
EXPERIMENTAL VACUUM SPRAY DRYING OF PROBIOTIC
FOODS INCLUDED WITH LACTIC ACID BACTERIA
YUTAKA KITAMURA
1,3
, HIROYUKI ITOH
2
, HIROSHI ECHIZEN
2
and
TAKAAKI SATAKE
1
1
Graduate School of Life and Environmental Sciences
University of Tsukuba
1-1-1, Tennodai, Tsukuba
Ibaraki 305-8572, Japan
2
Devision of Research and Development
Meiji Dairies Corporation
Odawara, Kanagawa 250-0862, Japan
Accepted for Publication May 16, 2008
ABSTRACT
This research aims to develop a vacuum spray dryer (VSD) that performs
spray drying in a vacuumed drying tower at a lower temperature than the
conventional spray drying. The VSD operational drying temperatures for the
probiotic foods containing lactic acid bacteria were determined by the rela-
tionships between the temperature and the vapor pressure, and were corre-
lated by Clapeyron’s equation. The drying of the fermented milk starter at 35C
drying tower was experimentally possible; however, powder from the lactic
fermenting beverage was not obtained even at 50C, which resulted from the
lower glass transition temperature of the material. Compared with ATP con-
centration of the fermented milk starter before and after the VSD drying, the
lower the drying temperature, the higher the microbial activity is retained. The
ATP ratio as 30% of the raw materials shows the high feasibility of VSD for
dairy processing.
PRACTICAL APPLICATIONS
During the spray drying of liquid or slurry food, the heat-sensitive func-
tional ingredients such as vitamin, enzyme or bacteria are usually degraded or
lost because of the contact with hot air between 120 and 180C. Markets need
food powder that involves a lot of functional materials and a long shelf life for
3
Corresponding author. TEL: 81-29-853-4655; FAX: 81-29-853-4655; EMAIL: kitamura@
sakura.cc.tsukuba.ac.jp
Journal of Food Processing and Preservation 33 (2009) 714–726.
714
DOI: 10.1111/j.1745-4549.2008.00299.x
© 2009 The Author(s)
Journal compilation © 2009 Wiley Periodicals, Inc.

the expansion of healthy food. The experimental vacuum spray dryer (VSD)
showed a potential to dry probiotic foods involving lactic acid bacteria without
their inactivation. Although the lactic acid bacteria contained in the powder at
35C–VSD was 30% of the raw material, it is more economical than using the
liquid type fermented milk starter. With some mechanical or operational modi-
fications for the high moisture content and low recovery ratio of the powder,
VSD is applicable for dairy processing factories.
INTRODUCTION
Functional foods are recognized to reduce the risk of illness and serve
as important added-value merchandises in today’s food industry (Arai et al.
2002). However, some kind of functional ingredients such as vitamins,
enzymes and probiotics in the foods are known to be degraded during the food
processing and marketing. Degradation factors include thermal effect due to
heat treatment, pH change due to time progression, physically damage during
transportation and so on. Accordingly the food industry requires some tech-
nologies that preserve a high amount of functional ingredients in the food for
a long time. For many years, drying technology has been used as a method to
extend the shelf life of food. Drying reduces food moisture, which minimizes
the ingredient decomposition and change due to some biochemical reactions.
Moreover, drying decreases the product weight, enabling low-cost food dis-
tribution. Thus, adequate use of the drying technology ensures that the amount
of the functional ingredients in foods is maintained for a longer time and at a
lower cost (Kimura and Ohgawara 1991).
Spray drying and freeze drying are both advanced drying technologies for
food processing. In the spray drying, food powder is directly obtained by
atomizing materials in a drying tower by contact with hot air from 120 to 180C
(Yokoyama 1998). In the freeze drying, the drying chamber is decompressed
and this causes the moisture in the food to sublimate after the quick freezing
of the materials. As the foods are frozen during freeze drying, there is little
property change in their ingredients. However, a drawback of this method is
that the freeze drying requires a long cooling time resulting in a higher cost
(Kaminishi and Sagara 2004). On the other hand, spray drying is performed
continuously and instantly, and hence, its operational cost is lower. However,
spray drying with hot air occasionally results in the loss of heat-sensitive
ingredients mentioned above.
This experimental vacuum spray dryer or VSD in this research is a new
drying system that combines the strengths of these two drying techniques.
