
Białystok 2009
Białystok 2009
Technologiczne
Technologiczne
przygotowanie
przygotowanie
produkcji
produkcji
Technologiczne przygotowanie produkcji
to opracowanie procesów technologicznych dla części wchodzących w skład
dokumentacji
konstrukcyjnej, a przede wszystkim zaprojektowanie w tych procesach poszczególnych
operacji,
łącznie z dobraniem obrabiarki czy stanowiska, na których dana operacja będzie
wykonywana,
dobraniem narzędzi, obliczeniem i ustaleniem wielkości naddatków, wytypowaniem
pomocy
warsztatowych, określeniem warunków i parametrów obróbki oraz obliczeniem czasu
trwania danej
operacji.
1. Technologiczność konstrukcji
Technologiczność konstrukcji można zdefiniować jako właściwość konstrukcji
zapewniającą uzyskanie, przy określonej wielkości produkcji, wymaganych
właściwości wyrobu przy minimalnych kosztach wytwarzania w danych, określonych
warunkach produkcji.
Ocena technologa powinna dotyczyć takich czynności, jak:
- normalizacja i unifikacja części i zespołów,
- racjonalny dobór materiałów,
- właściwe zaprojektowanie części w celu racjonalnego kształtowania półfabrykatów,
- właściwe zaprojektowanie części ze względu na obróbkę skrawaniem,
- właściwe zaprojektowanie części ze względu na montaż.
Technologiczne przygotowanie produkcji
Normalizacja i unifikacja części i zespołów
W każdej konstrukcji powinno się stosować szeroko pojętą normalizację.
Dotyczy to zwłaszcza takich części maszyn, jak: wszelkiego rodzaju śruby,
nakrętki, łożyska toczne itp.
Racjonalny dobór materiałów
Istotnym wskaźnikiem technologiczności konstrukcji jest zapewnienie
projektowanej
maszynie
przewidzianych
dla
niej
właściwości
eksploatacyjnych przy możliwie małej masie. Jedną z dróg do tego
prowadzących jest właściwy i racjonalny dobór materiałów na poszczególne
części. Konstruktor powinien dobrze znać materiał, jego właściwości
fizykochemiczne oraz wpływ procesu technologicznego, w tym przede
wszystkim obróbki cieplnej, plastycznej, procesu spawania, na te właściwości.
Racjonalne kształtowanie półfabrykatów
Jest to zagadnienie bardzo istotnie wpływające na otrzymaną jakość
półfabrykatu, jak również na koszt wykonania modelu, kokili czy matrycy.
Zasadnicze metody kształtowania:
Technologiczność konstrukcji odlewów
Projektowanie odlewów jest zagadnieniem trudnym i wymaga od konstruktora dobrej
znajomości zarówno tworzywa, z którego wykonuje się odlew, jak i technologii
odlewnictwa. Najważniejsze zasady projektowania odlewów można sformułować
następująco:
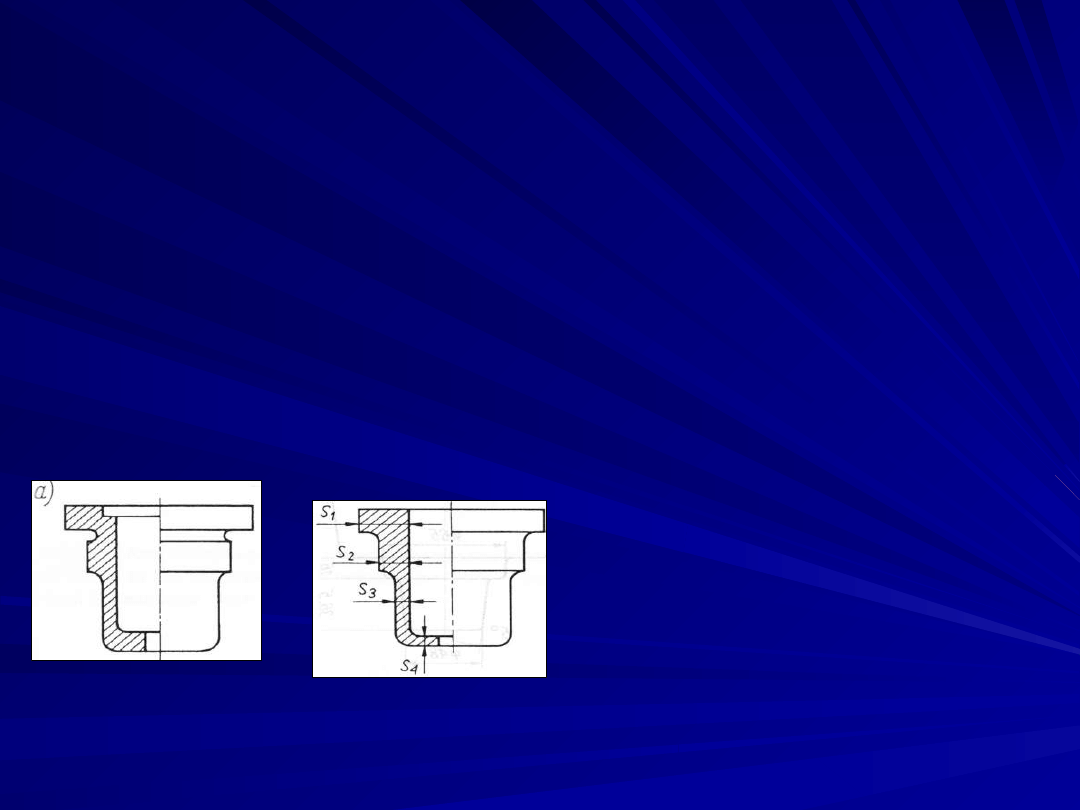
- Grubość ścian odlewu powinno się tak dobierać, aby stygnięcie przebiegało
równomiernie we wszystkich jego częściach, co można zapewnić, różnicując grubość
ścian. Ściany wewnętrzne, z których jest utrudnione odprowadzenie ciepła, powinny
być cieńsze od ścian zewnętrznych, z których odprowadzenie ciepła jest łatwiejsze.
- Kształt odlewu powinien umożliwiać nieskrępowany skurcz. Pod wpływem oporu formy,
rdzenia lub elementów skrzynki formierskiej powstają naprężenia, które w skrajnych
przypadkach mogą doprowadzić do powstawania pęknięć.
- Należy dążyć do zmniejszenia naprężeń cieplnych w odlewie, które powstają na skutek
nierównomiernego stygnięcia poszczególnych jego części. W tym celu należy stosować
ściany pochyłe lub wygięte zamiast płaskich.
- Należy zapewnić stosunkowo łatwy dostęp do wszystkich powierzchni zewnętrznych i
wewnętrznych odlewu, co ułatwi usunięcie rdzeni oraz oczyszczenie wnętrza odlewu.
Konstrukcja odlewu umożliwiająca
jego kierunkowe krzepnięcie:
a) konstrukcja błędna,
b) konstrukcja
poprawna
ze
stopniowym wzrostem grubości
ścianek
b)
a)
i /4
5. Technologiczne przygotowanie produkcji
Technologiczność konstrukcji odkuwek
Odkuwki jako półfabrykaty są stosowane bardzo często, zwłaszcza w produkcji seryjnej i
wielkoseryjnej. Pomimo różnych sposobów kucia oraz różnych kształtów odkuwek, można
sformułować ogólne podstawowe zasady ich konstruowania:
- Projektując odkuwki, zwłaszcza odkuwki matrycowe, należy pamiętać o możliwości
wykorzystania ich stosunkowo dużej dokładności i nie przewidywać na powierzchniach,
dla których ta dokładność jest wystarczająca, naddatków na obróbkę.
- Należy unikać cienkich przekrojów ścianek i żeber ze względu na szybkie stygnięcie
podczas kucia.
- Projektując odkuwki, należy brać pod uwagę sposób ich bazowania podczas obróbki
mechanicznej.
- Konstrukcyjne kształty półfabrykatów powinny być w miarę możliwości mało
skomplikowane, aby uzyskać mały koszt wykonania matryc.
