
FAQ wykładów Technologii Budowy Maszyn
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
1)
Sposoby obróbki stożków na tokarce (wymienić, rys)
a)
Nożem kształtowym
b)
Przez skręcenie obrotnicy
c)
Przez przesunięcie konika
d)
Przy użyciu liniału
Rysunki – SKRYPT strony 173 - 174
2)
Sposoby mocowania przedmiotu na tokarce (wymienić, rys)
a)
W uchwytach trójszczękowych samocentrujących
b)
W tarczach tokarskich
c)
W kłach (poprzez tarczę zabierakową i zabierak)
d)
Na trzpieniach tokarskich stałych i rozprężnych
SKRYPT strony 168 - 172
3)
Struganie wzdłużne, poprzeczne i dłutowanie
a)
struganie wzdłużne
– ruch główny wykonuje przedmiot obrabiany
- ruch posuwowy wykonuje narzędzie,
b)
struganie poprzeczne
– ruch główny wykonuje narzędzie,
- ruch posuwowy wykonuje przedmiot obrabiany
c)
dłutowanie – to pionowe struganie poprzeczne
Rysunki – SKRYPT strona 176
4)
Różnice pomiędzy wierceniem, powiercaniem, rozwiercaniem i pogłębianiem
a)
Wiercenie – wykonywanie otworu w pełnym materiale
(cały materiał z obszaru wykonywanego otworu zostaje zmieniony na wóry)
b)
Powiercanie – ma na celu znaczne powiększenie otworu już wstępnie wykonanego
c)
Rozwiercanie – usunięcie małego naddatku pozostawionego na obróbkę
