
Redukcja czasów
Redukcja czasów
przezbrojeń
przezbrojeń
Metoda SMED
Metoda SMED
Kształtowanie się procentowego
Kształtowanie się procentowego
udziału czasu przezbrojenia w
udziału czasu przezbrojenia w
czasie kalkulowanym dla detalu
czasie kalkulowanym dla detalu
t
t
pz
pz
t
t
w
w
n
n
tk
tk
Udział
Udział
przezbrojenia w
przezbrojenia w
czasie
czasie
kalkulowanym
kalkulowanym
dla detalu
dla detalu
4
4
1
1
1000
1000
1,004
1,004
0,4 %
0,4 %
4
4
1
1
100
100
1,04
1,04
3,8 %
3,8 %
4
4
1
1
10
10
1,4
1,4
28 %
28 %
Przy krótkich seriach konieczne jest
redukowanie czasów przygotowawczo-
zakończeniowych

S
S
ingle
ingle
M
M
inute
inute
E
E
xchange
xchange
of
of
D
D
ies
ies
wymiana matryc w ciągu jedno cyfrowej liczby
wymiana matryc w ciągu jedno cyfrowej liczby
minut
minut
(czyli od 1 do 9 minut)
(czyli od 1 do 9 minut)
Pod pojęciem przezbrojenia
można rozumieć
wymianę lub ustawianie w określonych położeniach
narzędzi, przyrządów i uchwytów obróbkowych oraz
wymiennych części obrabiarki, niezbędnych do
przeprowadzenia
obróbki
serii
jednakowych
przedmiotów z założoną dokładnością.
SMED
jest metodą systematycznego poszukiwania
redukcji
czasu
przezbrojenia,
zgodnie
z
wyznaczonym ilościowym celem.

Powstanie metody SMED
Powstanie metody SMED
twórcą metody jest Shigeo Shingo
twórcą metody jest Shigeo Shingo
(1903-1990),
(1903-1990),
1950 – zakłady Mazda – prasy (50%),
1950 – zakłady Mazda – prasy (50%),
1957 – stocznia Mitsubishi – szlifierki
1957 – stocznia Mitsubishi – szlifierki
(40%),
(40%),
1960 – zakłady Toyota – prasa –
1960 – zakłady Toyota – prasa –
redukcja czasu zmiany matrycy z 4
redukcja czasu zmiany matrycy z 4
godz. do 1,5 godz. a następnie do 3
godz. do 1,5 godz. a następnie do 3
minut,
minut,
nazwa: single minute exchange of die.
nazwa: single minute exchange of die.

Korzyści z redukcji czasów
Korzyści z redukcji czasów
przezbrojeń
przezbrojeń
r
r
edukcja długich serii produkcyjnych,
edukcja długich serii produkcyjnych,
redukcja stanów magazynowych,
redukcja stanów magazynowych,
zwiększenie elastyczności produkcji,
zwiększenie elastyczności produkcji,
skrócenie czasu wykonania wyrobów (poprzez
skrócenie czasu wykonania wyrobów (poprzez
redukcję czasu oczekiwania na obróbkę),
redukcję czasu oczekiwania na obróbkę),
zmniejszenie kosztów robocizny przy
zmniejszenie kosztów robocizny przy
przezbrajaniu,
przezbrajaniu,
podniesienie produktywności wąskich gardeł
podniesienie produktywności wąskich gardeł
linii produkcyjnych,
linii produkcyjnych,
zmniejszenie zużycia materiałów związanego z
zmniejszenie zużycia materiałów związanego z
przezbrojeniem,
przezbrojeniem,

podniesienie stopnia wykorzystania
podniesienie stopnia wykorzystania
posiadanego wyposażenia,
posiadanego wyposażenia,
eliminację liczby błędów przy
eliminację liczby błędów przy
przezbrojeniach,
przezbrojeniach,
podniesienie jakości wyrobów,
podniesienie jakości wyrobów,
poprawę bezpieczeństwa pracowników,
poprawę bezpieczeństwa pracowników,
uproszczenie gospodarki narzędziowej,
uproszczenie gospodarki narzędziowej,
obniżenie wymagań odnośnie umiejętności
obniżenie wymagań odnośnie umiejętności
pracowników.
pracowników.
Co ważne efekty te można osiągnąć przy
Co ważne efekty te można osiągnąć przy
niższych kosztach
niższych kosztach
, w porównaniu z zakupem
, w porównaniu z zakupem
nowych (bardziej wydajnych) maszyn.
nowych (bardziej wydajnych) maszyn.

