D M A I C
Define Measure Analyze Improve Control
D
Define
M
Measure
A
Analyze
I
Improve
C
Control
Implementing Six Sigma Quality
at Better Body Manufacturing
2
D M A I C
Define Measure Analyze Improve Control
Dimension
DPM
ASM_7Y
172475
ASM_8Y
85824
ASM_3Y
19786
ASM_9Y
3874
ASM_10Y
776
ASM_6Y
4
Overview
ABC Incorporated (ABC) is not achieving Six Sigma quality levels
for all critical Body-Side Sub-Assembly dimensions as requested by
their customers.
Ensure that all critical body-side subassembly dimensions are
within Six Sigma quality levels of 3.4 DPM. C
p
2.0 and C
pk
1.67.
• Change tonnage to > 935 to correct ASM_7Y and
ASM_8Y
• Set clamp position to location 2 for ASM_9Y and
ASM_10Y
• Re-machine A-pillar die to correct A_3Y and
ASM_3Y
• Determined the correlation between body side and assembly
dimensions.
• Evaluated the significance of Tonnage > 935 for ASM_7Y &
ASM_8Y.
• Conducted a DOE for Clamp position for ASM_9Y & ASM_10Y.
0
50000
100000
150000
200000
A
S
M
_7
Y
A
S
M
_8
Y
A
S
M
_3
Y
A
S
M
_9
Y
A
S
M
_1
0
Y
A
S
M
_6
Y
DPM
3
D M A I C
Define Measure Analyze Improve Control
Problem Statement & The
Goal
ABC Incorporated’s customer wants ABC to apply Six Sigma problem
solving methodology to insure that the body side subassembly is
achieving Six Sigma quality levels of less than 3.4 defects per million
for all critical body side subassembly dimensions.
ABC needs an improvement strategy that minimizes the rework costs
while achieving the desired quality objective. ABC’s goal is to produce
module subassemblies that meet the customer requirements and not
necessarily to insure that every individual stamped component within
the assembly meets it original print specifications – sub-system
optimizations vs. local optimization.
+
+
A-Pillar
Reinforcement
B-Pillar
Reinforcement
Body Side Outer
+
+
A-Pillar
Reinforcement
B-Pillar
Reinforcement
Body Side Outer
D
Define
4
D M A I C
Define Measure Analyze Improve Control
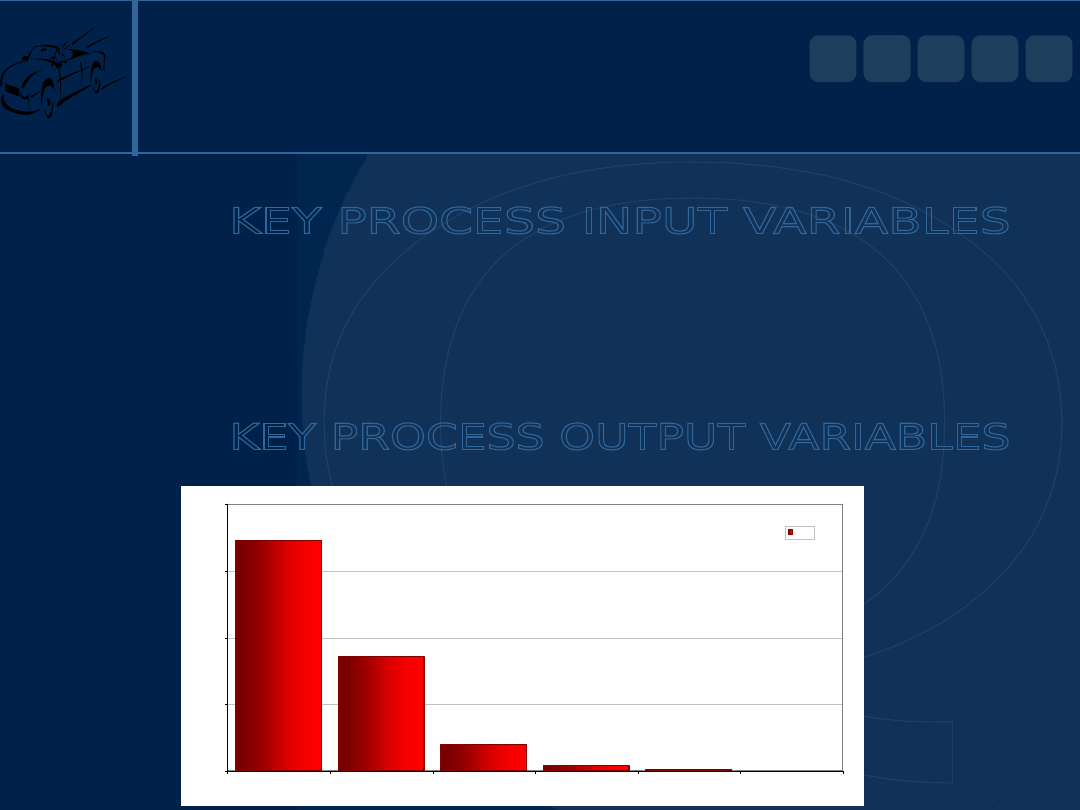
Measure Phase
Key Variables:
Assembly process variables:
Weld Pattern (density), Clamp Location, and Clamp Weld
Pressure
Stamping process variables (body side):
Press Tonnage, Die Cushion Pressure, Material Thickness
Body Assembly Dimensions ASM_1Y through ASM_10Y
M
Measure
4
776
172475
85824
19786
3874
0
50000
100000
150000
200000
ASM_7Y
ASM_8Y
ASM_3Y
ASM_9Y
ASM_10Y
ASM_6Y
DPM
Assembly Dimensions with Highest
Defects
5
D M A I C
Define Measure Analyze Improve Control
Resolution alternatives (based upon past experience):
1. Make adjustments to assembly process settings
2. Reduce variation of components through better control of
stamping
process input variables
3. Rework stamping dies to shift component mean deviation that
is off
target and causing assembly defects
Target Performance Level:
All ten critical assembly dimensions at Six Sigma quality level of
3.4 DPM.
C
p
2.0 and C
pk
1.67
Fish Bone and P-Diagrams:
Understanding potential causes of defects. From this we pick the
assembly and component dimensions that require further analysis
Analyze Phase
A
Analyze
6
D M A I C
Define Measure Analyze Improve Control
For our analysis we will do a DOE to
check for levels that contribute to
better quality product.
Weld Pattern
(density)
Clamp
Location
Operator
Machine
Materials
Methods
Clamp Weld
Pressure
Press
Tonnage
Die Cushion
Pressure
Material
Thickness
Training
Yield
Strength
Elastic
Limit
Environment
Temperature
Humidity
Quality
Component
Variability
Inspection
Process
Gage R&R
Body
Assembly
Analyze Phase
A
Analyze
Body Side Sub-Assembly
Stamping Process
Outputs
Body Side Sub-Assemblies at
Six Sigma quality levels
Control Variables
Clamp Location Press
Tonnage
Weld Density Die Pressure
Clamp Pressure
Error
States
Dimensional
defects
Noise Variables
Environment
Inherent Variation
Inputs
Material Thickness
Yield Strength
7
D M A I C
Define Measure Analyze Improve Control
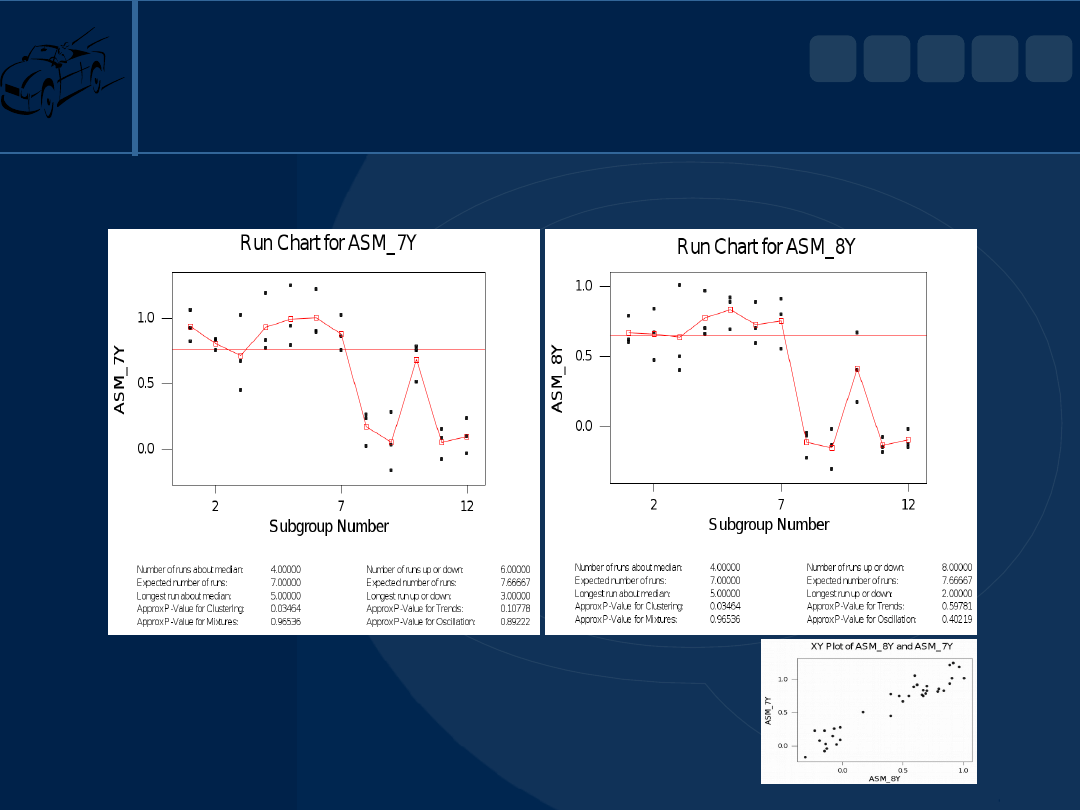
Analysis of ASM_7Y and ASM_8Y
Analyze Phase
A
Analyze
Conclusion: BS_7Y and ASM_7Y are following a
similar trend.