wykańczającą otworu w celu zwiększenia jego dokładności kształtowej i wymiarowej.
d)
Pogłębianie – współosiowe powiększanie średnicy otworu na kreślonej jego
głębokości lub zmiana jego kształtu.
(Rozróżniamy : czołowe, stożkowe, kształtowe)
FAQ wykładów Technologii Budowy Maszyn
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
5)
Wiertarka promieniowa (szkic, zastosowanie)
a)
Zastosowanie :
•
można wiercić otwory w różnych miejscach przedmiotu bez zmiany jego
położenia.
b)
Szkic – patrz notatki ręczne…
6)
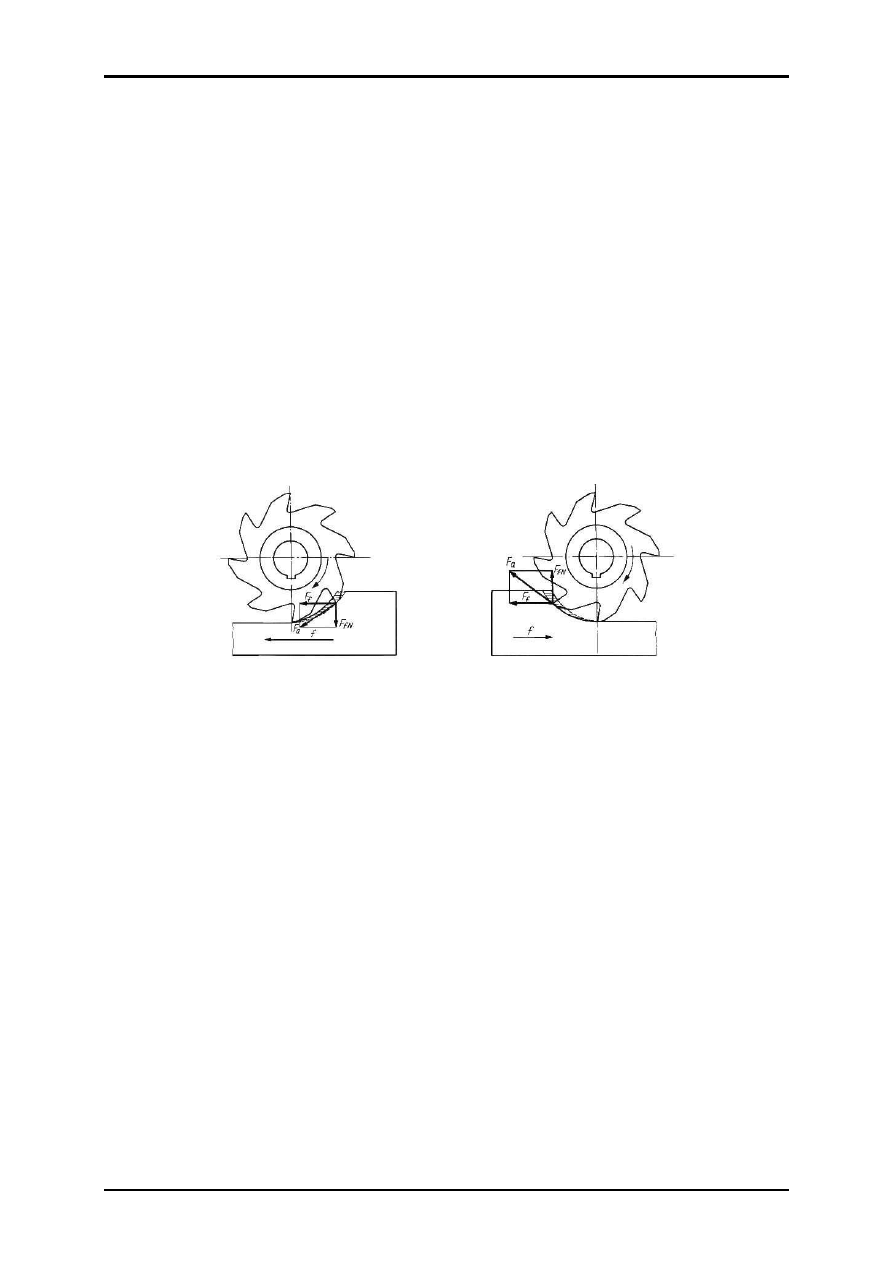
Kinematyka i zastosowanie frezowania współbieżnego i przeciwbieżnego
Frez wykonuje ruch roboczy obrotowy,
Przedmiot obrabiany wykonuje ruch posuwowy
Frezowanie współbieżne – kierunek posuwu jest zgodny z kierunkiem ruchu roboczego
Frezowanie przeciwbieżne – kierunek posuwu jest przeciwny do kierunku ruchu roboczego
Frezowanie współbieżne
Frezowanie przeciwbieżne
7)
Zastosowanie i przykłady przeciąganych powierzchni
a)
Zastosowanie :
•
do obróbki dokładnych otworów
⇒
wielobocznych,
⇒
wielowypustowych,
⇒
rowków wpustowych
•
do obróbki powierzchni kwadratowych zewnętrznych,
(np. w korbowodach, kluczach. )
•
wyłącznie w produkcji wieloseryjnej lub masowej.