Etapy procesu
Etapy procesu
przezbrajania maszyn i
przezbrajania maszyn i
urządzeń:
urządzeń:
I.
I.
P
P
rzygotowanie demontażu, weryfikacja
rzygotowanie demontażu, weryfikacja
materiałów, oprzyrządowania
materiałów, oprzyrządowania
,
,
itp.
itp.
(pochłania 30% czasu przezbrojenia)
(pochłania 30% czasu przezbrojenia)
.
.
II.
II.
D
D
emontaż i montaż narzędzi (5%
emontaż i montaż narzędzi (5%
czasu)
czasu)
.
.
III.
III.
C
C
entrowanie, ustawianie wymiarów i
entrowanie, ustawianie wymiarów i
innych parametrów (15% czasu)
innych parametrów (15% czasu)
.
.
IV.
IV.
W
W
ykonanie serii próbnej (50% czasu).
ykonanie serii próbnej (50% czasu).

Etapy metod
Etapy metod
y
y
SMED
SMED
wg S. Shingo
wg S. Shingo
1.
1.
Stadium przygotowawcze.
Stadium przygotowawcze.
2.
2.
Rozgraniczenie przezbrojenia
Rozgraniczenie przezbrojenia
wewnętrznego i zewnętrznego.
wewnętrznego i zewnętrznego.
3.
3.
Przekształcenie przezbrojenia
Przekształcenie przezbrojenia
wewnętrznego w przezbrojenie
wewnętrznego w przezbrojenie
zewnętrzne.
zewnętrzne.
4.
4.
Racjonalizacja wszystkich aspektów
Racjonalizacja wszystkich aspektów
operacji przezbrajania.
operacji przezbrajania.

1.
1.
Stadium
Stadium
przygotowawcze
przygotowawcze
obserwacje migawkowe,
obserwacje migawkowe,
chronometraż,
chronometraż,
wywiad z wykonawcami
wywiad z wykonawcami
(ankieta)
(ankieta)
,
,
filmowanie operacji przezbrajania i
filmowanie operacji przezbrajania i
omawianie
omawianie
jego przebiegu z pracownikami
jego przebiegu z pracownikami
(szczególnie zalecane przez S. Shingo).
(szczególnie zalecane przez S. Shingo).
Celem
Celem
etapu jest
etapu jest
dokładne poznanie i
dokładne poznanie i
przeanalizowanie
przeanalizowanie
organizacji
organizacji
pracy
pracy
na
na
danym stanowisku.
danym stanowisku.
Stosowane metody i techniki pomocnicze
Stosowane metody i techniki pomocnicze
:
:

Podział operacji związanych z przezbrojeniem
Podział operacji związanych z przezbrojeniem
przezbrojenia wewnętrzne
przezbrojenia wewnętrzne
–
–
mogą być
mogą być
wykonane
wykonane
jedynie
podczas
postoju
jedynie
podczas
postoju
maszyny, np. montaż i demontaż matrycy w
maszyny, np. montaż i demontaż matrycy w
prasie.
prasie.
przezbrojenia zewnętrzne
przezbrojenia zewnętrzne
–
–
mogą być
mogą być
wykonane, gdy maszyna jest w ruchu, np.
wykonane, gdy maszyna jest w ruchu, np.
transport zużytych matryc do miejsca ich
transport zużytych matryc do miejsca ich
składowania lub dostarczenie w pobliże
składowania lub dostarczenie w pobliże
prasy nowych matryc.
prasy nowych matryc.
2.
2.
Rozgraniczenie przezbrojenia
Rozgraniczenie przezbrojenia
wewnętrznego i zewnętrznego
wewnętrznego i zewnętrznego

2.
2.
Rozgraniczenie przezbrojenia
Rozgraniczenie przezbrojenia
wewnętrznego i zewnętrznego
wewnętrznego i zewnętrznego
lista kontrolna
lista kontrolna
,
,
tablica weryfikacyjna,
tablica weryfikacyjna,
próba funkcjonowania i niezbędne naprawy
próba funkcjonowania i niezbędne naprawy
,
,
racjonalizacja transportu części i narzędzi,
racjonalizacja transportu części i narzędzi,
harmonogram przezbrojenia
harmonogram przezbrojenia
.
.
Realizacja tego etapu pozwala zredukować
Realizacja tego etapu pozwala zredukować
czas przezbrojenia o 30%-50%
czas przezbrojenia o 30%-50%