A correlation chart to study this further shows high
correlation.
(Pearson correlation, R of 0.701).
8
D M A I C
Define Measure Analyze Improve Control
Analyze Phase
A
Analyze
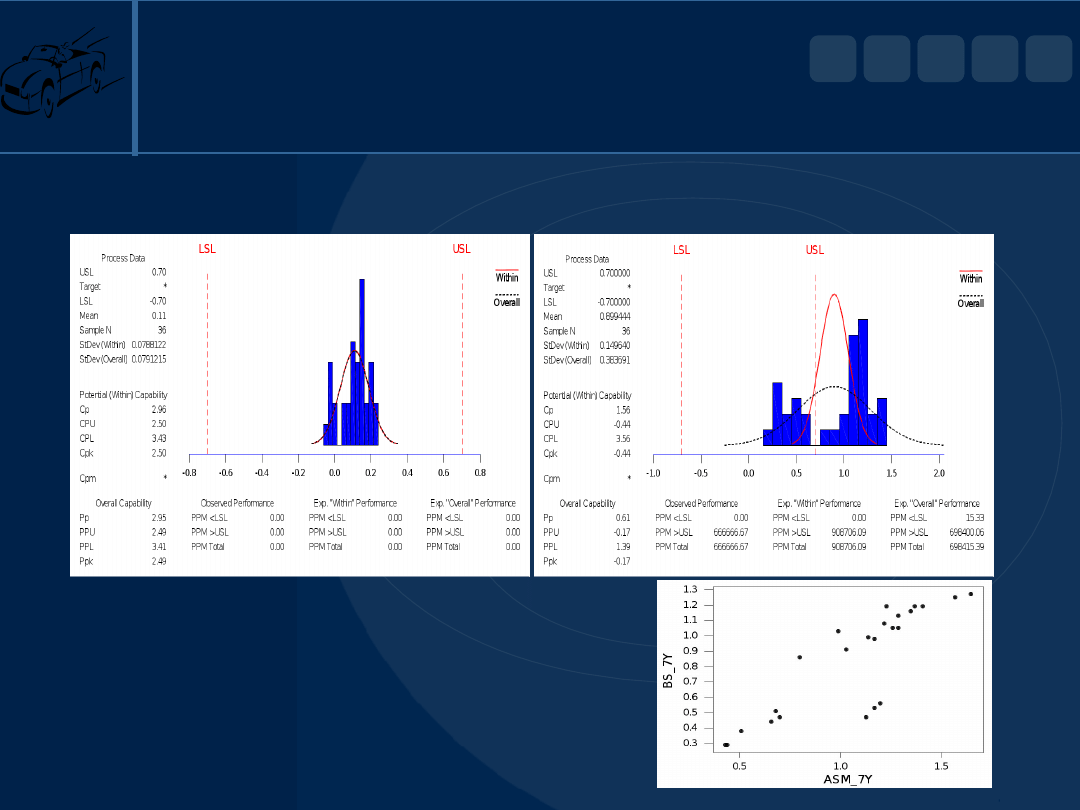
Capability of
B_7Y
698416 DPM
0 DPM
Conclusion: B_7Y has 0 ppm compared
to ~700K DPM in BS_7Y.
Furthermore, BS_7Y shows strong
correlation on dimension ASM_7Y.
(Pearson correlation, R of 0.786).