Vacuuming the drying tower of the VSD resulted in the lower drying tempera-
ture, and food powder rich in heat-sensitive ingredients is expected to be
715
VACUUM SPRAY DRYING OF PROBIOTIC FOODS
obtained continuously. There are some researches on the drying of spray
freezing for aroma rich foods where the droplets are frozen to dry in the cooled
chamber (Pardo et al. 2002; MacLeod et al. 2006). However, there is no report
regarding this vacuum-drying technology without freezing especially for func-
tional or probiotic food drying, and which leads to a lower production cost than
the freezing methods. In this study, probiotic foods containing heat-sensitive
lactic acid bacteria that are believed to have intestinal action were used as
material. Fundamental data for the design and operation of the VSD were
collected through trial productions and evaluation for the experimental spray-
dried powder.
MATERIALS AND METHODS
Experimental Setup
Based on a commercial spray dryer with a two-fluid spray nozzle
(EYELA SD-1000; Tokyo, Japan), the experimental VSD was constructed.
The major modified points are the heating and vacuuming systems as shown in
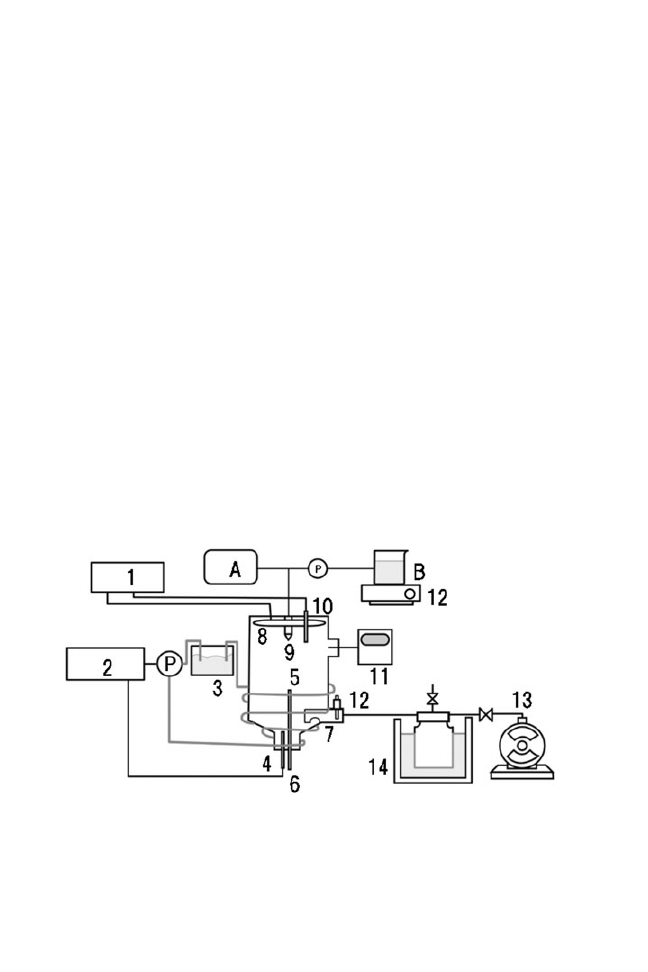
Fig. 1. In order to perform spray drying using the vacuumed drying tower, a
heat source other than hot wind was required to supply the latent heat for
evaporation. Then, a far-infrared heater processed spirally (Yagami, 420W;
FIG. 1. EXPERIMENTAL VACUUM SPRAY DRYER
(1 and 2): Temperature controller. (3) Water bath. (4) Temperature sensor. (5) Drying tower.
(6) Temperature sensor. (7) Baffle plate. (8) Far Infrared Rays heater. (9) Spray nozzle.
(10) Temperature sensor. (11) Digital manometer. (12) Temperature sensor. (13) Vacuum pump.
(14) Cold trap. (A) Compressed air. (B). Material. (P) Circulation pump.
716
Y. KITAMURA ET AL.

Tokyo, Japan) was attached near the spray nozzle as in Fig. 1. The far-infrared
heater can directly heat materials by use of the electromagnetic waves. Hence,
the far-infrared heat was considered to be efficiently supplied to the materials
in the drying tower in which the air or heat medium is rare (Kawaguchi 1993).
Also the warm water heating was conducted by jacket system using a vinyl
tube twisted around the drying tower to prevent the evaporated moisture from
condensing on the surface of the inner glass wall of the drying tower. The
combination of the previously mentioned two heat sources is one of the
characteristic features of the VSD constructed here. Vacuuming of the drying
tower was performed by use of an exhaust hose that was connected to the lower
part of the drying tower, and the exhausting was carried out using an oil
rotational vacuum pump (ULVAC, GLD-101; Tokyo, Japan). A cold trap for
condensing the evaporated vapor was installed between the pump and drying
tower. The drying tower pressure was measured using a digital manometer
(SHIBATA, DM-1) attached to the upper part of the drying tower. Temperature
measurement using thermocouples was carried out at the following four
points: the lower and middle part of the drying tower, the higher part of the
drying tower or spray nozzle, and the drying tower exit.