3.
3.
Przekształcenie przezbrojenia
Przekształcenie przezbrojenia
wewnętrznego w przezbrojenie
wewnętrznego w przezbrojenie
zewnętrzne
zewnętrzne
Poszukiwanie rzeczywistego celu i funkcji dla
Poszukiwanie rzeczywistego celu i funkcji dla
każdej czynności podczas przezbrojenia
każdej czynności podczas przezbrojenia
w
w
cześniejsze przygotowanie stanowiska pracy
cześniejsze przygotowanie stanowiska pracy
,
,
s
s
tandaryzacja funkcji
tandaryzacja funkcji
,
,
w
w
ykorzystanie przyrządów pośredniczących
ykorzystanie przyrządów pośredniczących
,
,
dublowanie części i podzespołów maszyn,
dublowanie części i podzespołów maszyn,
w
w
cześniejsze podgrzewanie (preheating)
cześniejsze podgrzewanie (preheating)
.
.
s
s
zerokie zastosowanie na tym etapie znajdują
zerokie zastosowanie na tym etapie znajdują
metody twórczego myślenia
metody twórczego myślenia
.
.
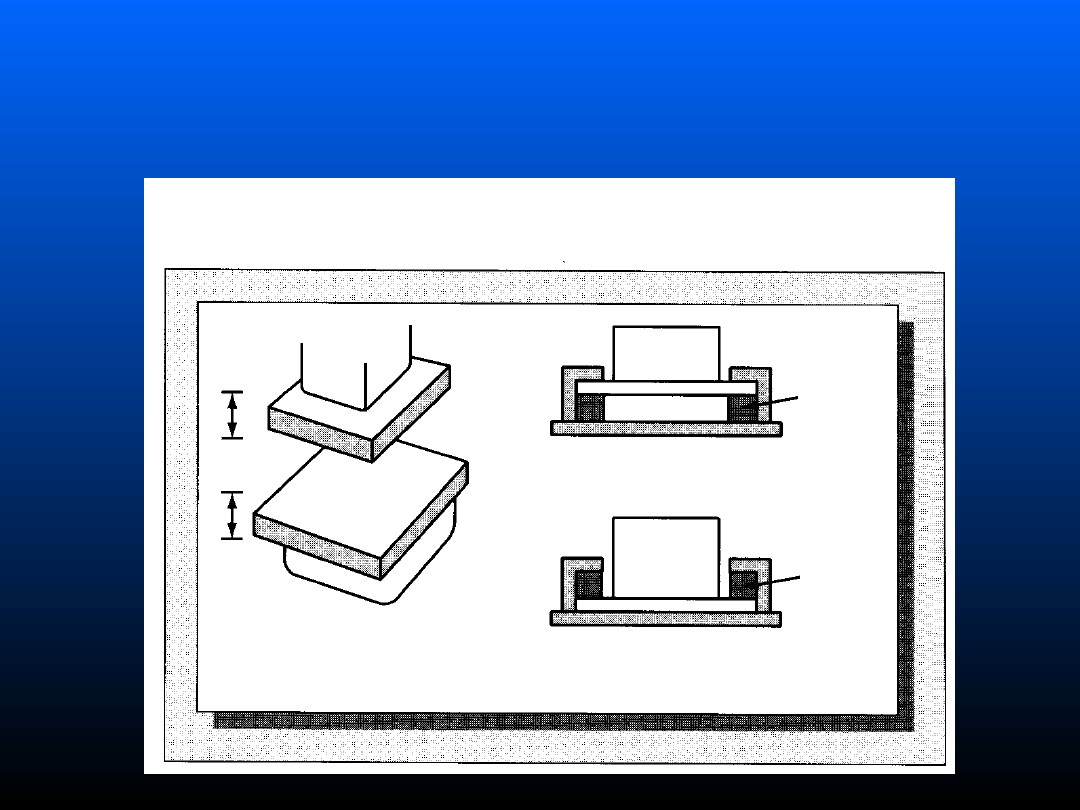
Standaryzacja funkcji
Standaryzacja funkcji
Modyfikacja matryc o różnej wysokości
w celu wyeliminowania regulacji
Stempel
Niska
matryca
Podkładka
Zmienna wysokość
stempel-stół
Stół
Podkładka
Wysoka
matryca
Wysokość stołu
ustawiona na stałe
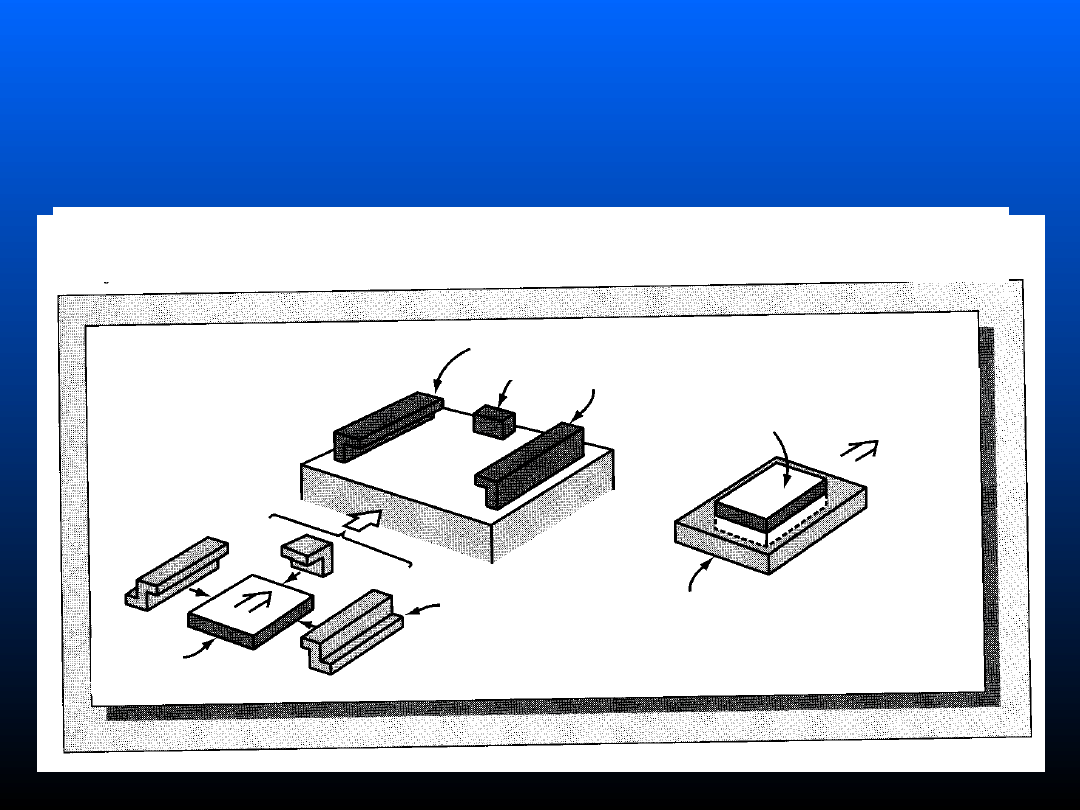
Wykorzystanie
Wykorzystanie
przyrządów
przyrządów
pośredniczących
pośredniczących
Zastosowanie szyn i uchwytów typu kasetowego
w połączeniu z zamocowanymi na stałe uchwytami w maszynie
Zamocowane na stałe
uchwyty
Materiał
/Część
Uchwyt typu
kasetowego
Podkładki
Materiał
/Część
Do uchwytów
w maszynie