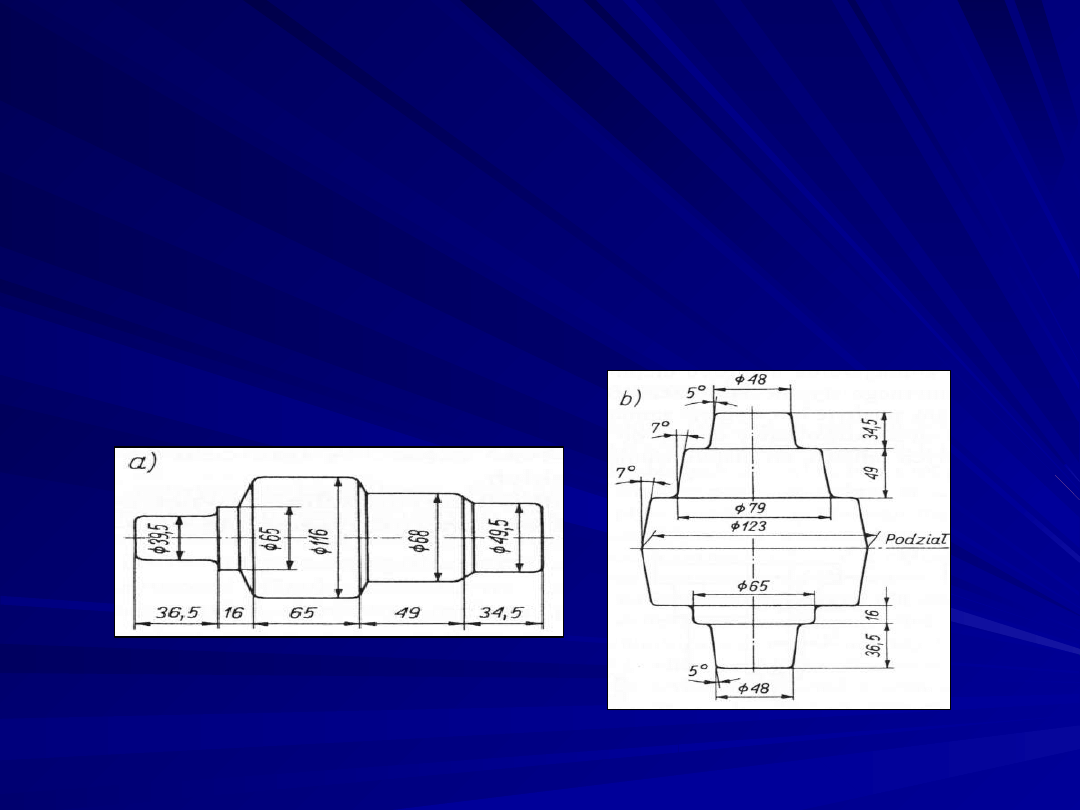
- Powierzchnia podziału matrycy powinna być w miarę możliwości płaska, co ułatwia
uzyskanie dużej dokładności matrycy oraz jej eksploatację.
Odkuwka: a) z podziałem matrycy w płaszczyźnie największego
wymiaru,
b) z podziałem matrycy w płaszczyźnie prostopadłej do
osi
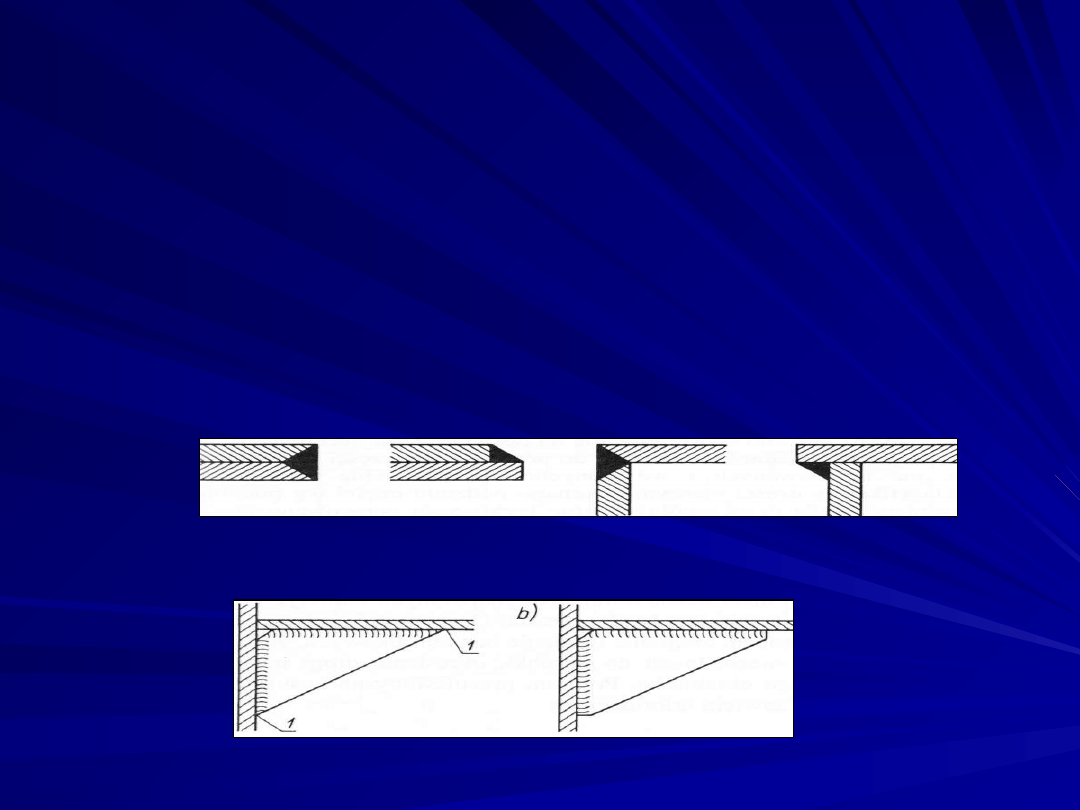
Technologiczność konstrukcji spawanych
Technologiczność konstrukcji spawanych należy rozważać z punktu widzenia
podstawowych zasad ich projektowania. Do zasad tych zalicza się:
1. Zapewnienie dogodnego dostępu elektrody do miejsca spawania.
2. Unikanie łączenia przez spawanie grubych przekrojów z cienkimi.
3. Zmniejszenie pracochłonnej obróbki krawędzi blach.
4. Obrabianie powierzchni dokładnych po spawaniu.
5. Na skutek spawania powstają naprężenia, które muszą być usunięte przez
wyżarzenie.
a) b) c) d)
Konstrukcje spawane z blach:
a)
i c) konstrukcje nietechnologiczne, wymagające obróbki krawędzi blach,
b)
I d) konstrukcje technologiczne, umożliwiające umieszczenie spoiny we wnękach po przesunięciu
blach
Konstrukcje spawane z blach: a) nietechnologiczna - cienkie ostre naroża 1, b) technologiczna brаk
ostrych naroży
Racjonalne kształtowanie części ze względu
na
obróbkę wiórową
Technologiczność konstrukcji części kształtowanych metodą obróbki
skrawaniem
można rozważać zarówno z punktu widzenia klasy przedmiotu, jak również
typu
obrabiarki, na jakiej ten przedmiot będzie obrabiany. Ma to zresztą dość
ścisły
związek, gdyż najczęściej przedmioty:
• klasy wałów, tulei i tarcz kojarzy się z tokarkami,
• klasy korpusów z wiertarko-frezarkami,
• klasy dźwigni z wiertarkami,
• klasy części płaskich z frezarkami.
2. Podział metod projektowania
2. Podział metod projektowania
Biorąc pod uwagę dzisiejszy stan techniki, projektowanie procesów technologicznych
Biorąc pod uwagę dzisiejszy stan techniki, projektowanie procesów technologicznych
(projektowanie operacji) można podzielić na:
(projektowanie operacji) można podzielić na:
- projektowanie konwencjonalne (ręczne),
- projektowanie konwencjonalne (ręczne),
- projektowanie wspomagane komputerowo,
- projektowanie wspomagane komputerowo,
- projektowanie warsztatowe.
- projektowanie warsztatowe.
Projektowanie konwencjonalne (ręczne)
Projektowanie konwencjonalne (ręczne)
Projektowanie konwencjonalne było do niedawna jedyną metodą
Projektowanie konwencjonalne było do niedawna jedyną metodą
projektowania procesów
projektowania procesów
technologicznych. Jest ono oparte głównie na doświadczeniu technologa
technologicznych. Jest ono oparte głównie na doświadczeniu technologa
W przypadku obrabiarek sterowanych numerycznie projektowanie sprowadza się głównie
W przypadku obrabiarek sterowanych numerycznie projektowanie sprowadza się głównie
do operacji. Programowanie ręczne jest stosowane jedynie w tych przypadkach, kiedy w
do operacji. Programowanie ręczne jest stosowane jedynie w tych przypadkach, kiedy w
zakładzie jest mała liczba obrabiarek sterowanych numerycznie lub przewidziana do
zakładzie jest mała liczba obrabiarek sterowanych numerycznie lub przewidziana do
wykonania operacja jest bardzo prosta.
wykonania operacja jest bardzo prosta.
Program przeniesiony na nośnik informacji zawiera informację o:
Program przeniesiony na nośnik informacji zawiera informację o:
- drodze narzędzi,
- drodze narzędzi,
- prędkościach obrotowych dla poszczególnych zabiegów,
- prędkościach obrotowych dla poszczególnych zabiegów,
- wymianie narzędzi (centra obróbkowe),
- wymianie narzędzi (centra obróbkowe),
- wartości posuwów,
- wartości posuwów,
- doprowadzeniu płynu obróbkowego.
- doprowadzeniu płynu obróbkowego.
W celu opracowania programu sterującego technolog musi sporządzić kilka
W celu opracowania programu sterującego technolog musi sporządzić kilka
dokumentów stanowiących podstawę do przygotowania nośnika informacji i realizacji na
dokumentów stanowiących podstawę do przygotowania nośnika informacji i realizacji na
obrabiarce w ten sposób zapisanego programu.
obrabiarce w ten sposób zapisanego programu.
W skład dokumentacji technologicznej wchodzą:
- rysunek konstrukcyjny wykonywanej części,
- instrukcja obróbki,
- plan przejść narzędzi,
- karta programowa.