Materials
Lactic acid bacteria are known to improve the balance of intestinal micro-
bial flora, accordingly the material containing active lactic acid bacteria is
called probiotic food. The lactic fermenting beverage and yogurt as probiotic
foods are produced from a starter that richly grows lactic acid bacteria. In the
case of using a liquid starter produced in the central factory, some pretreat-
ments are necessary to reduce or keep the starter volume and quality during its
transportation among the producing factories. However, lactic acid bacteria
generally do not form spores and their optimal growth temperature is ca. 38C,
i.e., they are heat-sensitive. Accordingly many food processors employ the
methods to transport the frozen or smashed frozen starter by a liquid nitrogen
freezing or vacuum freeze drying (Morichi 2002). However, the liquid-type
starter makes these processes consume higher energy so that cost decrease in
the production of lactic fermenting beverage and yogurt seemed to be difficult.
When the VSD is applied practically, it consequently contributes to the reduc-
tion of the manufacturing cost of probiotic foods by providing the lactic acid
starter powder with an equal quality for the frozen or mashed frozen starter.
From these points of view, lactic fermented milk (Yakult Co., Ltd., Tokyo,
Japan) and fermented milk starter (Meiji Dairies, Tokyo, Japan) containing
lactic acid bacteria in rich were used.
717
VACUUM SPRAY DRYING OF PROBIOTIC FOODS

Measurements
In order to determine the drying temperature of the VSD that corresponds
to the inner pressure of the drying tower, the material vapor pressure was a
necessary parameter. This was measured by the static technique, which mea-
sures the equilibrium vapor pressure under a constant temperature (Muramatsu
et al. 1996). The solid content of the materials was measured using a general
American Organization of Analytical Chemists’ method, which is used to
measure the total solid content of milk. The powder moisture content and the
material glass transition temperature were measured by using a hot-air dryer
and a differential scanning calorimeter (Shimadzu DSC60, Kyoto, Japan),
respectively. An index as microbial concentration or microbial activity is
necessary to elucidate the preservative condition of the lactic acid bacteria in
the obtained powder before and after the spray drying. Instead of colony
counting, adenosine triphosphate (ATP) contents of the material and powder
were determined by using an ATP analyzer (TOA AF100, Tokyo, Japan),
which is based on the ATP-counting method (the bioluminescence method), to
present the number of lactic acid bacteria. To determine the ATP concentration
in the material and powder, they were first dissolved in pure water and then
subjected to further analysis.
RESULTS AND DISCUSSIONS
Determination of Drying Temperature
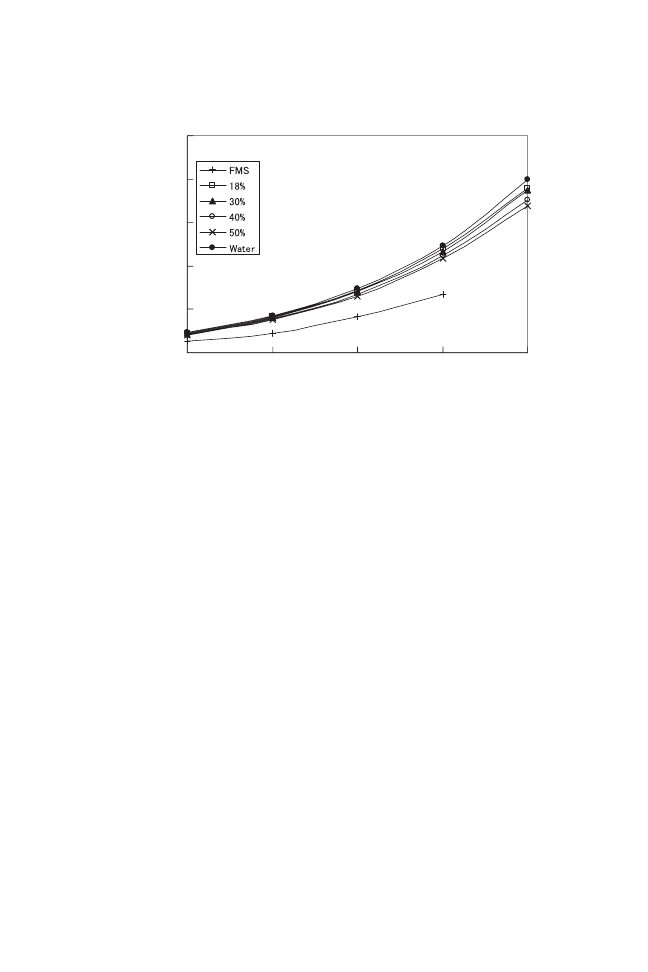
The temperature dependency of vapor pressure for lactic fermenting
beverage with several solid concentrations and fermented milk starter is shown
in Fig. 2. Vapor pressure values of the lactic fermenting beverage were similar
to that of pure water as control when the solid content was low and the
temperature was below 30C. However, these values became lower than that of
pure water as the solid content increased at temperatures over 30C. For the
fermented milk starter, the vapor pressures were lower than those of lactic
fermenting beverage over the all temperature range for the measurement.
