczynia.
Do tradycyjnego docierania korków służy szlifierka wrzecionowa ze specjalnym
uchwytem (imadełkiem) i rozwiertakiem.
Rys. 23. Narzędzia do obtaczania korków a) imadełko, b) szczypce do obtaczania trzonków korków [4, s. 350]
Docieranie korków ze szkła wykonuje się również za pomocą wierki. Stosuje się
wiertarki pionowe dodatkowo wyposażone w specjalną przystawkę, która w czasie
szlifowania doprowadza wodę do frezów diamentowych.
Rys. 24. Przystawka do wiertarki mechanicznej 1) wiertło, 2) gniazdo do frezów [5, s. 290]
Przy docieraniu korków i otworów średnicy większej od 30 mm zaleca się prędkość
wiertła ok. 900 obr./min, natomiast przy średnicach mniejszych od 30 mm – ok. 400 obr./min.
Do docierania używa się kompletu frezów diamentowych składającego się z wiertła
o kształcie ściętego stożka i tulei o takim samym profilu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 25. Komplet frezów diamentowych a) wiertło, b) tuleja [5, s. 290]
Frezy wykonane są ze specjalnych stopów metali. Powierzchnia robocza frezów pokryta
jest określoną ilością proszku diamentowego o jednakowym i oznaczonym uziarnieniu.
Przy zdzieraniu zaleca się stosować frezy o uziarnieniu 120, a przy gładzeniu – o uziarnieniu 240.
Obtaczanie trzonków korków, wiercenie otworów itp. można wykonywać również na
zwyczajnych tokarkach do metali, używając noży z twardej stali, np. widii albo frezów
diamentowych.
Rys. 26. Tokarka do docierania korków ze szkła [9]
Obtaczanie trzonka korka
Przed operacją docierania najpierw wstępnie sortuje się korki i karafki, dopasowując je
wzajemnie. Przy stosowaniu frezów diamentowych do sortowania używa się szablonów
drewnianych o wymiarach takich, jakie mają frezy.
Trzonek korka obtacza się tradycyjnie lub imadełkiem i metalowymi szczypcami albo
bezpośrednio na tarczy korborundowej i korundowej. W celu zamocowania korka w imadełku
należy zatrzymać ruch wrzeciona. Następnie główkę korka wbija się w imadełko tak, aby
korek był mocno obsadzony i bez drgań obracał się współosiowo z wrzecionem.
Po wprawieniu wrzeciona w ruch pracownik trzyma w prawej ręce szczypce z blachy, tak aby
