„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Krzysztof Kubit
Sporządzanie zestawów szklarskich 813[02].Z2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Joanna Górzyńska
mgr Elżbieta Pietrasz
Opracowanie redakcyjne:
mgr inż. Krzysztof Kubit
Konsultacja:
mgr inż. Czesław Nowak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 813[02].Z2.02
„Sporządzanie zestawów szklarskich”, zawartego w modułowym programie nauczania dla
zawodu operator urządzeń przemysłu szklarskiego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Przygotowywanie surowców do sporządzania zestawów szklarskich
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
17
4.1.4. Sprawdzian postępów
19
4.2. Sporządzanie zestawów szklarskich
20
4.2.1. Materiał nauczania
20
4.2.2. Pytania sprawdzające
34
4.2.3. Ćwiczenia
34
4.2.4. Sprawdzian postępów
38
4.3. Szczególne techniki sporządzania zestawów szklarskich
39
4.3.1. Materiał nauczania
39
4.3.2. Pytania sprawdzające
42
4.3.3. Ćwiczenia
43
4.3.4. Sprawdzian postępów
44
5. Sprawdzian osiągnięć
45
6. Literatura
50

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu sporządzania zestawów
szklarskich. W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
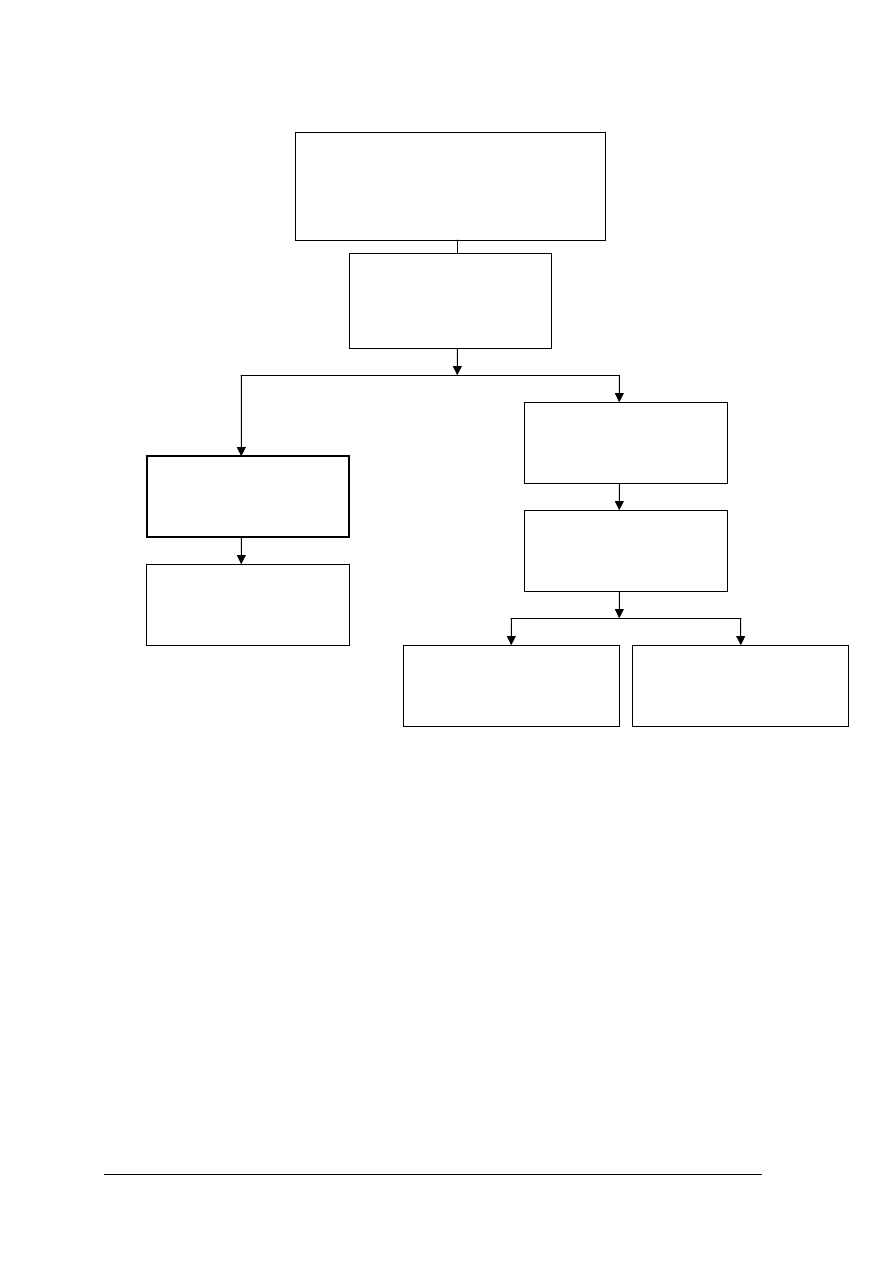
Schemat układu jednostek modułowych w module
813[02].Z2
Technologia
wytwarzania szkła
813[02].Z2.02
Sporządzanie
zestawów szklarskich
813[02].Z2.03
Topienie szkła
813[02].Z2.06
Zdobienie wyrobów
szklarskich
813[02].Z2.07
Przetwarzanie szkła
813[02].Z2.04
Formowanie wyrobów
szklarskich
813[02].Z2.05
Wykonywanie obróbki
wyrobów szklarskich
813[02].Z2.01
Badanie właściwości
surowców szklarskich
i szkła

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej powinieneś umieć:
–
stosować zasady postępowania z surowcami toksycznymi i truciznami,
–
charakteryzować surowce szklarskie,
–
określać składniki wchodzące w skład surowców szklarskich,
–
określać właściwości surowców szklarskich,
–
rozróżniać maszyny i urządzenia stosowane w przemyśle szklarskim,
–
ocenić stan techniczny maszyn i urządzeń,
–
przygotować maszynę i urządzenie do konserwacji,
–
dokonać regulacji i podstawowej konserwacji maszyn i urządzeń
–
przeprowadzać przeglądy techniczne maszyn i urządzeń,
–
określać zasady bezpiecznej eksploatacji maszyn i urządzeń,
–
obsługiwać komputer,
–
korzystać z różnych źródeł informacji,
–
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić maszyny i urządzenia do sporządzania zestawów szklarskich,
−
dobrać maszyny i urządzenia do sporządzania zestawów szklarskich,
posłużyć się instrukcjami sporządzania zestawów szklarskich,
−
dobrać surowce do sporządzenia zestawu szklarskiego,
−
przygotować zestawy szklarskie na podstawie receptur i instrukcji,
−
zastosować zasady magazynowania surowców toksycznych,
−
scharakteryzować techniki granulowania i brykietowania zestawu szklarskiego,
−
posłużyć się dokumentacją techniczno-ruchową urządzeń stosowanych w zestawiarni
surowców,
przesiać surowce szklarskie na sitach wibracyjnych,
rozdrobnić surowce szklarskie za pomocą kruszarki walcowej i gniotownika surowców,
obsłużyć linie do naważania surowców szklarskich,
ujednorodnić zestaw szklarski za pomocą mieszarki,
zabezpieczyć zestaw szklarski przed pyleniem,
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas sporządzania zestawów szklarskich.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.
MATERIAŁ NAUCZANIA
4.1. Przygotowywanie surowców do sporządzania zestawu
szklarskiego
4.1.1. Materiał nauczania
Przygotowanie surowców do sporządzania zestawu.
Surowce szklarskie, które będą użyte do sporządzania zestawu szklarskiego muszą być
zgodne z ustalonymi normami oraz określonymi warunkami transportu i odbioru. Dla
każdego surowca wchodzącego w skład zestawu szklarskiego opracowane są warunki
techniczne surowca. Zwierają one najczęściej nazwę surowca, jego skład chemiczny, ustalone
parametry fizyczne i chemiczne dobrane do rodzaju topionego szkła, sposób transportu
i magazynowania. Na podstawie warunków technicznych surowców opracowuje się recepturę
zestawu szklarskiego do wytopu określonego rodzaju szkła.
Przygotowaniem surowców do zestawu nazywamy zespół czynności podejmowanych,
wówczas gdy dostarczane surowce nie wykazują odpowiedniej jakości. Do czynności
przygotowawczych należą operacje technologii czynności mające na celu poprawienie jakości
surowców.
Jeżeli jakość otrzymanych surowców jest niezgodna z normami lub ustalonymi warunkami
technicznymi, istnieją dwie możliwości:
1) zwrot surowca do dostawcy,
2) poprawienie we własnym zakresie jego jakości (o ile jest to technicznie możliwe).
W razie wybrania drugiej możliwości wykonuje się najczęściej następujące czynności:
−
rozdrabnianie surowców,
−
oczyszczanie piasku lub stłuczki,
−
suszenie surowców (przeważnie piasku),
−
przesiewanie surowców.
Ze względu na pracochłonność i uciążliwość wymienionych czynności wykonuje się je
w urządzeniach mechanicznych. Urządzenia te, łącznie ze składowiskami surowców
i drogami transportu zajmują dużo miejsca. Trudno jest umieścić te urządzenia
w odpowiednim ciągu produkcyjnym, czyli utworzyć linię produkcyjną.
Urządzenia mechaniczne, stosowane do przygotowania surowców do zestawu charakteryzują
się przeważnie dużą wydajnością, najczęściej o wiele większą niż to wynika ze zdolności
wytwórczej zakładu, w którym urządzenia te są zainstalowane. Wskutek tego są one
wykorzystywane w zbyt małym stopniu, aby stały się opłacalne. Trudno jest przy tym
zorganizować we właściwy sposób pracę ludzi obsługujących te urządzenia, aby uzyskać
odpowiednią wydajność ich pracy.
Wymienione względy przemawiają za tym, że operacje należytego przygotowania
surowców do zestawu nie powinny być w ogóle wykonywane w hutach szkła, lecz
w miejscach wydobywania surowców, a więc przy kopalniach lub kamieniołomach. Obecnie
dąży się do tego, aby huty otrzymywały surowce całkowicie przygotowane do zestawu
według ustalonych norm jakości.
Przesiewanie surowców
Ma na celu usunięcie zbyt dużych cząstek surowca. Czynność tę wykonuje się za pomocą
urządzeń mechanicznych zwanych przesiewaczami. Główną częścią przesiewacza jest siatka,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
czyli właściwe sito. Siatki używane do przesiewania surowców szklarskich są przeważnie
plecione z włókien ciągnionych z tworzyw sztucznych.
Wielkość oczek sita decyduje o wielkości ziaren przechodzących przez sito
a zatrzymywanych na nim. Sita są znormalizowane, a siatki sit oznaczone numeracją
odpowiadającą wymiarom oczek wyrażonym w mikrometrach. Sita stosowane do
przesiewania surowców szklarskich mają numery: 800, 650, 500 i 400.
Przesiewanie polega na nałożeniu odpowiedniej porcji surowca na sito naciągnięte na ramę
i nadanie ruchu ziarnom surowca przez odpowiednie poruszanie sitem.
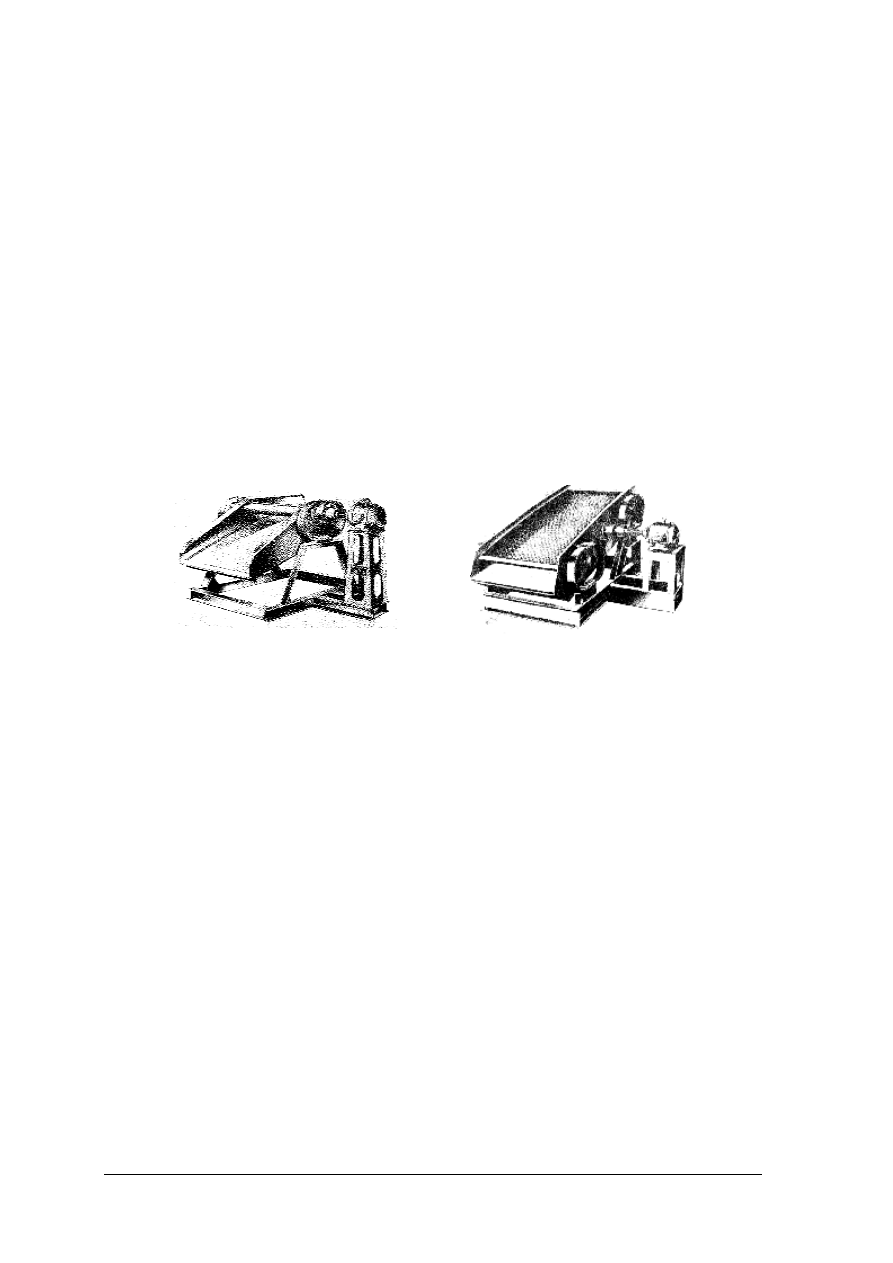
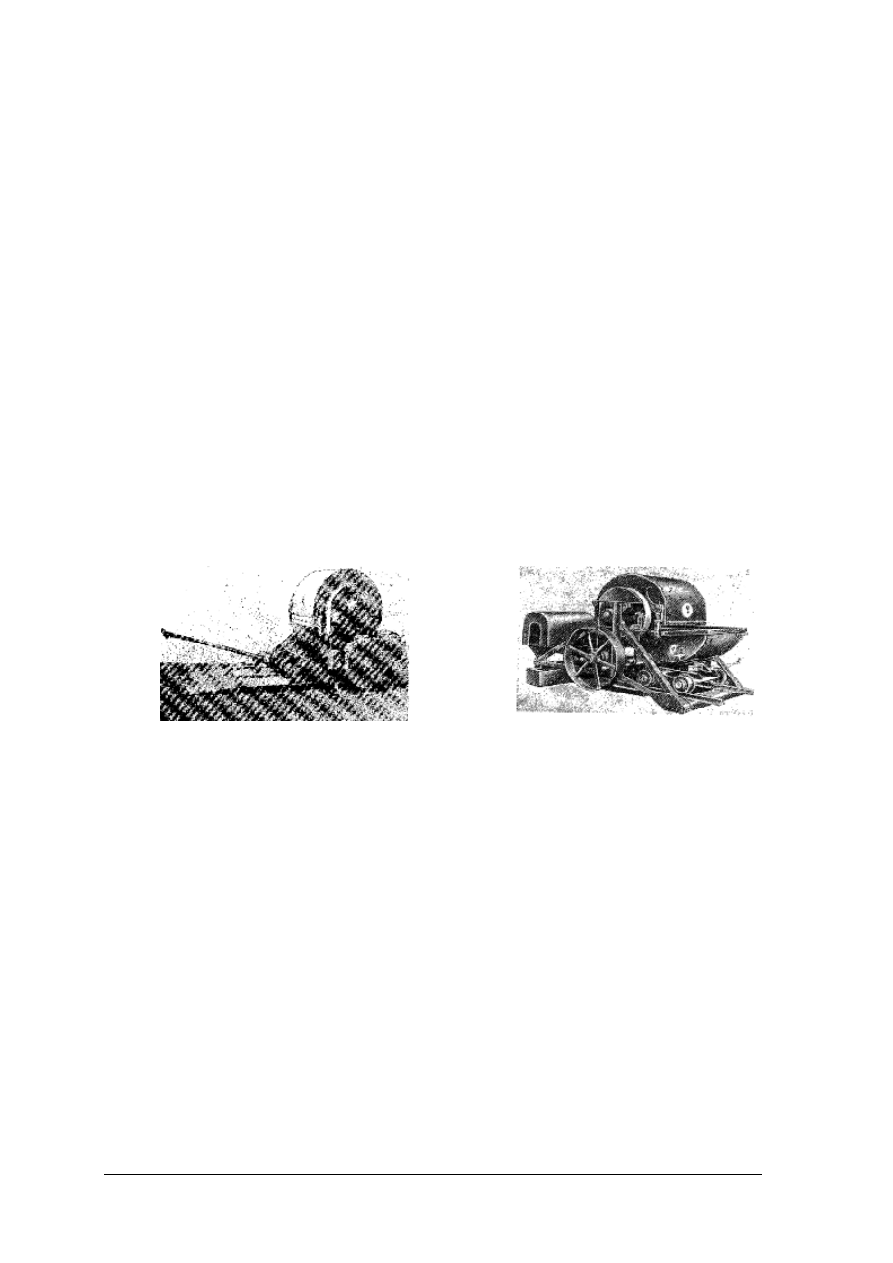
Do przesiewania surowców stosowane są przesiewacze wstrząsowe nazywane również
wibracyjnymi. Główną częścią przesiewacza jest rama sitowa, wykonana z blachy spawanej.
Na ramie tej są rozpięte siatki druciane lub z tworzyw sztucznych, napinane za pomocą
specjalnych napinaczy. Przesiewacze wstrząsowe mogą mieć jedno, dwa lub trzy sita
i odpowiednio do tego nazywa się je jedno-, dwu lub trójpokładowymi. Rama sitowa
spoczywa
na
dwóch
(w
przesiewaczach
jednopokładowych)
lub
na
czterech
(w przesiewaczach dwu- i trójpokładowych) resorach, których konstrukcja umożliwia
wahanie ramy w dwóch kierunkach – pionowym i poziomym. Resory są przykręcone do
podstawy wykonanej z kształtowników spawanych.
a)
b)
Rys. 1. Przesiewacze wstrząsowe do surowców: a) jednopokładowy, b) dwupokładowy [2, s. 158, 160]
Ruch drgający ramy sitowej jest powodowany mimośrodowym wałem głównym,
napędzanym silnikiem elektrycznym przez specjalne sprzęgło elektryczne. Na skutek obrotów
wału mimośrodowego, zawieszona na resorach rama sitowa wykonuje szybkie ruchy drgające
w płaszczyźnie prostopadłej do osi wału. Ruchy te powodują przesuwanie się przesiewanego
materiału po sicie zgodnie z kierunkiem obrotów silnika napędowego.
Sita muszą być mocno napięte na ramie, aby nie tworzyły się na nich fałdy, utrudniające
przesuwanie się sypkich materiałów. Ramy sit ustawia się pod pewnym kątem do poziomu.
Kąt ten może być dowolnie regulowany, dzięki czemu w przesiewaczach wielopokładowych
każde sito można ustawić pod innym kątem. Umożliwia to synchronizacja szybkości
przesiewania materiału.
Zaletą przesiewaczy wstrząsowych jest ich duża wydajność przy niezwykle małym zużyciu
energii.
Oczyszczanie piasku
Nazywane też uszlachetnianiem, jest to operacja mająca na celu usunięcie z piasku
kwarcowego niepożądanych zanieczyszczeń.
Piasek wydobyty
ze złoża
może zawierać następujące,
najczęściej
spotykane
zanieczyszczenia:
−
drobne cząstki iłu zawierające przeważnie dużą ilość związków żelaza i tytanu
(barwników masy szklanej),
−
bardzo drobne (mniej niż 0,05 mm) pylaste cząstki piasku,
−
cząstki związków organicznych pochodzenia roślinnego lub zwierzęcego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
związki żelaza szkodliwie wpływające na jakość szkieł bezbarwnych oraz niektórych
barwnych,
−
związki glinu, wapnia, magnezu itp. na ogół nieszkodliwe, jeśli ich zawartość w piasku
nie przekracza zawartości dopuszczalnej.
Pożądane jest całkowite usunięcie z piasku zanieczyszczeń ilastych i pylastych oraz
organicznych, a także związków żelaza, jeśli piasek jest przeznaczony do topienia szkła
bezbarwnego lub niektórych szkieł barwnych (wg odpowiedniej normy).
Drobnych i stosunkowo lekkich zanieczyszczeń ilastych oraz pylastych, a także w dużym
stopniu frakcji miałkiej (M) piasku o wielkości ziaren 0,l
÷0,05 mm, jak również lekkich
cząstek organicznych pozbywamy się stosunkowo łatwo przez odpowiednie płukanie piasku
wodą. Razem z wypłukanymi zanieczyszczeniami usuwa się też sporą ilość związków żelaza,
zawartych zwłaszcza w cząstkach ilastych.