These observations indicate that the material containing higher solid needs
more dying energy for the involved water evaporation. For the evaluation of
the temperature dependency of the vapor pressure p (Pa), Clapeyron’s equa-
tion as Eq. (1) is reported to be applied for the reconstituted milk using the
absolute temperature T (K) (Muramatsu et al. 1996).
ln p
A
B
T
= −
(1)
718
Y. KITAMURA ET AL.
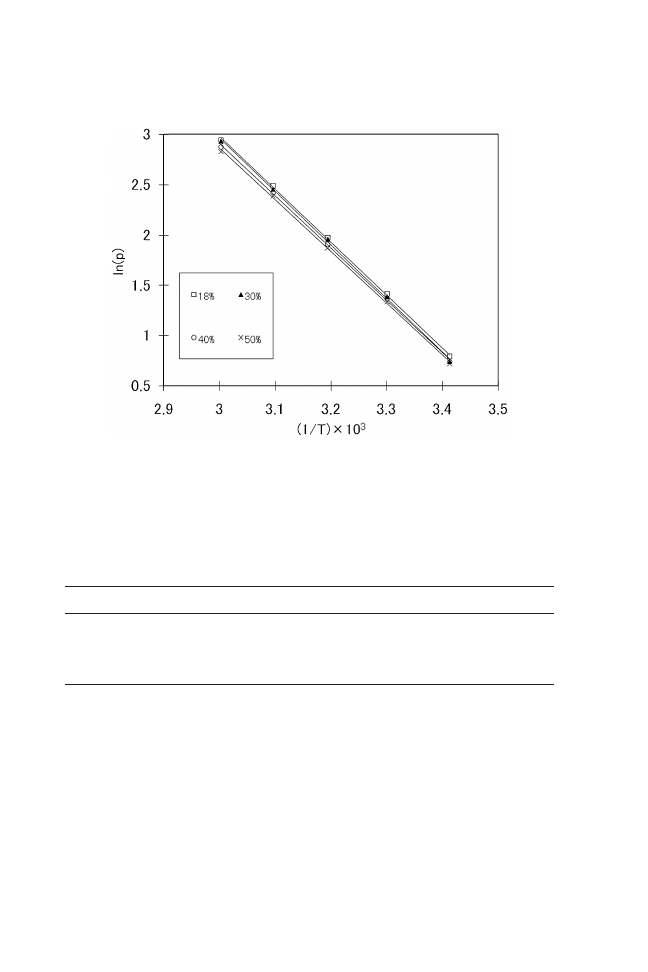
The applicability of Clapeyron’s equation to determine the relationship
between the absolute temperature and vapor pressure of the lactic ferment-
ing beverage is shown in Fig. 3. The equation was found to be fitted to the
measurements with higher correlation. Also the constants A and B and the
coefficient of determination for Clapeyron’s equation are presented in
the Table 1. From these results, it was considered that Clapeyron’s equation is
useful to describe the relationship between the temperature and vapor pressure
of the material with sufficient accuracy, and which determines the drying
temperatures of the materials corresponding to the arbitrary drying tower
pressures.
Based on the relationship between the temperature and vapor pressure
as shown in Fig. 2, it is suggested that the drying tower pressure should be
maintained at approximately 6 to 12 kPa in order to dry the materials at lower
temperature or ca. 40C. The constructed VSD drying tower was vacuumed to
a pressure of ca. 3 kPa by using the vacuum pump, however the pressure
during atomizing the material was unstable, i.e., between 15 and 20 kPa. This
was caused by the influent flow of compressed air into the drying tower, which
resulted from the spraying by the two fluids nozzle in the VSD. Consequently,
a preliminary VSD of the lactic fermenting beverage [solid contents (TS):
18%] was conducted at drying temperature of 50C for obtaining completely
dried powder. For the fermented milk starter the drying tower pressure was
10
20
30
40
50
25
20
15
10
5
0
Vapor pressure, kPa
Temp., C
FIG. 2. EFFECT OF TEMPERATURE ON MATERIAL VAPOR PRESSURE
(
䊐) TS 18% LFB. (䉱) TS 30% LFB. (䊊) TS 40% LFB. (¥) TS 50% LFB. (䊉)
Pure water (
+) FMS.