ich końce obejmowały obracający się trzonek korka, a równocześnie lewą ręką nakłada mokry
piasek lub proszek karborundowy na trzonek korka. Wskutek nacisku szczypiec i obrotu
korka następuje zdzieranie szkła i trzonek korka uzyskuje odpowiedni kształt i wymiary.
Obtaczanie trzonka za pomocą tulei pokrytej warstwą proszku diamentowego wykonuje
się na wiertarce.
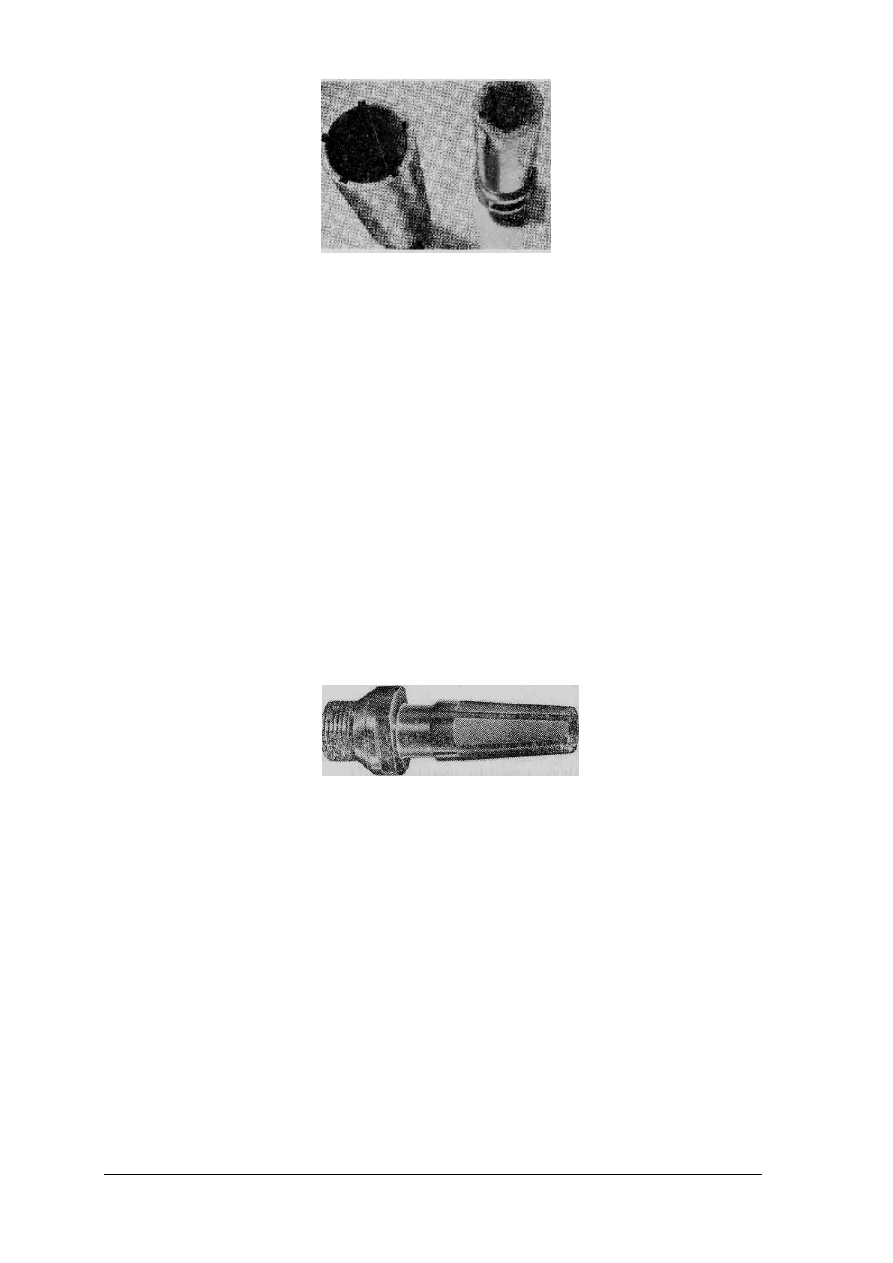
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Rys. 27. Tuleje do obtaczania korków ze szkła [5, s. 292]
Korek umocowuje się w uchwycie drewnianym u podstawy wiertła, w położeniu
pionowym trzonkiem do góry. Naciskając ramię wiertarki powoduje się docisk tulei do
powierzchni trzonka, co wywołuje zdzieranie szkła. Do zdzierania służą przeważnie frezy
o uziarnieniu 120, a przy gładzeniu o uziarnieniu 240. W czasie szlifowania przez otwory
w tulei ciągle wypływa woda. W celu ułatwienia szlifowania wskazane jest dodawanie do
wody emulsji zmniejszającej napięcie powierzchniowe wody.
Rozwiercanie otworów
Rozwiercanie otworu metodą tradycyjną wykonuje się za pomocą rozwiertaka lub korka
szklanego, jednocześnie rozwiercając otwór i docierając trzonek korka. Na skutek obrotu
rozwiertaka i lekkiego dociskania do niego naczynia następuje zdzieranie szkła. Rozwiercanie
przerywa się, gdy rozwiertak wejdzie do otworu na odpowiednią głębokość. Można lekko
rozwiercać otwór w naczyniu i przez wzajemne docieranie jednocześnie dopasowywać do
niego trzonek korka. Stosując wiertła pokryte warstwą proszku diamentowego.
Rozwiercanie wykonuje się na wiertarce mechanicznej. Obracające się wiertło wprowadzane
jest do otworu naczynia przez lekki nacisk rączki wiertarki tak długo, aż wejdzie na
odpowiednią głębokość. W czasie rozwiercania woda wypływa otworami w wiertle,
powodując zwilżanie szlifowanej powierzchni.
Rys. 28. Frez – wiertło pokryte warstwą proszku diamentowego [5, s. 292]
Dopasowanie korka do otworu przez wzajemne docieranie
Otwory w naczyniach są różne, zależnie od grubości ścianki. Dlatego po obtoczeniu
trzonka korka, ale przed rozwierceniem otworu poszczególne korki dobiera się do naczyń,
a następnie rozwierca otwór w naczyniu.