Płukanie piasku
Zasada płukania piasku, a ściślej wypłukiwania z niego pewnych zanieczyszczeń, polega
na wybiórczym osadzaniu (selektywnej sedymentacji), czyli na znanej i często obserwowanej
w życiu codziennym prawidłowości fizycznej, polegającej na tym, że cząsteczki ciała stałego
(fazy stałej) zawieszone w cieczy (fazie ciekłej) opadają pod wpływem sił ciążenia
z szybkością proporcjonalną do swych ciężarów. Zgodnie z tą prawidłowością większe,
a więc cięższe ziarna piasku zawieszone w wodzie opadają w niej dość szybko, natomiast
drobne i lekkie cząstki ilaste i pylaste oraz lżejsze od piasku cząstki organiczne pozostają
dość długo w zawiesinie. Można w ten sposób łatwo oddzielić zawiesinę od piasku przez
dekantację, czyli odlanie cieczy z zawiesiną znad piasku osiadłego na dnie naczynia.
W praktyce proces płukania przebiega w ten sposób, że piasek umieszczony w wodzie
jest w niej mieszany sposobem mechanicznym, dzięki czemu tworzy w wodzie zawiesinę.
Ziarna piasku szybko wypadają z zawiesiny, natomiast cząstki ilaste, pylaste i miałkie oraz
lżejsze organiczne, pozostające długo w zawiesinie, są usuwane wraz z wodą zlewaną znad
osiadłego piasku.
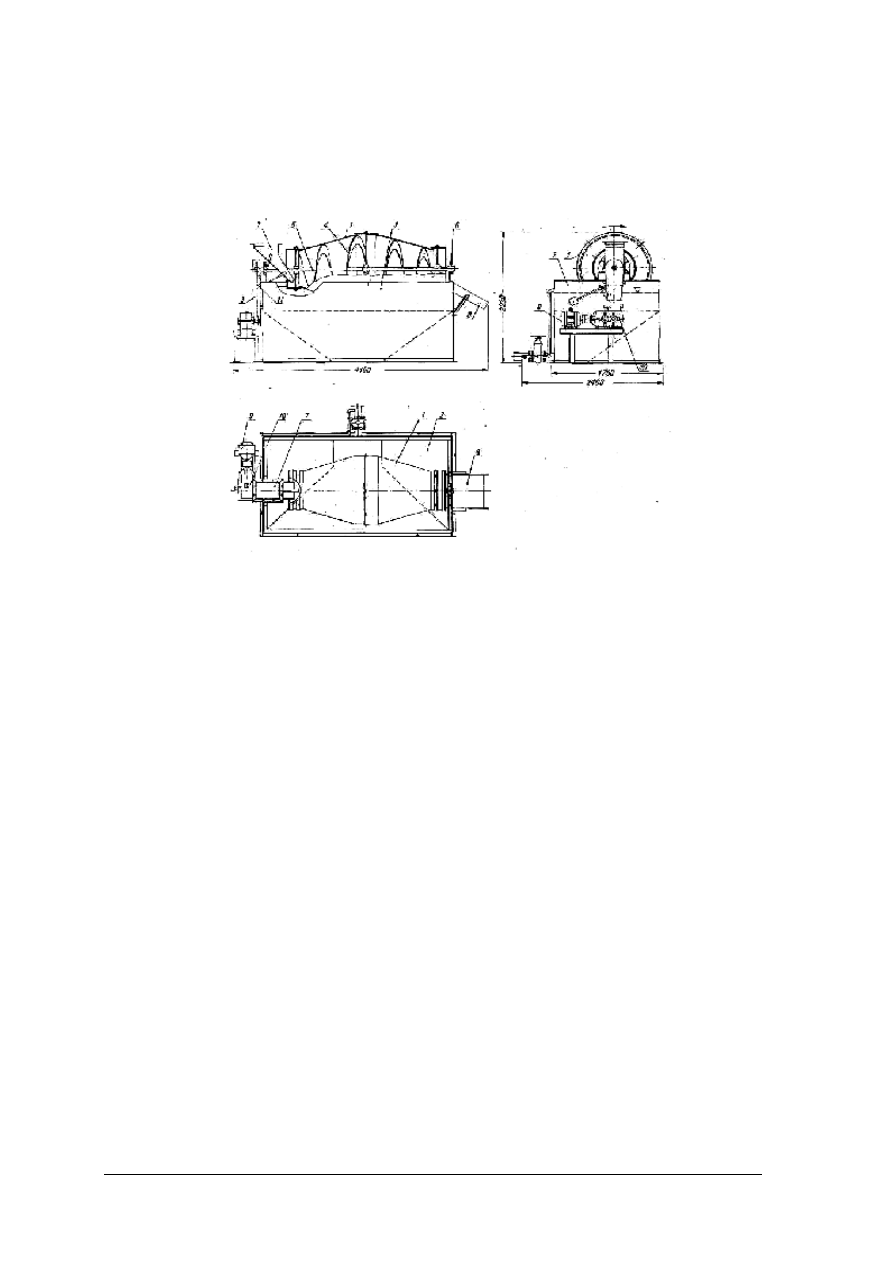
Opisane czynności wykonuje się z zastosowaniem urządzeń mechanicznych, zwanych
płuczkami piasku. Często do płukania piasku stosowana jest płuczka mechaniczna typu
Bawaria. Płuczka ta, składa się z dwóch basenów, układu napędowego z silnikiem
elektrycznym oraz fundamentu.
Rys. 2.
Płuczka typu Bawaria do piasku [2, s. 162]
W basenie pierwszym, zwanym bębnowym, następuje przesiewanie i wstępne
wypłukanie piasku. Basen jest podzielony na dwie komory: suchą i mokrą. Przeznaczony do
płukania piasek jest wysypywany przez zasypnik mechaniczny do komory suchej, a z niej
przenoszony czerpakami do wnętrza bębna, stąd przechodzi do sita bębnowego,
umieszczonego w komorze mokrej. Woda, w której jest zanurzony bęben sita, wypłukuje
z niego piasek o uziarnieniu mniejszym niż 0,08 mm. Piasek o uziarnieniu większym
pozostaje wewnątrz sita.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Na zewnątrz i wewnątrz sita bębnowego znajdują się dwa podajniki ślimakowe. Podajnik
wewnętrzny przesuwa piasek gruby, który nie przeszedł przez sito, do czerpaka podającego
go do wału rurowego, skąd przez rękaw przesypowy ta część piasku (stanowiąca odpad)
wydostaje się na zewnątrz. Piasek przesiany przez sito zbiera się na dnie komory. Części
ilaste i pylaste, pozostające dłużej w zawiesinie, są częściowo usuwane z wodą przepływającą
przez komorę. Osad jest przesuwany przez podajnik zewnętrzny do czerpaków, które
przenoszą go do drugiego basenu płuczki. Aby oczka sita nie zatykały się piaskiem, bęben
jest spryskiwany od zewnątrz (z góry) wodą z odpowiednich pryszniców.
Drugi basen płuczki, zwany kaskadowym, służy do właściwego płukania piasku. Jest on
podzielony wodoszczelnymi przegrodami na cztery komory – kaskady. Obracające się
w tych komorach na wale czerpaki mieszają piasek w wodzie przepływającej przez
poszczególne komory. Z wodą odpływa zawiesina zbyt drobnego piasku i cząstek ilastych.
Czerpaki zabierają piasek z dna komór i przesypują go, za pomocą rękawów przesypowych,
z jednej komory do następnej, a z ostatniej na zewnątrz do osadnika, w którym nadmiar wody
ścieka z piasku.
Czysta woda wpływa do ostatniej komory, gdzie znajduje się najczystszy piasek. Stąd
przepływa kolejno przez wszystkie komory, czyli w kierunku przeciwnym do ruchu piasku
(przeciwprądowo). Wreszcie woda przedostaje się z basenu kaskadowego do pierwszego
basenu z sitem bębnowym, gdzie zostaje zużyta do wstępnego przepłukania piasku.
Zaletą tej płuczki, oprócz zadowalającego płukania piasku, jest to, że wypłukanego piasku nie
trzeba już przesiewać, jeśli oczywiście siatka sita płuczki nie jest uszkodzona, na co trzeba
zwracać szczególną uwagę.
Niekiedy dla lepszego oczyszczenia piasku stosuje się oprócz płukania inne operacje.
Flotacja polega na intensywnym mieszaniu piasku (za pomocą sprężonego powietrza)
w wodzie z, dodatkiem środków tworzących pianę (mydła, ługi sulfitowe i in.).
Do powstającej piany przywierają i są wraz z nią usuwane cząstki związków żelaza. Często
przed flotacją stosuje się operację ścierania związków żelaza z otoczek ziaren piasku przez
wprawienie ziaren w ruch w obracającym się bębnie.
Separacja mechaniczna za pomocą stołów koncentracyjnych, polega na oddzielaniu
(separacji) cząstek według ich ciężarów, wskutek wibracji płyty drewnianej (stołu),
odpowiednio pochylonej, na którą sypie się oczyszczany piasek.
Separacja magnetyczna polegająca na oddzielaniu związków żelaza od ziaren piasku za
pomocą elektromagnesów.
Procesy chemiczne polegające albo na rozpuszczaniu związków żelaza (i innych metali,
stanowiących szkodliwe domieszki) w kąpieli z roztworu odpowiednich kwasów, albo na
doprowadzeniu do przemiany związków żelaza w związki lotne (w temperaturze prażenia
piasku).
Oczyszczanie stłuczki
Stłuczka szklana obca jest przeważnie bardzo brudna i musi być oczyszczana.
Stosowanym do tego celu urządzeniem mechanicznym jest płuczka do stłuczki. Płuczka
składa się z bębna 1, do którego wsypuje się stłuczkę, zbiornika 2 na wodę, w której bęben
jest zanurzony do połowy i w której płucze się stłuczkę, i mechanizmu napędowego 3. Bęben
jest wykonany z blachy stalowej dziurkowanej (perforowanej). Wewnątrz bębna znajduje się
podajnik ślimakowy 4 z płaskownika stalowego. Służy on do przesuwania stłuczki wewnątrz
bębna. Bęben jest osadzony na wale poziomym 5, którego końce są osadzone ślizgowo
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
w łożyskach wahliwych 6, zamocowanych na zbiorniku wody. Po jednej stronie bębna
znajduje się lej zasypowy 7, a po drugiej – rynna zsypowa 8.
Zbiornik płuczki jest wykonany z blachy stalowej.
Mechanizm napędowy składa się z silnika elektrycznego 9, przekładni zębatej
10 i z przekładni łańcuchowej 11.
Rys. 3. Płuczka do stłuczki: 1) bęben, 2) zbiornik na wodę, 3) mechanizm napędowy,
4) podajnik ślimakowy, 5) wał poziomy, 6) wahliwe łożyska, 7) lej zasypowy, 8) rynna
zsypowa, 9) silnik elektryczny, 10) przekładnia zębata, 11) przekładnia łańcuchowa
[2, s. 166]
Działanie płuczki polega na obracaniu się bębna ze stłuczką w wodzie znajdującej się
w zbiorniku. Woda może być gorąca i może zawierać środki ułatwiające oczyszczanie
stłuczki. Podajnik ślimakowy przesuwa stłuczkę wzdłuż bębna, aż do rynny zsypowej,
z której stłuczka wysypuje się na taśmę ruchomą z siatki; na niej stłuczka przesycha i jest
sortowana.
Suszenie piasku
Ma na celu usunięcie z niego wody. Jest stosowane z kilku względów:
−
zbyt wilgotny piasek nie daje się przesiewać należycie przez sita,
−
wilgotny piasek zbryla się w zasobnikach i nie zsypuje się dobrze przez otwory zsypowe,
−
odparowywanie wody podczas topienia zestawu byłoby połączone z dużą stratą ciepła,
co czasem jest niepożądane, zwłaszcza podczas topienia masy szklanej w donicach.
Jeśli niezbędne jest całkowite usunięcie wody z piasku, musimy go osuszyć. Woda znajdująca
się na otoczkach ziaren nie daje się usunąć inaczej, jak przez odparowanie w temperaturze
około 120°C, gdyż nawet podczas długiego pozostawania w suchym i przewiewnym składzie
piasek nie wysycha należycie.
Suszenie piasku, czyli odparowywanie z niego wody, wymaga jednak zużycia dużej
ilości ciepła. Z tego względu z zasady nie suszy się piasku mokrego. Mokry piasek po
płukaniu pozostawia się przez pewien czas, aby ściekła woda z przestrzeni
międzyziarnowych. Dopiero, gdy piasek stanie się wilgotny, suszy się go, jeśli to jest
potrzebne, w odpowiednich suszarkach.
Najczęściej stosowanym urządzeniem do suszenia piasku jest suszarka bębnowa, w której
ciągle przesypywany piasek suszy się spadając przeciwprądowo w strumieniu gorącego
powietrza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rozdrabnianie surowców
Celem rozdrabniania surowców jest uzyskanie odpowiedniego ich uziarnienia.
Rozdrabnianie polega na działaniu sił mechanicznych na zbyt duże skupienia cząstek
substancji. Siły te muszą mieć taką wartość, aby pokonały spoistość rozdrabnianych zbryleń.
Rozdrabnianie można wykonywać przez uderzanie, zgniatanie lub rozcieranie. Podczas
rozdrabniania zbrylenia rozpadają się na coraz mniejsze skupienia – ziarna. Operacja ta
powinna być przerwana w chwili, gdy ziarna uzyskują żądaną wielkość, gdyż nadmierne
rozdrobnienie ziaren jest niekorzystne.
Do rozdrabniania surowców używa się urządzeń mechanicznych – kruszarek i młynów.
Kruszarki używa się do wstępnego rozdrabniania brył surowców na drobniejsze kawałki.
Ułatwia to suszenie surowców i dalsze ich rozdrabnianie – mielenie w młynach.
Wstępne rozdrabnianie brył surowców za pomocą kruszarek szczękowych polega na ich
uderzaniu i zgniataniu między dwiema stalowymi zębatymi płytami (z bardzo
twardej stali
manganowej), zwanymi szczękami. Są one ustawione pionowo w ten sposób, że odstęp
między nimi zwęża się ku dołowi. Wielkość tego odstępu można regulować za pomocą
odpowiednich śrub. Jedna z płyt jest przeważnie nieruchoma, druga wykonuje ruchy
wahadłowe. Bryły surowców wkłada się w odstęp między płytami. Szczęka ruchoma uderza
i przygniata bryłę do drugiej płyty tak długo, aż popęka ona na drobniejsze kawałki,
a te opadną przez dolną szczelinę między szczękami.
Rys. 4. Kruszarka szczękowa [8]
Mielenie, czyli ostateczne rozdrobnienie surowców do żądanego uziarnienia, wykonuje
się w młynach. W hutach szkła najczęściej używa się młynów kulowych i gniotowników,
rzadziej młynów walcowych.
Młyn kulowy jest to stalowy bęben, obracający się wokół swej osi. Do wnętrza bębna
ładuje się odpowiednią ilość surowca oraz pewną liczbę ciężkich twardych kul (stalowych,
kwarcowych lub porcelanowych). Wskutek obrotu bębna kule wznoszą się w nim ciągle na
pewną wysokość i spadają, uderzając, zgniatając i ścierając surowiec znajdujący się pomiędzy
nimi.
Rys. 5.
Młyn kulowy [8]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 6.
Młyn kulowy z mielnikami różnej wielkości [8]
Zaletą młynów kulowych jest to, że można nimi zemleć materiały bardzo drobno. Nie jest
to jednak potrzebne, jeżeli chodzi o surowce szklarskie. Do wad tych młynów należy
natomiast zaliczyć: dosyć duże zużycie energii, małą wydajność oraz bardzo hałaśliwą pracę.
Jeżeli zawartość żelaza w surowcach nie ma większego znaczenia dla szkła (na przykład
w produkcji zielonych szkieł butelkowych), używa się tańszych młynów z bębnami i kulami
stalowymi. Jeżeli niezbędna jest czystość surowców, używa się młynów, w których wnętrze
bębna jest wyłożone płytami z kwarcu lub innego twardego materiału. Z podobnego materiału
są wykonane również kule takich młynów.
Młyn gniotownik składa się ze stalowej misy umieszczonej na podstawie. Misa jest
nieruchoma lub obraca się w płaszczyźnie poziomej wokół swej osi. Wewnątrz misy znajdują
się dwa ciężkie koła (żarna) stalowe lub kamienne, umieszczone na wspólnym poziomym
wale. Wał ten jest osadzony na wale pionowym, napędzanym silnikiem przez przekładnię
zębatą.
Surowiec przeznaczony do mielenia jest zasypywany odpowiednimi porcjami do misy.
Obracające się w niej koła zgniatają i rozcierają go. Przymocowane do poziomego wału kół
stalowe radełko, sięgające końcem dna misy, odgarnia mielony surowiec na tor ruchu
i przegarnia go przez sito, umieszczone w części dna misy, przez które spadają ziarna
odpowiedniej wielkości.
Rys. 7. Młyn gniotownik [8]
Gniotowniki dobrze mielą surowce dostatecznie suche. Zużycie energii jest stosunkowo
nieduże, a ich wydajność jest większa niż młynów kulowych. Do mielenia surowców
o wymaganej dużej czystości używa się młynów z misami wyłożonymi płytami z twardych
minerałów i z kołami kamiennymi.
Młyn walcowy składa się z pary walców stalowych, przeważnie karbowanych,
obracających się przeciwbieżnie. Surowiec jest wsypywany między walce, które zgniatają go

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
i ścierają. Tego rodzaju młynów używa się do rozdrabniania surowców zbrylonych, na
przykład sody.
Rys. 8.
Młyn walcowy [8]
Pracownicy przygotowujący surowce do sporzdzania zestawu powinni być wyposażeni
w środki ochrony osobistej. Podstawowymi środkami stosowanymi w podczas
przygotowywania surowców jest odzież ochronna, rękawice ochronne, okulary ochronne
szczelnie przylegajace do twarzy i sprzęt oczyszcajacy powietrze (półmaska). Podczas pracy
urządzeń do przygotowywania surowców pracownicy powinni być wyposażeni w środki
ochrony słuchu – nauszniki, stopery.
Magazynowanie surowców
W hutach szkła stosuje się magazyny przejściowe, stałe i pomocnicze (podręczne).
Magazyny przejściowe służą do magazynowania:
–
surowców, których w ogóle nie można użyć do zestawu ze względu na ich
nieodpowiednią jakość, a które trzeba wyładować dla zwolnienia wagonu (ładunek
pozostawiony do dyspozycji dostawcy)
–
surowców, których bez odpowiedniego przygotowania nie można użyć do zestawu
i umieścić w składzie stałym,
–
surowców, których większy zapas nie
mieści się w składach stałych
(zapas nadnormatywny).
Niekiedy magazyny przejściowe służą też do tymczasowego przechowywania surowców,
które trzeba było szybko wyładować: surowce te przenosi się potem stopniowo odpowiednimi
urządzeniami do składów stałych.
Magazyny stale służą do przechowywania w odpowiednich warunkach surowców
w ilościach ustalonych normami (zapas normatywny). W normach zapasu jest przeważnie
ustalony okres (liczba dni), na który powinny wystarczyć największe ilości poszczególnych
surowców mieszczące się w składzie. Normatywny zapas surowców powinien zapewnić
ciągłość produkcji, niezależnie od dopuszczalnych wahań terminów dostawy. Z drugiej
strony, nadmierne zapasy surowców są szkodliwe ze względów gospodarczych
i organizacyjnych. O wielkości normatywnych zapasów surowców decydują warunki
lokalne (oddalenie od źródeł zaopatrzenia, komunikacja itp.) oraz pora roku (np. dostawa
piasku zimą jest utrudniona lub nawet niemożliwa).
Rozróżnia się następujące rodzaje składów stałych: przyziemne i nadziemne
(wysokościowe).
Magazyny przyziemne są to pomieszczenia, w których surowce umieszcza się na
podłodze. Surowce bez opakowania (luzem) zsypuje się wprost na podłogę, zaś surowce
w opakowaniu (w workach, beczkach, skrzyniach) układa się lub ustawia na podłodze
składu. Magazyny przyziemne sytuuje się przeważnie wzdłuż bocznicy kolejowej,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
aby wyładowane z wagonów kolejowych surowce można było umieszczać w nich wprost,
bez dalszego przewożenia. Równocześnie przy magazynach tych umieszcza się zestawiarnię,
aby surowce potrzebne do sporządzania zestawów można było pobierać bezpośrednio ze
składów.
Magazyny surowców powinny być suche, ogrzewane i przewietrzane, aby surowce miały
możliwie najmniejszą i stałą wilgotność.
Ładowność składów na surowce przechowywane w opakowaniu oblicza się na podstawie
wymiarów opakowania i zawartej w nim masy surowca. Jest to podyktowane wygodą
wyładunku i poboru surowców oraz względami bezpieczeństwa.
Zaletą magazynów przyziemnych jest stosunkowo łatwa i tania budowa oraz łatwość
składowania w nich wyładowanych surowców. Wadą tych magazynów jest utrudnianie
kolejnego pobierania surowca przez nadchodzące stopniowo partie transportowe oraz zbyt
duża w stosunku do ładowności powierzchnia tych składów. Konieczność składowania
większych ilości surowca zmusza do wydłużenia magazynów, gdyż powiększenie
powierzchni składów przez zwiększenie ich szerokości bardzo niekorzystnie odbija się na
pracy wyładunku i składowaniu surowców.