FMS, fermented milk starter; LFB lactic fermenting beverage; TS, solid contents.
719
VACUUM SPRAY DRYING OF PROBIOTIC FOODS
maintained between 10 and 15 kPa by lowering the atomizing pressure in
order to have lower drying temperature below 40C.
Physical Properties of Materials
The TS of the raw lactic fermenting beverage and fermented milk starter
were 17.7% and 8.1%, respectively. The value for fermented milk is not very
high; preconcentration of the material prior to spraying is suggested instead
of direct spraying. In order to regulate the amount of solid content, a rotary
FIG. 3. TEMPERATURE DEPENDENCY OF VAPOR PRESSURE FOR MEASURED
VALUES AND CALCULATED VALUES BY CLAPEYRON’S EQUATION FOR LACTIC
FERMENTING BEVERAGE
The plotting points indicate the measured values and the solid lines indicate the calculated values.
(
䊐) 18% solid content (TS). (䉱) 30% TS. (䊊) 40% TS. (¥) 50% TS.
TABLE 1.
PARAMETERS FOR CLAPEYRON FITTING FOR LACTIC ACID BEVERAGE
Solid concentration (%)
18
30
40
50
A
18.8
18.9
18.5
18.3
B
5,262.5
5,323.8
5,195.2
5,157.7
Determination coefficient
1.0
1.0
1.0
1.0
720
Y. KITAMURA ET AL.

vacuum evaporator was used at the sample flask at 30C, and a cooling unit was
used at 5C.
The ATP concentrations below 10C of the original lactic fermenting
beverage and fermented milk starter were measured to be 1.88 nmol/L and
27.57 nmol/L, respectively. ATP concentration is considered as the index of
bacterial activity, and it is used to evaluate the maintaining ability of the lactic
acid bacteria as probiotics by VSD before and after the drying.
For the glass transition temperature, the lactic fermenting beverage
powder showed 13C; this was considerably lower than that of the fermented
milk starter powder, i.e., 154C. This was because most of the sugar contained
in the lactic fermenting beverage was in the form of either isomerized syrup or
liquefied glucose-fructose sugar both of which have low molecular weights.
On the other hand, the fermented milk starter did not contain much sugar and
was mostly composed of milk sugar, which has a high molecular weight.
Powder Production from Lactic Fermenting Beverage by VSD
Preliminary VSD of lactic fermenting beverage was conducted as shown
in Table 2. The infrared heater and jacket heater were fixed at 50C. The
spraying pressure was ranged from 15 to 20 kPa that resulted in the drying
tower inner pressure from 15 to 20 kPa. The material was fed at 2 mL/min with
preheated to 35C. During the drying, the temperature profile in the drying
tower tended to show the decrease from the upper part to the lower part as in
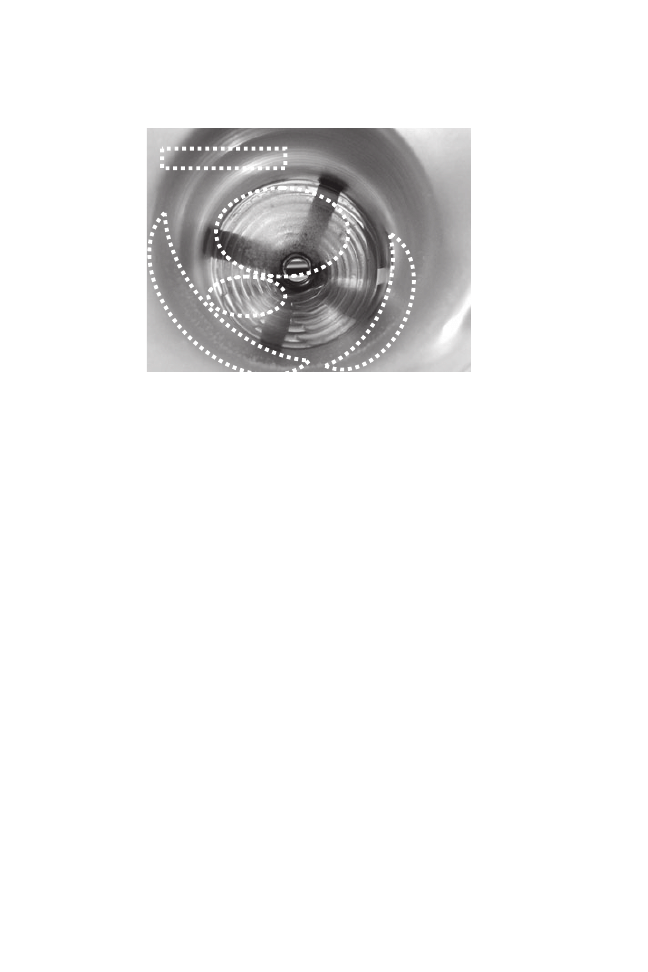
the Table 2. Figure 4 shows the photograph of the inside of the drying tower
after the VSD drying operation was performed. The lower part of the drying
tower was not dry. Further, an extremely sticky solid paste was also observed
at the upper part of the tower with higher drying temperature. This paste was
considered to have originated from the sugars. The reason for the presence of
the nondry areas was that material drying was completed in the rubber-like
TABLE 2.