Capability of
BS_7Y
9
D M A I C
Define Measure Analyze Improve Control
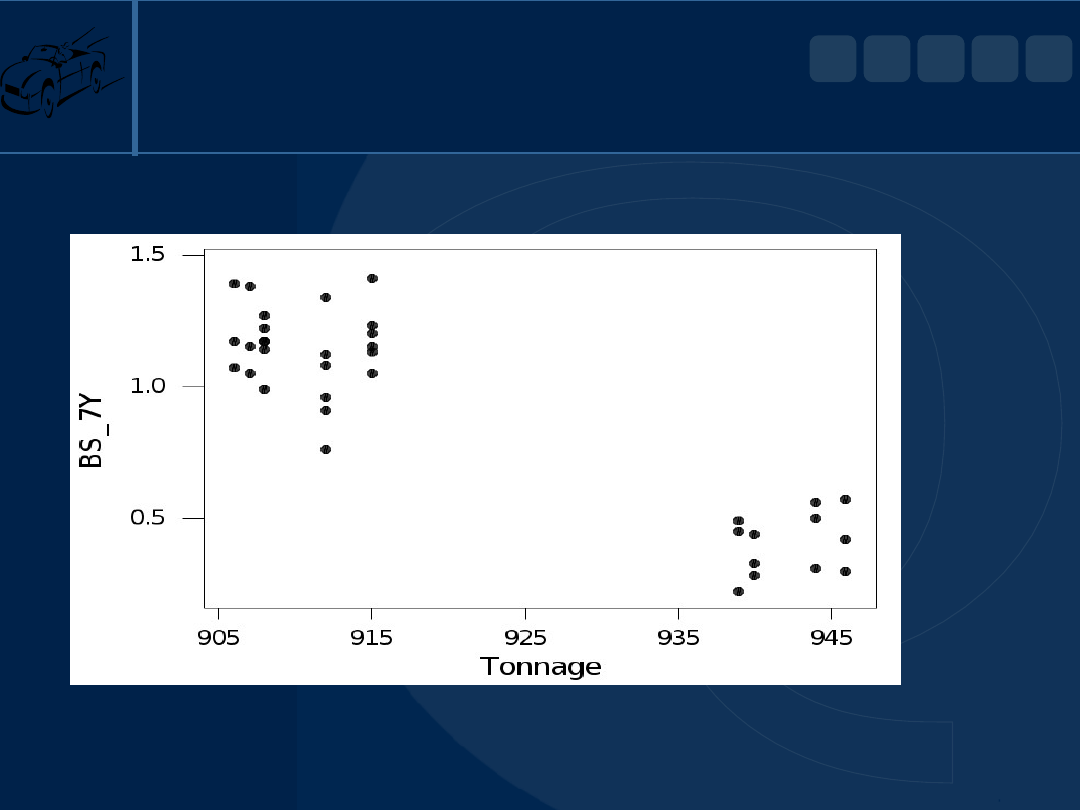
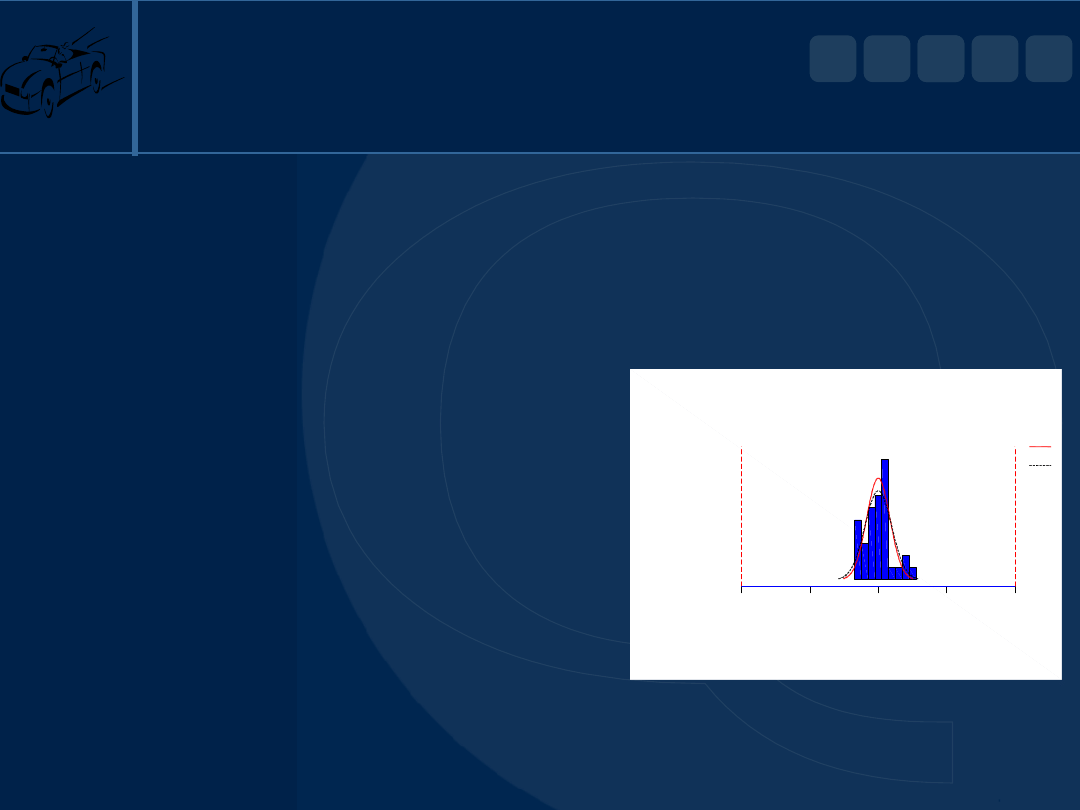
XY Plot of Tonnage vs. BS_7Y
Conclusion: Tonnage values above 935 greatly improves BS_7Y
and brings it closer to the mean. Let’s see what impact this has on
ASM dimensions 7Y, 8Y, 9Y, and 10Y by creating a subset of the
data looking only at Tonnage > 935.