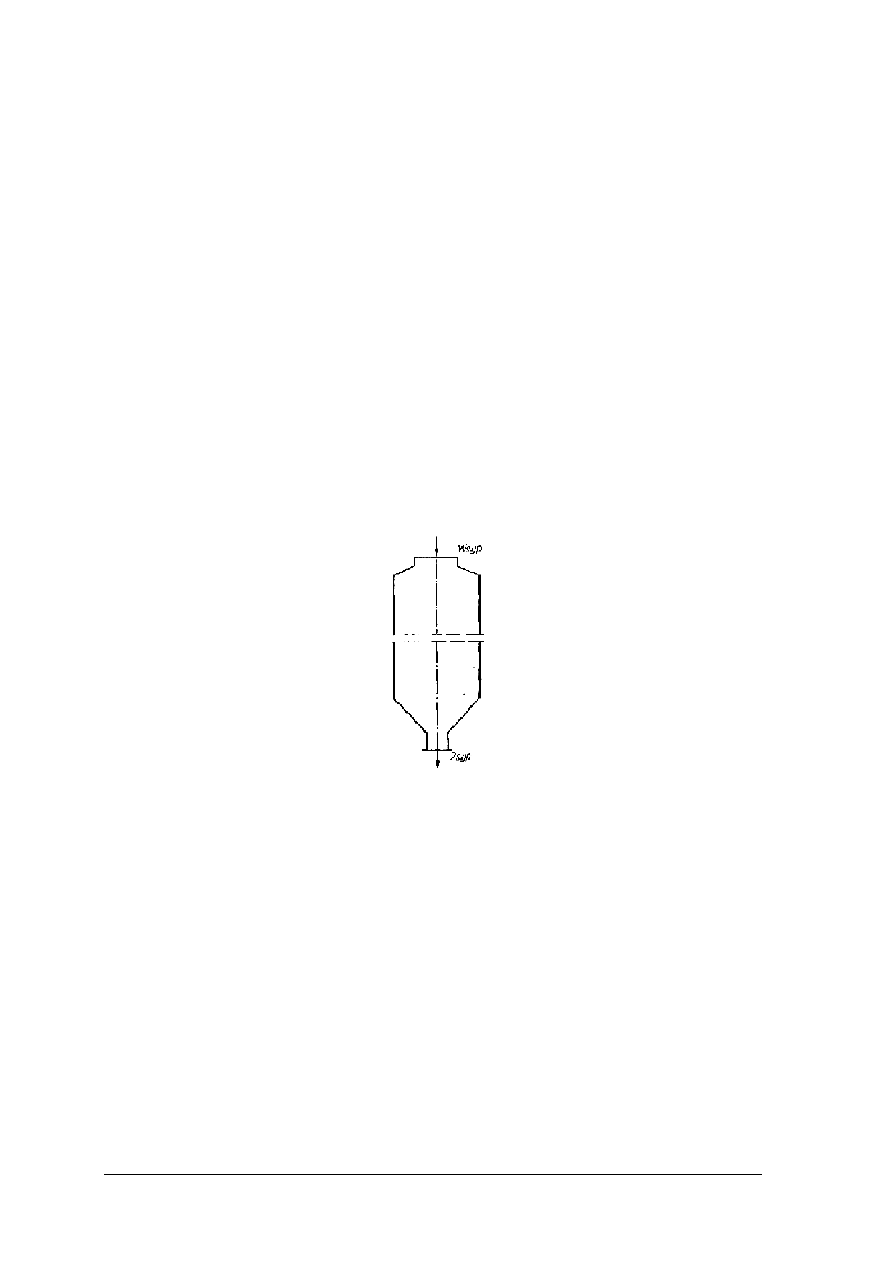
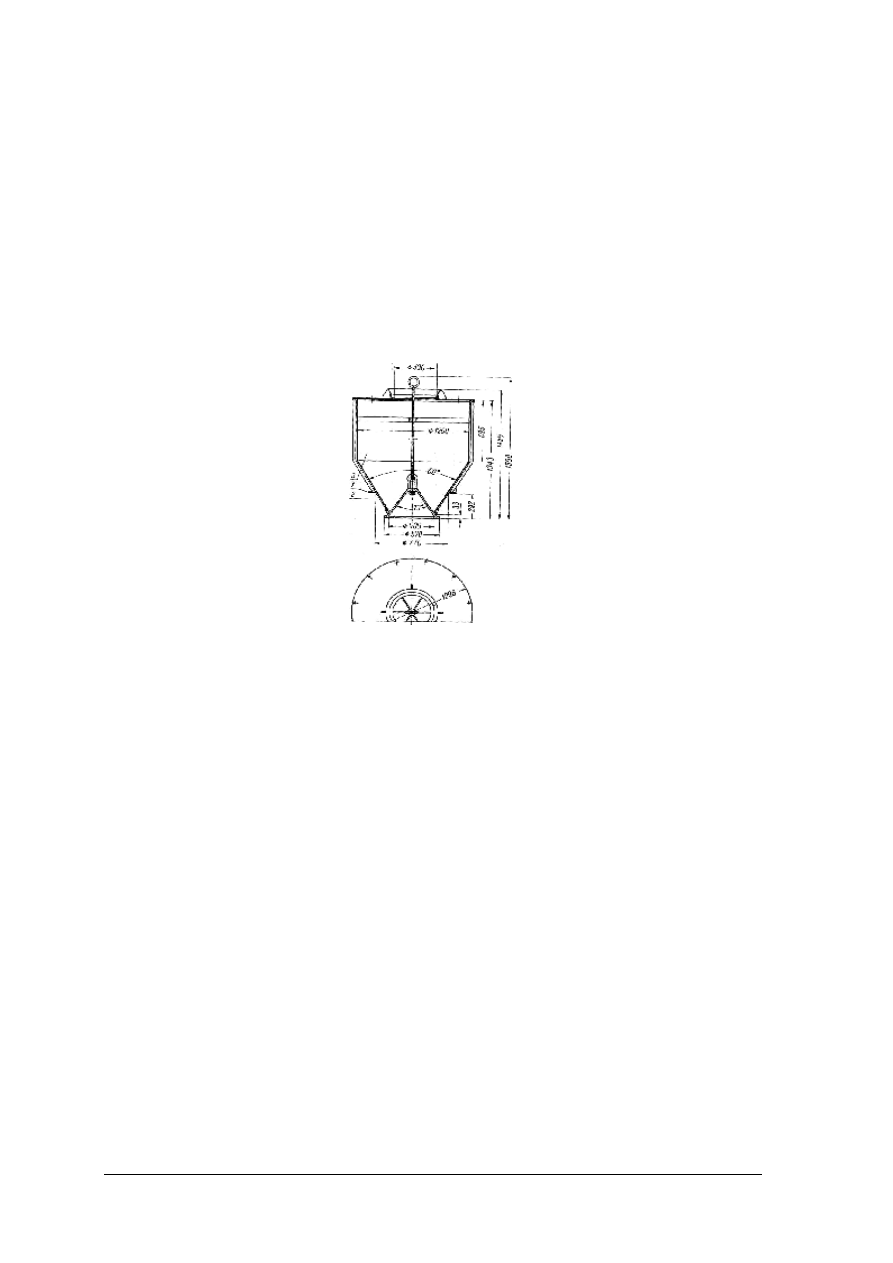
Magazyny nadziemne są to stalowe lub żelbetowe zasobniki (silosy) budowane nad
pomieszczeniem zestawiarni. Surowce wsypuje się do nich od góry, a pobiera od dołu z dna
w kształcie stożka (leja) z otworem zsypowym. Z tego powodu zasobniki te nazywa się
dennozsypowymi.
Rys. 9. Zasobnik dennozsypowy [2, s. 175]
Zasobniki dennozsypowe mają dużą ładowność w stosunku do zajmowanej powierzchni,
tym większą, im większa jest wysokość zasobników. Jest to niewątpliwa zaleta składów
wysokościowych. Wadą ich jest natomiast stosunkowo duży koszt budowy oraz łatwość
zbrylania się przechowywanych w nich surowców, zwłaszcza wilgotnych, znajdujących się
pod dużym ciśnieniem wysokich warstw. Z tego względu surowce umieszczane
w zasobnikach powinny być suche lub zawierać w swoim składzie antyzbrylacz, gdyż
zbrylone surowce źle zsypują się z lejów, i otworów zasobników.
Wyładunek surowców z wagonów w celu umieszczenia ich w zasobnikach
dennozsypowych polega przeważnie na zsypaniu surowców z wagonu do dołów przy
zasobnikach. Stąd surowce dźwiga się podnośnikami kubełkowymi i wysypuje do
zasobników przez górne otwory.
W najnowszych rozwiązaniach konstrukcyjnych zasobników dennozasypowych stosuje
się napełnianie zasobników pneumatycznie za pomocą sprężonego powietrza. Przed
zasobnikami budowane są tzw. gniazda, w których następuje samoczynne rozładownie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
wagonów lub cystern z surowcami. Stosowane są również stanowiska do ręcznego
napełniania zasobnika w przypadku, gdy surowiec dostarczany jest w workach.
Zasobniki powinny być zabezpieczone przed przenikaniem wilgoci z zewnątrz oraz przed
przemarzaniem.
Magazyny pomocnicze (podręczne) służą do chwilowego przechowywania niewielkich
ilości surowców potrzebnych do bieżącej produkcji. Magazyny takie stosuje się wyjątkowo,
przeważnie wtedy, gdy wymagają tego urządzenia stosowane w zestawiarni surowców.
Do magazynów pomocniczych zaliczane są pomieszczenia, w których przechowuje się
surowce toksyczne. Magazyn taki (lub pomieszczenie) powinien być wyposażony w dobrą
mechaniczną wentylację i wewnętrzną instalacje wodociągową Podłoga powinna być
wyłożona materiałami nienasiąkliwymi, gładka oraz szczelna. Ściany pomieszczenia powinny
być łatwo zmywalne. Pomieszczenie powinno być suche, zabezpieczone przed
zawilgoceniem.
Magazyn powinien być zamykany i wyraźnie oznaczony. Wewnątrz pomieszczenia
powinny znajdować się środki ochrony osobistej stosowne do przechowywanych surowców
oraz oznaczenie zwrotów szkodliwości i ryzyka przechowywanych surowców.
Ze względów organizacyjnych i ekonomicznych unika się, w miarę możności,
przenoszenia surowców ze składu do składu, gdyż czynności te wymagają dużego wkładu
pracy i czasu. Z tych względów dąży się najczęściej do umieszczania wyładowanych
surowców tylko w składach stałych.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie warunki muszą spełniać surowce dopuszczone do sporządzania zestawu
szklarskiego?
2. Jakie parametry ujmują warunki techniczne dla surowców szklarskich?
3. Jak można wyjaśnić pojęcie uzdatniania surowców szklarskich?
4. Jakie są techniki uzdatniania surowców szklarskich?
5. W jakim celu przesiewa się surowce szklarskie?
6. Jakie urządzenia stosuje się do przesiewania surowców szklarskich?
7. Jakie zanieczyszczenia zawiera piasek szklarski?
8. Jakie są techniki oczyszczania piasku szklarskiego z zanieczyszczeń?
9. Jakie urządzenia stosuje się do oczyszczania piasku szklarskiego z zanieczyszczeń?
10. W jakim celu suszy się piasek szklarski?
11. Jakie urządzenia stosuje się do suszenia piasku szklarskiego?
12. W jakim celu rozdrabnia się surowce szklarskie?
13. Jakie urządzenia stosuje się do rozdrabiania surowców szklarskich?
14. Jakie są kryteria podziału magazynów do składowania surowców szklarskich?
15. Jakie są zasady składowania toksycznych surowców szklarskich?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.1.3. Ćwiczenia
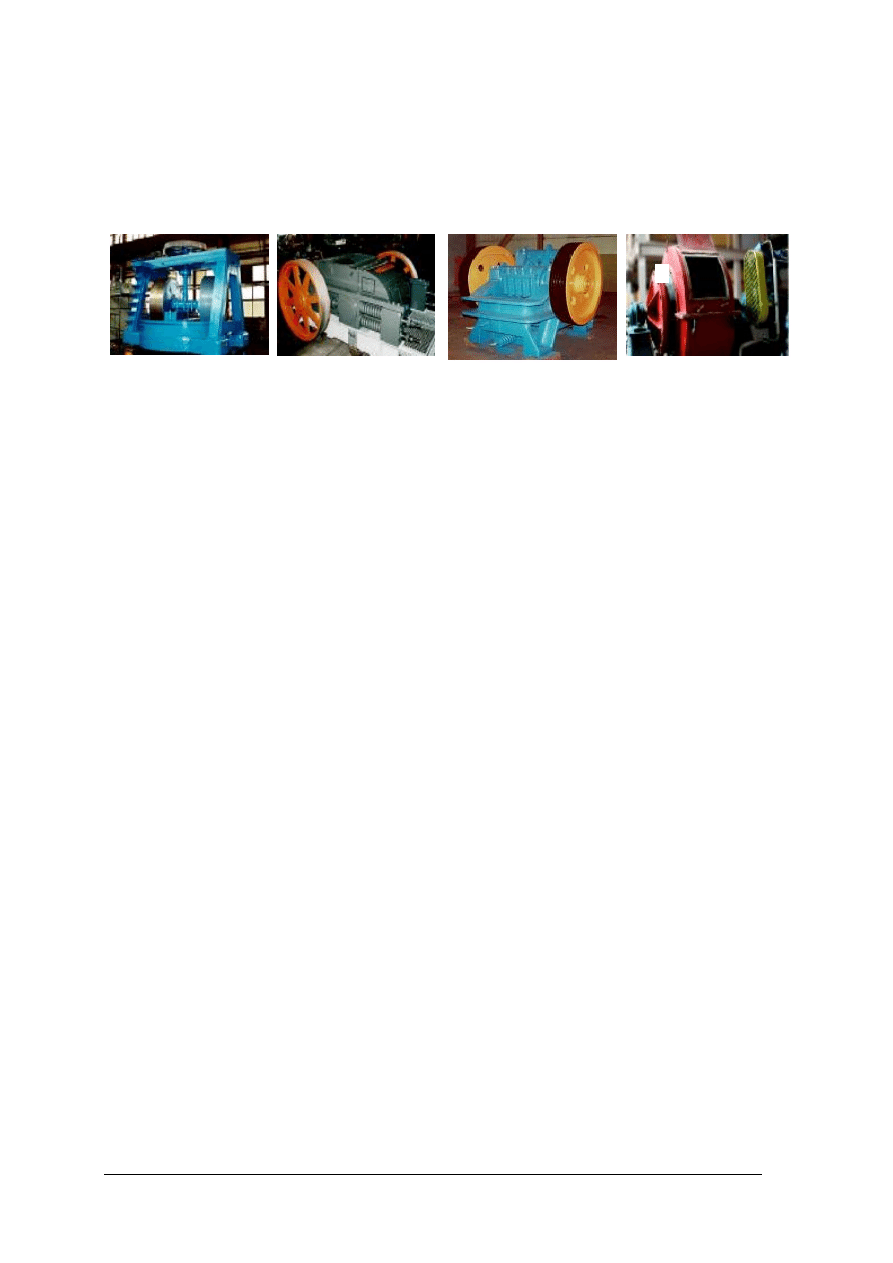
Ćwiczenie 1
Spośród poniższych rysunków dobierz urządzenie do wstępnego rozdrabniania surowców
szklarskich.
A.
B.
C.
D.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych urządzenia stosowane do przygotowywania
surowców,
2) dokonać analizy urządzeń,
3) rozpoznać urządzenia,
4) dobrać urządzenie do wstępnego rozdrabniania surowców szklarskich.
Wyposażenie stanowiska pracy:
−
papier formatu A4, z rysunkami urządzeń, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wykonaj operację przesiewania piasku szklarskiego na sicie wibracyjnym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych urządzenia stosowane do przesiewania
surowców,
2) zapoznać się z budową przesiewacza wibracyjnego,
3) zapoznać się z instrukcja do wykonania ćwiczenia,
4) zapoznać się instrukcją obsługi przesiewacza wibracyjnego,
5) przygotować stanowisko pracy,
6) założyć środki ochrony osobistej,
7) wykonać przesiewanie piasku szklarskiego na sicie wibracyjnym.
Wyposażenie stanowiska pracy:
−
piasek szklarski,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja obsługi przesiewacza wibracyjnego,
−
środki ochrony osobistej: odzież ochronna, rękawice ochronne,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Wykonaj operację rozdrabniania szpatu wapiennego za pomocą kruszarki walcowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych urządzenia stosowane do rozdrabniania
surowców,
2) zapoznać się z budową kruszarki walcowej,
3) zapoznać się z instrukcją wykonania ćwiczenia,
4) zapoznać się instrukcją obsługi kruszarki walcowej,
5) przygotować stanowisko pracy,
6) założyć środki ochrony osobistej,
7) wykonać operację rozdrabniania szpatu wapiennego za pomocą kruszarki walcowej.
Wyposażenie stanowiska pracy:
−
szpat wapienny,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja obsługi kruszarki walcowej,
−
środki ochrony osobistej: odzież ochronna, rękawice ochronne, nauszniki ochronne,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Wykonaj operację kruszenia stłuczki szklanej za pomocą gniotownika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych urządzenia stosowane do rozdrabniania
surowców szklarskich i stłuczki,
2) zapoznać się z budową gniotownika,
3) zapoznać się z instrukcją do wykonania ćwiczenia,
4) zapoznać się instrukcją obsługi gniotownika,
5) przygotować stanowisko pracy,
6) założyć środki ochrony osobistej,
7) wykonać operację kruszenia stłuczki szklanej za pomocą gniotownika.
Wyposażenie stanowiska pracy:
−
stłuczka szklana,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja obsługi gniotownika,
−
środki ochrony osobistej: odzież ochronna, rękawice ochronne, nauszniki ochronne,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić warunki, jakie muszą spełniać surowce dopuszczone do
sporządzania zestawu szklarskiego?
2) określić parametry, jakie ujmują warunki techniczne dla surowców
szklarskich?
3) wyjaśnić pojęcie uzdatniania surowców szklarskich?
4) określić techniki uzdatniania surowców szklarskich?
5) określić cel przesiewania surowców szklarskich?
6) określić
urządzenia
stosowane
do
przesiewania
surowców
szkalrskich?
7) określić zanieczyszczenia piasku szklarskiego?
8) określić techniki oczyszczania piasku z zanieczyszczeń?
9) określić urządzenia, jakie stosuje się do oczyszczania piasku
szklarskiego z zanieczyszczeń?
10) określić cel suszenia piasku szklarskiego?
11) określić, jakie urządzenia stosuje się do suszenia piasku szklarskiego?
12) określić cel rozdrabniania surowców szklarskich?
13) określić, jakie urządzenia stosuje się do rozdrabiania surowców
szklarskich?
14) określić kryteria podziału magazynów do składowania surowców
szklarskich?
15) określić zasady składowania toksycznych surowców szklarskich?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.2. Sporządzanie zestawu szklarskiego
4.2.1. Materiał nauczania
Sporządzanie zestawu
jest
następną po przygotowaniu
surowców operacją
technologiczną w produkcji szkła. Składa się ono z następujących etapów:
–
pobranie surowców ze składowisk,
–
dokładne odważenie poszczególnych surowców zgodnie z receptą na zestaw,
–
dostarczenie odważonych porcji surowców do mieszarki,
–
mieszanie zestawu,
–
ewentualne szczególne przygotowanie zestawu według instrukcji technologicznej,
na przykład brykietowanie, granulowanie,
–
dostarczenie zestawu do wskazanego miejsca, przeważnie w pobliżu zasypu zestawu do
pieców.
Dział produkcji, w którym wykonuje się wymienione czynności nazywamy zestawiarnią.
Zestawiania jest zobowiązana sporządzić i dostarczyć działowi topienia masy wymaganą ilość
odpowiedniego zestawu. Czynności te powinny być wykonywane zgodnie z zasadami
ekonomiki oraz wymaganiami bezpieczeństwa i higieny pracy. Można to zapewnić przez:
−
należyte rozmieszczenie składów surowców oraz urządzeń służących do sporządzania
zestawu w odpowiednim budynku zestawiarni, co daje możliwość zorganizowania
właściwego ciągu produkcyjnego,
−
sprawną organizację pracy potokowej,
−
zastosowanie właściwych urządzeń,
−
należyte warunki pracy,
−
zainstalowanie i wykorzystanie urządzeń kontroli samoczynnej.
Zestawiarnie małe o pracy ręcznej
Zestawiarnie małe, w których przeważa praca ręczna, stosuje się obecnie tylko w małych
hutach szkła o niskiej kulturze technicznej lub jako pomocnicze w przypadku wykonywania
niewielkich porcji zestawu np. do wytopu szkła kolorowego. W hutach tego rodzaju nie
opłaca się wznosić dużych budynków i instalować skomplikowanych, a zarazem
kosztownych urządzeń.
W zestawiarniach małych stosuje się przyziemne składy surowców: parterowe lub piętrowe.
W parterowych wszystkie surowce znajdują się na jednym poziomie (zazwyczaj na poziomie
gruntu), a w piętrowych na dwóch poziomach:
−
na dolnym – surowce masowe i dostarczane luzem (bez opakowania), np. piasek,
wapienie,
−
na górnym – surowce w opakowaniach, np. soda, saletry.
Pomieszczenie zestawiarni właściwej, czyli to, w którym wykonuje się czynności
związane ze sporządzaniem zestawu, stanowi przeważnie korytarz, położony obok składów
surowców.
P
obieranie surowców do ważenia
Pobieranie surowców do ważenia odbywa się przeważnie tak, że poszczególne surowce
są przenoszone ze składów do pojemników dawkowych (dozowników), mieszczących
określoną ilość danego surowca o znanej w przybliżeniu masie.
Wielkość pojemników dawkowych powinna być dobrana do każdego surowca tak, aby masa
surowca mieszczącego się w każdym pojemniku była nieco mniejsza od masy porcji
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
określonej w recepcie. Brakującą niewielką ilość surowca uzupełnia się podczas ważenia,
za pomocą małej szufelki. Pozwala to uniknąć wysypywania się nadmiaru surowca do
pojemnika wagowego, w którym waży się porcje do zestawu. W przeciwnym razie nadmiar
surowca trzeba by było wybierać z pojemnika, przy czym można by usunąć pomyłkowo część
porcji surowców odważonych poprzednio.
