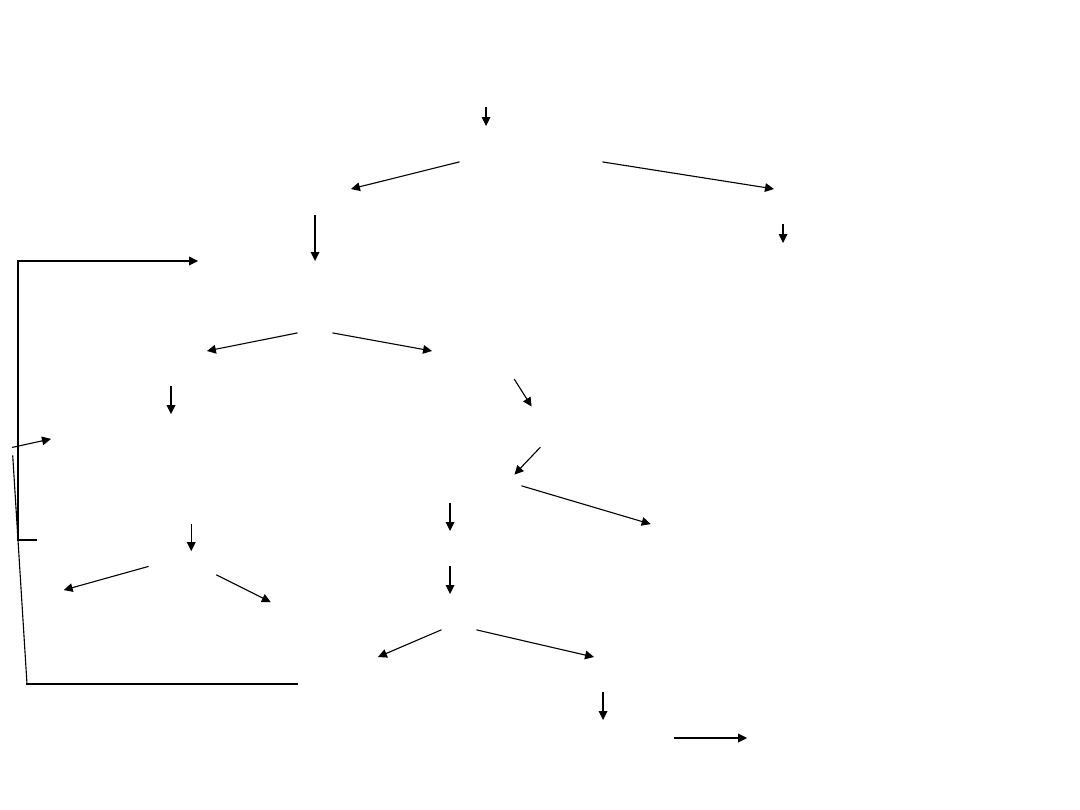
koncentraty
siarczkowe
prażenie w stanie
fluidalnym
gazy
produkcja kwasu
siarkowego
prażonka
ługowanie obojętne
pierwsze ługowanie
jest około pH 5 więc stopień wyługowania
nie jest zbyt wysoki. Dlatego filtruje się i
dowyługowuje – kwaśne.
filtracja
szlam
przesąc
z
Oczyszczanie
cementacyjne w którym odzyskuje
się ind, german, gal, kadm.
filtracja
elektrolit
elektroliz
a
katody Zn
przetop
ługowanie kwaśne
tu
zawraca się składniki z elektrolizy i
przechodzą do ł. kwaśnego. Tak
odzyskuje się rzadkie pierwiastki
filtracja
przesą
cz
elektrolit
zwrotny
osad do
przerob
u
osad do
przerob
u
cynk EOS
Hydrometalurgia
cynku

Hydrometalurgia
cynku
Skład prażonki: Zn 62 – 64 %, Pb 1,5 – 2 %, Cd 0,2 - 0,25 %, Fe
4 - 4,5 %, S
s
0,5 - 0,65 %
Zawartość ołowiu, żelaza i magnezu musi być niska, bo
ołów w szlamie (siarczany ołowiu) źle się filtrują. Żelazo – każda jego ilość zwiększa
możliwość tworzenia żelazinu, który jest trudnorozpuszczalny i nie można go wyługować
ani uzyskać całości cynku. Związki żelazinu tworzą się w 600 stopniach, a proces ten ma
900 stopni, dlatego żelazin łatwo się tworzy – trzeba się go pozbyć, aby te związki nie
powstawały. Kadm – dobrze, gdy występuje i jest go około 300 razy mniej niż cynku.