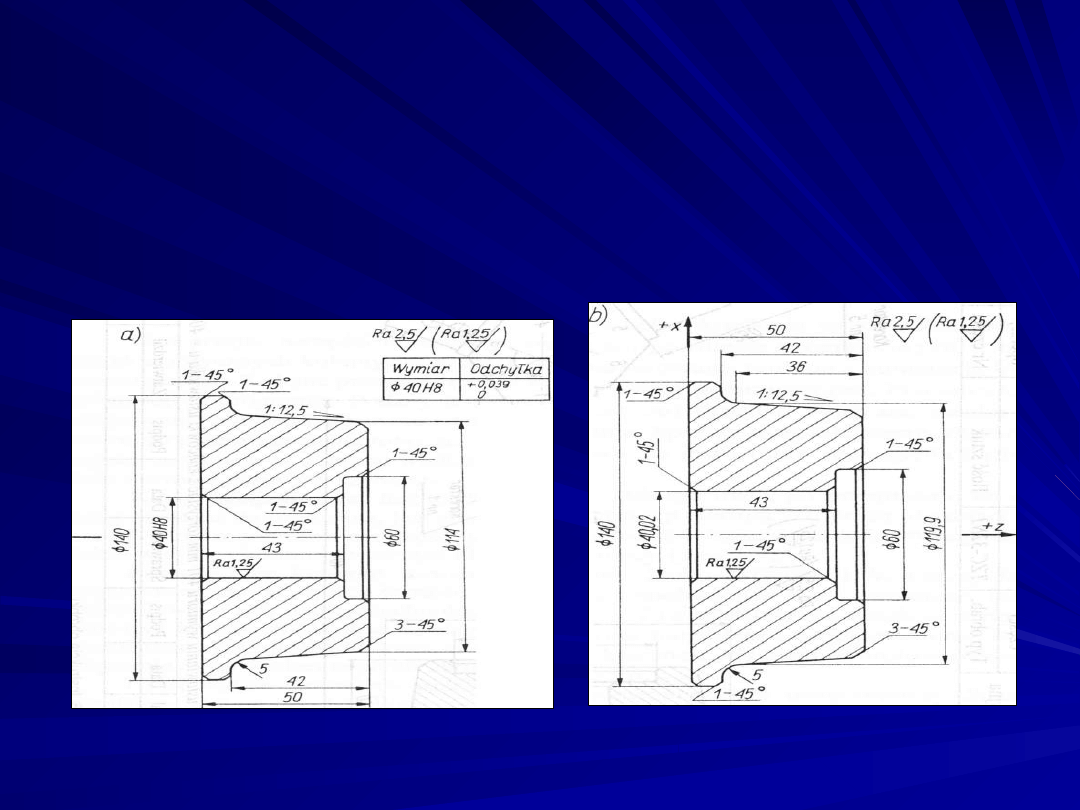
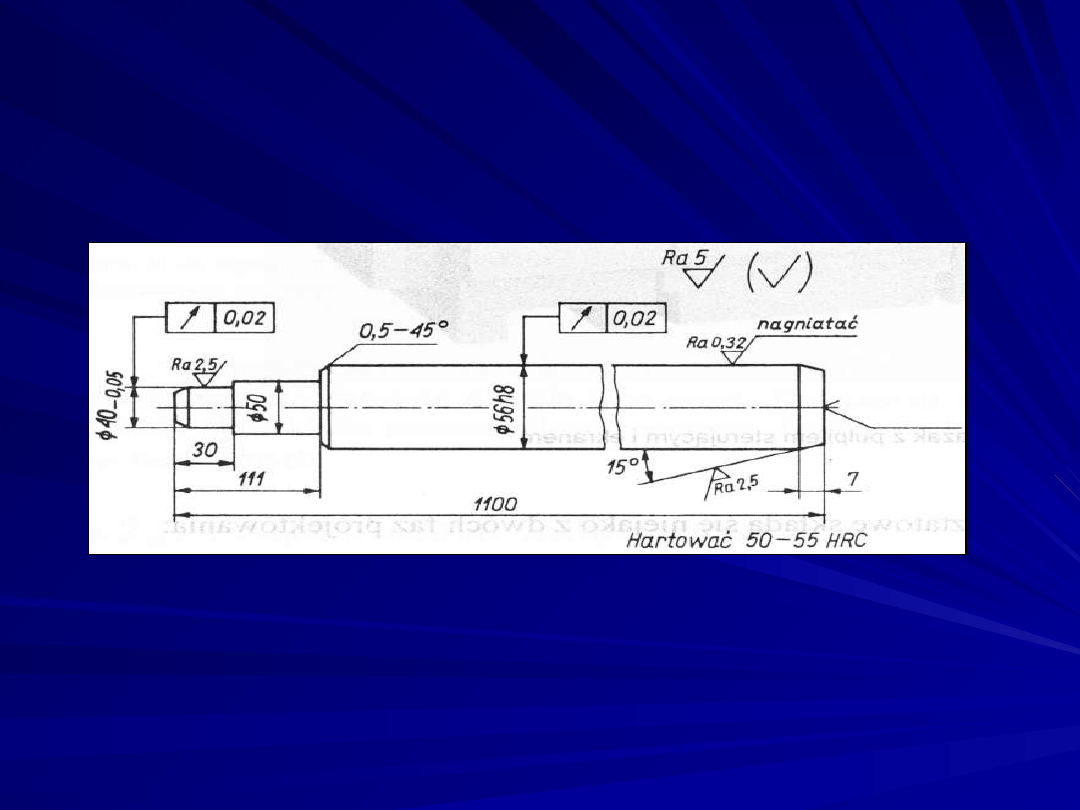
Rysunek konstrukcyjny wykonywanej części. Na rysunek konstrukcyjny
wykonywanej części nanosi się układ współrzędnych, względem którego będą
obliczone przemieszczenia narzędzi i wymiary przedmiotu, niezbędne do obliczenia
tych przemieszczeń. Sposób ogólnie przyjęty w praktyce przemysłowej
przedstawiono na rys. poniżej.
Instrukcja obróbki. Umożliwia przygotowanie obrabiarki do pracy, łącznie z
ustawieniem narzędzi w imakach narzędziowych.
Rysunek przedmiotu: a) rysunek konstrukcyjny,
b) rysunek po uwzględnieniu wymiarowania w układzie współrzędnych systemu NUMS 320T
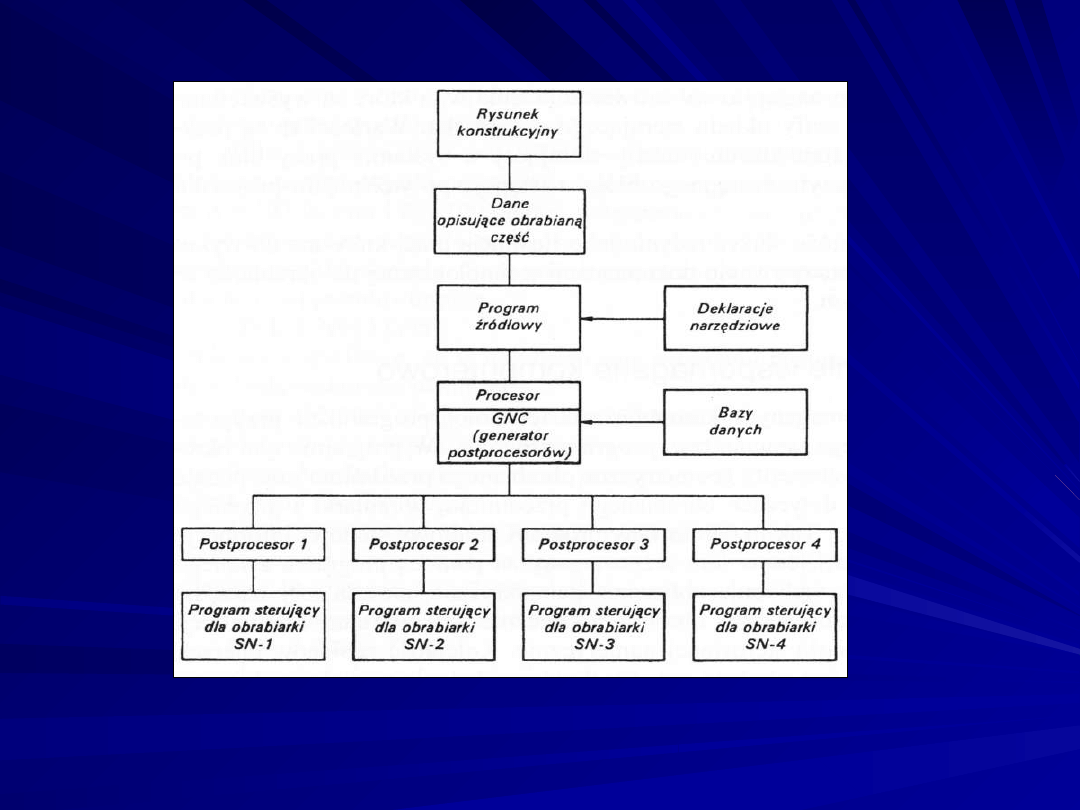
Ogólny schemat przetwarzania danych w systemie maszynowego programowania
obrabiarek sterowanych numerycznie
Projektowanie wspomagane komputerowo
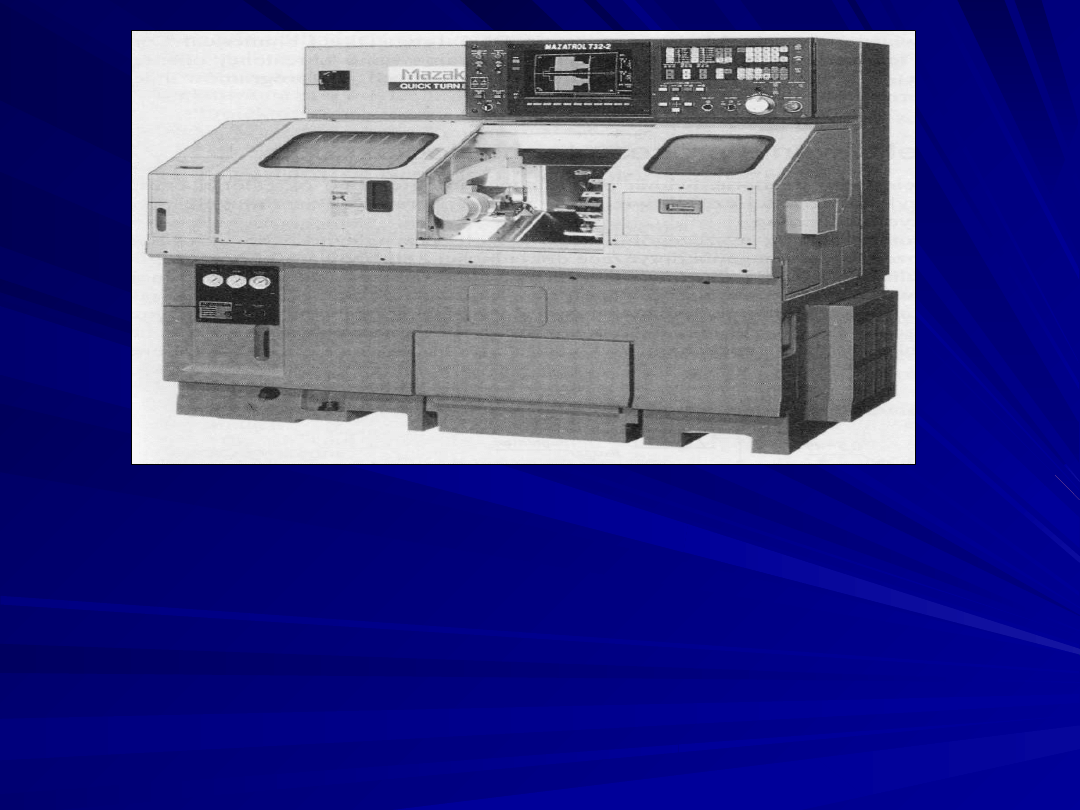
Tokarka CNC firmy Mazak z pulpitem sterującym i ekranem
Programowanie warsztatowe składa się niejako z dwóch faz projektowania:
- pierwsza faza polega na podaniu opisu półfabrykatu i na jego tle opisu gotowego
wyrobu oraz niezbędnych danych o obrabianym materiale,
- drugą fazą jest zdefiniowanie sposobów obróbki oraz dokonanie wyboru niezbędnych
narzędzi i oprzyrządowania.
Projektowanie warsztatowe
Programowanie warsztatowe odbywa się bezpośrednio na obrabiarce. Różni się ono od
programowania maszynowego tym, że nie ma potrzeby stosowania systemów
programowania. Realizuje się je przy zastosowaniu ogólnie znanych symboli uwidocznionych
na pulpicie obrabiarki i przez dialog między pracownikiem a sterownikiem obrabiarki.
3. Projektowanie procesu technologicznego
Danymi wejściowymi do opracowania procesu technologicznego określonej część są:
rysunek wykonawczy tej części, wielkość produkcji oraz środki produkcji, jaki ma do
dyspozycji technolog.
Rysunek warsztatowy
Każdy proces technologiczny powinien spełniać dwa warunki: jakościowy oraz
ekonomiczny. Warunek jakościowy wynika z rysunku konstrukcyjnego określonej części i
warunków technicznych.
Warunek ekonomiczny polega spełnieniu wymagań technicznych (jakościowych)