4.
4.
Racjonalizacja
Racjonalizacja
wszystkich aspektów
wszystkich aspektów
operacji przezbrajania
operacji przezbrajania
Racjonalizacja
Racjonalizacja
operacji
operacji
przezbrojenia
przezbrojenia
wewnętrznego
wewnętrznego
Równoległa realizacja operacji przezbrojenia
Równoległa realizacja operacji przezbrojenia
(wymaga dobrego zgrania i odpowiedniego systemu
(wymaga dobrego zgrania i odpowiedniego systemu
porozumiewania się pracowników, UWAGA na bezpieczeństwo)
porozumiewania się pracowników, UWAGA na bezpieczeństwo)
.
.
Zastosowanie zaczepów szybkomocujących
Zastosowanie zaczepów szybkomocujących
.
.
Eliminacja regulacji
Eliminacja regulacji
.
.
Mechanizacja
Mechanizacja
.
.
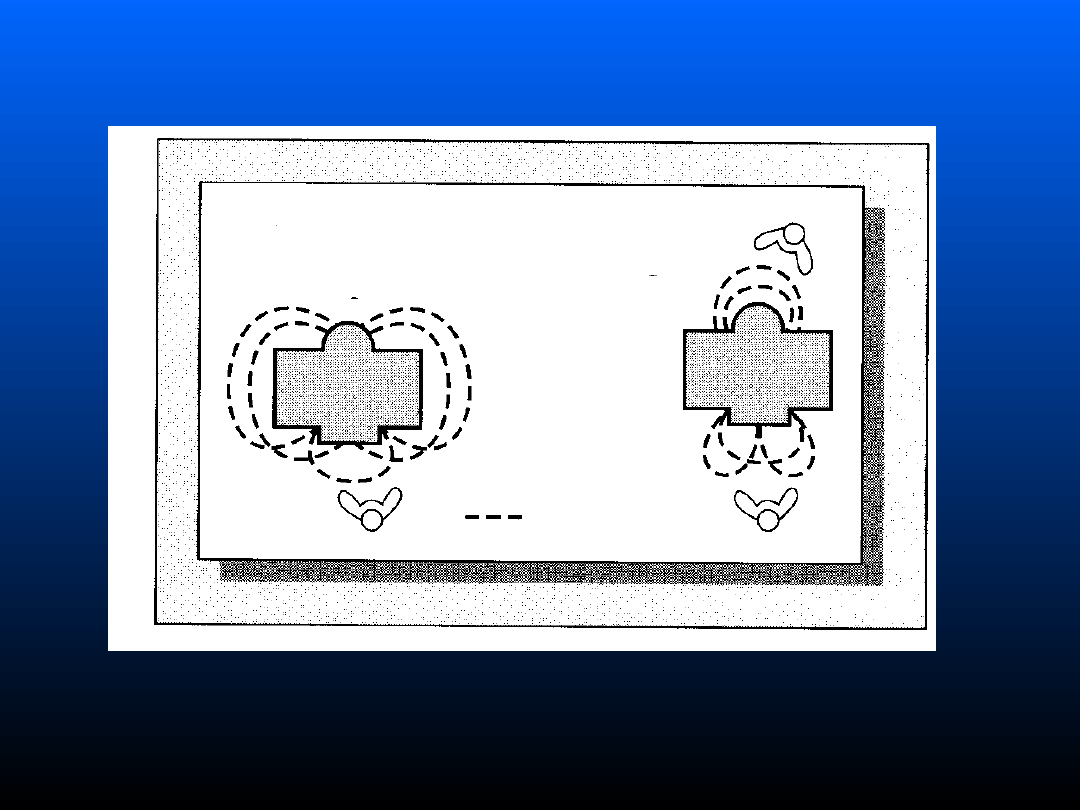
Równoległa realizacja
Równoległa realizacja
operacji
operacji
Dwie osoby
Dwie osoby
mo
mo
gą
gą
wykonać prace w mniej niż
wykonać prace w mniej niż
połowę czasu jaki potrzebuje na to jedna osoba.
połowę czasu jaki potrzebuje na to jedna osoba.
Przezbrojenie
jednoosobowe
Przezbrojenie
dwuosobowe
Przemieszczenia