Całość kadmu przechodzi do roztworu podczas ługowania i podczas cementacji uchodzi z
pyłem.
Podstawowe formy występowania cynku w prażonce:
ZnO, ZnSO
4
, ZnO.Fe
2
O
3
, 2ZnO.SiO
2
, ZnS
Tlenek cynku – to podstawowa forma
występowania cynku w prażonce. Krzemian cynku – ma marginalne znaczenie, bo jest go niewiele i
odchodzi przy ługowaniu. Krzemionka w dużej ilości zatyka otwory płótna podczas filtracji. ZnS – całość
tego siarczku odejdzie bo jest nie dowyługowania.
ZnO + H
2
SO
4
= ZnSO
4
+ H
2
O (wzrost temperatury zwiększa
szybkość roztwarzania)
nie trzeba podgrzewać procesu, bo sam osiąga 60 – 70
stopni, jest to proces samowystarczalny pod względem temperaturowym.
ZnSO
4
rozpuszcza się łatwo
w wodzie
ZnO.Fe
2
O
3
, 2ZnO.SiO
2
częściowo rozpuszczają się w czasie
ługowania kwaśnego
ZnS nie ulega rozpuszczaniu w warunkach ługowania
i zostaje w
roztworze

Hydrometalurgia cynku
Zachowanie żelaza w prażonce:
Żelazo występuje głównie w postaci Fe
2
O
3
.
Fe
2
O
3
+ 3 H
2
SO
4
= Fe
2
(SO
4
)
3
+ 3 H
2
O (w małym stopniu)
Fe na 3cim st. utlenienia, bo to najtrwalszy tlenek
Fe2O3 prawie się nie rozpuszcza
FeO + H
2
SO
4
= FeSO
4
+ H
2
O
Rozpuszcza się znacznie łatwiej
4 FeSO
4
+ 2 H
2
SO
4
+ O
2
= 2 Fe
2
(SO
4
)
3
+ 2 H
2
O
Tlen w reakcji – przedmuchiwanie kąpieli, aby uzyskać Fe 3 – wartościowe
Żelazo jest potrzebne do usuwania arsenu i antymonu – dlatego celowo się go dodaje
(mimo iż trzeba go usunąć z prażonki – taka przekora natury)

PbO + H
2
SO
4
= PbSO
4
+ H
2
O
CdO + H
2
SO
4
= CdSO
4
+ H
2
O
As
2
O
3
+ 3 H
2
SO
4
= As
2
(SO
4
)
3
+ 3 H
2
O
Sb
2
O
3
+ 3 H
2
SO
4
= Sb
2
(SO
4
)
3
+ 3 H
2
O
CaO + H
2
SO
4
= CaSO
4
+ H
2
O
MgO + H
2
SO
4
= MgSO
4
+ H
2
O
Ołów występuje tylko w postaci tlenku i reaguje z H
2
SO
4
tworząc PbSO
4
i w całości
przechodzi do roztworu tworząc nieprzyjemną konsystencję. Przy wilgotności 20% ma
postać margaryny, której nie da się zebrać, bo się oblepia. Więc wilgotność zmniejsza się
do 10% aby uzyskać półsuchy szlam (ale i tak siarczanu ołowiowego jest mniej).
Kadm i miedź – łatwo ulegają rozpuszczeniu i całość prażonki przechodzi do roztworu.