przy najmniejszym koszcie wytwarzania.
Struktura procesu technologicznego
Strukturę procesu technologicznego można traktować jako określoną kolejność
poszczególnych operacji. Strukturę tę charakteryzuje:
- nieciągłość procesu,
- stopniowe nadawanie kształtu, dokładności oraz właściwości poszczególnych
powierzchni.
Nieciągłość procesu wynika z podziału procesu na poszczególne operacje i
konieczności stosowania różnych sposobów i rodzajów obróbki.
Ogólnie strukturę procesu technologicznego można przedstawić w następujących
punktach:
1. Operacje wstępne.
2. Wykonanie bazy (baz) obróbkowej do dalszych operacji.
3. Wykonanie operacji obróbki zgrubnej i kształtującej.
4. Wykonanie operacji obróbki cieplnej lub cieplno-chemicznej.
5. Wykonanie operacji obróbki wykańczającej i bardzo dokładnej.
6. Wykonanie operacji kontroli jakości.
Wychodząc z określonej bazy, w dalszych operacjach wykonuje się obróbkę zgrubną i
kształtującą. Obróbka wykańczająca może nastąpić bezpośrednio po obróbce
kształtującej о ile przedmiot nie podlega obróbce cieplnej czy cieplno-chemicznej. W
przypadku zaprojektowania przez konstruktora takiej obróbki należy pamiętać, że
powoduje ona błędy w postaci odkształceń przedmiotu. Błędy te są usuwane za pomocą
obróbki wykańczającej.
4. Projektowanie operacji obróbki skrawaniem w procesie
technologicznym
W procesie technologicznym najistotniejszą rolę odgrywa operacja. Rozpracowanie operacji
odbywa się na tzw. instrukcjach obróbki, obróbki cieplnej, plastycznej itd. Podstawową część
składową operacji stanowią zabiegi, które decydują o jej strukturze.
Do zadań technologa przy opracowaniu operacji należy wytypowanie obrabiarki, narzędzi do
obróbki, wielkości naddatków gwarantujących uzyskanie żądanej jakości powierzchni,
wytypowanie pomocy warsztatowych, niezbędnych do wykonania operacji, oraz obliczenie
czasu trwania operacji.
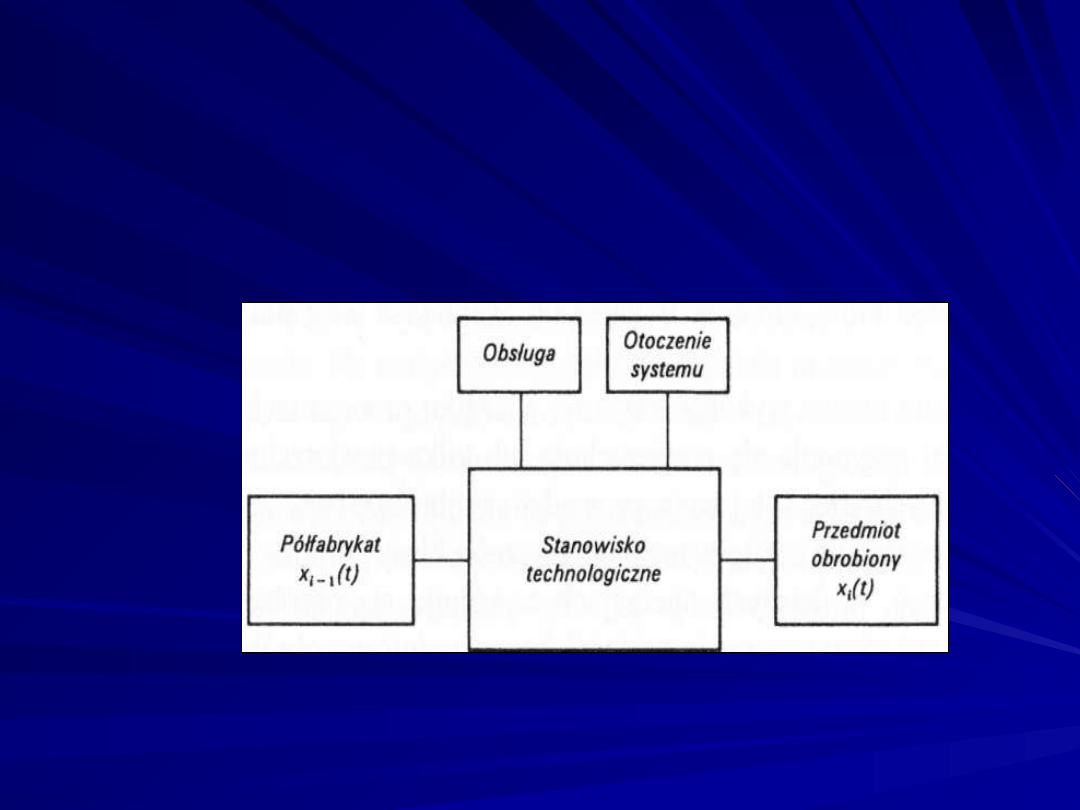
Struktura operacji
Schemat operacji obróbkowej
W procesie technologicznym może wystąpić koncentracja operacji lub ich
zróżnicowanie.