Zaczepy szybkomocujące
Zaczepy szybkomocujące
są to przyrządy służące do
są to przyrządy służące do
przytrzymywania obiektów w zadanym
przytrzymywania obiektów w zadanym
położeniu, wymagające przy zaciskaniu
położeniu, wymagające przy zaciskaniu
i zwalnianiu jak najmniej wysiłku,
i zwalnianiu jak najmniej wysiłku,
nie wymagają użycia narzędzi,
nie wymagają użycia narzędzi,
mogą być zamocowane na stałe do
mogą być zamocowane na stałe do
maszyny – nie zgubią się,
maszyny – nie zgubią się,
rodzaje: jeden obrót, jeden ruch,
rodzaje: jeden obrót, jeden ruch,
„splatane”.
„splatane”.
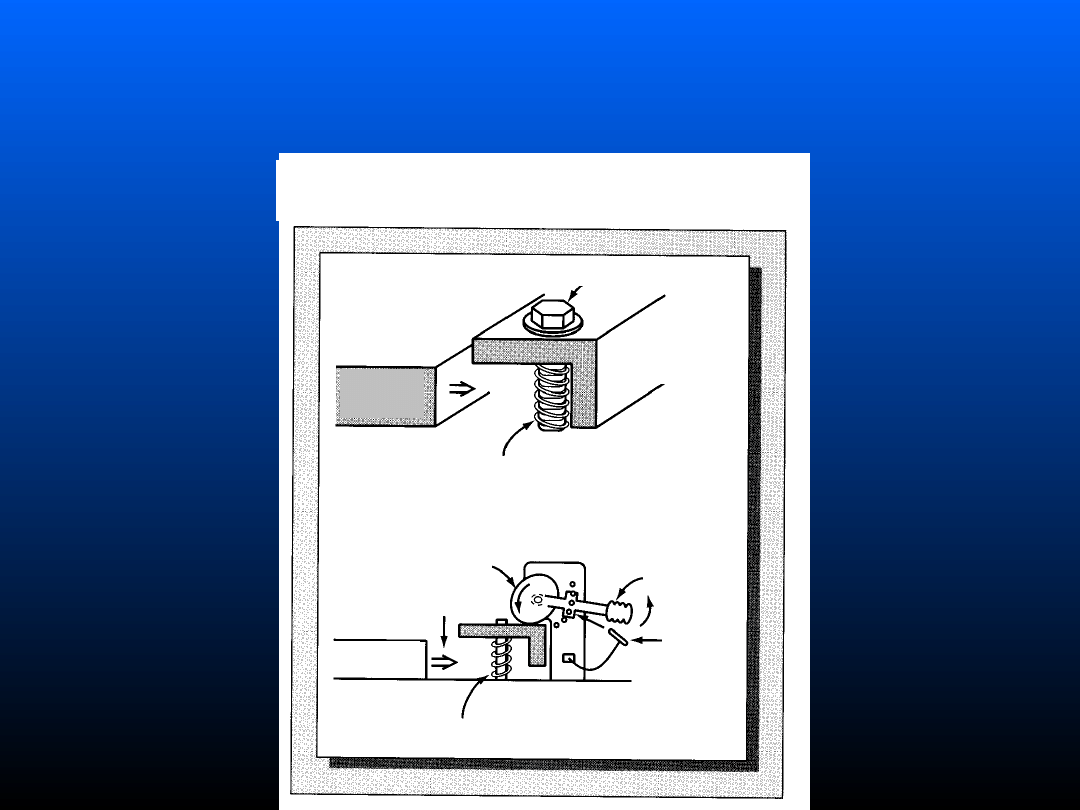
Zaczepy szybkomocujące
Zaczepy szybkomocujące
Przykłady prostych i szybkich mocowań
Śruba dociskająca
Materiał/
Część
Zacisk
