1
Opracowanie pytań z metrologii
1.) Podać klasyfikację metod pomiarowych.
Metoda pośrednia - metoda pomiarowa polegająca na bezpośrednich pomiarach innych
wielkości i wykorzystaniu istniejącej zależności między mierzoną wielkością a wielkościami
zmierzonymi bezpośrednio. Przykładem takiej metody jest wyznaczanie promienia R łuku na
podstawie wyników pomiaru strzałki s i cięciwy c; promień R oblicza się według wzoru
R=c2/(8s)+s/2
a. Podstawowa
Metoda bezpośrednia - metoda pomiarowa, dzięki której wartość wielkości mierzonej
otrzymuje się bezpośrednio, bez potrzeby wykonywania dodatkowych obliczeń opartych na
zależności funkcyjnej wielkości mierzonej od innych wielkości
a. Bezpośredniego porównania - metoda pomiarowa porównawcza polegająca na
porównaniu całkowitej wartości wielkości mierzonej z wartością znaną tej samej
wielkości, która w postaci wzorca wchodzi bezpośrednio do pomiaru (np. porównanie
mierzonej długości z przymiarem kreskowym).
b. Wychyleniowa - metoda pomiarowa porównawcza polegająca na określeniu
wartości wielkości mierzonej przez wychylenie urządzenia wskazującego; przyrząd
pomiarowy może mieć urządzenie wskazujące analogowe lub cyfrowe. Przykładem
jest tutaj pomiar profilometrem parametru Ra chropowatości powierzchni.
c. Różnicowa - metoda oparta na porównaniu wielkości mierzonej z niewiele różniącą
się od niej znaną wartością tej samej wielkości i pomiarze różnicy tych wartości.
I. Różnicowo wychyleniowa to metoda różnicowa polegająca na pomiarze
małej różnicy między wartością wielkości mierzonej i znaną wartością tej
samej wielkości za pomocą czujnika (np, pomiar średnicy wałka przy użyciu
stosu płytek wzorcowych i czujnika zamocowanego na statywie).
II. Różnicowo koincydencyjna - metoda pomiarowa różnicowa polegająca na
wyznaczeniu, przez obserwację koincydencji (zgodności) pewnych
wskazówek lub sygnałów, małej różnicy między wartością wielkości
mierzonej i porównywanej z nią znanej wartości tej samej wielkości (np,
pomiar średnicy wałka za pomocą suwmiarki z noniuszem).
III. Różnicowa zerowa - metoda różnicowa polegająca na sprowadzeniu do zera
różnicy między wartością wielkości mierzonej a porównywaną z nią znaną
wartością tej samej wielkości. Przykładem takiej metody jest pomiar
rozstawienia szczęk sprawdzianu do wałków przy użyciu stosu płytek
wzorcowych i wałeczków pomiarowych, polegający na doprowadzeniu przez
zmiany wymiaru wałeczka do braku luzu
2
2.) Rodzaje pomiarów i ich schematy blokowe.
Sposoby pomiaru odchyłki prostoliniowości są trudne do klasyfikacji ze względu na wiele
możliwych kryteriów. Ze względu na sposób odbierania informacji pomiarowej (i związaną z tym
ilość informacji) można wyróżnić pomiary ciągłe i dyskretne.
Ciągłe - realizują przyrządy mające możliwość ciągłego przemieszczania czujnika
pomiarowego wzdłuż linii prostej, jak np. przyrządy do pomiaru odchyłek walcowości,
przyrządy do pomiaru odchyłki prostopadłości, a ponadto przyrządy, których głównym
przeznaczeniem są pomiary chropowatości powierzchni, czy też przyrządy do pomiaru
zarysów (konturografy).
Dyskretne - dominują tzw. krokowe, tzn. takie, w których odległości sąsiednich punktów
pomiarowych są stałe. W przypadku stosowania metod krokowych zaleca się przyjmować
krok t-0,lL
3.) Rodzaje błędów pomiaru i ich wpływ na wyniki pomiarów.