b)
Przykłady – patrz notatki ręczne…
FAQ wykładów Technologii Budowy Maszyn
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
8)
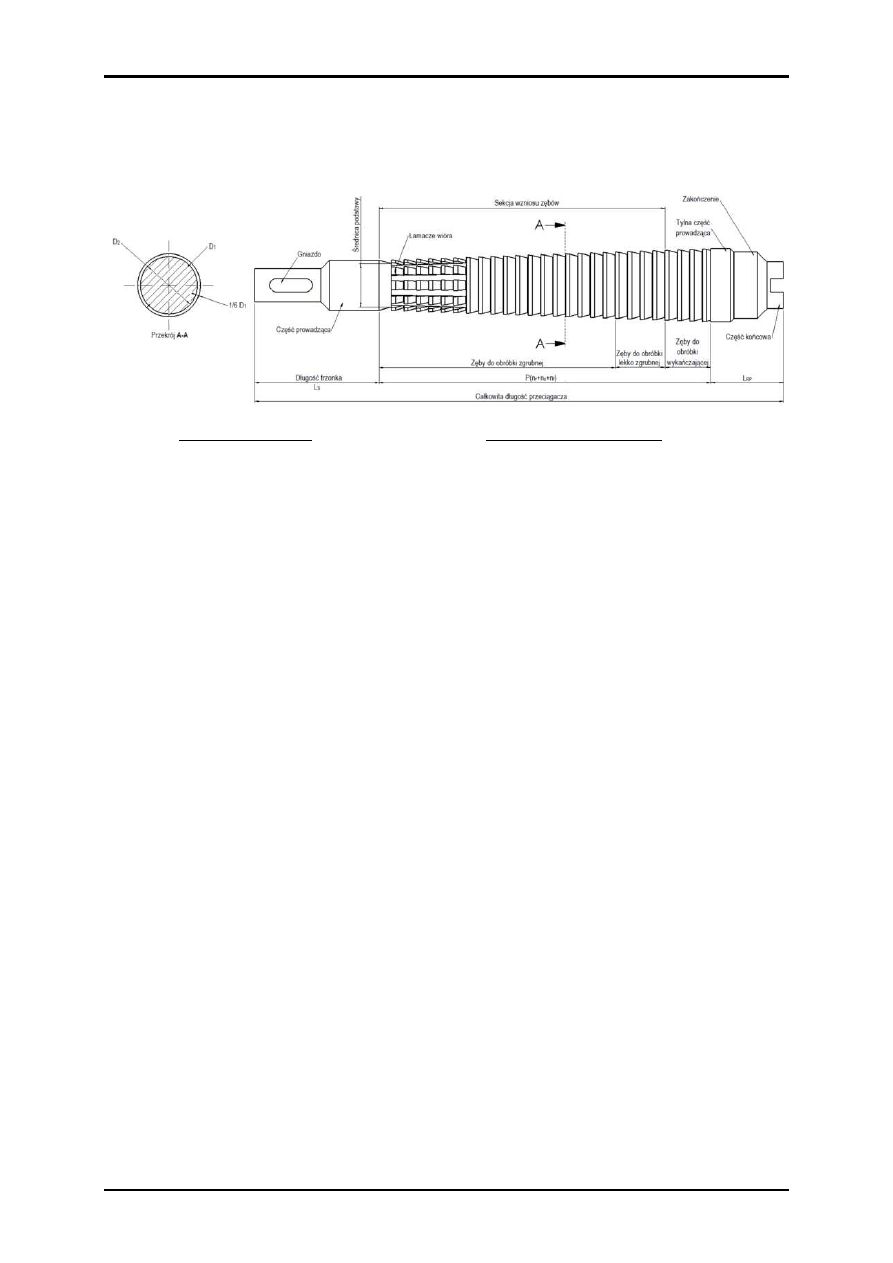
Przeciągacz i przepychacz
a)
Przeciągacz – pracuje na rozciąganie
Gniazdo/Część prowadząca/Sekcja wzniosu zębów/Tylna część prowadząca/Część końcowa
b)
Przepychacz – pracuje na wyboczenie
•
Konstrukcja przepychaczy jest bardzo podobna do przeciągaczy.
•
Różnią się długością. Przepychacze są krótsze i bardziej krępe, aby uniknąć
wyboczenia w czasie przepychania.
•
Oraz brakiem pierwszego czopa (z gniazdem)
•
Stosując przepychacze do obróbki otworów (zamiast przeciągaczy) łatwiej jest
zautomatyzować proces technologiczny.
9)
Szlifowanie wałków metodą kłową
Szkic – SKRYPT strona 230 - rys. 7.18a
Przedmiot ustalony jest w kłach.
Odmiany :
a)
Wzdłużne
(obwodowe, czołowe)
Szkic – SKRYPT strona 230
b)
Wgłębne
(obwodowe, czołowe)
Szkic – SKRYPT strona 231
10)
Szlifowanie wałków metodą bezkłową
Szkic – SKRYPT strona 232 – rys. 7.20
•
Bazą obróbkową jest zewnętrzna średnia wałka,
•
jego ruch obrotowy wywołuje tarcza prowadząca dzięki sile tarcia, bez sztywnego
połączenia z przedmiotem.