Arsen i antymon – tlenki tych metali na 5 tym stopniu utlenienia (małe ilości tlenków tych
metali na 3 cim stopniu utlenienia). % cio wartościowe tlenki trudno przechodzą w
siarczany, bo arsen w roztworach występuje w postaci kwasu arsenowego H
3
AsO
4
a arsen
jest anionowy (3-).
CaO, MgO – składniki skały płonej. CaO daje gips nierozpuszczalny i nieszkodliwy a nawet
korzystny, bo poprawia warunki filtracji.
MgO daje rozpuszczalny w roztworze
siarczan magnezowy. Magnez jest jedynym metalem, którego nie da się usunąć z roztworu.
Zatem magnez występuje w roztworze, kumulując się, bo jest zawracany aż do stężenia 20
g/l –czyli do lepkości krytycznej. Wtedy elektrolit wycofuje się i kieruje do odzysku cynku i
magnezu. Jeśli zawartość MgO w koncentracie przekracza 3%, to takie koncentraty
doczyszcza się ługując przed prażeniem.
Al
2
O
3
- rozpuszcza się częściowo i jest potem usuwany. Obecnie nie stanowi problemu.
Inne pierwiastki w większych ilościach jak german, tal, gal są odzyskiwane przy
cementacji. Te pierwiastki są głównie pozyskiwane przy produkcji cynku i nie tworzy się
dla nich osobnego cyklu produkcji.
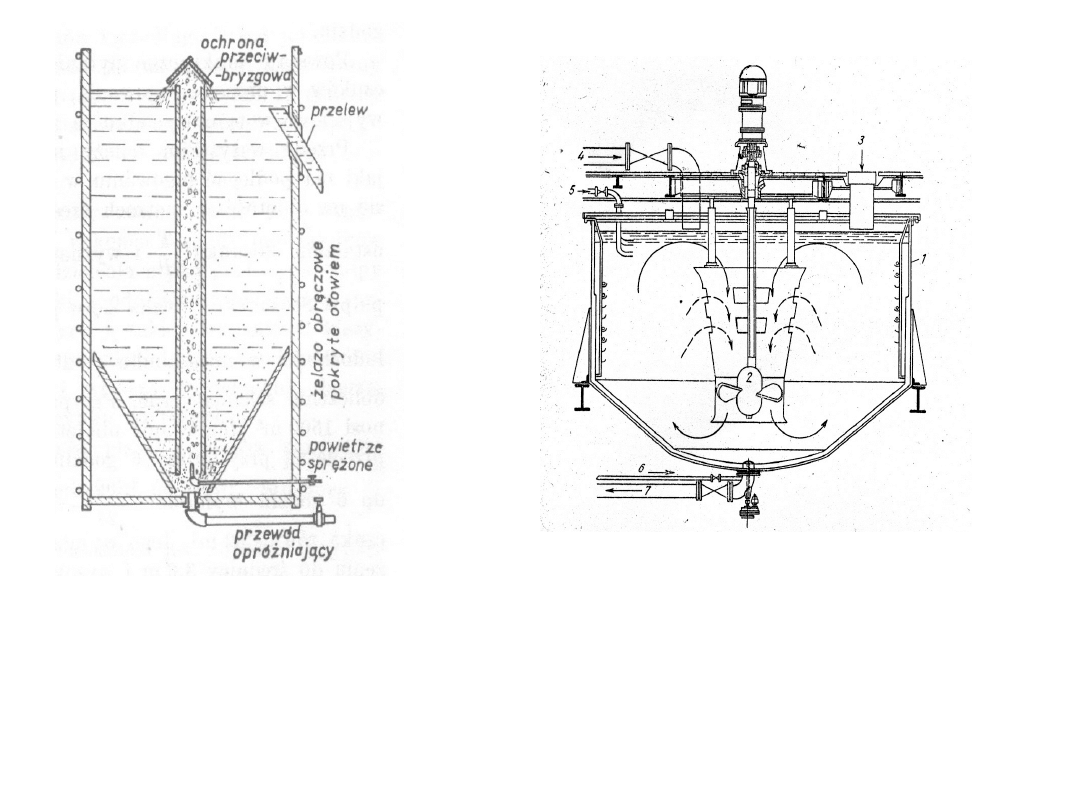
Hydrometalurgia
cynku
Ługownik Pachuca
kadź Pachuca – za pomocą
Ługownik z mieszadłem
mechanicznym
sprężonego powietrza wymusza się
aby nie doprowadzić do
mieszania „bez wymieszania"
obieg roztworu, który jest zasysany do góry.