Koncentracja operacji występuje wówczas, gdy w jednej operacji jest duża liczba
zabiegów, będzie wykonana obróbka kilku powierzchni, będą wykonane różne rodzaje
obróbki, np. obróbka zgrubna i kształtująca. Rozróżnia się trzy odmiany koncentracji:
- technologiczną,
- mechaniczną,
- organizacyjną.
Koncentracja technologiczna polega na jednoczesnej obróbce kilku powierzchni.
Może być ona prowadzona kilkoma narzędziami zamocowanymi w specjalnym uchwycie
narzędziowym na tokarce wielonarzędziowej, może to być obróbka różnych powierzchni z
różnych suportów obrabiarki, mogą to być z kolei specjalne narzędzia, np. wiertła i
rozwiertaki stopniowe, noże kształtowe itp.
Koncentracja mechaniczna polega na zastąpieniu kilku zamocowań przedmiotu
jednym zamocowaniem, ale z zastosowaniem kilku pozycji. Użyć wówczas można głowic
rewolwerowych tokarek lub wiertarek, magazynów narzędziowych centrów obróbkowych
lub systemów produkcyjnych. Przez zastosowanie koncentracji mechanicznej uzyskuje się
znaczne zmniejszenie czasów pomocniczych.
Koncentracja organizacyjna jest stosowana w produkcji jednostkowej i
małoseryjnej. Polega ona głównie na uproszczeniu prac związanych z organizacją
produkcji, przy czym sam proces nie ulega zmianie. Może to być obróbka w elastycznym
systemie obróbkowym, projektowanym dla określonej klasy części.
Technologiczne przygotowanie produkcji
Przedmiot obrabiany
Przedmiot obrabiany stanowi bazę wyjściową do projektowania operacji. Spełnia on
funkcję nośnika informacji o parametrach geometrycznych i jakościowych
poszczególnych powierzchni przedmiotu. Jego kształt, przynależność do określonej klasy
i planowany do wykonania rodzaj obróbki narzucają jednoznacznie sposób jego
bazowania i zamocowania. Wymagania dotyczące dokładności i chropowatości
powierzchni mają decydujący wpływ na wybór obrabiarki, która musi zapewnić tę
dokładność. Wymagania te rzutują na proces technologiczny, zwłaszcza obróbki
wykańczającej i bardzo dokładnej. Materiał przedmiotu obrabianego i jego stan po
obróbce cieplnej determinują właściwy dobór parametrów skrawania i narzędzi.
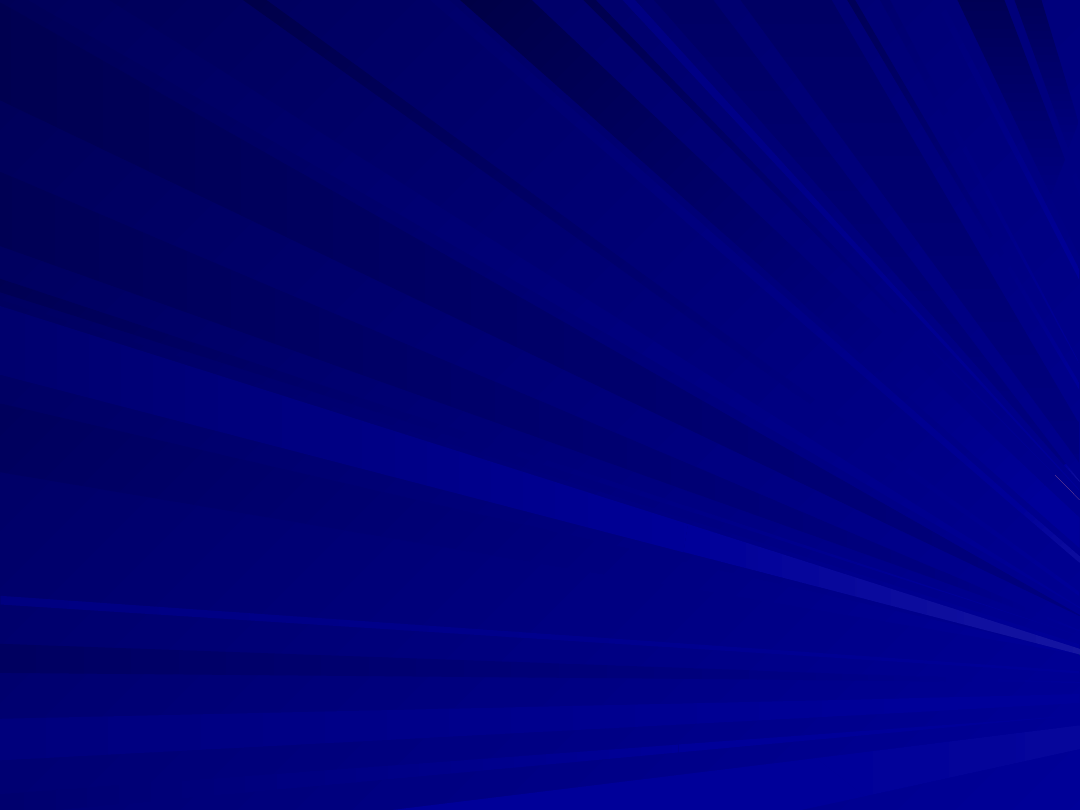
Bazowanie przedmiotów do wykonania określonej operacji
Każdy przedmiot ma 6 stopni swobody. Można go przesuwać w 3 kierunkach: x, y, z oraz
obracać wokół tych osi. Bazowanie przedmiotu na obrabiarce lub w uchwycie polega na
odebraniu mu wszystkich lub niektórych stopni swobody.
Na rysunku powyżej, przedstawiono operację szlifowania powierzchni M
wymiar g. Do tego celu stosuje się szlifierkę do płaszczyzn z uchwytem
magnetycznym. Podpierając przedmiot na płycie stołu, odbiera się mu 5 stopni
swobody.
PRZYKŁADY
i o'о
1
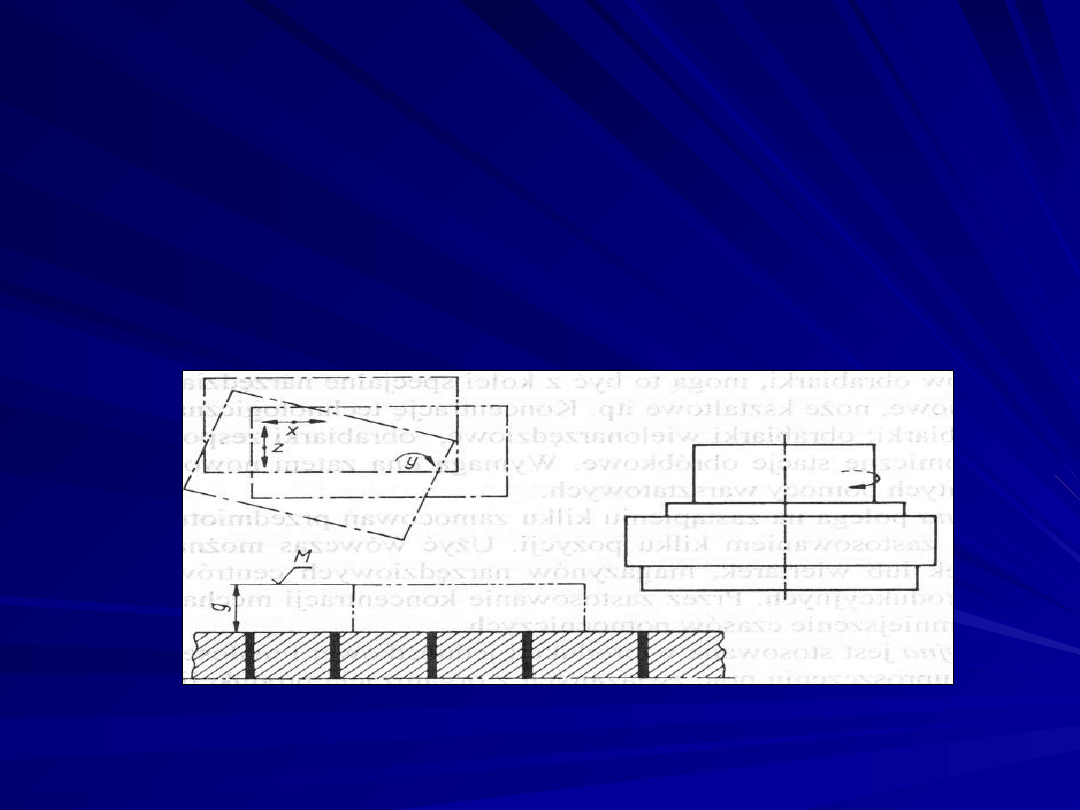
Przedmiot z odebranymi 4 stopniami
swobody
W przedmiocie powyżej, powierzchnię czopa wału należy przefrezować, aby uzyskać
wymiar h. W tym celu przedmiot podparto na pryzmie. Takie bazowanie na pryzmie
odbiera przedmiotowi 4 stopnie swobody.