Sprężyna unosząca zacisk kiedy
śruba jest poluzowana
Sworzeń
zabezp.
Sprężyna
Uchwyt
Krzywka
Materiał/
Część
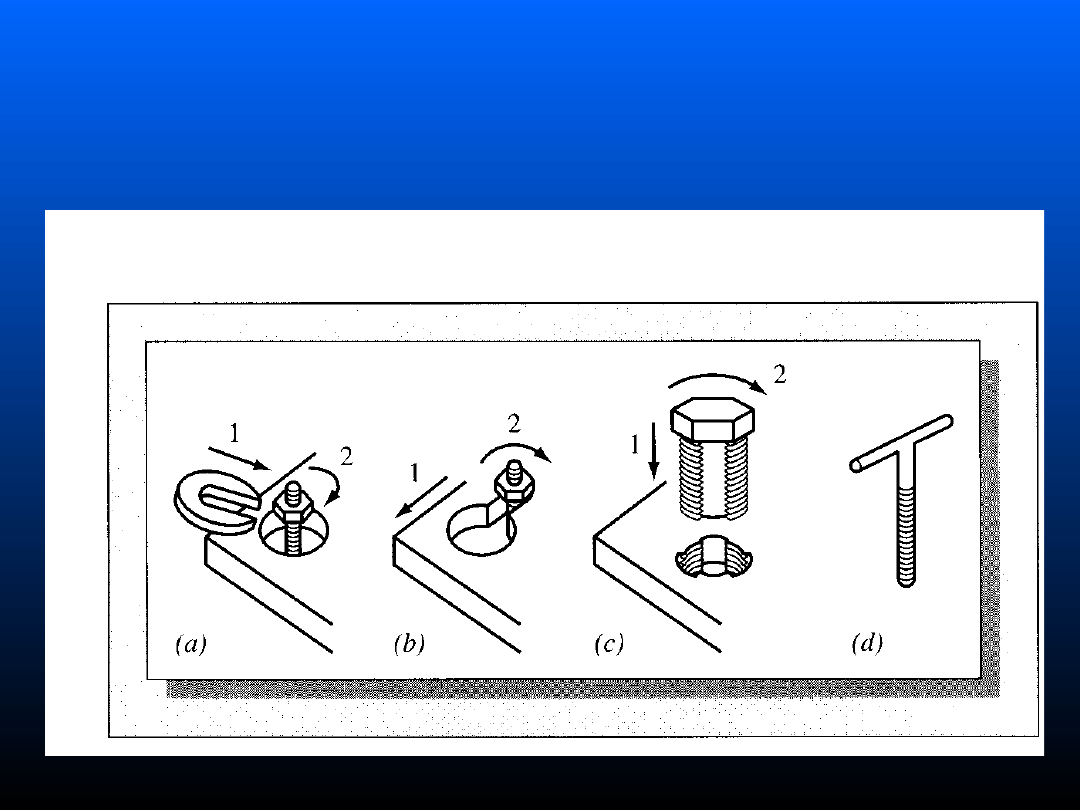
Zaczepy szybkomocujące
Zaczepy szybkomocujące
typu jeden obrót
typu jeden obrót
Mocowanie za pomocą śrub zaciskanych
jednym ruchem ręki
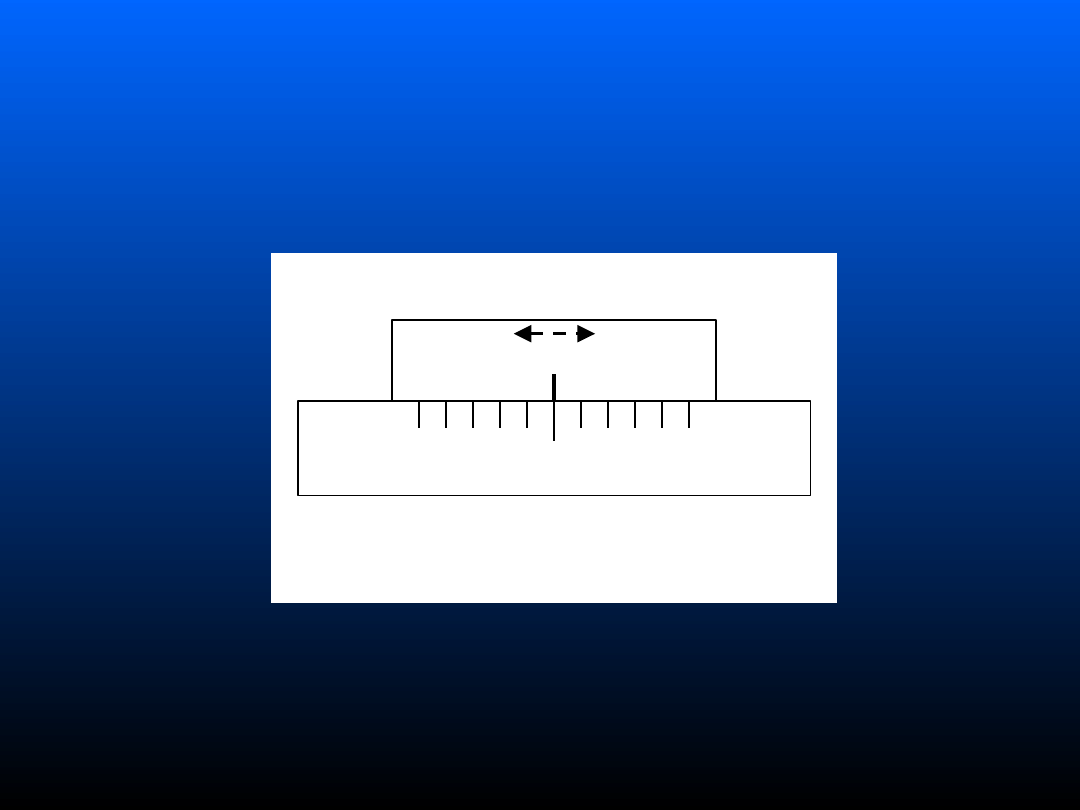
Eliminacja regulacji
Eliminacja regulacji
Zastosowanie skali
Zastosowanie skali
numerycznej
numerycznej
.
.
Zastosowanie linii ułatwiających centrowanie
Zastosowanie linii ułatwiających centrowanie
.
.
Zastosowanie podkładek o określonej grubości.
Zastosowanie podkładek o określonej grubości.
Część ruchoma
Część zamocowana na stałe
-5 -4 -3 -2 -1
0
1 2 3 4 5
Zastosowanie skali numerycznej do pozycjonowania dwóch elementów