OPERATIONAL CONDITION OF VACUUM SPRAY DRYER
FOR LACTIC FERMENTING BEVERAGE
Set temperature of far-infrared rays heater
50C
Set temperature of hot water circulation
50C
Temperature at upper part of drying tower
48–50C
Temperature at middle part of drying tower
33–45C
Temperature at lower part of drying tower
25–38C
Temperature at exit part of drying tower
38–45C
Temperature of material
35C
Atomizing pressure
15–20 kPa
Feeding rate of material
ca. 2mL/min
Drying tower pressure at spraying
8–11 kPa
721
VACUUM SPRAY DRYING OF PROBIOTIC FOODS
state or above the glass transition temperature (Bhandari and Howes 1999).
Further, it implies that the VSD drying temperature could not decrease below
the glass transition temperature of the lactic fermenting beverage. It is sug-
gested that the addition of a plasticizer such as dextrin to the lactic fermenting
beverage is necessary in order to raise the glass transition temperature for
complete VSD drying (Adhikari et al. 2005).
Powder Production from Fermented Milk Starter by VSD
Drying of the fermented milk starter was experimentally performed at
several drying temperatures as shown in Table 3. The solid content range of the
material was adjusted from 11 to 12% by rotary evaporation, and in each case the
material dried in approximately 20 min. Even at higher drying temperature
more than 80C, the jacket heating was maintained below 70C to avoid burned
powder that occurred at the dying tower inner wall. While maintaining the
atomizing pressure from 10 to 15 kPa as low as possible, the amount of
compressed air inflow was reduced, and the drying tower pressure was main-
tained at approximately 5 to 8 kPa. Consequently, the powder could be obtained
over all the drying temperatures from 35 to 120C. Similar to the case of the lactic
fermenting beverage, the drying of the upper tower was good; however, a nondry
area was also observed in the lower part of the tower. It was considered to be due
to the poor atomizing, which results from low pressure atomizing.
In order to clarify the effect of the drying temperature on the activity of the
lactic acid bacteria or ATP concentration, the ATP maintenance index or ATP
ratio was experimentally determined at four drying temperatures – 35, 50, 80
Un-dried area
FIG. 4. PHOTO OF THE DRYING TOWER AFTER VACUUM SPRAY DRYING
Dotted line areas show the undried area inside drying tower.
722
Y. KITAMURA ET AL.
and 120C. Preliminary examination showed that the ATP concentration of the
VSD powder that was reconstituted in pure water decreased with time after the
drying. This is because the ATP involved in the dead bacteria was also included
in the ATP concentration calculations just after the drying. In order to measure
bacterial activity accurately, it was necessary to measure the time course of ATP
for the obtained powder. Accordingly, the sample ATP was measured immedi-
ately after the drying and immediately after it was dipped in a water bath at 30C.
In order to calculate the ATP ratio, the time course of the ATP concentration was
recorded every 30 min for 2 h. The ATP ratio was defined as the ratio of the
initial ATP concentration to the arbitrary ATP concentration.