Błędy systematyczne – przy wielokrotnym powtarzaniu pomiaru w praktycznie stałych
warunkach pozostają niezmienione, lub zmieniają się według znanego prawa lub w funkcji
przyczyny wymuszającej
s = const,
s = f(z)
s =
s
1
+
s
2
+
s
3
+ …
usuwanie ich poprzez korektę wyniku poprawką c ; X + c ; c = –
s
Błędy przypadkowe – przy wielokrotnym powtarzaniu pomiaru, w praktycznie stałych
warunkach, zmieniają się w sposób nieprzewidziany, zarówno co do wartości bezwzględnej,
jak i co do znaku
p = var
2
3
2
2
2
1
p
p
p
p
Błędy nadmierne ( grube ) – z nieprawidłowo wykonanego pomiaru; błędy których nie
można zaliczyć do systematycznych ze względu na ich niepowtarzalność i do
przypadkowych, ponieważ przekraczają wartość graniczną
Z istoty pomiaru wynika, że poznanie rzeczywistej wartości wielkości mierzonej jest
niemożliwe. Można sformułować twierdzenie, że każdy wynik pomiaru jest obarczony
błędem pomiaru. Błąd pomiaru definiuje się jako niezgodność wyniku pomiaru z wartością
prawdziwą wielkości mierzonej.
4.) Niepewność pomiaru i sposoby jej obliczania.
Niepewność pomiaru jest to przedział wartości rozłożony symetrycznie względem wyniku pomiaru,
w którym (przedziale) z określonym prawdopodobieństwem jest zawarty błąd pomiaru. Wartość
niepewności pomiaru umożliwia wyznaczenie dwóch wartości, między którymi jest zawarta wartość
rzeczywista wielkości mierzonej.
3
NIEPEWNOŚĆ POMIARU
PARAMETR ZWIĄZANY Z WYNIKIEM POMIARU,
CHARAKTERYZUJĄCY ROZRZUT WARTOŚCI, KTÓRE MOŻNA W
UZASADNIONY SPOSÓB PRZYPISAĆ WIELKOŚCI MIERZONEJ.
BŁĄD POMIARU:
x
x
ˆ
;
różnica pomiędzy wynikiem pomiaru a wartością prawdziwą
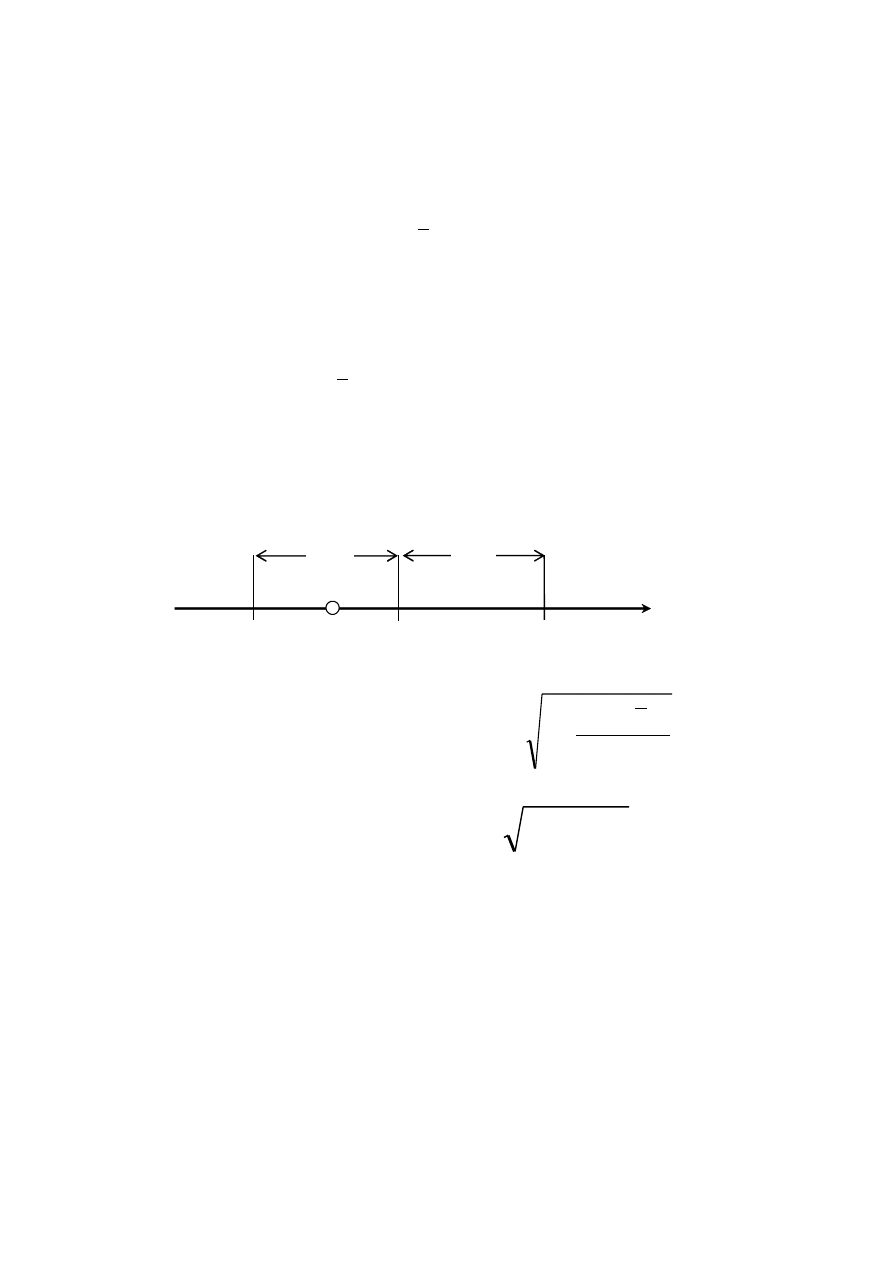
Wiarygodny wynik pomiaru jest reprezentowany przez przedział wyznaczony na
określonym poziomie ufności:
1
ˆ
ˆ
U
x
x
U
x
P
gdzie: 1 –
= P jest poziomem ufności, który określa prawdopodobieństwo P,
że wyznaczony przedział zawiera wartość prawdziwą wielkości mierzonej.