Eliminacja regulacji
Eliminacja regulacji
Zastosowanie szablonów ułatwiających
Zastosowanie szablonów ułatwiających
właściwe ustawienie narzędzia względem
właściwe ustawienie narzędzia względem
obrabianego materiału
obrabianego materiału
.
.
Wyposażenie wszystkich: pokręteł, dzwigni,
Wyposażenie wszystkich: pokręteł, dzwigni,
suwaków, itp. w skale numeryczne oraz
suwaków, itp. w skale numeryczne oraz
odnotowanie ich prawidłowych ustawień na
odnotowanie ich prawidłowych ustawień na
liście kontrolnej.
liście kontrolnej.
Umieszczenie przy elementach
Umieszczenie przy elementach
regulacyjnych mierników prezentujących
regulacyjnych mierników prezentujących
aktualne wartości poszczególnych
aktualne wartości poszczególnych
parametrów.
parametrów.

Mechanizacja
Mechanizacja
często jest kosztowna i daje niewielkie
często jest kosztowna i daje niewielkie
skrócenie czasu przezbrojenia
skrócenie czasu przezbrojenia
Przykłady mechanizacji
Przykłady mechanizacji
podnośniki widłowe do
podnośniki widłowe do
umiejscowienia narzędzia w maszynie
umiejscowienia narzędzia w maszynie
,
,
przenośniki do przemieszczania
przenośniki do przemieszczania
ciężkich części i narzędzi
ciężkich części i narzędzi
,
,
zdalne sterowanie zaciskaniem i
zdalne sterowanie zaciskaniem i
zwalnianiem narzędzia
zwalnianiem narzędzia
.
.