Analyze Phase
A
Analyze
10
D M A I C
Define Measure Analyze Improve Control
Analyze Phase
A
Analyze
-1.0
-0.5
0.0
0.5
1.0
LSL
USL
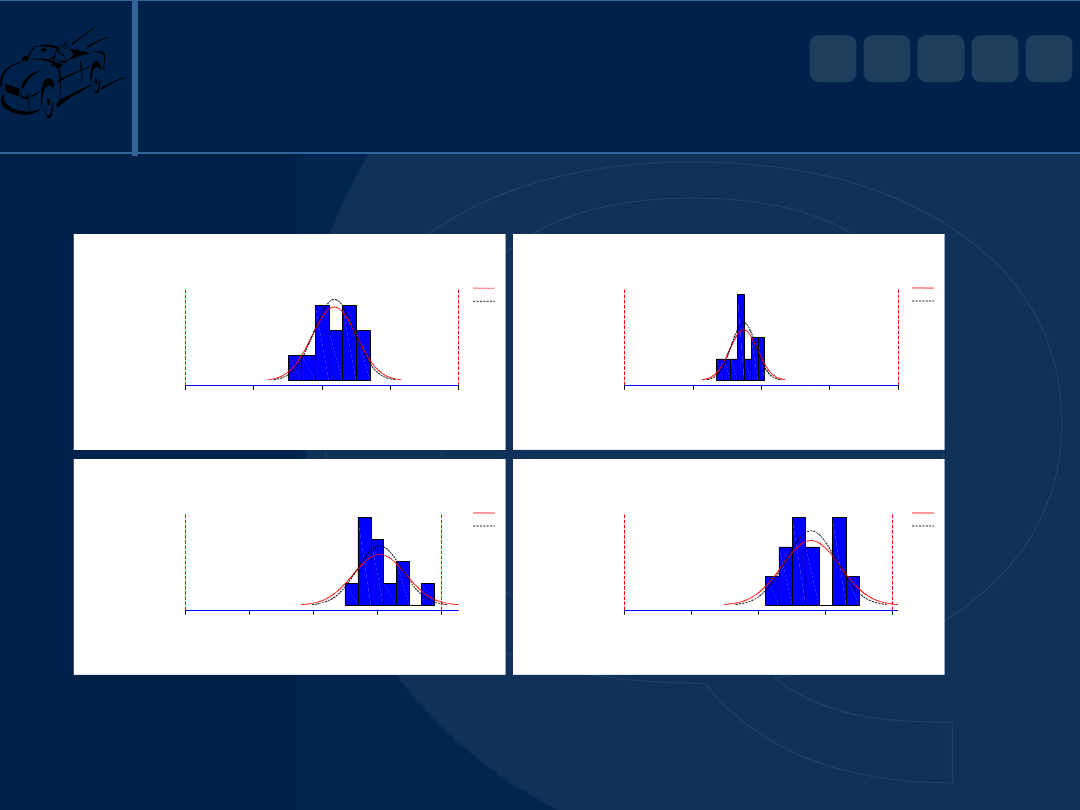
Capability Analysis of ASM_7Y at Tonnage > 935
USL
Target
LSL
Mean
Sample N
StDev (Within)
StDev (Overall)
Cp
CPU
CPL
Cpk
Cpm
Pp
PPU
PPL
Ppk
P PM < LSL
P PM > USL
P PM Total
PPM < LSL
PPM > USL
PPM Total
PPM < LSL
PPM > USL
PPM Total
1.00
*
-1.00
0.09
12
0.163174
0.147855
2.04
1.86
2.23
1.86
*
2.25
2.05
2.46
2.05
0.00
0.00
0.00
0.00
0.01
0.01
0.00
0.00
0.00
Process Data
Potential (Within) Capability
Overall Capability
Observed Performance
Exp. "Within" P erformance
Exp. "Overall" Performance
Within
Overall
-1.0
-0.5
0.0
0.5
1.0
LSL
USL
Capability Analysis of ASM_8Y at Tonnage > 935
USL
Target
LSL
Mean
Sample N
StDev (Within)
StDev (Overall)
Cp
CPU
CPL
Cpk
Cpm
Pp
PP U
PP L
Ppk
PPM < LSL
PPM > USL
PPM Total
PPM < LSL
PPM > USL
PPM Total
PP M < LSL
PP M > USL
PP M Total
1.00000
*
-1.00000
-0.12833
12
0.101825
0.089161
3.27
3.69
2.85
2.85
*
3.74
4.22
3.26
3.26
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
Process Data
Potential (Within) Capability
Overall Capability
Observed Performance
Exp. "Within" Performance
Exp. "Overall" Performance
Within
Overall
-1.0
-0.5
0.0
0.5
1.0
LSL
USL
Capability Analysis of ASM_9Y at Tonnage > 935
USL
Target
LSL
Mean
Sample N
StDev (Within)
StDev (Overall)
Cp
CPU
CPL
Cpk
Cpm
Pp
PPU
PPL
Ppk
P PM < LSL
P PM > USL
P PM Total
PPM < LSL
PPM > USL
PPM Total
PPM < LSL
PPM > USL
PPM Total
1.00000
*
-1.00000
0.52083
12
0.206010
0.177098
1.62
0.78
2.46
0.78
*
1.88
0.90
2.86
0.90
0.00
0.00
0.00
0.00
10010.77
10010.77
0.00
3408.51
3408.51
Process Data
Potential (Within) Capability
Overall Capability
Observed Performance
Exp. "Within" P erformance
Exp. "Overall" Performance
Within
Overall
-1.0
-0.5
0.0
0.5
1.0
LSL
USL
Capability Analysis of ASM_10Y at Tonnage > 935
USL
Target
LSL
Mean
Sample N
StDev (Within)
StDev (Overall)
Cp
CPU
CPL
Cpk
Cpm
Pp
PP U
PP L
Ppk
PPM < LSL
PPM > USL
PPM Total
PPM < LSL
PPM > USL
PPM Total
PP M < LSL
PP M > USL
PP M Total
1.00
*
-1.00
0.39
12
0.215541
0.187663
1.55
0.94
2.15
0.94
*
1.78
1.08
2.47
1.08
0.00
0.00
0.00
0.00
2326.72
2326.72
0.00
576.00
576.00