Jeśli podana w recepcie porcja surowca jest za duża do jednorazowego pobrania
(zbyt wielki ciężar do dźwignięcia i przeniesienia), wówczas porcja ważonego surowca
stanowi wielokrotność zawartości pojemnika dawkowego. Posługiwanie się pojemnikami
dawkowymi ułatwia i przyspiesza ważenie surowców oraz zapobiega błędom zdarzającym się
często wówczas, gdy surowce wsypuje się do pojemnika wagowego.
Należy jednak przy tym podkreślić, że pojemniki dawkowe nie mogą w żadnym wypadku
zastąpić wag, gdyż jak wiadomo, gęstość pozorna surowców, zwana gęstością nasypową, nie
zawsze jest stała dla danego surowca, lecz zależy od wielu czynników, głównie od
uziarnienia, wilgotności, kształtu ziaren surowca itp.
Ważenie surowców
Ważenie surowców odbywa się przeważnie na jednej wadze, choć pożądane jest
stosowanie oddzielnych wag do poszczególnych surowców, co zapobiega w dużej mierze
pomyłkom popełnianym podczas ważenia z powodu ciągłych zmian ilości ważonych
surowców.
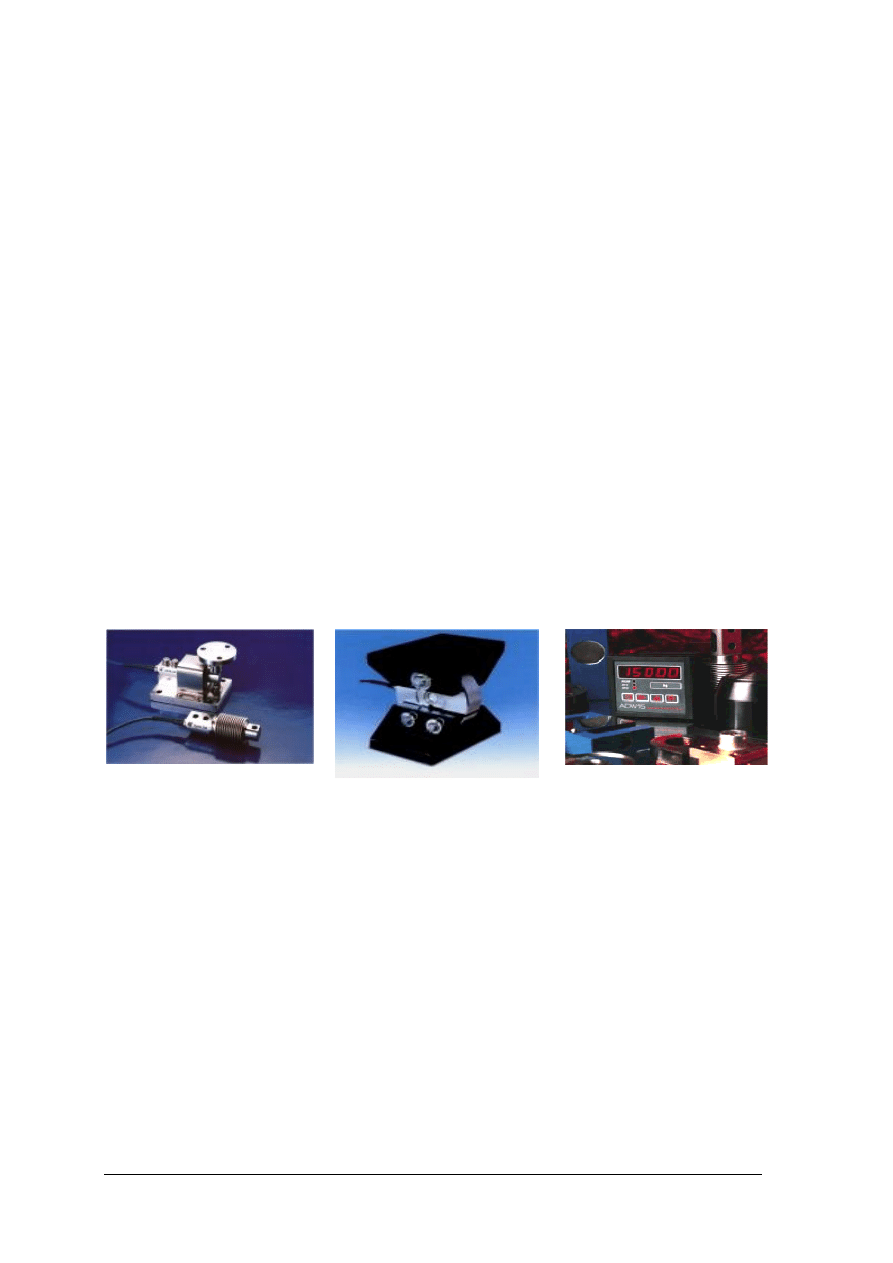
W małych zestawiarniach do ważenia surowców podstawowych stosuje się wagi
odważnikowe dziesiętne lub wagi pomostowe uchylne (zegarowe), ale są one zastępowane
wagami z czujnikami tensometrycznymi, które umożliwiają odważanie surowców z dużą
dokładnością a wskazania cyfrowe uniemożliwiają popełnienie pomyłek w odczycie wartości.
a)
b)
c)
Rys. 10. Czujniki tensometryczne do wag a) czujnik o zakresie pomiarowym 5
–200 kg, b) czujnik
o zakresie pomiarowym 200
–5000 kg, c) moduł pomiarowy do tensometru z odczytem
cyfrowym [5]
Na wagach odważnikowych ciężar surowca ułożonego na jednej szali wagi jest
równoważony całkowicie przez ciężar odważników ustawionych na drugiej szali.
Na wagach odważnikowo-uchylnych ciężar pełnych kilogramów jest równoważony przez
odważniki, resztę ciężaru wynoszącą ułamkową część l kg, wskazuje na podziałce mechanizm
uchylny za pomocą wskazówki.
Do odważania barwników lub odbarwiaczy, dodawanych do zestawu w małych ilościach,
stosuje się wagi dokładniejsze, znane pod nazwą technicznych (lub aptekarskich) lub
laboratoryjnych z cyfrowym wskazaniem.
Ponieważ surowce sypkie trzeba ważyć wsypując je do odpowiednich pojemników,
stojących na pomoście lub szali wagi, podczas ważenia należy uwzględniać ciężar pustego
pojemnika. Na czynności tej, zwanej tarowaniem, należy skupić dużą uwagę, gdyż jest ona
często powodem błędów ważenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Ze względu na duże znaczenie dokładności odważenia surowców do zestawu wszystkie
czynności związane z ważeniem należy wykonywać rzetelnie i dokładnie, w szczególności
należy ściśle przestrzegać następujących ważniejszych zasad:
−
w razie stosowania wag odważnikowych należy ustawiać na szali właściwą liczbę
odpowiednich odważników, zgodnie z podaną w recepcie ilością danego surowca,
−
używane do ważenia odważniki powinny być sprawdzone, czy ich ciężar nominalny
(wskazany liczbą na ciężarkach) jest zgodny z ich ciężarem faktycznym (rzeczywistym),
−
wagi nie obciążone powinny być zrównoważone, tj. obie szale wag powinny się
równoważyć lub wskazówka przyrządu uchylnego powinna wskazywać na podziałce
punkt zerowy, co należy sprawdzać przed rozpoczęciem ważenia,
−
mechanizmy wagi powinny działać prawidłowo i bezbłędnie, wskazując dokładnie ciężar
ważonych surowców,
−
wagi z wskazaniem cyfrowym powinny być wytarowane,
−
na pomost lub szalę wagi nie powinno działać żadne dodatkowe obciążenie nie
uwzględnione w rachunku ciężaru, jak np. zanieczyszczenia i pozostałości surowców
uprzednio ważonych, przedmioty umieszczone przypadkowo na pomoście lub szali wagi.
Ponieważ wagi odważnikowe stwarzają największą możliwość pomyłek, staramy się je
zastąpić wagami tensometrycznymi. Dąży się do wyposażenia ich we wszelkie możliwe
urządzenia kontrolno – sygnalizacyjne, na przykład zastosowanie sygnalizacji świetlnej lub
dźwiękowej albo urządzenia rejestrującego, zapisującego na taśmie ilości zważonych
każdorazowo surowców.
Równocześnie powinno się zwracać stałą i baczną uwagę na kontrolę prawidłowości
i dokładności działania wag. W tym celu należy przestrzegać przepisów legalizacyjnych
dotyczących narzędzi pomiarowych. W razie zauważenia nieprawidłowości działania wagi
powinno się oddać ją do naprawy i ponownej legalizacji. Sprawdzaniu i legalizacji,
dokonywanym przez Urzędy Miar, podlegają także odważniki używane do ważenia.
Należy jeszcze zwrócić uwagę na bardzo ważną czynność, pozornie tylko nie wiążącą się
z ważeniem. Ponieważ w obowiązującej recepcie na zestaw podaje się ilość surowców
określonej wilgotności, która może ulegać poważnym zmianom, trzeba przed ważeniem
surowców systematycznie kontrolować ich wilgotność w laboratorium zakładowym,
a następnie według wyników badań kontrolnych korygować receptę w porozumieniu
z służbami odpowiedzialnymi za wytop masy szklanej.
Skutki niedbałego, nieprawidłowego lub niedokładnego ważenia surowców do zestawu
odbijają się ujemnie na topieniu masy, obniżają wydajność i pogarszają jakość produkcji.
Transport surowców do mieszarki
Do tego celu używa się odpowiednich pojemników mieszających całą porcję wszystkich
surowców odważonych według recepty. Czynność nasypywania ważonych surowców do tego
pojemnika nazywa się zbieraniem surowców do zestawu.
Surowce powinno się zbierać do pojemników według kolejności określonej przez głównego
technologa huty. Kolejność jest przeważnie następująca: l – piasek, 2 – soda, 3 – surowce
grupy MO (wapień, dolomit itp.), 4 – potaż (ewentualnie), 5 – glinokrzemiany (np. skaleń),
6 – surowce pomocnicze i dodatkowe.
Piasek jest surowcem dodawanym do zestawu w największej ilości, przekraczającej
przeważnie 50 % wagowo, toteż wypełnia on prawie do połowy dolną część pojemnika.
Piasek nie zbryla się pod ciężarem innych surowców wsypanych na niego i nie przylepia się
do dna i boków pojemnika, a wysypuje się z niego łatwo, dlatego jest wsypywany
w pierwszej kolejności. Umieszczenie sody między piaskiem a warstwą wapienia i dolomitu
zapobiega większemu rozkurzowi sody podczas wysypywania zestawu z pojemnika, a oprócz
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
tego sąsiedztwo sody i piasku sprzyja lepszemu wymieszaniu się topnika z najtrudniej
topliwym składnikiem zestawu.
W pewnych warunkach może być uzasadniona inna kolejność zbierania surowców do
zestawu, jednak nie może być ona dowolna ani przypadkowa. Przyjęcie właściwej kolejności
zbierania wymaga starannego przemyślenia i musi być uzasadnione względami
technologicznymi.
Transport surowców zebranych w pojemniku odbywa się przeważnie wózkami szynowymi
lub bezszynowymi.
Mieszanie zestawu
Mieszanie zestawu przeprowadza się obecnie wyłączenie w mieszarkach mechanicznych.
W zestawiarniach małych używało się najczęściej mieszarek typu Saksonia. Były to mieszarki
bębnowe, dwudzielne. Mieszarka składała się z podstawy, bębna, mechanizmu napędowego
oraz licznika obrotów.
Bęben składał się z dwóch oddzielnych części, dokładnie dopasowanych i łączonych
hermetycznie specjalnymi zaciskami. Jedna, nieco większa część bębna była osadzona na
wale obracającym się w łożyskach umieszczonych na wspornikach podstawy. Wał był
napędzany silnikiem elektrycznym za pośrednictwem przekładni zębatej. Druga, nieco
mniejsza część bębna była odejmowana i służyła jako pojemnik do ważenia surowców
i zbierania zestawu. Nazywana była połówką ruchomą, pojemnikiem lub kolebą.
a)
b)
Rys. 11.
Mieszarki bębnowe dwudzielne typu Saksonia, a) o pojemności 0,15m
3
,
b) o pojemności 0,4 m
3
[2, s. 211]
Stosowało się mieszarki pojemności: 0,15 m
3
(około 200 kg zestawu) i 0,4 m
3
(około 500
kg zestawu). W mieszarkach pojemności 0,15 m
3
koleba była przewożona na specjalnym
wózku dwukołowym z podpórką. Był to środek transportu ręcznego bezszynowego.
W mieszarkach pojemności 0,4 m
3
koleba była przewożona na wózku czterokołowym po
szynach. Po podstawieniu koleby, napełnionej zebranym zestawem, pod mieszarkę, specjalne
urządzenie dźwigowe wózka unosiło kolebę o parę centymetrów i przyciskało jej obrzeże do
obrzeża drugiej części bębna, znajdującej się na wale. Umożliwiało to szczelne i mocne
złączenie obu części bębna za pomocą zamknięć ściągających (zacisków). Po tej czynności
urządzenie dźwigowe opuszczało się, co umożliwiało wysunięcie wózka spod mieszarki przed
wprawieniem jej w ruch obrotowy. Podobnie postępowano się, gdy po wymieszaniu zestawu
odłączało się kolebę i umieszczało ją ponownie na wózku dla przewiezienia gotowego
zestawu do zasobnika znajdującego się przy piecu. Mieszarki bębnowe dwudzielne miały
wyłącznik silnika nastawiany na żądaną liczbę obrotów, po których wykonaniu silnik był
automatycznie wyłączany.
Wadą tych mieszarek była przestarzała konstrukcja, mała wydajność oraz
niezadowalający efekt mieszania. Obecnie są rzadko stosowane ze względu na duży hałas,
duży rozkurz surowców, straty surowców i niedopuszczalne warunki higieniczne pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Transport zestawu do pieca
Jest ostatnią czynnością związaną ze sporządzaniem zestawu. W zestawiarniach małych
zestaw transportuje się przeważnie wózkami szynowymi lub bezszynowymi, na których
umieszcza się pojemnik z zestawem, czyli kolebę mieszarki. Po przywiezieniu pojemnika na
wskazane miejsce zestaw wysypuje się do odpowiedniego zasobnika. Pozornie wydaje się, że
transport zestawu jest sprawą prostą, która może być rozwiązana według ogólnych zasad
organizacji transportu wewnątrzzakładowego. Jednakże w rzeczywistości transport zestawu,
oprócz spełnienia podstawowych wymagań, jak szybkość i sprawność funkcjonowania oraz
zaoszczędzenie robotnikom zbędnego trudu, powinien spełniać dodatkowy warunek: nie
może powodować zjawiska rozwarstwiania się (odmieszania) zestawu wskutek wstrząsów
i wibracji.
Zestaw, złożony z sypkich surowców, zwłaszcza suchych, trudno jest przewieźć tak,
aby nie uległ częściowemu rozwarstwieniu. Wszelkie przesypywanie zmieszanego suchego
zestawu powoduje, bowiem wyraźne rozwarstwienie zestawu. Jest to zrozumiałe,
gdyż podczas przesypywania występuje zjawisko swobodnego spadania ziaren surowców,
a zgodnie z zasadą tego ruchu ziarna cięższe spadają szybciej niż lżejsze. Niejednakowa
prędkość spadania powoduje segregację ziaren surowców w odrębne warstwy i to w tym
większym stopniu, z im większej wysokości zestaw jest przesypywany. Dlatego też należy
w miarę możliwości unikać przesypywania wymieszanego zestawu.
Z tego samego powodu należy zapobiegać wszelkim wstrząsom podczas transportu
zestawu. Pewne ograniczenie wstrząsów osiąga się przez zastosowanie specjalnych wózków,
o kołach gumowych, toczących się po drodze o równej nawierzchni asfaltowej lub betonowej.
Zestawiarnie duże, o pracy zmechanizowanej
W hutach produkujących kilkadziesiąt ton szkła w ciągu doby powinno się instalować
zestawiarnie o działaniu możliwie najbardziej zmechanizowanym i zautomatzowanym,
bowiem czynności wykonywane podczas sporządzania zestawu, jakkolwiek proste, są jednak
bardzo pracochłonne i uciążliwe.
W zestawiarniach zmechanizowanych stosuje się z reguły nadziemne składy surowców –
zasobniki dennozsypowe. Są one ustawione rzędem. Otwory zsypowe zasypników są na
pewnej wysokości tak, że pod rzędami takich zasobników powstaje rodzaj korytarza
stanowiącego właśnie zestawiarnię. Jeśli jest to potrzebne ze względu na wielkość produkcji
lub ze względu na liczbę pieców (zwłaszcza, jeśli topi się w nich różne zestawy) buduje się
dwa lub więcej rzędów zasypników, a pod nimi sytuuje się zestawiarnie – osobne dla każdego
rzędu zasobników.
Pobieranie surowców do ważenia
Surowce pobiera się z otworów zsypowych, znajdujących się w dnach zasobników.
Otwory te są zamykane odpowiednimi zasuwami poruszanymi za pomocą śrub obracanych
kołami. Po odsłonięciu otworu zsypowego surowce wysypują się z zasobnika do
podstawionego pojemnika. Jest to pozornie najprostszy sposób pobierania surowców
z zasobników dennozsypowych. W praktyce jednak napotyka się trudności:
−
wskutek dużego tarcia niełatwo jest przesuwać zasuwy otworów zasypowych nawet za
pomocą śrub i kół,
−
surowce, chociaż sypkie, ale znajdujące się pod dużym ciężarem własnym wyższych
warstw, wysypują się burzliwie i w ilości nadmiernej, gdy otwór zsypowy zostanie
odsłonięty za szeroko.
Z tych względów surowce pobiera się z zasobników dennozsypowych nie w sposób
bezpośredni, opisany wyżej, lecz przeważnie za pośrednictwem urządzeń zwanych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
dozatorami. Stosuje się najczęściej dozatory ślimakowe. Urządzenia te przypominają
przenośnik ślimakowy, którego wlot jest złączony z otworem zsypowym zasobnika.
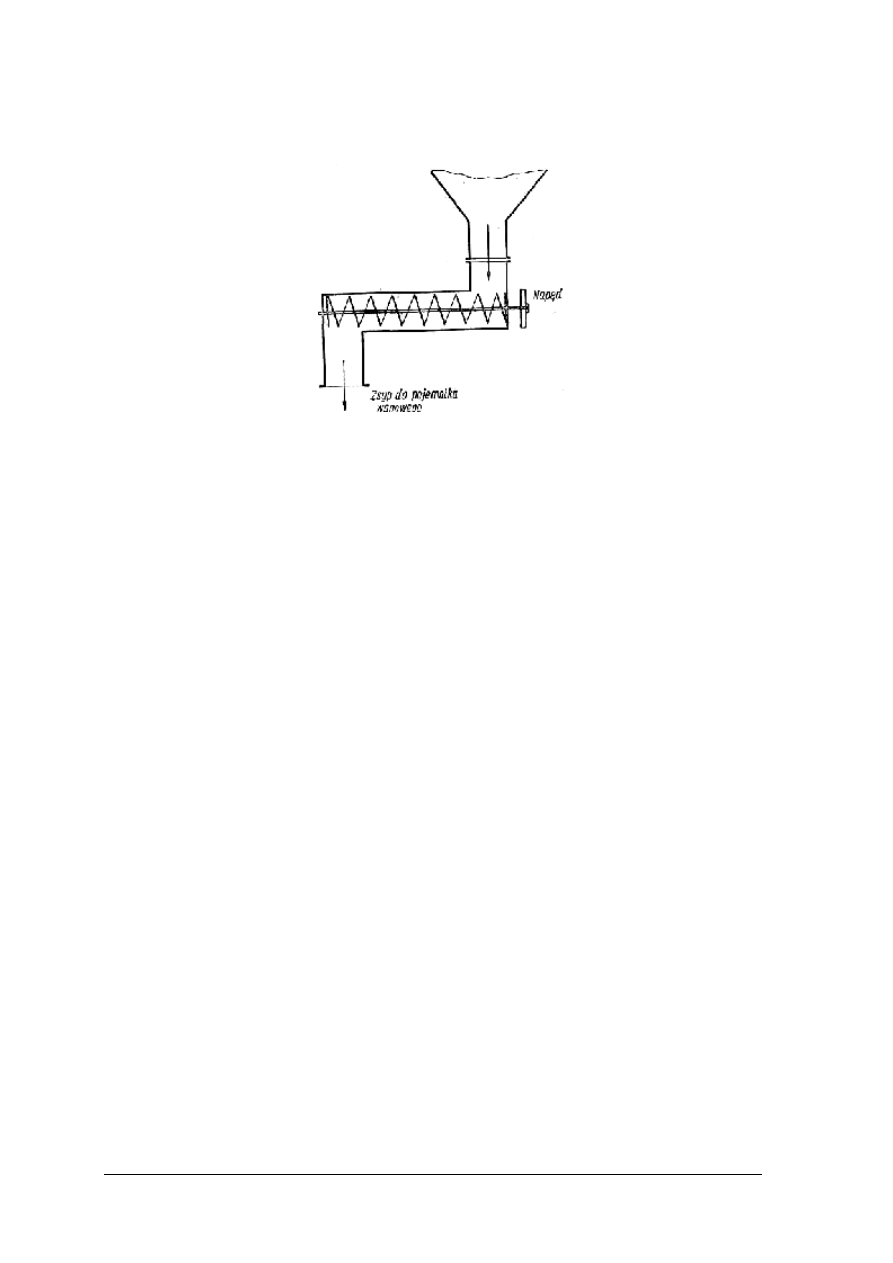
Rys. 12. Schemat dozatora ślimakowego [2, s. 215]
Wlot prowadzi zsypujący się surowiec do rury poziomej, w której obraca się wał roboczy
z gwintem płaskim (ślimak). Wał roboczy jest napędzany silnikiem elektrycznym przez
przekładnię zębatą. Ślimak przesuwa sypki materiał wzdłuż rury do otworu wysypowego,
którym materiał wysypuje się do odpowiedniego pojemnika wagowego. Gdy ilość surowca
przesypanego z zasobnika do pojemnika jest wystarczająca, silnik zostaje wyłączony
i przesypywanie ustaje aż do ponownego włączenia silnika.