Dopasowanie trzonka korka do otworu naczynia polega na wzajemnym docieraniu ich
powierzchni. W tym celu wbija się korek w imadełko, naczynie napełnia do połowy
pojemności wodą z piaskiem lub proszkiem karborundowym. Materiał ścierny razem z wodą
dostaje się między powierzchnię otworu naczynia i powierzchnię trzonka, które wskutek tego
ścierają się przylegając coraz ściślej do siebie.
Aby jednak powierzchnia trzonka szczelnie przylegała do powierzchni otworu naczynia,
dociera się je miałkim materiałem ściernym. Najczęściej stosuje się szlam piaskowy, szlam
korundowy lub puder pumeksowy.
Polerowanie trzonka i wewnętrznej powierzchni szyjki naczynia
Jeśli docieranym powierzchniom należy przywrócić połysk, to wykonuje się operacje
polerowania. Powierzchnię otworu naczynia poleruje się drewnianym, czopem nasadzonym
na koniec wrzeciono smarując czop odpowiednim materiałem polerskim. Matową
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
powierzchni trzonka korka poleruje się na drewnianej tarczy zamocowanej na końcu
wrzeciona. Tarczę smaruje się odpowiednim materiałem polerskim a trzonek dociska się do
tarczy, jednocześnie obracając korkiem w stronę przeciwną do obiegu tarczy.
Po ukończeniu docierania sposobem tradycyjnym należy uważać, aby nie zamienić
korków i naczyń, oraz pamiętać, że każdy korek jest dopasowany wyłącznie do określonego
naczynia. Dlatego korek przywiązuje się do naczynia lub oznacza korek i naczynie
jednakowym numerem albo znakiem.
Przy stosowaniu wierteł i tulei z nasypem proszku diamentowego nie ma potrzeby
dobierania i docierania korka do otworu, gdy trzonek korka obtoczony był tuleją o tym
samym wymiarze i profilu, co wiertło, którym rozwiercano otwór. Dlatego zamknięcia
docierane za pomocą diamentu są wymienne, a otwory i trzonki korków mają dokładnie te
same wymiary.
Pracownicy pracujący przy urządzeniach do wiercenia otworów i docierania korków ze
szkła powinni być wyposażeni w środki ochrony osobistej. Podstawowymi środkami
stosowanymi podczas otworów i docierania korków ze szkła jest odzież ochronna, rękawice
ochronne, okulary ochronne szczelnie przylegajace do twarzy. Podczas pracy urządzeń
otworów i docierania korków ze szkła pracownicy dodatkowo powinni być wyposażeni
w środki ochrony słuchu – nauszniki, stopery.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojecie docierania korków ze szkła?
2. Jakie są etapy docierania korków ze szkła?
3. Jakie narzędzia i urządzenia stosuje się do docierania korków ze szkła?
4. Jakie operacje są wykonywane podczas etapów docierania korków ze szkła?
5. Jakie urządzenia stosuje się do wiercenia otworów w szkle?
6. Jakie czynniki mają wpływ na poprawne przeprowadzenie procesu wiercenia otworów
w szkle?
4.4.3. Ćwiczenia
Ćwiczenie 1
Przedstaw za pomocą schematu blokowego kolejne etapy procesu docierania korków ze
szkła
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych etapy procesu docierania korków ze szkła,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
2) dokonać analizy poszczególnych etapów docierania korków ze szkła na podstawie opisu,
3) zapisać w poszczególnych blokach schematu kolejne etapy docierania korków ze szkła.
Wyposażenie stanowiska pracy:
−
papier formatu A4 ze schematem blokowym, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Dobierz operację technologiczną do określonego etapu docierania korków.
[A] dociskanie tulei do powierzchni trzonka
[ ] polerowanie trzonka korka
[B] wprowadzenie wiertła do otworu naczynia [ ] obtaczanie trzonka korka
[C] wprowadzenie korka do otworu naczynia
[ ] dopasowanie korka do otworu
[D] docisk trzonka korka do tarczy
[ ] rozwiercanie otworu
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych charakterystykę etapów docierania korków ze
szkła,
2) dokonać analizy poszczególnych etapów docierania korków ze szkła,
3) dobrać operację technologiczną do określonego etapu docierania korków ze szkła.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Wykonaj otwór w dnach wyrobów szklarskich o średnicy zgodnej z dokumentacją
wyrobu za pomocą wiertaki ręcznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące wiercenia otworów w wyrobach
szklarskich,
2) dokonać analizy poszczególnych etapów wiercenia otworów w szkle,
3) zapoznać się z instrukcją wykonania ćwiczenia,
4) zapoznać się z instrukcją obsługi wiertarki ręcznej do wiercenia otworów w szkle,
5) przygotować stanowisko pracy,
6) założyć środki ochrony osobistej,
7) wykonać otwór w dnach wyrobów szklarskich,
8) sprawdzić jakość wykonanych otworów w dnach wyrobów szklarskich oraz ich
zgodności z załączoną dokumentacją.