Process Data
Potential (Within) Capability
Overall Capability
Observed Performance
Exp. "Within" Performance
Exp. "Overall" Performance
Within
Overall
Conclusion: Setting Tonnage to greater than 935 resulted in
ASM_7Y and ASM_8Y meeting the goal of <3.4 DPM. ASM_9Y and
ASM_10Y require further analysis.
Impact this has on ASM dimensions 7Y, 8Y, 9Y & 10Y on Tonnage
11
D M A I C
Define Measure Analyze Improve Control
DOE for Response Variable ASM_9Y
• DOE factorial analysis shows Clamp Position is the only
significant factor in
determining ASM_9Y dimension
DOE Response Optimization for ASM_9Y
• Set Clamp Position to Location 2 (level 1)
• Optimizer recommends setting Weld Density to 1.33 weld per
inch (level 1),
but this appears to be a robust parameter, which could be
changed for the benefit
of process without reducing quality if processing time or cost
shows a benefit.
• Optimizer recommends setting Clamp Pressure to 2100 psi (level
1), but this
appears to be a robust parameter, which could be changed for
the benefit of process
without reducing quality if processing time or cost shows a
benefit.
• Run additional tests at recommended settings to confirm results
• Weld Density and Clamp Pressure are robust parameters and
can be set to optimize
the process capability to maximum level and lowest cost.
Analyze Phase
A
Analyze
Input Variable
Proposed ASM_9Y Setting Proposed ASM_10Y Setting
Clamp Location
Location 2
Location 2
Weld Density (welds per X inches)
1.33
1.33
Clamp Pressure
2100 psi
2100 psi
12
D M A I C
Define Measure Analyze Improve Control
Analyze Phase
A
Analyze
DOE for Response Variable ASM_10Y
• DOE factorial analysis shows Clamp Position is also the only
significant
factor in determining ASM_10Y dimension
DOE Response Optimization for ASM_10Y
• Setting clamp to location 2 also improves ASM_10Y
• Recommend same settings used to improve ASM_9Y to improve
process
capability which also allows for no changes to machine setup and
helps reduce
possible process concerns
• Run additional tests at recommended settings to confirm results
• Weld Density and Clamp Pressure are robust parameters and can
be set to optimize
the process capability to maximum level and lowest cost.