ma oś z łopatkami i skrzydłami,
którą umieszcza
Miesza się intensywnie, co daje dobre rezultaty – mieszanie
się w cylindrze perforowanym na bokach. Roztwór
jest pneumatyczne. Koszty są niższe niż w mechanicznym. krąży bardzo burzliwie i osad nie
będzie zostawał nie
wymieszany – mieszanie jest bardzo
dokładne a wydajność
duża.

Hydrometalurgia
cynku
Metody ługowania neutralnego:
•ciągła - zakres pH zmienia się od 1,5 w pierwszym
ługowniku do 4,8-5,0 w ostatnim z szeregu ustawionych w
kaskadzie
•okresowa – prowadzona w każdym ługowniku do pH ok. 5
Temperatura ługowania wynosi 60-65
O
C (jest to
temperatura wynikowa).
Ługowanie prowadzi się przy pomocy kwaśnego elektrolitu
zwrotnego z Hali Wanien, zawierającego ok. 55 g/dm
3
Zn i ok.
130 g/dm
3
H
2
SO
4
.
Okresowa – do ługownika dozuje się prażonkę do pH 5, której ilość zależna jest od pH
początkowego. Po zakończeniu wylewa się całą zawartość z kadzi – kosztowna
procedura.
Ciągła – dozowanie jest ciągłe i efekt pH 5 otrzymuje się w ostatniej wannie. W takich
ługownikach co jakiś czas wypuszcza się dołem szlam. Proces jest bardzo łatwy w
sterowaniu, bo znamy temperaturę i pH każdego etapu. Podajemy odpowiednią ilość
prażonki, której parametry znamy.
Temperatura 60 – 65 stopni C to efekt roztwarzania się prażonki w roztworze i nie
trzeba tego roztworu dogrzewać.
Bardzo ważnym parametrem jest stosunek fazy stałej do ciekłej - najlepszy 1 do 5, czyli
5 krotnie więcej roztworu do fazy stałej. Ale obecnie to się zmienia: światowe
technologie przestawiają się na technologię, gdzie do każdej wanny elektrolit
doprowadzany jest oddzielnie. Zmierza się do optymalizacji procesu przez
optymalizację prądową procesu – bo to największe koszty. Obecnie spadek stężenia w
procesie wynosi 5 g/l.
Dąży się do zwiększenia zawartości cynku w procesie zmniejszając ilość roztworu i
dążąc do stosunku 1 do 3.