Wyposażenie stanowiska pracy:
−
wyroby szklarskie,
−
dokumentacja wyrobów,
−
instrukcja wykonania ćwiczenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
−
instrukcja obsługi wiertarki ręcznej do wiercenia otworów w wyrobach szklarskich,
−
wiertarka ręczna do wiercenia otworów w wyrobach szklarskich,
−
wiertła do szkła o różnych średnicach,
−
suwmiarka,
−
środki ochrony osobistej: odzież ochronna, rękawice ochronne, okulary ochronne,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Wykonaj operacje docierania korków ze szkła za pomocą szlifierki wrzecionowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące docieranie korków ze szkła,
2) dokonać analizy etapów docierania korków ze szkła,
3) zapoznać się z instrukcją do wykonania ćwiczenia,
4) zapoznać się z instrukcją obsługi szlifierki wrzecionowej,
5) przygotować stanowisko pracy,
6) założyć środki ochrony osobistej,
7) wykonać operacje docierania korków ze szkła,
8) sprawdzić jakość dotartych korków ze szkła.
Wyposażenie stanowiska pracy:
−
wyroby szklarskie,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja obsługi szlifierki wrzecionowej,
−
szlifierka wrzecionowa,
−
narzędzia do docierania korków,
−
suwmiarka,
−
materiały ścierne.
−
środki ochrony osobistej: odzież ochronna, rękawice ochronne, okulary ochronne,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie docierania korków ze szkła?
2) określić etapy docierania korków ze szkła?
3) dobierz narzędzia i urządzenia, się do docierania korków ze szkła?
4) określić operacje podczas etapów docierania korków ze szkła?
5) określić, jakie urządzenia stosuje się do wiercenia otworów w szkle?
6) określić czynniki, które mają wpływ na poprawne przeprowadzenie
procesu wiercenia otworów w szkle?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4.5. Cechowanie i znakowanie wyrobów szklarskich
4.5.1.
Materiał nauczania
Cechowanie wyrobów ze szkła
Cechowanie wyrobów szklarskich ma na celu podanie ich pojemności przez trwałe
oznaczenia na ich powierzchni. Zależnie od sposobu oznaczenia pojemności dokładność
cechowania jest różna. Prosty sposób oznaczania pojemności polega na wlewaniu do wyrobu
określonej ilości wody menzurką, biuretą lub kolbą miarową i następnie na zaznaczeniu farbą
poziomu cieczy. Z kolei w tym miejscu wykonuje się jednym ze znanych sposobów trwały
znak w postaci poziomej kreski i liczby określającej pojemność. Bardziej sprawny, ale mniej
dokładny sposób oznaczania pojemności wyrobów polega na napełnianiu cechowanych
naczyń wodą spływającą z pojemników podobnych do lejków, zakończonych szczelnym
kranem. Pojemniki z chwilą ich opróżnienia napełniają się automatycznie wodą do określonej
wysokości. Przez otworzenie kranu woda z pojemnika wycieka do cechowanego naczynia,
z którym postępuje się jak uprzednio. Dokładniejsze oznaczenie pojemności wyrobów
uzyskuje się stosując rtęć zamiast wody. Należy jednak pamiętać, że rtęć jest silną trucizną.
Obecnie do cechowania służą urządzenia mechaniczne, za pomocą których jednocześnie
oznacza się pojemność i wykonuje trwały matowy znak. Urządzenie składa się ze stołu
opartego na konstrukcji metalowej, podtrzymującej również zbiornik z piaskiem, dźwignię
łączącą z zaworem powietrza sprężonego oraz przewody łączące zawór ze sprężarką.
Nad stołem zawieszony jest szablon z blachy oraz wspornik z pojemnikiem gumowym
o kształcie zbliżonym do cechowanych wyrobów, wypełnionym ilością wody oznaczającą
pojemność wyrobu.