Dozatory sprzęga się przeważnie z wagą sterującą przesypywanie surowca z zasobnika
do pojemnika wagowego, oznacza to, że operacja pobierania surowców ze składu może być
nie tylko zmechanizowana, lecz także automatyzowana.
Ważenie surowców
Odbywa się na wagach z czujnikami tensometrycznymi umieszczonymi pod każdym
zasobnikiem. Pomosty wag znajdują się na jednym poziomie z posadzką zestawiarni a więc
mogą na nie wjeżdżać wózki zwykłe lub szynowe. Na wózkach tych ustawia się pojemnik
wagowy, do którego zbiera się kolejno poszczególne surowce według recepty na zestaw.
Ponieważ podczas zbierania surowców obowiązuje określona kolejność umieszczania ich
w pojemniku, zasobniki z surowcami powinny być ustawiane w tej kolejności. Zapewnia to
ciągłość pracy podczas zbierania i ważenia surowców.
Transport surowców do mieszarki
Odbywa się jednocześnie ze zbieraniem i kolejnym ważeniem poszczególnych
surowców, gdyż na końcu, po zważeniu i pobraniu ostatniego surowca lub po wsypaniu
jeszcze niewielkiej ilości surowców pomocniczych i dodatkowych, wózek z pojemnikiem
z zebranymi do zestawu surowcami powinien się znaleźć przy mieszarce zestawu.
Mieszanie zestawu
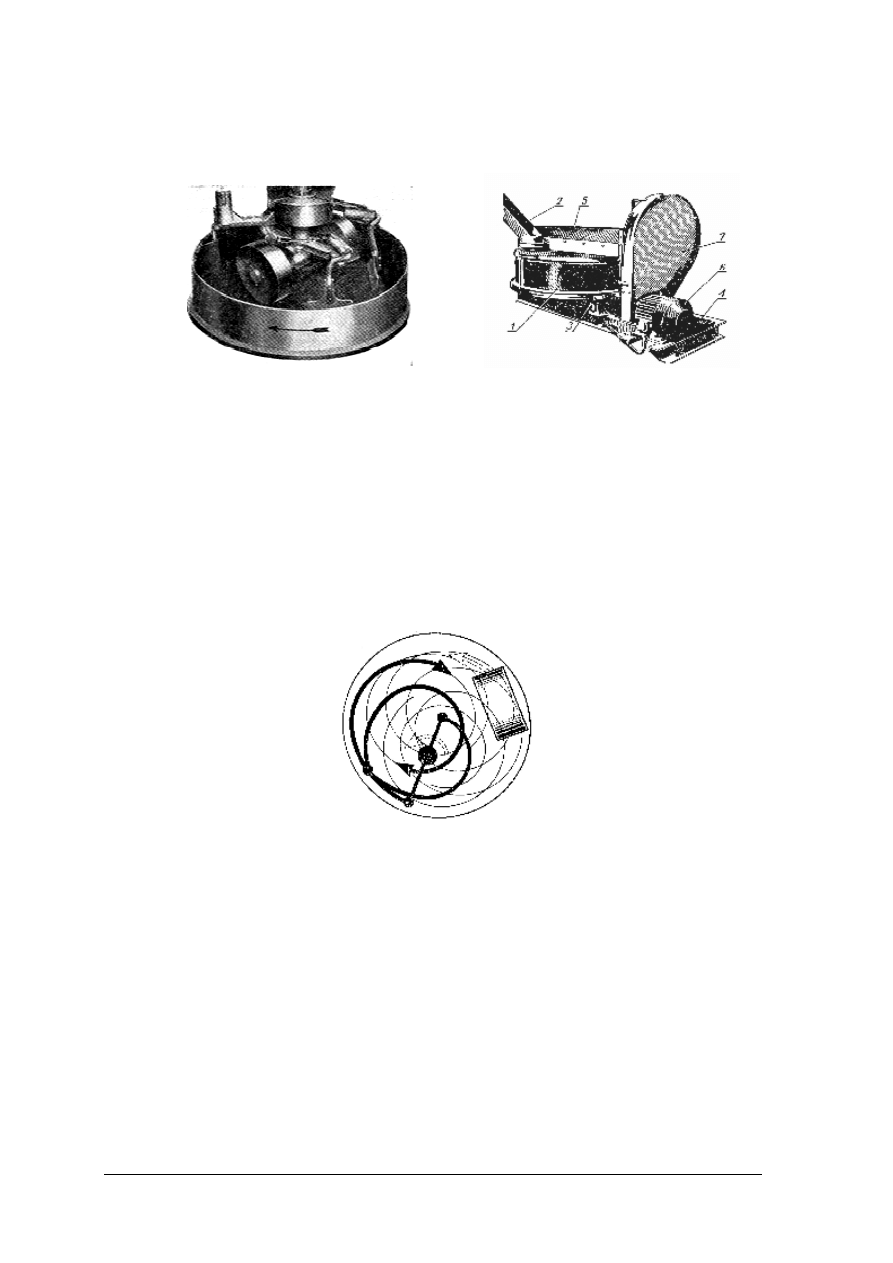
Wykonuje się z zastosowaniem mieszarek talerzowo-grabkowych. Główną częścią
mieszarki talerzowo-grabkowej jest pojemnik z blachy stalowej, w kształcie niskiego walca,
nazywany talerzem. Do niego przez otwór w pokrywie. wsypuje się odważone do zestawu
porcje surowców, przeważnie za pomocą rękawa wsypowego. Talerz jest ułożony na czterech
rolkach nośnych, opierających się na ramie stalowej podstawy mieszarki. Na zewnętrznym
obwodzie dna talerza jest przymocowany otaczający go krąg (wieniec) zębaty, który
umożliwia nadanie talerzowi ruchu obrotowego za pomocą przekładni z kół zębatych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Dno talerza toczy się wówczas po rolkach.
a)
b)
Rys. 13
Mieszarka talerzowo-grabkowa, a) widok mieszarki, b) budowa mieszarki talerzowo-
grabkowej: 1) talerz, 2) rękaw wsypowy, 3) rolki nośne talerza, 4) rama stalowa, 5) górna
rama, 6) silnik elektryczny, 7) szczelne blaszane osłony, chroniące przed rozkurzem
[2, s. 217, 2, s. 263]
Wewnątrz talerza znajdują się dwa mieszadła, zwane grabkami, mające po dwie łopatki.
Są one zanurzone w zestawie wypełniającym talerz i wskutek obrotu mieszadeł
(przeciwbieżnie do obrotów talerza) mieszają skutecznie zestaw. Oprócz tego wewnątrz
talerza są dwa zgarniaki przymocowane nieruchomo do górnej ramy mieszarki, które
odgarniają zestaw przesypywany przez mieszadła do ściany talerza i skierowują go
z powrotem na tor ruchu łopatek mieszadeł. Wywołuje to bardzo złożone i intensywne ruchy
zestawu, dzięki czemu następuje jego szybkie i skuteczne mieszanie.
Rys. 14. Schemat ruchu zestawu mieszanego w mieszarce talerzowo-grabkowej [2, s. 217]
Mieszadła obracają się wokół swych osi dzięki przekładniom z kół zębatych napędzanych
silnikiem elektrycznym. Wszystkie te elementy napędu są możliwie szczelnie osłonięte
pokrowcami blaszanymi dla ochrony przed rozkurzem.
W dnie talerza jest otwór spustowy, przez który, po odsunięciu przysłaniającej go zasuwy
wysypuje się z talerza zmieszaną dostatecznie porcję zestawu.
Mieszarki grabkowe wyposaża się często w dodatkowe urządzenia służące do:
−
podnoszenia i wsypywania do mieszarki zebranych, do zestawu surowców (urządzenie
takie nazywa się wciągarką),
−
nawilżania zestawu lub piasku itp.
Mieszarki talerzowo-grabkowe są bardziej wydajne niż mieszarki bębnowe. Mieszają one
zestaw lepiej niż inne mieszarki, i to zarówno zestaw złożony z suchych, jak i wilgotnych,
a nawet zupełnie mokrych surowców. Mieszarki te wymagają starannej konserwacji oraz
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
okresowych przeglądów i napraw. Podczas napraw części najbardziej narażone na zużycie lub
uszkodzenie wymienia się zazwyczaj na nowe.
Najczęściej stosuje się mieszarki talerzowo-grabkowe pojemności: 0,5m
3
(ok. 600 kg
zestawu) lub 0,8 m3 (ok. 1000 kg zestawu). Wydajność tych mieszarek wynosi odpowiednio
10 i 15 m
3
/h.
Transport zestawu do pieca
W zestawiarniach zmechanizowanych odbywa się przeważnie napowietrznie. Zmieszany
zestaw wysypuje się z mieszarki do specjalnego pojemnika dzwonowego-dennozsypowego.
Pojemnik dzwonowy jest to naczynie pojemności 0,5 lub 0,8 m
3
(najczęściej zgodnej
z pojemnością mieszarki), wykonany jest z blachy stalowej. Ma on kształt walca zamkniętego
od dołu stożkowym przedłużeniem, zakończonym otworem wysypowym.
Rys. 15. Pojemnik dzwonowy o pojemności 1500 1: 1) pierścień, 2) dzwon, 3) pojemnik [1, s. 35]
Pojemnik umieszcza się pod wysypem mieszarki, na wózku. Po przesypaniu zestawu
z mieszarki do pojemnika wózek przewozi się pod wciągnik elektryczny, za pomocą którego
jest podnoszony. Następnie wózek przewozi się napowietrzną linią jednoszynową nad
zasobnik przy piecu.
Pojemnik dzwonowy może być także przewożony na wózku do pieca, a tam podnoszony
nad zasobnik zestawu znajdujący się przy piecu.
Dolna stożkowa część pojemnika dzwonowego jest zakończona kołnierzem stalowym
z zamknięciem otworu zsypowego. Gdy pojemnik zostaje opuszczony nad zasobnik zestawu
przy piecu, wówczas jego kołnierz przylega do otworu zsypowego zasobnika i wspiera się na
nim całym swym ciężarem. Dalsze zwalnianie liny wciągnika powoduje samoczynne otwarcie
się wsypu pod ciężarem zestawu w pojemniku, który samoczynnie przesypuje się z pojemnika
do zasobnika.
Zestawiarnie całkowicie zautomatyzowane
Wanny szklarskie o dużych dobowych produkcjach wymagają nowoczesnych
zestawiarni, z automatyczną linią ważenia i transportu surowców do mieszarek.
W skład linii ważenia surowców wchodzą dozowniki wagowe tensometryczne, pracujące
w systemie sumującym i różnicowym. Usypywanie porcji odbywa się w cyklu
automatycznym. Dozowniki posiadają zbiorniki wagowe, zamknięte od dołu zasuwą
z napędem pneumatycznym, lub podajnikiem podwagowym.
Z silosu magazynowego podaje się surowiec do zbiornika wagowego podajnikiem
nadwagowym, pracującym ze stałą wydajnością. Zbiornik ładowany jest do porcji,
co najmniej 20% wyższej od porcji nominalnej wynikającej z receptury. Na sygnał ze

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
sterowni uruchamiany jest podajnik podwagowy dozownika, który pracuje do czasu wydania
zaprogramowanej porcji surowca. Początkowo podajnik pracuje z wysoką wydajnością,
a po wydaniu 90% porcji, przełączony zostaje automatycznie na mniejszą wydajność.
Warunkiem uruchomienia podajnika podwagowego jest uprzednie załączenie przenośnika
taśmowego podwagowego, podającego surowce do mieszarki. Przenośnik taśmowy
podwagowy wykonany jest w wersji hermetycznej. Do odpylania przenośnika i jego
przesypów stosuje się układy filtracyjne, w skład których wchodzą filtry z własnymi
wentylatorami. Pyły z filtrów zrzucane są na taśmę przenośnika.
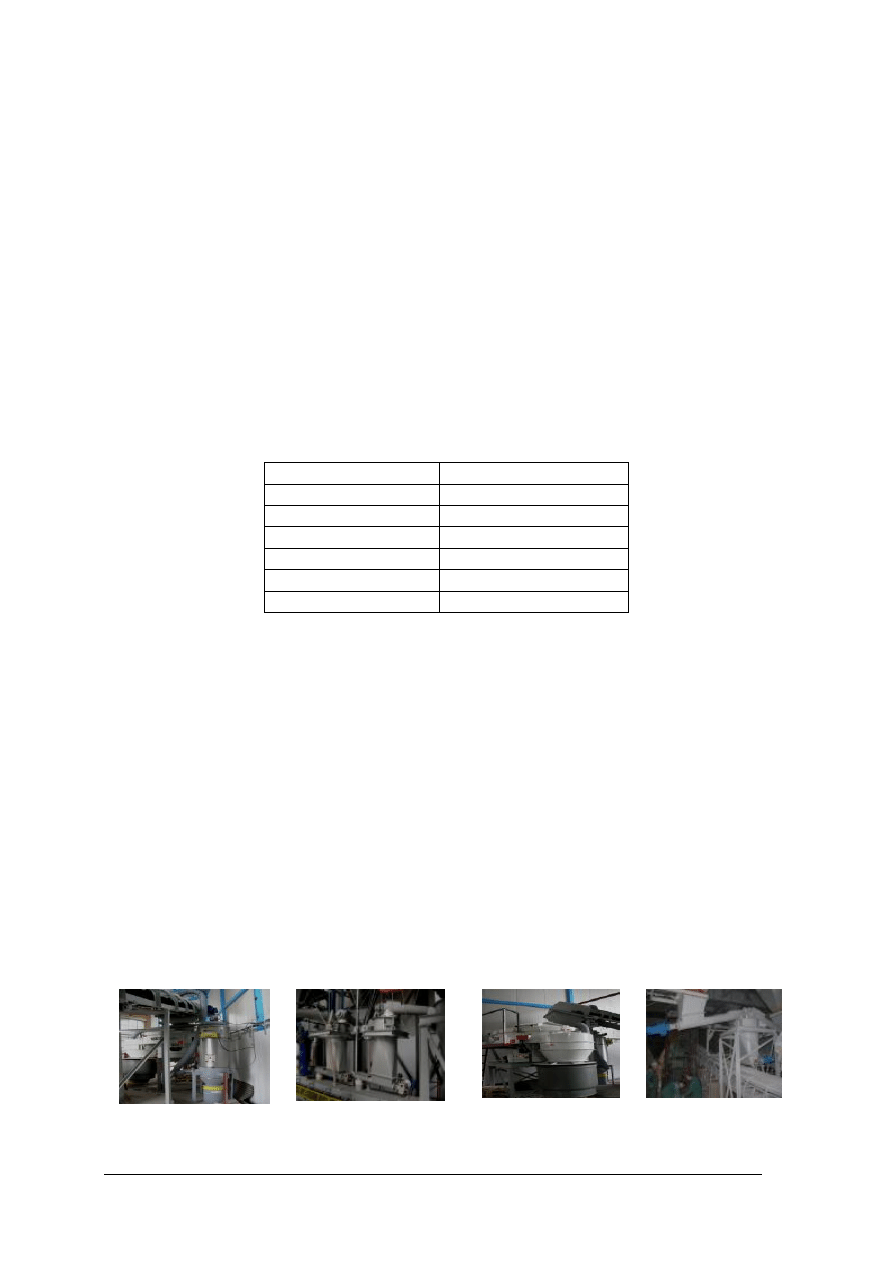
Opis wyposażenia przykładowej zestawiarni:
−
gniazdo odważania piasku: waga piasku z trzema czujnikami tensometrycznymi, zbiornik
wagi zamknięty na dole zasuwą, podajniki wibracyjne rynnowe, nasypujące piasek do
wagi,
−
gniazdo odważania sody: waga sody z trzema czujnikami tensometrycznymi, zbiornik
wagi zamknięty na dole podajnikiem ślimakowym podwagowym, dwa podajniki
ślimakowe nadwagowe,
−
gniazdo odważania wapienia: waga wapienia z trzema czujnikami tensometrycznymi,
zbiornik wagi zamknięty na dole podajnikiem ślimakowym podwagowym, dwa podajniki
ślimakowe nadwagowe,
−
gniazdo odważania skalenia i węglanu baru: wspólna waga z trzema czujnikami
tensometrycznymi, zbiornik wagi zamknięty na dole zasuwą, dwa podajniki ślimakowe
nadwagowe,
−
gniazdo odważania potażu i saletry potasowej: wspólna waga z jednym czujnikiem
tensometrycznym, zbiornik wagi zamknięty na dole zasuwą, dwa podajniki spiralne
nadwagowe,
−
gniazdo odważania sulfatu: waga sulfatu z jednym czujnikiem tensometrycznym,
zbiornik wagi zamknięty na dole zaworem motylkowym, jeden podajnik spiralny
nadwagowy,
−
filtry odpylające które uruchamiają się podczas przesypywania surowców na przenośnik
taśmowy,
−
odważane w wagach porcje surowców sypane są na przenośnik taśmowy zbiorczy,
który podaje surowce do mieszarki,
−
wymieszany zestaw wysypuje się na podmieszarkowy przenośnik wybierający,
który z kolei podaje ten zestaw do pojemnika dzwonowego, wraz z porcją stłuczki,
podawaną na ten przenośnik podajnikiem wibracyjnym, zainstalowanym pod silosem
magazynowym stłuczki.
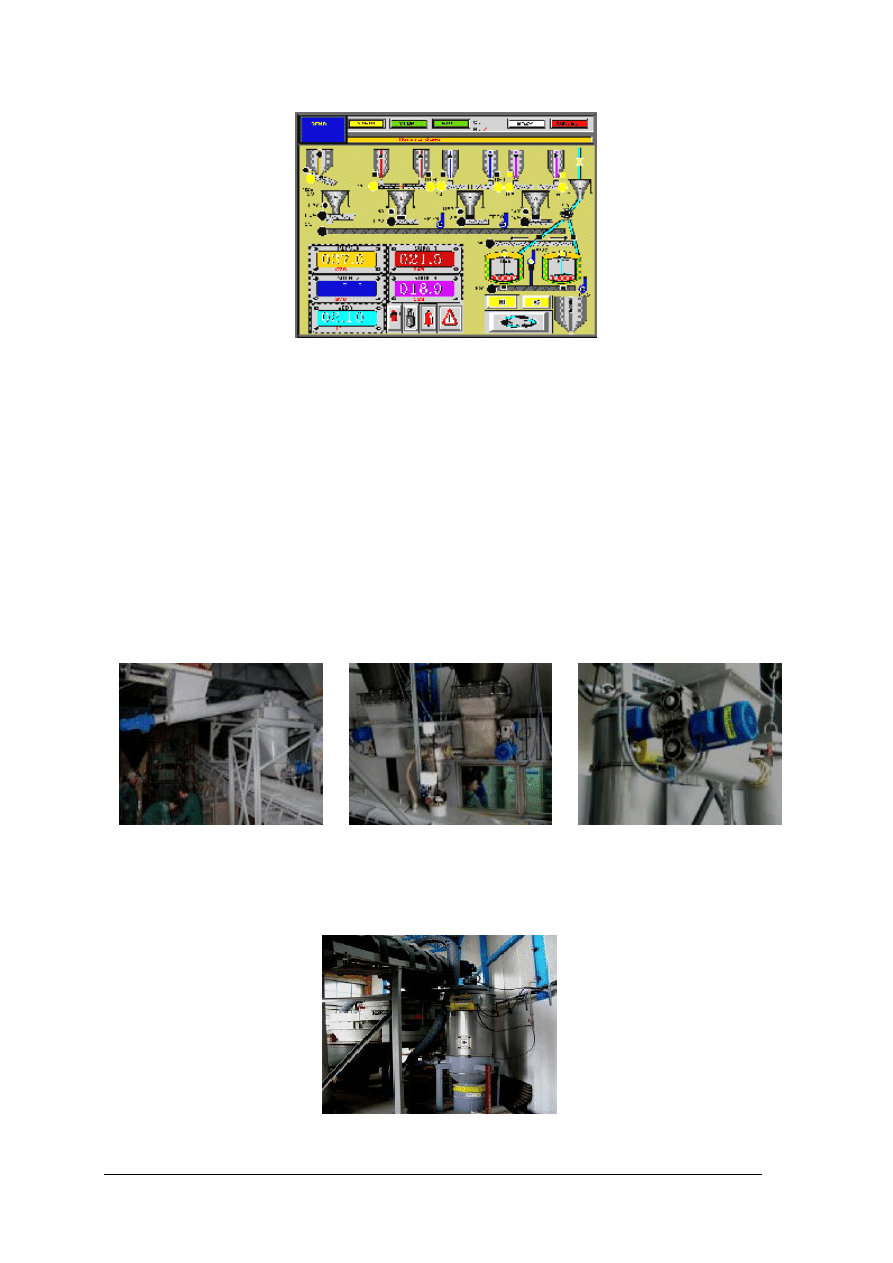
Praca urządzeń zestawiarni
Praca zestawiarni odbywa się automatycznie, ze sterowni, w której znajduje się centralny
komputer sterujący, z zaprogramowanymi recepturami surowcowymi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys. 16. Wizualizacja sterowni linii zestawiarni surowców [5]
Praca linii sporządzania zestawu możliwa jest po podstawieniu pojemnika
transportowego u wylotu przenośnika podmieszarkowego. Po przyciśnięciu przycisku start
w skrzynce sterowniczej zlokalizowanej nieopodal wylotu przenośnika, zostaje uruchomiona
następująca kolejność działań,
−
wywołana zostaje, wcześniej ustawiona przez operatora, procedura sporządzania zestawu,
w której określona jest wielkość porcji odważanych na wagach,
−
określony zostaje kolejny numer odważonej porcji,
−
za pomocą czujników poziomu minimalnego sprawdzony zostaje bieżący stan
zapełnienia silosów magazynowych,
−
w przypadku małej ilości surowca w którymkolwiek silosie pojawia się komunikat
o konieczności załadunku,
−
załączone zostają podajniki nadwagowe napełniające wagi,
a)
b)
c)
Rys. 17. Podajnik nadwagowy a) podajnik do wagi, b) zbiorniki wagowe, c) mechanizm podający [6]
−
po zapełnieniu zbiorników wagowych wagi oczekują na sygnał do opróżniania, po
którym uruchomiony zostaje przenośnik ciągu transportowego surowców i wentylatory
filtrów odpylających,
Rys. 18. Filtr odpylający [6]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
w dalszej kolejności zaczyna się wydawanie surowców na przenośnik taśmowy
−
na początku opróżniana jest waga piasku,
Rys. 19. Waga pisku z
podajnikiem wibracyjnym [6]
−
dalsze wagi opróżniane są z opóźnieniem, pozwalającym na wydawanie pozostałych
surowców na piasek, co ułatwia późniejsze wymieszanie piasku i innych surowców,
o
b)
Rys. 20.