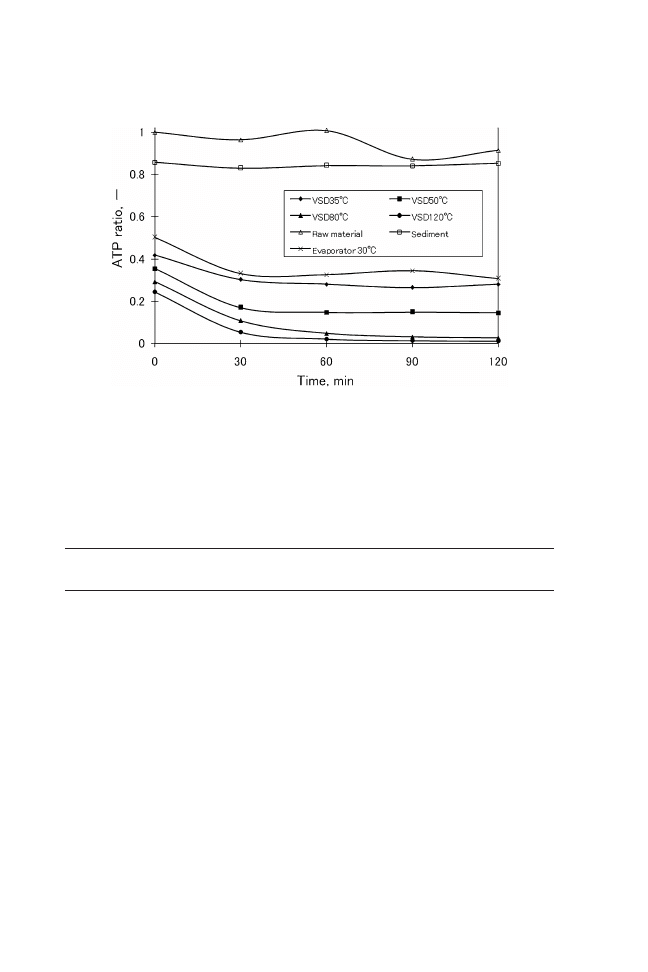
Figure 5 shows the ATP ratios at each drying temperature for the obtained
powder, raw material, gravitationally sediment or concentrated material, and
rotary-evaporated materials at 30C. According to Fig. 5, the influence of dead
bacteria on the ATP concentration was not observed after 60 min, and the ATP
ratio stabilized. The VSD bacterial activity at 35C was maintained 30%;
however, in the case of materials dried at high temperatures between 80 and
120C, the VSD bacterial activity was less than 5%. Moreover, when drying at
higher temperatures, the proteins in the materials may solidify during the
preheating stage and which result in clogging of the spray nozzle. Since the
temperature of the air used in the conventional spray drying is between 120 and
150C, it is difficult to maintain lactic acid bacterial activity by using this
method. On the other hand, the reduction in the ATP ratio when vacuum spray
drying was carried out at 35C was almost identical to the value obtained when
drying was carried out by rotary evaporation. This led us to infer that the
influence of shearing force on bacterial activity at the spray nozzle was
negligible.
Table 4 shows the amounts of fermented milk starter (liquid) and drying
powder obtained after vacuum spray drying at 35C that are required in order to
TABLE 3.
OPERATIONAL CONDITION OF VACUUM SPRAY DRYER (VSD) FOR FERMENTED
MILK STARTER
Drying condition
VSD 35C
VSD 50C
VSD 80C
VSD 120C
Set temperature of far-infrared rays heater
35C
50C
80C
120C
Set temperature of hot water circulation
35C
50C
70C
70C
Temperature at upper part of drying tower
33–35C
48–50C
78–80C
115–120C
Temperature at middle part of drying tower
24–32C
30–41C
53–62C
67–75C
Temperature at lower part of drying tower
21–27C
28–32C
38–45C
48–54C
Temperature at exit part of drying tower
29–33C
37–43C
52–58C
60–64C
Temperature of material
21C
21C
21C
21C
Atomizing pressure
10–15 kPa
Feeding rate of material
ca. 2 mL/min
Drying tower pressure at spraying
5–8 kPa
723
VACUUM SPRAY DRYING OF PROBIOTIC FOODS
obtain 100 million lactic acid bacteria. It was revealed that the amount of VSD
powder required to obtain an identical number of bacteria is approximately 6 g
or 30% of the liquid starter as ca. 19 g. This suggests that the cost of trans-
portation among factories or markets for probiotoic food production could be
reduced greatly.
Table 5 shows the moisture content and recovery rate of solid for the
obtained powder. With the increase in the drying temperature, these values
improved. However, the moisture content of the general powder product
ranged from 2% to 3%, i.e., the quality of the VSD powder appears to be low.
Further, the recovery ratios obtained ranged from 24 to 35% which were lower
than that usually obtained by the conventional spray drying. From the results
and discussion, it can be concluded that VSD is an effective drying method that
maintains the amount of the active lactic acid bacteria as functional ingredients
in probiotic foods. However, some mechanical improvements or operations for
FIG. 5. TIME COURSE OF ADENOSINE TRIPHOSPHATE (ATP) RATIO FOR TREATED
FERMENTED MILK STARTER IN SOME METHODS
(
䉬) Powdered at 35C vacuum spray dryer (VSD). (䊏) Powdered at 50C VSD. (䉱) Powdered at
80C VSD. (
䊉) Powdered at 120C VSD. (䉭) Fermented milk starter, (䊐) Sediment part of
fermented milk starter. (
¥) Concentrated fermented milk starter at 30C rotary evaporation.