Odmiany :
a)
Wzdłużne
(obwodowe, czołowe)
Szkic – SKRYPT strona 232
b)
Wgłębne
(obwodowe, czołowe)
Szkic – SKRYPT strona 232
FAQ wykładów Technologii Budowy Maszyn
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
11)
Wymienić i podać obróbki gładkościowo ścierne które poprawiają gładkość i
dokładność powierzchni
a)
Szlifowanie gładkościowe
(różni się od szlifowania większą ziarnistością powierzchni)
b)
Gładzenie (honowanie)
(stosowane do obróbki obwiedniowej w cylindrach hydraulicznych, nie poprawia
błędów powierzchni)
c)
Dogładzanie oscylacyjne (superfinisz)
(poprawia gładkość pow., nie poprawia błędów pow.)
d)
Docieranie (lapping)
(największa gładkość powierzchni)
e)
Polerowanie mechaniczne – ściernice
(poprawiają tylko gładkość powierzchni)
12)
Na czym polega obróbka wykańczająca poprzez nagniatanie
•
Nagniatanie powierzchni elementów wykonuje się za pomocą utwardzonych
polerowanych wałeczków, kulek lub krążków, dociskanych odpowiednimi siłami
do powierzchni,
•
Gładkość umocnionej warstwy powierzchni wzrasta po takim zabiegu 2-4 klasy
o
poprawia gładkość
o
wzmacnia warstwę wierzchnią przez umocnienie jej i wytworzenie stanu
naprężeń własnych ściskających
o
większa odporność na zużycie,
o
dopuszcza stosowanie większych nacisków,
o
zwiększa trwałość wymiarową i trwałość pasowania.
•
Obróbka powierzchniowa nagniataniem jest stosunkowo prosta i dlatego można ją
wykonywać na zwykłych obrabiarkach uniwersalnych.
•
Czynnikiem ograniczającym stosowanie tego sposobu obróbki jest mała dokładność
wymiarowo-kształtowa po nagniataniu, wyrażająca się znaczną falistości powierzchni
oraz odchyłkami kołowości i rozbicia otworów w cylindrach o dogniecionej
powierzchni wewnętrznej.
13)
Przykład obróbki obwiedniowej podziałowej kół zębatych
- Dłutowanie obwiedniowe Maag’a
lub Sunderland’a
14)
Przykład obróbki obwiedniowej ciągłej kół zębatych
- Dłutowanie obwiedniowe Fellows’a
lub frezowanie obwiedniowe

FAQ wykładów Technologii Budowy Maszyn
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
15)
Przykłady obróbki wykańczającej kół zębatych dla kół miękkich
•
Wiórkowanie
•
Dogniatanie
•
Szlifowanie
16)
Przykłady obróbki wykańczającej kół zębatych dla kół twardych
•
Szlifowanie
•
Gładzenie
•
Docieranie
•
Łuszczenie
•
Przeciąganie
17)
Definicja operacji
Operacja - jest to część procesu technologicznego wykonywana na jednym stanowisku
roboczym przez jednego pracownika (lub grupę pracowników) na jednym przedmiocie (lub
grupie przedmiotów) bez przerw na inną pracę.
18)
Definicja zabiegu
Zabieg technologiczny – jest to część operacji wykonywana za pomocą tych samych narzędzi
i przy stałych parametrach obróbki, zamocowaniu i pozycji.