Racjonalizacja czynności
Racjonalizacja czynności
przezbrojenia
przezbrojenia
zewnętrznego
zewnętrznego
r
r
acjonalizacja miejsc przechowywania
acjonalizacja miejsc przechowywania
narzędzi
narzędzi
(system oznaczeń – numery miejsc w
(system oznaczeń – numery miejsc w
magazynie, oznaczenia barwne, analiza ABC)
magazynie, oznaczenia barwne, analiza ABC)
,
,
z
z
mian
mian
y
y
w gospodarce narzędziowej
w gospodarce narzędziowej
(stan ilościowy i jakościowy narzędzi)
(stan ilościowy i jakościowy narzędzi)
,
,
p
p
oprawa transportu narzędzi i
oprawa transportu narzędzi i
materiałów
materiałów
.
.
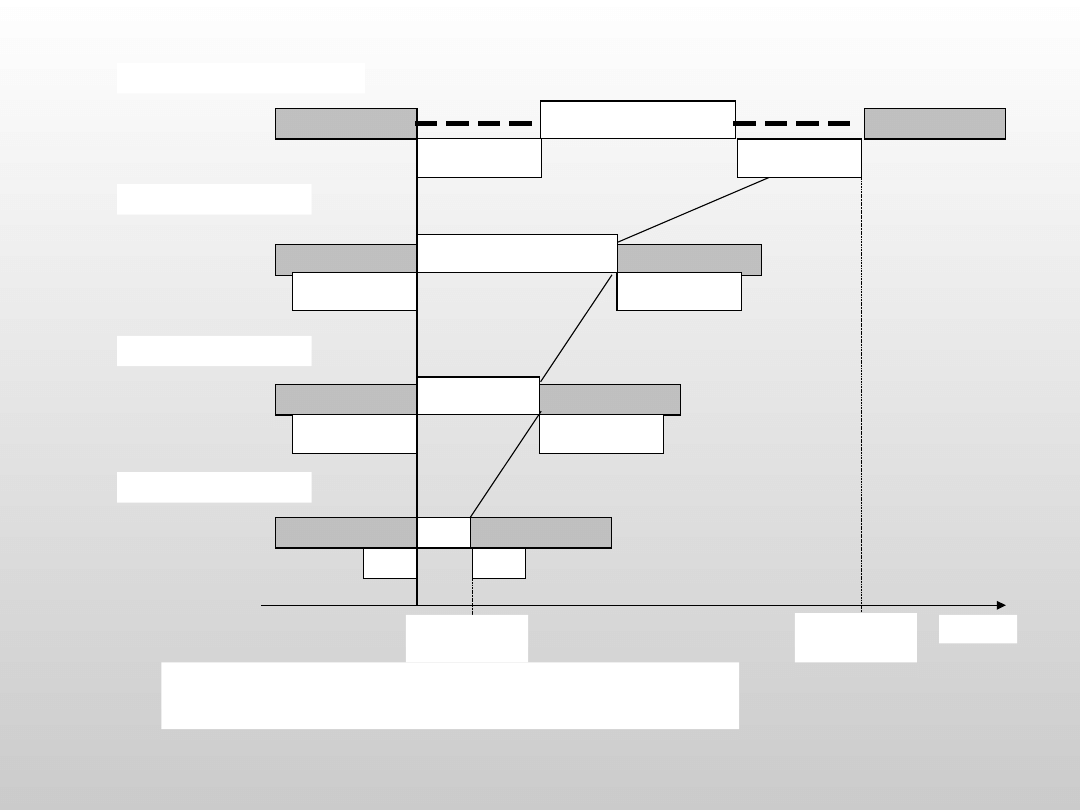
poprzednie zadanie
poprzednie zadanie
poprzednie zadanie
poprzednie zadanie
przezbrojenie
zewnętrzne
przezbrojenie
wewnętrzne
następne zadanie
następne zadanie
następne zadanie
następne zadanie
wew.
zew.
zew.
Etap 1 SMED
Stan początkowy
Etap 3 SMED
Etap 2 SMED
Redukcja czasu przezbrojenia metodą SMED
źródło: opracowanie własne na podstawie [Lord E., 1998, s.16]
Czas
Czas przed
redukcją
Czas po
redukcji
przezbrojenie
zewnętrzne
przezbrojenie
zewnętrzne
przezbrojenie
zewnętrzne
przezbrojenie
zewnętrzne
przezbrojenie
zewnętrzne
przezbrojenie
wewnętrzne
przezbrojenie
wewnętrzne
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
Wyszukiwarka
Podobne podstrony:
SMED współczesne?z tła
ćw 4 [ genom chloroplastowy ] bez tła
Tranzystory cz23 WERSJA DO WYDRUKU BEZ TŁA
Czwarty wykład 2014 bez tła
Pierwszy wyklad 2014 bez tła
SMED współczesne
Tranzystory cz7 WERSJA DO WYDRUKU BEZ TŁA
Drugi wykład 2014 bez tła
Czwarty wykład cd 2014 bez tła
Metodyka wpajania dzieciom bezpiecznych zachowan bez tla
ewolucja czy statycznosc życia bez tła
kod do zegara bez tła
Szósty wykład 2014 bez tła
ćw 4 [ genom chloroplastowy ] bez tła
Czwarty wykład 2014 bez tła
W1 Wstęp bez tła
więcej podobnych podstron