Niepewność standardowa:
n
i
i
n
x
x
u
1
2
1
Złożona niepewność standardowa:
2
2
B
A
c
u
u
u
Niepewność rozszerzona:
x
u
k
x
U
c
gdzie:
k = 1;
U =
;
dla P = 0,6827
k = 2;
U = 2
;
dla P = 0,9545
k = 3;
U = 3
; dla P = 0,9973
…
k = 6;
U = 6
;
dla P = 0,999997 ;
3,4 wad / milion
^
x + U
U
U
x
^
x – U
^
x
–
x
4
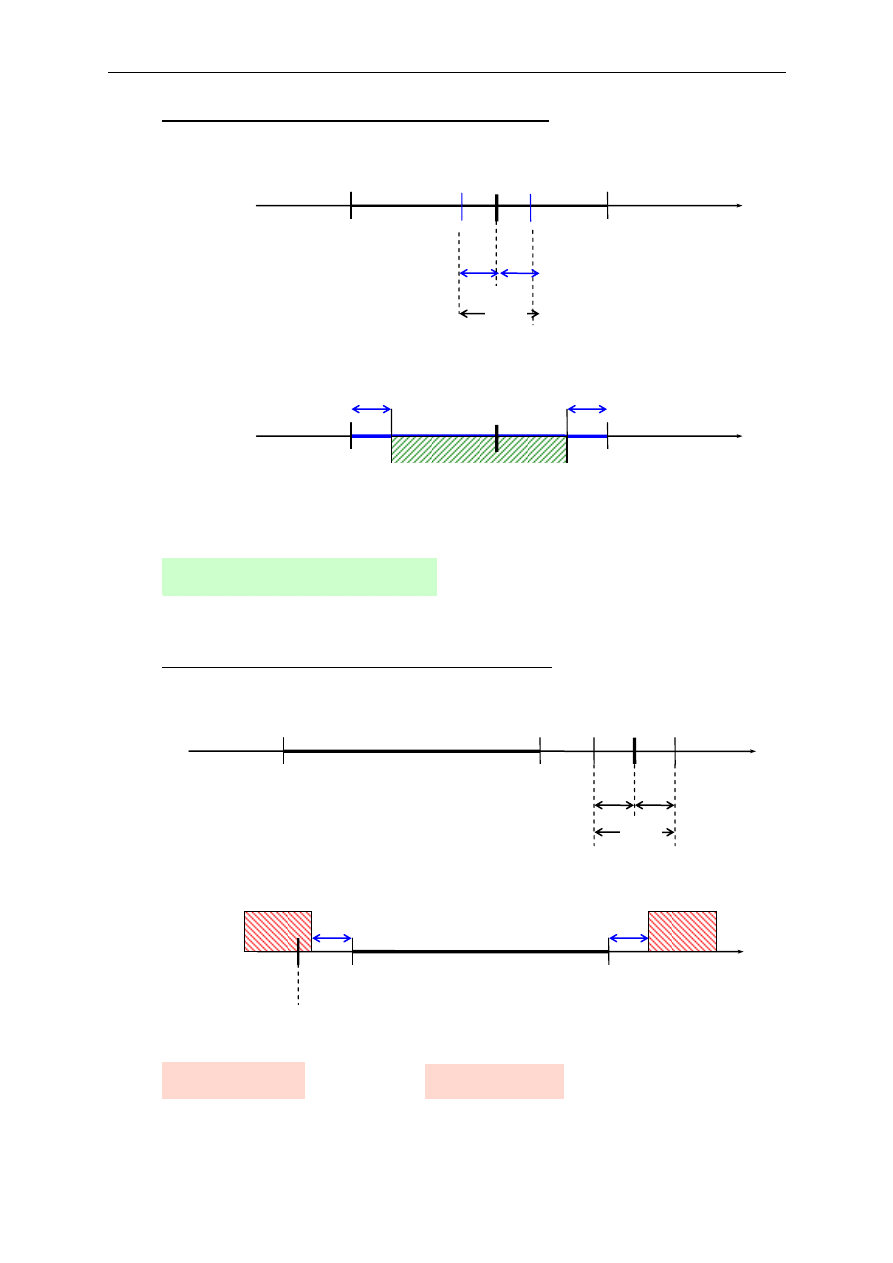
5.) Co jest zgodnością, a co niezgodnością w pomiarach według specyfikacji geometrii wyrobów.