W przedmiocie powyżej należy przefrezować powierzchnię. aby uzyskać odpowiednie
wymiary a i b. W tym celu przedmiotowi odebrano 5 stopni swobody. Pozostał jedynie
przesuw wzdłuż osi z.
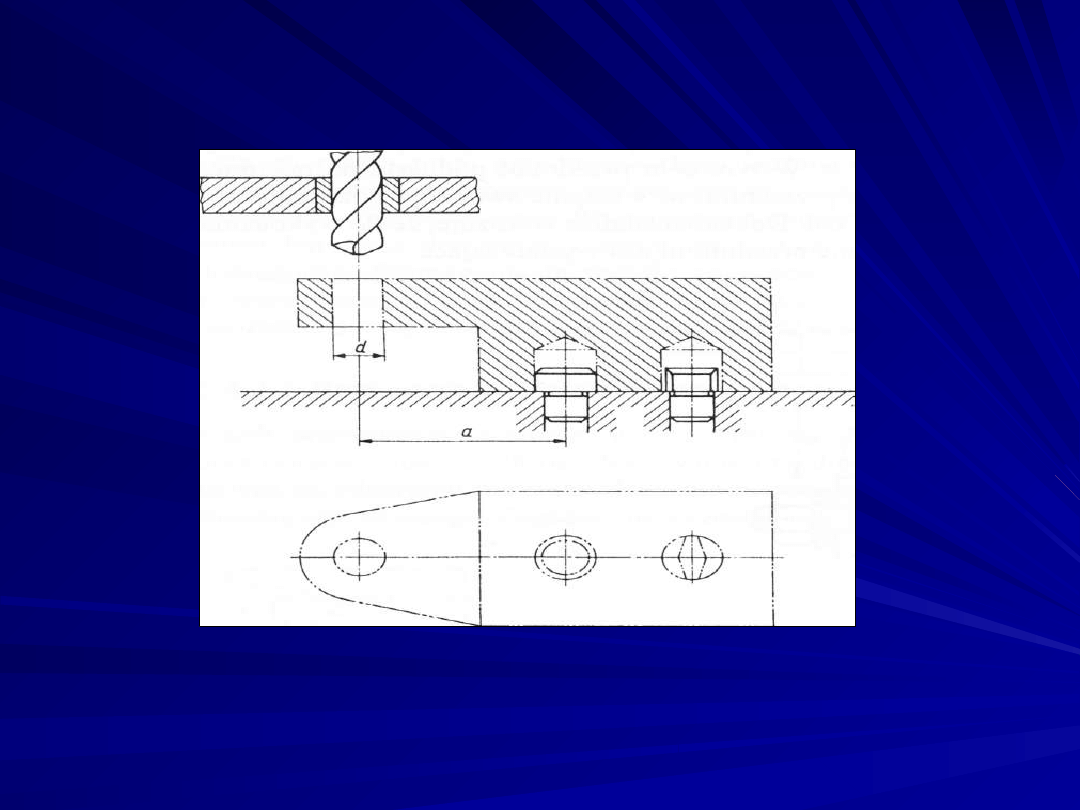
Technologiczne przygotowanie produkcji
Z kolei w przedmiocie poniżej należy wywiercić otwór o średnicy d w odległości a od
jednego z dwóch uprzednio wykonanych otworów. W tym przypadku przedmiot musi
zająć jednoznacznie określone położenie w stosunku do tulejki wiertarskiej prowadzącej
narzędzie.
Przedmiot z odebranymi 6 stopniami
swobody
Należy pamiętać, że każdy odebrany dodatkowo stopień swobody to konieczność
projektowania i wykonania uchwytu o bardziej skomplikowanej konstrukcji.
Zasady wyboru baz
Do ustalenia zasad wyboru baz należy rozważyć wybór bazy do pierwszej
operacji i do operacji następnych.
Wybór bazy do pierwszej operacji
Dla części klasy tuleja i tarcza jako powierzchnię bazową wybiera się z reguły
powierzchnię zewnętrzną, a nie otwór, który na skutek przesunięcia rdzenia może być
skrzywiony lub przesunięty.
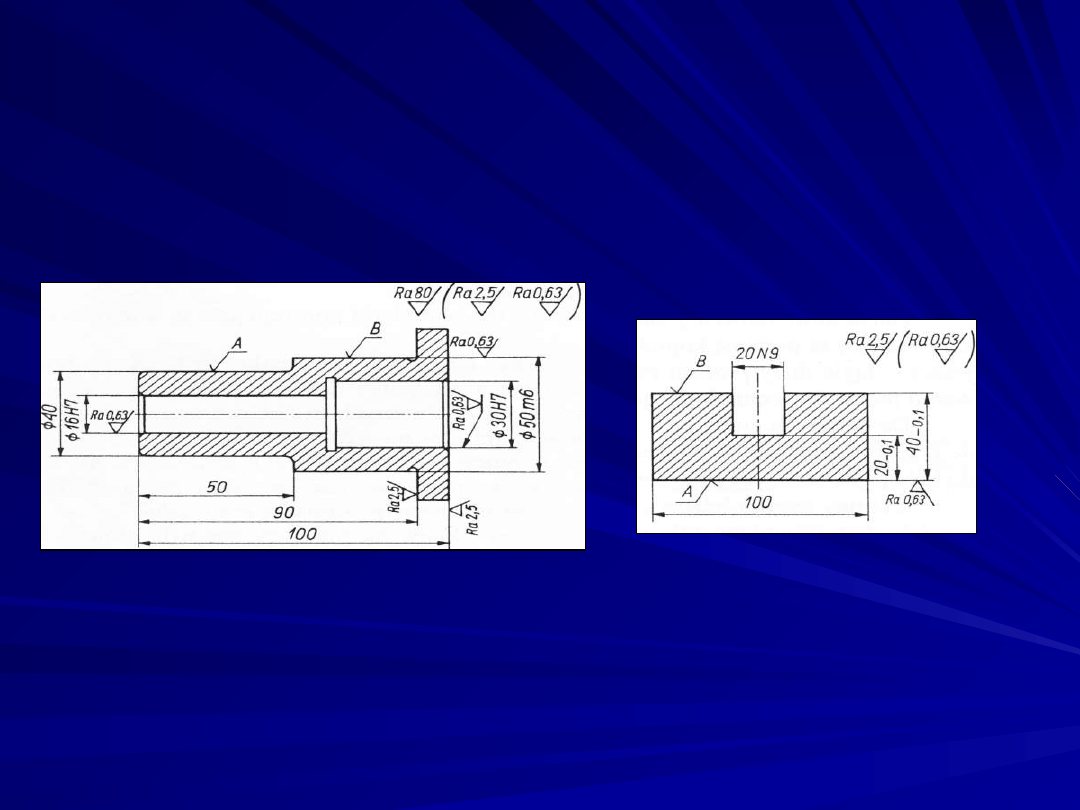
Gdy nie na wszystkich powierzchniach przedmiotu przewidziana jest obróbka,
powierzchnią bazową powinna być ta powierzchnia, która pozostaje nie obrobiona
Powierzchnia A przyjęta właściwie jako baza do pierwszej
operacji. Powierzchnia В przyjęta niewłaściwie jako baza
do pierwszej operacji
Przyjęcie
bazy
do
obróbki
powierzchni В i rowka
Wybór bazy do dalszej operacji
Jako pierwszą zasadę należy przyjąć, że powierzchnią bazową do dalszych operacji
powinna być powierzchnia obrobiona. Najbardziej właściwym rozwiązaniem byłoby,
gdyby przyjęta baza pokrywała się z bazą przyjętą przez konstruktora.
Drugą zasadą powinno być, aby przyjęta powierzchnia bazowa była używana we
wszystkich operacjach procesu technologicznego.
Stąd można by wysunąć wniosek, że w pierwszej operacji należy obrobić
powierzchnię, która będzie przyjęta jako powierzchnia bazowa dla całego procesu
technologicznego.
Dobór obrabiarki
Decydujący wpływ na wybór obrabiarki ma przedmiot obrabiany, jego przynależność do
określonej klasy, wymiary gabarytowe oraz wielkość produkcji i jej powtarzalność.
Obrabiarki ogólnie można podzielić na: obrabiarki konwencjonalne i obrabiarki sterowane
numerycznie.
Obrabiarki konwencjonalne są to obrabiarki sterowane ręcznie, krzywkowo, za pomocą
kopiału, wymagające stałej obsługi pracownika. Stanowią one jeszcze ciągle duży procent
parku maszynowego naszych zakładów, stąd w projektowaniu procesów technologicznych
odgrywają stale dużą rolę.
Do pierwszej grupy tych obrabiarek zalicza się obrabiarki uniwersalne przeznaczone
przede wszystkim do wykonywania bardzo małej wielkości produkcji, rzędu od kilku do
kilkunastu sztuk, ale przy bardzo silnie zróżnicowanym asortymencie produkcji.
Drugą bardzo liczną grupę obrabiarek konwencjonalnych stanowią obrabiarki
produkcyjne. Charakteryzują się one uproszczoną budową w stosunku do obrabiarek
uniwersalnych, zwiększoną mocą i są stosowane w produkcji seryjnej i wielkoseryjnej.