Wagi do odważania surowców z dozownikami opóźnienia a) surowce w ilości do 50 kg,
b) surowce w ilości do 20 kg [6]
−
po wydaniu porcji wyłączone zostają wszystkie urządzenia realizujące proces naważania
przenośnik taśmowy transportuje całą porcję surowców do mieszarki,
Rys. 21. Przenośnik taśmowy transportujący zestaw do mieszarki [6]
−
po wymieszaniu zestawu, porcja z mieszarki wyrzucana jest na przenośnik,
podmieszarkowy, załączony przed otwarciem mieszarki, jednocześnie załącza się zespół
filtra odpylającego wylot przenośnika,
−
otwarcie mieszarki powoduje uruchomienie z odpowiednim opóźnieniem podajnika
wibracyjnego, wydającego stłuczkę szklaną na wymieszany zestaw,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 22. Napełnianie pojemnika dzwonowego wymieszanym zestawem szklarskim [6]
−
wyłączenie podajnika następuje z chwilą zamknięcia mieszarki,
Praca urządzeń nadzorowana jest przez system blokad, uniemożliwiających pracę całego
ciągu, w przypadku uszkodzenia, lub złego ustawienia jednego z jego elementów. Na ciągach
transportowych zainstalowane są zespoły filtracyjne, pracujące równolegle do pracy całego
ciągu.
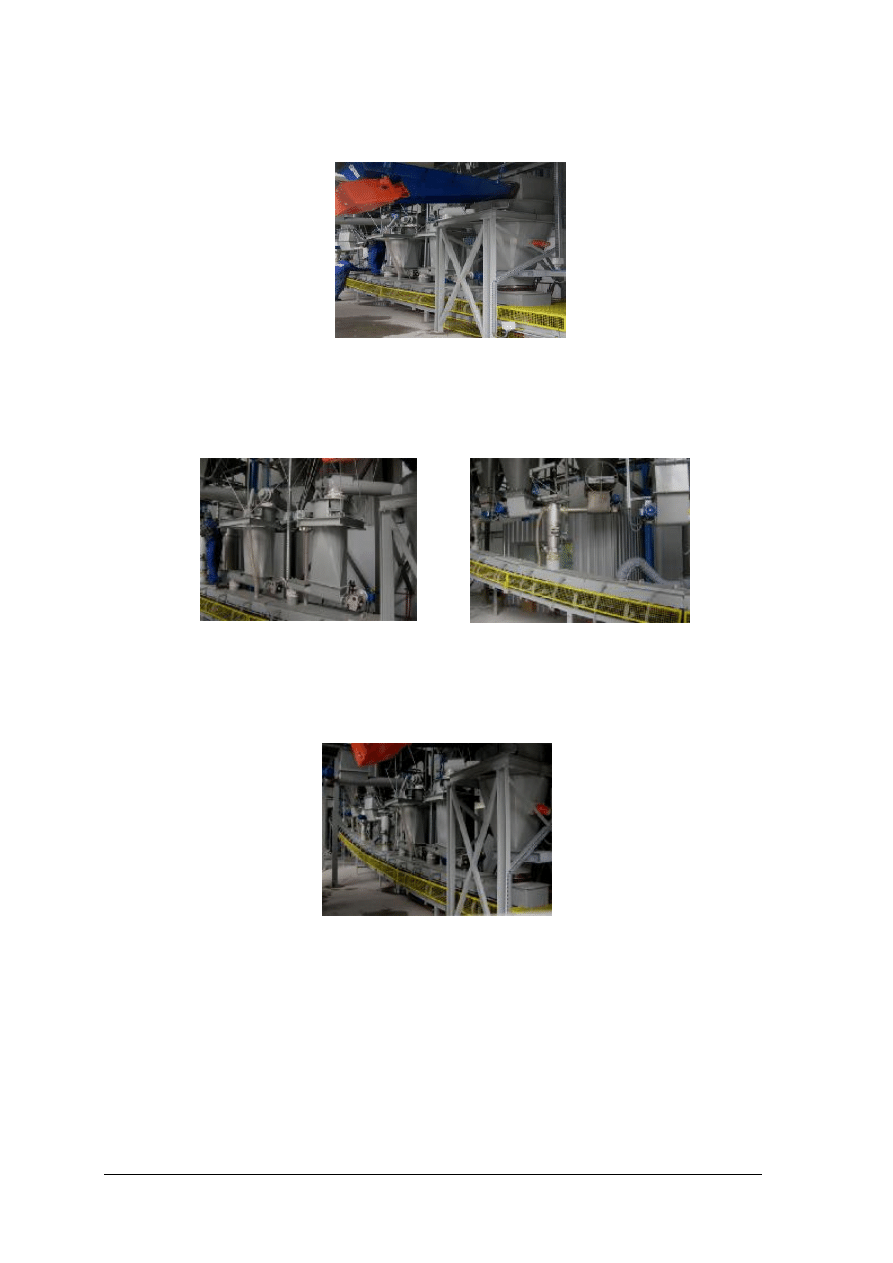
Zestawiarnie z przesyłem pneumatycznym
W zestawiarniach najnowocześniejszych obecnie stosuje się pneumatyczne przenoszenie
surowców i zestawu szklarskiego niskiej i wysokiej koncentracji. Zestawiarnie takie zamiast
taśmociągów do transportu zestawu posiadają układ szczelnych rur, przez które
transportowane są surowce i zestaw szklarski za pomocą sprężonego powietrza. Takie
rozwiązanie eliminuje problemy związane z rozkurzem zestawu, który występuje zawsze
podczas przesypu surowców i zestawu szklarskiego. Całość układu począwszy od
rozładowywania surowców aż po zasyp zestawu do pojemników przywannowych odbywa się
za pomocą szczelnego układu rur. Surowce i zestaw szklarski może być przesyłany na duże
odległości, dzięki czemu budynek zestawiarni może być budowany w pewnej odległości od
zakładu produkcyjnego.
Pneumatyczne przenoszenie wysokiej koncentracji jest najbardziej niezawodną i wydajną
metodą przenoszenia większości suchych materiałów sypkich oraz zestawu szklarskiego.
Pneumatyczne przenoszenie wysokiej koncentracji oznacza używanie małej ilości powietrza
do przesuwania dużej ilości materiałów sypkich w postaci gęsto następujących po sobie
Zaletą pneumatycznego systemu przenoszenia zestawu szklarskiego wysokiej
koncentracji jest:
−
energooszczędność i pracooszczędność,
−
niezawodność (mała ilość ruchomych części i mniejsze zużycie),
−
elastyczność, pozwala na instalowanie w przestrzeniach zbyt małych lub zatłoczonych
dla systemów mechanicznych przy minimum zakłóceń w procesie produkcji,
−
jest w pełni zamknięty, minimalizuje problem kontroli.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 23. Schemat linii do przygotowywania zestawu z pneumatycznym przenoszeniem wysokiej
koncentracji surowców i zestawu szklarskiego [9]
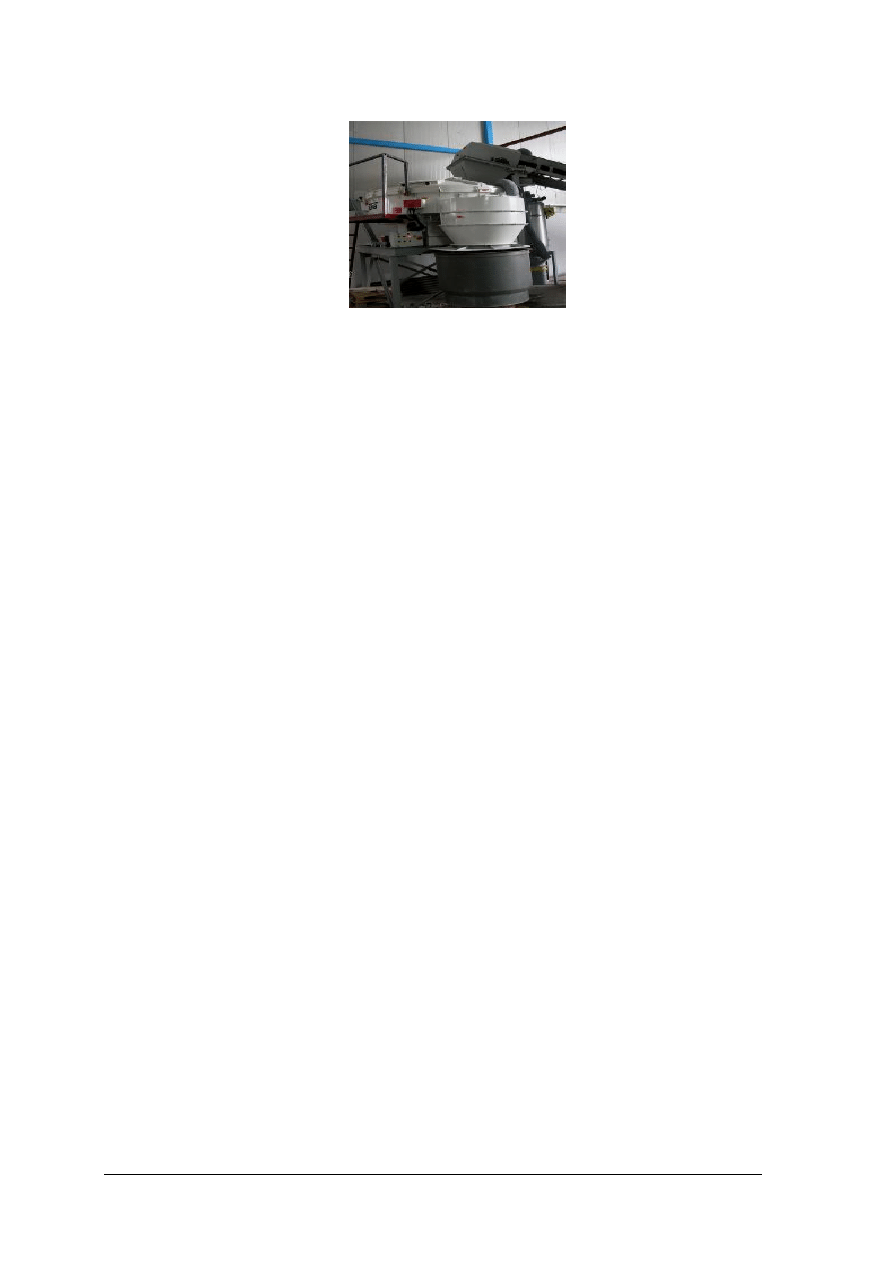
W zestawiarniach, w których przesyłanie surowców odbywa się sposobem
pneumatycznym do mieszania zestawu stosuje się mieszarki pneumatyczne, w których
mieszanie surowców odbywa się za pomocą sprężonego powietrza. Umożliwiają one
w sposób szybki i bez rozkurzu surowców otrzymanie zestawu o bardzo dobrych parametrach
jednorodności zestawu.
Rys. 24. Mieszarka pneumatyczna [9]
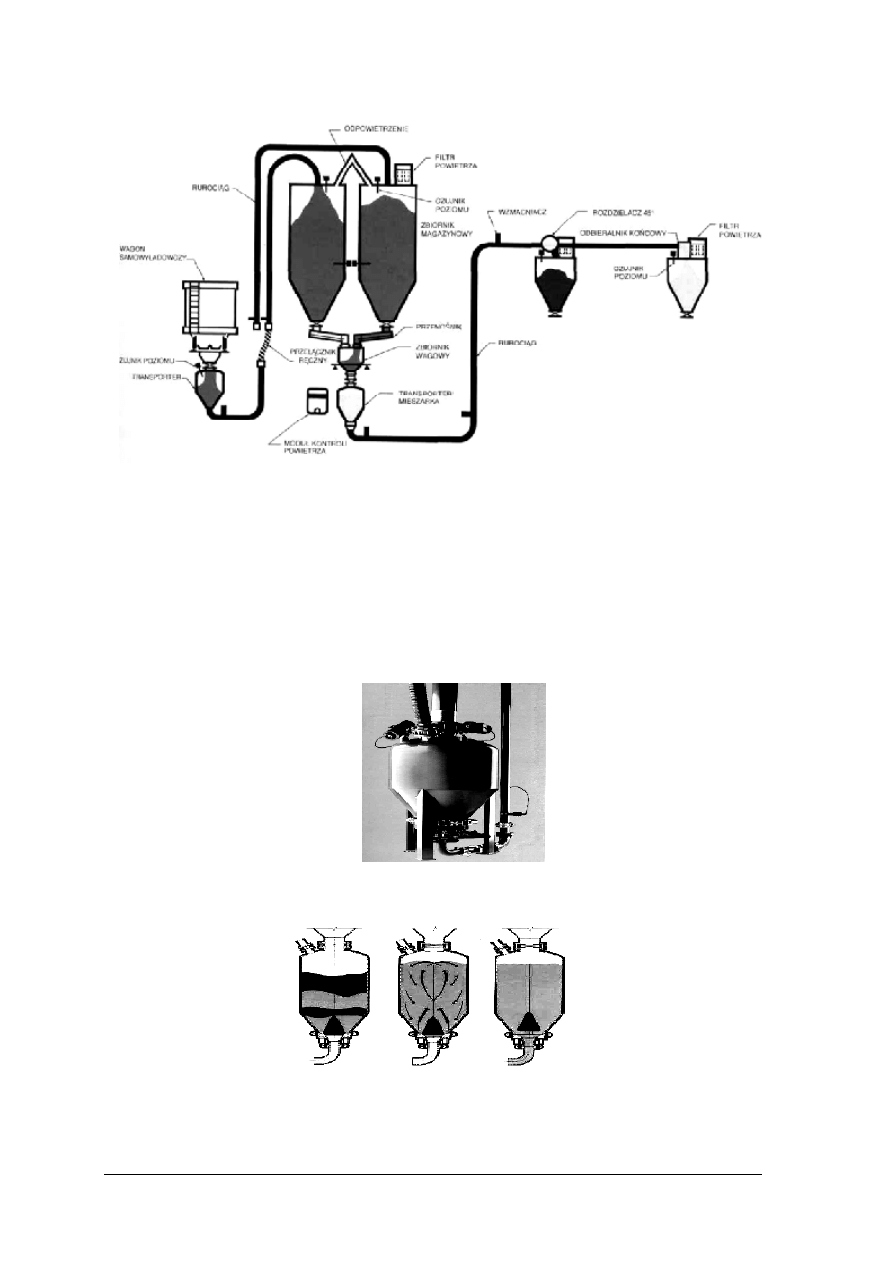
a)
b)
c)
Rys. 25. Kolejne
etapy
mieszania
surowców
w
mieszarce
pneumatycznej:
a) układ warstwowy surowców po dostarczeniu do mieszarki, b) mieszanie za pomocą
sprężonego powietrza, c) jednorodny zestaw po procesie mieszania [9]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Zasady technologiczne sporządzania zestawu
Poprzednio opisano rodzaje zestawiarni, w których stosuje się odmienną organizację
pracy, uwarunkowaną głównie rozmieszczeniem i rodzajem składów surowców oraz
rodzajem urządzeń (stopniem mechanizacji i automatyzacji pracy). Oprócz opisanych
zestawiarni typowych stosuje się w hutach szkła zestawiarnie pośrednich rodzajów.
Niezależnie jednak od rodzaju zestawiarni zasady technologiczne sporządzania zestawu są
jednakowe, gdyż ich wspólnym celem jest sporządzenie z surowców i dostarczenie działowi
topienia masy szklanej takiego zestawu, który po stopieniu utworzy szkło o żądanym składzie
chemicznym.
Aby wykonać to zadanie jak najlepiej, trzeba przestrzegać skrupulatnie następujących
zasad technologicznych:
−
używać do zestawów właściwych surowców, o normowanej i kontrolowanej stale
i wnikliwie jakości (skład chemiczny, zanieczyszczenia, uziarnienie),
−
odważać dokładnie surowce do zestawu według recepty, korygując ją wnikliwie w razie
zmian składu chemicznego poszczególnych surowców,
−
mieszać surowce możliwie najlepiej, aby utworzyły zestaw jednorodny, czyli o stałym
w całej objętości składzie chemicznym,
−
utrzymać jednorodność zestawu i jego czystość aż do chwili dostarczenia go do pieców.
Podczas sporządzania zestawu występują najczęściej następujące trudności, wywierające
wpływ na wyniki pracy zestawiarni:
−
zmiany składu chemicznego surowców – najczęściej zmiany ich wilgotności, co pomimo
najskrupulatniejszego ważenia surowców powoduje, że skład chemiczny szkła
stopionego ze sporządzonego zestawu bywa nieco inny od zamierzonego,
−
trudność należytego zmieszania sypkich surowców wskutek nieodpowiedniej ich
wilgotności lub niedobrania uziarnienia surowców do ich gęstości,
−
łatwość rozdzielania się (odmieszania) zmieszanych surowców pod wpływem wstrząsów
i drgań,
−
łatwość rozkurzu surowców z powodu ich drobnego uziemienia, lekkości i suchości,
co stwarza nieodpowiednie pod względem higieny warunki pracy oraz powoduje
wadliwe działanie urządzeń, a przede wszystkim wag,
−
nadmierne wydłużanie się drogi przewożenia surowców w zestawiarni wobec
zwiększającej się wagowo produkcji zakładu lub zwiększania liczby surowców
używanych do zestawu,
−
zbyt długi czas ważenia surowców – czynność ta wymaga dużej uwagi i dokładności,
zwłaszcza że istnieje tu łatwość w popełnianiu pomyłek, odbijających się następnie
ujemnie na jakości zestawu i stopionej z niego masy szklanej.
Wiele
tych
czynników
zostało
wyeliminowanych
w
najnowocześniejszych
zestawiarniach surowców w których zstosowano przesył pneumatyczny surowców i zestawu
szklarskiego. Zestawiarnie takie wymagają jednak bardzo duzych nakładów finansowych.
Pracownicy obsługujcy zestawiarnie surowców powinni być wyposażeni w środki
ochrony osobistej. Podstawowymi środkami stosowanymi w zestawiarni surowców jest
odzież ochronna, rękawice ochronne, okulary ochronne szczelnie przylegajace do twarzy
i sprzęt oczyszcajacy powietrze (półmaska). Podczas pracy urządzeń zestawiarni pracownicy
powinni być wyposażeni w środki ochrony słuchu – nauszniki, stopery.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojęcie zestawiarni surowców szklarskich?
2. Jakie są kryteria podziału zestawiarni surowców szklarskich?
3. Jakie są sposoby składowania surowców szklarskich w zestawiarniach surowców?
4. Jakie są kolejne etapy sporządzania zestawu szklarskiego?
5. Jakie są sposoby pobierania surowców do ważenia?
6. Jakie urządzenia stosuje się do pobierania surowców do ważenia?
7. Jakie są sposoby ważenia surowców?
8. Jakich zasad należy przestrzegać podczas ważenia surowców?
9. Jaka powinna być kolejność ręcznego naważania surowców do zestawu szklarskiego?
10. Jakie urządzenia stosuje się do ważenia surowców szklrskich?
11. Jakie są sposoby transportu surowców do mieszarki?
12. Jakie urządzenia stosuje się do mieszania surowców szklarskich?
13. Jakie są sposoby transportu zestawu szklarskiego do pieca?
14. Jakie urządzenia stosuje się do transportu zestawu szklarskiego do pieca?
15. Jaki sposób transportu zestawu do pieca powoduje najmniejszy rozkurz zestawu
szklarskiego?
16. Jak można wyjaśnić pojecie odmieszania zestawu szklarskiego?
17. Jakie czynniki powodują odmieszanie zestawu szklarskiego?
18. Jaka jest kolejność czynności podczas sporządzania zestawu szklarskiego na całkowicie
zautomatyzowanych liniach naważania surowców do zestawu?
19. Z jakich elementów składa się linia do przygotowywania zestawu w zestawiarni
surowców z pneumatycznym przesyłem surowców i zestawu szklarskiego?
20. Jakie są zalety zestawiarni z pneumatycznym przesyłem surowców i zestawu
szklarskiego?
21. Jakich zasad technologicznych należy przestrzegać podczas sporządzania zestawu
szklarskiego?