Orzekanie zgodności ze specyfikacją ( dla dostawcy )
LSL
U
y
USL
U
y
U
USL
y
U
LSL
Orzekanie niezgodności ze specyfikacją ( dla klienta )
LSL
U
y
U
y
USL
POLE
NIEZGODNOŚCI
POLE
NIEZGODNOŚCI
y
LSL
(A)
USL
(B)
U
U
POLE SPECYFIKACJI
y
LSL
(A)
USL
(B)
U U
y
’
POLE SPECYFIKACJI
y
LSL
(A)
USL
(B)
U
U
POLE ZGODNOŚCI
y
LSL
(A)
USL
(B)
U U
y
’
5
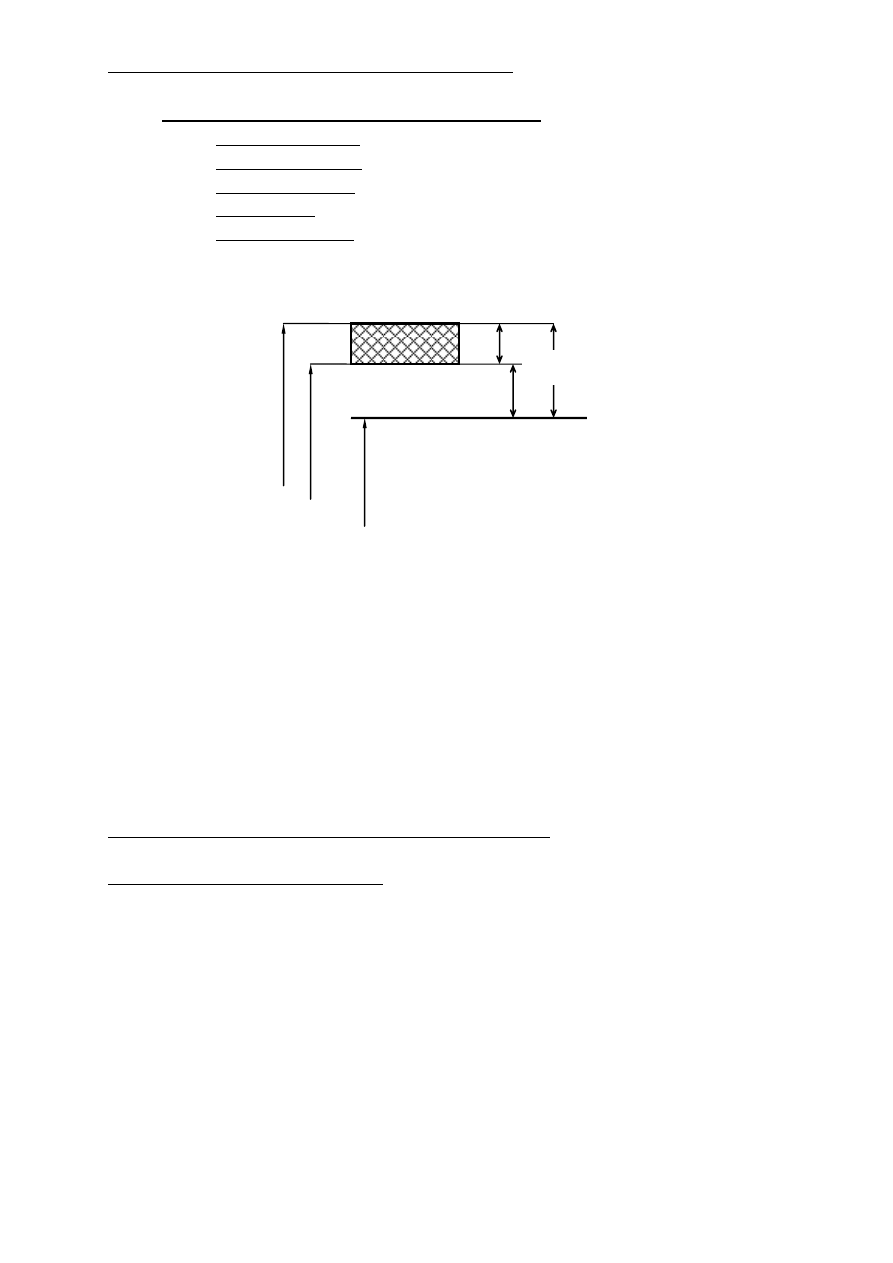
6.) Jakie są sposoby wyrażania tolerancji wymiaru długości.