Oznaczanie pojemności i wykonanie matowego znaku zaczyna się od nałożenia wyrobu
na pojemnik gumowy i dociśnięcia go do szablonu. Następnie naciskając na pedał otwiera się
zawór sprężonego powietrza, które skierowuje strumień piasku na szablon: część wyrobu
przylegająca do szablonu w miejscach nie osłoniętych blachą zostaje trwale oznakowana.
Znakowanie wyrobów ze szkła
Znakowanie wyrobów szklanych jest to wykonywanie na ich powierzchni trwałego znaku
w postaci kresek, liczb, napisów lub rysunków. Zależnie od tego, czy trwały znak otrzymano
w temperaturze otoczenia czy przez wtopienie, odróżnia się metodę znakowania na zimno lub
na gorąco.
Metodą znakowania na zimno uzyskuje się znaki matowe powstałe od działania kwasu
fluorowodorowego lub jego soli oraz w wyniku matowania strumieniem piasku albo
grawerowania. Wykonanie znaków kwasem fluorowodorowym polega na nanoszeniu na
szkło kwasu za pomocą stalówki. Kwas reaguje ze szkłem trawiąc je, wskutek czego powstają
w nim wgłębione linie, jakie narysowano stalówką. O wiele sprawniejszym sposobem jest
nanoszenie znaków na szkło za pomocą soli fluorowych. Na powierzchni wyrobu odbija się
znak pieczątką kauczukową, którą nanosi na szkło warstewkę zagęszczonej gliceryny.
Następnie to miejsce na szkle pudruje się drobno roztartą, suchą solą fluorową, najczęściej
kwaśnym fluorkiem amonowym. Sól przylega do warstewki gliceryny, natomiast spada
z powierzchni suchego szkła. Sól rozpuszcza się w glicerynie i reaguje ze szkłem trawiąc je,
wskutek czego powstają w nim wgłębione powierzchnie i linie. Wyroby przetrzymuje się
przez 20
–40 minut w temperaturze ok. 30°C, po czym spłukuje z nich glicerynę z solą.
Jakość i sprawność wykonywania znaków zależą od rozdrobnienia soli, jej suchości,
dokładnego przeniesienia rysunku i temperatury, w jakiej przebywają wyroby po
zapudrowaniu znaku.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Matowe znaki wykonuje się również za pomocą strumienia piasku w urządzeniach
zwanych piaskownicami (jedną z nich opisano przy cechowaniu). Ziarenka piasku wybijają
cząsteczki szkła, pozostawiając matowe wgłębienia. Do sporządzania, szablonów używa się
materiałów odpornych na działanie uderzających w nie ziarn piasku, np. blachy stalowej lub
aluminiowej, chociaż bardziej wytrzymałe są szablony z blachy miedziowej. Obecnie coraz
powszechniej wykonuje się szablony z mas plastycznych.
Metodą znakowania na gorąco uzyskuje się znaki białe lub srebrzyste, utrwalone przez
przytopienie do szkła. Do jednego ze sposobów znakowania wyrobów na gorąco stosuje się
specjalny klej lub szkło wodne. Znak odciska się na powierzchni szkła gumową pieczątką.
Następnie miejsce to pudruje się sproszkowanym suchym aluminium lub bielą cynkową,
które przylegają w zaznaczonych miejscach, natomiast spadają z powierzchni suchego szkła.
Następnie wyroby wypala się w temperaturze powyżej 300°C, w której odbywa się
jednocześnie zatapianie obrzeży. W tej temperaturze klej lub szkło wodne trwale przywiera
do szkła, a przyklejony proszek aluminiowy nadaje znakom srebrzysty połysk, biel cynkowa
zaś barwę białą matową. Opisanym sposobem wykonuje się najczęściej znaki fabryczne na
wyrobach cienkościennych o zatapianych obrzeżach, np. na szkłach do lamp naftowych.
Innym sposobem trwałego znakowania jedno-, a nawet wielobarwnego, jest metoda
sitokodruku. Metodą tą otrzymuje się bardzo złożone i precyzyjne rysunki wykonane
szkliwami ceramicznymi albo roztworami złota, srebra lub platyny. Po wykonaniu znaku
wyroby są wypalane w tunelowych piecach elektrycznych w temperaturze 400
–530°C. Znaki
nanosi się za pomocą specjalnych urządzeń.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojęcie cechowania wyrobów ze szkła?