13
D M A I C
Define Measure Analyze Improve Control
DOE for Response Variable ASM_3Y
• DOE factorial analysis shows that no factors are significant
• Response Optimization shows no solution for response
optimizer
Observe Process Capability of A_3Y and BS_3Y
• ASM_3Y and A_3Y have a similar mean shift in the -Y
direction
Correlation of Output Variables
• No dimensional correlations appear to exist between
ASM_3Y and
A_3Y or BS_3Y
Stepwise Regression Analysis of BS_3Y
• Tonnage and Die Pressure appear to be significant in
determining
dimension BS_3Y
• Tonnage values < 920 may improve BS_3Y
• Die Pressure appears to have no clear correlation to
BS_3Y
Analyze Phase
A
Analyze
14
D M A I C
Define Measure Analyze Improve Control
Process Capability of BS_ 3Y and ASM_3Y at Tonnage < 920
• Created subset of body data looking only at dimensions with
Tonnage < 935
• Tonnage < 920 appears to improve the mean of BS_3Y slightly,
but has no
impact on improving the mean of ASM_3Y.
-1.0
-0.5
0.0
0.5
1.0
LSL
USL
Capability Analysis of ASM_3Y
USL
Target
LSL
Mean
Sample N
StDev (Within)
StDev (Overall)
Cp
CPU
CPL
Cpk
Cpm
Pp
PPU
PPL
Ppk
PPM < LSL
PPM > USL
PPM Total
PPM < LSL
PPM > USL
PPM Total
PPM < LSL
PPM > USL
PPM Total
1
*
-1
0
36
0.0851436
0.0971725
3.91
3.91
3.91
3.91
*
3.43
3.43
3.43
3.43
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
Process Data
Potential (Within) Capability
Overall Capability
Observed Performance
Exp. "Within" Performance
Exp. "Overall" Performance
Within
Overall
Die remachined to move mean +0.80
Capability of A_3Y and ASM_3Y with
+0.80 mm mean offset
• Manipulate data for A_3Y and
ASM_3Y by +0.80 mm to simulate
re-machining
• Process capability shows 0
defects for A_3Y and ASM_3Y with
this mean offset
Analyze Phase
A
Analyze
15
D M A I C
Define Measure Analyze Improve Control
Analyze Phase
A
Analyze
Conclusions
• From the analysis of ASM_7Y and ASM_8Y we can conclude
that:
•
Setting tonnage > 935 results in ASM_7Y and ASM_8Y
meeting the goal
• Analyzing ASM_9Y and ASM_10Y helps determine that:
•
Setting clamp position to location 2, weld density to 1 weld
every 1.33”
and clamp pressure to 2000 psi helps with dimensions
ASM_9Y and
ASM_10Y
• Analyzing ASM_3Y helps us conclude that:
•
Re-machine A-Pillar die to move A_3Y to nominal – which
could cause
BS_3Y to shift towards nominal – effectively shifting ASM_3Y
to nominal
16
D M A I C
Define Measure Analyze Improve Control
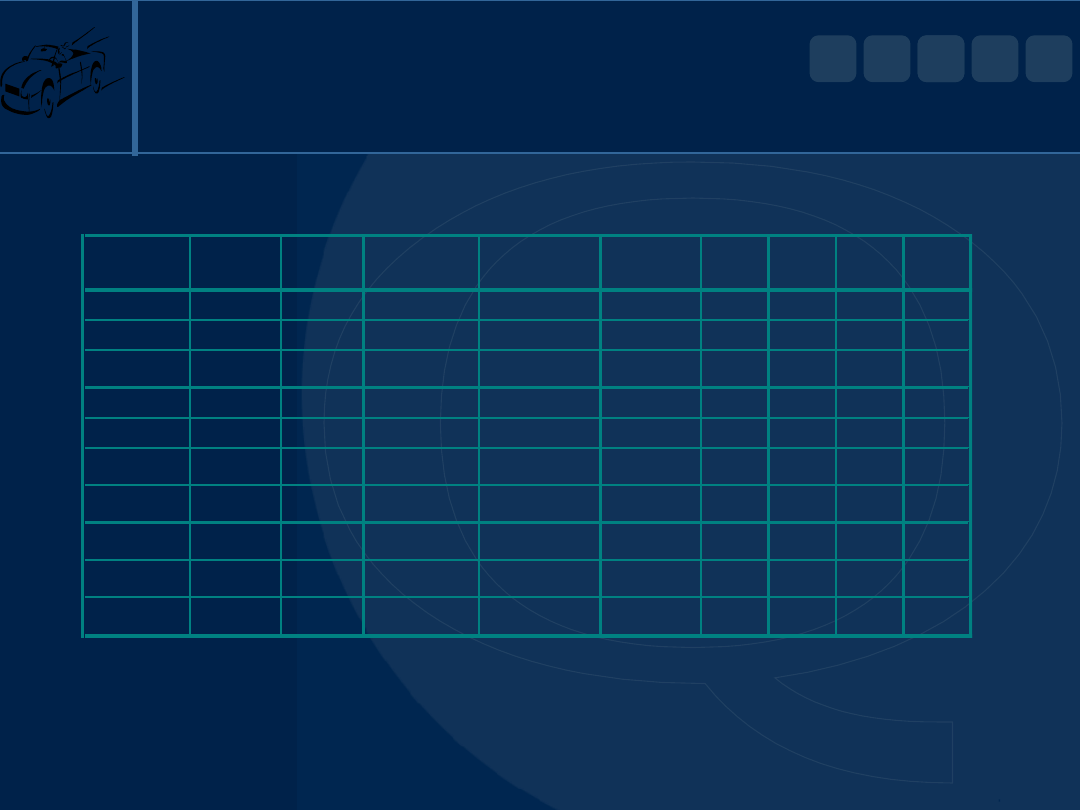
With the recommended changes the process performance will
improve significantly
Dimension Mean
StDev
Overall
DPM_Obsv DPM_Within DPM_Exp
P
p
P
pk
C
p
C
pk
ASM_1Y
-0.035
0.165
0
0
0
2.01
1.94
2.47
2.39
ASM_2Y
0.259
0.152
0
0
1
2.20
1.63
2.31
1.71
ASM_3Y
0.000
0.097
0
0
0
ASM_4Y
0.009
0.115
0
0
0
2.90
2.87
3.53
3.50
ASM_5Y
-0.330
0.145
0
0
2
2.30
1.54
3.72