TABLE 4.
COMPARISON OF MATERIAL AMOUNT FOR 100 MILLION LATIC ACID BACTERIA
Material
Fermented milk starter
Vacuum spray dryer 35C powder
amount (g)
19.2
5.6
724
Y. KITAMURA ET AL.

the VSD system are necessary to increase the reduction in powder moisture
content or to increase the solid recovery ratio.
ACKNOWLEDGMENT
This study was supported by a research grant from the Food Science
Institute Foundation (Ryoshoku Kenkyu Kai).
REFERENCES
ADHIKARI, B., HOWES, T., LECOMTE, D. and BHANDARI, B.R. 2005. A
glass transition temperature approach for the prediction of the surface
stickiness of a drying droplet during spray drying. Powder Technol. 149,
168–179.
ARAI, S., KAWABATA, A., MOGI, S. and YAMANOI, A. 2002. Food
design. Sci. Forum 21, 454. (in Japanese).
BHANDARI, B.R. and HOWES, T. 1999. Implication of glass transition for
the drying and stability of dried foods. J. Food Eng. 40, 71–79.
KAMINISHI, K. and SAGARA, Y. 2004. Fundamentals and applications for
the freeze drying of foods (1). Reitou 79, 26–32 (in Japanese).
KAWAGUCHI, M. 1993. Far infrared heating. In New Food Processing Tech-
nology and Equipment – The Development and Progress, (T. Obara, ed.)
p. 130, Sangyo Chosa-kai, Tokyo, Japan (in Japanese).
KIMURA, S. and OHGAWARA, M. 1991. Drying technologies and equip-
ments. In New Food Processing Technology and Equipment – The Devel-
opment and Progress, (T. Obara, ed.) p. 241, Sangyo Chosa-kai, Tokyo,
Japan (in Japanese).
MACLEOD, C.S., MCKITTRICK, J.A., HINDMARSH, J.P., JOHNS, M.L.
and WILSON, D.I. 2006. Fundamentals of spray freezing of instant
coffee. J. Food Eng. 74, 451–461.
MORICHI, T. 2002. Utilization of lactic acid bacteria for food preservation. J.
Jpn. Soc. Food Sci. Technol. 49, 207–219 (in Japanese).
TABLE 5.
EFFECT OF DRYING TEMPERATURE ON POWDER RECOVERY RATIO AND
MOISTURE CONTENT
Drying temperature (C)
35
50
80
120
Recovery ratio (%)
28.5
25.7
24.6
35.0
Moisture content (wet basis, %)
10.2
10.9
9.0
6.4
725
VACUUM SPRAY DRYING OF PROBIOTIC FOODS

MURAMATSU, Y., TAGAWA, A., KITAMURA, Y. and TANAKA, C. 1996.
A relationship between vapor pressure and viscosity of dry milk solu-
tions. J. Jpn. Soc. Food Sci. Technol. 43, 85–91 (in Japanese).
PARDO, J.M., SEUSS, F. and NIRANJAN, K. 2002. An investigation into the
relationship between freezing rate and mean ice crystal size for coffee
extracts. Trans. IChemE 80(C), 176–182.
YOKOYAMA, T. 1998. Spray dryer for food processing. Biryuka 20, 18–23
(in Japanese).
726
Y. KITAMURA ET AL.

Copyright of Journal of Food Processing & Preservation is the property of Blackwell Publishing Limited and its
content may not be copied or emailed to multiple sites or posted to a listserv without the copyright holder's
express written permission. However, users may print, download, or email articles for individual use.
Wyszukiwarka
Podobne podstrony:
Using ultrasonic vacuum spray dryer to produce highly viable dry probiotics 2011 (David Semyonov, Or
Encapsulating probiotic bacteria by ultrasonic vacuum spray drying (D Semyonov, O Ramon and E Shimon
Microwave vacuum drying of porous media experimental study and qualitative considerations of interna
Experimental study on drying of chilli in a combined Microwave vacuum rotary drum dryer (Weerachai K
Gor±czka o nieznanej etiologii
EXPERIENTIAL
02 VIC 10 Days Cumulative A D O Nieznany (2)
Abolicja podatkowa id 50334 Nieznany (2)
45 sekundowa prezentacja w 4 ro Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
Mechanika Plynow Lab, Sitka Pro Nieznany
katechezy MB id 233498 Nieznany
2012 styczen OPEXid 27724 Nieznany
metro sciaga id 296943 Nieznany
Mazowieckie Studia Humanistyczn Nieznany (11)
cw 16 odpowiedzi do pytan id 1 Nieznany
perf id 354744 Nieznany
więcej podobnych podstron