19)
Dane wejściowe do opracowania procesu technologicznego
a)
Dokumentacja konstrukcyjna:
•
Rysunek złożeniowy wyrobu
•
Rysunki wykonawcze części
•
Schemat kinematyczny
•
Warunki techniczne
b)
Program produkcji:
•
Produkcja jednostkowa, seryjna, masowa
c)
Ś
rodki produkcji:
•
Obrabiarki, narzędzia, pomoce warsztatowe (normalne lub specjalne)
20)
Skład dokumentacji technologicznej
a)
Karta technologiczna
b)
Karty instrukcyjne operacji
c)
Karty uzbrojenia obrabiarki
d)
Karta kontroli technicznej
e)
Karta normowania czasu
f)
Zestawienie pomocy warsztatowych
FAQ wykładów Technologii Budowy Maszyn
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
21)
Struktura normy czasu dla operacji
Norma czasu (t)
a)
Czas przygotowawczo - zakończeniowy (tpz)
b)
Czas jednostkowy (tj)
•
Wykoniania (tw)
⇒
Główny (tg)
⇒
Pomocniczy (tp)
•
Uzupełniający (tu)
⇒
Obsługi (to)
(a)
Obsługi technicznej (tot)
(b)
Obsługi organizacyjnej (too)
⇒
Potrzeb fizjologicznych (tf)
(a)
Odpoczynku (tfo)
(b)
Potrzeb naturalnych (tfn)
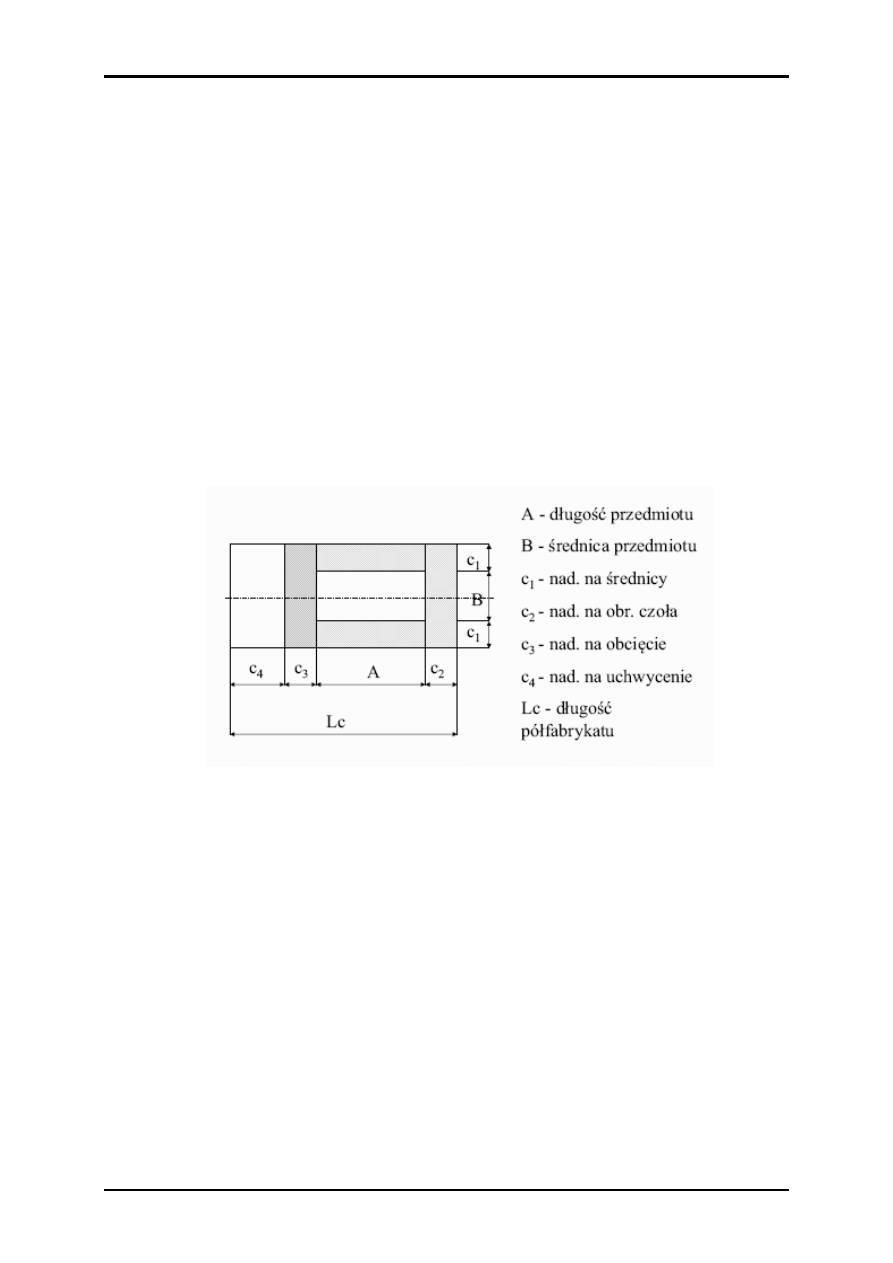
22)
Struktura naddatku operacyjnego
23)
Podział - Bazy obróbkowe:
a)
Konstrukcyjne
•
Rzeczywiste
•
wyobrażalne
b)
Produkcyjne
•
Właściwe
•
Zastępcze
24)
Bazy obróbkowe właściwe
•
Bazy właściwe - powierzchnie pokrywające się z bazami konstrukcyjnymi
•
Bazą właściwą jest baza produkcyjna jakiegoś punktu, lini lub powierzchni
przedmiotu IDENTYCZNA z bazą konstrukcyjną tego pkt, lini czy pow.