Jako funkcja wymiaru nominalnego i klasy tolerancji
a. Przedział tolerancji T (pole tolerancji)
b. Wymiar nominalny D
c. Wymiary graniczne: górny B
dolny A
d. Linia zerowa
( 0 – 0 )
e. Odchyłki graniczne: górne ( ES, es)
dolne (EI, ei )
T = B – A
To = ES – EI
Tw = es – ei
ES = Bo – D
EI = Ao – D
es = Bw – D
ei = Aw – D
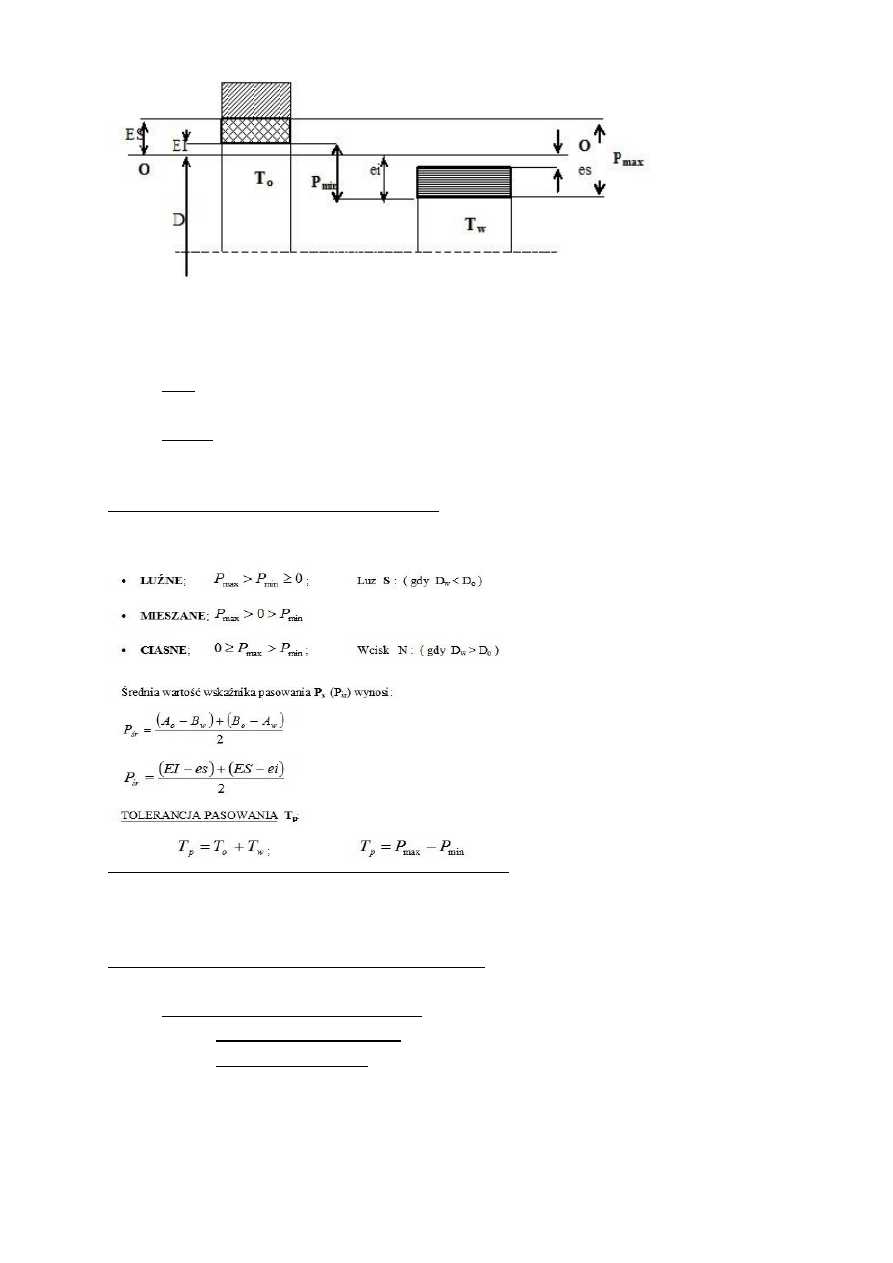
7.) Co to jest wskaźnik pasowania i jak wyraża rodzaje pasowań:
Wskaźnik pasowania P (determinant) jest to różnica wymiarów rzeczywistych otworu i wałka przed
ich połączeniem.