Trzecia grupa to obrabiarki specjalizowane. Są to obrabiarki, dla których opracowanie
procesu technologicznego wymaga dobrej ich znajomości. Obrabiarki te to między innymi:
tokarki i frezarki kopiarki, automaty tokarskie, tokarki karuzelowe, frezarki, strugarki i szlifierki
wzdłużne, wiertarko-frezarki.
Obrabiarki
sterowane
numerycznie
stanowią
nową
generację
obrabiarek
uniwersalnych, jak i specjalistycznych. Charakteryzują się one dużą mocą, sztywną budową,
zapewniającą uzyskanie wyższych dokładności w stosunku do obrabiarek konwencjonalnych.
Umożliwiają prowadzenie obróbki z dużymi prędkościami skrawania, między innymi dzięki
całkowicie osłoniętej przestrzeni roboczej.
Oprócz obrabiarek sterowanych numerycznie na bazie budowy konwencjonalnych tokarek,
wiertarek, frezarek, wiertarko-frezarek powstały nowe odmiany tych obrabiarek,
nieporównywalne z obrabiarkami konwencjonalnymi, takie jak centra obróbkowe,
autonomiczne stacje obróbkowe, elastyczne systemy obróbkowe.
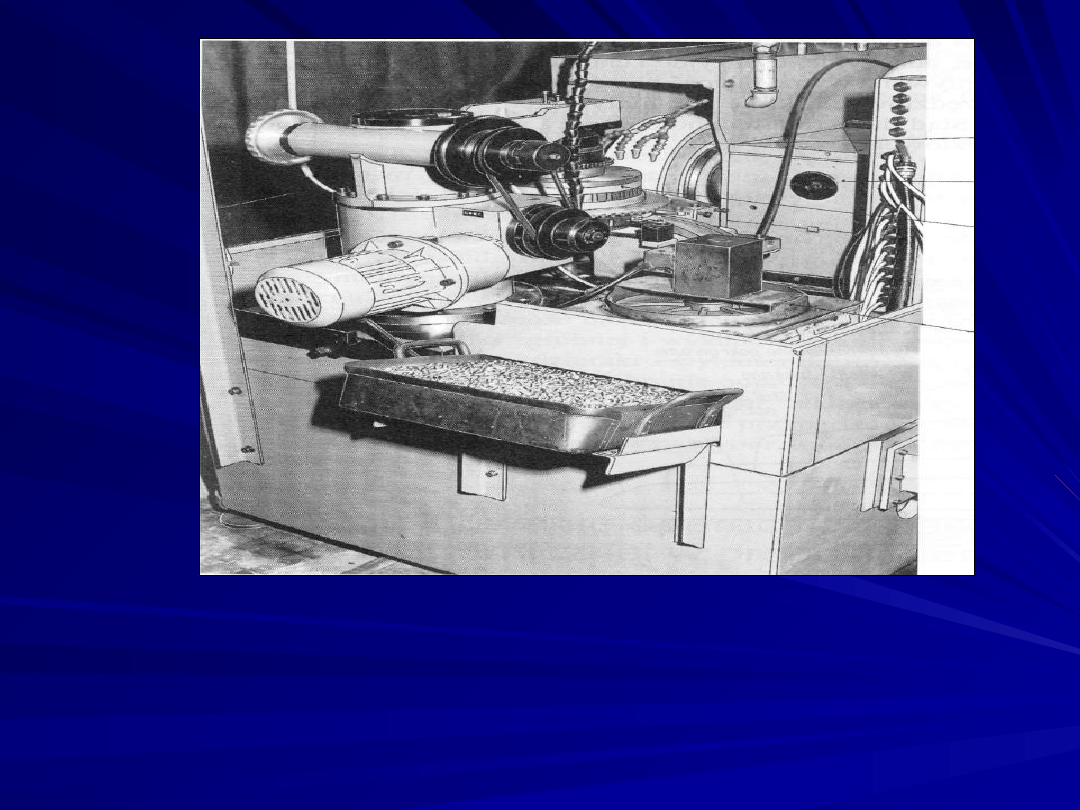
Oddzielną grupę stanowią obrabiarki stosowane głównie w produkcji wielkoseryjnej i
masowej. Są to obrabiarki zespołowe, linie obróbkowe oraz obrabiarki specjalne. Te
ostatnie są projektowane dla części różnych klas do wykonania określone operacji lub
zabiegu. Są one budowane na bazie obrabiarek konwencjonalnych lub z zastosowaniem
znormalizowanych jednostek.
Przykład na rys. specjalnej obrabiarki do szlifowania sferycznych wałeczków stożkowych.
Obrabiarka ta została zaprojektowana i wykonana w Ośrodku Badawczo-Rozwojowym
Obrabiarek i Urządzeń Specjalnych w Poznaniu.
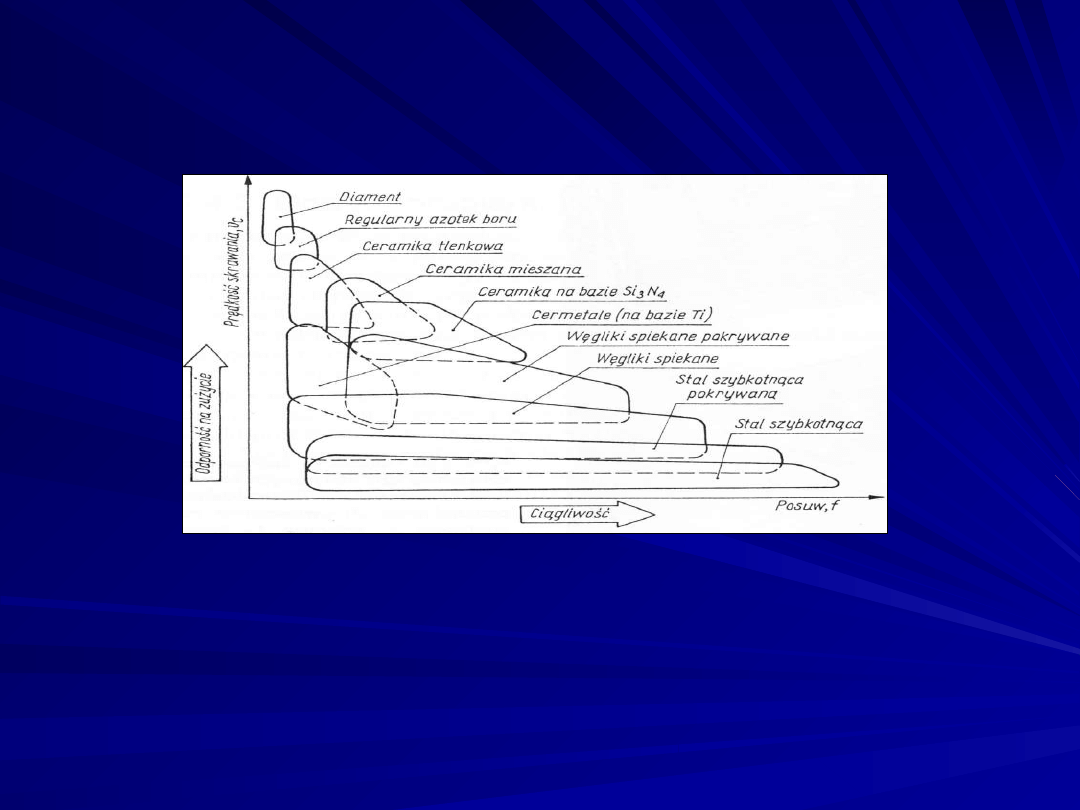
Dobór narzędzi
Technolog dysponuje dzisiaj całą gamą materiałów narzędziowych. Są to:
stale szybkotnące, węgliki spiekane, ceramika, regularny azotek boru i
diament. Główną cechą jaką winien odznaczać się materiał narzędziowy jest
jego twardość, która powinna być zdecydowanie większa od twardości
materiału obrabianego. Nie ma materiałów narzędziowych, które spełniałyby te
wszystkie wymagania.
Zakresy
stosowania
materiałów
narzędziowych
Dokonując wyboru narzędzi technolog bierze pod uwagę nie tylko materiał narzędziowy,
ale wiele innych czynników, do których należy zaliczyć:
- wielkość produkcji,
- sposób obróbki,
- materiał obrabianego przedmiotu,
- typ obrabiarki,
- rodzaj i dokładność obróbki,
- kształty obrabianych powierzchni.
Wielkość produkcji ma decydujący wpływ na to, czy narzędzie będzie normalne czy
specjalne.
э.з. projektowanie operacji obróbki cieplnej i cieplno-chemicznej w procesie technologicznym
Projektowanie operacji obróbki cieplnej
i cieplno-chemicznej w procesie technologicznym
Istnieją liczne rodzaje obróbek cieplnych i cieplno-chemicznych, które
muszą być
właściwie
zaplanowane
w
trakcie
opracowywania
procesów
technologicznych. Do
najczęściej występujących obróbek cieplnych i cieplno-chemicznych
zalicza się:
- wyżarzanie, ulepszanie cieplne,
- hartowanie i odpuszczanie,
- nawęglanie, hartowanie i odpuszczanie,
- węgloazotowanie, hartowanie i odpuszczanie,
- azotowanie,
- azotonasiarczanie.
Obróbkę cieplną i cieplno-chemiczną narzuca konstruktor.