FAQ wykładów Technologii Budowy Maszyn
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
25)
Bazy obróbkowe zastępcze
•
Bazy zastępcze - powierzchnie NIE pokrywające się z bazami konstrukcyjnymi
•
Bazą właściwą jest baza produkcyjna jakiegoś punktu, lini lub powierzchni
przedmiotu RÓŻNA OD bazy konstrukcyjnej tego pkt, lini czy pow.
26)
Zasady doboru baz obróbkowych dla pierwszej operacji
Jako bazę do pierwszej operacji przyjmuje się powierzchnię która:
•
Nie będzie obrabiana
•
Jest najdokładniej wykonana, duża, równa i czysta
•
Ma najmniejsze przesunięcia w stosunku do innych powierzchni półfabrykatu
W przypadku gdy wszystkie powierzchnie są obrabiane za bazę wejściową przyjmuje się
powierzchnię o najmniejszych naddatkach.
27)
Zasady doboru baz obróbkowych dla następnej operacji
Dobór baz obróbkowych do kolejnych operacji:
•
Bazy właściwe - powierzchnie pokrywające się z bazami konstrukcyjnymi
•
Powierzchnie zapewniające najmniejsze siły skrawania i odkształcenia
•
Powierzchnie obrobione w 1 operacji
•
Zastosowanie tej samej bazy w kolejnych operacjach
28)
Ramowy proces technologiczny wałka stopniowanego bez obróbki cieplnej
1. Przecinanie
2. Prostowanie
3. Obróbka wstępna - nakiełkowanie
4. Obróbka zgrubna
5. Obróbka kształtująca
• Toczenie pow. stożkowych i kształtowych
• Frezowanie rowków wpustowych
• Frezowanie wielowypustów
• Wykonanie gwintów
• Wykonanie otworów poprzecznych
6. Obróbka wykańczająca
7. Obróbka bardzo dokładna
8. Kontrola jakości
9. Wykonanie otworów osiowych

FAQ wykładów Technologii Budowy Maszyn
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
29)
Ramowy proces technologiczny wałka stopniowanego z obróbką cieplną,
nawęglaniem i hartowaniem
1. Przecinanie
2. Prostowanie
3. Nakiełkowanie
4. Obróbka zgrubna
5. Obróbka kształtująca powierzchni które maja być hartowane
6. Nawęglanie
7. Obróbka kształtująca pozostałych powierzchni
8. Hartowanie i odpuszczanie
9. Prostowanie
10. Poprawienie nakiełków
11. Obróbka wykańczająca
12. Obróbka bardzo dokładna
13. Kontrola jakości
30)
Ramowy proces technologiczny tulejki
1. Obróbka zgrubna
2. Obróbka wykańczająca otworu
3. Obróbka rowka wpustowego lub wielowypustu w otworze
4. Obróbka kształtująca powierzchni zewnętrznych z bazowaniem na otworze
5. Frezowanie rowków wpustowych na pow. zew
6. Wykonanie wielowypustów na pow. zew
7. Wykonanie gwintów na pow. zew
8. Wykonanie otworów poprzecznych
9. Obróbka bardzo dokładna otworu
10. Obróbka wykańczająca pow. zew
11. Kontrola jakości
31)
Ramowy proces technologiczny koła zębatego z obróbką cieplną
1. Cięcie materiału
2. Wstępne wykonanie otworu oraz Obr zgrubna pozostałych pow