Pmax = Bo – Aw = ES – ei
Pmin = Ao – Bw = EI - es
A
EI (ei)
T
B
D
0
0
EI (ei)
EI (ei)
ES (es)
6
W zależności od wymiarów otworu i wałka wskaźnik pasowania P może być dodatni, ujemny, lub
równy zeru:
Luz – kiedy różnica wymiarów otworu i wałka jest dodatnia; wymiar otworu mniejszy od
wymiaru wałka
Wcisk – kiedy różnica wymiarów otworu i wałka jest ujemna, gdy wymiar otworu jest
mniejszy od wymiaru wałka
8.) Jakie są rodzaje pasowań i jak się je rozróżnia.
W zależności od znaków wartości granicznych wskaźnika P, pasowania dzielimy na:
9.) Podać rodzaje określania tolerancji kątów i stożków.
Tolerancja kąta może być wyrażona:
a. W postaci kąta płaskiego AT
i jednostkach : [rad,
,
].
b. Jako długość odcinka prostej prostopadłej do ramienia kąta AT
h
naprzeciw kąta AT
w odległości równej nominalnej długości L
1
krótszego ramienia kąta lub tworzącej
stożka od wierzchołka i o zbieżnościach C > 1 : 3
7
c. Jako różnica średnic stożka AT
D
wynikająca z kątów granicznych i odniesiona do
długości nominalnej stożka L o zbieżnościach C
1 : 3
Dla powierzchni stożkowych są stosowane dwie metody tolerowania:
a. postać nominalną stożka opisuje się przez podanie następujących wymiarów
nominalnych: średnicy dużej Ą długości L i kąta stożka a/lub zbieżności C
Metoda ta polega na określeniu tolerancji stożka przez podanie położenia pola
tolerancji i wartości tolerancji średnicy stożka To stałej wzdłuż całej długości
b. postać nominalną stożka opisuje się przez podanie następujących wymiarów
nominalnych: średnicy Ds w określonej płaszczyźnie przekroju poprzecznego (wraz z
określeniem tego położenia przez podanie wymiaru L-), długości L i kąta stożka α
10.)
Co to jest zamienność części maszyn i podać jej rodzaje.
Jest to założenie, że poszczególne części maszyn i ich zespoły produkowane seryjnie czy masowo
pasują do siebie dzięki temu, że spełniają określone, kontrolowane pomiarem wymagania
dokładności wymiarowej.
Rodzaje zamienności:
Całkowita (stuprocentowa) – polega na takim tolerowaniu montowanych wymiarów, aby
nawet przy najbardziej niekorzystnym zbiegu wartości odchyłek wykonawczych dane części
maszyn można było złożyć w zespoły bez dodatkowych czynności.
Częściowa (procentowa) - pewnej liczby części, zwykle nieznacznej, nie można prawidłowo
złożyć w zespoły, ponieważ tolerancje wymiarów mających wpływ na montaż zostały
powiększone w stosunku do tolerancji, które by zapewniały zamienność całkowitą.
Warunkowa:
a. Technologiczna - wymaga przeprowadzenia dodatkowej (lub przewidzianej) obróbki
w celu usunięcia niekorzystnego zbiegu odchyłek wymiarów w danym zespole.
b. Konstrukcyjna - wymaga przeprowadzenia dodatkowej (lub przewidzianej) obróbki w
celu usunięcia niekorzystnego zbiegu odchyłek wymiarów w danym zespole.
c. Selekcyjna - wymaga przeprowadzenia dodatkowej (lub przewidzianej) obróbki w
celu usunięcia niekorzystnego zbiegu odchyłek wymiarów w danym zespole.
11.)
Wymienić elementy wyróżniane w specyfikacji geometrii wyrobów uwzględniane w
dokumentacji technicznej.
GRANICA MAKSIMUM MATERIAŁU (maximum material limit) MML
MML jest górną granicą dla wymiarów zewnętrznych i dolną granicą dla wymiarów
wewnętrznych i odpowiada największej objętości przedmiotu. Jeżeli MML jest
przekroczona część może być poprawiona.