2. Jakie są techniki cechowania wyrobów ze szkła?
3. Jaka jest budowa urządzenia stosowanego do cechowania wyrobów ze szkła?
4. Jak można wyjaśnić pojęcie znakowania wyrobów ze szkła?
5. Jakie są techniki znakowania wyrobów ze szkła?
6. Jak można scharakteryzować poszczególne techniki znakowania wyrobów?
7. Jakie materiały stosowane są do poszczególnych technik znakowania wyrobów ze szkła?
4.5.3 Ćwiczenia
Ćwiczenie 1
Spośród poniższych
−
kwasem fluorowodorowym,
−
matowania piaskiem,
−
siatkodruku,
−
grawerowania,
dobierz technikę znakowania wyrobów na gorąco oraz uzasadnij wybór.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych charakterystykę poszczególnych technik
znakowanie wyrobów ze szkła,
2) dokonać analizy technik znakowania wyrobów na gorąco,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
3) wskazać technikę znakowania wyrobów na gorąco,
4) uzasadnić wybór.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Pogrupuj materiały do znakowania szkła na stosowane do technik na zimno oraz na
stosowane do technik na gorąco stawiając znak (+) w kolumnie odpowiedniej techniki
znakowania wyrobów.
Technika znaczenia wyrobów
Stosowany materiał
na zimno
na gorąco
Kwas fluorowodorowy
Roztwór platyny
Piasek szklarski
Sproszkowane aluminium
Gliceryna
Szkło wodne
Wskazówki do realizacji
Przed przystąpieniem do realizacji ćwiczenia uczniowie powinni przeczytać fragment
rozdziału Materiał nauczania. Należy zwrócić uwagę na materiały stosowane do
poszczególnych technik znakowania wyrobów ze szkła.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych charakterystykę poszczególnych technik
znakowania wyrobów,
2) dokonać analizy materiałów stosowanych do poszczególnych technik znakowania
wyrobów ze szkła,
3) rozpoznać materiały stosowane do znakowania wyrobów ze szkła,
4) pogrupować materiały do odpowiedniej techniki znakowania wyrobów ze szkła.
Wyposażenie stanowiska pracy:
−
papier formatu A4 z tabelą, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Wykonaj cechowanie wyrobów szklarskich za pomocą urządzenia do mechanicznego
cechowania. Sprawdź jakości cechowane wyrobów oraz zgodności z dokumentacją.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące cechowanie wyrobów
szklarskich,
2) zapoznać się z instrukcją do wykonania ćwiczenia,
3) zapoznać się z instrukcją obsługi urządzenia do cechowania mechanicznego wyrobów
szklarskich,
4) przygotować stanowisko pracy,
5) założyć środki ochrony osobistej,
6) wykonać cechowanie wyrobów szklarskich,
7) sprawdzić jakość cechowania wyrobów szklarskich.
Wyposażenie stanowiska pracy:
−
wyroby szklarskie,
−
dokumentacja wyrobów,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja obsługi urządzenia do mechanicznego cechowania wyrobów szklarskich,
−
środki ochrony osobistej: odzież ochronna, okulary ochronne, maseczka ochronna,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika,
−
urządzenia do mechanicznego cechowania wyrobów szklarskich.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie cechowania wyrobów ze szkła?
2) określić techniki cechowania wyrobów ze szkła?
3) wyjaśnić budowę urządzenia stosowanego do cechowania wyrobów
ze szkła?
4) wyjaśnić pojęcie znakowania wyrobów ze szkła?
5) określić techniki znakowania wyrobów ze szkła?
6) scharakteryzować poszczególne techniki znakowania wyrobów ze
szkła?
7) określić materiały stosowane do poszczególnych technik znakowania
wyrobów ze szkła?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 60 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
ZESTAW ZADAŃ TESTOWYCH
1. Operacja opękania wyrobów szklarskich ma na celu
a) odzielenie kapy od wyrobu.
b) zbieranie krawędzi obrzeży wyrobu
c) usuniecie naprężeń z wyrobu.
d) znakowanie wyrobu na obwodzie.
2. Do oddzielenia kap od wyrobów szklarskich o kształcie brył nieobrotowych stosowana
jest technika
a) termicznego opękania.
b) mechanicznego opękania.
c) płomieniowego obcinania.
d) opękania drutem oporowym.
3. Opękanie wyrobów szklarskich jest najbardziej skuteczne wtedy, gdy wyrób posiada
a) duże wymiary kapy.
b) wysokie naprężenia wewnętrzne.
c) jednakową średnicę na całej wysokości.
d) równomierną grubość ścinaki na obwodzie.