22. Jakie trudności występują podczas sporządzania zestawu szklarskiego?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przedstaw za pomocą schematu blokowego wpisz kolejne etapy sporządzania zestawu
szklarskiego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych etapy sporządzania zestawu szklarskiego,
2) dokonać analizy poszczególnych etapów sporządzania zestawu szklarskiego,
3) wpisać w poszczególnych blokach schematu kolejne etapy sporządzania zestawu
szklarskiego.
Wyposażenie stanowiska pracy:
−
papier formatu A4 ze schematem blokowym, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Zaplanuj kolejność zbierania surowców podczas ręcznego sporządzania zestawu
szklarskiego: soda, potaż, piasek, saletra potasowa, dolomit, odbarwiacz.
Kolejność naważania
Surowiec szklarski
1
2
3
4
5
6
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące zbierania surowców podczas
ręcznego sporządzania zestawu szklarskiego,
2) dokonać analizy treści,
3) zaplanować kolejność zbierania poszczególnych surowców szklarskich.
Wyposażenie stanowiska pracy:
−
papier formatu A4, z tabelą ,flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Spośród poniższych rysunków dobierz urządzenie do uzupełniania surowców
w podajnikach nadwagowych.
A.
B.
C.
D.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące sposobu pracy zestawiarni
zautomatyzowanej,
2) dokonać
analizy
poszczególnych
urządzeń,
stosowanych
w
zestawiarniach
zautomatyzowanych,
3) rozpoznać urządzenia na rysunkach,
4) dobrać urządzenie do uzupełniania surowców w podajnikach nadwwagowych.
Wyposażenie stanowiska pracy:
−
papier formatu A4 z rysunkami, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Dokonaj ręcznego naważania surowców szklarskich do zestawu szklarskiego na
podstawie receptury zestawu szklarskiego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych ręczne naważanie surowców do zestawu
szklarskiego,
2) zapoznać się z recepturą zestawu szklarskiego,
3) zapoznać się z instrukcją do wykonania ćwiczenia,
4) przygotować stanowisko do ręcznego naważania zestawu szklarskiego,
5) założyć środki ochrony osobistej,
6) dokonać ręcznego naważania surowców do zestawu.
Wyposażenie stanowiska pracy:
−
receptura na zestaw szklarski,
−
surowce szklarskie zgodne z recepturą zestawu szklarskiego,
−
instrukcja do wykonania ćwiczenia,
−
wagi do naważania surowców,
−
instrukcje obsługi wag do naważania surowców,
−
środki ochrony osobistej: odzież ochronna, rękawice ochronne, maseczka ochronna,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 5
Dokonaj obsługi linii do automatycznego naważania surowców szklarskich do zestawu
szklarskiego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące automatycznego naważania
surowców szklarskich,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
2) dokonać analizy kolejnych etapów automatycznego naważania surowców do zestawu
szklarskiego,
3) zapoznać się z instrukcją obsługi linii do automatycznego naważania surowców
szklarskich do zestawu szklarskiego,
4) założyć środki ochrony osobistej,
5) dokonać obsługi linii do automatycznego naważania surowców szklarskich do zestawu.
Wyposażenie stanowiska pracy:
−
linia do automatycznego naważania surowców do zestawu szklarskiego,
−
instrukcja obsługi linii do automatycznego naważania surowców do zestawu
szklarskiego,
−
środki ochrony osobistej: odzież ochronna, rękawice ochronne, maseczka ochronna,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 6
Wykonaj operacje mieszania zestawu szklarskiego za pomocą mieszarki talerzowo-
grabkowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące mieszania zestawu szklarskiego
za pomocą mieszarki talerzowo-grabkowej,
2) zapoznać się z budową mieszarki talerzowo-grabkowej,
3) zapoznać się z instrukcją do wykonania ćwiczenia,
4) zapoznać się z instrukcją obsługi mieszarki talerzowo-grabkowej,
5) założyć środki ochrony osobistej,
6) wykonać operację mieszania zestawu szklarskiego.
Wyposażenie stanowiska pracy:
−
zestaw szklarski,
−
mieszarka talerzowo-grabkowa,
−
instrukcja do wykonania ćwiczenia,
−
instrukcja obsługi mieszarki talerzowo-grabkowej,
−
środki ochrony osobistej: odzież ochronna, rękawice ochronne, maseczka ochronna,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie zestawiarni surowców szklarskich?
2) określić kryteria podziału zestawiarni surowców szklarskich?
3) określić
sposoby
składowania
surowców
szklarskich
w zestawiarniach surowców?
4) określić kolejne etapy sporządzania zestawu szklarskiego?
5) określić sposoby pobierania surowców szklarskich do ważenia?
6) określić jakie urządzenia stosuje się do pobierania surowców do
ważenia?
7) określić sposoby ważenia surowców?
8) określić zasady jakie należy przestrzegać podczas ważenia surowców
szklarskich?
9) określić kolejność ręcznego naważania surowców do zestawu?
10) określić, jakie urządzenia stosuje się do ważenia surowców?
11) określić, sposoby transportu surowców do mieszarki?
12) określić, jakie urządzenia stosuje się do mieszania surowców
szklarskich?
13) określić sposoby transportu zestawu szklarskiego do pieca?
14) określić, jakie urządzenia stosuje się do transportu zestawu do pieca
szklarskiego?
15) określić jaki sposób transportu zestawu do pieca powoduje
najmniejszy rozkurz zestawu szklarskiego?
16) wyjaśnić pojecie odmieszania zestawu szklarskiego?
17) określić czynniki powodujące odmieszanie zestawu szklarskiego?
18) określić czynności podczas sporządzania zestawu szklarskiego na
całkowicie zautomatyzowanych liniach naważania surowców do
zestawu?
19) określić elementy składowe linii do przygotowywania zestawu w
zestawiarni surowców z pneumatycznym przesyłem surowców
i zestawu szklarskiego?
20) określić zalety zestawiarni z pneumatycznym przesyłem surowców
i zestawu szklarskiego?
21) określić zasady technologiczne podczas których należy przestrzegać
sporządzania zestawu szklarskiego?
22) określić trudności występujące podczas sporządzania zestawu
szklarskiego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.3. Szczególne techniki sporządzania zestawu szklarskiego
4.3.1. Materiał nauczania
Poczynając od momentu zmieszania surowców, w zestawie rozpoczynają się procesy
fizyczne i chemiczne mające wpływ na późniejsze topienie oraz jednorodność szkła.
Na skutek różnego uziarnienia i gęstości zmieszanych surowców następuje rozdzielanie ich
ziaren i rozwarstwienie zestawu. Jest to zjawisko niepożądane i konieczne jest stosowanie
różnych technik przeciwdziałającym tym zjawiskom.
Reakcje chemiczne w zestawie zachodzą pomiędzy stykającymi się ziarnami mineralnymi.
Uczestniczą w nich zwłaszcza substancje łatwo rozpuszczalne (sole alkaliów i amonowe),
względnie szczególnie reaktywne (roztwór wodorotlenku sodowego, wodorotlenek wapnia
itp.). Reakcje zapoczątkowane w niskiej temperaturze ułatwiają następnie rozwój reakcji
w wysokiej temperaturze przyspieszając topienie zestawu. Aby reakcje te zachodziły,
konieczny jest jak najściślejszy kontakt między ziarnami. Dąży się więc do zapewnienia
takiego kontaktu, stosując zagęszczenie zestawu m. in. przez grudkowanie (granulowanie) lub
brykietowanie.
Pod wieloma względami korzystne jest podgrzewanie zestawu do temperatury nawet
kilkuset stopni, by niektóre reakcje pomiędzy składnikami zaszły lub zostały poważnie
zaawansowane. Taka wstępna obróbka termiczna (ang. preheating) sprawia min. to, że łatwo
topiące się składniki (związki boru, ołowiu) tworzą połączenia, w których są mniej lotne,
co zmniejsza ich straty. Rozkład węglanów i wydzielenie CO
2
daje zmniejszenie masy
substancji wymagających podgrzania do wysokiej temperatury dla otrzymania szkła,
dając oszczędności w zużytej energii.
Nawilżanie zestawu
Stwierdzono, że jednym z powodów trudności wymieszania, czyli ujednorodnienia
zestawu, a następnie utrzymania tej jednorodności pomimo ewentualnych wstrząsów podczas
transportu zestawu, jest suchość surowców. Suchość surowców jest pożądana podczas ich
ważenia, bo wyłącza ona wpływ wilgotności (o stopniu niewiadomym i zmiennym) na skład
chemiczny surowców. Dlatego surowce staramy się utrzymać w stanie możliwie suchym,
a piasek nawet suszymy, biorąc pod uwagę przeważającą jego ilość w zestawie i wynikający
stąd duży wpływ na skład chemiczny zestawu.
Suche ziarna surowców ślizgają się nawzajem po swych powierzchniach,
nie przyczepiają się do siebie i dlatego łatwo zmieniają położenie względem siebie.
Siły ciążenia działają proporcjonalnie do ciężaru ziaren, a zbyt mała siła tarcia pomiędzy
ziarnami, ułatwia siłom ciążenia rozwarstwienie (segregację) zestawu i ułożenie jego
składników warstwami, według ciężaru i wielkości ziaren. Przeciwdziałanie temu zjawisku
polega na używaniu wilgotnych surowców, zwłaszcza piasku. Do wilgotnych ziaren piasku
łatwiej przyczepiają się ziarna pozostałych surowców – głównie topników. Jeżeli wilgotność
piasku jest niepożądana podczas ważenia (ze względu na trudności ustalenia w warunkach
przemysłowych stopnia wilgotności i jej zmian) suchy piasek po zważeniu należy zwilżyć
w określonym stopniu. Stopień wilgotności powinien być duży, gdyż to zapewnia
zwiększenie przyczepności ziaren piasku do ziaren innych surowców, ale ponieważ
odparowanie wody z zestawu podczas topienia powoduje większe zużycie ciepła (paliwa),
szuka się optymalnego stopnia nawilżenia.
Za taki stopień można uznać stan, gdy woda znajduje się w postaci otoczek na wszystkich
ziarnach piasku, nie ma jej natomiast w przestrzeniach pomiędzy ziarnami. Tak nawilżony
piasek nazywamy wilgotnym (w przeciwstawieniu do mokrego oraz suchego). Aby uzyskać
piasek wilgotny dodaje się wody w ilości 3
–4% masy piasku.
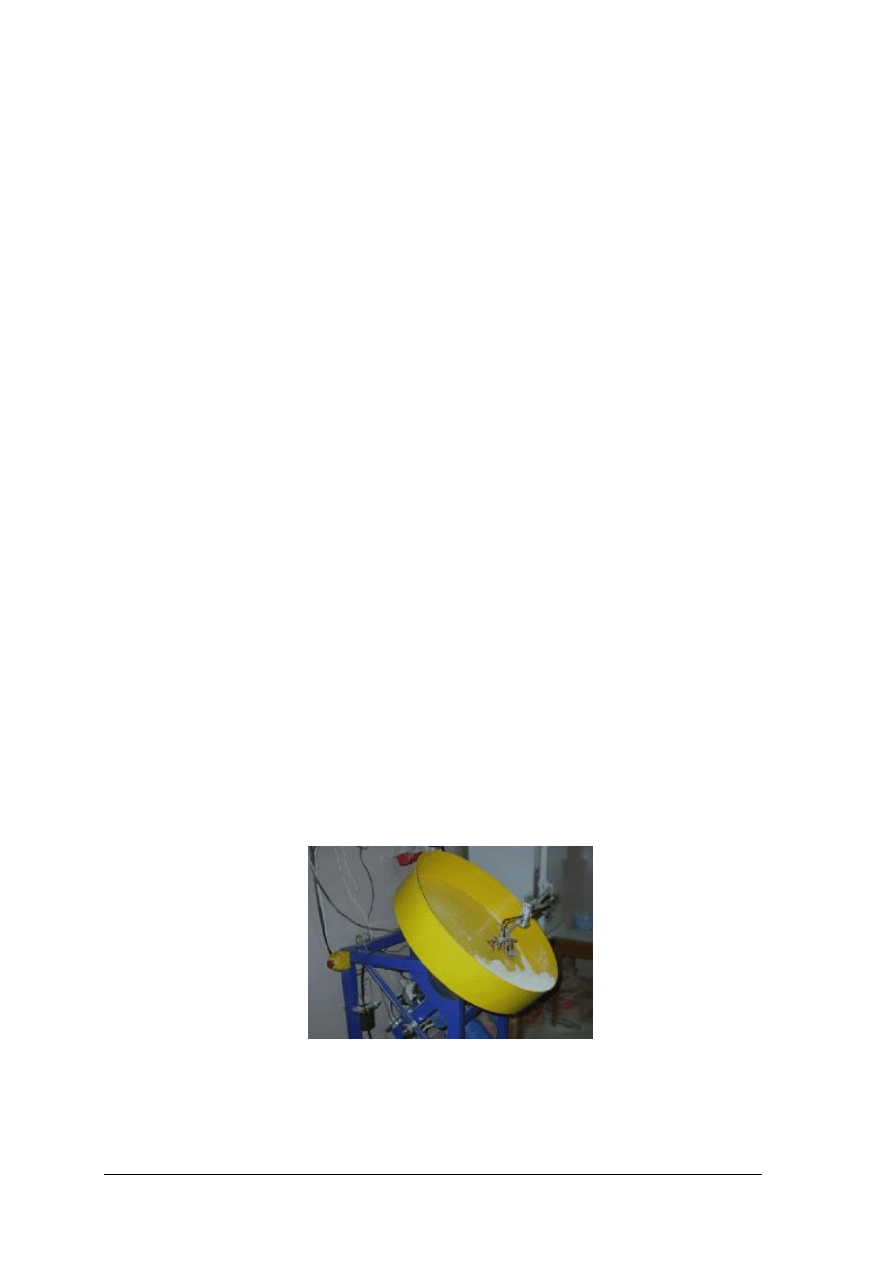
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Dodawana woda powinna możliwie szybko znaleźć się na otoczkach wszystkich ziaren
piasku. W tym celu najlepiej jest stosować następujące postępowanie: do mieszarki wsypuje
się odważoną do zestawu porcję piasku i miesza się ją, rozpylając jednocześnie określoną
ilość wody w czynnej mieszarce za pomocą sprzężonego powietrza. Następnie do
równomiernie zwilżonego w ten sposób piasku wsypuje się resztę składników zestawu
i miesza ponownie wraz z wilgotnym piaskiem.
Do wody rozpylanej na piasek próbuje się także dodawać środków zwiększających
przyczepność jego ziaren do innych składników zestawu. Efektywnie zapobiega
rozwarstwianiu się zestawu nawilżanie 50% roztworem wodorotlenku sodowego.
Nie występuje wówczas uwadnianie się sody. Dla ułatwiania procesu zwilżania stosuje się
również zamiast wody roztwory wodne 0,5% detergentów. Substancje te, wchodzące m.in.
w skład powszechnie stosowanych środków piorących, obniżają napięcia powierzchniowe na
granicy roztwór-ziarna surowców ułatwiając ich zwilżanie. Nawilżone nimi zestawy trudniej
się rozwarstwiają niż w przypadku stosowania samej wody.
Należy jednak podkreślić, że nawilżanie zestawu ma tylko wtedy sens, jeżeli zestaw
szklarski nie ma długich przestojów międzyoperacyjnych tzn. czas przebywania zestawu
przed zasypem do zasobnika przywannowego nie jest zbyt długi.
Granulowanie (grudkowanie) zestawu
Jedną z metod zagęszczania zestawów szklarskich jest ich granulowanie. Proces ten
polega na utworzeniu z materiałów sypkich lub ich mieszaniny aglomeratów o kształcie
kulistym lub zbliżonym do kulistego, przy użyciu środków wiążących i odpowiednich
urządzeń.
Granulowanie zestawów szklarskich zwane również peletyzacją, kompaktacją lub
aglomerowaniem. Rezultatem granulowania jest przyspieszenie procesu topienia, polepszenie
jednorodności zestawu, a tym samym masy szklanej, zlikwidowanie pylistości zestawu,
przedłużenie żywotności agregatów topliwych oraz poprawa warunków bhp. Obecnie wiele
krajów stosuje obróbkę niektórych rodzajów zestawów szklarskich na skalę przemysłową
(Szwecja, Holandia). Kraje te z powodzeniem stosują zestawiarnie centralne,
w których przygotowuje się zestaw dla wielu hut szkła.
Pomimo toczącej się od lat dyskusji nad celowością i ekonomiką stosowania granulowania
wydaje się, że jest ono szczególnie przydatne w przypadkach zestawów, w skład których
wchodzą surowce toksyczne oraz o bardzo drobnym uziarnieniu.
Do granulowania zestawów produkowanych w stosunkowo niewielkiej ilości z reguły
stosuje się granulatory talerzowe o średnicy talerza 1.5
÷2.2 m, zaś produkowanych masowo
granulatory bębnowe.
Rys. 26. Granulator talerzowy [ 6 ]
Granulowanie na talerzu jest łatwiejsze niż w bębnie, głównie z powodu możliwości
szybszej ingerencji w proces powstawania i narastania granul poprzez zmianę ilości środka
wiążącego, szybkości obrotów talerza i kąta nachylenia, dzięki możliwości bezpośredniej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
obserwacji. Zaletą granulowania na talerzu jest także otrzymywanie granul o prawie
jednakowej wielkości; ich udział wynosi 70
÷80% przy prawidłowo prowadzonym procesie.
Na wielkość granul ma wpływ wiele czynników, takich jak: wysokość burty talerza, jego
średnica, szybkość obrotu i kąt nachylenia, stopień rozdrobnienia surowców ich reaktywność
z lepiszczem i stopień jego rozpylenia, istotną zaś wadą granulowania jest trudniejsza
hermetyzacja urządzenia, a co za tym idzie konieczność stosowania bardziej
skomplikowanych urządzeń odpylających.
Granulowanie za pomocą urządzenia bębnowego nadaje się szczególnie do produkcji
większych ilości granulatu, jest trudniejsze do sterowania, dając produkt o dużym rozrzucie
wielkości i nieregularnym kształcie, zmuszając zasadniczo do odsiewania nad- i podziarna.
Do zalet tej metody można zaliczyć możliwość stosowania mniej skomplikowanych urządzeń
odpylających, a ponadto możliwość połączenia procesu produkcji granulatu i jego suszenia
ciepłem odpadowym w jednym urządzeniu.
Niezależnie jednak od urządzenia, w którym prowadzi się proces granulacji, mechanizm
tworzenia się granul pozostaje ten sam. W pierwszym stadium zarodków, powstających
poprzez scalenie się rozdrobnionych kropelek wody zawierających ciała stałe, przy ich
równoczesnym zbliżaniu się do siebie wskutek ruchu obrotowego talerza. Przy dodawaniu
materiału stałego i wody tworzą się większe aglomeraty ciał stałych, tj. zarodki otoczone
wodą, przybierają wskutek rotacji kształt kulisty.
Zaletą granulowania jest to, że przygotowany w ten sposób zestaw może być
transportowany na duże odległości a czas postoju międzyoperacyjnego zestawu może być
długi.
Brykietowanie zestawu
Brykietowanie polega na przekształceniu sypkiego zestawu w większe lub mniejsze
bryłki dla zabezpieczenia jego jednorodności oraz wyeliminowania rozkurzu, uciążliwego dla
otoczenia, a także źle wpływającego na pracę cieplną pieców topliwnych i trwałość ich
elementów.
Urządzenia do brykietowania zwane brykietownicami są to wytłaczarki (prasy)
hydrauliczne, które pod ciśnieniem wytłaczają w formach zestaw uprzednio zwilżony, do
którego dodano nieco środków wiążących, jak np. szkła wodnego (krzemianu sodowego),
gipsu, wapna itp.
W wyniku brykietowania uzyskuje się dość duże bryłki zestawu podobne do cegieł.
Zaletą brykietowania jest to, ze nie jest konieczne drobne uziarnienie zestawu. Ze względu
jednak na trudność przenikania ciepła do brykietowanego zestawu podczas jego topienia oraz
dość duży koszt brykietowania nie można tego sposobu uznać za racjonalny.
Kontrola jakości zestawu szklarskiego
Kontrola zestawu polega na sprawdzeniu zgodności jego składu chemicznego z recepturą
oraz kontroli jednorodności. Podstawowym warunkiem uzyskania tych parametrów jest
doskonałe wymieszanie zestawu szklarskiego.