8
GRANICA MINIMUM MATERIAŁU (least material limit) LML.
LML opisuje najmniejszą objętość materiału i jest granicą odrzucenia (wybrakowania)
części.
GRANICA WIRTUALNA MAKSIMUM MATERIAŁU – MMVL
Opisuje maksymalny wymiar stanu wirtualnego idealnego elementu (powierzchni
granicznej), w której zawiera się element geometryczny w stanie maksimum materiału przy
jednoczesnym występowaniu maksymalnych dopuszczalnych odchyłek kształtu i położenia.
ZASADA MAKSIMUM MATERIAŁU M
Określa wzajemne powiązanie wymiaru i geometrii elementów. Wymaga, aby stan wirtualny
elementów tolerowanych dla maksimum materiału kształtu nominalnego elementu
odniesienia nie był przekroczony. Wówczas element geometryczny nie może przekroczyć
stanu wypadkowego – wirtualnego.
a. MMVL = MML + T dla wymiarów zewnętrznych
b. MMVL = MML – T dla wymiarów wewnętrznych
ZASADA MINIMUM MATERIAŁU L
Określa wzajemne powiązanie wymiaru i geometrii elementów. Element geometryczny nie
może przekroczyć stanu wirtualnego.
a. LMVL = MML – T dla wymiarów zewnętrznych
b. LMVL = MML + T dla wymiarów wewnętrznych
ZASADA NIEZALEŻNOŚCI
Każde oznaczone na rysunku wymaganie wymiarowe lub geometryczne powinno być
spełnione niezależnie od siebie, chyba że jest określony ich szczególny wzajemny związek.
Przy tolerowaniu niezależnym wymiarów przyjęta tolerancja nie ogranicza odchyłek kształtu
i położenia elementu
ZASADA POWIERZCHNI PRZYLEGAJĄCYCH (POWŁOKI) E
Wzajemne powiązanie wymiarów i geometrii oznacza, że powierzchnie rzeczywiste elementu
powinny mieścić się w obrębie powierzchni przylegających o kształcie nominalnym i
wymiarze maksimum materiału. Element rzeczywisty nie może wykraczać poza
geometrycznie idealną powierzchnię graniczną (powłokę) o wymiarze maksimum materiału.
WYMAGANIE WZAJEMNOŚCI R
Zasada umożliwiająca zwiększenie tolerancji wymiaru, jeżeli odchyłki kształtu i położenia
nie wyczerpują całkowicie swojego oznaczonego (tolerancją) przedziału. Wymaganie
wzajemności może występować tylko łącznie z zasadą maksimum materiału bądź z
warunkiem minimum materiału
POLE ZEWNĘTRZNE TOLERANCJI P
STAN SWOBODNY F
TOLEROWANIE STATYSTYCZNE ST
9
12.)
Jakie mogą być rodzaje (kształty) tolerancji geometrycznych w płaszczyźnie (2D).
pole pomiędzy liniami prostymi odległymi o t
G
,
pole pomiędzy liniami krzywymi, będącymi obwiedniami okręgów o średnicach t
LP
, których
środki leżą na zarysie o nominalnym kształcie,
koło o promieniu R,
koło o średnicy
,
dwa współśrodkowe okręgi o różnicy promieni t
k
,
13.)
Jakie mogą być rodzaje (kształty) tolerancji geometrycznych w przestrzeni (3D).
walec o promieniu,
walec o średnicy t
G
,
dwa współśrodkowe walce o różnicy promieni t
z
,
dwie równoległe płaszczyzny odległe o t
E
dwie powierzchnie będące obwiedniami kolejnych położeń kul o średnicach t
LP
, których
środki leżą na powierzchni nominalnej.
Średnicę kuli.
14.)
Wymienić rodzaje prostych (samodzielnych) tolerancji geometrycznych.
Kształtu:
a. Prostoliniowości
b. Płaskości
c. Okrągłości
d. walcowości
15.)
Wymienić rodzaje tolerancji geometrycznych z elementami odniesienia (bazami).
Kierunku:
a. Równoległości
b. Prostopadłości
c. Nachylenia
Położenia:
a. Pozycji
b. Współśrodkowości
c. Współosiowości
d. Symetrii
Bicia:
a. Bicia promieniowego
b. Bicia osiowego
c. Bicia całkowitego promieniowego
d. Bicia całkowitego osiowego
10
16.)
Jakie mogą być rodzaje elementów odniesienia (bazy) w tolerowaniu geometrycznym.