4. Proces opękania termicznego jest poprawnie wykonywany wtedy, gdy wyrób szklarski
a) skierowany jest kapą w dół.
b) obraca się wokół własnej osi.
c) jest podgrzewany powyżej zarysowania.
d) przed opękaniem jest gwałtownie studzony.
5. Środki średnie do szlifowania szkła powinny charakteryzować się
a) rozpuszczalnością w wodzie.
b) twardością większą od szkła.
c) gęstością równą gęstości szkła.
d) zwilżalnością mniejszą od szkła.
6. Jednym z etapów szlifowania szkła jest
a) zarysowanie.
b) rozwiercanie.
c) obtaczanie.
d) gładzenie.
7. Środek ścierny stosowany do polerowania szkła to
a) elektrokorund.
b) tlenek ceru.
c) piasek szklarski.
d) korund naturalny.
8. Środek ścierny stosowany do zdzierania szkła to
a) pumeks.
b) karborund.
c) szlam kwarcowy.
d) ziemia okrzemkowa.
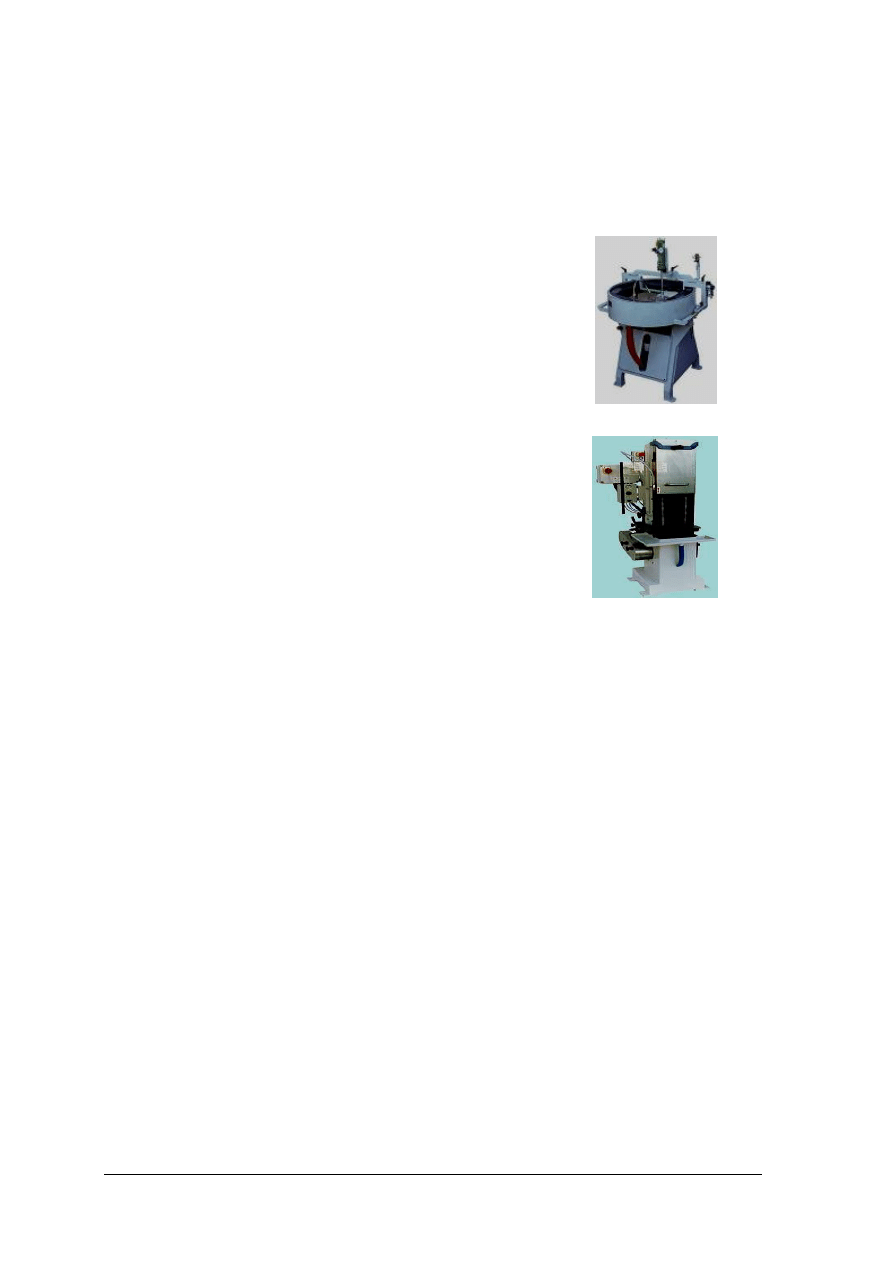
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
9. Największą szybkość obrotową tarczy szlifierskiej stosuje podczas etapu
a) gładzenia.
b) zdzierania.
c) polerowania.
d) zbierania krawędzi.