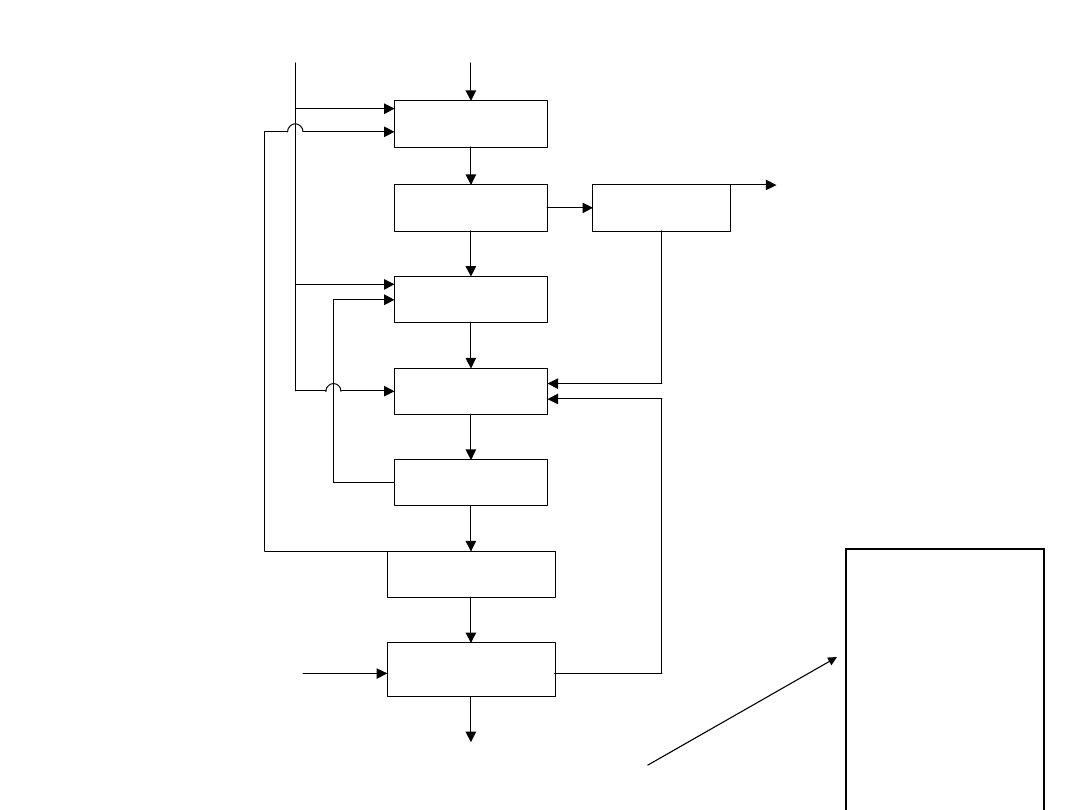
Szlam Zn
Roztwór do oczyszczania
Ługowanie
neutralne
Hydroseparacja
piasków
Ługowanie kwaśne
Sedymentacja
gęstwy
Ługowanie
kwaśno - neutralne
Filtracja szlamów
Larox
Hydroseparacja
piasków
Zagęszczanie
gęstwy
Woda do
przemywania
Prażonka (ZnO)
Elektrolit zwrotny
Szlam do przerobu w
piecach obrotowych
Hydrometalurgia
cynku
Zn 15-17
%
Fe 16-20
%
Pb 5-7 %

Hydrometalurgia
cynku
Komentarze do poprzedniego slajdu:
Przy ługowaniu neutralnym cynk stanowi 70%.
Hydroseperacja piasków – czyli oddzielanie grubej frakcji z pulpy.
Sedymentacja gęstwy – czyli osadzanie się drobnej frakcji.
Ługowanie kwaśne dla grubej frakcji.
Ługowanie kwaśno – obojętne - podaje się elektrolit zwrotny z sedymentacji i
zyskuje kolejne 20 % cynku.
Hydroseperacja piasków przy udziale dużej ilości wody. Dlatego w osadnikach
zagęszcza się gęstwę.
Filtracja szlamów Laroxa – przemywanie wodą.
Maxymalnie odzyskuje się 90% cynku.
Odpad jest różnie zagospodarowywany – w Bukownie odpad jest kierowany do
pieca przewałowego (obrotowego) i odzyskuje się cynk w postaciach tlenkowych. A
te tlenki trafiają do ługowania.
Document Outline
Wyszukiwarka
Podobne podstrony:
proc met ekstr 3 cz 3
proc met ekstr 3 z komentarzami
MB Cwiczenia Met przemieszczen cz 2
zagadnienia III rok met ekstr, Studia
1 wydzial mech met wsk cz bid 10078 ppt
Harm Lab Gr 3 met ekstr
MB Cwiczenia Met przemieszczen cz 1
Sp asp proc kom cz VII 2010
Cz M Zarz Proc Podst Stud 2011
Sp asp proc kom cz VIII 2010
Cz M Proj Org Proc Stud 2011
Sp asp proc kom cz IX 2010
więcej podobnych podstron