W tolerowaniu geometrycznym prostoliniowości:
a. na płaszczyźnie,
b. w przestrzeni,
c. w przestrzeni w wyznaczonym kierunku.
W tolerowaniu geometrycznym równoległości:
a. dwóch płaszczyzn,
b. prostej i płaszczyzny,
c. dwóch prostych (osi) na płaszczyźnie,
d. dwóch prostych (osi) w przestrzeni:
I. w płaszczyźnie wspólnej
II. w płaszczyźnie normalnej do wspólnej
W tolerowaniu geometrycznych prostopadłości:
a. dwóch płaszczyzn,
b. płaszczyzny względem prostej,
c. prostej względem płaszczyzny w wyznaczonym kierunku,
d. prostej względem płaszczyzny.
17.)
Co to jest struktura geometryczna powierzchni ( SGP ) i jak się ją charakteryzuje.
Struktura geometryczna powierzchni określa rzeczywistą budowę powierzchni zewnętrznej i jej
odchyleń od zarysu teoretycznego. Charakteryzują ją:
Chropowatość
Falistość
Odchyłki kształtu
18.)
Jakie są rodzaje parametrów nierówności (falistości, chropowatości) powierzchni
przedmiotu.
Parametry wysokości (amplitudowe)
a. Rp – wysokość najwyższego wzniesienia profilu,
b. Rv – wysokość najniższego wgłębienia profilu,
c. Rt – całkowita wysokość profilu chropowatości,
11
d. Rc – średnia arytmetyczna rzędnych (wysokości) profilu chropowatości,
n
i
i
r
a
z
n
dx
x
z
l
R
1
1
)
(
1
e. Rq – średnia kwadratowa rzędnych profilu chropowatości,
n
i
i
r
q
z
n
dx
x
z
l
R
1
2
2
1
)
(
1
f. Współczynnik asymetrii profilu
n
i
i
z
n
Rq
Rsk
1
3
3
1
1
g. Współczynnik spłaszczenia profilu
n
i
i
z
n
Rq
Rku
1
4
4
1
1
Parametry długości (odległościowe)
a. RSm – średnia szerokość elementów profilu
m
i
Xs
m
RSm
1
1
Parametry mieszane (wysokościowo – długościowe)
a. R
a – średni arytmetyczny wznios profilu
b. R
q – średni kwadratowy wznios profilu
n
i
i
i
x
z
n
q
R
1
2
1
Parametry krzywej udziału materiałowego
%
100
)
(
%
100
1
)
(
2
1
n
n
n
l
c
Ml
L
L
L
l
c
Rmr
12
19.)
Na czym polega sprawdzanie, a na czym pomiar długości.
Pomiar długości ma na celu wyznaczenie wartości wielkości mierzonej.
Sprawdzenie długości polega na porównaniu wartości długości elementu otrzymanej w wyniku
pomiaru do wartości uzyskanej wcześniej na skutek odczytania jej z tabeli bądź obliczeń.
20.)
Przedstawić ogólny podział przyrządów pomiarowych.
Termin „przyrządy pomiarowe” obejmuje wszystkie urządzenia techniczne przeznaczone do
wykonywania pomiarów. Wyróżnia się przyrządy pomiarowe:
Suwmiarkowe
Mikrometryczne
Czujniki
Maszyny pomiarowe
a. Długościomierze
b. Wysokościomierze
c. Mikroskopyprojektory
d. Współrzędnościowe maszyny pomiarowe
Do pomiaru kątów
Do pomiaru chropowatości i falistości
Do pomiaru odchyłek kształtu i położenia
Do pomiaru kół zębatych
Inne
Wyszukiwarka
Podobne podstrony:
opracowanie2 id 338681 Nieznany
Opracowanie07v2 id 338680 Nieznany
chemia opracowanie id 112613 Nieznany
ginexy opracowanie id 191652 Nieznany
Najlepsze opracowanie id 313141 Nieznany
Promethidion Opracowanie id 40 Nieznany
Immunologia opracowanie id 2121 Nieznany
biotech opracowanie 1 id 89010 Nieznany
Filozofia opracowanie id 170613 Nieznany
ZFHi tech Opracowanie id 932670 Nieznany
Opracowanie 3 id 338046 Nieznany
PE opracowanie id 353179 Nieznany
zmk opracowanie id 591480 Nieznany
Opracowanie1 id 338664 Nieznany
lab2 Opracowanie02 id 750512 Nieznany
opracowanie 7 id 338056 Nieznany
Inne opracowanie id 214648 Nieznany
Baryleczka opracowanie id 80468 Nieznany (2)
więcej podobnych podstron