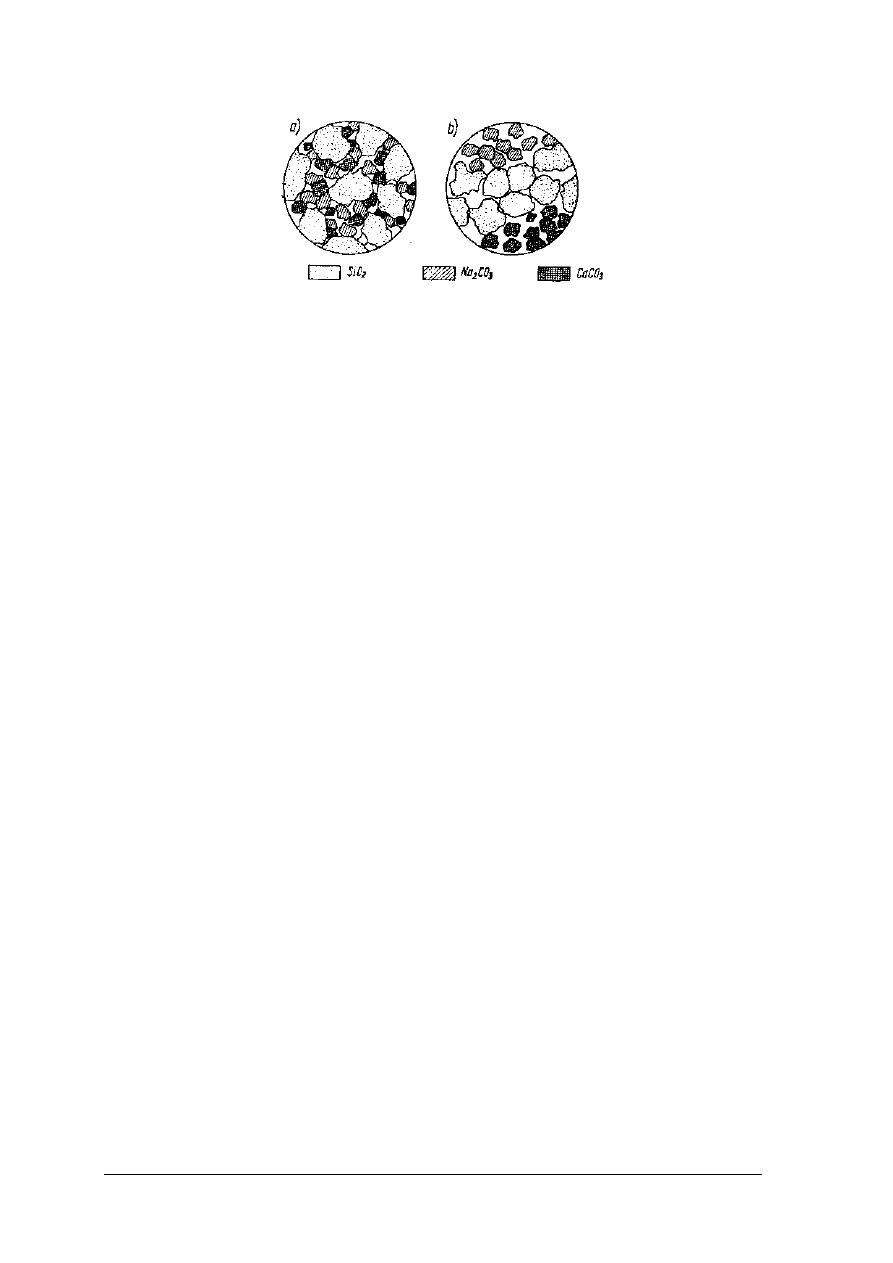
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 27. Skuteczność zmieszania zestawu: a) zmieszanie doskonałe, b) zmieszanie złe [2, s. 240]
Pomimo jak największej dokładności pracy przy sporządzaniu zestawu oraz stosowania
jak najlepszych urządzeń z przyrządami kontrolnymi, zawsze istnieje możliwość pomyłek lub
niedokładności, które odbijają się dotkliwie na wynikach produkcji. Z tego względu jest
konieczne stałe lub przynajmniej okresowe kontrolowanie jakości sporządzanego zestawu.
Kontrola jakości zestawu może mieć na celu sprawdzenie dwóch cech zestawu:
−
stałości jego składu chemicznego,
−
jego jednorodności.
Próbki do takich badań pobiera się zgłębnikiem z różnych miejsc, ściśle według
instrukcji pobierania próbek tak, aby były one całkowicie reprezentatywne.
Skład chemiczny oznacza się szybkimi metodami tak, aby można było jak najwcześniej
dokonać korekty składu zestawu w przypadku wykrycia odstępstw od jego receptury.
Korzysta się przede wszystkim z nowoczesnych metod analizy chemicznej, jak np.
absorpcyjna spektroskopia atomowa. W hutach o zautomatyzowanej produkcji stosowana jest
fluorescencja rentgenowska.
Miarą jednorodności zestawu są wahania w zawartości niektórych jego składników
w próbkach pobranych z różnych warstw. Oznacza się najczęściej zmienność zawartości sody
względnie potażu lub innych składników rozpuszczalnych w wodzie (sulfat, boraks).
W jednorodnym zestawie różnice w zawartości sody nie powinny przekraczać ± 0,5%.
Można również oznaczać różnice w zawartości części rozpuszczalnych w kwasie solnym
(wapień, dolomit) oraz ilość nierozpuszczalnej w nim pozostałości (piasek, skaleń).
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojęcie nawilżania zestawu szklarskiego?
2. W jakim celu nawilża się zestaw szklarski?
3. Na czym polega segregacja zestawu szklarskiego?
4. Jaki jest optymalny stopień nawilżenia zestawu szklarskiego?
5. Jaką ilość wody dodaje się do zestawu szklarskiego w celu uzyskania wilgotnego piasku?
6. Jak można wyjaśnić pojęcie granulowania zestawu szklarskiego?
7. Jakie są zalety granulowania zestawu szklarskiego?
8. Jakie zjawiska występują podczas granulowania zestawu szklarskiego?
9. Jakie są sposoby granulowania zestawu szklarskiego?
10. Jakie urządzenia stosuje się do granulowania zestawu szklarskiego?
11. Jak można wyjaśnić zjawisko brykietowania zestawu szklarskiego?
12. Jaka jest różnica pomiędzy brykietowaniem a granulowaniem zestawu szklarskiego?
13. Jakie parametry zestawu szklarskiego podlegają kontroli?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.3.3. Ćwiczenia
Ćwiczenie 1
Przyporządkuj charakterystyczne cechy szczególnych technik sporządzania zestawu
szklarskiego stawiając znak (+) w kolumnie odpowiedniej techniki.
Cechy technik sporządzenia zestawu
Nawilżanie
Granulowanie Brykietowanie
Tworzenie się brył
Tworzenie się aglomeratów
Brak rozwarstwienia zestawu
Otoczki wodne na ziarnach
Oddziaływanie środka wiążącego
Rozpylanie wody
Działanie sił ściskających
Brak rozpylenia zestawu
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych charakterystykę szczególnych technik
sporządzania zestawu szklarskiego,
2) dokonać analizy szczególnych technik sporządzania zestawu szklarskiego.
3) przyporządkować charakterystyczne cechy technik sporządzania zestawu szklarskiego do
odpowiedniej techniki.
Wyposażenie stanowiska pracy:
−
papier formatu A4 z tabelą, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wykonaj operację zabezpieczenia zestawu szklarskiego przed pyleniem poprzez
nawilżanie zestawu szklarskiego w mieszarce talerzowo-grabkowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych treści dotyczące nawilżania zestawu
szklarskiego,
2) zapoznać się budową mieszarki talerzowo-grabkowej oraz urządzenia do nawilżania
zestawu,
3) zapoznać się z instrukcją do wykonania ćwiczenia,
4) zapoznać się z instrukcją obsługi mieszarki talerzowo-grabkowej oraz urządzenia do
nawilżania zestawu szklarskiego,
5) założyć środki ochrony osobistej,
6) przygotować stanowisko pracy,
7) wykonać operację zabezpieczenia zestawu szklarskiego przed pyleniem poprzez
nawilżanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Wyposażenie stanowiska pracy:
−
zestaw szklarski,
−
mieszarka talerzowo-grabkowa z urządzeniem do nawilżania zestawu szklarskiego,
−
instrukcja wykonania do ćwiczenia,
−
instrukcja obsługi mieszarki talerzowo-grabkowej i urządzenia do nawilżania zestawu
szklarskiego,
−
środki ochrony osobistej: odzież ochronna, rękawice ochronne, maseczka ochronna,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie nawilżania zestawu szklarskiego?
2) określić cel nawilżania zestawu szklarskiego?
3) wyjaśnić pojęcie segregacji zestawu szklarskiego?
4) określić optymalny stopień nawilżenia zestawu szklarskiego?
5) określić ilość wody dodawanej do zestawu szklarskiego w celu
uzyskania wilgotnego piasku?
6) wyjaśnić pojęcie granulowania zestawu szklarskiego?
7) określić zjawiska występują podczas granulowania zestawu
szklarskiego?
8) określić zalety granulowania zestawu szklarskiego?
9) określić sposoby granulowania zestawu szklarskiego?
10) określić jakie urządzenia stosuje się do granulowania zestawu
szklarskiego?
11) wyjaśnić zjawisko brykietowania zestawu szklarskiego?
12) wyjaśnić różnice pomiędzy brykietowaniem a granulowaniem
zestawu szklarskiego?
13) określić parametry zestawu szklarskiego które podlegają kontroli?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania wymagają stosunkowo prostych obliczeń, które powinieneś wykonać przed
wskazaniem poprawnego wyniku.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 60 minut.
Powodzenia!
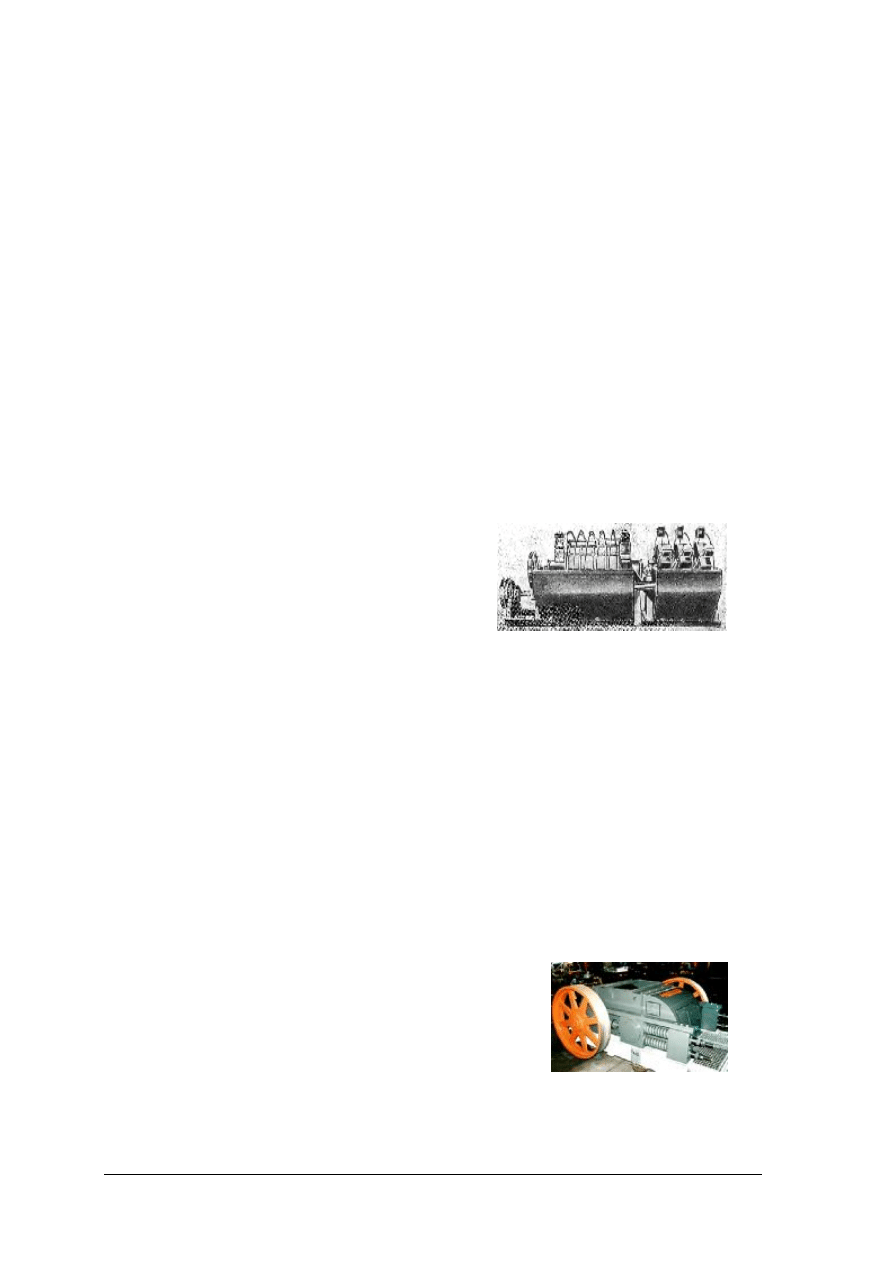
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
ZESTAW ZADAŃ TESTOWYCH
1. Każdy surowiec przeznaczony do sporządzania zestawu szklarskiego powinien być
a) zapakowany.
b) zgodny z ustaleniami.
c) przebadany w laboratorium.
d) poddany dodatkowemu przygotowaniu.
2. Czynność mająca na celu usunięcie zbyt dużych cząstek surowca szklarskiego nazywana
jest
a) rozwarstwieniem.
b) brykietowaniem.
c) granulowaniem.
d) przesiewaniem.
3. Podczas płukania piasku szklarskiego wykorzystywane jest zjawisko
a) rozpuszczania.
b) grupowania.
c) odsączania.
d) dekantacji.
4. Przestawione na rysunku urządzenie to
a) sito wibracyjne.
b) płuczka piasku.
c) gniotownik.
d) kruszarka.
5. Proces uzdatniania piasku polegający na doprowadzeniu związków żelaza w związki
lotne w temperaturze prażenia piasku nazywany jest
a) magnetycznym.
b) chemicznym.
c) termicznym.
d) flotacyjnym.
6. Mokrego piasku szklarskiego nie stosuje się do sporządzania zestawu szklarskiego ze
względu na
a) zjawisko rozwarstwienia.
b) duży ciężar nasypowy.
c) skraplanie się wody.
d) możliwość zbryleń.
7. Przedstawione na rysunku obok urządzenie to
a) kruszarka szczękowa.
b) młyn walcowy.
c) mieszarka betoniarka.
d) suszarka piasku.
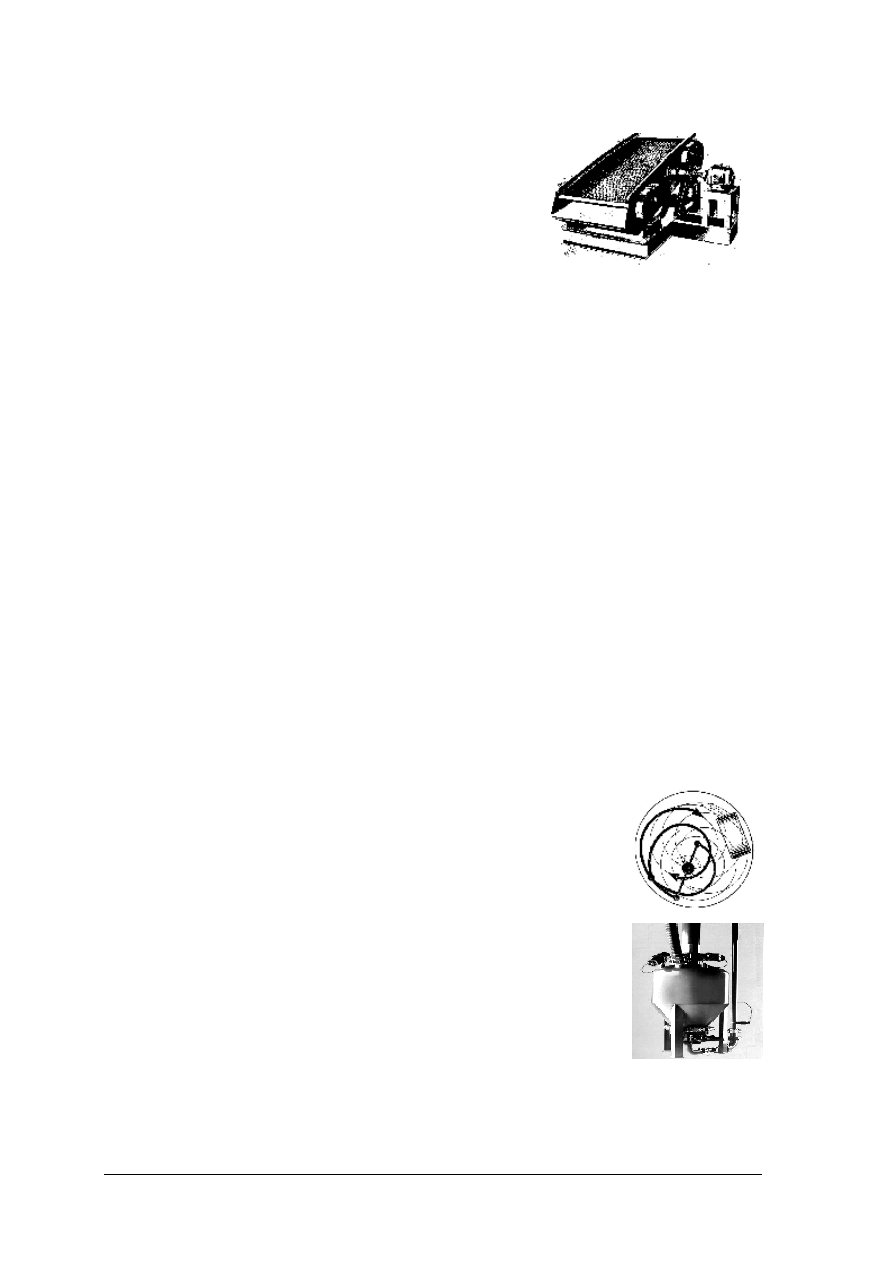
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
8. Przedstawione na rysunku obok urządzenie wykorzystuje się do
a) przesiewania surowców.
b) mielenia surowców.
c) transportu zestawu.
d) mieszania zestawu.
9. Magazyny surowców, w których stosuje się zasobniki dennozsypowe nazywane są
a) pomocniczymi.
b) przejściowymi.
c) nadziemnymi.
d) okresowymi.
10. Urządzenie, którego zadaniem jest przesypywanie surowca ze zbiornika przywagowego
do kolejnych etapów sporządzania zestawu to
a) waga.
b) dozator.
c) mieszarka.
d) transporter.
11. Najmniejsza możliwość pomyłek podczas naważania surowców występuje, gdy
a) wszystkie surowce odważane są na jednej wadze.
b) kolejność nawżania surowców jest ściśle określona.
c) pomiędzy odważaniem występują duże przerwy czasowe.
d) poszczególne surowce odważane są na oddzielnych wagach.
12. W ostatniej kolejności do zestawu szklarskiego odważa się
a) odbarwiacze.
b) wapienie.
c) węglany.
d) piasek.
13. Na rysunku obok przedstawiono schemat
a) mielenia surowców w gniotowniku.
b) przesiewania surowców w przesiewaczu.
c) ruchu cząstek zestawu podczas granulowania.
d) mieszania zestawu w mieszarce talerzowo-grabkowej.
14. Na rysunku obok przedstawiono
a) suszarkę do piasku.
b) mieszarkę zestawu.
c) płuczkę do stłuczki.
d) kruszarkę szczękową.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
15. Pneumatyczne przenoszenie wysokiej koncentracji wykorzystuje do przesyłu surowców
i zestawu szklarskiego
a) rurociągi.
b) taśmociągi.
c) wózki szynowe.
d) pojemniki dzwonowe.
16. Operacji nawilżania zestawu nie stosuje się podczas transportu zestawu do pieca
sposobem
a) taśmowym.
b) wózkowym.
c) kubełkowym.
d) pneumatycznym.
17. Zjawisko, które może wystąpić podczas transportu zestawu do pieca to
a) spiekanie.
b) dekantacja.
c) rozwarstwienie.
d) aglomerowanie.
18. Nawilżanie zestawu szklarskiego stosuje się w celu
a) przeciwdziałania rozwarstwieniu zestawu.
b) zestudzaniu zestawu po operacji mieszania.
c) ułatwienia przesypywania zestawu do pojemników.
d) wydłużenia czasu postoju międzyoperacyjnego zestawu.
19. Proces granulowania zestawu umożliwia
a) częste zmiany zestawu surowcowego.
b) skrócenie czasu transportu zestawu do pieca.
c) wyeliminowanie operacji mieszania zestawu.
d) zmniejszenie rozkurzu zestawu podczas transportu.
20. Na rysunku obok przedstawiono
a) płuczkę.
b) granulator.
c) brykietownicę.
d) młyn walcowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
KARTA ODPOWIEDZI
Imię i nazwisko...............................................................................
Sporządzanie zestawów szklarskich
Zakreśl poprawną odpowiedź.
Nr zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
6. LITERATURA
1. Mejer L., Próżniak B., Werszler J.: Urządzenia mechaniczne w przemyśle szklarskim.
Arkady, Warszawa 1966
2. Nowotny W.: Technologia szkła. Cz. 1. WSiP, Warszawa 1975
3. Technologia szkła (praca zbiorowa). Arkady, Warszawa 1977
4. Technologia szkła 1 (praca zbiorowa). Arkady, Warszawa 1987
5. Technologia szkła 2 (praca zbiorowa). Arkady, Warszawa 1987
6. www.zawzremb.pl
7. www.rodmasz.com
8. www.metsominerals.pl
9. www.krusz-serwis.pl
10. www.dynamic-air.pl
Czasopisma:
–
Szkło i Ceramika
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 u
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 u
operator urzadzen przemyslu szklarskiego 813[02] z2 01 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 u
operator urzadzen przemyslu szklarskiego 813[02] z2 02 n
operator urzadzen przemyslu szklarskiego 813[02] z2 01 u
operator urzadzen przemyslu szklarskiego 813[02] z2 04 n
operator urzadzen przemyslu szklarskiego 813[02] z2 04 u
operator urzadzen przemyslu szklarskiego 813[02] z2 06 u
operator urzadzen przemyslu szklarskiego 813[02] z2 06 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 n
operator urzadzen przemyslu szklarskiego 813[02] z2 07 n
operator urzadzen przemyslu szklarskiego 813[02] z2 03 u
operator urzadzen przemyslu szklarskiego 813[02] z2 05 n
operator urzadzen przemyslu szklarskiego 813[02] z2 05 u
operator urzadzen przemyslu szklarskiego 813[02] z2 01 u
operator urzadzen przemyslu szklarskiego 813[02] z2 04 n
więcej podobnych podstron