Są jednak przypadki, a dotyczą one głównie wyżarzania odprężającego
np.
konstrukcji spawanych, kiedy konstruktor o tej obróbce zapomina, nie
może jednak
o niej zapomnieć technolog..
Pomoce warsztatowe
Ważnym elementem wchodzącym w zakres technologicznego
przygotowania są pomoce warsztatowe, stosowane zarówno przy
obróbce, jak i kontroli części.
Pomoce warsztatowe dzieli się na:
- znormalizowane - wykonane wg norm państwowych, branżowych;
jest to oprzyrządowanie uniwersalne stosowane w procesach
wytwarzania różnych przedmiotów technologicznie podobnych;
- specjalizowane - najczęściej jest to oprzyrządowanie uniwersalne
uzupełnione elementami specjalnymi, np. uchwyt samocentrujący 3-
szczękowy wyposażony w szczęki specjalne dostosowane swoją
konstrukcją do kształtu przedmiotu obrabianego będzie uchwytem
specjalizowanym;
- specjalne - jest to oprzyrządowanie projektowane i wykonywane
indywidualnie jako pomoc niezbędna w procesie wytwarzania danego
wyrobu oraz w uzyskanie: jego żądanej dokładności.
Do głównych zadań, jakie mają spełnić pomoce warsztatowe,
należą:
- zapewnienie wymaganej dokładności obróbki,
- zmniejszenie kosztów produkcji,
- polepszenie warunków i bezpieczeństwa pracy.
Projektowanie pomocy warsztatowych specjalnych należy do
prac najtrudniejszych i najbardziej pracochłonnych. Ocenia się, że
pracochłonność oprzyrządowania specjalnego wynosi zazwyczaj 60 -
70% pracochłonności przygotowania produkcji seryjnej.
Norma czasu pracy
Opracowanie procesu technologicznego kończy się określeniem
czasów trwania poszczególnych operacji.
Norma czasu pracy jest to technicznie uzasadniona ilość czasu
niezbędna do wykonania określonego zakresu pracy w danych
warunkach technicznych zakładu, przez określoną liczbę wykonawców
o określonych kwalifikacjach. Norma czasu pracy dotyczy najczęściej
operacji..
Normę czasu można wyrazić wzorem:
gdzie: t
pz
- czas przygotowawczo-zakończeniowy, n - liczba
sztuk, t
}
- czas jednostkowy wykonania.
Czas przygotowawczo-zakończeniowy
jest to czas
związany z przygotowaniem do wykonania operacji technologicznej i jej
zakończeniem. W skład tego czasu wchodzą czynności, jak: zapoznanie
się z rysunkiem i dokumentacją technologiczną do wykonania danej
operacji, pobranie oprzyrządowania normalnego i specjalnego zgodnie
z wykazem w dokumentacji technologicznej, uzbrojenie obrabiarki,
zdanie oprzyrządowania oraz określonych wyrobów. Im obrabiarka jest
bardziej skomplikowana, tym czas jest większy.
W normie czasu, jak to wynika ze wzoru, czas przygotowawczo-
zakończeniowy dzieli się przez liczbę sztuk przedmiotów danej serii.
Przy produkcji masowej może on być zupełnie pomijany.
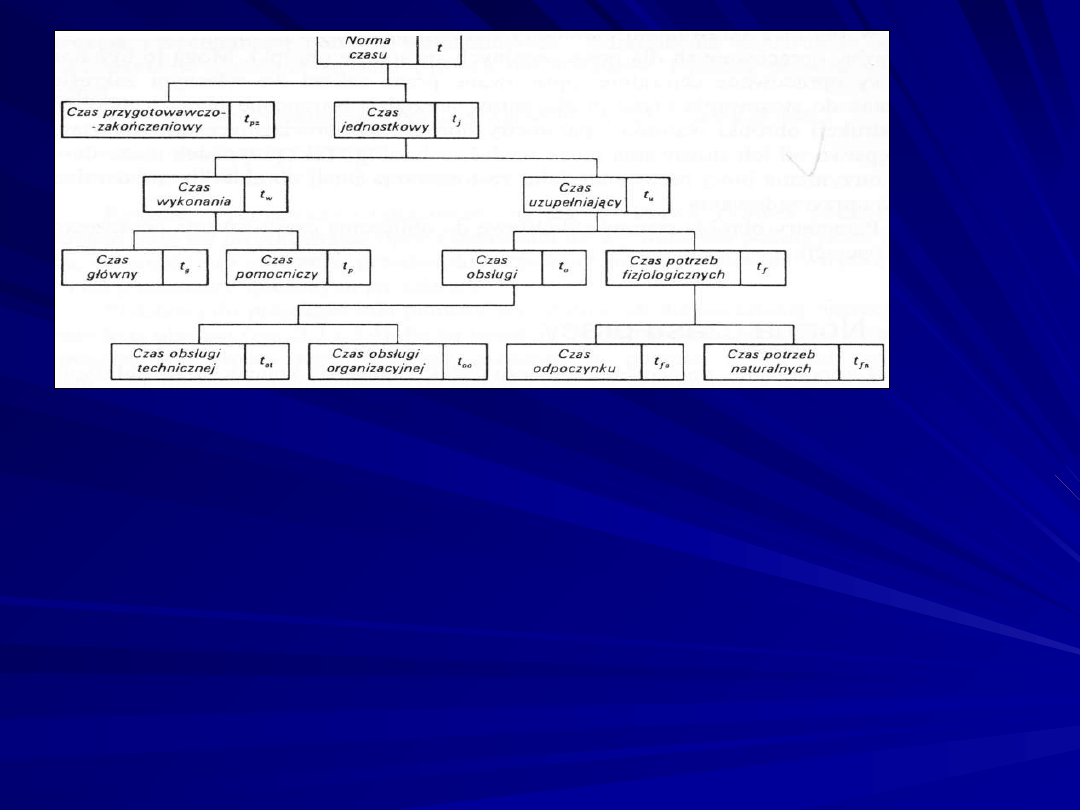
Norma czasu
trwania
operacji
czas jednostkowy
, który jest czasem niezbędnym do wykonania jednej sztuki
wyrobu, jest sumą czasu wykonania i czasu uzupełniającego
Czas wykonania
jest to czas niezbędny do jednorazowego wykonania czynności
bezpośrednio związanych z daną operacją. Czas wykonania jest sumą czasu głównego i
czasu pomocniczego
Czas główny
stanowi czas, w którym zależnie od rodzaju operacji następuje
zmiana kształtu i wymiaru, właściwości wykonywanego przedmiotu, a w przypadku
montażu wzajemnego położenia i zamocowania części wyrobu. Zmiana kształtu i
wymiaru może nastąpić za pomocą obróbki skrawaniem lub plastycznej. Zmiana
właściwości wykonywanego przedmiotu występuje najczęściej w wyniku obróbki
cieplnej i cieplno-chemicznej.
Czas pomocniczy
jest czasem niezbędnym dla wykonania czynności
stwarzających możliwość wykonania pracy podstawowej (głównej), stanowiącej cel
operacji. Czas pomocniczy jest związany z każdym przedmiotem danej serii. Do
najważniejszych czynności wchodzących w skład tego czasu zalicza się: zamocowanie i
odmocowanie przedmiotu obrabianego, włączenie i wyłączenie obrabiarki, dosunięcie
narzędzia, włączenie posuwu itd.
Czas uzupełniający
jest czasem potrzebnym na obsługę stanowiska roboczego
i potrzeby fizjologiczne pracownika
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
Wyszukiwarka
Podobne podstrony:
Przygotowanie PRODUKCJI 2009 w1
01 Przygotowanie produkcji piek Nieznany (2)
Woda technologiczna do produkcji piwa, Ekologia, Gospodarka odpadami, Energetyka, Gospodarka wodno-
Organizacja technicznego przygotowania produkcji prac rozwojowych Kawecka Endler
Rozdział 9, ZiIP, ZiIP, R2, SI, Przygotowanie Produkcji, pp
OPP opracowane moje, ZiIP Politechnika Poznańska, Organizacja Przygotowania Produkcji
ROZDZIAŁ VI w, ZiIP, ZiIP, R2, SI, Przygotowanie Produkcji, pp
01 Przygotowanie produkcji piek Nieznany (4)
Przygotowania PRODUKCJI sem5 10 11 w7
Przygotowanie PRODUKCJI 2011 w6
11p, ZiIP, ZiIP, R2, SI, Przygotowanie Produkcji, pp
ROZDZIAŁ VII, ZiIP, ZiIP, R2, SI, Przygotowanie Produkcji, pp
spis treści z PP, Politechnika Lubelska - Zarządzanie, Przygotowanie produkcji
10 Przygotowanie produkcji pod wzgledem BHP
PP, Studia - Politechnika Śląska, Zarządzanie, I STOPIEŃ, Przygotowanie produkcji, Wykłady
Odpowiedzi na zagadniania z PPO2, Pomoce Naukowe 2, SEMESTR 5, przygotowanie produkcji
Rachunkowość zarządcza - zadania, Organizacja Przygotowania Produkcji
Rozdzial 5, ZiIP, ZiIP, R2, SI, Przygotowanie Produkcji, pp
Rozdział 13, ZiIP, ZiIP, R2, SI, Przygotowanie Produkcji, pp
więcej podobnych podstron