10. Przedstawione na rysunku urządzenie stosowane jest do
a) opękania kamieniem.
b) wiercenia otworów.
c) cechowania wyrobów.
d) zdzierania szkła.
11. Przedstawione na rysunku urządzenie to
a) piła tarczowa.
b) opękarka mechaniczna.
c) zatapiarka karuzelowa.
d) szlifierka pasowa.
12. Tarcze polerek do polerowania szkła wykonywane są z
a) drewna.
b) żeliwa.
c) miedzi.
d) korundu.
13. Zejmowaniem nazywany jest proces obróbki wyrobów szklarskich polegający na
a) polerowaniu dna wyrobów.
b) obtaczaniu korków ze szkła.
c) zdzieraniu powierzchni szkła.
d) zbieraniu krawędzi wyrobów.
14. Obrzeże wyrobu szklarskiego ulega zaobleniu podczas operacji zatapiania wskutek
a) niskiej twardości szkła.
b) skłonności szkła do krystalizacji.
c) działania sił napięcia powierzchniowego.
d) niskiej wytrzymałości szkła na siły rozciągające.
15. Poprawnie zatopione obrzeże wyrobu szklarskiego charakteryzuje się
a) owalnością.
b) wklęsłością.
c) zmatowieniem.
d) ostrokrawędzistością.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
16. Czynnikiem decydującym o jakości procesu zatapiania obrzeży wyrobów szklarskich jest
a) temperatura mięknienia szkła.
b) zabarwienie wyrobów szkła.
c) jednakowa grubość ścianek wyrobów.
d) twardość szkła.
17. Przedstawione na rysunku obok narzędzia stosowane są do obróbki wyrobów szklarskich
polegającej na:
a) opękaniu.
b) znaczeniu.
c) docieraniu.
d) zatapianiu.
18. Urządzenie przedstawione na rysunku obok to:
a) wiertarka.
b) zatapiarka.
c) szlifierka taśmowa.
d) opękarka dwumiejscowa.
19. Przypalenie powierzchni jest wadą procesu obróbki wyrobów szklarskich techniką:
a) opękania.
b) zatapiania.
c) szlifowania.
d) cechowania.
20. Jedną z technik cechowania wyrobów szklarskich jest:
a) matowanie.
b) docieranie.
c) zejmowanie.
d) polerowanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Wykonywanie obróbki wyrobów szklarskich
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
6. LITERATURA
1. Nowotny W.: Technologia szkła. Cz. 1. WSiP, Warszawa 1975
2. Nowotny W.: Technologia szkła. Cz. 2. WSiP, Warszawa 1975
3. Nowotny W.: Technologia szkła. Cz. 2. WSiP, Warszawa 1986
4. Nowotny W.: Zdobienie szkła. WSiP, Warszawa 1983
5. Praca zbiorowa: Technologia szkła 1, Arkady, Warszawa 1987
6. Praca zbiorowa: Technologia szkła 2, Arkady, Warszawa 1987
7.
Сергеев Ю.: Вуполнение художественнух изделий из стекла. Вушая школа,
Москва 1994
8. www.szklarskie-maszyny.pl
9. www.szklo-tech.pl
10. www.batisti.it
11. www.laser-met.com.pl
Czasopisma:
–
Szkło i Ceramika
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 u
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 u
operator urzadzen przemyslu szklarskiego 813[02] z2 01 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 u
operator urzadzen przemyslu szklarskiego 813[02] z2 02 n
operator urzadzen przemyslu szklarskiego 813[02] z2 02 u
operator urzadzen przemyslu szklarskiego 813[02] z2 01 u
operator urzadzen przemyslu szklarskiego 813[02] z2 04 n
operator urzadzen przemyslu szklarskiego 813[02] z2 04 u
operator urzadzen przemyslu szklarskiego 813[02] z2 06 u
operator urzadzen przemyslu szklarskiego 813[02] z2 06 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 u
więcej podobnych podstron