3. Przeciąganie otworu łącznie z wielowypustem z pozostawieniem naddatku na obr
wykańczającą
4. Obróbka kształtująca pow zew z bazowaniem na otworze
5.nacięcie zębów
6. Obróbka cieplna hartowanie i odpuszczanie
7. Obróbka wykańczająca otworu z bazowaniem na zębach
8. Obróbka wykańczająca zębów z bazowaniem na oworze
9. Kontrola jakości
FAQ wykładów Technologii Budowy Maszyn
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
32)
Definicja „Technologiczność konstrukcji”
Technologiczność konstrukcji – jest to właściwość zapewniająca uzyskanie przy określonej
wielkości produkcji wymaganych właściwości wyrobu przy minimalnych kosztach
wytwarzania w danych warunkach produkcji.
33)
Przykłady rozwiązania technologicznego i nie technologicznego
Konstrukcja
NIEtechnologiczna
Konstrukcja
Technologiczna
Brak dobiegu i wybiegu
Dobieg i wybieg
Różne wielkości rowków
Takie same wielkości rowków
Utrudnione wytoczenie środkowego otworu
Jeden rozmiar średnic otworów
lub średnice uporządkowane od max do min
Konieczność stosowanie specjalnego
narzędzia o danym promieniu
Kształt przejścia określony kształtem noża
RYSUNKI - Patrz ostatni wykład…
Literatura:
•
wykłady Dr inż. J. Wodeckiego z przedmiotu „Technologia Budowy Maszyn”
•
wykłady Dr inż. A. Kampy z przedmiotu „Technologia Maszyn”
•
Jan Kosmol, „Techniki Wytwarzania. Obróbka wiórowa i ścierna”,
Wydawnictwo Politechniki Śląskiej, Gliwice 2002
•
http://pl.wikipedia.org/wiki/Przeci%C4%85gacz
•
http://zszjanow.ddl2.pl/praca/maszfrezowanie.htm
Wyszukiwarka
Podobne podstrony:
Formularz, Technologia budowy maszyn
sciaga z ESP, Uczelnia, Technologia budowy maszyn, Materiały pomocnicze
Kruszarka Jednowalcowa, Uczelnia, Technologia budowy maszyn, Materiały pomocnicze
instrukcyjna, Technologia budowy maszyn
Normowanie czasu pracy w operacji gwintowania, Uczelnia, Technologia budowy maszyn, Materiały pomocn
TBM - Pytania, Technologia budowy maszyn
TBM mini6, SiMR, Technologia budowy maszyn
TBM ściąga, Studia, ZiIP, SEMESTR VII, Technologia Budowy maszyn
Dobór naddatków na obróbkę elementu odlewanego - Projekt, Uczelnia, Technologia budowy maszyn
TBM wyk 1 22.10.2010, Studia, ZiIP, SEMESTR VII, Technologia Budowy maszyn
egzamin - sciaga do druku, Uczelnia, Technologia budowy maszyn, Materiały pomocnicze
Laboratorium z Komputerowego Wspomagania Konstruowania Urządzeń Technologicznych - sprawko, Uczelnia
Egzamin - sciaga, Uczelnia, Technologia budowy maszyn, Materiały pomocnicze
Egzamin - teoria 2, Uczelnia, Technologia budowy maszyn, Materiały pomocnicze
Kruszarka Mlotkowa, Uczelnia, Technologia budowy maszyn, Materiały pomocnicze
sciaga na egzamin, Uczelnia, Technologia budowy maszyn, Materiały pomocnicze
więcej podobnych podstron