2.50
ASM_6Y
-0.284
0.160
0
1
4
2.08
1.49
2.24
1.60
ASM_7Y
0.090
0.148
0
0
0
2.25
2.05
2.04
1.86
ASM_8Y
-0.128
0.089
0
0
0
3.74
3.26
3.27
2.85
ASM_9Y
0.521
0.180
0
0
0
ASM_10Y
0.395
0.191
0
0
0
A
Analyze
Analyze Phase
17
D M A I C
Define Measure Analyze Improve Control
Recommendations for improving the process:
•
Set Tonnage to above 935 to improve ASM_7Y & ASM_8Y
•
Set Clamp to Location 2 to improve ASM_9Y & ASM_10Y
•
Re-machine the A-Pillar die to move the mean of A_3Y to
nominal which in turn will move ASM_3Y to nominal
Implement the above recommendations and run additional samples to
verify results.
I
Improve
Improve Phase
18
D M A I C
Define Measure Analyze Improve Control
Control Phase
C
Control
Recommended controls :
•
Implement a gauge on the body side component press to
monitor tonnage
•
Implement an alarm and shut-off feature on the body side press
if tonnage
falls below 935 tons
•
Implement poke-yoke clamping fixture that ensures clamp is
always in
Position 2
•
Establish an affordable control plan for ongoing monitoring of
the 10
critical assembly dimensions.
19
D M A I C
Define Measure Analyze Improve Control
Summary
ABC Incorporated is not achieving Six Sigma quality levels for all
critical Body-Side Sub-Assembly dimensions as requested by their
customers. BBM needs to apply Six Sigma problem solving
methodology to establish an improvement strategy that minimizes
rework costs, yet achieves the desired quality objective.
•
Implement a gauge on the body side component press to monitor
tonnage
•
Implement an alarm & shut-off feature on body side press if
tonnage falls below 935
•
Implement poke-yoke clamping fixture that ensures clamp is always
in Position 2
•
Establish control plan for ongoing monitoring of the 10 critical
assembly dimensions.
•
Set Tonnage to above 935 to improve ASM_7Y & ASM_8Y
•
Set Clamp to Location 2 to improve ASM_9Y & ASM_10Y
•
Re-machine the A-Pillar die to move the mean of A_3Y to
nominal
Bring the key process output variables within Six Sigma quality
level of 3.4 DPM.
C
p
2.0 and C
pk
1.67
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
Wyszukiwarka
Podobne podstrony:
Quality Beyond Six Sigma Butter Worth Heinemann 2003 4AH
Six Sigma In Non Manufacturing
Project Management Six Sigma (Summary)
SIX SIGMA raport
Ref six sigma
AMACOM Demystifying Six Sigma 2003
Tabela przeliczeniowa Six Sigma, WZR UG, III semestr, Zarządzanie jakością - prof. UG, dr hab. Małgo
Lean Six Sigma
Sześć sigma six sigma metoda 6 sigm
Nowa Six Sigma nowasi
Lean Six Sigma, Lean
Six Sigma
Cz Mesjasz SIX SIGMA 25 01 2012
pytania wszystkie six sigma, jakość pytania
Zarządzanie przez jakość Six Sigma
Zarządzanie przez jakość Six Sigma tekst do mówienia
SIX SIGMA koncepcja doskonalenia jakości (8 stron)
Six Sigma
AMACOM Demystifying Six Sigma 2003
więcej podobnych podstron